




 Polimeri Fluorurati: Proprietà, Produzione, Utilizzi e Soluzioni per il Riciclo
Polimeri Fluorurati: Proprietà, Produzione, Utilizzi e Soluzioni per il RicicloScopri tutto sui polimeri fluorurati: cosa sono, come vengono prodotti, le loro caratteristiche uniche, le applicazioni in diversi settori e le sfide legate al riciclo sostenibiledi Marco ArezioI polimeri fluorurati rappresentano una famiglia di materiali straordinariamente performanti, capaci di resistere alle condizioni più estreme senza comprometterne le proprietà. Questa categoria di polimeri si distingue per l’inclusione di atomi di fluoro nella loro struttura molecolare, una caratteristica che ne determina le eccezionali proprietà chimiche e fisiche. Tra i polimeri più noti, è sufficiente menzionare il politetrafluoroetilene (PTFE, meglio conosciuto come Teflon) e il polivinilidene fluoruro (PVDF), ampiamente utilizzati in applicazioni industriali, scientifiche e tecnologiche. La loro produzione e il loro utilizzo, tuttavia, comportano anche sfide rilevanti, in particolare per quanto riguarda il loro riciclo e la gestione a fine vita, questioni cruciali nell’ottica di una transizione verso un’economia circolare più sostenibile. I polimeri fluorurati: una panoramica generale I polimeri fluorurati sono materiali sintetici in cui gli atomi di fluoro sono legati ai carboni della catena polimerica. La presenza del fluoro conferisce a questi polimeri una straordinaria stabilità chimica e una inerzia reattiva che li rende virtualmente immuni alla maggior parte degli agenti chimici, termici e ambientali. Queste caratteristiche li rendono ideali per applicazioni in contesti particolarmente aggressivi, dove altri materiali fallirebbero. Tra i principali polimeri fluorurati, troviamo: PTFE (Politetrafluoroetilene): noto commercialmente come Teflon, è famoso per la sua antiaderenza e la capacità di resistere a temperature estreme, oltre a essere uno dei materiali più inerti conosciuti. PVDF (Polivinilidene fluoruro): è apprezzato per la resistenza chimica e le proprietà meccaniche, risultando un ottimo compromesso tra lavorabilità e prestazioni. FEP (Etilene-propilene fluorurato): simile al PTFE, ma con maggiore flessibilità e una leggera trasparenza. ETFE (Etilentetrafluoroetilene): conosciuto per la combinazione di resistenza, leggerezza e trasparenza, trova ampio uso nelle coperture architettoniche innovative. PFA (Perfluoroalcossi): ideale per applicazioni in ambienti estremi grazie alla resistenza termica e chimica. Il processo di produzione dei polimeri fluorurati La sintesi dei polimeri fluorurati è un processo complesso che richiede tecnologie avanzate e controlli rigorosi. Uno dei metodi più utilizzati è la polimerizzazione in sospensione, impiegata, ad esempio, per la produzione del PTFE. In questo processo, il monomero di base, il tetrafluoroetilene (TFE), viene sottoposto a reazione in una soluzione acquosa con l’ausilio di agenti iniziatori che ne favoriscono la polimerizzazione. Il risultato è un polimero ad alto peso molecolare, estremamente cristallino e resistente. Accanto alla sospensione, troviamo la polimerizzazione emulsionata, utilizzata per produrre altri polimeri come il PVDF e il FEP. Qui, il monomero viene disperso finemente in acqua, grazie a tensioattivi che stabilizzano l’emulsione e permettono una reazione più controllata. In altri casi, come per l’ETFE, si utilizza la polimerizzazione in fase gassosa, un processo particolarmente efficiente ma complesso dal punto di vista industriale. La produzione di questi materiali, sebbene essenziale per l’industria, è notoriamente costosa e presenta criticità ambientali, in quanto richiede sostanze come il fluoruro di idrogeno (HF), altamente corrosivo e pericoloso. Caratteristiche distintive dei polimeri fluorurati Ciò che rende i polimeri fluorurati così preziosi in ambito industriale è l’insieme delle loro proprietà uniche, difficilmente replicabili con altri materiali. Queste includono: Elevata resistenza chimica: i polimeri fluorurati sono praticamente inattaccabili dalla maggior parte degli acidi, basi e solventi, il che li rende ideali per ambienti corrosivi. Stabilità termica: possono sopportare temperature molto elevate senza degradarsi, mantenendo le loro proprietà meccaniche e strutturali. Basso coefficiente di attrito: questa caratteristica, particolarmente evidente nel PTFE, li rende estremamente antiaderenti. Ottime proprietà dielettriche: sono eccellenti isolanti elettrici, motivo per cui trovano applicazione in cavi e dispositivi elettronici. Idrofobicità: respingono acqua e contaminanti, mantenendo le superfici pulite e prive di residui. Queste proprietà li rendono materiali indispensabili in contesti tecnologicamente avanzati. Le applicazioni dei polimeri fluorurati Grazie alle loro caratteristiche, i polimeri fluorurati sono utilizzati in numerosi settori: Industria chimica: rivestimenti anti-corrosione per serbatoi, valvole e tubazioni esposte ad agenti aggressivi. Aerospazio e difesa: componenti leggeri e resistenti al calore utilizzati nei velivoli e nelle missioni spaziali. Elettronica: isolamento di cavi elettrici, circuiti stampati e componenti per semiconduttori. Industria alimentare: il PTFE è il materiale di riferimento per le superfici antiaderenti di pentole e utensili da cucina. Settore medico: rivestimenti per dispositivi biocompatibili, come cateteri e protesi. Architettura: l’ETFE è celebre per l’uso in strutture architettoniche innovative, grazie alla sua trasparenza e resistenza. Le sfide del riciclo: il problema della sostenibilità Nonostante i numerosi vantaggi, i polimeri fluorurati presentano una grande criticità: la difficoltà di riciclo. La loro stabilità chimica, che li rende tanto utili, li rende altrettanto difficili da smaltire e riutilizzare. Tecniche di riciclo esistenti Riciclo meccanico: consiste nella riduzione in polvere del materiale usato, che può essere riutilizzato come additivo o per produrre nuovi materiali compositi. Questa tecnica è applicabile soprattutto al PTFE. Riciclo chimico: processi come la pirolisi permettono di degradare i polimeri e recuperare monomeri di base come il tetrafluoroetilene. Tuttavia, richiedono alte temperature e costi elevati. Incenerimento controllato: permette di recuperare energia, ma deve essere effettuato in impianti specializzati per evitare l’emissione di sostanze tossiche, come i PFAS e il fluoruro di idrogeno. La complessità del riciclo impone una riflessione sul ciclo di vita dei polimeri fluorurati. L’ottimizzazione dei processi produttivi e il riutilizzo degli scarti di lavorazione rappresentano strategie efficaci per ridurre l’impatto ambientale. Conclusioni I polimeri fluorurati sono materiali di straordinaria utilità che hanno trovato applicazione in settori essenziali dell’economia globale. Tuttavia, la loro produzione e la difficoltà di smaltimento rappresentano sfide significative. In un contesto sempre più orientato alla sostenibilità e all’economia circolare, è fondamentale investire in tecnologie che consentano un riciclo più efficiente e una riduzione dell’impatto ambientale. La ricerca, in questo ambito, è essenziale per garantire che l’utilizzo di questi materiali possa continuare a rispondere alle esigenze del presente senza compromettere il futuro.© Riproduzione Vietata
SCOPRI DI PIU' Aggregati artificiali siderurgici nei polimeri: quando possono sostituire carbonato di calcio e talco nei compound plastici
Aggregati artificiali siderurgici nei polimeri: quando possono sostituire carbonato di calcio e talco nei compound plasticiScorie nere ferro-calciche e filler calcio-alluminati grigio chiaro: analisi tecnica, limiti di processo e applicazioni realistiche delle cariche artificiali industriali nelle miscele polimericheAutore: Marco Arezio. Esperto in economia circolare, riciclo dei polimeri e processi industriali delle materie plastiche. Fondatore della piattaforma rMIX, dedicata alla valorizzazione dei materiali riciclati e allo sviluppo di filiere sostenibili.Data: 15 aprile 2026 Tempo di lettura: 19 minuti Perché le cariche artificiali siderurgiche meritano attenzione nel compounding Nel compounding plastico, chi continua a guardare le cariche come semplici strumenti per abbassare il costo formula sta leggendo il mercato con categorie ormai superate. Oggi una carica deve essere giudicata su quattro piani insieme: disponibilità industriale, costanza qualitativa, effetto sulle prestazioni e contributo alla sostenibilità della filiera. Le scorie siderurgiche fini o micronizzate entrano in questo spazio perché mettono a disposizione una famiglia di filler a base ossidica che non deriva da escavazione primaria, ma da un processo industriale già esistente, e che può modificare in modo sensibile rigidità, durezza, comportamento reologico, massa del compound e, in alcuni casi, perfino la risposta termica del manufatto. La letteratura di revisione sugli industrial-waste-filled polymer composites conferma che questi materiali non vanno più considerati soltanto come riempitivi di ripiego, ma come possibili filler funzionali, a patto che siano stabilizzati, ben caratterizzati e progettati per la matrice in cui entrano. I vantaggi circolari e ambientali delle cariche artificiali rispetto a quelle naturali Quando confronto una carica artificiale di origine siderurgica con una carica naturale come carbonato di calcio, talco o altre farine minerali da cava, non mi fermo mai al solo tema del prezzo o della prestazione meccanica. Il punto decisivo è un altro: la carica artificiale nasce da una materia che esiste già perché è stata generata da un altro processo industriale, mentre la carica naturale richiede quasi sempre una nuova estrazione, una nuova movimentazione, una nuova macinazione e una nuova logistica dedicate. È qui che si apre il vero vantaggio circolare. Nel caso degli aggregati artificiali qui considerati, il produttore dichiara con chiarezza una logica di economia circolare basata sul recupero di materiali derivati dai processi siderurgici, trasformati in by-product concentrati e stabili, con l’obiettivo di riportare gli scarti nel ciclo economico con caratteristiche ambientali e geotecniche migliorative rispetto al prodotto naturale. Il primo vantaggio ambientale, quindi, è la riduzione del prelievo di risorse vergini. Ogni tonnellata di carica artificiale che sostituisce una quota equivalente di filler naturale riduce, almeno in linea di