




 75 anni senza George Orwell: il visionario autore di
75 anni senza George Orwell: il visionario autore di George Orwell, scrittore britannico e simbolo di audacia intellettuale, continua a ispirare con le sue opere profetiche contro il totalitarismo e le ingiustizie socialidi Marco ArezioSettantacinque anni fa, il 21 gennaio 1950, moriva George Orwell, uno degli scrittori più influenti e visionari del XX secolo. Nato Eric Arthur Blair il 25 giugno 1903 a Motihari, in India, Orwell si è imposto come una figura centrale nella letteratura e nel pensiero politico del suo tempo, lasciando in eredità opere immortali come La fattoria degli animali (Animal Farm) e 1984. A settantacinque anni dalla sua morte, il suo lavoro continua a essere un faro per comprendere le derive autoritarie, le manipolazioni del potere e le lotte per la giustizia sociale. Le radici di un intellettuale ribelle Orwell crebbe in una famiglia della classe media inferiore britannica. Dopo l'infanzia trascorsa in Inghilterra, studiò a Eton, una delle scuole più prestigiose del Regno Unito, dove sviluppò un forte senso critico verso le gerarchie sociali e le convenzioni dell’élite. Invece di seguire una carriera tradizionale, scelse un percorso inusuale: si arruolò nella Polizia Imperiale in Birmania, un'esperienza che lo segnerà profondamente. In Birmania, Orwell osservò in prima persona le ingiustizie e le contraddizioni del colonialismo britannico, tema che approfondirà nel suo primo libro, Giorni in Birmania (Burmese Days), pubblicato nel 1934. Rientrato in Europa, Orwell abbracciò la vita bohémien, vivendo in condizioni di povertà tra Londra e Parigi. Quest’esperienza lo spinse a scrivere Senza un soldo a Parigi e Londra (Down and Out in Paris and London, 1933), un’opera che lo consacrò come autore capace di raccontare la realtà con una prospettiva unica, denunciando le disuguaglianze sociali attraverso una prosa semplice ma potente. Dalle guerre al totalitarismo: una visione profetica L’esperienza più formativa per Orwell fu probabilmente la sua partecipazione alla Guerra Civile Spagnola (1936-1939), dove combatté nelle fila dei repubblicani contro il regime franchista. Questa esperienza gli fornì uno spaccato diretto delle dinamiche della propaganda, del settarismo politico e dei tradimenti ideologici. Nel suo libro Omaggio alla Catalogna (Homage to Catalonia, 1938), Orwell documentò con onestà brutale il fallimento degli ideali rivoluzionari, schiacciati da interessi politici contrapposti. La disillusione maturata durante la guerra lo portò a sviluppare un profondo sospetto verso tutte le forme di totalitarismo, sia di destra che di sinistra. Questo sospetto divenne il tema centrale delle sue opere più celebri. La fattoria degli animali (1945) è una satira allegorica che denuncia la corruzione della Rivoluzione Russa e l’ascesa di Stalin. Attraverso il linguaggio apparentemente semplice della fiaba, Orwell smascherò i meccanismi di oppressione e la perversione degli ideali rivoluzionari, condensando concetti complessi in una narrazione accessibile a tutti. Con 1984 (1949), Orwell alzò ulteriormente il livello del dibattito, creando un mondo distopico dominato da un regime totalitario che controlla ogni aspetto della vita umana. La sorveglianza costante, la manipolazione della verità e la cancellazione della memoria storica sono temi che risuonano ancora oggi, rendendo il romanzo incredibilmente attuale. Concetti come il “Grande Fratello” (Big Brother) o la “neolingua” (Newspeak) sono entrati nel linguaggio comune, testimoniando l’impatto profondo del libro sulla cultura globale.ACQUISTA IL LIBRO Il significato di Orwell oggi A distanza di 75 anni dalla sua morte, George Orwell rimane un simbolo di audacia intellettuale e di sensibilità sociale. Le sue opere continuano a essere lette, studiate e discusse in tutto il mondo, non solo come capolavori letterari, ma anche come strumenti per analizzare le dinamiche politiche e sociali contemporanee. In un’epoca in cui la disinformazione, il controllo dei dati e le derive autoritarie preoccupano sempre più, il pensiero di Orwell si rivela straordinariamente profetico. La sua capacità di combinare una critica lucida delle strutture di potere con un profondo umanesimo lo ha reso una figura unica nella letteratura mondiale. Orwell non era solo uno scrittore, ma anche un testimone del suo tempo, che non ebbe mai paura di schierarsi o di denunciare le ingiustizie, anche quando farlo significava alienarsi amici e alleati. Un’eredità senza tempo L'eredità di Orwell va oltre i suoi scritti: rappresenta un impegno incessante per la verità e la giustizia. In un mondo che cambia rapidamente, Orwell ci ricorda che la libertà richiede vigilanza e che il potere, se lasciato incontrollato, tende inevitabilmente a corrompere. Le sue opere sono un invito a non smettere mai di interrogarsi, a resistere alle manipolazioni e a cercare la verità, anche quando è scomoda. George Orwell non è solo una figura del passato, ma una guida per il presente e il futuro. A settantacinque anni dalla sua scomparsa, il suo messaggio è più vivo che mai: “Nel tempo dell’inganno universale, dire la verità è un atto rivoluzionario.”© Riproduzione Vietatafoto wikimedia
SCOPRI DI PIU' Verdure e Inquinamento da Traffico: Cosa Mangiamo Davvero?
Verdure e Inquinamento da Traffico: Cosa Mangiamo Davvero?Le verdure coltivate in aree urbane e periurbane possono accumulare metalli pesanti, particolato e idrocarburi derivati dal traffico veicolaredi Marco ArezioLa verdura fresca è simbolo di salute, ma quando la sua coltivazione avviene in aree densamente trafficate, l’immagine di purezza viene incrinata. Le piante esposte all’inquinamento urbano non solo trattengono polveri sottili e gas nocivi sulla superficie delle foglie, ma assorbono anche metalli pesanti attraverso le radici, accumulandoli nei tessuti commestibili. Il traffico veicolare rappresenta una delle principali fonti di contaminazione diffusa in città: i gas di scarico contengono ossidi di azoto e composti organici volatili, mentre l’usura di freni e pneumatici rilascia polveri ricche di piombo, cadmio, zinco e rame. Metalli pesanti e particolato nelle verdure urbane Uno studio pubblicato nel 2021 su Environmental Pollution ha analizzato lattuga, spinaci e bietole coltivate in prossimità di strade ad alto traffico in Polonia: i livelli di piombo (Pb) variavano da 0,3 a 1,5 mg/kg di peso fresco, ben oltre i limiti raccomandati dall’EFSA per il consumo quotidiano sicuro. Nel 2022, una ricerca condotta in Cina su carote e cavoli coltivati in aree urbane ha rilevato concentrazioni di cadmio (Cd) pari a 0,2-0,5 mg/kg, quantità sufficienti, in caso di assunzione cronica, a incrementare il rischio di danni renali. Il particolato fine (PM2.5 e PM10) è un altro contaminante critico. Non si limita a depositarsi sulla superficie fogliare: attraverso gli stomi delle foglie può penetrare nei tessuti, portando con sé metalli e composti organici tossici. Nel 2020, una ricerca italiana condotta a Milano ha dimostrato che le verdure coltivate entro 30 metri dal margine stradale presentavano un accumulo di metalli pesanti fino al 70% superiore rispetto a campioni coltivati in zone rurali. Come le foglie trattengono l’inquinamento da traffico Le verdure a foglia larga – lattuga, spinaci, cavolo nero – agiscono come veri e propri filtri biologici, intercettando polveri e microparticelle. L’effetto “carta assorbente” della loro superficie rugosa fa sì che gli idrocarburi policiclici aromatici (IPA) si accumulino facilmente, resistendo anche ai lavaggi domestici. Secondo un’indagine del 2019 pubblicata su Food Additives & Contaminants, fino al 40% degli IPA rilevati nelle verdure urbane rimane presente anche dopo il lavaggio con acqua corrente, segno che la penetrazione nei tessuti vegetali avviene in profondità. Radici e ortaggi sotterranei: il problema dell’assorbimento Non solo le foglie: radici e ortaggi sotterranei come carote, patate e ravanelli possono accumulare contaminanti direttamente dal suolo. Il terreno urbano, esposto per anni al traffico, è spesso arricchito di piombo, rame e zinco, che le radici assorbono attraverso i peli radicali. Nel 2023, uno studio dell’Università di Barcellona ha dimostrato che le carote coltivate lungo le tangenziali urbane presentavano valori medi di piombo pari a 0,8 mg/kg, contro 0,1 mg/kg rilevato nelle aree rurali di controllo. Questa differenza, apparentemente minima, assume rilievo considerando il consumo quotidiano. Conseguenze sulla salute del consumo di verdure contaminate L’assunzione cronica di verdure inquinate non porta a sintomi immediati, ma a un accumulo silenzioso di sostanze tossiche. Il piombo compromette lo sviluppo neurologico nei bambini, interferendo con memoria e capacità cognitive. Il cadmio è stato associato a un maggiore rischio di tumore ai polmoni e di malattie renali croniche. Gli idrocarburi policiclici aromatici, invece, hanno effetti mutageni e cancerogeni documentati, con particolare riferimento ai tumori gastrointestinali. Un aspetto critico è l’effetto sinergico: l’organismo non è esposto a un singolo contaminante, ma a una miscela complessa di sostanze che interagiscono tra loro, amplificando i rischi. Gli studi epidemiologici suggeriscono che le popolazioni urbane che consumano regolarmente ortaggi coltivati vicino alle strade presentano una maggiore incidenza di malattie cardiovascolari e respiratorie, non solo per l’aria che respirano, ma anche per il cibo che assumono. Il ruolo degli orti urbani tra sostenibilità e rischio ambientale Gli orti urbani sono spesso presentati come simboli di sostenibilità e resilienza comunitaria. Coltivare verdure in città significa ridurre i trasporti, rafforzare la sovranità alimentare e recuperare spazi verdi. Tuttavia, senza adeguati controlli, il rischio è quello di trasformare una pratica virtuosa in un pericolo silenzioso. La contaminazione non riguarda soltanto le strade principali: anche cortili interni e balconi esposti al traffico veicolare possono presentare livelli di inquinamento significativi. Una ricerca condotta a Londra nel 2021 ha rilevato che verdure coltivate a meno di 20 metri da strade urbane presentavano concentrazioni di metalli pesanti superiori del 50% rispetto alle stesse specie coltivate a distanza superiore a 100 metri. Strategie per ridurre la contaminazione delle colture Alcune soluzioni possono ridurre il rischio senza rinunciare completamente alla coltivazione urbana. Fra queste: - Barriere vegetali: siepi e alberi disposti tra la strada e l’orto riducono fino al 60% l’accumulo di polveri sottili sulle foglie, secondo uno studio pubblicato nel 2020 su Science of the Total Environment. - Uso di substrati puliti: coltivare