




 Perchè la viscosità e il peso molecolare sono così importanti nel pet?
Perchè la viscosità e il peso molecolare sono così importanti nel pet?Perchè la viscosità e il peso molecolare sono così importanti nel pet?di Marco ArezioNel PET riciclato la viscosità e il peso molecolare possono determinare la lavorabilità e la qualità del manufatto.Nell’utilizzo di una resina in PET riciclata, sia per stampaggio che per soffiaggio che per termoformatura, è importante capire quali relazioni esistano tra il peso molecolare e la viscosità del materiale. Parlando di viscosità e di peso molecolare, bisogna ritornare con la mente al grande fisico Isaac Newton che si occupò, tra le altre innumerevoli attività scientifiche, anche dello studio della dinamica dei fluidi. Ed è proprio la dinamica dei fluidi che in qualche modo interagisce anche con alcune regole di comportamento nella lavorazione del PET, quando osserviamo il cambiamento dallo stato solido a quello semifluido della materia prima riscaldata. Infatti nella produzione di un oggetto in PET, che sia per termoformatura, stampaggio o soffiaggio, la massa fusa che viene trasformata in un estrusore, crea dei parametri di flusso in cui il peso molecolare ha una grande importanza. Questo valore, in un polimero, è da tenere nella massima considerazione in quanto determina alcune proprietà meccaniche quali la rigidità, la resistenza, la tenacità, la viscosità e la viscoelasticità. Se il valore del peso molecolare fosse troppo basso, le proprietà meccaniche del prodotto in PET che volete realizzare sarebbero probabilmente insufficienti per realizzare una qualità appropriata. La modifica della lunghezza della catena porta ad un peso molecolare più elevato, con la conseguenza di un aumento della relazione delle singole molecole di polimero e della loro viscosità, che incideranno sulla lavorazione e sulla qualità del manufatto. Se vogliamo prendere un esempio nel campo del soffiaggio, possiamo dire che la variazione del peso molecolare del polimero porterà ad una maggiore o minore facilità nella formazione del Parison o della preforma. Come abbiamo visto, esiste un altro parametro strettamente legato con il valore del peso molecolare, che è la viscosità del polimero fuso, o anche detto resistenza al flusso. Ad un aumento del peso molecolare corrisponde generalmente un aumento della viscosità in relazione alla temperatura. La presenza di calore, che serve per creare il flusso di polimero, incidendo tramite un estrusore od un iniettore sul materiale, permette alla plastica di ammorbidirsi aumentando di volume e riducendo la sua densità. Questo comporta la separazione delle molecole che si muoveranno a velocità differenti, quelle al centro del fuso che non incontrando particolari ostacoli, avranno una velocità diversa di quelle periferiche che entreranno in contatto con le pareti che le contengono, creando così delle forze di taglio (stress da taglio) causate dalla differenza di velocità. Possiamo quindi dire che la viscosità di un materiale è influenzata anche dalla sua velocità, in quanto le materie plastiche, alle base temperature, si presentano come elementi aggrovigliati tra loro e, all’accrescere della velocità del flusso, si creerà un maggiore orientamento delle molecole con una riduzione della viscosità. Questo tipo di comportamento inserisce la plastica in quei fluidi detti “non Newtoniani”, a differenza dell’acqua che mantiene inalterata la propria viscosità anche all’aumentare della velocità, rientrando dei fluidi definiti “Newtoniani”. Questo ci fa capire cosa succede ad un fluido di PET che passa da una testa, da una preforma o da un Parison, cambiando la propria viscosità, riducendo il flusso d’uscita ed aumentando le forze di taglio.Categoria: notizie - tecnica - plastica - riciclo - PET- viscosità - peso molecolare
SCOPRI DI PIU' Caprolattame e Poliammide: Composizione Chimica, Impatto Ambientale e Strategie per una Produzione Sostenibile
Caprolattame e Poliammide: Composizione Chimica, Impatto Ambientale e Strategie per una Produzione SostenibileScopri come si producono le poliammidi a partire dal caprolattame, quali sono i componenti chimici coinvolti, i rischi ambientali legati al processo industriale e le tecnologie per renderlo più sostenibiledi Marco ArezioQuando pensiamo al nylon – la celebre poliammide sintetica – spesso lo associamo all'industria tessile, a corde robuste, a ingranaggi di precisione o a componenti leggeri e resistenti per l’automotive. Ma raramente ci si sofferma sulla complessa sequenza di reazioni chimiche che rendono possibile la sua esistenza. Dietro ogni fibra di nylon si cela una catena industriale basata su composti aromatici, ossidazioni controllate, reazioni acide e una quantità non trascurabile di sottoprodotti che pongono seri interrogativi in termini di sostenibilità. Uno dei punti chiave di questa catena è la produzione del caprolattame, il monomero ciclico da cui prende forma la poliammide 6 (PA6), attraverso una reazione di polimerizzazione ad apertura d’anello. Comprendere i componenti necessari per la sua sintesi e le implicazioni ambientali di questi processi non è solo un esercizio accademico: è un passo fondamentale per valutare come l’industria delle poliammidi possa evolversi in direzione di un modello più sostenibile. Dalle molecole aromatiche ai monomeri ciclici: una trasformazione complessa Tutto ha inizio con il benzene, una delle molecole più semplici e stabili della chimica organica aromatica. Derivato principalmente dalla distillazione frazionata del petrolio, il benzene è il punto di partenza per numerosi processi dell’industria chimica pesante. Nel caso della poliammide, esso viene convertito in cicloesano attraverso una reazione di idrogenazione. Questa trasformazione richiede alte pressioni, temperature elevate e catalizzatori metallici come nichel o platino, e rappresenta una delle prime tappe nella direzione della chimica "alifatica" richiesta per produrre il monomero. Il cicloesano, a sua volta, viene ossidato in cicloesanone, un chetone ciclico che rappresenta un nodo centrale della catena produttiva. Questa ossidazione può avvenire in due modi: o direttamente dal cicloesano, con ossigeno e catalizzatori metallici, oppure partendo dal fenolo tramite una riduzione selettiva. Il risultato, spesso, è una miscela che contiene anche cicloesanolo: il cosiddetto KA-oil. Il cicloesanone viene poi separato e purificato, pronto per affrontare una nuova trasformazione. È a questo punto che entra in gioco una molecola particolarmente reattiva: l’idrossilammina, la quale viene fatta reagire con il cicloesanone per formare l’ossima di cicloesanone. Questo composto è chimicamente instabile, ma è essenziale per la reazione di Beckmann, un classico della chimica organica. Grazie a un ambiente fortemente acido – spesso con acido solforico – l’ossima viene convertita in ε-caprolattame, il monomero ciclico destinato a diventare nylon. Il caprolattame, a temperatura ambiente, si presenta come un solido bianco, cristallino, solubile in acqua. È una molecola relativamente sicura da maneggiare rispetto ad altri precursori della catena, ma la sua produzione comporta una serie di criticità. Uno degli effetti collaterali più significativi della reazione di Beckmann è la produzione di solfato di ammonio, un sottoprodotto salino che viene generato in quantità quasi pari a quella del caprolattame stesso. Anche se può essere impiegato come fertilizzante, il suo smaltimento o riutilizzo rappresenta una sfida logistica ed ecologica. L’impronta ambientale dei precursori La sintesi del caprolattame è tutt’altro che innocua. La produzione di precursori come benzene e idrossilammina implica l’uso di sostanze pericolose, reazioni ad alta intensità energetica e, non di rado, la formazione di sottoprodotti inquinanti. Il benzene, ad esempio, è classificato come cancerogeno certo per l’essere umano e richiede standard di sicurezza rigorosi per il suo impiego. L’idrossilammina, invece, è instabile, reattiva e, in alcuni casi, potenzialmente esplosiva. Anche il cicloesanone, pur essendo meno pericoloso, è volatile e può contribuire all’inquinamento atmosferico sotto forma di VOC (composti organici volatili). Uno degli aspetti più critici riguarda le emissioni di protossido di azoto (N₂O), un sottoprodotto secondario che può emergere in diverse fasi della produzione industriale, soprattutto nella sintesi di ammoniaca e nitrati impiegati per l’idrossilammina. Il N₂O è un gas serra circa 273 volte più potente della CO₂ e ha un effetto diretto sull’assottigliamento dello strato di ozono. In alcune configurazioni impiantistiche obsolete, la produzione di una tonnellata di caprolattame può generare fino a 9 kg di N₂O. Verso una produzione sostenibile: limiti e prospettive Negli ultimi anni, l’industria chimica ha compiuto passi importanti per ridurre l’impatto ambientale del caprolattame e dei suoi precursori. Alcuni impianti si sono dotati di sistemi di abbattimento catalitico per il protossido di azoto, capaci di ridurne le emissioni fino al 98%. Altri stanno sperimentando la produzione del cicloesanone a partire da fonti rinnovabili, come biomasse o zuccheri, in modo da sganciarsi progressivamente dalla dipendenza da fonti fossili. Sul fronte della chimica verde, si moltiplicano le ricerche per ottenere caprolattame bio-based, mediante processi di fermentazione e sintesi intermedia da acido adipico biologico. Tuttavia, la scalabilità e la competitività di questi metodi restano per ora limitate, soprattutto se confrontate con le vie consolidate e già ottimizzate della chimica petrolchimica. Un altro fronte aperto riguarda la valorizzazione dei sottoprodotti, in particolare del solfato di ammonio, che può essere destinato all’industria dei fertilizzanti. Tuttavia, in un’ottica di sostenibilità sistemica, non basta trovare un impiego a valle per uno scarto: è necessario ridurne la formazione fin dall’origine, ripensando l’intero schema produttivo. Conclusione La produzione della poliammide 6 è un perfetto esempio di come una molecola apparentemente semplice e onnipresente possa nascondere una complessità chimica ed ecologica profonda. Dalle aromatiche come il benzene ai composti reattivi come l’idrossilammina, ogni passaggio della catena produttiva comporta scelte tecniche con pesanti implicazioni ambientali. Per rendere sostenibile il futuro della poliammide – e, più in generale, dei materiali plastici ingegnerizzati – non basta puntare sul riciclo del prodotto finale. Occorre agire a monte, ripensando la chimica dei monomeri, scegliendo precursori più sicuri e meno impattanti, e adottando tecnologie capaci di minimizzare gli sprechi e le emissioni. La transizione verso una chimica più verde inizia da qui: dalla consapevolezza delle molecole che compongono il nostro presente.© Riproduzione Vietata
SCOPRI DI PIU'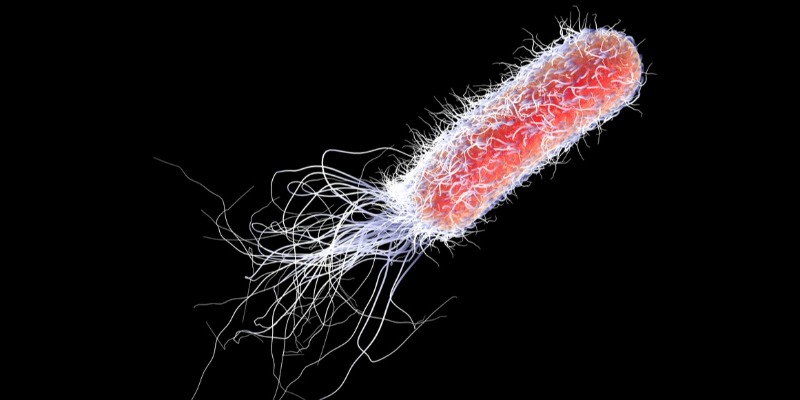 Ricerche microbiologiche per studiare un batterio che decompone il poliuretano
Ricerche microbiologiche per studiare un batterio che decompone il poliuretanoLo Pseudomonas è un batterio, che potrebbe decomporre i legami della resina termoindurente come il poliuretanodi Marco ArezioTra le varie attività di studio, sulle strade alternative nella gestione dei rifiuti, la microbiologia si sta sforzando di trovare e testare batteri per scomporre quei legami chimici definiti irreversibili, come quelli del poliuretano. Le resine termoindurenti, di cui fa parte il poliuretano, è un materiale molto rigido costituito da polimeri reticolati nei quali il moto delle catene polimeriche è fortemente limitato dall’elevato numero di reticolazioni esistenti. Durante il riscaldamento subiscono una modificazione chimica irreversibile. Le resine di questo tipo, sotto l’azione del calore nella fase iniziale, rammolliscono (diventano plastiche) e, successivamente, solidificano. Contrariamente alle resine termoplastiche, non presentano la possibilità di subire numerosi processi di formatura durante il loro utilizzo. Le resine termoindurenti, sono materiali nei quali il moto delle catene polimeriche è fortemente vincolato da un numero elevato di reticolazioni esistenti. Infatti, durante il processo di produzione, subiscono modifiche chimiche irreversibili associate alla creazione di legami covalenti trasversali tra le catene dei pre-polimeri di partenza. La densità delle interconnessioni e la natura dipendono dalle condizioni di polimerizzazione e dalla natura dei precursori: generalmente essi sono sistemi liquidi, o facilmente liquefacibili a caldo, costituiti da composti organici a basso peso molecolare, spesso multifunzionali, chimicamente reattivi, a volte in presenza di iniziatori o catalizzatori. Il poliuretano è un composto largamente usato come isolante termico, nel settore dell’edilizia, dell’industria dell’auto, negli elettrodomestici, nelle celle frigorifere, nel settore navale e ferroviario, nei mobili, nel settore calzaturiero e in molti altri settori industriali. Ogni anno, nella sola Europa, si producono circa 3,5 milioni di tonnellate di poliuretano che, alla fine del ciclo di vita, non trova una corretta destinazione nel settore del riciclo e vanno a finire normalmente in discarica. La difficoltà che oggi incontra questa tipologia di rifiuto plastico nel processo di riconversione, finchè il riciclo chimico non avrà preso piede, hanno spinto le ricerche biologiche a tracciare nuove strade. Un gruppo di ricerca Europeo chiamato P4SB sta studiando materiali provenienti dalla biologia sintetica che siano in grado, tramite dei catalizzatori batterici, di creare bio enzimi che possano depolimerizzare il poliuretano, ma anche il PET. Lo studio ha identificato un batterio, chiamato Psneudomonas, che opportunamente ingegnerizzato, sia in grado di metabolizzare i componenti del poliuretano, che verranno poi resi, all’interno della massa batterica, sotto forma di bio plastica. Questo batterio ha la capacità di sopravvivere in condizioni estreme ed è molto resistente alle sostanze tossiche, infatti è un nemico per eccellenza nel campo medico in quanto resiste facilmente agli antibiotici. Fa parte della famiglia dei batteri gram-negativi che colpisce normalmente le persone con barriere immunitarie basse o con problemi alla pelle e alle mucose. Il batterio nell’uomo scatena malattie associate alle infezioni, come i problemi respiratori, la polmonite, l’endocardite, meningiti, problemi agli occhi, alle articolazioni, gastrointestinali, dermatologici e altre forme di reazione del corpo. Questo dimostra che è un batterio da prendere sul serio e il suo utilizzo nel campo microbiologico, applicato al riciclo delle plastiche come il poliuretano, fa capire il grado di colonizzazione e decomposizione che potrebbe mettere in campo se trattato con le dovute attenzioni.Categoria: notizie - plastica - batteri - riciclo - rifiuti - poliuretano