principio, la pressione su cave di calcare, marna, dolomia o talco. Questo aspetto non va banalizzato. L’estrazione mineraria per la produzione di filler comporta consumo di suolo, trasformazione del paesaggio, movimentazione di grandi volumi, uso di mezzi pesanti, polveri, energia per frantumazione e macinazione e, in molti casi, gestione di sterili o materiali di scarto. Quando invece si valorizza una scoria già prodotta dalla filiera metallurgica, la materia prima non viene cercata nel sottosuolo: viene recuperata, selezionata, stabilizzata e reindirizzata verso un uso ad alto valore. È esattamente questo il passaggio che rende la carica artificiale più coerente con una logica di simbiosi industriale. Lo stesso produttore afferma che questi filler, in quanto derivati da lavorazioni precedenti, non consumano risorse naturali ma valorizzano scarti di produzione. Il secondo vantaggio è la trasformazione di un residuo industriale in materia tecnica. Questo aspetto è centrale perché distingue il semplice smaltimento dalla valorizzazione vera. Una carica artificiale non è ambientalmente interessante solo perché “riciclata”, ma perché viene portata a uno stato di qualità tale da poter sostituire, in specifiche applicazioni, una materia prima primaria. Nel caso dei materiali qui analizzati, la filiera dichiarata non si limita a raccogliere una scoria: la raffredda, la seleziona, la deferrizza quando necessario, la classifica per granulometria e la propone in forme grossolane o micronizzate. Questo significa che il vantaggio ambientale non è solo nel fatto che il materiale non va in discarica, ma nel fatto che viene reinserito nel mercato come prodotto funzionale, con specifiche, impieghi e in alcuni casi certificazioni di prodotto. Dal punto di vista della circolarità industriale, questa è la differenza che conta davvero. Il terzo vantaggio è la riduzione del carico ambientale associato alla filiera dei leganti e dei filler tradizionali, soprattutto quando la carica artificiale entra in sistemi dove può ridurre il consumo di cemento, calce o altre materie ottenute con processi ad alta intensità energetica. Qui il quadro è particolarmente interessante. Il catalogo tecnico dichiara che il costo del filler è inferiore a quello di produzione del cemento, perché evita parte degli oneri connessi all’estrazione di argilla e calcare e alla loro cottura, e aggiunge che il filler può ridurre la quantità di cemento presente nel calcestruzzo o nella malta. La scheda della carica calcio-alluminata grigio chiaro afferma inoltre in modo esplicito che il materiale è impiegabile in clinkerizzazione con abbattimento delle emissioni di CO2 e che altri impieghi sono alternativi alla calce vergine quando il valore aggiunto ricercato è il ridotto impatto ambientale. Queste indicazioni riguardano in primo luogo i sistemi cementizi, ma il principio industriale è lo stesso che interessa anche il mondo dei polimeri: sostituire una quota di materia primaria con una materia seconda funzionale significa spostare il bilancio ambientale della formulazione in una direzione più favorevole. Il quarto vantaggio è la maggiore coerenza con la gerarchia europea della gestione delle risorse. Una carica naturale vergine ha una filiera lineare: si estrae, si lavora, si consuma. Una carica artificiale ottenuta da residui siderurgici ha invece una filiera che, almeno potenzialmente, prolunga il valore di una materia già entrata nel sistema economico. Questo non significa che ogni scoria sia automaticamente “verde”. Significa però che, quando il materiale è tecnicamente stabile, normativamente gestibile e industrialmente utilizzabile, il suo impiego è molto più vicino a una logica di upgrading di materia che non a una logica estrattiva lineare. Nel catalogo tecnico questo concetto è espresso senza ambiguità: i by-product vengono presentati come risorse, inserite in un circolo virtuoso che favorisce la sostenibilità in un mondo di risorse finite. È un’affermazione di taglio industriale, non retorico, e coglie il punto reale del tema. C’è poi un quinto vantaggio, spesso trascurato, che riguarda la territorialità delle filiere. Le cariche naturali non sono tutte locali. Molte formulazioni dipendono da filler che viaggiano per centinaia di chilometri, talvolta da altri Paesi, prima di arrivare all’impianto di compounding o al sito di produzione. Una carica artificiale generata e trattata in prossimità di un polo siderurgico può invece contribuire a creare filiere più corte, più integrate e più leggibili dal punto di vista ambientale. Questo aspetto non si vede in una singola scheda tecnica, ma nella logica complessiva del sistema: la materia nasce come residuo in un impianto industriale, viene qualificata nello stesso ecosistema produttivo e può essere ridestinata a mercati vicini, riducendo il peso della componente estrattiva e, in molti casi, anche quello della logistica lunga. Esiste poi un sesto vantaggio che considero molto importante: la carica artificiale spinge il mercato a valutare la materia per funzione e non per origine. Questo cambio culturale ha una ricaduta ambientale profonda. Finché il mercato ragiona solo in termini di “materiale naturale uguale qualità, materiale secondario uguale compromesso”, la circolarità resta marginale. Quando invece una scoria trattata entra in una formula perché offre rigidità, massa, durezza, colore tecnico o risposta reologica utili, il residuo smette di essere percepito come un problema e diventa una risorsa progettuale. In quel momento l’economia circolare smette di essere solo un argomento etico e diventa una pratica industriale misurabile. Nel caso specifico delle cariche qui analizzate, gli elementi per sostenere questo giudizio ci sono. La filiera è basata su rottami selezionati e riciclati, una trasformazione dei residui in by-product stabili, una prospettiva esplicita di economia circolare, la disponibilità di marcature CE, EPD e certificazioni di sistema come EMAS, ISO 14001 e ISO 9001, oltre alla possibilità di impieghi in settori che vanno dal calcestruzzo ai geopolimeri, fino alle versioni fini per applicazioni più specialistiche. Questi elementi non bastano, da soli, a concludere che ogni applicazione nei polimeri sia automaticamente sostenibile; bastano però a sostenere una tesi forte e corretta: rispetto alle cariche naturali, le cariche artificiali siderurgiche offrono un vantaggio circolare strutturale perché valorizzano una materia già esistente, riducono il ricorso all’estrazione primaria e aprono la strada a formulazioni più coerenti con una manifattura a minore consumo di risorse vergini. Per questo, nel mio giudizio tecnico, il vero vantaggio ambientale di queste cariche non è solo nel fatto che siano “riciclate”. Il vero vantaggio è che trasformano la scoria da costo ambientale potenziale a risorsa industriale utile, spostando il baricentro della formulazione dalla logica estrattiva alla logica del riuso qualificato. Ed è esattamente questo il punto in cui la circolarità smette di essere uno slogan e diventa industria. Le due famiglie che contano davvero: ferro-calciche scure e calcio-alluminate chiare Quando si parla di scorie nei polimeri, la prima cosa da fare è separare materiali che industrialmente non si comportano allo stesso modo. La variante ferro-calcica grigio scuro presenta una composizione tipica con SiO2 12-15%, CaO 30-35%, MgO 6-10%, Al2O3 7-9% e ossidi di ferro 31-36%, è dichiarata non solubile in acqua distillata a 20 °C e ha una gravità specifica nell’ordine di 3,6-3,7 t/m³. Questo profilo la colloca con chiarezza tra le cariche ossidiche pesanti, dure, adatte a compound tecnici dove contano rigidità, massa e resistenza meccanica più della resa cromatica. La variante grigio chiaro, invece, ha un profilo nettamente diverso: CaO 45-60%, Al2O3 20-25%, MgO 5-9%, SiO2 2-5%, FeO 1-2% e somma dei metalli pesanti inferiore all’1%. Questa chimica la avvicina alla famiglia dei calcio-alluminati di recupero e la rende, sul piano cromatico, molto più gestibile rispetto a una scoria nera ferrifera. Ma proprio qui sta il punto tecnico: il vantaggio di colore non la trasforma in una carica inerte equivalente a un carbonato di calcio standard. Resta un sistema più reattivo, più alcalino e più delicato sotto il profilo dell’interazione superficiale con additivi, umidità e matrice. Perché non ha senso parlare di sostituzione automatica di CaCO3 e talco Carbonato di calcio e talco sono filler con una storia industriale lunga, codificata e ripetibile. Il loro successo non dipende solo dal prezzo, ma dalla prevedibilità: granulometrie stabili, superfici trattabili, risposta nota nelle poliolefine, nel PVC, negli elastomeri e nelle formulazioni caricate. Le cariche siderurgiche artificiali appartengono a un’altra categoria. Hanno densità generalmente più elevate, cromia meno neutra, durezza spesso maggiore e una superficie chimicamente più complessa. Per questo non ha alcun senso tecnico descriverle come sostituti “diretti” del CaCO3 o del talco in modo generalizzato. Ha invece senso valutarle come filler tecnici che, in certe formule, possono prendere il posto di una quota di carica tradizionale cambiando però il profilo del compound. In pratica, quando una carica artificiale siderurgica entra in una matrice polimerica, cambiano almeno cinque cose insieme: il peso specifico del compound, la sua tonalità, l’usura potenziale dell’impianto, la reologia della massa fusa o della mescola e la qualità dell’interfaccia filler-polimero. Questo significa che la domanda corretta non è “può sostituire il carbonato di calcio?”, ma “in quale sistema formula-processo-applicazione questa carica costruisce un vantaggio tecnico o ambientale credibile rispetto al filler convenzionale?”