in cassoni rialzati riempiti con terriccio controllato riduce l’assorbimento di metalli dal suolo contaminato. - Scelta delle specie: alcune piante accumulano meno contaminanti. Pomodori e peperoni, ad esempio, presentano concentrazioni inferiori rispetto a lattuga e spinaci. - Lavaggi accurati: il lavaggio con acqua corrente non è sufficiente per eliminare i metalli pesanti, ma può ridurre del 30-40% il particolato superficiale. L’uso di soluzioni deboli di aceto o bicarbonato migliora l’efficacia. Come evitare il problema alimentare per l’uomo Per proteggere la salute pubblica è necessario affrontare il problema su più livelli: agricolo, urbano e politico. Dal punto di vista agricolo, la scelta di coltivare in aree meno esposte al traffico resta la strategia più efficace. I consumatori possono ridurre il rischio privilegiando filiere certificate, biologiche e rurali, e limitando il consumo di verdure urbane non controllate. Le amministrazioni locali, d’altro canto, devono sostenere la realizzazione di orti comunitari in aree sicure, istituire controlli periodici sui terreni urbani e diffondere linee guida pratiche per i cittadini. Anche la pianificazione urbana gioca un ruolo cruciale: ridurre il traffico veicolare, promuovere la mobilità elettrica e ampliare le zone verdi significa non solo migliorare la qualità dell’aria, ma anche garantire coltivazioni più sicure. Infine, la consapevolezza resta lo strumento più potente: sapere che il rischio esiste e che può essere mitigato con scelte informate ci consente di non rinunciare alla freschezza delle verdure, senza esporci inconsapevolmente a contaminanti invisibili.© Riproduzione Vietata
SCOPRI DI PIU' Il recupero dello zinco dai fumi di acciaieria: tecnologie, processi e sostenibilità industriale
Il recupero dello zinco dai fumi di acciaieria: tecnologie, processi e sostenibilità industrialeCome funziona il recupero dello zinco dai fumi delle acciaierie: analisi dei processi pirometallurgici e idrometallurgici, impatti ambientali e vantaggi per l’economia circolare dei metallidi Marco ArezioNell’industria siderurgica moderna, la valorizzazione dei residui è divenuta un pilastro della sostenibilità. Tra questi, i fumi di acciaieria — sottoprodotti inevitabili dei processi di fusione e affinazione — rappresentano una fonte significativa di metalli secondari, in particolare di zinco. L’estrazione di questo metallo dai fumi non è solo una questione di recupero economico, ma anche di gestione ambientale responsabile, poiché tali polveri contengono sostanze potenzialmente tossiche e devono essere trattate con sistemi sofisticati. Origine dei fumi di acciaieria e contenuto in zinco Durante la fusione dei rottami ferrosi in forni elettrici ad arco (EAF), si sviluppano temperature che superano i 1600°C. In queste condizioni, i metalli leggeri e volatili come lo zinco, il piombo e il cadmio si vaporizzano, ossidandosi poi a contatto con l’ossigeno e condensando sotto forma di ossidi metallici nei sistemi di aspirazione dei fumi. Queste polveri, raccolte nei filtri a maniche o negli elettrofiltri, vengono definite EAF Dust o “polveri di acciaieria” e contengono normalmente dal 10 al 35% di zinco, oltre a ossidi di ferro, manganese e altre impurità. La composizione chimica delle polveri di acciaieria Le polveri di acciaieria sono una miscela complessa di ZnO, Fe₂O₃, PbO, CdO e altre fasi metalliche. La forma chimica dello zinco (ossido, ferrite di zinco, solfuro) condiziona fortemente la tecnologia di recupero adottata. In particolare, lo zinco legato come ferrite di zinco (ZnFe₂O₄) risulta molto più difficile da ridurre rispetto allo zinco ossido, richiedendo processi termici o chimici più spinti. La caratterizzazione chimica e mineralogica è quindi il primo passo indispensabile per impostare un corretto schema di trattamento. Tecniche di separazione e concentrazione dello zinco Prima di entrare nei reattori di recupero, le polveri subiscono operazioni di pretrattamento: essiccazione, classificazione granulometrica, eventuale agglomerazione (pelletizzazione) e miscelazione con agenti riducenti come carbone o coke. Questi passaggi consentono di migliorare la stabilità del materiale e di regolarne la composizione, facilitando la separazione dello zinco dagli altri ossidi metallici nel processo successivo. Il processo Waelz: il metodo più diffuso nel mondo Il processo Waelz è la tecnologia più utilizzata per il recupero dello zinco dalle polveri di acciaieria. Si tratta di un processo pirometallurgico continuo condotto in un forno rotativo inclinato rivestito di refrattario. Il materiale viene riscaldato tra 1000 e 1200°C insieme a un riducente (generalmente carbone). In queste condizioni, lo zinco si riduce a vapore metallico, separandosi dagli ossidi di ferro e volatilizzando. Il vapore di zinco si combina con l’ossigeno formando ossido di zinco (ZnO), che viene successivamente catturato dai filtri e trasformato in un concentrato commercializzabile, denominato Waelz oxide, con un contenuto di zinco superiore al 55%. Il residuo solido del forno, chiamato Waelz slag, contiene principalmente ferro e silice e può essere parzialmente riutilizzato in processi metallurgici o edilizi. Alternative idrometallurgiche per il recupero dello zinco Negli ultimi anni, l’interesse verso processi idrometallurgici è aumentato, poiché offrono minori emissioni e una gestione più controllata delle scorie. Tali processi prevedono la lisciviazione selettiva degli ossidi di zinco in acidi o soluzioni ammoniacali, seguita da precipitazione o elettrolisi per ottenere zinco metallico o sali puri (come ZnSO₄). Un vantaggio di queste tecniche è la possibilità di trattare polveri con basso tenore di zinco o con alta presenza di ferriti, ma i costi di reagenti e la complessità impiantistica ne limitano la diffusione su larga scala. Impatti ambientali e vantaggi economici del riciclo Il recupero dello zinco dai fumi di acciaieria riduce drasticamente la quantità di rifiuti pericolosi da smaltire e consente di recuperare metalli di valore riducendo l’estrazione mineraria primaria. Ogni tonnellata di zinco secondario prodotto permette un risparmio energetico del 60-70% rispetto al metallo ottenuto da minerale, e un taglio delle emissioni di CO₂ superiore al 50%. Inoltre, il Waelz oxide può essere reimmesso nelle raffinerie di zinco, creando un ciclo chiuso virtuoso tra acciaierie e impianti di raffinazione. Normative europee e strategie di economia circolare La direttiva europea 2008/98/CE sulla gestione dei rifiuti e la successiva tassonomia verde dell’UE promuovono il recupero dei metalli da scarti industriali come pratica prioritaria. Il riconoscimento del Waelz oxide come “prodotto” e non “rifiuto”, in determinate condizioni, rappresenta un passaggio strategico per la creazione di mercati secondari stabili del metallo. Le acciaierie europee stanno progressivamente internalizzando gli impianti di trattamento, trasformando i propri residui in risorse economicamente redditizie. Prospettive future e innovazioni tecnologiche Il futuro del recupero dello zinco dai fumi di acciaieria sarà caratterizzato da tecnologie ibride, combinando pirometallurgia e idrometallurgia, nonché da un maggiore impiego di intelligenza artificiale per il controllo dei processi. Si stanno sperimentando sistemi di plasma termico e reattori a letto fluido che promettono rese più elevate e minori emissioni. Parallelamente, la digitalizzazione dei flussi materiali permetterà una tracciabilità completa del metallo recuperato, a garanzia della sua origine sostenibile. Conclusione Il recupero dello zinco dai fumi di acciaieria rappresenta oggi uno degli esempi più efficaci di economia circolare applicata alla metallurgia pesante. Un processo che trasforma un rifiuto complesso in una risorsa strategica, riducendo impatti ambientali e dipendenza da miniere primarie. L’innovazione tecnologica e le politiche europee di sostenibilità spingono sempre più verso una filiera chiusa dei metalli, dove nulla si perde e tutto si rigenera.© Riproduzione Vietata
SCOPRI DI PIU' Schiuma bio per un’acqua senza PFAS: la rivoluzione sostenibile parte da Parigi
Schiuma bio per un’acqua senza PFAS: la rivoluzione sostenibile parte da ParigiLa startup Spuma lancia una schiuma biodegradabile e alimentare che intrappola e distrugge i PFASdi Marco ArezioI PFAS (sostanze perfluoroalchiliche) rappresentano una delle sfide ambientali più complesse della nostra epoca. Estremamente persistenti, si accumulano nei terreni, nella flora, nella fauna e infine nel nostro organismo, con effetti tossici ancora oggetto di studio ma già associati a disfunzioni ormonali, cancro e alterazioni immunitarie. Dalla loro introduzione negli anni ’40, sono diventati ubiqui: nei rivestimenti antiaderenti, nei tessuti impermeabili, nei contenitori alimentari. Ma una volta dispersi nell’ambiente, diventa quasi impossibile eliminarli. Ed è qui che interviene una soluzione rivoluzionaria: una schiuma biologica, biodegradabile e alimentare, frutto della ricerca francese, capace non solo di separare ma anche di distruggere i PFAS in maniera sostenibile. L’incendio di Rouen e la nascita di un’idea bioispirata L’evento scatenante è stato drammatico. Nel 2019, un vasto incendio in un impianto petrolchimico di Rouen (Normandia) contaminò oltre 10.000 metri cubi d’acqua utilizzata per spegnere le fiamme. L’urgenza di stoccare e trattare questi liquidi tossici portò l’azienda Valgo, esperta in bonifiche industriali, ad aprire un’indagine scientifica interna per capire come rimuovere efficacemente i PFAS. Da quell’evento traumatico è nato un percorso di ricerca interdisciplinare che ha attraversato studi scientifici, prove sperimentali e ricerche universitarie, culminando nel 2023 nella nascita di Spuma, una startup che ha preso il nome proprio dalla tecnologia che sviluppa: la frazione di schiuma. Il principio biomimetico: imitare il corpo umano per intrappolare gli inquinanti Il cuore della tecnologia Spuma è un’osservazione sorprendente: i PFAS mostrano una fortissima affinità con una proteina presente nel sangue umano, l’albumina, che li trasporta nel fegato e in altri organi. Questo comportamento è stato replicato a livello molecolare, sviluppando un additivo biologico di grado alimentare capace di imitare queste proprietà e catturare selettivamente le molecole perfluorurate. Una volta aggiunto all’acqua contaminata, questo additivo si comporta come un tensioattivo intelligente: promuove la formazione di microbolle che salgono in superficie, trasportando con sé i PFAS intrappolati, che vengono poi raccolti in una frazione schiumosa e concentrata. Oltre la separazione: distruggere i PFAS senza inquinare Il vero punto di forza di Spuma, tuttavia, non è solo nella