SCOPRI DI PIU' Polimeri Biocompatibili per Applicazioni Mediche: Innovazione nei Materiali per Impianti e Sistemi di Rilascio di Farmaci
Polimeri Biocompatibili per Applicazioni Mediche: Innovazione nei Materiali per Impianti e Sistemi di Rilascio di FarmaciMateriali polimerici avanzati per impianti medici e tecnologie di rilascio controllato dei farmaci, capaci di migliorare sicurezza ed efficacia terapeuticadi Marco ArezioI polimeri biocompatibili rappresentano un'area di grande interesse nella ricerca medica, grazie alle loro caratteristiche uniche e versatili che li rendono ideali per numerose applicazioni nel campo della salute. Dagli impianti medici ai sistemi di rilascio controllato di farmaci, questi materiali stanno rivoluzionando l'ingegneria biomedica. Lo sviluppo di nuovi polimeri con proprietà specifiche può migliorare significativamente l'efficacia, la sicurezza e la durabilità delle soluzioni terapeutiche. In questo articolo esploreremo i principali progressi nella ricerca sui polimeri biocompatibili e le loro applicazioni future, con particolare attenzione agli impianti biocompatibili e ai sistemi di rilascio controllato di farmaci. Polimeri Biocompatibili: Definizione e Caratteristiche Un polimero biocompatibile è un materiale capace di interagire con i tessuti e i fluidi corporei senza provocare reazioni avverse come infiammazioni, tossicità o rigetto da parte del sistema immunitario. La biocompatibilità, quindi, non si riferisce solo all'assenza di effetti negativi, ma anche alla capacità del materiale di integrarsi e funzionare correttamente all'interno del corpo umano. I principali parametri per valutare la biocompatibilità includono la citotossicità, l'emocompatibilità e la degradazione controllata. Nella pratica, i polimeri biocompatibili devono essere: Non tossici: Non devono rilasciare sostanze che possano danneggiare i tessuti o interferire con le funzioni fisiologiche. Degradabili: Alcuni polimeri devono essere progettati per degradarsi in modo prevedibile e sicuro, particolarmente nei casi in cui il materiale viene utilizzato per impianti temporanei o sistemi di rilascio di farmaci. Stabili: Devono mantenere le loro proprietà meccaniche e chimiche per tutto il tempo richiesto dalla loro funzione. Modulabili: Le proprietà del polimero (rigidità, porosità, resistenza alla deformazione, ecc.) devono essere adattabili a seconda delle specifiche applicazioni mediche. Tipologie di Polimeri Biocompatibili I polimeri biocompatibili possono essere di origine naturale o sintetica, ognuno con vantaggi e svantaggi a seconda delle applicazioni previste. Polimeri Naturali I polimeri naturali, come il collagene, la chitina, la cellulosa e l'acido ialuronico, sono spesso preferiti per applicazioni in cui è richiesta una perfetta integrazione con i tessuti biologici. Questi materiali tendono a degradarsi in modo naturale e non provocano reazioni immunitarie significative. Tuttavia, la loro variabilità e la difficoltà di produzione su larga scala rappresentano spesso un problema. Un esempio rilevante è rappresentato dalla chitosano, un derivato della chitina, utilizzato per applicazioni come la guarigione delle ferite e come vettore per il rilascio di farmaci. La sua biocompatibilità, associata a un'eccellente capacità di adesione ai tessuti, lo rende ideale per queste applicazioni. Polimeri Sintetici I polimeri sintetici, come il polietilenglicole (PEG), il polilattico-co-glicolico (PLGA) e il polietilene, sono più facili da produrre e da manipolare in termini di proprietà meccaniche. Questi materiali permettono una maggiore precisione nella creazione di dispositivi medici su misura, come gli impianti ortopedici o i sistemi di rilascio di farmaci. Un aspetto importante è che la degradazione di alcuni polimeri sintetici può essere progettata in modo controllato, consentendo una somministrazione temporizzata di farmaci o la degradazione di un impianto una volta completata la sua funzione. Impianti Biocompatibili: Nuovi Materiali e Tecnologie Gli impianti medici biocompatibili stanno evolvendo rapidamente grazie all'introduzione di nuovi polimeri in grado di interagire meglio con i tessuti umani. Questo progresso ha un impatto significativo su molte discipline mediche, in particolare ortopedia, odontoiatria e chirurgia cardiovascolare. Uno dei materiali più promettenti per gli impianti è il PLGA, un copolimero che combina acido lattico e acido glicolico. Il PLGA ha la capacità di degradarsi gradualmente in prodotti non tossici (acido lattico e acido glicolico), che vengono metabolizzati e rimossi dal corpo. Questa caratteristica lo rende particolarmente utile per impianti temporanei, come stent o sistemi di fissazione ossea, che non richiedono una rimozione chirurgica una volta completata la loro funzione. Un altro sviluppo interessante riguarda i polimeri a memoria di forma, come il polietilene tereftalato modificato, che possono cambiare forma in risposta a stimoli esterni (temperatura, luce, ecc.). Questi polimeri vengono utilizzati per creare impianti che possono adattarsi a diverse condizioni anatomiche, riducendo la necessità di interventi chirurgici multipli. Sistemi di Rilascio Controllato di Farmaci: Il Ruolo dei Polimeri Il rilascio controllato di farmaci è un altro campo in cui i polimeri biocompatibili stanno avendo un impatto significativo. I polimeri degradabili, come il PLGA e il PEG, sono ampiamente utilizzati per la formulazione di microsfere, nanoparticelle e gel che permettono un rilascio prolungato e controllato del principio attivo. Ciò è particolarmente utile in terapie dove il mantenimento di una concentrazione costante di farmaco nel corpo è cruciale, come nel trattamento del cancro o delle malattie croniche. Microsfere e Nanoparticelle Le microsfere e le nanoparticelle polimeriche sono utilizzate per incapsulare farmaci, proteggendoli da un rapido metabolismo e permettendo il loro rilascio graduale. Le particelle di PLGA, ad esempio, vengono impiegate per il rilascio di farmaci antitumorali, antibiotici e ormoni, poiché il tasso di degradazione del polimero può essere regolato variando il rapporto tra acido lattico e glicolico. Idrogel Biocompatibili Gli idrogel, reti polimeriche tridimensionali in grado di trattenere grandi quantità di acqua, sono utilizzati come supporto per il rilascio di farmaci o come scaffold per la rigenerazione tissutale. Grazie alla loro struttura porosa e alla loro biocompatibilità, gli idrogel sono ideali per applicazioni come la somministrazione di farmaci oftalmici o per la rigenerazione della pelle nei pazienti con ustioni gravi. Polimeri Stimolo-Responsivi Una delle aree più avanzate nella ricerca sui polimeri per il rilascio di farmaci è quella dei polimeri stimolo-responsivi, in grado di rilasciare il farmaco in risposta a cambiamenti nell'ambiente biologico, come il pH, la temperatura o la presenza di enzimi specifici. Questo approccio può migliorare l'efficacia terapeutica riducendo gli effetti collaterali, poiché il farmaco viene rilasciato solo quando e dove necessario. Prospettive Future La ricerca sui polimeri biocompatibili per applicazioni mediche è in continua evoluzione, con nuovi materiali e tecnologie che promettono di migliorare ulteriormente le prestazioni degli impianti e dei sistemi di rilascio controllato. Le direzioni future comprendono l'uso di polimeri intelligenti in grado di rispondere a stimoli esterni, lo sviluppo di materiali biocompatibili con proprietà antibatteriche e la combinazione di polimeri con nanotecnologie per un targeting più preciso dei farmaci. In conclusione, i polimeri biocompatibili stanno trasformando il campo della medicina moderna, offrendo soluzioni innovative per migliorare la qualità della vita dei pazienti. Dai nuovi materiali per impianti agli avanzati sistemi di rilascio controllato di farmaci, questi progressi rappresentano una frontiera promettente per la scienza e la medicina del futuro.
SCOPRI DI PIU' Poche Regole per Migliorare la Produzione di Flaconi in HDPE da Post-Consumo
Poche Regole per Migliorare la Produzione di Flaconi in HDPE da Post-ConsumoLa collaborazione tra produttori di polimeri riciclati e soffiatori di flaconi per una migliore qualità del prodottodi Marco ArezioOggi la produzione di flaconi di HDPE, impiegando totalmente o solo in parte granuli da post consumo, è un'attività ampiamente utilizzata dai produttori, a causa dei prezzi delle materie prime, per una questione ambientale e di marketing. Ma l'utilizzo di granuli in HDPE da post consumo potrebbe causare alcuni inconvenienti produttivi, se non si rispettassero determinate regole durante la produzione e il soffiaggio dei granuli. I problemi più comuni sono: - fori sulla superficie dei flaconi - Irregolarità superficiali - Basso valore di compressione - Bassa resistenza alla saldatura - Odore di detergente del prodotto finale - Bassa resistenza alla compressione verticale - Elevato scarto durante la produzione, il soffiaggio e il test visivo Per evitare questi inconvenienti dobbiamo intervenire nella produzione dei granuli attraverso alcune fasi: - scelta del materiale in ingresso - selezione - lavaggio - selezione ottica dei granuli - corretta analisi degli odori attraverso il test della gascromatografia a mobilità ionica - corretta filtrazione in fase di estrusione - gestione termica del processo - creazioni di ricette in base alla resistenza meccanica richiesta - controllo dell’umidità durante le fasi di imballo - corretto stoccaggio del prodotto Inoltre vi sono alcune accortezze da seguire durante le fasi di soffiaggio e confezionamento: - verifica miscele polimeriche in base alla forma e alla dimensione del flacone - controllo della fase di estrusione del polimero in macchina - controllo delle temperature - tempi Parison - verifica dei punti di incollaggio ed eventualmente modifica della miscela riciclata - test sulla qualità delle superfici e identificazione dei problemi e delle cause - controllo della corrispondenza dei colori richiesti e modifica delle ricette - test sulla resistenza del flacone pieno e sotto carico ed eventuale soluzione dei problemi - controllo della trasparenza o semitrasparenza dei flaconi, se richiesto, con eventuale modifica delle ricette Come abbiamo detto, la produzione di flaconi in HDPE (polietilene ad alta densità) riciclato, derivante da materiale post-consumo, è diventata una prassi sempre più diffusa tra i produttori. Le motivazioni dietro questa scelta sono molteplici: dal risparmio economico derivante dall'uso di materie prime meno costose, agli innegabili vantaggi ambientali, fino all'impatto positivo in termini di immagine aziendale. Nonostante questi benefici, la trasformazione di HDPE riciclato in flaconi di qualità non è priva di sfide tecniche. Uno dei problemi principali riscontrati nella produzione di questi contenitori include la presenza di fori e irregolarità sulla superficie, che possono compromettere l'integrità del flacone. Questi difetti sono spesso causati da impurità non adeguatamente separate nel processo di riciclo o da una miscelazione non ottimale del materiale. Altri problemi comuni includono una bassa resistenza alla compressione e alla saldatura, problematiche che possono essere direttamente correlate alla degradazione del materiale durante le fasi di lavorazione e riciclo. Un'altra problematica importante è la gestione degli odori: i flaconi possono acquisire un odore di detergente, residuo delle sostanze chimiche utilizzate in precedenza nei contenitori, se il processo di lavaggio non è eseguito con la dovuta attenzione. Inoltre, la resistenza alla compressione verticale può risultare insufficiente, e lo scarto di produzione durante il soffiaggio e i test visivi può aumentare notevolmente se il processo non è attentamente monitorato e ottimizzato. Per affrontare questi problemi, è fondamentale un controllo rigoroso e metodico del processo di produzione. Inizia dalla selezione accurata del materiale di scarto, che deve essere il meno degradato e il più pulito possibile. Il lavaggio deve essere eseguito meticolosamente per eliminare tutte le impurità e i residui chimici, mentre la selezione ottica dei granuli consente di scartare quelli di qualità inferiore. È altrettanto importante l'analisi degli odori, per la quale si utilizza la gascromatografia a mobilità ionica, una tecnica che permette di identificare e quantificare le molecole responsabili degli odori indesiderati. Durante l'estrusione, una filtrazione efficace può rimuovere le ultime impurità, e una gestione attenta della temperatura impedisce ulteriori degradazioni del polimero. La creazione di ricette personalizzate in base alle resistenze meccaniche richieste dai diversi tipi di flaconi è un altro passo critico. La corretta gestione dell'umidità durante le fasi di imballaggio e un adeguato stoccaggio sono essenziali per mantenere la qualità del materiale fino alla sua trasformazione. Il soffiaggio e il confezionamento richiedono ulteriori accortezze: la verifica delle miscele polimeriche in base alla forma e alla dimensione del flacone è cruciale, come lo è il controllo delle temperature e dei tempi di estrusione. I test sulla qualità delle superfici e sulla resistenza del flacone pieno e sotto carico aiutano a identificare problemi e cause, permettendo interventi tempestivi. Infine, una stretta collaborazione tra i fornitori di granuli di HDPE riciclato e i produttori di flaconi è vitale. Questo rapporto consente di affinare continuamente la qualità del materiale riciclato e di anticipare problemi che potrebbero compromettere il prodotto finale. In conclusione, sebbene l'utilizzo di HDPE riciclato presenti sfide notevoli, con un attento monitoraggio e ottimizzazione dei processi, è possibile produrre flaconi non solo economicamente vantaggiosi ma anche di alta qualità, che rispondono alle esigenze del mercato e contribuiscono significativamente alla sostenibilità ambientale.
SCOPRI DI PIU' Vetroresina: il difficile cammino verso un’economia circolare del prodotto.