. È una differenza di impostazione fondamentale, perché separa il linguaggio commerciale dalla formulazione seria. Cosa insegna il polipropilene sulle scorie come filler funzionali Il polipropilene è oggi la matrice che permette di leggere meglio il potenziale reale delle scorie come filler funzionali. Il lavoro di Gobetti e coautori sull’impiego di scoria EAF in diverse matrici polimeriche mostra che, nel PP, l’introduzione del filler porta a un aumento del modulo a trazione e della tensione di snervamento, mentre l’allungamento a rottura si riduce, come accade nei sistemi irrigiditi da carica minerale. Il punto più interessante non è solo l’aumento di rigidità, ma il fatto che gli autori giudicano il comportamento del filler comparabile a quello di cariche tradizionali come talco e carbonato di calcio, pur dentro una diversa identità formulativa. Inoltre, lo stesso studio richiama con forza il tema della lisciviazione e del controllo degli elementi potenzialmente indesiderati, chiarendo che il riuso serio della scoria richiede verifica ambientale oltre che meccanica. La tesi di Mostafa sulla loppa d’altoforno come filler funzionale nel PP va ancora più a fondo e, a mio avviso, coglie il punto strategico della questione. La BFS non viene presentata come una carica economica che imita il carbonato di calcio, ma come un filler che, se correttamente calibrato, può modificare in modo utile il profilo struttura-proprietà del PP. La ricerca mostra che, quando la loppa è opportunamente tailored, può influenzare reologia, proprietà termiche e prestazioni meccaniche del polipropilene ben oltre il semplice effetto riempitivo. Ancora più significativo è il dato riportato sulla BFS modificata e compoundata con bivite: la deformazione a rottura del PP supera il 350%, mentre rispetto a un compound commerciale mineral-filled per finiture interne si raggiungono livelli di duttilità molto più elevati con rigidezza e tenacità comparabili. Questo è esattamente il punto che nel dibattito industriale spesso sfugge: una scoria non è interessante solo se copia un filler tradizionale; è interessante se permette di progettare un compound diverso e utile. Gli elastomeri sono oggi il terreno più convincente Se nei termoplastici la prudenza resta necessaria, negli elastomeri il quadro è molto più concreto. L’articolo pubblicato su JOM sull’impiego della scoria EAF in NBR mostra che il filler accelera la cinetica di reticolazione, riduce il tempo ciclo, aumenta durezza e modulo a compressione e mantiene il compression set entro valori considerati accettabili per impieghi reali, pur con la normale riduzione della capacità di recupero elastico al crescere del contenuto di scoria. Un altro elemento di grande importanza è che la matrice polimerica riduce in modo significativo la lisciviazione della scoria incorporata, aspetto cruciale quando si ragiona in termini di riuso industriale sicuro. Ancora più rilevante, rispetto al confronto con il carbonato di calcio, è il lavoro del 2023 sulla white steel slag da ladle furnace in mescole NBR. Qui il confronto non è teorico ma diretto: una formulazione NBR standard caricata con CaCO3 viene messa a confronto con una formulazione contenente il 10% in volume di LF slag. La pubblicazione dichiara che il comportamento meccanico del sistema caricato con scoria è equivalente a quello del sistema con carbonato di calcio e inquadra il risultato come esempio concreto di simbiosi industriale. Questo è uno dei pochi casi in cui, senza forzature, si può parlare di vera sostituzione di una carica convenzionale da parte di una carica artificiale siderurgica in una formula definita. Il vantaggio del grigio chiaro e i suoi limiti chimici La disponibilità di una versione grigio chiaro cambia molto il discorso applicativo. Una scoria ferrifera scura, per quanto valida sul piano meccanico, resta quasi sempre confinata a compound neri, grigi, marroni scuri o pigmentati in modo coprente. Un filler calcio-alluminato chiaro apre invece la porta a formulazioni più gestibili nei toni pietra, cemento, grigio chiaro e tortora, e in generale a tutti quei compound tecnici in cui il nero non sarebbe accettabile. Questo non è un dettaglio secondario: nel compounding il colore è spesso il primo ostacolo che ferma l’adozione di un filler alternativo, prima ancora della meccanica. Detto questo, non commetterei mai l’errore di presentare una carica calcio-alluminata chiara come un equivalente del carbonato bianco. La sua composizione ricca di CaO e Al2O3 la rende molto più interessante, ma anche più delicata. La letteratura sulle ladle furnace slag e sui sistemi derivati richiama infatti la necessità di controllare reattività residua, stabilità volumetrica, umidità e maturazione delle fasi più sensibili. Per questo, se l’obiettivo è l’impiego in PP, PE, PVC o TPE, la validazione deve essere molto rigorosa: essiccazione, pH superficiale, eventuale trattamento, compatibilità con gli additivi e stabilità nel tempo non sono dettagli, ma precondizioni. Il nodo decisivo: interfaccia, granulometria e trattamento superficiale Nessuna carica industriale nuova entra davvero nel mercato dei polimeri se non supera la prova dell’interfaccia. La chimica generale conta, ma conta ancora di più il modo in cui la particella si disperde, aderisce, scorre e interagisce con la matrice. Per questo considero indispensabili almeno sette verifiche prima di prendere sul serio una carica artificiale siderurgica in un compound plastico: curva granulometrica completa con d10, d50 e d90; umidità residua e protocollo di essiccazione; analisi chimica completa con metalli in tracce; pH e alcalinità superficiale; contenuto di magnetici residui; superficie specifica e assorbimento olio; prove pilota di compounding con eventuali compatibilizzanti come PP-g-MA, silani, titanati o rivestimenti superficiali. La letteratura sul PP con BFS e quella sugli elastomeri caricati con scorie converge su un punto: quando l’interfaccia è ben progettata, la scoria smette di essere un sottoprodotto disperso male e diventa un filler funzionale. Il profilo del fornitore e la maturità industriale dell’offerta Il profilo pubblicato su rMIX aiuta a leggere il passaggio dalla teoria alla pratica industriale. L’offerta riguarda aggregati sintetici riciclati ottenuti dalla frantumazione e vagliatura della scoria da arco elettrico, destinati a sottofondi, massicciate, calcestruzzi e asfalti. La descrizione insiste su alcuni punti che considero molto rilevanti anche per chi guarda al futuro impiego nei polimeri: granulometrie differenziate, forma controllata del granulo, assenza di silice libera, certificazioni CE, schede tecniche chiare e disponibilità di consulenza tecnica per applicazioni su misura. In altre parole, il materiale non viene proposto come semplice recupero di un residuo, ma come prodotto industriale già organizzato secondo logiche di prestazione, documentazione e supporto applicativo..Dove queste cariche hanno più senso e dove invece no Le cariche artificiali siderurgiche hanno oggi il loro spazio più credibile nei compound tecnici, non in quelli generalisti o estetici. Le vedo con senso industriale in PP e PE per manufatti rigidi, pannelli, supporti, articoli da edilizia plastica, componenti per infrastrutture, basi, distanziatori, sistemi zavorrati, articoli stampati scuri o grigi, resine tecniche e, soprattutto, elastomeri dove durezza, modulo e resistenza compressiva contano più della brillantezza cromatica. In queste applicazioni la maggiore densità, il colore meno neutro e la natura ossidica della carica possono essere accettati o addirittura diventare parte del valore tecnico del prodotto finale. Le vedo invece molto meno credibili in packaging chiaro, articoli alleggeriti, manufatti ad alta estetica superficiale, compound masterbatch-friendly con forte esigenza di bianco o brillantezza e in tutte quelle formule in cui la costanza ottica e la leggerezza sono più importanti della rigidità o del messaggio circolare. In questi casi il vantaggio ambientale non basta a compensare i limiti di densità, colore e variabilità potenziale. La selezione dell’applicazione, quindi, non è un dettaglio finale: è la prima vera decisione tecnica. Conclusioni La conclusione, se si vuole scrivere con competenza e non per suggestione, è chiara. Le cariche artificiali siderurgiche non sono un rimpiazzo indistinto delle cariche minerali tradizionali. Sono una nuova famiglia di filler tecnici a base ossidica, con almeno due grandi profili industriali: quello ferro-calcico scuro, più pesante e più adatto a compound strutturali e tecnici; e quello calcio-alluminato chiaro, più favorevole sul piano cromatico ma più delicato sul piano chimico. La letteratura sostiene in modo convincente l’impiego della scoria EAF in PP, NBR ed epossidiche e sostiene in modo particolarmente forte la sostituzione del carbonato di calcio in NBR con white slag da ladle furnace. Allo stesso tempo, impone prudenza rigorosa quando si tenta di estendere questi risultati a tutti i termoplastici e a tutte le formule. Per questo, il modo corretto di presentare il tema non è dire che le scorie “possono sostituire il CaCO3”. Il modo corretto è dire che, quando sono selezionate, micronizzate, controllate e compatibilizzate con metodo, alcune cariche artificiali siderurgiche possono diventare filler funzionali credibili e industrialmente utili in specifiche matrici polimeriche. È una tesi più prudente, ma anche molto più forte, perché regge sia davanti a un tecnico di laboratorio sia davanti a un responsabile industriale. FAQ Le scorie siderurgiche possono sostituire completamente il carbonato di calcio nei polimeri? In alcune formulazioni specifiche, soprattutto elastomeriche, possono sostituirlo in parte o raggiungere prestazioni comparabili. Ma parlare di sostituzione completa e generalizzata sarebbe tecnicamente scorretto. Il filler grigio chiaro risolve il problema estetico? Lo riduce, non lo elimina. È più gestibile della scoria scura, ma non equivale a una carica bianca tradizionale e richiede comunque una strategia colore dedicata. Qual è oggi la matrice più promettente? Tra i termoplastici, il PP è la matrice più documentata. Tra gli elastomeri, l’NBR è quella con le evidenze più convincenti sia per scorie EAF sia per white slag. Qual è l’errore più grave in industrializzazione? Trattare la carica artificiale siderurgica come se fosse un carbonato standard. In realtà cambiano densità, interfaccia, colore, usura macchina, risposta reologica e verifiche ambientali. FontiGobetti, Cornacchia, Ramorino, Innovative Reuse of Electric Arc Furnace Slag as Filler for Different Polymer Matrixes, 2021. Gobetti, Cornacchia, Ramorino, White steel slag from ladle furnace as calcium carbonate replacement for nitrile butadiene rubber, 2023. Gobetti, Cornacchia, Ramorino, Reuse of Electric Arc Furnace Slag as Filler for Nitrile Butadiene Rubber, 2022. Mostafa, The Influence of Blast Furnace Slag as a Functional Filler on Polypropylene Compounds, 2017.Immagine su licenza © Riproduzione Vietata
SCOPRI DI PIU'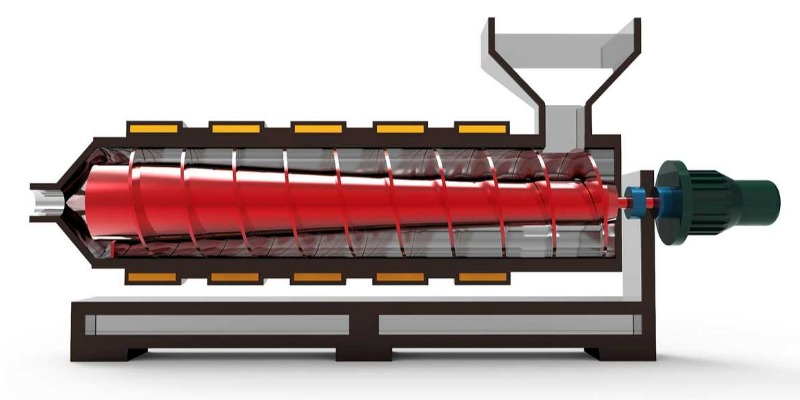 Cosa Succede all’Interno di un Estrusore per le Materie Plastiche?