capacità di separare i PFAS, ma anche nella successiva fase di trattamento. Una volta ottenuto il concentrato, il residuo viene ridotto mediante evaporazione e distrutto attraverso tecnologie dedicate, il tutto senza introdurre nuovi contaminanti. La startup dichiara un’efficienza di rimozione superiore al 99% per PFOA (C8), PFOS (C8), PFHpS (C7) e PFHxS (C6) — i composti più diffusi e pericolosi della famiglia PFAS. Il risultato è una soluzione a basso impatto ambientale, che può essere adattata a numerosi contesti: dalle acque sotterranee contaminate al percolato delle discariche, dagli scarichi industriali ai reflui municipali, fino ai sistemi di trattamento per l’acqua potabile. Il modello di business: licenze, servizi e regime Patent Box In un contesto sempre più regolato dalle normative europee — con Bruxelles pronta a imporre nuove restrizioni sull’uso dei PFAS — Spuma propone non solo una tecnologia, ma un pacchetto completo di servizi. Il modello prevede la concessione in licenza della tecnologia brevettata, affiancata da attività di consulenza tecnica, test di laboratorio, verifiche in campo e supporto alle imprese nelle pratiche di bonifica. Il tutto reso ancora più competitivo grazie al regime Patent Box, che consente agevolazioni fiscali per i ricavi derivanti dall’utilizzo dell’innovazione brevettata. Dall’incubatore alla rete europea: il ruolo di Super Sapiens Europe Il potenziale di Spuma è stato riconosciuto anche a livello continentale. La startup è infatti una delle nove realtà selezionate da Super Sapiens Europe, iniziativa deep-tech promossa da Scientifica Venture Capital in collaborazione con l’Istituto per le Relazioni Economiche Francia-Italia. L’obiettivo è quello di rafforzare il tessuto innovativo europeo nei settori ad alta intensità scientifica, creando ponti tra ricerca, impresa e capitali. Con un investimento iniziale di 2 milioni di euro da parte di Valgo, Spuma si prepara a chiudere un nuovo round di finanziamento entro luglio 2025, puntando all’ingresso definitivo nel mercato entro fine anno. Una schiuma per il futuro: tra ecotecnologia e resilienza La storia di Spuma è un esempio virtuoso di come un evento critico possa trasformarsi in un’innovazione sostenibile e concreta. Combina scienza dei materiali, biochimica, ingegneria ambientale e modelli economici circolari per rispondere a una delle emergenze più urgenti del nostro tempo. E nel farlo, costruisce anche un ponte tra due grandi paesi europei — Francia e Italia — nella convinzione che solo attraverso la collaborazione si possano affrontare i grandi problemi globali.© Riproduzione Vietata
SCOPRI DI PIU' Bordalo II: Trasformare i Rifiuti in Arte per Salvare il Pianeta
Bordalo II: Trasformare i Rifiuti in Arte per Salvare il PianetaL’artista portoghese che trasforma plastica e scarti in potenti messaggi di sensibilizzazione ambientale di Marco ArezioL'opera d'arte condivisa è un esempio emblematico del lavoro di Bordalo II, artista portoghese noto per le sue imponenti installazioni realizzate con rifiuti e materiali riciclati. In questa particolare creazione, Bordalo II ha rappresentato una famiglia di orsi polari, un simbolo potente che richiama direttamente l'attenzione sui temi della conservazione ambientale e del cambiamento climatico. La Storia di Bordalo II Bordalo II, all'anagrafe Artur Bordalo, è nato a Lisbona nel 1987, figlio d'arte, suo nonno era un rinomato pittore portoghese, Real Bordalo. Sin da giovane, Bordalo II è stato esposto al mondo dell'arte e ha sviluppato un forte interesse per l'uso di materiali non convenzionali. Ha iniziato la sua carriera come street artist, dipingendo murales nella sua città natale, ma ben presto ha trovato la sua vera vocazione nel trasformare i rifiuti urbani in sculture di grande impatto visivo e sociale. Il nome d'arte "Bordalo II" è un omaggio al nonno, ma anche un segno di continuità e innovazione rispetto alla tradizione artistica familiare. Durante la sua formazione, Bordalo II ha frequentato l’Accademia di Belle Arti di Lisbona, dove ha affinato le sue tecniche e ha iniziato a sperimentare con materiali di recupero. La sua sensibilità per le questioni ambientali si è sviluppata osservando il degrado urbano e l'inquinamento nelle aree che frequentava per realizzare le sue opere. Da questa consapevolezza è nato il desiderio di fare dell'arte uno strumento di denuncia e di riflessione. Analisi dell'Opera L'opera che raffigura tre orsi polari è un perfetto esempio del lavoro di Bordalo II. La famiglia di orsi, composta da un adulto e due cuccioli, è costruita interamente con plastica riciclata e altri materiali di scarto. La scelta degli orsi polari non è casuale; essi sono simboli riconosciuti dell'impatto devastante che il riscaldamento globale e la distruzione degli habitat naturali stanno avendo sulla fauna selvatica. L'utilizzo di materiali inquinanti per rappresentare animali in pericolo di estinzione crea un potente contrasto che cattura l'attenzione e stimola la riflessione. Il Messaggio dell'Artista Bordalo II utilizza materiali riciclati come forma di protesta contro l'eccessivo consumismo e la distruzione dell'ambiente. Le sue opere si collocano al confine tra arte e attivismo, con l'obiettivo di sensibilizzare il pubblico sull'impatto delle azioni umane sull'ecosistema. La plastica, uno dei materiali più utilizzati nelle sue creazioni, rappresenta l'emblema della società dei consumi e delle sue contraddizioni. Bordalo II raccoglie questi materiali per dar loro nuova vita, trasformandoli da rifiuti in opere d'arte e, nel processo, sfidando il pubblico a riconsiderare la propria relazione con i materiali di scarto. L'Arte di Trasformare i Rifiuti L'approccio di Bordalo II non è isolato; ci sono molti altri artisti nel panorama internazionale che condividono una visione simile e che utilizzano i rifiuti come materia prima per le loro opere. Ecco alcuni dei principali: Vik Muniz: Artista brasiliano che utilizza rifiuti e materiali di scarto per creare immagini complesse e dettagliate. Muniz è noto per le sue opere che, viste da vicino, rivelano la loro natura frammentata, ma che a distanza si fondono in immagini straordinarie. El Anatsui: Artista ghanese che lavora con tappi di bottiglia e lattine per creare grandi installazioni tessili. Le sue opere esplorano temi di consumo, riciclaggio e il passaggio del tempo. Jane Perkins: Artista britannica che utilizza piccoli oggetti di plastica e altri materiali trovati per creare ritratti e immagini colorate e intricate. Le sue opere dimostrano come i materiali di scarto possano essere trasformati in arte vibrante. Tim Noble e Sue Webster: Duo britannico che crea sculture assemblando rifiuti urbani e altri oggetti di scarto, giocando spesso con ombra e luce per rivelare figure umane nascoste. Subodh Gupta: Artista indiano che utilizza utensili da cucina e altri oggetti domestici di scarto per creare installazioni che riflettono sulla cultura del consumo e sulla globalizzazione.ACQUISTA IL LIBRO Conclusione L'opera di Bordalo II che raffigura tre orsi polari fatti di plastica riciclata non è solo una rappresentazione artistica, ma una potente dichiarazione sull'urgenza di affrontare la crisi ambientale. La storia di Bordalo II, dalla sua formazione come street artist alla sua evoluzione in artista di fama internazionale, riflette un percorso di crescita personale e artistica guidato da una profonda sensibilità per le questioni ambientali. L'uso di materiali di scarto nelle sue opere non è solo un mezzo espressivo, ma un atto di denuncia contro l'eccessivo consumismo e lo spreco che caratterizzano la società moderna. Come altri artisti che lavorano con i rifiuti, Bordalo II ci invita a vedere i rifiuti sotto una nuova luce e a riflettere sul nostro ruolo nel proteggere il pianeta. In questo contesto, l'arte diventa non solo un mezzo di espressione, ma anche uno strumento di cambiamento sociale e ambientale, capace di sensibilizzare e ispirare azioni concrete per un futuro più sostenibile.#marcoarezio #artedelriciclo
SCOPRI DI PIU' Il Degrado dei Polimeri Riciclati
Il Degrado dei Polimeri RiciclatiCosa si intende per degrado dei polimeri riciclati: biologico, ossidativo, foto-degradazione e termico?di Marco ArezioNegli anni dal dopo guerra in poi, le materie plastiche hanno preso sempre più mercato andando a sostituire prodotti fatti con altre tipologie di materiali in quanto si evidenziarono subito gli innumerevoli vantaggi che questo nuovo materiale portava. Tra i vantaggi delle materie plastiche che si possono sottolineare, troviamo la leggerezza, la facilità di lavorazione, la possibilità di colorazione e il basso costo di produzione. In realtà in quegli anni ci siamo concentrati sui vantaggi indiscussi delle materie plastiche senza approfondire le questioni che ne determinavano il loro degrado. Oggi, con la grande esperienza che gli utilizzatori e i produttori di materie plastiche hanno acquisito, possiamo bilanciare vantaggi e svantaggi di un materiale così innovativo. Possiamo classificare gli svantaggi tra interni ed esterni: Svantaggi Interni modificazione chimiche e fisiche processo di produzione del polimero reattività chimica degli additivi Svantaggi Esterni variazioni termo-igrometriche esposizione ai raggi UV agenti inquinanti calore microrganismi ossigeno cause accidentali Inoltre, la degradazione può essere di tipo fisico che chimico. Nel degrado fisico si può notare un aumento della cristallinità e di conseguenza della densità, con la nascita di tensioni interne, fessurazioni e deformazioni. Quello chimico, che avviene a livello molecolare, in base all’agente degradante, va ad influenzare le catene polimeriche con una perdita di coesione e una diminuzione del peso molecolare. DEGRADO OSSIDATIVO DELLE MATERIE PLASTICHE Nonostante la degradazione dei polimeri organici e inorganici sotto l’effetto dell’ossigeno sia molto lenta, questa provoca il rilascio di sostanze chimiche che portano all’auto-catalizzazione del polimero stesso, cioè, gli agenti chimici frutto della degradazione attaccano a loro volta la catena polimerica, attivando un processo autodistruttivo. Inoltre, se questa fase viene interessata dalla formazione di radicali liberi per azione del calore o della luce, allora la reazione tra il polimero e l’ossigeno aumenta la velocità di scissione delle catene, che porta alla reticolazione e alla formazione di elementi volatili. Questo processo viene chiamato foto-ossidazione o termo-ossidazione, a seconda se il fattore scatenante sia stata la luce o il calore. Le conseguenze dirette sulla qualità del polimero si possono notare attraverso la riduzione delle proprietà meccaniche, specialmente per quanto riguarda l’elasticità e la resistenza alla rottura. DEGRADO BIOLOGICO