Vetroresina: il difficile cammino verso un’economia circolare del prodotto.Vetroresina: storia, produzione, impiego e riciclo. Il difficile cammino verso un’economia circolare del prodottodi Marco ArezioLa vetroresina è sicuramente un prodotto che ha avuto un successo molto importante dato dalla flessibilità d’impiego, dalla relativa facilità di produzione e dalle caratteristiche tecniche dei manufatti prodotti che potevano sostituire o migliorare le prestazioni di altri materiali fino ad allora utilizzati. La vetroresina nasce negli anni 20, periodo in cui si stavano studiando materiali che avessero delle caratteristiche prestazionali simili a quelle dei metalli da costruzione (edilizia, aeronautica, navale) ma che si potesse aggiungere un vantaggio in termini di risparmio di peso. Nel corso degli anni 40 si era optato per il rinforzo del poliestere utilizzando la fibra di amianto, un materiale plastico composito con cui si costruivano, per esempio, i serbatoi supplementari per gli aerei. Durante gli anni 50 dello scorso secolo, l’incremento della produzione di fibra di vetro, ha portato ad una progressiva sostituzione della fibra di amianto, creando prodotti tecnicamente più avanzati ed ampliando il campo di applicazione. MA COS’E’ LA VETRORESINA?E’ una plastica composta rinforzata con vetro, detta anche VTR o GRP, utilizzando tessuti o feltri con fibre orientate casualmente e successivamente impregnate con resine termoindurenti, generalmente liquide, composte da poliestere o vinilestere o epossidiche, che induriscono e collegano le fibre stesse attraverso l’azione di catalizzatori ed acceleranti. Le principali caratteristiche dei prodotti realizzati in vetroresina sono: – Leggerezza – Elevate caratteristiche meccaniche – Durabilità – Resistenza alla corrosione – Resistenza agli agenti atmosferici – Ottimo isolamento elettrico – Comportamento al fuoco gestibile con specifici additivi – Buon isolamento termico – Scarsa manutenzione COME VENGONO PRODOTTI I MANUFATTI IN VETRORESINA?Premettendo che la vetroresina non è un composto plastico tradizionale che ha bisogno di calore e di una forza meccanica importante (estrusione, iniezione, soffiaggio) per realizzare i prodotti, ma si basa sul lavoro che svolge la resina polimerizzata che viene a contatto con le fibre di vetro. I processi principali di produzione sono i seguenti: “Hand Lay-Up” consiste nella spalmatura a pennello o rullo di resine, correttamente additivate con catalizzatori e acceleranti, che ne determinano la polimerizzazione anche a temperatura ambiente, su tessuti di vetro. La solidificazione delle resine permette l’inglobamento delle fibre di vetro presenti nello stampo creando l’articolo in vertroresina. “Filamnet Winding” consiste nell’applicare, su un cilindro rotante, normalmente metallico, un filo impregnato con resina catalizzata. Avvolgendo in continuo questo filo sullo stampo, che verrà poi sfilato una volta che la resina sarà indurita, si possono creare tubi o serbatoi cilindrici. “Resin Transfer Moulding” consiste nello spargere a secco, su un lato di uno stampo, una quantità stabilita di fibre di vetro, successivamente si richiude lo stampo con la sua copia e si inietta, a bassa pressione, la resina all’interno. Con questo sistema è possibile eseguire il procedimento di iniezione all’interno dello stampo anche sottovuoto. “Pultrusion” consiste in una produzione simile alla classica estrusione delle materie plastiche, adatta ai materiali compositi per la realizzazione di particolari profili. A QUALI SETTORI SONO DESTINATI E QUALI MANUFATTI IN VETRORESINA SI POSSONO REALIZZARE?Le ottime doti tecniche ed estetiche dei prodotti in vetroresina permettono di impiegarli in moltissimi campi con applicazioni molto ampie: Settore ferroviario Produzione energia Edilizia Fai da te Settore Nautico Settore delle opere sportive Mercato elettrotecnico I prodotti realizzati con la vetroresina sono veramente tanti e non è possibile citarli tutti, ma indicheremo i prodotti che, sul mercato, realizzano i volumi maggiori: Scafi e articoli per il settore nautico. Profili industriali e civili Serramenti e persiane Lucernari Lastre di copertura Pareti Rivestimenti per il settore della refrigerazione Scale e camminamenti Rivestimenti per il settore ferroviario Rivestimenti per il trasporto civile Impianti eolici IL RICICLO DELLE VETRORESINA La vetroresina, essendo un materiale composto, come abbiamo visto, sfugge dalle logiche del riciclo classico dei materiali plastici creando, quindi, varie e complesse problematiche per il suo riciclo. La prima problematica che possiamo ricordare è la presenza delle resine termoindurenti di cui è composto il manufatto, infatti, come sappiamo, la reazione di polimerizzazione è sempre irreversibile, questo significa che se trattassimo i prodotti macinati in vetroresina con il calore, come si fa in genere con altre materie plastiche, non saremmo in grado di riportare a forma liquida le resine impiegate. Il secondo problema riguarda le fibre in vetro che si utilizzano per armare la ricetta. Secondo studi epidemiologici condotti su animali in laboratorio, l’inalazione prolungata alla polvere proveniente da queste fibre, farebbe insorgere carcinomi e mesoteliomi. Nonostante non risultino riscontri sull’uomo dei tests fatti sugli animali, la Comunità Europea ha emesso una direttiva specifica, inserendo le fibre di vetro tra le sostanze pericolose soggette all’obbligo di etichettatura. Infatti le fibre di vetro utilizzate per la realizzazione di manufatti, sono considerate cancerogene di categoria 3 e devono riportare l’etichetta R40 che identifica la possibilità di effetti irreversibili sulla salute. Quindi, nell’ambito dei sistemi di riciclo dei manufatti a fine vita, possiamo riportare le principali destinazioni di smaltimento: Discarica Macinazione dei manufatti in polveri di varie dimensioni e il loro riutilizzo in settori come quello edile. Riciclo tramite pirolisi con la separazione tra fibre e resine Riciclo mediante digestione acida Tra i sistemi di smaltimento oggi impiegati, in termini di volumi, sicuramente la messa in discarica è ancora la più utilizzata, con tutti gli effetti negativi del caso. Per quanto riguarda la macinazione dei manufatti in polveri, risulta sicuramente la via più semplice, da punto di vista pratico, ma lascia aperti tutti i dubbi dal punto di vista sanitario che abbiamo sopra riportato. Mentre per quanto riguarda il riciclo tramite pirolisi o digestione acida non risulta, oggi, economicamente conveniente. E’ evidente che la strada per smaltire gli scarti dei prodotti in vetroresina, a fine vita potrebbe, essere quella del riutilizzo delle polveri macinate in miscele adatte alla produzione di prodotti finiti, ma l’operazione di riduzione volumetrica dei manufatti in vetroresina deve essere realizzata utilizzando attrezzature idonee, in camere isolate, quindi non semplici mulini di macinazione, che salvaguardino la salute dei lavoratori. Esiste inoltre sul mercato un metodo di riciclo degli scarti di vetroresina prodotti con resine ortoftaltica, isoftaltica o vinilestere definito come “recupero con trattamento termico-chimico”. Attraverso questo processo si arriverebbe a recuperare circa l’85% della resina madre, sotto forma di liquido e circa il 99% delle fibre che compongono l’armatura. Tests fatti dal produttore dimostrerebbero che la resina recuperata, che risulta carica di iodio, potrebbe essere rimessa in miscela, con la resina vergine, per la realizzazione di nuovi manufatti senza che vi siano decadimenti prestazionali. Per quanto riguarda le fibre recuperate con questo sistema, viene consigliato un trattamento di calcinazione su di esse, per eliminare i residui carboniosi presenti prima di essere riutilizzate.Categoria: notizie - tecnica - plastica - riciclo - vetroresina
SCOPRI DI PIU' PMMA o Polimetilmetacrilato Riciclato: da Dove Viene e Cosa è?
PMMA o Polimetilmetacrilato Riciclato: da Dove Viene e Cosa è?Caratteristiche, lavorazioni, applicazioni e sistemi di riciclo del PMMAdi Marco ArezioIl PMMA, o Polimetilmetacrilato, è una resina termoplastica che appartiene al gruppo dei tecnopolimeri, ottenuta dalla polimerizzazione del metacrilato (MMA). E’ comunemente considerato un vetro acrilico, in quanto vanta una migliore trasparenza rispetto al vetro tradizionale, tanto che in molte applicazioni è stato sostituito dal PMMA. La storia del PMMA nasce nel 1938 quando in Germania, a cura di Otto Rohm, viene immesso sul mercato il primo prodotto chiamato plexiglass. Come abbiamo detto, ha la caratteristica evidente della trasparenza, ma può mantenere, a differenza del vetro, anche un’ottima resistenza meccanica, che si realizza grazie a differenti mescole polimeriche, tanto che viene usato anche per la realizzazione di vetri di sicurezza. Quali sono le caratteristiche del PMMA • densità: 1,18 – 1,19 gr/cm3 • temperatura di fusione Tm: 105-160 °C • temperatura di transizione vetrosa Tg: 80-105 °C • buona rigidità • resistenza meccanica • resistenza all'impatto e durezza elevate. • buona resistenza a trazione • buoni valori di compressione e flessione • elevata stabilità ai raggi UV • ottima resistenza all’invecchiamento • sensibilità ai graffi e alle abrasioni • buona resistenza alle intemperie • ottime proprietà ottiche, di chiarezza e trasparenza • ottime proprietà elettriche • buona resistenza termica • resistenza chimica ai sali • resistenza agli idrocarburi alifatici • non resiste agli idrocarburi clorurati, acidi concentrati, nitro e vernici Come si lavora il PMMA Il Polimetilmetacrilato può essere lavorato attraverso l’estrusione e la termoformatura, che rappresentano due sistemi di lavorazione delle materie plastiche tradizionali. Ne esiste un terzo, chiamato per colatura, che viene impiegato normalmente per la produzione delle lastre in PMMA, utilizzando una pasta acrilica, definita “sciroppo”, ottenuta pre-polimerizzando il monomero di MMA in un reattore mediante agitazione. Applicazioni del PMMA Il Polimetilmetacrilato ha una vastissima area di applicazioni, in settori diversi e con innumerevoli prodotti che potremmo riassumere di seguito: Edilizia lastre per serramenti vetrate infrangibili lucernari vasche da bagno piatti per doccia cabine per doccia cabine per impieghi sanitari in genere elementi di piscine lavandini lastre alveolari per serre Illuminazione insegne luminose per esterni insegne per il traffico targhe pubblicitarie lettere luminose targhe luminose per istruzioni Settore trasporti fanali per automobili catarifrangenti dischi per tachimetri triangoli di segnalazione fanali di lampeggiamento parabrezza per aerei e impieghi spaziali Settore medicale filtri parti di apparecchi per dialisi contenitori per il sangue impieghi ortopedici protesi dentarie imballaggio di cosmetici lenti Industria elettrica ed elettronica interruttori pulsanti di comando memorizzatori ottici CD e DVD displays per cellulari elementi in fibra ottica Come riciclare il PMMA Il riciclo del Polimetilmetacrilato inizia con la raccolta e la selezione dei prodotti a fine vita o degli sfridi di lavorazioni industriali, differenziandoli in base al colore così da creare fonti omogenee tra loro. A questo punto esistono due sistemi di riciclo: quello meccanico, come una normale poliolefina, e quello chimico, che punta alla depolimerizzazione del PMMA. Utilizzando il riciclo meccanico il materiale da riciclare viene macinato in dimensioni idonee per il successivo utilizzo e reimmesso nella produzione, per esempio delle lastre, attraverso il processo termico indotto da un estrusore. Utilizzando il riciclo chimico, gli scarti di PMMA subiranno un processo di depolimerizzazione, che consiste nella dissociazione delle molecole del materiale da riciclare. Dopo l’opportuna purificazione, si genera l’MMA, il quale, tramite reazione di polimerizzazione, dà vita al nuovo polimero rPMMA puro al 99%. Il ciclo è completamente ad impatto zero, in quanto il processo viene realizzato a circuito chiuso e tutti i sottoprodotti di questo processo chimico vengo riutilizzati all’interno del ciclo produttivo. Lo svantaggio del riciclo chimico è che alla fine del processo si avrà un rPMMA meno traslucido, avendo un costo di riciclo alto e un consumo energetico importante. Nomi commerciali comuni del PMMA Acridite ACRYLITE Acryvill Altuglas Amanite Cyrolite Green Cast LuciteOptix Oroglas Perspex Plexiglas R-Cast Setacryl Crylux TrespexZylar Categoria: notizie - tecnica - plastica - riciclo - PMMA
SCOPRI DI PIU' Le Bottiglie in Plastica Possono Cedere Sostanze all’Acqua Contenuta?
Le Bottiglie in Plastica Possono Cedere Sostanze all’Acqua Contenuta?Scopriamolo verificando l’acqua contenuta in una bottiglia di PET utilizzando il naso elettronicodi Marco Arezio Il packaging delle bibite e dell’acqua minerale è passata, nel giro di pochi anni, dalle bottiglie di vetro a quelle di plastica per una serie di importanti di fattori che hanno fatto di questo sistema di imbottigliamento il più usato in assoluto al mondo. Intorno alle bottiglie di plastica, in particolar modo al suo materiale primario, il PET, si sono sviluppate campagne di sostegno e campagne di denigrazione tra le più aspre, giocate tra i produttori di bibite, i produttori di materie prime, la distribuzione e il cittadino. I temi fortemente discussi sono ambientali, da una parte, rivendicando una sorta di patente di inquinatori da parte dell’opinione pubblica verso i produttori di bottiglie in PET, a causa della massiccia presenza nei mari dei prodotti usa e getta. E’ ovvio a tutti che i produttori di bottiglie in plastica non hanno nessuna parte a questo disastro ambientale che è da attribuire al consumatore finale, che non si preoccupa di conferire la bottiglia vuota a centri di riciclo o a provvedere al suo riutilizzo. Dall’altra parte i produttori di bibite hanno identificato nella bottiglia in plastica, tra l’altro, oggi, costituita da una parte di materiale riciclato, un grande vantaggio in termini di costi di produzione, di risparmio sulla logistica e di un impatto ambientale, in fase di produzione, minore rispetto ad altri materiali per il packaging. Ma c’è un’altra questione da considerare, e cioè il rapporto tra la bottiglia in plastica e il suo contenuto, l’acqua per esempio, rapporto che è un matrimonio solidale finché l’acqua non viene utilizzata dal consumatore. Durante la permanenza dell’acqua nelle bottiglie di plastica, tra il momento dell’imbottigliamento e il momento del suo consumo, la bottiglia può ricevere gli effetti della luce, dell’irraggiamento solare e dell’aumento delle temperature della plastica sotto l’effetto del sole. Ogni modifica delle condizioni standard della plastica, caldo, freddo, luce, tempo di vita della bottiglia, che possono modificare la struttura della plastica, potrebbero essere condivisibile con l’acqua contenuta che il consumatore di beve. Come facciamo a sapere se elementi volatili che nascono a seguito delle possibili mutazioni della plastica si trasmettano o meno nell’acqua? Non assaggiandola, in quanto alcune sostanze che potrebbero essere cedute possono essere insapori, non guardandola controluce, perché alcune sostanze potrebbero essere non visibili ad occhio nudo. Oggi abbiamo a disposizione uno strumento di laboratorio di piccole dimensioni ma efficacissimo, chiamato naso elettronico, che analizza in modo scientifico gli elementi volatili dei materiali. Attraverso la campionatura di porzioni di acqua contenute in varie bottiglie in plastica si inseriscono le provette nel naso elettronico e, in modo automatico, si riscaldano i campioni creando delle parti volatili che vengono intercettate da un gascromatografo (GC), che dialoga con uno spettrometro a mobilità ionica (IMS), i quali ci restituiscono un esame tridimensionale delle parti volatili contenute nell’acqua andando ad indentificare esattamente la quantità e la tipologia chimica dei composti contenuti. Cosa beviamo dunque? Acqua o altro? Ce lo dirà il naso elettronico.Categoria: notizie - tecnica - plastica - riciclo - PET - packaging - bottiglie
SCOPRI DI PIU' Come saldare le materie plastiche riciclate