Cosa Succede all’Interno di un Estrusore per le Materie Plastiche?Estrusori per materie plastiche: vediamo cosa succede all'interno durante il funzionamentodi Marco ArezioPer chiunque impieghi o faccia utilizzare gli estrusori per le materie plastiche, specialmente se usano polimeri riciclati, dovrebbe avere la conoscenza del comportamento del fuso all’interno del cilindro, delle fasi di trasformazione dallo stato solido a viscoso e delle implicazioni negative che possono nascere durante la lavorazione.Queste implicazioni possono generare difetti sul polimero che si sta producendo o sui manufatti che sono direttamente collegati all’estrusore. L’articolo non si dovrebbe rivolge agli addetti della produzione, che probabilmente conoscono bene i comportamenti del polimero in transito nell’estrusore, ma principalmente agli addetti alle vendite dei prodotti finiti in plastica o dei polimeri riciclati. Conoscere le fasi di produzione e la criticità che possono rappresentare, è un bagaglio culturale tecnico che permette di risolvere, più velocemente e più professionalmente possibile, i problemi con i clienti in merito alla qualità. Per fare un discorso generale possiamo prendere in considerazione gli elementi che entrano in gioco per portare a termine una fase di estrusione delle materie plastiche: • La materia prima • L’estrusore • Il filtro Materia Prima La materia prima, in base all’utilizzo che si vuole fare dell’estrusore, può essere sotto forma di macinato o di granulo. In entrambi i casi il materiale riciclato deve avere subito i corretti trattamenti di selezione, macinazione, deferrizazzione, lavaggio in vasca, lavaggio in centrifuga, asciugatura (eventuale densificazione per materiali leggeri). Più le fasi preliminari che portano il semilavorato all’estrusore sono fatte bene, migliore sarà la qualità del prodotto in uscita da esso, evitando che aumentino i problemi sui prodotti finiti da realizzare. Ogni fase preliminare non eseguita in modo corretto avrà dei risvolti negativi durante la fusione della plastica all’interno dell’estrusore, che possono essere impurità rappresentate da plastiche rigide non fondibili all’interno della massa, degradazione del materiale causata da una non corretta selezione, presenza di parti metalliche causate da un lavaggio non accurato o residui di materiali elastici non filtrabili. Maggiore sarà la qualità attesa per la fabbricazione del prodotto, maggiore saranno le attenzioni da impiegare nelle fasi di riciclo del semilavorato, minori saranno gli spessori da realizzare sul prodotto finito, per esempio un flacone, maggiore dovrà essere la pulizia e l’omogeneità della plastica. Estrusore Una linea di estrusione, per non entrare troppo nella tecnicità dell’argomento, è formata da una tramoggia di ingresso della materia prima, un cilindro di contenimento del polimero, una o più viti di movimento, un filtro (nella maggior parte dei casi) e una testa finale. Fin qui, ogni parte è visibile ed intuibile nel suo lavoro, ma cosa succede all’interno di queste parti? Partiamo dalla tramoggia di carico dei polimeri che alimenteranno l’estrusore, una sorte di grande imbuto di canalizzazione con il quale alimentare l’impianto, sia utilizzando i polimeri sotto forma di palline che di macinato o densificato. La discesa della materia prima all’interno del cilindro avviene normalmente per gravità, quindi il granulo viene attirato verso la parte bassa dell’imbuto in virtù del proprio peso, offrendo scarsa resistenza allo scivolamento. Non sempre succede la stessa cosa per il macinato e il densificato, in quando hanno forme più spigolose e per la loro natura tendono ad aggregarsi, specialmente se non sono ben asciutti, creando qualche difficoltà nella discesa. Una volta che la materia prima arriva all’imbocco del cilindro, entra in contatto con una o più viti, composte da elementi elicoidali che hanno lo scopo di trascinare la materia prima ancora solida lungo il cilindro e restituire alla testa, alla fine del percorso, la massa fusa di plastica per realizzare il prodotto o per creare i granuli plastici. La zona d’ingresso dell’estrusore è sempre raffreddata con acqua, per evitare che il calore generato dalle resistenze che riscaldano il cilindro possano portare a fusione il polimero che staziona nella zona, quando l’estrusore è fermo. Il polimero, sceso dalla tramoggia, aderisce alle pareti tra le quali si trova, quelle del filetto, del nocciolo della vite e del cilindro. A questo punto, i granuli che aderiscono alla vite ruotano con essa e quindi non possono avanzare, mentre quelli che aderiscono al cilindro vengono spinti verso l’uscita dalla cresta del filetto che sfiora e raschia la superficie del cilindro stesso. La conclusione è che tanto più i granuli tendono ad aderire al cilindro, e quindi a non ruotare con la vite, tanto maggiore è la spinta in avanti esercitata dai filetti, che trasferiscono la forza motrice del motore al polimero per spingerlo fuori dal cilindro. La velocità massima di avanzamento del polimero si avrà a contatto con il cilindro sia per i granuli, in alimentazione, sia per le molecole di polimero dopo la fusione, mentre negli strati sottostanti la velocità sarà via via minore fino a essere zero a contatto con il nocciolo della vite. Una convinzione comune rispetto al lavoro dell’estrusore è che le resistenze termiche hanno lo scopo di sciogliere la materia prima, solida, lungo il percorso di attraversamento del cilindro fino alla sua uscita in testa. Questo non è del tutto vero, in quanto le resistenze intervengono principalmente nella fase iniziale del contatto tra la materia prima in ingresso dalla tramoggia con la vite. Nella fase successiva la forza che il motore imprime alla vite, la quale ruotando crea attrito tra la materia prima e il cilindro, realizzano il calore necessario alla fusione del materiale. Il comportamento del volume della massa plastica all’interno del cilindro, in corrispondenza della vite, cambia man mano che percorre l’estrusore. Infatti da quando inizia la fusione, la quantità di solido che si trova tra i due filetti è sempre inferiore a quella che c’è tra i due filetti precedenti. L’avanzamento del fuso è quindi determinato, sia dalla spinta meccanica dei filetti della vite, ma anche per differenza di pressione che si crea all’interno del cilindro, facilitando la spinta verso l’esterno del polimero fuso in virtù di una minore pressione. La zona di trasporto del fuso può assumere ulteriore importanza quando si richiedono all’estrusore anche delle diverse prestazioni, oltre a quella di fondere, come ad esempio la miscelazione del polimero. A tal fine il tratto finale della vite può essere modificato per migliorare la miscelazione dell’estruso. Filtro Lavorando con i polimeri riciclati non sempre si conosce la qualità di preparazione dei granuli che dovrebbero entrare nell’estrusore o dei macinati o dei densificati, quindi, inserire in un estrusore un polimero riciclato senza premunirsi di effettuare un’operazione di filtraggio può essere pericoloso. Un tempo i filtri erano costituiti da un disco forato sul quale si montavano delle reti in metallo, che avevano lo scopo di filtrare ed eliminare eventuali impurità presenti nel fuso. Le reti, in numero e con diametri delle maglie variabili, erano montate alla fine del cilindro su flange e costituivano un modo per migliorare la qualità del polimero. La presenza del filtro causa però un aumento della pressione alla fine della vite, pari alla perdita di carico che serve per far passare il fuso attraverso il filtro. La variazione di pressione è dovuta al fatto che man mano che le reti si intasano aumenta la pressione in testa e, quindi, sale il riflusso nella vite. L’aumento di pressione fa sì che la vite chieda più lavoro al motore per spingere la stessa quantità di materiale fuori dalla filiera e, poiché il maggiore lavoro della vite si trasforma in calore trasferito al polimero, la temperatura del fuso in uscita sarà maggiore e la viscosità minore di quando non c’è il filtro. L’aumento della temperatura per periodi prolungati può causare la degradazione del polimero, con conseguenze negative sulla produzione di prodotto. Ed è per questo motivo che oggi esistono nuovi cambia filtri automatici che regolano questa delicata fase. Categoria: notizie - tecnica - plastica - riciclo - estrusione
SCOPRI DI PIU' Ottimizzazione della Qualità Superficiale nella Lavorazione ad Alta Velocità delle Plastiche
Ottimizzazione della Qualità Superficiale nella Lavorazione ad Alta Velocità delle PlasticheStrategie Avanzate per Migliorare Precisione, Stabilità e Finitura nella Lavorazione HSMdi Marco ArezioLa lavorazione ad alta velocità (High-Speed Machining, HSM) rappresenta una tecnologia all’avanguardia per il trattamento dei materiali plastici. Ampiamente utilizzata nei settori automobilistico, aerospaziale e medicale, questa tecnica consente di raggiungere un’elevata precisione ed efficienza. Tuttavia, il successo del processo dipende dalla capacità di ottimizzare la qualità della superficie, un aspetto fondamentale sia per l’estetica che per le prestazioni funzionali del prodotto finale. Analizziamo in dettaglio i fattori principali che influenzano questo parametro critico. Le Caratteristiche dei Materiali Plastici Le plastiche offrono una straordinaria versatilità, ma la loro lavorazione presenta problematiche specifiche legate alle proprietà chimiche e fisiche. Ad esempio, i polimeri termoplastici come il polietilene (PE) e il policarbonato (PC) tendono a fondere sotto l’effetto del calore, facilitando alcune operazioni ma richiedendo un controllo rigoroso delle temperature. Al contrario, i termoindurenti, come le resine epossidiche, resistono meglio alle alte temperature ma sono meno malleabili durante il taglio. La durezza e la fragilità del materiale influiscono direttamente sul comportamento durante la lavorazione. Un materiale troppo fragile potrebbe rompersi, mentre uno troppo duro può generare un'elevata resistenza al taglio. Inoltre, la bassa conduttività termica tipica delle plastiche aumenta il rischio di deformazioni e bruciature superficiali, sottolineando l’importanza di un controllo termico avanzato. Parametri di Lavorazione Per ottenere una finitura superficiale di alta qualità, è cruciale regolare con precisione i parametri di lavorazione. La velocità di taglio, ad esempio, deve essere sufficientemente elevata da ridurre le bave, ma non così alta da provocare surriscaldamenti. Allo stesso modo, l’avanzamento e la profondità di taglio devono essere bilanciati per evitare