DELLE MATERIE PLASTICHE Per degrado biologico si intende l’attacco da parte di funghi e batteri sui alcuni polimeri, specialmente quelli di derivazione naturale. Questi sono soggetti al fenomeno della Idrolisi, che può espone il polimero, in presenza di un alto tasso di umidità, alla rottura delle catene. Per bloccare il degrado si può optare per una conservazione in un ambiente privo di ossigeno, ma è necessario conoscere bene l’origine del polimero in quanto non è un trattamento universalmente valido. DEGRADO TERMICO DELLE MATERIE PLASTICHE Il fenomeno della degradazione termica è causato dalla presenza di idrogeni mobili nella catena o dall’attività radicalica che vengono innescati dal calore, causando la rottura della catena con la formazione di rotture e la produzione di elementi volatili. La mancanza di ossigeno porta alla depolimerizzazione della catena che avviene in tre fasi dissociative: iniziazione, trasferimento molecolare e propagazione. Per aumentare la resistenza chimica dei polimeri al degrado termico la soluzione migliore è l’aggiunta di additivi in fase di produzione. FOTO-DEGRADAZIONE DELLE MATERIE PLASTICHE Il fenomeno di foto-degradazione avviene quando il polimero è soggetto all’influenza dei raggi UV nel range di lunghezza d’onda tra 290 e 400 nm. A livello atomico sappiamo che le radiazioni di luce funzionano come flusso di particelle, nello specifico i fotoni, che entrando in contatto con le molecole dei materiali e, in certe condizioni, possono interagire passando da uno stato di bassa energia ad uno ad alta eccitazione energetica. Questi particolari flussi e movimenti si definiscono come Foto-fisici e/o Foto-chimici. Nel primo caso non intervengono modificazioni chimiche tra le molecole dei polimeri, mentre per il processo di Foto-chimica, esistono possibilità che le molecole alterino la loro caratteristica chimica in virtù della presenza di una abbondante energia. In alcune macromolecole sintetiche, l’energia dei fotoni contenute nelle radiazioni UV hanno la facoltà di provocare rotture dei legami covalenti.Categoria: notizie - tecnica - plastica - polimeri - degrado Vedi maggiori informazioni sulle materie plastiche
SCOPRI DI PIU' rNEWS: In Francia Apre la più Grande Stazione di Rifornimento a BioGas
rNEWS: In Francia Apre la più Grande Stazione di Rifornimento a BioGasIn Francia Apre la più Grande Stazione di Rifornimento a BioGasIl problema dell'inquinamento prodotto dal traffico veicolare leggero e ancora di più da quello pesante, è sempre molto attuale per chi ha responsabilità politiche per trovare efficaci soluzione per ridurre le emissioni nocive e garantire la mobilitò civile e commerciale.Sul banco degli imputati è salito il carburante diesel che, nonostante i recenti sistemi di intercettazione del particolato emesso nelle marmitte e i nuovi motori meno inquinanti, continua a destare molta preoccupazione.Con l'avvento del biogas si è aperto un nuovo scenario sulla mobilità verde, con un doppio vantaggio che consiste nella riduzioni delle emissioni nell'ambiente e l'utilizzo dei residui umidi dei rifiuti domestici.Total ha inaugurato la più grande stazione di rifornimento francese dedicata esclusivamente al gas naturale per veicoli (NGV) e bioNGV, con la presenza in loco di Jean-Baptiste Djebbari, ministro delegato per i trasporti francese. Situata nel cuore della piattaforma logistica di Gennevilliers, il secondo porto fluviale più grande d'Europa, questa stazione è ora aperta 24 ore su 24, 7 giorni su 7 ai professionisti (B2B) e ai clienti B2C. Sarà gestito da Total per i prossimi 10 anni.Tale concessione è stata attribuita a Total da Sigeif Mobilités (società semipubblicata fondata da Sigeif e dalla Caisse des Dépôts) tramite gara. Sosterrà lo sviluppo di nuove mobilità nella regione dell'Île-de-France e diventerà un luogo strategico per la fornitura di NGV e bioNGV per l'area Grand Paris (che comprende la città di Parigi e le sue 130 città circostanti) e oltre. Questa stazione a marchio Total distribuirà NGV come gas naturale compresso (CNG) e sarà fornita al sito da GRTgaz, per la prima volta in Francia attraverso la sua rete di fornitura di gas ad alta pressione. La stazione sarà in grado di distribuire fino al 100% di bioNGV, in quanto gli utenti hanno la possibilità di scegliere e regolare, direttamente alla pompa e contrattualmente per i clienti B2B, tra diversi tassi di incorporazione di biometano. " Questa apertura della più grande stazione di rifornimento di NGV e bioNGV della Francia è motivo di orgoglio per i nostri team " , afferma Guillaume Larroque, Presidente di Total Marketing France . “ La nostra ambizione è chiara: diventare leader nella distribuzione di NGV e bioNGV in Europa, con 450 stazioni gestite Total entro il 2025, di cui 110 in Francia. Questa stazione è anche un modello per i nostri futuri sviluppi in Europa, dove Total si impegna a raggiungere la neutralità del carbonio entro il 2050 o prima, per i prodotti utilizzati dai nostri clienti. Il nostro obiettivo di un tasso del 50% di incorporazione di biometano contribuirà direttamente ad esso . " Jean-Jacques Guillet, presidente di Sem Sigeif Mobilités , si rallegra del lancio di questa stazione, un nuovo mattone nella rete di stazioni di rifornimento di NGV / bioNGV che Sigeif ha avviato e avviato nel 2014. " Questa stazione all'interno del porto di Gennevilliers è una infrastrutture essenziale, che si inseriscono nel piano in corso per migliorare la qualità dell'aria nella regione dell'Île-de-France. Le società situate nel porto hanno ora la possibilità di utilizzare un carburante pulito per le loro consegne urbane a Parigi e nelle città vicine occidentali, il tutto coperto da una zona a basse emissioni attualmente in fase di implementazione ". Jean-Baptiste Djebbari, Ministro delegato per i trasporti, dichiara : “ Saluto l'apertura della più grande stazione di rifornimento per autocarri di NGV e bioNGV della Francia. Le aziende dedite al trasporto su strada di merci e persone sono alla continua ricerca di soluzioni alternative al diesel per il proprio mix energetico. Al di là della forte riduzione delle emissioni di CO2, il vantaggio delle tecnologie NGV e bioNGV è la loro disponibilità immediata, diffusa in tutti i segmenti. Abbiamo rinnovato le politiche di supporto per questi veicoli fino alla fine del 2024, al fine di fornire alle aziende visibilità e consentire loro di impegnarsi in questa transizione ". Valérie Pécresse, Presidente della Regione Île-de-France, Presidente dell'Île-de-France Mobilités, dichiara : "La riduzione dell'inquinamento causato dal traffico stradale è un problema di salute pubblica per la protezione dell'ambiente e per il clima. Sono orgoglioso che la regione Ile-de-France ne abbia fatto una delle sue priorità e abbia contribuito alla creazione della stazione di servizio Total - Sigeif Mobilités nel porto di Gennevilliers, la più grande mai costruita in Francia. Il suo collegamento alla rete del gas e la sua vicinanza sia ai propri clienti nel business della logistica che alla futura unità di metanizzazione dei rifiuti organici - che sosteniamo - ne fa un caso esemplare di economia circolare. Il governo regionale accelera lo sviluppo dell'utilizzo di NGV e bioNGV per autocarri e veicoli commerciali in Île-de-France, attraverso la sua partecipazione al Sem Sigeif Mobilités, ma anche attraverso un'ambiziosa politica di sussidi a sostegno dell'acquisizione di veicoli compatibili con il metano da parte di piccole e medie imprese. Tuttavia, la regione è anche leader con la transizione energetica della flotta di autobus Île-de-France Mobilités. " Lo sviluppo di questa stazione e la sua apertura al pubblico che già utilizza NGV completerà la rete Total esistente in Francia e consentirà a un numero crescente di professionisti del trasporto e della logistica dell'area della Grande Parigi di convertirsi a GNV in condizioni ottimizzate. Total li aiuterà quindi a cambiare le loro flotte di veicoli (autocarri pesanti, autobus, camion della nettezza urbana, veicoli commerciali ...) a NGV e bioNGV.Total info
SCOPRI DI PIU' Promuovi il tuo E-commerce nel Portale del Riciclo rMIX
Promuovi il tuo E-commerce nel Portale del Riciclo rMIXrMIX: Promuovi il tuo E-commerce sulla Piattaforma Globale per Aziende Green, Accessibile in 154 Paesi di Marco AreziorMIX è il portale che si dedica alla promozione delle aziende e dei prodotti e ai servizi legati all’economia circolare, promuovendo inoltre la cultura del riciclo attraverso rNEWS il blog dedicato all’informazione. Siamo presenti in 154 paesi al mondo, attraverso 4 lingue (IR, E, ESP e F), con accessi mensili superiori a 450.000 visualizzazioni mensili certificate. Se la tua azienda tratta prodotti riciclati o riciclabili o sostenibili attraverso un proprio e-commerce, hai la possibilità, sottoscrivendo l’abbonamento rMIX Base, di inserire i tuoi prodotti, nella sezione e-commerce delle offerte/richieste, legandoli al tuo e-commerce. I nostri visitatori sono operatori del settore del riciclo, privati che cercano prodotti e aziende sostenibili e una popolazione eterogenea che cerca sul portale la cultura dell’economia circolare. Come fare a inserire un prodotto e indirizzare al cliente al proprio e-commerce? Sara’ sufficiente sottoscrivere un abbonamento a rMIX Base, attraverso il modulo di abbonamento, valevole per un anno senza limite di numero di offerte caricabili, attendere l’invio della fattura e dopo il pagamento sarete abilitati ad inserire le vostre offerte. Compilando le offerte, inserisci il link al tuo e-commerce riferito al prodotto che vuoi promuovere in modo da far attivare il pulsante “acquista il prodotto”. A questo punto il tuo e-commerce avrà attivo il collegamento alla platea di visitatori del portale del riciclo rMIX, che potrebbe essere interessata ai tuoi prodotti, con la possibilità di acquisto diretto sul tuo e-commerce. Come Posso Migliorare la Visibilità del mio E-commerce del Portale del riciclo rMIX?Per spingere la tua visibilità, il portale del riciclo rMIX ti mette a disposizione i seguenti strumenti aggiuntivi: - rMIX On Top: ti permette di posizionare i tuoi prodotti nelle prime pagine del portale e nella sua sezione di e-commerce - rMIX Banner Certificato: ti dà la possibilità di inserire un tuo prodotto o il banner della tua azienda o il link del tuo e-commerce in ogni pagina del portale, o in alcune di esse, con la possibilità di essere visibile almeno per 600.000 volte (certificato) in un trimestre (opzione completa). - Newsletter: ti permette di inserire il banner della tua azienda o del tuo e-commerce, con un collegamento diretto attivo, nella newsletter settimanale che inviamo a circa 12.000 clienti Cosa aspetti, abbonati o chiedi informazioni o un preventivo.