Come saldare le materie plastiche riciclateGuida tecnica aggiornata alla saldatura di componenti plastici con piastra calda, aria calda, estrusione, ultrasuoni, radiofrequenza, laser, infrarosso, vibrazione, spin ed elettrofusione, con focus su norme, parametri di processo, prove di laboratorio e criticità dei polimeri riciclati Autore: Marco Arezio. Esperto in economia circolare, riciclo dei polimeri e processi industriali delle materie plastiche. Fondatore della piattaforma rMIX, dedicata alla valorizzazione dei materiali riciclati e allo sviluppo di filiere sostenibili. Data originale: 20 aprile 2020 Aggiornato al: 26 marzo 2026 Tempo di lettura: 13 minuti Cos’è la saldatura delle materie plastiche e perché oggi richiede più controllo di ieri Nel 2020 si poteva ancora descrivere la saldatura dei manufatti plastici come una semplice unione di due superfici portate a temperatura e compresse tra loro. Nel 2026 questa definizione è ancora vera, ma è troppo povera per spiegare ciò che accade davvero in officina, nelle linee automatiche e nei cantieri. Oggi la saldatura dei termoplastici è una tecnologia di processo governata da materiali, geometrie del giunto, parametri termici, controllo della pressione, tempi di contatto, raffreddamento, qualifica del personale e sistemi di tracciabilità digitale. La norma ISO 21307 resta il riferimento per la saldatura testa a testa dei sistemi in PE ed è stata confermata come versione corrente; la qualifica dei saldatori di materiali termoplastici resta incardinata sulla EN 13067; e il mondo dell’elettrofusione continua ad aggiornarsi sul fronte delle apparecchiature e della codifica dei dati di giunzione. Dire “saldare la plastica” significa quindi ottenere, per diffusione molecolare o per fusione localizzata dell’interfaccia, un collegamento permanente capace di trasferire sforzi meccanici, garantire tenuta ai fluidi oppure assicurare requisiti funzionali molto più sofisticati: isolamento, biocompatibilità, stabilità dimensionale, pulizia estetica del giunto, assenza di particolato, compatibilità con automazione e controlli in linea. Non a caso TWI include tra le principali tecniche industriali hot plate, hot gas, extrusion, ultrasonic, high frequency, friction welding, vibration, spin e laser, e segnala tra le sfide attuali la digitalizzazione dei processi e lo sviluppo di criteri di accettazione dei difetti. Quali polimeri possono essere saldati e quali materiali restano critici La regola di base non è cambiata: i materiali più adatti alla saldatura sono i termoplastici e, in molti casi, i termoelastomeri. I termoindurenti e gli elastomeri reticolati non possono essere rifusi in modo reversibile e quindi non si prestano alla saldatura a caldo come fanno PE, PP, PVC, ABS, PA, PC, PMMA o PET in specifiche condizioni. TWI ricorda infatti che le tecniche di saldatura possono essere applicate ai termoplastici e ai termoplastici elastomerici, mentre i materiali chimicamente reticolati non possono essere riscaldati e rimodellati senza degradarsi. Anche la saldatura di materiali differenti, spesso banalizzata nei testi divulgativi, va trattata con prudenza. In generale i polimeri dissimili non si saldano bene; esistono però combinazioni compatibili, soprattutto tra materiali amorfi con temperature di transizione vetrosa vicine, come PMMA/ABS, PS/ABS o PMMA/PC in applicazioni specifiche. La compatibilità chimica e termica resta decisiva: se i materiali fondono o rammolliscono in intervalli troppo lontani, o se la loro affinità molecolare è insufficiente, il giunto si presenta debole, fragile o instabile nel tempo. Per questo, la prima vera domanda tecnica non è “con quale macchina saldo?”, ma “che resina sto unendo, in quale stato superficiale, con quale umidità, con quali additivi, con quale geometria e con quale vita precedente del materiale?”. Nel caso dei polimeri riciclati questa domanda diventa ancora più importante, perché il riciclo meccanico introduce variabilità reologica, residui additivi, possibili contaminazioni e fenomeni di degradazione che restringono la finestra utile di saldatura. Studi recenti sull’HDPE mostrano che nella degradazione iniziale domina la chain scission, mentre l’esposizione all’ossigeno può spostare il comportamento verso fenomeni di long-chain branching; inoltre i rapporti tecnici sulla qualità dei riciclati segnalano che additivi e contaminanti possono compromettere le prestazioni del materiale rigenerato. È quindi ragionevole concludere che, nei riciclati, la saldabilità dipenda ancora più che nel vergine dal controllo preventivo di MFR, contaminazione, stabilizzazione e uniformità del lotto. Saldatura a piastra calda: il metodo industriale più solido per pezzi e tubi La saldatura a piastra calda, detta anche hot plate, mirror o heated tool welding, resta una delle tecnologie più robuste e versatili per unire componenti stampati e tubazioni. Il principio è semplice solo in apparenza: una piastra metallica riscaldata porta in fusione le superfici da unire; poi la piastra si ritrae; infine i pezzi vengono pressati l’uno contro l’altro e mantenuti sotto carico fino al raffreddamento. Ma la qualità del giunto dipende da una sequenza precisa: bead-up iniziale, heat soak, tempo di trasferimento minimo e raffreddamento controllato. TWI segnala che i parametri chiave sono tempo o altezza del cordone iniziale, tempo di heat soak, dwell time, cooling time, pressione di riscaldamento/raffreddamento e temperatura della piastra, normalmente impostata circa 60-100 °C sopra la temperatura di fusione del materiale. Dal lato delle attrezzature, una macchina a piastra calda comprende normalmente la piastra riscaldante, i carrelli di movimentazione, i sistemi di fissaggio del pezzo e un controllo macchina, oggi quasi sempre microprocessato. Le piastre possono essere piane o sagomate, spesso in alluminio o bronzo d’alluminio, e sono in molti casi rivestite con superfici antiaderenti a base PTFE per evitare l’adesione del fuso. Questo è un dettaglio importante: non basta avere calore, serve una trasmissione termica uniforme, una geometria stabile e una gestione del distacco senza strappi del fuso. È il metodo ideale quando servono robustezza, ripetibilità e tenuta, per esempio su serbatoi, corpi cavi, gruppi automobilistici, tubi e raccordi. Il suo limite non è tanto la qualità del giunto, quanto il tempo ciclo e la gestione del flash, che spesso resta visibile se il giunto non è progettato con trappole per il materiale espulso. Per questo, la progettazione del bordo da saldare è parte integrante della tecnologia e non un dettaglio secondario. Saldatura ad aria calda ed estrusione: attrezzature e materiali d’apporto per officina e cantiere La saldatura ad aria calda è ancora oggi una delle tecniche più diffuse nella carpenteria plastica, nella lavorazione di lastre, nella costruzione di vasche, impianti chimici, rivestimenti, membrane e riparazioni. Il processo usa un flusso di gas caldo, di solito aria, per riscaldare contemporaneamente il materiale base e il cordone di apporto. Secondo TWI, le temperature tipiche del getto sono nell’intervallo di circa 200-400 °C, e il filo di saldatura deve essere dello stesso polimero dei componenti da unire. Questo punto va ribadito con forza: il materiale d’apporto non è un accessorio generico, ma una parte strutturale del giunto. Le attrezzature sono costituite da pistole ad aria calda con soffiante integrata, resistenza, termostato e ugelli intercambiabili, ai quali si affiancano fili o bacchette di saldatura, rullini, raschietti, utensili di preparazione del cianfrino e, nei sistemi più evoluti, dispositivi automatici di avanzamento. La velocità di saldatura, la forma dell’ugello, il preriscaldo del materiale e la pressione esercitata dal saldatore o dall’ugello stesso fanno la differenza tra un cordone pieno e un giunto con vacuoli interni. Quando gli spessori crescono, la tecnologia più adatta diventa la saldatura per estrusione. Leister indica che l’estrusione è preferibile per spessori intorno ai 6 mm e oltre, e che consente tempi più brevi, maggiore resistenza meccanica e minori tensioni residue rispetto alla saldatura manuale ad aria calda. Il principio è questo: le superfici vengono prima portate allo stato termoplastico con aria calda, poi un estrusore portatile deposita materiale plastificato attraverso una scarpa di saldatura conformata alla geometria del giunto. Anche qui il materiale d’apporto deve essere compatibile e dello stesso tipo del materiale base. Nel lavoro reale, i difetti più comuni nascono da errori che spesso vengono sottovalutati: temperatura eccessiva, umidità residua nel filo di saldatura, aria ambiente troppo umida, scarpa fredda, preparazione superficiale scadente o bassa qualità del polimero. Leister richiama esplicitamente questi fattori come causa di cavità, vacuoli e cattiva qualità del cordone. Per chi lavora su componenti riciclati o su lotti di materiale non perfettamente omogenei, questa osservazione è ancora più importante. Saldatura a ultrasuoni: velocità, precisione e tenuta su componenti tecnici La saldatura a ultrasuoni è la tecnologia più rappresentativa della plastica tecnica ad alta produttività. Le onde ultrasoniche, in un intervallo che Herrmann colloca tra 20 e 70 kHz, vengono trasformate in vibrazioni meccaniche e convogliate dalla sonotrodo nella zona di contatto; l’attrito e la dissipazione locale producono il calore necessario a fondere l’interfaccia, che poi si consolida sotto pressione. Emerson descrive il processo come rapido, efficiente e capace di ottenere sigillature forti, pulite e anche ermetiche, con applicazioni in packaging, dispositivi medicali ed elettronica. La macchina è composta da generatore, convertitore, booster, sonotrodo e sistema di pressione/posizionamento. Herrmann sottolinea che la geometria del giunto deve essere progettata in funzione del materiale e dei requisiti della saldatura; in altre parole, l’ultrasuono non perdona approssimazioni di design. Per questo è usato su particolari piccoli o medi, dove si richiedono tempi ciclo brevissimi, automazione, pulizia del giunto e assenza di materiali di consumo come adesivi o solventi. Rispetto al 2020, il salto di qualità sta nella digitalizzazione del controllo di processo e nell’integrazione con celle automatiche. Emerson presenta infatti sistemi ultrasonici digitali e automatizzabili per assicurare ripetibilità, controllo fine dell’energia e qualità costante. Il vantaggio ambientale è duplice: si riducono consumabili chimici e, in molte applicazioni, si alleggeriscono anche i sistemi di imballaggio. Saldatura a laser e infrarosso: tecnologie pulite per giunti estetici e automatizzati La saldatura laser dei termoplastici ha corretto negli anni molta della terminologia imprecisa usata in passato. Non si tratta solo di “colpire la superficie” con un fascio: nella configurazione più comune, il raggio attraversa un componente trasparente o trasmissivo e genera calore all’interfaccia su un secondo componente assorbente, spesso additivato con carbon black o con assorbitori specifici. TWI evidenzia che il processo consente superfici esterne non fuse, saldature molto pulite, elevata automazione e ottima estetica del giunto, ma richiede buon accoppiamento dei lembi, superfici pulite e almeno un componente capace di trasmettere una quota sufficiente della radiazione. La saldatura a infrarosso è una derivazione evoluta del principio della piastra calda, ma in configurazione non a contatto. TWI distingue tra hot plate non-contact e sistemi a lampade IR: nel primo caso una piastra calda, portata anche tra 310 e 510 °C a seconda del polimero e della macchina, resta a distanza molto ridotta dal pezzo senza toccarlo; nel secondo, banchi di emettitori a infrarosso riscaldano rapidamente aree anche estese. Il vantaggio principale è l’assenza di contatto con la fonte di calore, che riduce contaminazione, sticking e segni superficiali. Emerson presenta l’infrarosso come processo capace di ottenere giunti senza particolato e con alta capacità di carico meccanico, utile per sensori, custodie elettroniche e prodotti medicali. Nel 2026 queste due tecnologie sono sempre più interessanti dove servono estetica, automazione, pulizia del giunto e controllo molto fine dell’energia immessa. Non sono però universalmente migliori: costano di più, richiedono progettazione del giunto più accurata e, nel caso del laser, condizioni ottiche e di accoppiamento che altri processi tollerano meglio. Saldatura a vibrazione, spin e radiofrequenza: quando servono processi specializzati La saldatura a vibrazione è una forma di friction welding lineare. Emerson la descrive come una tecnologia energeticamente efficiente, ideale per pezzi grandi, aree complesse, superfici multi-piano o curve irregolari, con forti applicazioni in automotive ed elettrodomestico. La recente evoluzione “Clean Vibration Technology” è stata sviluppata proprio per ridurre flash e particolato, due limiti tipici dei processi per attrito lineare. La spin welding è invece una saldatura per attrito rotazionale, adatta a giunti circolari. TWI spiega che uno dei due componenti ruota contro l’altro sotto pressione, generando calore per attrito fino alla fusione dell’interfaccia. È una soluzione eccellente per raccordi, tappi, connessioni cilindriche e componenti cavi, quando la geometria si presta al moto di rotazione. La radiofrequenza o alta frequenza, infine, è la tecnologia tipica dei materiali polari. TWI ricorda che il processo si basa sull’orientamento e la vibrazione di molecole cariche lungo la catena polimerica, e per questo è particolarmente adatto a PVC e poliuretani; altri materiali come nylon, PET, EVA e alcuni ABS possono essere saldati solo in condizioni particolari, mentre PE e PP in generale non sono idonei. Il produttore italiano GEAF conferma che i materiali più reattivi includono PVC, EVA, PU, TPU e alcune famiglie PET, e segnala come frequenze industriali consentite 13,56 MHz, 27,12 MHz e 40,68 MHz. Qui conviene correggere un equivoco frequente: l’alta frequenza non è una tecnologia “universale” per la plastica, ma una tecnologia molto selettiva sul piano molecolare. Funziona benissimo su film e manufatti flessibili polarizzabili, molto meno — o affatto — su poliolefine classiche. Elettrofusione e saldatura dei sistemi in PE: standard, controllo e tracciabilità Quando si entra nel mondo delle tubazioni in polietilene per gas, acqua e distribuzione fluidi, la saldatura assume una dimensione normativa ancora più rigorosa. La ISO 21307 definisce le procedure di saldatura testa a testa dei sistemi in PE e specifica tre procedure di riferimento; la ISO 12176-2:2025 disciplina invece i requisiti prestazionali delle centraline di controllo per l’elettrofusione; la ISO 12176-4 e la ISO 12176-5 regolano i sistemi di codifica e tracciabilità delle operazioni di giunzione. Questo significa che oggi la saldatura non si chiude con il raffreddamento del giunto. Deve lasciare una traccia documentale: dati macchina, operatore, codice componente, metodo di assemblaggio, esito della saldatura. ISO 12176-4 prevede proprio una codifica dei dati di componenti, metodi e operazioni per i sistemi in PE, mentre produttori di attrezzature e software stanno spingendo verso report digitali e ricette memorizzate in cloud. Leister, per esempio, offre sistemi di documentazione digitale dei parametri di saldatura in tempo reale; nello stesso solco si muovono i sistemi di tracciabilità delle centraline per elettrofusione. La vera differenza rispetto al vecchio modo di vedere la saldatura plastica sta qui: il giunto non è più solo “fatto bene”, ma è verificabile, rintracciabile e riproducibile. Ed è questo che il mercato richiede ormai nei settori critici. Prove di laboratorio, collaudi e difetti tipici delle saldature plastiche Un giunto saldato non si giudica solo dall’aspetto. I controlli possono essere distruttivi o non distruttivi e dipendono dal manufatto, dal materiale e dal rischio applicativo. TWI indica esplicitamente che il testing delle saldature plastiche comprende prove meccaniche, prove non distruttive e, nel caso delle tubazioni, anche attrezzature dedicate per il whole-pipe tensile rupture test. Per i giunti testa a testa in PE, la ISO 13953 descrive il metodo per determinare resistenza a trazione e modalità di rottura dei provini prelevati dal giunto; per l’elettrofusione, la storica ISO 13954:1997 è stata ritirata e sostituita dalla ISO 13954:2025, che specifica un metodo per valutare la duttilità dell’interfaccia di giunzione nelle bussole elettrosaldabili in PE. Questi riferimenti mostrano bene come il settore si sia spostato da una valutazione solo empirica a una validazione strutturata del comportamento del giunto. Sul piano pratico, i difetti più comuni restano sempre gli stessi, anche se cambiano le macchine: insufficiente preparazione delle superfici, disallineamento, dwell time troppo lungo, pressione inadeguata, temperatura eccessiva o insufficiente, contaminazione superficiale, umidità, cordone di apporto non compatibile, raffreddamento forzato o movimentazione prematura del pezzo. Nei materiali riciclati si aggiungono viscosità irregolare, residui di additivi e instabilità termica del lotto. Il risultato può essere un giunto apparentemente accettabile ma fragile, poroso o incapace di garantire tenuta nel tempo. Come scegliere il miglior sistema di saldatura per articoli plastici vergini o riciclati La scelta del processo non si fa partendo dalla macchina, ma dall’applicazione. Se devo unire tubi o corpi cavi in PE/PP con alte prestazioni meccaniche e tenuta, la piastra calda o l’elettrofusione sono i candidati più solidi. Se lavoro su lastre, vasche e carpenteria plastica, aria calda ed estrusione restano le tecnologie regine. Se devo ottenere rapidità, automazione e precisione su piccoli componenti