vibrazioni e garantire uniformità. Una velocità troppo bassa compromette la produttività, mentre una profondità di taglio eccessiva può generare instabilità. La scelta di valori ottimali per ciascun parametro dipende dal tipo di plastica e dalle specifiche applicazioni richieste. L’Importanza dell’Utensile Gli utensili rivestono un ruolo centrale nella lavorazione ad alta velocità delle plastiche. La geometria e il materiale dell’utensile devono essere accuratamente progettati per ridurre l’accumulo di materiale e prevenire il surriscaldamento. Utensili in diamante policristallino (PCD) o rivestiti in nitruro di titanio (TiN) offrono prestazioni eccellenti grazie alla loro resistenza all’usura e alla durata superiore. La manutenzione regolare degli utensili è altrettanto importante: utensili affilati minimizzano i difetti superficiali come bave o striature, garantendo una finitura uniforme. Inoltre, l’uso di sistemi di monitoraggio automatico per rilevare segni di usura può migliorare significativamente l’efficienza e la qualità complessiva del processo. Fenomeni Termici Il calore generato durante la lavorazione ad alta velocità rappresenta una delle principali sfide per la qualità della superficie. Temperature elevate nella zona di taglio possono causare fusione, deformazioni o alterazioni delle proprietà meccaniche del materiale. Per gestire questi fenomeni, si utilizzano sistemi di raffreddamento avanzati, come flussi d’aria compressa o refrigeranti liquidi, che dissipano il calore in eccesso. Parallelamente, lubrificanti ad alte prestazioni riducono l’attrito e contribuiscono a mantenere stabili le condizioni operative. La scelta della tecnologia più adatta dipende dalle caratteristiche specifiche del materiale e dal tipo di lavorazione. Vibrazioni e Stabilità Le vibrazioni sono una delle principali cause di difetti superficiali nella lavorazione ad alta velocità. Possono derivare da una rigidità insufficiente della macchina, da utensili usurati o da parametri di taglio non ottimizzati. Una struttura macchina rigida e stabile è essenziale per minimizzare le oscillazioni indesiderate. Il controllo delle frequenze naturali del sistema aiuta a prevenire fenomeni di risonanza, che amplificano le vibrazioni e compromettono la finitura. Sensori avanzati e sistemi di monitoraggio in tempo reale sono strumenti utili per identificare e risolvere tempestivamente eventuali problemi. L’Ambiente di Lavoro Un ambiente di lavoro controllato contribuisce in modo significativo alla qualità della lavorazione. La pulizia riduce il rischio di contaminazioni che possono alterare l’interazione tra utensile e materiale, mentre il mantenimento di temperature e umidità stabili evita variazioni indesiderate nelle proprietà del pezzo lavorato. Esempi di Applicazione nella Lavorazione delle Plastiche Fresatura ad Alta Velocità del Policarbonato (PC) Settore di utilizzo: Componenti trasparenti per l'illuminazione e lenti ottiche. Approccio: L'uso di frese rivestite in nitruro di titanio (TiN) consente di ottenere superfici lisce e prive di striature, migliorando l’efficienza ottica. Stampaggio a Compressione con Rifinitura HSM Settore di utilizzo: Pannelli di rivestimento interni per automobili. Approccio: Rifinitura ad alta velocità con utensili diamantati per ridurre i difetti estetici e garantire una finitura uniforme. Microlavorazione di Polimeri Termoplastici per Dispositivi Medicali Settore di utilizzo: Produzione di componenti in PEEK per impianti medici. Approccio: Sistemi di raffreddamento con flussi d'aria compressa e utensili in carburo per minimizzare le deformazioni termiche. Taglio Laser di Materiali Plastici con Successiva Lavorazione HSM Settore di utilizzo: Componenti acrilici per dispositivi elettronici. Approccio: Rifinitura delle irregolarità residue del taglio laser mediante frese a bassa profondità. Lavorazione di Schiume Polimeriche (EPS o PU) Settore di utilizzo: Prototipi o modelli. Approccio: Utensili con geometrie specifiche per evitare residui e ottenere una lavorazione precisa. Rifinitura di Componenti Stampati in 3D Settore di utilizzo: Componenti in PLA o ABS per prototipi. Approccio: Fresatura HSM con lubrificazione per migliorare la finitura superficiale. Lucidatura ad Alta Velocità di Materie Plastiche Trasparenti Settore di utilizzo: Schermi in acrilico per display. Approccio: Utilizzo di frese diamantate per garantire superfici perfettamente lisce. Conclusioni La qualità della superficie nella lavorazione ad alta velocità delle plastiche dipende da un equilibrio tra molteplici fattori: le proprietà del materiale, i parametri di lavorazione, la scelta e la manutenzione degli utensili, la gestione termica e il controllo delle vibrazioni. Approfondire la conoscenza di questi aspetti consente alle aziende di migliorare la qualità dei prodotti, ridurre gli sprechi e aumentare la competitività. Investire in tecnologie avanzate e formazione è essenziale per affrontare le sfide di un mercato in continua evoluzione.© Riproduzione Vietata
SCOPRI DI PIU' Progettazione ed Installazione di Linee di Tubazioni Industriali
Progettazione ed Installazione di Linee di Tubazioni IndustrialiQuali sono le caratteristiche delle linnee di trasporto dei fluidi in una produzione industriale di Marco ArezioUna produzione industriale ha, normalmente, la necessità di essere supportata da una serie di fluidi, come l’acqua, l’aria compressa o il vapore.Per poter trasportare i diversi fluidi necessari al funzionamento degli impianti di produzione, bisogna poter contare su tubazioni progettate in base al fluido che dovranno contenere, la distanza del trasporto, il loro diametro e la pressione di lavoro. In questo articolo affrontiamo gli elementi che costituiscono una rete di distribuzione industriale dei fluidi e cosa dobbiamo tenere in considerazione per scegliere i migliori materiali adatti allo scopo. Una rete di tubi per il trasporto dei fluidi industriali può rientrare nella voce delle reti di servizio alla produzione e, per questo motivo, la loro installazione e manutenzione deve essere considerato nei costi degli impianti e in quelli di manutenzione. Quindi, è importante progettare, realizzare ed installare la miglior rete di tubature possibili, in modo da minimizzare i costi generali ed aumentarne la durata nel tempo. Infatti, è sempre utile prevedere un sovradimensionamento, ma con attenzione, della linea e degli elementi che sono a supporto, in quanto potrebbe essere necessario, in futuro, un aumento del fabbisogno di fluidi richiesto da un possibile incremento dei volumi di produzione, senza dover rifare le linee di trasporto. Gli elementi che costituiscono una linea di trasporto della fluida sono costituiti dai seguenti prodotti: • Tubi • Elementi di raccordo • Accessori In primo luogo possiamo dire che le linee di servizio alla produzione dovrebbero essere visibili e di facile accesso, in modo da poter svolgere le eventuali riparazioni o ispezioni, in modo veloce ed agevole, senza pregiudicare i tempi della produzione. Inoltre, ogni linea deve essere ben riconoscibile in base al flusso che in essa scorre, infatti, i dati che indicano la natura del fluido possono essere riportati sui tubi, in varie forme, quali il nome per esteso, l’abbreviazione o la formula chimica. Per le tubazioni convoglianti fluidi pericolosi, oltre al colore di base, deve essere presente il simbolo di pericolo e il nome o la formula del fluido. Occorre, infine, tenere presente che le tubazioni e tutti i componenti devono essere installati in modo da: • non intralciare il transito • non occupare spazi di lavoro • non essere danneggiati da mezzi di trasporto • non costituire barriera alla diffusione della luce naturale Scelta dei tubi da installare I materiali più comuni che compongono i tubi, utilizzati nelle linee di trasporto dei fluidi in produzione, sono la plastica, il rame, l’acciaio, la ghisa e, misura minore, il calcestruzzo. Per la scelta di una tipologia piuttosto che un’altra, deve essere considerato il tipo di fluido da trasportare, la pressione all’interno del tubo, la temperatura di esercizio, l’aggressività del fluido sulla linea e alcune considerazioni ambientali dello stabilimento, come l’umidità, il calore e l’aggressività di componenti esterni. Inoltre, influisce sulla scelta del tubo, in merito al fluido da trasportare, la filettatura o la saldatura delle giunzioni tra i tubi stessi, che dovrà tenere in considerazione le caratteristiche generali del fluido. Una volta scelto il materiale ed il tipo giuntura più adatta, viene determinato il diametro e lo spessore del tubo. Il diametro viene determinato in base alla portata del fluido da convogliare, tenendo conto di bilanciare economicamente i costi di installazione, crescenti al crescere del diametro delle tubazioni. Tubi in acciaio I tubi in acciaio sono, di gran lunga, la tipologia più usata nelle linee di produzione e vengono classificati in base al loro impiego: • Tubi filettabili • Tubi commerciali • Tubi per applicazioni meccaniche • Tubi per condotte • Tubi speciali • Tubi zincati I tubi in acciaio sono impiegati per il trasporto dei liquidi, anche in presenza di alte temperature, di gas, di sostanze non alterabili e di pressione. Tubi in ghisa I tubi di ghisa sferoidale sono ottenuti per centrifugazione e sono normalmente dotati di giunto a bicchiere con guarnizione in elastomero, oppure per particolari applicazioni, sono disponibili in versione flangiata. Vengono impiegati, normalmente, nel trasporto delle acque nere o del gas, attraverso degli appositi strati di rivestimento in base alla tipologia di fluido da contenere. Tubi in rame I tubi in rame sono caratterizzati da una conducibilità elettrica e termica elevatissime, superate solo da quelle dell'argento, inoltre il rame è molto resistente alla corrosione e non è magnetico. Vengono impiegati per trasportare l’acqua potabile, il gas combustibili, i gas medicali, l’acqua per il riscaldamento e i fluidi per condizionamento e refrigerazione. Infatti, il rame è impermeabile ai gas, facilmente piegabile, resiste alla corrosione e non invecchia se esposto alla radiazione solare. Tubi in plastica I tubi in plastica hanno avuto una veloce diffusione negli ultimi decenni, impiegandoli per il trasporto di liquidi e dei gas, in quanto possiedono una buona resistenza alla corrosione da parte degli agenti chimici, sono leggeri. flessibili e hanno ottime proprietà dielettriche. Grazie a tali caratteristiche, i tubi in plastica hanno trovato applicazione anche per il convogliamento (in pressione e per