SCOPRI DI PIU' Innovazione e Sostenibilità al Centro: Un'Analisi della FIP - France Innovation Plasturgie
Innovazione e Sostenibilità al Centro: Un'Analisi della FIP - France Innovation PlasturgieEsplorando i vantaggi e gli svantaggi per visitatori ed espositori della Fiera FIP - France Innovation PlasturgieLa FIP - France Innovation Plasturgie rappresenta uno degli appuntamenti più significativi nel calendario delle fiere europee dedicate alla plastica e all'innovazione nei materiali plastici. Questo evento, che si svolge in Francia, è un vero e proprio crocevia di idee, tecnologie avanzate e nuove pratiche sostenibili nel settore della plastica. Caratteristiche Distintive della FIP La FIP si distingue per il suo forte accento sull'innovazione e sulla sostenibilità. L'evento è strutturato per coprire l'intera filiera del settore plastico, dalla materia prima fino al prodotto finito e al riciclo. Inoltre, una delle sue principali attrazioni è l'ampio spazio dedicato alle start-up e alle nuove tecnologie, che offre una panoramica comprensiva delle tendenze emergenti e delle soluzioni innovative. Un altro aspetto peculiare della FIP è la sua capacità di attrarre un vasto pubblico internazionale. I partecipanti provengono da vari settori industriali, non solo limitati alla plastica, ma anche dall'automotive, dall'aerospaziale, dall'elettronica, e dalla costruzione. Questo rende la FIP un punto di incontro privilegiato per professionisti e aziende che cercano di espandere la loro rete e di esplorare nuove opportunità di mercato. Vantaggi e Svantaggi della fiera France Innovation Plasturgie Partecipare a una fiera industriale come la FIP - France Innovation Plasturgie può offrire una serie di vantaggi e presentare alcuni svantaggi, sia per i visitatori che per le aziende espositrici. Analizziamo questi aspetti in confronto ad altre fiere europee del settore della plastica. Vantaggi della FIP - France Innovation Plasturgie Per i Visitatori: Innovazione e Tecnologia: La FIP è rinomata per il suo focus sull'innovazione. I visitatori hanno l'opportunità di vedere da vicino le ultime tecnologie, materiali avanzati e soluzioni sostenibili che stanno plasmando il futuro del settore. Networking Concentrato: Grazie alla sua dimensione più gestibile rispetto a fiere più grandi come la K-Fair, la FIP permette un networking più efficace e personalizzato, facilitando incontri e discussioni tra professionisti del settore. Contenuti Educativi: La fiera offre un ricco programma di seminari e workshop che trattano temi attuali come la sostenibilità, il riciclo e l'innovazione nei materiali, fornendo ai visitatori preziose informazioni e aggiornamenti professionali. Per le Aziende Espositrici: Target Specializzato: La FIP attira un pubblico altamente specializzato interessato alle innovazioni e alle soluzioni sostenibili. Questo permette alle aziende di interagire direttamente con potenziali clienti che hanno una comprensione profonda del settore e dei suoi bisogni. Visibilità nel Mercato Francese e Europeo: Esponendo alla FIP, le aziende possono aumentare la loro visibilità non solo nel mercato francese, ma anche in quello europeo più ampio, sfruttando la posizione della Francia come hub logistico e commerciale in Europa. Opportunità di Partnership e Collaborazioni: L'ambiente collaborativo della FIP facilita la creazione di partnership strategiche e collaborazioni con altre aziende e istituzioni. Svantaggi della FIP - France Innovation Plasturgie Per i Visitatori: Dimensioni più Ridotte: Rispetto a fiere come la K-Fair, la FIP può offrire una gamma leggermente più limitata di espositori e prodotti. Questo potrebbe significare meno opzioni comparative per specifiche tecnologie o soluzioni. Focus Specifico: Il forte focus su innovazione e sostenibilità è estremamente utile per chi cerca queste qualità, ma può risultare meno attraente per visitatori interessati a aspetti più tradizionali del settore della plastica. Per le Aziende Espositrici: Costi di Partecipazione: I costi di partecipazione e di allestimento dello stand possono essere significativi, soprattutto per le PMI o le start-up. Il ROI (Return On Investment) deve essere attentamente valutato in relazione agli obiettivi specifici di business. Concorrenza Focalizzata: Essendo un evento che attira leader di pensiero e innovatori, la competizione tra gli espositori può essere molto alta, richiedendo investimenti notevoli in termini di stand e materiali promozionali per distinguersi. Conclusione La partecipazione alla FIP può rappresentare un'opportunità significativa per acquisire visibilità, aggiornamenti e contatti nel settore della plastica, in particolare per chi è orientato verso l'innovazione e la sostenibilità. Tuttavia, è essenziale che sia i visitatori che le aziende valutino attentamente i propri obiettivi e risorse prima di decidere di partecipare, per massimizzare il valore dell'esperienza in fiera.
SCOPRI DI PIU' La Differenza tra Comunicare e Farsi Ascoltare nell’Era dell’Economia Circolare
La Differenza tra Comunicare e Farsi Ascoltare nell’Era dell’Economia CircolareLa Differenza tra Comunicare e Farsi Ascoltare nell’Era dell’Economia Circolaredi Marco ArezioSopraffatti dai molteplici mezzi di comunicazione facciamo fatica a capire se il mercato ci ascolta.L’avvento del Covid nel 2020 ha impresso un ulteriore accelerazione all’uso dei mezzi informatici per comunicare con il mercato e per creare transazioni commerciali, imprimendo una riduzione sostanziale del contatto umano alla base delle relazioni storiche tra aziende e clienti. Siamo quindi di fronte ad una svolta epocale, consumata in un lasso di tempo veramente ristretto, che ha cambiato le basi su cui si fondavano le relazioni commerciali e la comunicazione aziendale. Chi produce o distribuisce beni e servizi, specialmente nell’ambito dell’economia circolare, era fortemente impegnato sul campo per informare l’utenza che la propria azienda aveva le carte in regola per stare nel solco virtuoso dell’economia green. Un’attività, questa, che è ancora agli albori per molte aziende, dove, a volte, alcuni imprenditori non hanno realmente focalizzato come comunicare al mercato le potenzialità verdi della propria azienda, nonostante l’economia circolare sia l’aspetto ormai trainante del mercato. Con l’avvento del Covid sono saltati tutti gli schemi comunicativi tradizionali, lasciando grande spazio alla comunicazione on-line, che deve avere caratteristiche particolari in un mondo decisamente sovraffollato. I potenziali clienti si aspettano, come un dato acquisito, che i servizi o i prodotti che acquistano siano conformi ai principi dell’economia circolare, quindi non si aspettano che l’azienda dimostri di appartenere o meno a questo filone verde, ma si aspettano conferme e rassicurazioni che i beni o servizi venduti sposino ogni giorno, questa filosofia e che possano generare novità e migliorie in ottica ambientale. Per fare questo, le imprese che ancora non erano nel solco di un’economia verde, si dovranno adeguare velocemente al nuovo mercato e, in generale, le imprese si dovranno dotare di sistemi comunicativi “social” promossi e gestiti da consulenti specializzati nel settore dell’economia circolare. La differenza che fa, oggi, una comunicazione generalista, che potrebbe essere applicata ad un detersivo o ad una scarpa in modo indistinto, rispetto ad una comunicazione specializzata nel riciclo e nell’economia circolare, sta nel fatto che l’azione di comunicazione fatta da specialisti del settore, permette di imprimere, nelle vendite, una fiducia e una sicurezza verso il cliente verso l’azienda che diversamente sarebbe difficile da realizzare. Questo avviene attraverso il coinvolgimento del cliente o potenziale tale, nei processi tecnici che riguardano la filiera dell’economia circolare riferiti all’azienda, dandogli tranquillità e fiducia in merito al buon percorso produttivo “verde” dell’articolo che il cliente comprerà. Fiducia e sicurezza generano attaccamento al marchio e una maggiore velocità di diffusione dei prodotti o dei servizi spinti dai clienti stessi, creando un volano virtuoso. La specializzazione nel settore di chi è preposto alla comunicazione aziendale aiuta ad aumentare le possibilità di essere ascoltati, in modo critico e attivo, in un mercato dell’informazione che, a causa dei ritmi vorticosi di pubblicazione delle notizie, non rende semplice attenzionare l’utente.