tecnici, gli ultrasuoni sono spesso la risposta migliore. Se cerco estetica, giunto pulito e automazione ad alto livello, laser e infrarosso possono offrire vantaggi decisivi. Se ho parti grandi o complesse, la vibrazione è spesso più realistica. Se il giunto è circolare, la spin welding resta una soluzione molto efficiente. Se tratto film o manufatti flessibili in materiali polari, la radiofrequenza è ancora uno standard industriale fortissimo. Per i materiali riciclati serve però un criterio in più: non basta sapere “che polimero è”. Bisogna sapere quanto è stabile. Un PP o un PE riciclato con MFR fuori controllo, presenza di umidità o contaminanti, o ossidazione già avanzata, può saldarsi male anche con una macchina eccellente. Per questo nel 2026 la saldatura della plastica si intreccia sempre di più con caratterizzazione del materiale, analisi reologica, tracciabilità del lotto e documentazione del processo. È questa la vera evoluzione rispetto al testo del 2020: la saldatura non è più solo un’operazione termica, ma un sistema integrato tra materiale, macchina, dato e qualità. Conclusioni Unire due articoli plastici non significa semplicemente “sciogliere e schiacciare”. Significa scegliere il processo corretto in funzione della natura del polimero, della geometria del giunto, del livello di tenuta richiesto, dell’ambiente di esercizio, della possibilità di automazione e della qualità reale del materiale, soprattutto quando è riciclato. La saldatura delle materie plastiche nel 2026 è più specializzata, più documentata e più esigente di quanto fosse nel 2020. Ma proprio per questo è anche più affidabile: le norme sono più chiare, le attrezzature più intelligenti, i controlli più rigorosi e la qualità del giunto sempre meno affidata all’intuizione del singolo operatore. FAQ – Saldatura delle materie plastiche Quali plastiche si saldano meglio? In generale i termoplastici: PE, PP, PVC, ABS, PC, PMMA, PA e alcuni PET o TPE, purché il processo sia compatibile con il comportamento termico del polimero. I termoindurenti e gli elastomeri reticolati non sono adatti alla saldatura a caldo convenzionale. Si possono saldare plastiche diverse tra loro? Solo in casi limitati. Alcune combinazioni di polimeri amorfi con comportamento termico simile possono funzionare, ma la regola generale resta che i materiali dissimili sono difficili da saldare con successo strutturale. Qual è il sistema migliore per pezzi spessi o lastre? Per spessori elevati e carpenteria plastica, la saldatura per estrusione è spesso preferibile alla manuale ad aria calda, perché garantisce maggiore produttività, migliore resistenza e minori tensioni residue. Quando conviene usare gli ultrasuoni? Quando servono cicli rapidissimi, automazione, precisione del giunto e assenza di adesivi o consumabili, soprattutto in packaging, medicale, elettronica e componentistica tecnica. La radiofrequenza funziona su PE e PP? In genere no. La RF è indicata soprattutto per materiali polari come PVC e PU/TPU. Nylon, PET, EVA e alcuni ABS richiedono condizioni particolari; PE e PP non sono normalmente idonei. I materiali riciclati si possono saldare bene? Sì, ma con più cautela. La riuscita dipende dalla stabilità reologica, dalla degradazione subita durante i reprocessi, dalla presenza di contaminanti, dall’umidità e dalla costanza del lotto. Per questo i controlli sul materiale sono decisivi. Fonti tecniche e normative Le informazioni di aggiornamento e approfondimento contenute in questo articolo derivano da documentazione tecnica e normativa di riferimento, tra cui ISO 21307, ISO 12176-2:2025, ISO 12176-4, ISO 12176-5, ISO 13953, ISO 13954:2025, UNI EN 13067:2021, TWI – The Welding Institute, Emerson/Branson, Herrmann Ultraschall, Leister e GEAF. Categoria: notizie – tecnica – plastica – riciclo – saldaturaImmagine su licenza© Riproduzione Vietata
SCOPRI DI PIU' Cosa è il Processo di Devulcanizzazione per il Riciclo degli Pneumatici
Cosa è il Processo di Devulcanizzazione per il Riciclo degli PneumaticiCome avviene il processo di Devulcanizzazione per il Riciclo degli Pneumaticidi Marco ArezioSe pensiamo che ogni macchina, moto, camion, corriera o qualsiasi altro mezzo su ruote impiega gli pneumatici per un periodo medio di 1-2 anni, per poi sostituirli con nuove coperture, possiamo incominciare a capire quanti pneumatici usati ci possono essere nel mondo.Se poi facciamo un rapido conto di quanti milioni di mezzi su ruote circolino sulla terra, possiamo facilmente moltiplicare il numero di mezzi per il numero medio degli pneumatici che montano, ottenendo un numero strabiliante. Questo numero strabiliante ogni 1-2 anni esprime i rifiuti, sotto forma degli pneumatici esausti, con cui dobbiamo fare i conti, rifiuti che se non trattati correttamente e rimessi in circolo, gravano pericolosamente sull’ambiente. Se raccolti e gestiti correttamente gli PFU (gli pneumatici esausti) possono però diventare una risorsa perché al loro interno contengono gomma, acciaio e fibre tessili che attraverso un processo di riciclo possono generare materie prime seconde. In particolare, i polverini e granuli di gomma ottenuti dalla riduzione volumetrica degli pneumatici, se sottoposti ad azione meccanica, chimica, termica o irradiati con ultrasuoni, subiscono un processo definito devulcanizzazione, con risultati variabili in funzione del materiale di partenza e della tecnologia utilizzata, come riportato da uno studio recente del dipartimento di ingegneria meccanica e strutturale dell’Università di Brescia. Esso permette di riottenere una materia prima seconda attraverso la rottura dei legami creati tra le catene polimeriche durante la fase di vulcanizzazione. Questo processo della gomma costituente gli pneumatici non è solo un potenziale metodo di riciclo degli stessi, ma rappresenta, allo stato attuale, l’approccio più promettente per risolvere le difficoltà legate al problema di impatto ambientale causato dalle enormi quantità di pneumatici a fine vita. Attraverso il processo definito devulcanizzazione la gomma viene riportata ad una struttura chimica vicina a quella dell’elastomero di partenza; questo ne permette l’aggiunta alle normali mescole. La devulcanizzazione, in genere, è effettuata in autoclave mediante processi termochimici sfruttando l’azione congiunta di temperatura, pressione ed additivi chimici. La composizione delle gomme riciclate è molto simile a quella del materiale vergine di provenienza. Sotto forma di granulato o polverino, può entrare a far parte delle mescole utilizzate dall’industria per numerose applicazioni. Il concetto di “economia circolare” assume attualmente una valenza predominante in quanto le sostanze di cui sono fatti i prodotti saranno sempre più trattate come una risorsa uguale alle materie prime e non più solamente smaltite. La prospettiva è quindi mirata alla valorizzazione delle attività finalizzate al riutilizzo degli pneumatici a fine vita (PFU). LA DEVULCANIZZAZIONE La devulcanizzazione è il processo attraverso cui si cerca di scindere i legami chimici tra gomma e zolfo, creati grazie alla vulcanizzazione, e responsabili delle proprietà elastiche e di resistenza meccanica che fanno della gomma un materiale molto apprezzato. La devulcanizzazione prevede l’utilizzo di processi chimici, termici e meccanici che risultano essere altamente inquinanti, in quanto potrebbero rilasciare gas tossici nell’ambiente; inoltre, richiedono un ingente consumo energetico. A causa dell’utilizzo di additivi chimici o di alte temperature, c’è un elevato rischio che si rompano anche le catene polimeriche che costituiscono la gomma stessa, la quale verrebbe denaturata perdendo tutte le sue caratteristiche chimiche e fisiche. In particolare, di seguito vengono elencate le diverse modalità attualmente utilizzate per tale processo: Chimica: viene aggiunto al polverino di gomma una quantità di reagenti chimici a temperature e pressioni elevate specifiche. Una volta terminato il processo, i residui vengono risciacquati, filtrati ed asciugati per eliminare le eventuali impurità chimiche indesiderate. Possono essere utilizzati diversi agenti devulcanizzanti e, a seconda della tipologia scelta e delle caratteristiche della materia prima impiegata, si otterranno delle diverse sostanze in uscita dal reattore. Ad esempio, utilizzando disolfuri nel processo si potrebbe ottenere la formazione di idrogeno solforato (H2S), metile o altri tioli (composti organici assimilabili ad alcoli in cui l'atomo di ossigeno è stato sostituito da un atomo di zolfo, aventi quindi formula generale R-SH: il gruppo funzionale SH viene denominato sia come gruppo tiolo che come gruppo solfanile). Poiché la produzione di pneumatici utilizza ossido di zinco e carbonato di zinco, la devulcanizzazione chimica potrebbe anche produrre particelle metalliche sospese nell'aria; pertanto prima del rilascio in atmosfera è necessario prevederne un trattamento specifico. Ultrasuoni: in tale metodologia i residui vengono caricati in testa ad una tramoggia e successivamente introdotti in un estrusore che tramite un’azione meccanica riscalda ed ammorbidisce la gomma. Successivamente il materiale viene sottoposto all’azione di onde ultrasoniche con un’esposizione di pochi secondi. L’attività sinergica dell’energia ultrasonica, del calore, della pressione e dell’azione meccanica contribuisce alla devulcanizzazione della gomma. La temperatura raggiunta in questo processo è di circa 110°C quindi si genererà una minore emissione di vapore e dal momento che non vengono utilizzati additivi chimici per rompere i legami dello zolfo formati nella vulcanizzazione, non si verificheranno nemmeno pericolose emissioni in atmosfera. Tuttavia, i residui gassosi verranno comunque trattati con filtri a carboni attivi. Microonde: questa metodologia utilizza l’energia controllata a microonde per devulcanizzare gli elastomeri contenenti zolfo. Il materiale da sottoporre a tale processo deve essere sufficientemente polare da poter accettare energia ad una velocità tale da poter generare il calore necessario per devulcanizzare la gomma. Biologica: vengono utilizzati determinati microorganismi per attaccare i legami di zolfo formatisi durante la vulcanizzazione della gomma naturale. Il tempo di contatto biologico necessario per tale processo è variabile tra i 10 e poche centinaia di giorni. Detti microrganismi essendo dotati di vie metaboliche desolforanti riescono ad effettuare una rottura selettiva dei ponti zolfo presenti nella gomma vulcanizzata, senza intaccare la catena polimerica. I microrganismi impiegati, infatti, sono dotati di pathway metabolici, in cui specifici enzimi intervengono in maniera selettiva a catalizzare la rottura dei legami carbonio-zolfo e zolfo-zolfo della gomma, senza intaccare i polimeri costituitivi dell’elastomero stesso, il quale quindi non viene distrutto.Categoria: notizie - tecnica - plastica - riciclo - devulcanizzazione - pneumatici
SCOPRI DI PIU' Forze di Chiusura nello Stampaggio ad Iniezione: Analisi Tecnica ed Ottimizzazione
Forze di Chiusura nello Stampaggio ad Iniezione: Analisi Tecnica ed OttimizzazioneGuida sulle pressioni interne, calcolo e metodi avanzati per ottimizzare la forza di chiusura e migliorare qualità ed efficienza nello stampaggio plasticodi Marco ArezioLo stampaggio a iniezione è una tecnologia ampiamente utilizzata nell'industria manifatturiera per la produzione di componenti in plastica, apprezzata per la sua capacità di realizzare pezzi con geometrie complesse e dimensioni estremamente precise. Tra gli aspetti tecnici più critici del processo, la gestione delle forze di chiusura riveste un ruolo fondamentale. Queste forze, se correttamente gestite, permettono di assicurare una qualità costante del prodotto, ridurre i costi operativi e aumentare l'efficienza produttiva degli impianti. Il Processo di Stampaggio a Iniezione Il processo di stampaggio a iniezione segue una sequenza di operazioni ben definita. In una prima fase, il materiale plastico viene riscaldato e portato allo stato fuso. Successivamente, esso viene iniettato nello stampo tramite un apposito sistema di alimentazione, in cui avviene il riempimento della cavità. Segue una fase di mantenimento della pressione, essenziale per contrastare il naturale fenomeno di contrazione del materiale durante il raffreddamento e assicurare stabilità dimensionale. Una volta completato il raffreddamento e la solidificazione del materiale, il componente finito viene estratto dallo stampo. Durante la fase iniziale dell'iniezione, le alte pressioni che si generano all’interno dello stampo tendono a separare le due metà dello stampo stesso. Pertanto, è indispensabile applicare una forza opposta, definita forza di chiusura, per mantenere lo stampo chiuso in modo stabile durante tutto il ciclo di produzione. Concetto e Significato della Forza di Chiusura La forza di chiusura è definita come la forza applicata dalla macchina di stampaggio per tenere unite saldamente le due metà dello stampo durante il processo di iniezione. Una gestione accurata di questa forza evita l'apertura accidentale dello stampo, prevenendo difetti comuni quali bave, imprecisioni dimensionali o difetti superficiali nel prodotto finale. Pertanto, calibrare con precisione la forza di chiusura non solo garantisce affidabilità nella produzione, ma permette anche di minimizzare il consumo energetico e prolungare la vita utile degli stampi e delle macchine utilizzate. Analisi delle Pressioni Interne nello Stampo Durante l'iniezione, lo stampo è soggetto a elevate pressioni interne che dipendono da diversi parametri operativi e materiali, come il tipo di polimero impiegato, le sue proprietà reologiche, la temperatura di lavorazione, la velocità di iniezione e la geometria della cavità dello stampo stesso. Tipicamente, la pressione massima si verifica in prossimità del gate, cioè nel punto di ingresso del materiale, e diminuisce progressivamente lungo il percorso del flusso del polimero. Analizzare attentamente la distribuzione della pressione, tramite strumenti e software avanzati, permette di determinare con precisione la forza necessaria per mantenere lo stampo correttamente chiuso durante l'intera fase di stampaggio. Metodo di Calcolo della Forza di Chiusura La determinazione accurata della forza di chiusura necessaria nello stampaggio a iniezione avviene tramite una semplice relazione matematica:F = P x A x K Dove: P indica la pressione media registrata nello stampo durante la fase di iniezione; A è l'area proiettata massima del componente stampato, ovvero la superficie perpendicolare alla direzione della forza di chiusura; K rappresenta un coefficiente di sicurezza, generalmente compreso tra 1,1 e 1,5, che tiene conto di eventuali fluttuazioni della pressione durante il processo produttivo. Strategie per l'Ottimizzazione della Forza di Chiusura L'ottimizzazione della forza di chiusura è fondamentale per migliorare la qualità del prodotto finito e ridurre i costi di produzione. Tra le principali strategie adottate figurano le simulazioni numeriche avanzate (CAE), che consentono di prevedere con precisione il comportamento del polimero durante l'iniezione e ottimizzare così la progettazione dello stampo. Inoltre, tecnologie di controllo adattativo basate su sensori e sistemi intelligenti regolano dinamicamente e automaticamente la forza di chiusura durante il processo, adattandosi in tempo reale alle condizioni operative variabili. Una progettazione accurata dello stampo, focalizzata sulla riduzione dell'area proiettata e sulla scelta strategica dei punti di ingresso del materiale (gate), contribuisce ulteriormente a ridurre le pressioni interne e, di conseguenza, la forza necessaria. Risultati e Benefici dell'Ottimizzazione Studi sperimentali e applicazioni industriali confermano che una corretta ottimizzazione delle forze di chiusura porta benefici significativi, quali una riduzione dei consumi energetici, un miglioramento della qualità dimensionale ed estetica dei prodotti e una maggiore durata utile degli stampi. Inoltre, una gestione ottimizzata della forza di chiusura consente di ridurre significativamente gli interventi di manutenzione straordinaria e i tempi di fermo macchina legati alla sostituzione degli stampi, incrementando così la produttività complessiva. Conclusioni La gestione accurata delle forze di chiusura nello stampaggio a iniezione non costituisce soltanto un requisito tecnico essenziale, ma rappresenta anche un fattore strategico importante per migliorare la competitività industriale. Attraverso l'integrazione di tecnologie avanzate, simulazioni precise e una progettazione accurata degli stampi, è possibile ottenere risultati eccellenti in termini di qualità del prodotto, efficienza energetica e contenimento dei costi, dimostrando la fondamentale importanza di una corretta ottimizzazione delle forze nello stampaggio a iniezione.© Riproduzione Vietata
SCOPRI DI PIU' Stampaggio Rotazionale: Perché è Importante la Dimensione delle Polveri?