gravita) delle acque reflue inquinate. Per contro, quelli in PVC, per esempio, non sono adatti per pressioni di esercizio superiori a 16 bar e per temperature superiori a 60 °C o per frequenti variazioni di temperatura. Infine subiscono un sensibile invecchiamento (che li rende fragili) se sono sottoposti all’esposizione prolungata della luce e frequenti sbalzi termici. I principali materiali di cui sono costituiti i tubi di materiale polimerico sono: • Polipropilene (PP) • Polietilene (PE) • Policloruro di vinile (PVC) • Plastici rinforzati con fibre di vetro (PRFV) Un altro vantaggio molto importante delle tubature realizzate con i polimeri plastici è la loro notevole durata, specialmente quelli prodotti in PVC, che può raggiungere anche i 50 anni di esercizio se conservati e protetti in modo idoneo. Dilatazioni termiche La presenza di calore nella linea deve far riflettere, non solo sulla tipologia di materia prima da utilizzare per i tubi, ma anche sui comportamenti che queste materie prime possono avere durante le variazioni di temperatura in funzione della lunghezza della linea stessa. Non solo sono da tener presente, al fine della corretta progettazione dei tubi, le temperature di esercizio e di picco, ma anche gli sbalzi termici che possono avvenire tra parti di impianti più freddi e altri più caldi. Inoltre, in una tubazione rettilinea di diametro contenuto, l’allungamento può comportare una flessione (carico di punta) in grado di sollecitare pericolosamente le flange di collegamento della tubazione alle apparecchiature.Categoria: notizie - tecnica - produzione - linee di tubazioni
SCOPRI DI PIU' Produzione della carta: come scegliere le pompe industriali
Produzione della carta: come scegliere le pompe industrialiStrategie per affrontare le criticità, aumentare l'efficienza, la sostenibilità e la qualità della produzione cartaria attraverso una scelta corretta delle pompe industrialidi Marco ArezioLa produzione della carta rappresenta un processo industriale articolato, la cui efficienza e qualità sono fortemente influenzate dalla selezione accurata dei componenti utilizzati durante le diverse fasi operative. Tra questi, assumono particolare importanza le pompe industriali, che costituiscono elementi essenziali per garantire il funzionamento ottimale degli impianti e affrontare con successo le varie problematiche che caratterizzano il settore cartario.L'importanza strategica dei componenti industriali nella produzione della carta Il processo produttivo della carta prevede diverse tappe fondamentali, che includono la preparazione della pasta, la raffinazione, la formazione del foglio, la pressatura, l'essiccazione e la finitura. In ciascuna di queste fasi, l'affidabilità dei componenti industriali, con particolare riguardo alle pompe, è determinante per assicurare una produzione continua, l'ottimizzazione del consumo energetico e la qualità superiore del prodotto finale. Questi componenti devono operare in condizioni ambientali e operative complesse, come temperature elevate, ambienti corrosivi e abrasivi, presenza di solidi sospesi e fluidi ad alta viscosità. L'impiego di componenti inappropriati può generare frequenti interruzioni produttive, aumento dei costi di manutenzione e un peggioramento della qualità finale della carta. Il ruolo fondamentale delle pompe industriali nel settore cartario Le pompe industriali hanno il compito cruciale di trasportare e gestire fluidi fondamentali nei vari processi produttivi della carta. Tra questi fluidi si trovano paste di cellulosa, agenti chimici, acque reflue e fanghi derivanti dai processi di riciclo. Una selezione non adeguata delle pompe può causare inefficienze operative, incremento dei consumi energetici e seri rischi ambientali. Criticità specifiche nell'utilizzo delle pompe Le principali problematiche operative che le pompe industriali devono affrontare nel settore cartario sono: Usura e abrasione: provocate dalla presenza di fibre abrasive, come quelle della cellulosa non completamente raffinata, e di particelle solide, quali sabbia o altri contaminanti minerali, che vengono spesso introdotte accidentalmente o derivano dal processo stesso. Queste particelle abrasive generano un'usura progressiva delle superfici interne delle pompe, comportando una riduzione dell'efficienza e della durata operativa dei componenti, con conseguenti aumenti dei costi di manutenzione e sostituzione. Corrosione chimica: derivante dall'impiego di prodotti chimici altamente aggressivi come ipoclorito di sodio, biossido di cloro, perossido di idrogeno e acidi forti, utilizzati nei processi di trattamento, sbiancamento e pulizia della cellulosa. Queste sostanze chimiche possono deteriorare rapidamente i componenti metallici delle pompe, provocando danni strutturali e funzionali significativi, se non vengono adottati materiali e rivestimenti specificamente progettati per resistere a tali condizioni aggressive. Alte temperature operative: tipicamente nella fase di essiccazione e nel trattamento termico della pasta, durante le quali la temperatura può raggiungere livelli molto elevati, spesso superiori ai 150°C. Queste condizioni termiche estreme possono influire negativamente sulla durata e sull'efficienza dei componenti delle pompe, causando una rapida degradazione dei materiali costruttivi, riduzione della viscosità degli oli lubrificanti e perdita delle proprietà meccaniche di guarnizioni e rivestimenti. Pertanto, è essenziale utilizzare pompe progettate con materiali e tecnologie capaci di resistere efficacemente a tali condizioni operative. Gestione di fluidi viscosi: la movimentazione di fluidi con elevata viscosità, come paste concentrate di cellulosa o fanghi ricchi di fibre, rappresenta una sfida significativa nella produzione cartaria. Tali fluidi tendono a ridurre l'efficienza operativa delle pompe, causando un maggiore consumo energetico e aumentando il rischio di blocchi e malfunzionamenti. Per garantire una gestione efficace ed efficiente, è necessario adottare pompe progettate specificatamente con geometrie ottimizzate, sistemi di tenuta avanzati e capacità di autoregolazione, che assicurino una movimentazione regolare e stabile dei fluidi ad alta viscosità, riducendo contemporaneamente il consumo energetico e le esigenze manutentive. Selezione accurata delle pompe: criteri essenziali Per superare con efficacia queste problematiche, è cruciale scegliere pompe progettate appositamente per il settore cartario, considerando attentamente: Materiali costruttivi La selezione di materiali resistenti alla corrosione e all'abrasione riveste un'importanza critica per garantire l'affidabilità e la durabilità delle pompe nel settore cartario. Gli acciai inossidabili speciali, come quelli al cromo-nichel-molibdeno, offrono una resistenza elevata sia agli agenti chimici aggressivi che ai fenomeni corrosivi generati da ambienti umidi e da fluidi contenenti sostanze acide. I materiali ceramici, invece, presentano una resistenza eccezionale all'usura causata dalle particelle abrasive, riducendo significativamente la frequenza di sostituzione dei componenti interni. Infine, i rivestimenti elastomerici, quali poliuretano e gomma naturale o sintetica, garantiscono una protezione efficace delle superfici esposte all'abrasione e migliorano la capacità della pompa di operare in ambienti complessi e altamente sollecitati. Design tecnico delle pompe Un design accuratamente ottimizzato consente una gestione più efficace dei fluidi, riducendo significativamente fenomeni di turbolenza interna e cavitazione che possono causare usura precoce e compromissione delle prestazioni. Questo tipo di progettazione garantisce inoltre un funzionamento più efficiente dal punto di vista energetico, consentendo una riduzione dei costi operativi. Tra le pompe più frequentemente utilizzate nel settore cartario, si distinguono le pompe centrifughe, ideali per fluidi poco viscosi e con presenza limitata di particelle solide; le pompe peristaltiche, particolarmente adatte per fluidi ad alta viscosità e contenenti sostanze abrasive; e le pompe volumetriche, consigliate per fluidi altamente viscosi e che richiedono un flusso costante e preciso, come nel caso delle sospensioni di cellulosa particolarmente dense. Manutenzione e supporto tecnico Una manutenzione regolare e preventiva è essenziale per identificare tempestivamente potenziali problematiche tecniche, consentendo di intervenire prima che queste causino guasti significativi o interruzioni del processo produttivo. L'implementazione di tecniche avanzate di gestione predittiva, come il monitoraggio delle condizioni operative tramite sensori intelligenti e analisi predittiva dei dati, consente di prevedere in anticipo eventuali malfunzionamenti. Questo approccio permette non solo di ridurre drasticamente i tempi di fermo macchina, ma anche di pianificare con maggiore precisione le attività manutentive e le sostituzioni dei componenti. Infine, l'importanza di un supporto tecnico qualificato e costantemente aggiornato si traduce nella capacità di affrontare rapidamente eventuali emergenze, garantendo così un'elevata efficienza e ottimizzazione continua delle prestazioni degli impianti. Vantaggi derivanti dalla selezione ottimale dei componenti industriali Una scelta accurata e ponderata dei componenti, soprattutto delle pompe, genera benefici tangibili: - Incremento dell'affidabilità produttiva - Riduzione dei costi legati a manutenzione e fermo impianto - Miglioramento dell'efficienza energetica - Aumento della sostenibilità ambientale, tramite una gestione più efficiente delle risorse Investire in componenti di alta qualità rappresenta, dunque, una decisione strategica fondamentale per tutte le aziende che aspirano a ottenere risultati eccellenti nel settore della produzione cartaria. Conclusioni Nel contesto della produzione cartaria, la scelta dei componenti industriali e delle pompe non si limita ad essere una questione meramente tecnica, ma costituisce una scelta strategica determinante per la produttività, l'efficienza operativa e la sostenibilità dell'intero processo industriale. © Riproduzione VietataFonti Confederation of European Paper Industries (CEPI) Pump Industry Magazine Technical Association of the Pulp & Paper Industry (TAPPI)
SCOPRI DI PIU' Come combinare la polvere del vetro e la polvere del pet in una materia prima