SCOPRI DI PIU' Dal Rame all’Antimonio: La Corsa agli Armamenti tra Materie Prime Scarse e il Ruolo Cruciale del Riciclo
Dal Rame all’Antimonio: La Corsa agli Armamenti tra Materie Prime Scarse e il Ruolo Cruciale del RicicloLe guerre globali evidenziano la carenza di metalli strategici, con il riciclo come soluzione chiave per ridurre la dipendenza dalla Cinadi Marco ArezioL'intensificarsi dei conflitti globali, come quelli in Ucraina e Israele, ha portato alla luce una realtà spesso trascurata: la crescente necessità di metalli strategici per l'industria bellica. Metalli come il rame e l’antimonio, insieme a molte altre risorse critiche, sono essenziali per la produzione di armi moderne e tecnologie militari avanzate. Tuttavia, l'attuale panorama geopolitico solleva serie preoccupazioni riguardo alla disponibilità di queste materie prime, in particolare per l'Occidente, dove la NATO si trova a fare i conti con scorte limitate e una dipendenza eccessiva dalla Cina. In questo contesto, il riciclo emerge come una soluzione strategica, contribuendo a mitigare la carenza di risorse naturali e riducendo la dipendenza da fonti esterne. Metalli strategici: il cuore dell'industria bellica moderna Nell'era delle guerre tecnologiche, i metalli strategici rivestono un ruolo centrale nell'industria bellica. Questi materiali sono utilizzati in una vasta gamma di applicazioni militari, dalle armi alle tecnologie di comunicazione, passando per i veicoli blindati e i sistemi di difesa avanzati. Rame: Essenziale per le sue proprietà di conducibilità elettrica e termica, il rame è ampiamente utilizzato nei cablaggi elettrici, nei sistemi di comunicazione e nella produzione di munizioni. La sua domanda è in costante crescita, sia nel settore civile che in quello militare. Antimonio: Utilizzato principalmente per aumentare la durezza e la resistenza delle leghe metalliche, l'antimonio è cruciale per la produzione di proiettili, batterie e componenti elettronici. Viene impiegato anche nei ritardanti di fiamma, fondamentali per la sicurezza delle attrezzature militari. Terre rare: Tra cui il neodimio, il disprosio e il praseodimio, queste risorse sono indispensabili per la produzione di magneti permanenti utilizzati nei motori elettrici di aerei, missili e altre tecnologie militari avanzate. La dipendenza dalla Cina: un rischio strategico per l'Occidente L'attuale dipendenza dell'Occidente dalla Cina per l'approvvigionamento di metalli strategici rappresenta un rischio significativo. La Cina domina il mercato globale, controllando circa l'80% della produzione mondiale di terre rare, e detiene una posizione chiave anche per altri materiali essenziali. Questa dipendenza diventa particolarmente preoccupante in un contesto di crescenti tensioni internazionali, dove una limitazione delle esportazioni da parte della Cina potrebbe compromettere gravemente la capacità dell'industria bellica occidentale di produrre armamenti e mantenere la superiorità tecnologica. Scorte limitate e il ruolo del riciclo come soluzione strategica Le recenti analisi indicano che la NATO dispone di scorte limitate di metalli strategici, una realtà che solleva serie preoccupazioni in caso di conflitto prolungato. Di fronte a questa situazione, il riciclo emerge come una soluzione indispensabile per affrontare la carenza di materie prime naturali. Il riciclo dei metalli strategici, infatti, offre un doppio vantaggio: da un lato, riduce la pressione sulle risorse naturali esauribili, dall'altro, diminuisce la dipendenza dalle importazioni, in particolare dalla Cina. Ad esempio, il rame e l'antimonio possono essere recuperati da prodotti dismessi come apparecchiature elettroniche, veicoli e batterie, riducendo la necessità di estrazione mineraria e contribuendo alla sostenibilità ambientale. Inoltre, il riciclo di terre rare, sebbene tecnicamente complesso, sta diventando sempre più fattibile grazie ai progressi tecnologici. Il recupero di questi materiali dai rifiuti elettronici e dalle apparecchiature obsolete può ridurre significativamente la dipendenza da nuove estrazioni minerarie, garantendo allo stesso tempo una fornitura continua di risorse per l'industria bellica. Le implicazioni economiche e geopolitiche del riciclo La promozione del riciclo come parte integrante della strategia di approvvigionamento di metalli strategici ha importanti implicazioni economiche e geopolitiche. Dal punto di vista economico, un sistema di riciclo efficiente può creare nuovi posti di lavoro e stimolare l'innovazione tecnologica. Inoltre, ridurre la dipendenza da importazioni esterne attraverso il riciclo può migliorare la resilienza economica delle nazioni, rendendole meno vulnerabili alle fluttuazioni del mercato globale. Geopoliticamente, il riciclo può ridurre la pressione sulle risorse naturali e contribuire a stabilizzare le relazioni internazionali. Con un minor bisogno di importare metalli strategici dalla Cina, l'Occidente potrebbe negoziare da una posizione di maggiore forza, riducendo la possibilità che queste risorse vengano utilizzate come leva politica in conflitti futuri. Verso una strategia sostenibile e resiliente La crisi delle materie prime strategiche evidenzia l'urgenza di sviluppare una strategia sostenibile che integri il riciclo come elemento chiave. La NATO e i suoi membri devono investire in tecnologie di riciclo avanzate e sviluppare infrastrutture che facilitino il recupero efficiente dei metalli strategici. Questo non solo aiuterebbe a superare le carenze attuali, ma garantirebbe anche una maggiore sostenibilità a lungo termine. Inoltre, è essenziale promuovere la cooperazione internazionale nel campo del riciclo. Questo potrebbe includere accordi per la condivisione delle migliori pratiche, lo sviluppo di standard globali per il recupero dei materiali e la creazione di partnership tra paesi che possiedono tecnologie di riciclo avanzate e quelli che dispongono di grandi quantità di rifiuti elettronici. Conclusione La corsa agli armamenti ha messo in evidenza una verità fondamentale: i metalli strategici sono essenziali per mantenere la superiorità tecnologica e militare. Tuttavia, la dipendenza da risorse limitate e da un numero ristretto di fornitori rappresenta una vulnerabilità critica per l'Occidente. In questo contesto, il riciclo emerge come una soluzione strategica, capace di affrontare la carenza di materie prime naturali, ridurre la dipendenza dalle importazioni e contribuire alla sostenibilità ambientale. Solo attraverso un approccio integrato, che combini innovazione tecnologica, riciclo e cooperazione internazionale, sarà possibile garantire la sicurezza e la stabilità a lungo termine in un mondo sempre più interconnesso e complesso.
SCOPRI DI PIU' La Scomparsa degli Uccelli in Europa: Un Campanello d’Allarme per l’Ecosistema
La Scomparsa degli Uccelli in Europa: Un Campanello d’Allarme per l’EcosistemaAgricoltura intensiva, urbanizzazione e cambiamenti climatici: le cause di una crisi invisibile sui volatilidi Marco ArezioNegli ultimi decenni, l’Europa ha assistito a un preoccupante declino della popolazione aviaria, un fenomeno che ha assunto proporzioni drammatiche. Secondo uno studio condotto da BirdLife International, dal 1980 a oggi sono scomparsi tra i 560 e i 620 milioni di uccelli appartenenti alle specie più comuni. In altre parole, un uccello su sei non è più presente nei nostri cieli, nei campi o nei parchi cittadini. A essere maggiormente colpiti sono il passero domestico, la ballerina gialla, gli storni e le allodole, specie una volta abbondanti e ormai in forte declino. Ma cosa sta causando questa perdita massiccia di biodiversità? Dietro questa crisi si nascondono cause profonde, strettamente connesse alle attività umane: l’agricoltura intensiva, l’uso massiccio di pesticidi, la perdita di habitat e l’inquinamento atmosferico. Anche l’urbanizzazione e i cambiamenti climatici giocano un ruolo significativo, modificando gli ecosistemi in modi che rendono sempre più difficile la sopravvivenza di molte specie. Un declino silenzioso: il ruolo dell’agricoltura e dell’urbanizzazione Uno dei principali responsabili della scomparsa degli uccelli è il modello di agricoltura industriale adottato negli ultimi decenni. La crescente domanda di prodotti agricoli ha portato a una radicale trasformazione dei paesaggi rurali: prati e siepi, un tempo rifugi vitali per molte specie, sono stati eliminati per far spazio a monocolture sterili e prive di biodiversità. Inoltre, l’uso di pesticidi chimici ha avuto un impatto devastante sugli insetti, fonte primaria di nutrimento per numerose specie di uccelli insettivori. Tra i prodotti più dannosi spiccano i neonicotinoidi, sostanze altamente tossiche per gli insetti impollinatori e per gli uccelli che si nutrono di loro. Le città, che potrebbero rappresentare un rifugio alternativo per alcune specie, si stanno rivelando ambienti sempre più ostili. La progressiva cementificazione riduce gli spazi verdi, eliminando fonti di cibo e luoghi sicuri per la nidificazione. Anche l’inquinamento atmosferico ha un effetto nocivo sulla salute degli uccelli, compromettendo la loro capacità respiratoria e riproduttiva. Un ulteriore fattore di disturbo è rappresentato dall’illuminazione artificiale notturna, che interferisce con i cicli biologici di molte specie migratorie, disorientandole durante i loro spostamenti stagionali. Gli effetti della scomparsa degli uccelli sugli ecosistemi La progressiva riduzione della popolazione aviaria non è solo un problema per la biodiversità, ma ha conseguenze dirette sugli equilibri ecologici. Gli uccelli svolgono ruoli cruciali negli ecosistemi: alcuni contribuiscono al controllo biologico degli insetti nocivi, mentre altri, come le specie frugivore, sono fondamentali per la disseminazione dei semi e il mantenimento della vegetazione naturale. Il loro declino potrebbe quindi innescare effetti a cascata sulle catene alimentari, alterando la dinamica tra prede e predatori e mettendo a rischio la stabilità degli ecosistemi. La riduzione della biodiversità aviaria è anche un indicatore dello stato di salute dell’ambiente. Se gli uccelli scompaiono, significa che il loro habitat è sempre più degradato e inospitale. Questo segnale d’allarme dovrebbe spingerci a riflettere su come le nostre scelte economiche e produttive stiano impattando il pianeta. Cosa possiamo fare? Strategie di conservazione e possibili soluzioni Invertire questa tendenza richiede un approccio sistemico che coinvolga politiche ambientali, pratiche agricole più sostenibili e un maggiore impegno da parte della società civile. Una delle prime azioni da