Stampaggio Rotazionale: Perché è Importante la Dimensione delle Polveri?Molti sono i fattori che influenzano la qualità di un manufatto, uno di questi è la scelta delle polveridi Marco ArezioLo stampaggio rotazionale è un processo utilizzato frequentemente per la formazione di oggetti, tramite le resine termoplastiche, che abbiamo la necessità di essere cavi. La caratteristica principale del processo è che lo stampo ruota intorno a due assi, o mutualmente perpendicolari, inoltre, rispetto allo stampaggio ad iniezione tradizionale, la materia prima, sotto forma di polvere, viene introdotta nello stampo, per poi essere riscaldato e successivamente raffreddato. Quali sono le principali differenze con il processo di stampaggio ad iniezione? Forse la più evidente è che nello stampaggio rotazionale si utilizza la materia prima sotto forma di polvere e non di granulo, inoltre la resina polimerica si trova all’interno dello stampo chiuso, e non iniettata a pressione nello stesso. In aggiunta, lo stampo, nel processo rotazionale, lavora in base alla rotazione assiale a differenza della staticità dello stampaggio a iniezione. Infine, possiamo dire che gli stampi del processo rotazionale sono più economici in quanto non hanno da considerare la pressione di iniezione. Perché si sceglie lo stampaggio rotazionale? Quando si devono produrre oggetti con una forma cava, lo stampaggio rotazionale è particolarmente indicato per la sua facilità di adattamento a tutte le forme richieste. Inoltre, in assenza di grandi pressioni all’interno dello stampo, il manufatto tende facilmente a ritirarsi e a staccarsi dopo la sua produzione, anche se gli oggetti sono di grandi dimensioni. Infine, possiamo dire, che attraverso il processo rotazionale, è possibile realizzare elementi anche molto complessi sia dal punto di vista strutturale che di design. Caratteristiche principali degli stampi per lo stampaggio rotazionale Possiamo dire che i materiali principali che costituiscono gli stampi sono: • Cast alluminio • Nichel elettroformato • Acciaio inossidabile e non Quando saremo in presenza delle necessità di una migliore uniformità nello scambio termico all’interno dello stampo, sceglieremo il cast alluminio. Se dovessimo privilegiare una fedele riproduzione delle figure potremmo scegliere gli stampi elettroformati, mentre in presenza di forme semplici e di grandi formati, possiamo optare per gli stampi in acciaio più economici. Se parliamo di spessori degli stampi possiamo dire che, normalmente, gli stampi cast in alluminio hanno spessori di 6-8 mm., mentre quelli in acciaio solo 2-3 mm. Nella progettazione dello stampo si dovrebbe sempre tenere presente quale materia prima si utilizzerà, in quanto alcuni polimeri ritirano sufficientemente facilitando l’estrazione del pezzo, altri meno, così da rendere necessario nello stampo un lieve angolo di sformo per agevolare il distaccamento del manufatto. Le fasi dello stampaggio rotazionale Come abbiamo detto in precedenza lo stampaggio rotazionale non è che uno scambio termico all’interno di uno stampo in condizioni di movimento. Le temperature durante il processo potranno variare, entro un certo range, in modo continuo durante l’intero ciclo di produzione. Nonostante queste continue variazioni di temperatura, la qualità di un manufatto si stabilisce calcolando l’esatta permanenza dello stampo all’interno del forno. Questo tempo è chiamato tempo di induzione. Possiamo quindi dire che, nella prima fase del ciclo, il tempo di induzione è quell’intervallo di riscaldamento dello stampo in cui la resina raggiunge la temperatura di fusione, che normalmente avviene attraverso l’insufflazione di aria calda. Il tempo di induzione è caratterizzato dalle seguenti variabili: • Temperatura del forno • Velocità di scambio termico • Spessore dello stampo • Temperatura di fusione della resina • Rapporto tra superficie e volume dello stampo • Coefficiente di scambio termico del materiale dello stampoLa seconda fase del ciclo, definito tempo di fusione, è il tempo necessario per fondere completamente la resina. Il tempo di fusione è caratterizzato dalle seguenti variabili: • Spessore del pezzo • Temperatura della resina e calore di fusione • Capacità di riscaldamento dello stampo • Rapporto tra la superficie dello stampo e il suo volume • Temperatura del fornoTutte queste variabili hanno un impatto significativo sul tempo di fusione e sulla qualità del pezzo che si vuole realizzare. Tuttavia, la velocità di fusione della resina può essere, in alcuni casi, incrementata innalzando la temperatura del forno, ma è importante non eccedere in questa operazione in quanto, se da una parte aumenta la produttività, dall’altro un’eccessiva permanenza del polimero nello stampo, a temperature molto alte, può portare alla sua degradazione. Scelta della polvere da utilizzare per lo stampaggio rotazionale Come abbiamo visto il tempo di fusione della resina è un fattore cruciale per il buon rendimento dello stampo e per la qualità dei pezzi da produrre. Quindi, possiamo dire che anche la dimensione delle particelle di polimero che vengono utilizzate, può influenzare il processo. Infatti una resina dimensionalmente maggiore aumenta il tempo necessario a fondere. Questo avviene a causa della diminuzione della superficie di contatto tra le particelle e le parti calde dello stampo, ma ciò normalmente non avviene se si impiega una dimensione della materia prima inferiore ai 500 micron. Al di là dell’importante parametro dimensionale delle polveri polimeriche da utilizzare, si può dire che una buona materia prima è quella che fluisce rapidamente negli angoli acuti e nelle rientranze, aderendo allo stampo e fondendo senza bolle attraverso il contributo termico. Inoltre, per esperienza, le polveri più fini vengono utilizzate per resine con MFI più bassi, al fine di ottenere una buona riproduzione superficiale, mentre l’utilizzo di un polimero con MFI alto può considerare l’utilizzo di particelle con dimensioni maggiori. Ciclo di raffreddamento dello stampo Il raffreddamento dello stampo e del manufatto può avvenire attraverso l’utilizzo sia dell’aria che dell’acqua. Normalmente l’aria, sospinta dalle ventole di raffreddamento, va ad investire la parte esterna dello stampo, mentre l’utilizzo di getti di acqua è riservato alla parte interna. Il tempo di raffreddamento è molto importante in quanto un’accelerazione di questa fase, quindi un rapido raffreddamento, potrebbe portare ad una deformazione del pezzo con un aumento della percentuale della fase amorfa dei polimeri cristallini.Categoria: notizie - tecnica - plastica - stampaggio rotazionale
SCOPRI DI PIU'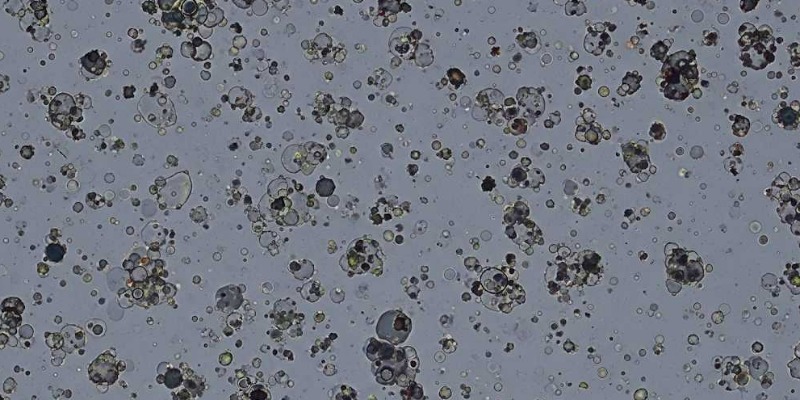 Filtrazione Avanzata del Fuso per Polimeri Riciclati Altamente Contaminati: Strategie e Tecnologie per l'Efficienza Produttiva
Filtrazione Avanzata del Fuso per Polimeri Riciclati Altamente Contaminati: Strategie e Tecnologie per l'Efficienza ProduttivaScopri le soluzioni nella filtrazione del fuso per riciclati complessi: sistemi a retrolavaggio continuo, a raschiamento e laserdi Marco ArezioIl settore del riciclo dei polimeri è in costante crescita, spinto dalla crescente domanda di sostenibilità e dalla necessità di ridurre l'impatto ambientale. Tuttavia, la gestione di flussi di rifiuti plastici altamente contaminati rappresenta una delle sfide più significative. Impurità come metalli, carta, legno, fibre tessili e, in particolare, i gel (polimeri degradati o reticolati) possono compromettere seriamente la qualità del prodotto finale e l'efficienza del processo di estrusione. La filtrazione del fuso è un'operazione critica che mira a rimuovere queste impurità, garantendo un polimero riciclato di alta qualità e minimizzando le interruzioni della produzione. I sistemi di filtrazione tradizionali spesso non sono all'altezza delle esigenze dei materiali altamente contaminati, portando a frequenti fermi macchina per la pulizia o la sostituzione degli elementi filtranti. Questo articolo tecnico esplora le innovazioni più recenti nella progettazione e ottimizzazione dei sistemi di filtrazione del fuso, capaci di gestire carichi elevati di impurità e gel, migliorando significativamente l'efficienza produttiva e la sostenibilità del processo di riciclo. L'Evoluzione dei Sistemi di Filtrazione del Fuso: Oltre il Filtro a Candela I filtri a candela, sebbene efficaci per materiali con basse percentuali di contaminanti, mostrano i loro limiti con i riciclati post-consumo. La loro superficie filtrante limitata e la necessità di interruzioni frequenti per la pulizia o la sostituzione li rendono poco idonei per applicazioni ad alta contaminazione. La ricerca e lo sviluppo hanno portato all'introduzione di tecnologie più sofisticate, progettate per operare in continuo o con minimi fermi macchina, garantendo una maggiore produttività e una migliore qualità del prodotto. Filtri a Retrolavaggio Continuo: La Soluzione per l'Operatività Ininterrotta I filtri a retrolavaggio continuo rappresentano una pietra miliare nell'evoluzione della filtrazione del fuso. Il loro principio di funzionamento si basa sulla presenza di due o più elementi filtranti (schermi o cartucce) che operano in parallelo. Quando un elemento filtrante si intasa, una parte del fuso pulito viene deviata e fatta fluire in senso inverso attraverso l'elemento intasato, espellendo le impurità accumulate. Questo processo avviene automaticamente e senza interruzioni del flusso principale, permettendo una produzione continua. I sistemi più avanzati utilizzano sensori di pressione differenziale per monitorare il grado di intasamento e avviare il retrolavaggio solo quando necessario, ottimizzando l'efficienza e riducendo lo spreco di materiale. L'efficacia di questi sistemi dipende dalla corretta progettazione della geometria degli schermi e dalla gestione della pressione e della temperatura durante il retrolavaggio. Filtri a Raschiamento: Robustezza e Autopulizia per Contaminanti Abrasivi I filtri a raschiamento, noti anche come filtri a superficie raschiante, sono particolarmente adatti per la gestione di materiali con elevate quantità di impurità fibrose, abrasive o di grandi dimensioni. Questi sistemi sono dotati di un elemento filtrante cilindrico o conico, sulla cui superficie interna o esterna ruota una lama o un sistema di raschiamento. Le impurità vengono rimosse meccanicamente dalla superficie filtrante e convogliate in una camera di raccolta, da cui possono essere scaricate periodicamente senza interrompere il processo. La robustezza di questi filtri li rende ideali per applicazioni gravose, dove altri sistemi potrebbero subire danni o intasamenti rapidi. L'ottimizzazione del design delle lame e della velocità di rotazione è cruciale per massimizzare l'efficienza di pulizia e minimizzare l'usura. Tecnologie Laser per la Filtrazione: Precisione e Durata Senza Precedenti Una delle innovazioni più promettenti nel campo della filtrazione del fuso è l'applicazione della tecnologia laser. I filtri laser utilizzano una matrice di fori microscopici creati con precisione laser su un tamburo rotante o una piastra. Il fuso passa attraverso questi fori, mentre le impurità più grandi vengono trattenute sulla superficie. Un sistema di raschiamento o un getto d'aria/gas rimuove continuamente le impurità dalla superficie del tamburo. La dimensione e la forma dei fori possono essere controllate con estrema precisione, consentendo una filtrazione molto fine e una maggiore efficienza nella rimozione dei gel. La durabilità degli elementi filtranti laser è superiore rispetto agli schermi tradizionali, riducendo i costi di manutenzione e i tempi di fermo. Questa tecnologia è particolarmente vantaggiosa per la produzione di film sottili o fibre, dove la presenza di anche minime impurità può compromettere gravemente la qualità del prodotto. Gestione dei Gel e delle Micro-Impurità: Sfide e Soluzioni Integrate I gel rappresentano una sfida unica nella filtrazione del fuso. Essendo di natura polimerica, spesso hanno una densità simile al polimero fuso e possono deformarsi sotto pressione, rendendo difficile la loro rimozione meccanica. Le innovazioni nella progettazione degli elementi filtranti, come l'uso di geometrie a spirale o a "labirinto", e l'ottimizzazione delle condizioni operative (temperatura e pressione) possono migliorare l'efficienza nella cattura dei gel. Inoltre, l'integrazione di più stadi di filtrazione con diverse finezze e tipologie di filtri (ad esempio, un filtro a raschiamento per le impurità