Come combinare la polvere del vetro e la polvere del pet in una materia primaRiutilizzo della polvere di vetro di scarto in un’ottica di economia circolare di Marco ArezioLa polvere di vetro è uno scarto che si genera nella filiera produttiva del riciclo del vetro che, per le sue quantità e per lo scarso campo applicativo in ricette che possono generare prodotti finiti, crea un problema di smaltimento e riuso. Tra le varie sperimentazioni che si sono fatte negli anni, forse quella dell’impiego come materiale inerte nelle miscele di malte e calcestruzzi ha trovato uno sbocco che permette la realizzazione di cordoli stradali, paratie di contenimento anche in virtù di una buona inerzia chimica e della bassa porosità del composto. Un altro campo di utilizzo da citare sono le miscele cementizie adatte alla creazione di pietre artificiali d’arredo. Si sono inoltre effettuati test, presso il dipartimento di Ingegneria dell’Università di Bologna, su malte polimeriche con frazioni di polvere di vetro e rottami di vetro, con granulometrie differenti, utilizzando come legante una resina di poliestere. Le prove sono state eseguite campionando ricette composte da sabbia e resina in poliestere e da ricette composte da poveri o rottami di vetro e resina di poliestere. La comparazione dei risultati delle prove a flessione e compressione dei provini ha sottolineato che le malte polimeriche composte scarti vetrosi hanno una resistenza a compressione superiore al 10% e a flessione del 22% rispetto ai campioni composti da malte polimeriche e sabbia. La polvere di vetro viene usata anche nel campo della ceramica, nei mattoni in laterizio e nelle vetro-schiume come elemento inerte dell’impasto in sostituzione degli inerti naturali con un risparmio in termini di consumo delle risorse naturali. Le caratteristiche del rottame di vetro, dal punto di vista della stabilità chimica, delle qualità ignifughe e della resistenza meccanica, permette l’uso come stabilizzante nelle ricette di tutela di elementi pericolosi come l’eternit, le ceneri volanti degli inceneritori, nelle polveri di abbattimento fumi, nelle scorie delle acciaierie, nei fanghi di levigatura, ecc.. al fine di creare un materiale vetroso inerte. Ma in un’ottica di economia circolare il passo più importante è stato compiuto attraverso la creazione di una miscela di elementi di scarto nelle lavorazioni industriali, di cui uno di questi si può proprio definire lo scarto dello scarto. Mi riferisco alla polvere del PET che si accumula nella fase di riciclo delle bottiglie per le bevande o altri involucri. L’idea vincente di miscelare polvere di vetro e polvere di PET permettendo di creare una nuova materia prima che, per caratteristiche fisico-chimiche, è adatta a replicare, sia per forma che per caratteristiche, le pietre naturali. Inoltre la termoplasticità del PET, che permette la creazione di disegni, rilievi e si adatta facilmente ai colori, rende idoneo questo composto alla creazione di top per le cucine e per i rivestimenti interni ed esterni. L’ingegno e la genialità delle persone ci danno una fotografia di come cammina la nostra società di fronte alle sfide che l’economia circolare ci pone: troviamo persone che non conoscono ancora come si deve effettuare la separazione dei rifiuti in casa, persone che continuano a gettare rifiuti nell’ambiente, persone che spingono la classe politica a investire maggiormente nel riciclo di plastica, vetro, metalli, carta, legno e scarti elettronici e altri materiali, e infine ci sono persone che sono un passo avanti e si occupano di trovare soluzioni per l’utilizzo dei rifiuti dei rifiuti.Categoria: notizie - tecnica - plastica - riciclo - polvere di vetro - PET
SCOPRI DI PIU' Test di Trazione sulle Materie Plastiche Riciclate: Perchè Farlo
Test di Trazione sulle Materie Plastiche Riciclate: Perchè FarloNel controllo qualitativo delle materie plastiche riciclate, riveste grande importanza il test di laboratorio sulla trazionedi Marco ArezioQuando ci approcciamo alla produzione di un manufatto plastico, abbiamo bisogno di raccogliere una serie di informazioni per quanto riguarda la qualità e le caratteristiche della materia prima riciclata che dobbiamo utilizzare.E’ necessario acquisire dati certi sulla composizione della materia prima, attraverso tests di laboratorio come il DSC, la densità, la fluidità, la presenza di cariche, l’umidità e altre ancora, ma ci sono anche delle informazioni che riguardano la meccanica della materia prima. Queste ci aiutano a sapere come si comporterà il prodotto finito quando sarà sottoposto a sollecitazioni di tipo meccanico, come la trazione, la flessione, il taglio o la compressione. Ogni volta che applichiamo una forza ad un corpo questo tende a deformarsi, a volte anche in modo impercettibile all’occhio umano, come risposta alla sollecitazione ricevuta. Se il corpo, al termine della sollecitazione ritorna nella condizione primaria, questa deformazione viene definita elastica. In questo tipo di deformazione tutto il lavoro fatto per deformare il pezzo viene immagazzinato sotto forma di energia elastica che viene poi restituita una volta eliminata la sollecitazione. I tests di laboratorio servono per capire in anticipo, cioè prima che il prodotto venga realizzato, quale sarà in comportamento elastico del corpo e quali saranno i suoi limiti meccanici. Tuttavia bisogna tenere presente che comportamento di un materiale reale può essere diverso da quello idealmente elastico: la presenza di grandi deformazioni porta infatti a una risposta di tipo plastico del materiale. Ma come avviene in laboratorio una prova di trazione su un provino di materiale plastico riciclato? Innanzitutto è necessario creare dei provini secondo le normative vigenti, che avranno una forma tipica ad osso di cane, ed avranno dei parametri geometrici e dimensionali precisi. I campioni preparati, ottenuti dallo stampaggio a iniezione, secondo la norma UNI EN ISO 527, devono essere esenti da torsione e devono avere coppie di superfici parallele, bordi privi di incisioni, difetti, infossature superficiali o bave, con una lunghezza totale di 149 mm. e uno spessore di 4 mm. La macchina di laboratorio, rappresentata da un estensimetro, misurerà graficamente e analiticamente la deformazione del campione sottoposto ad esame e ci darà le indicazioni del futuro comportamento del prodotto che vorremmo realizzare. Questo dato, insieme agli altri indispensabili indicatori, ci fotografano in modo approfondito la tipologia di materia prima che utilizzeremo e ci aiuteranno a compiere eventuali correzioni sia sulla miscela che, eventualmente, sul processo di produzione. Categoria: notizie - tecnica - plastica - riciclo - test di trazione - qualità
SCOPRI DI PIU' Prestazioni di Polimeri ad Alto Contenuto di Solfoni per lo Stoccaggio Energetico
Prestazioni di Polimeri ad Alto Contenuto di Solfoni per lo Stoccaggio EnergeticoMiglioramento delle Membrane a Scambio Protonico per le Tecnologie Energetiche del Futurodi Marco Arezio Il crescente bisogno di tecnologie di stoccaggio energetico efficienti e sostenibili ha spinto la ricerca verso materiali innovativi, tra cui i polimeri ad alto contenuto di solfoni. Questi polimeri sono utilizzati per migliorare le prestazioni delle membrane a scambio protonico, una componente essenziale per molte tecnologie energetiche, tra cui celle a combustibile e batterie a flusso redox. In questo articolo verranno esplorati i recenti sviluppi nell'uso di polimeri solfonati per lo stoccaggio energetico, con un approfondimento sulle loro proprietà chimiche, sulle prestazioni e sui progressi nella stabilità termica e meccanica, nonché una spiegazione dettagliata del funzionamento delle membrane a scambio protonico, delle celle a combustibile e delle batterie a flusso redox. Introduzione alle Membrane a Scambio Protonico (PEM) Le membrane a scambio protonico (PEM, Proton Exchange Membranes) sono dispositivi chiave per numerose applicazioni nel campo delle energie rinnovabili, in particolare nelle celle a combustibile e nelle batterie a flusso redox. Le PEM sono membrane polimeriche che permettono il passaggio selettivo dei protoni (ioni H⁺) mentre impediscono il passaggio di altri ioni e gas. Questa caratteristica è fondamentale per la conversione e lo stoccaggio dell'energia elettrochimica, in quanto consente un efficiente trasferimento di carica nelle reazioni redox. Le PEM sono costituite principalmente da materiali polimerici solfonati, che favoriscono una conduttività protonica elevata, necessaria per il buon funzionamento delle tecnologie energetiche avanzate. Struttura e Proprietà dei Polimeri Solfonati I polimeri ad alto contenuto di solfoni sono caratterizzati dalla presenza di gruppi solfonici (-SO₃H) lungo la catena polimerica. Questi gruppi sono responsabili dell'elevata conduzione protonica, fondamentale per l'efficienza delle PEM. Il contenuto di solfoni influisce direttamente sulla capacità del polimero di trasportare protoni, poiché i gruppi solfonici forniscono i siti necessari per la migrazione protonica. Tuttavia, la presenza di un elevato numero di gruppi solfonici può compromettere la stabilità meccanica e termica del polimero, rendendo necessaria un'ottimizzazione tra conduttività e resistenza strutturale. Modifiche Strutturali per Migliorare le Prestazioni Per migliorare le prestazioni delle membrane, i polimeri ad alto contenuto di solfoni vengono spesso modificati con l'introduzione di rinforzi fisici o chimici. Un approccio comune è l'uso di materiali compositi, in cui i polimeri solfonati sono combinati con microcristalli di cellulosa o altre nanoparticelle per aumentare la stabilità meccanica senza ridurre significativamente la conduttività protonica. Altri metodi prevedono la reticolazione chimica, che migliora la resistenza termica del materiale, riducendo la solubilizzazione in acqua, una delle principali cause di degrado delle PEM. Prestazioni Elettrochimiche e Stoccaggio Energetico Le prestazioni elettrochimiche dei polimeri solfonati dipendono in gran parte dalla loro capacità di mantenere elevati livelli di conduzione protonica in condizioni operative variabili. I polimeri con un elevato contenuto di solfoni mostrano un'elevata conduttività, ma sono suscettibili a problemi di idratazione e stabilità termica. Recenti sviluppi hanno portato all'introduzione di nuovi polimeri che combinano un'elevata densità di gruppi solfonici con miglioramenti nella resistenza meccanica, grazie all'uso di reticolanti o materiali rinforzanti. Celle a Combustibile a Membrana a Scambio Protonico (PEMFC) Le celle a combustibile a membrana a scambio protonico (PEMFC) sono dispositivi elettrochimici che convertono l'energia chimica di un combustibile (generalmente idrogeno) direttamente