intraprendere è una riforma delle politiche agricole europee, incentivando pratiche meno impattanti per la biodiversità. L’agricoltura biologica, che evita l’uso di pesticidi chimici e favorisce la rotazione delle colture, potrebbe rappresentare un’alternativa sostenibile. Inoltre, sarebbe fondamentale ripristinare elementi naturali nei paesaggi agricoli, come siepi, boschetti e zone umide, che forniscono rifugio e risorse agli uccelli. Nelle aree urbane, invece, sarebbe necessario un maggiore impegno per la protezione degli spazi verdi e la riduzione dell’inquinamento atmosferico. Più alberi e meno cemento possono fare la differenza, così come un uso più attento dell’illuminazione notturna per non disturbare le rotte migratorie. Anche i cittadini possono contribuire, ad esempio installando mangiatoie e nidi artificiali nei giardini e sui balconi, offrendo così un piccolo aiuto alle specie in difficoltà. Conclusione: il futuro della biodiversità è nelle nostre mani La scomparsa degli uccelli in Europa non è solo una questione naturalistica, ma rappresenta un sintomo di un problema più ampio: il degrado degli ecosistemi causato dall’attività umana. Se vogliamo fermare questa tendenza, dobbiamo ripensare il nostro modo di produrre cibo, di costruire le nostre città e di interagire con la natura. La conservazione della biodiversità non è solo un dovere morale, ma una necessità per garantire un futuro sostenibile anche per l’uomo. Solo attraverso un impegno collettivo e politiche più attente potremo continuare a vedere e ascoltare il volo e il canto degli uccelli nei nostri paesaggi.ACQUISTA IL LIBRO© Riproduzione Vietata
SCOPRI DI PIU' L’arte con lo scarto dei rifiuti
L’arte con lo scarto dei rifiutiZehra Dogan un artista che con il “nulla” ha creato un’arte espressiva, coinvolgente e terapeuticadi Marco ArezioI rifiuti, gli scarti e i prodotti da riciclare diventano mezzi di espressione artistica per Zehra Dogan un artista che con il “nulla” ha creato un’arte espressiva, coinvolgente e terapeuticaPer un artista e per la sua arte, i materiali sotto forma di colori, matite, tele, fogli, materiali da plasmare ed attrezzature per lavorarli, sono il mezzo scontato per esprimersi attraverso il proprio talento. Ma Zehra Dogan, artista Curda di nazionalità Turca, non aveva i mezzi scontati dei pittori, ma aveva l’arte di creare l’arte, con qualsiasi cosa che poteva lasciare un segno sulla carta di giornale, sulla stoffa di magliette rotte, su lenzuola da buttare, su cartoni da imballo e su tante altre cose consumate e senza vita, adatte alla discarica. Se non disponeva dei supporti tradizionali per esprimersi, non disponeva nemmeno dei mezzi tradizionali per disegnare o dipingere, niente matite, pennelli, carboncini, colori, diluenti, spatole e tutto quello che serve ad un artista per creare la propria arte. Ma come ha fatto Zehra Dogan dal nulla a creare la sua arte, che è una medicina per le menti di chi guarda le sue opere? Il desiderio espressivo dirompente, in condizioni di prigionia nelle carceri Turche, ha permesso all’artista di creare opere utilizzando i propri capelli, i resti del te, la curcuma, le bucce della frutta, la cenere delle sigarette, il mestruo, i fondi del caffè, il limone e molte altre cose che trovava tra i rifiuti del carcere. Molte opere di Zehra riguardano le donne, tutte le donne che vivono in condizioni di scarsa libertà, di scarsa indipendenza e di scarsa considerazione, riportando al centro dell’attenzione un femminismo positivo, attraverso il tentativo di valorizzare la figura della donna nella famiglia e nella società, ad un livello paritetico, ma differente, rispetto all’uomo. Il superamento del sessismo nella vita quotidiana, nell’arte, nei media e nel lavoro, lo vive attraverso l’impegno artistico e giornalistico con la prospettiva di dare voce alle donne che non l’hanno.ACQUISTA IL LIBRO Nata a Diyarbakir, in Turchia, nel 1989, ha frequentato la facoltà di arte e Design di Dicle, ottenendo il diploma, trovandosi ad esprimere i concetti del suo femminismo attraverso l’arte e il giornalismo, con l’intento di contribuire a migliorare le condizioni delle donne in una società maschilista. Dopo la condanna a 2 anni e 9 mesi terminata nel 2019, Zehira, lascia la Turchia e si trasferisce a Londra dove espone alla Tate Modern. Categoria: notizie - plastica - economia circolare - arte - rifiuti
SCOPRI DI PIU'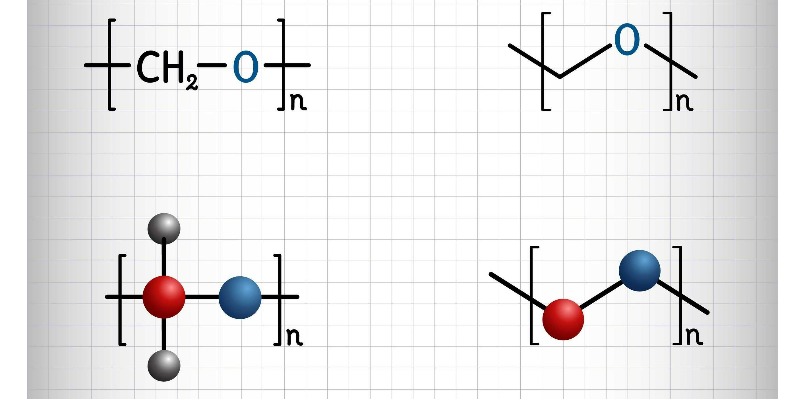 POM o Poliossimetilene Riciclato: Da Dove Viene e Cosa E’
POM o Poliossimetilene Riciclato: Da Dove Viene e Cosa E’La resina acetalica o paraformaldeide (POM) è un polimero riciclato con ottime caratteristiche tecnichedi Marco ArezioIl POM, chiamato comunemente resina alcetalica, è un polimero semicristallino che si forma durante la omo (POM – H) o copolimerizzazione (POM – R) della formaldeide. L’omopolimero POM, (CH2O)n, è tra le materie prime più rigide, anche in assenza di elementi di rinforzo, e ha un’ottima stabilità dimensionale. Il Poliossimetilene o POM, è costituito da un ponte di metilene e un atomo di ossigeno, che attribuiscono al polimero un’alta resistenza e un costo produttivo contenuto rispetto ad altri polimeri dalle simili caratteristiche meccaniche. Le caratteristiche principali del POM sono: • Buona resistenza all’abrasione • Buona resistenza alle alte temperature (fino a 150° e costanti fino a 110°) • Elevata durezza di superficie • Basso coefficiente di attrito • Buon isolamento elettrico e dielettrico • Bassa permeabilità alle sostanze organiche, ai gas e ai vapori • Bassa resistenti agli acidi forti (PH4) • Bassa resistenza agli agenti ossidanti • Bassa resistenza ai raggi UV se non additivato • Bassa igroscopicità • Non saldabile ad alta frequenza Lavorazione del POM (Poliossimetilene) Il polimero può essere normalmente trattato con i soliti sistemi di lavorazione degli altri materiali termoplastici, tuttavia lo stampaggio a iniezione è un sistema di trasformazione del POM molto usato. Le ricette polimeriche con alto peso molecolare portano, normalmente, ad una lavorazione con sistemi di estrusione, mentre quelle leggermente reticolate sono più adatte al soffiaggio. Un’accortezza durante le fasi di stampaggio è quella di preriscaldare gli stampi ad una temperatura tra i 60 e i 130 °C, in questo caso il ritiro di lavorazione si riduce da 3 all’1% con la diminuzione della temperatura dello stampo, e il post ritiro aumenta in proporzione. Campi di applicazione del POM (Poliossimetilene) In virtù delle sue caratteristiche prestazionali in merito alla tenacità e durezza, i prodotti realizzati con il polimero POM sono adatti alla sostituzione di parti metalliche di uso tecnico, come leve, cuscinetti, viti, rotismi, bobine, raccorderie di tubi, parti di macchine utensili e componenti per pompe. Compound e blend con il POM (Poliossimetilene) Il polimero si presta a miscele tecniche che possano aumentarne la resistenza e la durabilità, infatti è possibile additivarli con fibra di vetro, sferette di vetro o cariche minerali. Inoltre è possibile creare dei blend tra il POM e il gli elastomeri PUR, queste miscele permettono di aumentare la tenacità ma, nello stesso tempo, diminuire la rigidità e la resistenza, aggiungendo normalmente circa il 50% di elastomeri PUR. E’ possibile aumentare anche il comportamento all’attrito o allo scorrimento a secco aggiungendo cariche di MoS2, PFT, PE od oli di silicone. Invece, per aumentare la stabilità al calore e la conducibilità elettrica si può aggiungere al POM la polvere di alluminio o di bronzo. Come si ricicla il POM (Poliossimetilene) Gli scarti del POM possono essere di tipo industriale o da post consumo, sono comunque entrambi validi prodotti per poter essere riciclati ed impiegati in miscele tecniche. Gli scarti di tipo industriale, che godono di una pulizia maggiore in partenza, sono generalmente preselezionati e successivamente macinati, per poi essere utilizzati in miscela con il macinato da post consumo o con il POM vergine. Questo dipende sempre dal tipo di trasformazione del polimero che si deve fare e da tipo di prodotto finale, sia per quanto riguarda le caratteristiche fisico - meccaniche che per aspetto estetico. Gli scarti da post consumo, hanno bisogno di una maggiore attenzione in fase di riciclo, infatti potrebbe essere necessario, dopo la selezione, un’attenta valutazione sull’eventuale passaggio in un mulino magnetico, per togliere eventuali parti metalliche, ed un lavaggio per separare il POM da elementi non metallici. Categoria: notizie - tecnica - plastica - riciclo - POM
SCOPRI DI PIU' Come scegliere la smerigliatrice angolare adatta a te: guida tra prestazioni e sostenibilità
Come scegliere la smerigliatrice angolare adatta a te: guida tra prestazioni e sostenibilitàLe caratteristiche tecniche delle smerigliatrici, l’impatto ambientale dei marchi leader e l’analisi approfondita di alcuni modelli sul mercatodi Marco ArezioLe smerigliatrici angolari sono strumenti essenziali per una vasta gamma di applicazioni, dal fai da te ai progetti professionali più complessi. Non importa se sei un appassionato di bricolage o un artigiano esperto, l'acquisto di una smerigliatrice rappresenta un investimento importante, ed è fondamentale scegliere lo strumento più adatto alle tue esigenze. Ma come orientarsi in un mercato così vasto? Quali caratteristiche tecniche valutare? E soprattutto, quanto conta la sostenibilità in questo settore? Questa guida ti accompagnerà passo dopo passo nella scelta, partendo dalle specifiche tecniche da considerare e arrivando ad analizzare i modelli migliori, con un occhio di riguardo per l’impatto ambientale delle aziende produttrici. L’attenzione non sarà soltanto sulle prestazioni, ma anche sull’impegno di ciascun marchio per un futuro più verde, perché acquistare uno strumento di qualità significa anche fare una scelta consapevole per il pianeta. Cosa guardare prima di acquistare una smerigliatrice Non tutte le smerigliatrici sono uguali, e scegliere quella giusta significa analizzare attentamente alcune caratteristiche fondamentali. La potenza, il diametro del disco, l’alimentazione, la velocità, il peso e l’ergonomia sono tutti fattori da considerare per individuare lo strumento più adatto al lavoro che devi svolgere. Potenza La potenza è forse il primo elemento da valutare. Se hai bisogno di una smerigliatrice per piccoli lavori di bricolage o per tagliare materiali leggeri, una potenza inferiore ai 500 watt potrebbe essere sufficiente. Per lavori più impegnativi, come tagliare acciaio o cemento, sarà meglio optare per un modello con almeno 700-900 watt. I modelli sopra i 1.000 watt sono