più grandi seguito da un filtro a retrolavaggio o laser per le micro-impurità e i gel) è una strategia efficace per affrontare la complessità dei riciclati altamente contaminati. Ottimizzazione del Processo: Monitoraggio, Automazione e Manutenzione Predittiva L'efficienza di un sistema di filtrazione non dipende solo dalla tecnologia del filtro, ma anche dalla sua integrazione nel processo di estrusione. Sistemi di monitoraggio avanzati, che misurano continuamente la pressione differenziale, la temperatura e la portata, consentono di rilevare in tempo reale l'intasamento degli elementi filtranti e di attivare automaticamente le procedure di pulizia o retrolavaggio. L'automazione dei sistemi di scarico delle impurità e la gestione intelligente dei cicli di pulizia riducono al minimo l'intervento umano e massimizzano l'uptime. L'implementazione di strategie di manutenzione predittiva, basate sull'analisi dei dati operativi, permette di anticipare l'usura degli elementi filtranti e di pianificare gli interventi di manutenzione, evitando fermi macchina non programmati. Impatto sulla Qualità del Prodotto Finale e Sostenibilità Economica L'adozione di sistemi di filtrazione avanzati ha un impatto diretto sulla qualità del polimero riciclato. La rimozione efficiente di impurità e gel si traduce in un prodotto con migliori proprietà meccaniche, ottiche ed estetiche, rendendolo competitivo con i polimeri vergini per un'ampia gamma di applicazioni. Questo non solo aumenta il valore del materiale riciclato, ma apre anche nuove opportunità di mercato. Dal punto di vista economico, la riduzione dei tempi di fermo macchina, l'ottimizzazione del consumo energetico (grazie a una minore pressione di filtrazione) e la diminuzione degli scarti contribuiscono a una significativa riduzione dei costi operativi e a un aumento della redditività complessiva del processo di riciclo. Prospettive Future: Intelligenza Artificiale e Materiali Autopulenti Il futuro della filtrazione del fuso per riciclati altamente contaminati si orienta verso soluzioni ancora più intelligenti e autonome. L'integrazione dell'intelligenza artificiale (AI) e del machine learning (ML) permetterà ai sistemi di filtrazione di "apprendere" dal comportamento del fuso e delle impurità, ottimizzando dinamicamente i parametri operativi per massimizzare l'efficienza e la durata degli elementi filtranti. La ricerca sui materiali autopulenti e sulle superfici con proprietà anti-adesive potrebbe rivoluzionare ulteriormente il design dei filtri, riducendo la frequenza delle operazioni di pulizia e prolungando la vita utile dei componenti. Queste innovazioni apriranno nuove frontiere per il riciclo dei polimeri, rendendolo ancora più efficiente, sostenibile ed economicamente vantaggioso.© Riproduzione Vietata
SCOPRI DI PIU' Sacchetti in LDPE Riciclato: Come Evitare Problemi Qualitativi
Sacchetti in LDPE Riciclato: Come Evitare Problemi QualitativiSacchetti in LDPE Riciclato: Come Evitare Problemi Qualitatividi Marco ArezioIl mondo dei sacchetti in LDPE riciclato è ampiamente rappresentato dalla tipologia che usiamo tutti i giorni per la raccolta differenziata che, attraverso il loro diverso colore, ci aiutano a separare in modo corretto i rifiuti.La tendenza nella produzione del sacchetto era rappresentata dalla riduzione massima dello spessore e dall’uso di materie prime sempre meno qualitative. Tutto questo rientrava in una logica di mercato in cui il sacchetto doveva costare sempre meno, creando quindi dei prodotti sempre meno performanti dal punto di vista qualitativo.Le problematiche maggiori che si riscontravano erano le seguenti:• Fragilità del sacco sotto l’effetto del peso del rifiuto introdotto con rottura delle pareti per sfondamento • Scollamento dei punti di saldatura delle labbra del sacco con apertura verticale dello stesso • Taglio del sacchetto in presenta di impurità nella parete • Irregolarità della superficie con fenomeni chiamati “occhio di pernice” • Difficoltà nella realizzazione dei colori • Odore pungente dei sacchi anche dopo molto tempo • Secchezza del sacchetto a causa dell’uso di film raccolti degradati dal sole, specialmente per lo scarto che proviene dalle serre agricole Tutti questi problemi sarebbero da analizzare singolarmente in quanto ogni punto ha una lunga storia da raccontare e un chiaro percorso per la sua risoluzione. Nell’articolo di oggi facciamo un salto, arrivando direttamente alle ricette che possono risolvere tutte queste problematiche, permettendo la produzione di sacchi qualitativamente corretti con un occhio ai costi generali di produzione. La maggior parte dei problemi elencati derivano dall’uso al 100% di un input da post consumo, da raccolta differenziata o dei teli agricoli, il cui riciclo meccanico, seppur eccellente con le nuove linee produttive, comporta molte delle problematiche citate. Sicuramente ad una maggior qualità delle linee di riciclo, intese come selezione, lavaggio, densificazione, filtrazione ed estrusione dei granuli, corrisponde una minore quantità ed importanza di problemi, ma il riciclo meccanico del rifiuto proveniente dalla raccolta differenziata o dal settore agricolo, ha comunque dei limiti qualitativi ad oggi non ancora risolti. Per questo motivo l’attenzione alla preparazione di ricette per compounds, realizzati con l’attenzione alla risoluzione di questi problemi, dà la possibilità di creare dei granuli in LDPE, provenienti dal riciclo, con qualità superiori, rimanendo nell’ottica dell’economia circolare che impone il consumo dei rifiuti che realizziamo quotidianamente. Il compound dovrebbe contenere una parte significativa di un input di film di LDPE che non provenga dalla raccolta differenziata, non necessariamente di provenienza post industriale, ma da uno scarto che non sia stato mischiato e inquinato da altre materie plastiche miste. In base alla caratteristica del prodotto finale da realizzare, si deciderà come comporre la ricetta dell’input, così da poter garantire la qualità attesa dal cliente. Gli indici qualitativi devono risolvere i problemi di cui abbiamo parlato tenendo conto di alcune indicazioni:• Permettere la produzione del sacco a partire da 20 micron • L’elasticità deve essere maggiore rispetto ad una ricetta con il 100% post consumo • La tenuta delle saldature, anche a freddo e sotto il peso del contenuto del sacco, deve essere elevata. • L’assenza di piccoli corpi estranei, che si formano a causa della degradazione di materiali differenti dall’LDPE in fase di estrusione, che incidono sul taglio longitudinale accidentale del prodotto. • Poter realizzare una superficie liscia, senza piccole corrugazioni o irregolarità. • La ricetta deve prevedere la possibilità di fare film con colori chiari e scuri, semitrasparenti negli spessori minori. • Assenza o la riduzione marcata dell’odore pungente tipico del post consumo deve poter essere perseguita. Sulla scorta di una modulazione corretta dell’input del materiale e l’attenzione alle fasi eli riciclo e granulazione, è possibile migliorare in modo notevole la qualità dei sacchetti in LDPE che si producono, con un maggiore margine di contribuzione sulla produzione e una maggiore soddisfazione del cliente finale, avendo sempre sotto controllo i costi. Categoria: notizie - tecnica - plastica - riciclo - LDPE - post consumo - sacchetti - film - qualità Articoli correlati:CHE QUALITÀ DI FILM È OTTENIBILE CON L'USO DELL' LDPE RICICLATO?LDPE RICICLATO DA POST CONSUMO: 60 TIPOLOGIE DI ODORI OSTACOLANO LA VENDITALDPE DA POST CONSUMO. COME RIDURRE LE IMPERFEZIONI. EBOOKVedi maggiori informazioni sul riciclo dell'LDPE
SCOPRI DI PIU' Ottimizzare la Qualità e l'Efficienza nella Progettazione di uno Stampo ad Iniezione per le Materie Plastiche
Ottimizzare la Qualità e l'Efficienza nella Progettazione di uno Stampo ad Iniezione per le Materie PlasticheStrategie e Consigli per Migliorare la Stampabilità e Ridurre i Difetti nei Processi Produttividi Marco ArezioLa progettazione di uno stampo ad iniezione per le materie plastiche riveste un ruolo cruciale nel garantire la qualità e l’efficienza del processo produttivo. Prima di avviare la produzione, è fondamentale considerare una serie di aspetti progettuali che possono migliorare la stampabilità dei pezzi e ridurre i difetti. In questo articolo esploreremo i principali fattori da tenere in considerazione per ottimizzare il processo di stampaggio a iniezione. Angolo di Spoglia e Raggi di Curvatura L’applicazione dell’angolo di spoglia e dei raggi di curvatura è uno degli aspetti più critici nella progettazione per lo stampaggio a iniezione. Un angolo di spoglia adeguato facilita l’espulsione dei pezzi dallo stampo, riducendo la possibilità di difetti come graffi e deformazioni. Si consiglia un angolo di spoglia minimo di 1 grado ogni 25 mm di profondità della cavità, variabile in base al materiale utilizzato e alle specifiche dello stampo. Inoltre, l’adozione di angoli arrotondati favorisce un flusso uniforme della resina plastica, minimizzando le deformazioni e i difetti estetici. Spessore di Parete e Alleggerimento delle Parti Il controllo dello spessore delle pareti è fondamentale per la qualità del pezzo finito. Uno spessore uniforme delle pareti assicura un flusso costante della resina durante lo stampaggio, evitando sollecitazioni eccessive che possono portare a deformazioni o rotture. L’introduzione di nervature di supporto può aiutare a mantenere la robustezza strutturale del pezzo riducendone al contempo il peso. Le transizioni graduali tra diverse geometrie sono essenziali per evitare accumuli di materiale e garantire una distribuzione omogenea della resina. Nucleo-Cavità e Sottosquadri L’adozione del metodo nucleo-cavità è una strategia efficace per ottimizzare il processo di stampaggio, riducendo i tempi e i costi. Questo approccio implica l’applicazione di un angolo di spoglia sia alle pareti esterne che interne dello stampo, garantendo uno spessore di parete costante. I sottosquadri esterni o l’uso di inserti possono facilitare l’espulsione dei pezzi, prevenendo danni allo stampo e migliorando la qualità complessiva del prodotto. Accessi e Perni dell’Espulsore La progettazione degli accessi e dei perni dell’espulsore è cruciale per un riempimento uniforme dello stampo e una corretta espulsione dei pezzi. La posizione degli accessi deve essere scelta con attenzione per minimizzare i residui superficiali e garantire un riempimento omogeneo. Tra le opzioni comuni, gli accessi a linguetta e i sub-gate offrono vantaggi specifici a seconda delle caratteristiche del pezzo. La scelta del tipo di accesso più appropriato deve essere basata sulle esigenze del progetto e sulle caratteristiche del materiale utilizzato. Ulteriori Dettagli Tecnici sullo Stampaggio ad Iniezione delle Materie Plastiche Approfondire alcuni aspetti tecnici può fornire una comprensione ancora maggiore delle best practice nella progettazione per lo stampaggio a iniezione. Materiali: La scelta del materiale è fondamentale. Polimeri diversi hanno proprietà uniche che influenzano il comportamento durante lo stampaggio. È essenziale selezionare il materiale giusto per garantire la compatibilità con il design dello stampo e le caratteristiche desiderate del prodotto finito. Temperatura di Stampaggio: La temperatura di stampaggio deve essere ottimizzata in base al tipo di resina utilizzata. Temperature troppo alte o troppo basse possono causare difetti quali bolle, linee di saldatura e deformazioni. Pressione di Iniezione: La pressione di iniezione deve essere adeguata per garantire un riempimento completo dello stampo senza causare eccessive sollecitazioni che potrebbero portare a rotture o deformazioni del pezzo. Tempi di Raffreddamento: I tempi di raffreddamento devono essere sufficienti per permettere alla resina di solidificarsi correttamente senza provocare ritiri o deformazioni. Un raffreddamento uniforme è essenziale per mantenere la qualità del pezzo. Considerazioni Finali sulla Progettazione di uno Stampo per le Materie Plastiche La progettazione di uno stampo a iniezione richiede una comprensione approfondita dei principi di ingegneria e dei processi di produzione. Ottimizzare il design dei pezzi non solo migliora la qualità e l’efficienza della produzione, ma può anche contribuire a ridurre i costi e i tempi di sviluppo. L’integrazione di queste considerazioni progettuali fin dalle prime fasi di sviluppo può portare a prodotti di alta qualità, minimizzando i difetti e migliorando la soddisfazione del cliente.