generalmente riservati agli usi professionali più intensivi. Diametro del disco Anche il diametro del disco gioca un ruolo cruciale. I dischi da 115 mm sono perfetti per lavori di precisione su superfici ridotte, mentre quelli da 125 mm offrono una maggiore profondità di taglio e sono adatti a materiali più spessi. Esistono dischi ancora più grandi, da 230 mm, ma sono generalmente utilizzati per lavori edilizi pesanti. Alimentazione Qui la scelta si divide tra i modelli a batteria e quelli a filo. Le smerigliatrici a batteria, come la Einhell TC-AG 18/115, garantiscono libertà di movimento e sono ideali per lavori in mobilità. Tuttavia, le prestazioni possono essere limitate dall’autonomia della batteria. Le smerigliatrici a filo, come la Makita GA4530R e la Bosch Professional GWS 880, assicurano una potenza costante e sono perfette per lavori intensivi, ma richiedono l’accesso a una presa elettrica. Ergonomia e sicurezza La comodità d’uso è un altro aspetto da non sottovalutare. Impugnature ergonomiche e sistemi di sicurezza, come l’avvio graduale (soft start) o il blocco del disco in caso di inceppamento, rendono l’utilizzo della smerigliatrice non solo più semplice, ma anche più sicuro. Durata e compatibilità Infine, verifica che la smerigliatrice sia costruita con materiali resistenti e che sia compatibile con una vasta gamma di dischi e accessori. Una smerigliatrice versatile e durevole rappresenta sempre un buon investimento. La sostenibilità nel mondo degli utensili elettrici Oggi, la sostenibilità è un fattore sempre più importante anche nel mondo degli utensili. Le aziende stanno adottando soluzioni innovative per ridurre l’impatto ambientale, sia nella produzione che nel ciclo di vita del prodotto. Einhell e la modularità delle batterie Einhell è uno dei marchi più impegnati in questo senso. Grazie al sistema Power X-Change, le batterie sono intercambiabili tra diversi utensili della stessa gamma, riducendo significativamente la produzione e lo smaltimento di batterie. L'azienda utilizza inoltre imballaggi riciclati e investe in processi produttivi a basse emissioni. Makita e il riciclo degli utensili Makita ha implementato programmi di riciclo per gli utensili a fine vita, garantendo che vengano smaltiti o riutilizzati in modo sicuro. Inoltre, molti dei loro stabilimenti produttivi sono alimentati da fonti di energia rinnovabile, e l’azienda punta a ridurre l’impiego di materiali nocivi. Bosch e la neutralità climatica Bosch ha raggiunto la neutralità climatica in tutti i suoi siti produttivi dal 2020. Oltre a utilizzare materiali riciclati nella produzione di alcune componenti, l’azienda si impegna a prolungare la durata dei suoi utensili attraverso un servizio di riparazione efficiente. Analisi di tre modelli Einhell TC-AG 18/115 Li-Solo Power X-Change Se cerchi portabilità e versatilità, questo modello è perfetto. Leggera e maneggevole, è ideale per piccoli lavori di manutenzione e bricolage. La possibilità di utilizzare la stessa batteria su altri utensili Einhell riduce l’impatto ambientale e i costi complessivi. Tuttavia, essendo a batteria, non è pensata per lavori intensivi o prolungati. Makita GA4530R Un modello a filo compatto e affidabile, perfetto per artigiani e hobbisti. Con una potenza di 720 watt e un design ergonomico, è una scelta solida per lavori di media intensità, come il taglio di metallo o la levigatura di piastrelle. Grazie alla costruzione robusta, questo strumento può durare molti anni, riducendo la necessità di sostituzioni frequenti. Bosch Professional GWS 880 La scelta ideale per i professionisti. Potente, resistente e affidabile, questo modello con un disco da 125 mm può affrontare anche i lavori più impegnativi. Bosch si impegna anche nella sostenibilità, utilizzando materiali riciclati e promuovendo la riparabilità dei suoi utensili. Conclusioni La scelta della smerigliatrice angolare giusta dipende dalle tue necessità specifiche. Se hai bisogno di uno strumento per piccoli lavori domestici, la Einhell TC-AG 18/115 potrebbe essere perfetta. Se invece cerchi un modello potente ma compatto, la Makita GA4530R offre un ottimo equilibrio tra prestazioni e maneggevolezza. Per i lavori più pesanti, la Bosch Professional GWS 880 rappresenta la soluzione ideale. Oltre alle prestazioni, non dimenticare l’importanza della sostenibilità. Scegliere un marchio che si impegna per ridurre l’impatto ambientale significa fare un passo in più verso un futuro più responsabile, senza rinunciare alla qualità e alla durata del prodotto.© Riproduzione Vietata
SCOPRI DI PIU' 1572 Carnevale di Sangue. Capitolo 14. Il silenzio di Calle della Pietà
1572 Carnevale di Sangue. Capitolo 14. Il silenzio di Calle della PietàTra l’attesa di un amore proibito e le trame oscure della Serenissima, due destini si intrecciano nella Venezia del Seicento, tra passione, inganno e un patto di sangue che cambierà ogni cosaOttobre 2026di Marco Arezio. Una vita lavorativa spesa nelle direzioni commerciali e marketing di aziende internazionali del settore del riciclo e dell'ambiente, si appassiona alla scrittura fin da giovane. Amante della storia, dell'ambiente e della slowlife, pubblica i suoi romanzi gialli e saggi su Amazon.Racconti. 1572 Carnevale di Sangue. Capitolo 14. Il silenzio di Calle della PietàLorenzo camminava avanti e indietro nella stanza, le mani intrecciate dietro la schiena, lo sguardo fisso sulle fiamme del camino che andavano affievolendosi. Aveva ravvivato il fuoco già tre volte, gettandovi dentro ciocchi di legno e frammenti di bricchetti profumati di resina, ma la luce danzante non bastava a scaldargli il cuore. L’attesa, lunga e immobile, era diventata un tormento. La piccola casa di Calle della Pietà, che di solito gli dava conforto con il profumo di carta, cera e legno di ciliegio, ora gli sembrava una cella.Fuori, Venezia taceva. Solo il lento sciabordio dell’acqua contro i pali del canale e il cigolio di una gondola lontana rompevano il silenzio. Sul tavolo, accanto alla finestra, la candela si consumava lenta, piegando la fiamma come un fiore stanco. Ogni minuto che passava sembrava dilatarsi, e la voce del vento che filtrava dalle fessure dei vetri soffiava come un sospiro inquieto. Elisabetta avrebbe dovuto arrivare da un pezzo. Era passata un’ora, poi due, poi tre. La notte si era fatta profonda, e le ombre avevano avvolto le pareti della stanza. Lorenzo guardava la porta come se potesse aprirsi da un momento all’altro. Ogni rumore nel calle, ogni passo, ogni scricchiolio gli faceva voltare il capo di scatto. “Dove sei, Elisabetta?” mormorò tra sé, accostandosi alla finestra.....Acquista il libro
SCOPRI DI PIU' L’economia circolare bussa in ufficio
L’economia circolare bussa in ufficioSedie, tavoli, armadi, lampade, scaffali in plastica, legno, metallo, sughero tutti riciclati di Marco ArezioIn Ufficio ha bussato da tempo l’economia circolare, sotto forma di progettazione e costruzione di collezioni di arredo per l’ufficio e la casa, che siano pienamente in linea con il rispetto dell’ambiente e il riciclo dei rifiuti che produciamo. Le collezioni di arredamento per gli uffici erano sempre partite dall’utilizzo di materiali vergini, sia in plastica, che in metallo, che in legno che in altri materiali, senza preoccuparsi dell’impatto che queste materie prime avevano sull’ambiente, in fase di produzione, né cosa succedesse al termine del loro ciclo di vita come rifiuto. Le cose negli ultimi anni sono molto cambiate e i clienti che vogliono comprare sedie, tavoli, lampade, scaffali, pareti fonoassorbenti e altri accessori, sono attenti a ricercare prodotti che siano ecologicamente sostenibili. Preso atto di queste richieste del mercato, i progettisti e l’industria del settore dei mobili hanno cambiato la loro mentalità progettuale e produttiva, mettendo le materie prime riciclate al centro dei loro progetti. L’inizio è sicuramente stato un po’ timido, in quanto i produttori hanno iniziato a sostituire, per esempio in alcune sedie, le strutture interne degli schienali e delle sedute, stando ben attenti a inglobare, quasi nascondere, le parti riciclate alla vista dei clienti. Dichiaravano che i prodotti erano fatti con l’ausilio di parti in materie plastiche riciclate, ma avevano paura che l’abbinamento del loro prodotto ad una materia prima riciclata potesse sminuirne la forza commerciale o la qualità del marchio. Successivamente la richiesta da parte del mercato di componenti riciclati si è fatta sempre più forte, spingendo così i designers a firmare collezioni con espressa evidenza contribuiva dei prodotti riciclati. Si sono adottati quindi plastiche provenienti dal post consumo per i pezzi non estetici, come il PP, l’HDPE e i mix PP/PE, mentre per le parti estetiche si è optato per le plastiche provenienti dagli scarti post industriali come l’ABS, il PA 6 e 66, il PS, il PC e il PP. Una gamma di prodotti che possono soddisfare in pieno le esigenze dei clienti in termini di robustezza, qualità estetica e rispetto per l’ambiente, in un’ottica di economia circolare. Mentre i compounds realizzati con le plastiche da post consumo non si prestano in modo spinto alla variazione delle performance tecniche, come l’MFI, il Modulo, l’Izod e le colorazioni chiare, i compounds realizzati con gli scarti post industriali possono replicare facilmente le esigenze tecniche ed estetiche ottenute con le materie prime vergini. Queste tipologie di plastiche riciclate possono provenire dalla raccolta differenziata domestica, dalla pulizia della plastica presente negli oceani o nei fiumi e dagli scarti delle lavorazioni industriali, potendole utilizzare anche nella costruzione, non solo di sedie, ma anche di scrivanie, tavoli, lampade, scaffali, archivi e pannelli divisori isolanti. Nell’ottica dell’economia circolare, non esiste solo la plastica riciclata come elemento costruttivo per l’arredo dell’ufficio, ma anche il legno, specialmente quello naturalmente caduto o frutto di una coltivazione a ciclo continuo, oppure il metallo che proviene dalla raccolta dei rifiuti ferrosi e non ferrosi rimessi in circolo e il sughero. I designers ci hanno abituato anche a sfide estreme, come il progetto realizzato dall’architetto Danese NikolajThrane Carlsen che ha progettato e fatto costruire sedie di arredo e da ufficio, attraverso l’uso delle alghe del mare. Oppure il progetto dell’architetto Islandese Solvi Kristjansson che ha progettato una sedia utilizzando sughero e alluminio rigorosamente riciclato.Categoria: notizie - plastica - economia circolare - riciclo - rifiuti - arredamentoVedi il prodotto finitoVedi maggiori informazioni sul riciclo
SCOPRI DI PIU'