SCOPRI DI PIU' Sostenibilità nella stampa 3D: polimeri riciclati e processi eco-friendly
Sostenibilità nella stampa 3D: polimeri riciclati e processi eco-friendlyDifferenze tecniche, vantaggi ambientali e innovazioni per un futuro più sostenibile nella produzione additiva (3D)di Marco ArezioLa stampa 3D, conosciuta anche come produzione additiva, sta rivoluzionando il panorama industriale grazie alla sua capacità di produrre oggetti personalizzati e alla sua potenzialità di ridurre gli sprechi. Tuttavia, il crescente utilizzo di questa tecnologia ha sollevato dubbi sull'impatto ambientale e ha spinto il settore verso pratiche più sostenibili. L'adozione di materiali riciclati e di processi eco-friendly è diventata fondamentale per ridurre i rifiuti plastici e promuovere un'economia circolare. In questo contesto, è cruciale comprendere le differenze dell'utilizzo dei polimeri riciclati e di quelli vergini, poiché queste influenzano direttamente le prestazioni e l'applicabilità dei materiali nella stampa 3D. Materiali Riciclati nella Stampa 3D I polimeri sono i materiali più utilizzati nella stampa 3D grazie alla loro versatilità e adattabilità. L'adozione di polimeri riciclati sta crescendo rapidamente per affrontare le sfide ambientali legate alla produzione di plastica vergine. Tra i principali materiali riciclati utilizzati nella stampa 3D troviamo il PLA, il PETG, il nylon, l'ABS e altri polimeri tecnici, ognuno con caratteristiche e applicazioni specifiche. Differenze tra Polimeri Vergini e Riciclati Nonostante i vantaggi ambientali, i polimeri riciclati presentano differenze significative rispetto a quelli vergini, che possono influenzare la qualità della stampa e le proprietà meccaniche del prodotto finale. Composizione Chimica La composizione chimica rappresenta una delle differenze principali tra polimeri vergini e riciclati. I polimeri vergini sono costituiti da molecole polimeriche integre e non degradate, garantendo proprietà meccaniche ottimali come resistenza, elasticità e stabilità termica. I polimeri riciclati, invece, subiscono una degradazione molecolare durante il processo di riciclo, come la triturazione e la rigranulazione. Questo porta a una riduzione della lunghezza delle catene polimeriche, compromettendo così la resistenza meccanica e la stabilità termica. Proprietà Meccaniche Le proprietà meccaniche dei polimeri riciclati sono generalmente inferiori rispetto ai materiali vergini. I polimeri vergini offrono una resistenza meccanica superiore, rendendoli ideali per applicazioni strutturali o che richiedono elevate prestazioni. I materiali riciclati, d'altro canto, tendono ad essere meno resistenti e più fragili, risultando quindi adatti solo per applicazioni meno critiche. Inoltre, la degradazione chimica dei materiali riciclati riduce l'elasticità, aumentando la fragilità rispetto ai polimeri vergini. Qualità Superficiale La qualità superficiale dei prodotti stampati con polimeri vergini è migliore rispetto a quella dei polimeri riciclati. I polimeri vergini producono superfici lisce e uniformi, grazie alla loro purezza e consistenza. Al contrario, i polimeri riciclati possono contenere impurità o presentare micro-difetti derivanti dai processi di recupero, il che può portare a superfici ruvide o irregolari durante la stampa, richiedendo così un'ulteriore lavorazione per ottenere risultati soddisfacenti. Comportamento Durante la Stampa I polimeri vergini garantiscono una fluidità ottimale durante l'estrusione, assicurando precisione dimensionale e una buona adesione tra gli strati. I materiali riciclati, invece, possono avere una viscosità variabile, rendendo necessario un aggiustamento accurato delle impostazioni di stampa. Inoltre, la riduzione della qualità chimica nei materiali riciclati può compromettere l'adesione tra gli strati, influenzando negativamente la robustezza complessiva dell'oggetto stampato. Stabilità Termica La stabilità termica è un altro aspetto critico che differenzia i polimeri vergini dai riciclati. I polimeri vergini sono progettati per mantenere una stabilità termica costante durante i processi di stampa, mentre i polimeri riciclati tendono ad avere una tolleranza termica ridotta. Questo richiede un controllo più rigoroso della temperatura durante la stampa, per evitare deformazioni e difetti. Analisi dei Materiali Riciclati più Utilizzati PLA Riciclato Il PLA è uno dei materiali più popolari nella stampa 3D grazie alla sua biodegradabilità e alla sua origine da risorse rinnovabili. Il PLA riciclato, ottenuto da scarti di stampa o da rifiuti industriali, rappresenta una soluzione ecologica per molte applicazioni. Tuttavia, rispetto al PLA vergine, il PLA riciclato ha una stabilità termica inferiore e una resistenza meccanica ridotta, limitandone l'uso in contesti strutturali o in applicazioni ad alta performance. PETG Riciclato Il PETG riciclato, spesso derivato da bottiglie di plastica post-consumo, offre buone proprietà meccaniche e termiche, sebbene siano leggermente inferiori rispetto a quelle del materiale vergine. Questo materiale è particolarmente adatto per applicazioni che richiedono una buona resistenza chimica e termica, come prototipi e parti funzionali. Nylon Riciclato Il nylon riciclato è ottenuto da scarti tessili o da reti da pesca e mantiene eccellenti proprietà meccaniche, anche se può mostrare una ridotta elasticità rispetto al nylon vergine. Questo lo rende ideale per applicazioni industriali, come la produzione di componenti tecnici che non necessitano di una particolare flessibilità. ABS Riciclato L'ABS riciclato presenta alcune problematiche significative. Durante il processo di riciclo, le proprietà del materiale possono degradarsi, influenzando negativamente la qualità del prodotto finale. Per compensare queste limitazioni, vengono spesso aggiunti additivi per migliorare la fluidità e la resistenza, rendendo l'ABS riciclato adatto per applicazioni decorative o non strutturali. Strategie per Migliorare i Materiali Riciclati Le problematiche poste dall'uso di polimeri riciclati nella stampa 3D richiedono strategie avanzate per colmare il divario con i materiali vergini. Diverse tecnologie sono state sviluppate e sono in fase di sperimentazione per migliorare le prestazioni di questi materiali. Aggiunta di Additivi Chimici Una delle strategie più promettenti è l'aggiunta di additivi chimici, come plastificanti, antiossidanti e agenti rinforzanti. I plastificanti possono ridurre la fragilità dei materiali riciclati migliorandone la duttilità, mentre gli antiossidanti limitano la degradazione dovuta all'esposizione prolungata al calore durante la stampa. Gli agenti rinforzanti, come le fibre di vetro o carbonio, possono essere aggiunti per migliorare la resistenza meccanica e la stabilità termica. Miscelazione con Polimeri Vergini Un'altra strategia comune è la miscelazione dei materiali riciclati con una percentuale di polimeri vergini. Questo approccio permette di sfruttare le proprietà migliori dei polimeri vergini, come la maggiore resistenza e stabilità, mentre si riduce il contenuto di plastica vergine, mantenendo un focus sostenibile. La scelta della percentuale di polimero vergine da miscelare dipende dal tipo di applicazione finale e dal livello di prestazione richiesto. Filtrazione e Separazione Avanzate I materiali riciclati spesso contengono impurità che possono comprometterne le prestazioni. Per migliorare la qualità del materiale riciclato, sono utilizzati processi avanzati di filtrazione e separazione. Questi includono tecnologie come la filtrazione in fusione, in cui il materiale viene fatto passare attraverso filtri sottili per rimuovere contaminanti solidi, e la separazione chimica per eliminare componenti indesiderati. Questo garantisce un materiale riciclato più omogeneo e adatto alla stampa 3D. Controllo della Viscosità e Reologia Il controllo delle caratteristiche reologiche dei polimeri riciclati è essenziale per ottenere buone prestazioni durante la stampa. Tecniche come la modifica del peso molecolare attraverso la reazione di reticolazione o l'aggiunta di modificatori reologici possono essere utilizzate per migliorare la viscosità e la fluidità del materiale. Questo consente una migliore estrusione e una maggiore precisione dimensionale nei prodotti stampati. Compatibilizzanti per Materiali Misti Spesso i polimeri riciclati provengono da fonti diverse, portando a una miscela di materiali che può risultare non compatibile durante il processo di stampa. L'uso di compatibilizzanti, che agiscono come agenti di legame tra polimeri di diversa natura, può migliorare la coesione del materiale, garantendo una migliore adesione tra gli strati durante la stampa e, quindi, una maggiore robustezza del prodotto finale.Trattamenti Termici e Riciclo Meccanico I trattamenti termici possono essere utilizzati per migliorare le proprietà dei materiali riciclati. Un esempio è il processo di annealing, che consiste nel riscaldare il materiale a una temperatura specifica per un certo periodo di tempo per rilassare le tensioni interne e aumentare la cristallinità. Anche il riciclo meccanico, come la rigranulazione dei materiali scartati e la rifusione, è una strategia efficace per migliorare l'omogeneità dei polimeri riciclati. Innovazioni Futuristiche: Riciclo Chimico Oltre alle tecniche di riciclo meccanico, il riciclo chimico rappresenta una promettente innovazione per migliorare i materiali riciclati. Questo processo consente di scomporre i polimeri nei loro monomeri originali, che possono poi essere purificati e ricombinati per produrre nuovi polimeri di qualità comparabile a quella dei materiali vergini. Sebbene il riciclo chimico richieda attualmente elevati investimenti energetici e tecnologici, rappresenta una frontiera importante per ottenere materiali riciclati di alta qualità in futuro. Applicazioni Sostenibili e Prospettive Future L'integrazione di materiali riciclati e tecniche di stampa eco-friendly sta già trovando applicazione in diversi settori. Nell'industria manifatturiera, i materiali riciclati vengono utilizzati per la produzione di componenti leggeri e riparabili, mentre nell'edilizia vengono impiegati per creare mattoni stampati in 3D. Anche nel consumo domestico, i filamenti rigenerati stanno diventando popolari per la realizzazione di oggetti personalizzati e accessori. Con l'evoluzione delle tecnologie di riciclo e l'adozione di processi sempre più sostenibili, la stampa 3D ha il potenziale per diventare un elemento centrale dell'economia circolare, contribuendo a ridurre l'impatto ambientale e a promuovere un uso più responsabile delle risorse. Le differenze tecniche tra polimeri vergini e riciclati rappresentano certamente un problema, ma anche un'opportunità per innovare e migliorare i processi produttivi. Investire nella ricerca e nello sviluppo di materiali riciclati più performanti, insieme all'ottimizzazione dei processi di stampa, consentirà di colmare il divario tecnico e di favorire una maggiore adozione di soluzioni sostenibili. Conclusioni La stampa 3D non è solo una tecnologia rivoluzionaria, ma rappresenta anche un potente strumento per affrontare le sfide ambientali del nostro tempo. Sfruttando al massimo il potenziale dei materiali riciclati e delle soluzioni sostenibili, possiamo favorire l'adozione di modelli produttivi più efficienti e creare un futuro in cui innovazione e rispetto per l'ambiente siano in perfetta sinergia.© Riproduzione Vietata
SCOPRI DI PIU' Lavorazione CNC del PMMA: dalla scelta del materiale all’innovazione sostenibile
Lavorazione CNC del PMMA: dalla scelta del materiale all’innovazione sostenibileGuida alle proprietà, tecniche di lavorazione e applicazioni del polimetilmetacrilato, con uno sguardo al riciclo e alla sostenibilitàdi Marco ArezioNel panorama delle materie plastiche trasparenti, il PMMA – polimetilmetacrilato, meglio conosciuto con i marchi commerciali Plexiglas®, Perspex®, Acrylite® – ha assunto nel tempo un ruolo di protagonista, sia per le sue doti ottiche che per la sua lavorabilità. Oggi, le richieste del mercato non si limitano alla sola performance tecnica: l’attenzione alla sostenibilità e al recupero delle materie prime sta spingendo sempre più operatori e progettisti a valutare non solo le proprietà del materiale vergine, ma anche il comportamento dei polimeri riciclati. E la lavorazione CNC, con la sua flessibilità e precisione, gioca un ruolo decisivo sia nella valorizzazione del materiale che nell’evoluzione verso una produzione più responsabile. Il polimetilmetacrilato è un polimero termoplastico amorfo caratterizzato da un’elevata trasparenza (fino al 92% di trasmissione della luce visibile), da una buona resistenza agli agenti atmosferici e ai raggi UV, oltre che da un’eccellente stabilità dimensionale. Dal punto di vista meccanico, il PMMA offre una durezza superiore rispetto ad altri polimeri trasparenti (come il policarbonato), ma risulta più fragile, con una bassa resistenza all’urto. - Densità: circa 1,19 g/cm³ - Modulo di elasticità: 2.400-3.200 MPa - Carico di rottura: 55-75 MPa - Temperatura di esercizio: da -40°C a +80°C - Temperatura di transizione vetrosa (Tg): circa 105°C Una delle principali doti del PMMA è la possibilità di mantenere tolleranze strette e superfici otticamente perfette dopo la lavorazione CNC, condizione fondamentale per applicazioni nei settori ottico e medicale. Il fascino (e le sfide) di lavorare il PMMA Chi si avvicina per la prima volta alla lavorazione CNC del PMMA resta spesso sorpreso dalla facilità con cui è possibile ottenere superfici limpide, sagome complesse e tolleranze strette. Eppure, la vera sfida è mantenere queste qualità su scala industriale, senza scendere a compromessi su qualità ottica e stabilità dimensionale. Il PMMA, grazie alla sua struttura amorfa, si presta bene alla fresatura, alla foratura e alla tornitura, restituendo una trasparenza quasi cristallina se il processo viene gestito correttamente. Tuttavia, è un materiale sensibile: teme il calore generato dall’attrito degli utensili, soffre le vibrazioni e può andare incontro a microfessurazioni o opacizzazione se si sbagliano i parametri di taglio. Per i responsabili di produzione, il primo passo è sempre la scelta della lastra. La qualità del materiale di partenza, la presenza di protezioni superficiali, persino il tipo di invecchiamento subito dal polimero (esposizione a luce UV o agenti chimici) influenzano il risultato finale. Non si tratta di dettagli: per la produzione di lenti ottiche, schermi protettivi o componenti medicali, anche una piccola alterazione nella trasparenza o una minuscola crepa possono decretare la scartabilità del pezzo. Dall’officina alla sala metrologica: strategie operative vincenti La lavorazione CNC del PMMA si basa su alcuni capisaldi, affinati negli anni da operatori esperti e laboratori di ricerca. Gli utensili più indicati sono quelli in metallo duro, affilati con geometrie dedicate alle plastiche. La velocità di rotazione è alta, ma l’avanzamento resta moderato: l’obiettivo è tagliare il polimero senza “impastarlo” o farlo sciogliere. Un raffreddamento leggero, preferibilmente ad aria, previene surriscaldamenti e consente di evacuare il truciolo senza depositi. Nel lavoro di ogni giorno, le prove di taglio, la pulizia accurata delle superfici e la manutenzione degli utensili diventano routine irrinunciabile. Chi punta all’eccellenza spesso integra le lavorazioni meccaniche con una lucidatura finale, a volte persino a fiamma per restituire brillantezza e rimuovere le micro-opacità residue. Una buona programmazione del percorso utensile è altrettanto decisiva: evitare bruschi cambi di direzione, minimizzare le accelerazioni improvvise e frazionare le passate aiuta a conservare la trasparenza e a prevenire tensioni interne nel materiale. Applicazioni tra innovazione e precisione La versatilità della lavorazione CNC del PMMA si esprime in molti settori. Nella strumentazione scientifica e nell’ottica, la richiesta è spesso di parti estremamente precise, come lenti, guide di luce e coperture per sensori. Qui, la qualità ottica non è solo un plus, ma una necessità funzionale. In campo medicale, si richiedono invece superfici pulite, prive di contaminanti e facili da sterilizzare: il PMMA, lavorato in condizioni controllate, soddisfa pienamente questi requisiti. Anche nel design e nell’arredamento, la libertà progettuale del CNC permette di creare oggetti unici, talvolta veri pezzi d’arte industriale. Dai display alle insegne luminose, dai componenti per l’automotive alle applicazioni architettoniche, le possibilità sono virtualmente illimitate. PMMA riciclato: un nuovo standard per la sostenibilità? Negli ultimi anni, il recupero e il riciclo del PMMA nella produzione sta assumendo un’importanza crescente, in linea con i principi dell’economia circolare. Il riciclo del PMMA può avvenire sia in forma meccanica, macinando scarti e ritrasformandoli in granuli, sia in forma chimica, depolimerizzando il materiale fino a ottenere il monomero originale. Dal punto di vista pratico, il materiale riciclato si presenta spesso come una sfida supplementare per chi lavora al CNC. Non tutto il PMMA riciclato è uguale: la qualità dipende dalla purezza della raccolta, dalla presenza di additivi, coloranti e contaminanti. Le proprietà meccaniche restano generalmente buone, ma si può registrare una diminuzione della trasparenza o la comparsa di lievi difetti interni, come microbolle o inclusioni. Per questo, nelle applicazioni dove la perfezione ottica è imprescindibile (ad esempio in lenti di precisione o vetrature espositive di fascia alta) si preferisce ancora il materiale vergine, mentre il riciclato trova ampio impiego in pannelli tecnici, protezioni, divisori, arredi e persino in soluzioni innovative di eco-design. Lavorare il PMMA riciclato al CNC richiede quindi qualche accortezza in più: una selezione accurata della materia prima, l’utilizzo di strategie di taglio meno aggressive, e una fase di controllo qualità particolarmente attenta. I vantaggi, però, sono evidenti sia dal punto di vista ambientale che economico: si riducono gli scarti in discarica, si abbassano i costi di approvvigionamento, si dà nuova vita a materiali che altrimenti sarebbero destinati all’abbandono. Verso una produzione responsabile e ad alta precisione Per i tecnici, gli ingegneri e i responsabili di produzione, la lavorazione CNC del PMMA rappresenta un laboratorio di innovazione continuo, dove precisione, efficienza e sostenibilità si intrecciano ogni giorno. L’arrivo sul mercato di materiali riciclati di alta qualità, insieme allo sviluppo di nuove strategie di lavorazione e software di simulazione sempre più avanzati, sta cambiando il modo di progettare e produrre pezzi in PMMA. Le aziende più attente adottano politiche di recupero degli scarti, implementano sistemi di controllo metrologico digitalizzato e investono nella formazione degli operatori, consapevoli che la competitività passa dalla capacità di offrire soluzioni su misura, ottimizzate e a basso impatto ambientale. Conclusioni: PMMA, CNC e il futuro della plastica trasparente Lavorare il PMMA su macchine CNC è molto più che un’operazione tecnica: è un esercizio di precisione, un banco di prova per l’innovazione industriale e, oggi più che mai, un’opportunità per ridurre l’impatto ambientale senza rinunciare alle prestazioni. La sfida della sostenibilità si vince anche scegliendo materie prime riciclate, perfezionando i processi produttivi e trasmettendo queste competenze alle nuove generazioni di ingegneri e tecnici. Sperimentare, valutare, migliorare: la lavorazione CNC del PMMA, sia esso vergine o riciclato, resta uno degli ambiti più stimolanti della moderna ingegneria plastica, capace di coniugare creatività, tecnologia e rispetto per l’ambiente. © Riproduzione Vietata Acquista il libro Acquista il libro
SCOPRI DI PIU'