in energia elettrica, con l'acqua come unico prodotto di scarto. Nelle PEMFC, la membrana a scambio protonico agisce come un elettrolita solido, separando i reagenti (idrogeno e ossigeno) e facilitando il trasferimento di protoni dall'anodo al catodo. Questo processo è cruciale per la produzione di energia elettrica, poiché consente un'elevata efficienza di conversione e riduce significativamente le emissioni inquinanti rispetto ai metodi tradizionali di produzione di energia. Batterie a Flusso Redox e il Ruolo delle Membrane a Scambio Protonico Le batterie a flusso redox sono un'altra applicazione significativa delle membrane a scambio protonico. Queste batterie immagazzinano energia in soluzioni elettrolitiche contenenti specie redox, che circolano attraverso una cella elettrochimica. Le PEM fungono da barriera selettiva tra i due serbatoi di elettroliti, permettendo il passaggio dei protoni e impedendo la miscelazione delle soluzioni. Questa separazione è fondamentale per mantenere l'efficienza della reazione redox e garantire una lunga durata della batteria. Le batterie a flusso redox sono particolarmente interessanti per l'accumulo di energia da fonti rinnovabili intermittenti, come l'energia solare ed eolica, poiché offrono una grande flessibilità e scalabilità. Sfide e Prospettive Future nello Sviluppo di Polimeri per lo Stoccaggio Energetico Nonostante i progressi, rimangono problemi significativi per l'uso diffuso di polimeri solfonati nelle applicazioni energetiche. La principale sfida è rappresentata dalla necessità di bilanciare la conduttività protonica con la stabilità meccanica e chimica. Studi futuri potrebbero concentrarsi su nuovi approcci di reticolazione o sulla sintesi di polimeri con una distribuzione più ottimale dei gruppi solfonici lungo la catena polimerica. Inoltre, lo sviluppo di materiali compositi e l'uso di nanomateriali rappresentano promettenti direzioni di ricerca per migliorare le prestazioni delle PEM senza compromettere la loro stabilità. Conclusioni I polimeri ad alto contenuto di solfoni rappresentano una soluzione promettente per lo stoccaggio energetico, grazie alla loro elevata conduttività protonica e alle applicazioni nelle tecnologie elettrochimiche avanzate come le celle a combustibile e le batterie a flusso redox. La ricerca è in continua evoluzione per superare le limitazioni attuali, e i recenti progressi nella modifica strutturale dei polimeri e nello sviluppo di compositi indicano un percorso promettente verso l'adozione su larga scala di queste tecnologie.© Riproduzione Vietata
SCOPRI DI PIU' Simulazione delle Tensioni Termiche nei Componenti Plastici: Un Modello Avanzato per l’Industria della Lavorazione
Simulazione delle Tensioni Termiche nei Componenti Plastici: Un Modello Avanzato per l’Industria della LavorazioneCome ottimizzare la progettazione e la produzione dei componenti plastici tramite la simulazione delle tensioni termichedi Marco ArezioL’industria dei polimeri rappresenta oggi una delle colonne portanti della manifattura globale, fornendo componenti essenziali per settori strategici come l’automotive, l’elettronica, il medicale e il packaging. Tuttavia, durante le fasi di lavorazione termica — come stampaggio a iniezione, estrusione o termoformatura — i materiali plastici sono sottoposti a significative variazioni di temperatura che generano inevitabili tensioni interne. Queste tensioni termiche, se non controllate, possono compromettere la qualità del prodotto, causare deformazioni permanenti, cricche o addirittura la rottura del componente finale. Negli ultimi anni, la simulazione numerica è diventata un alleato fondamentale per ingegneri e progettisti che intendono prevedere e gestire questi fenomeni complessi. L'articolo propone un modello avanzato per la simulazione delle tensioni termiche nei componenti plastici, offrendo uno strumento di grande valore pratico per migliorare la progettazione e il processo produttivo. Il Problema: Le Origini delle Tensioni Termiche nei Polimeri Per comprendere l’importanza di una corretta simulazione delle tensioni termiche, è necessario partire dal cuore del problema. I polimeri, per loro natura, sono materiali sensibili alle variazioni di temperatura. Durante la lavorazione, il materiale viene portato a temperature elevate per essere plasmato nello stampo; successivamente, il raffreddamento — spesso rapido e non omogeneo — porta a ritiri differenziali e variazioni di volume. Questi cambiamenti generano forze interne che, se non ben distribuite, possono accumularsi in punti critici del componente. Le tensioni residue che si sviluppano a seguito di questi processi sono tra le principali cause di problemi in esercizio: deformazioni fuori tolleranza, incrudimento superficiale, perdita delle proprietà meccaniche e fragilità localizzata. Per questo motivo, la capacità di simulare e prevedere questi fenomeni assume un ruolo centrale nella progettazione moderna. Simulazione Numerica: Un Nuovo Approccio Tradizionalmente, il controllo delle tensioni termiche avveniva tramite prove sperimentali, costose e spesso poco rappresentative delle condizioni reali. L’avvento della simulazione numerica ha rivoluzionato questo approccio, permettendo di analizzare il comportamento del materiale in ogni fase del processo, grazie a modelli matematici che descrivono il trasferimento di calore, la termodinamica del polimero e la risposta meccanica al gradiente termico. Il modello proposto nella tesi si basa sull’integrazione di equazioni di conduzione termica e leggi costitutive della meccanica dei solidi. Il polimero viene rappresentato come un solido continuo suddiviso in elementi finiti (FEM), ciascuno dei quali è caratterizzato dalle sue proprietà termiche (conducibilità, capacità termica, coefficiente di espansione) e meccaniche (modulo di elasticità, resistenza a trazione, viscosità). Il software di simulazione elabora i dati di input — come temperatura iniziale, velocità di raffreddamento, geometria del componente e vincoli di lavorazione — e restituisce una mappa dettagliata delle tensioni termiche attese. La Fase di Modellazione: Dati, Parametri e Sfide La creazione di un modello efficace richiede un’accurata caratterizzazione del materiale. Non tutti i polimeri, infatti, si comportano allo stesso modo al variare della temperatura: alcuni mostrano una marcata tendenza alla deformazione plastica, altri una maggiore resilienza. Il modello sviluppato al Politecnico di Torino utilizza dati sperimentali per calibrare i parametri chiave, quali il coefficiente di dilatazione termica, la viscosità in funzione della temperatura e la capacità termica specifica. Un elemento cruciale è la gestione del contatto tra componente e stampo, che influenza il trasferimento di calore e il raffreddamento superficiale. Anche la geometria del componente gioca un ruolo determinante: spessori variabili, nervature o inserti metallici possono creare zone di raffreddamento differenziale, con concentrazione di tensioni localizzate. Tutti questi fattori vengono integrati nel modello, permettendo simulazioni sempre più accurate. Validazione e Applicazioni Pratiche La validazione del modello avviene confrontando i risultati delle simulazioni con le misure sperimentali ottenute su campioni reali. Si utilizzano metodi di rilievo delle tensioni residue come la fotoelasticità, l’analisi delle cricche o la misurazione delle deformazioni post-raffreddamento. I risultati hanno evidenziato un’ottima correlazione tra i dati simulati e quelli osservati, confermando l’affidabilità del modello nel prevedere i punti critici di accumulo delle tensioni termiche. Le applicazioni industriali di questo modello sono molteplici. Ad esempio, nella produzione di componenti automobilistici, è possibile ottimizzare la progettazione dello stampo e i cicli di raffreddamento per minimizzare le tensioni e ridurre i difetti di produzione. Nell’elettronica, la simulazione consente di individuare i rischi di deformazione in schede e involucri soggetti a rapidi cicli termici. Anche nella produzione di packaging alimentare, la riduzione delle tensioni permette di garantire una migliore tenuta e integrità dei contenitori. Benefici per l’Industria e il Prodotto Finale L’adozione di modelli numerici avanzati per la simulazione delle tensioni termiche porta vantaggi significativi in termini di qualità, efficienza e sostenibilità. In primo luogo, permette di ridurre drasticamente il numero di prototipi fisici necessari per la messa a punto del processo, abbattendo tempi e costi di sviluppo. In secondo luogo, consente di prevedere e correggere in anticipo i difetti di produzione, migliorando la qualità del prodotto finale e riducendo lo scarto. Infine, contribuisce alla sostenibilità ambientale, grazie a una gestione più efficiente delle risorse e a una riduzione degli sprechi. La possibilità di simulare scenari diversi — variando ad esempio la velocità di raffreddamento, la geometria del componente o il tipo di polimero — offre ai progettisti una maggiore libertà creativa e una capacità di risposta rapida alle richieste del mercato. Prospettive Future: Verso la Simulazione Integrata e l’Intelligenza Artificiale La simulazione delle tensioni termiche nei materiali polimerici è un campo in rapida evoluzione. Il modello proposto nella tesi rappresenta un passo importante verso l’integrazione dei dati di processo e delle informazioni sul materiale in un’unica piattaforma predittiva. Le prospettive future includono l’utilizzo di tecniche di intelligenza artificiale e machine learning per ottimizzare ulteriormente i parametri di processo in tempo reale, adattando il ciclo produttivo alle condizioni specifiche di ogni lotto o componente. Si sta anche lavorando sull’integrazione dei modelli termici con simulazioni meccaniche e fluidodinamiche, per offrire una visione completa delle prestazioni del componente, dal momento della lavorazione fino alla vita utile in esercizio. Conclusioni: La Simulazione come Nuovo Standard di Progettazione Simulare le tensioni termiche nei componenti plastici non è più una semplice opzione, ma una necessità per chi vuole restare competitivo sul mercato globale. I modelli avanzati sviluppati nei centri di ricerca e nelle università, come quello presentato nella tesi del Politecnico di Torino, dimostrano che l’ingegneria numerica può diventare uno strumento di innovazione e crescita per tutta la filiera della plastica. Investire in queste competenze significa costruire un futuro in cui qualità, efficienza e sostenibilità procedono di pari passo.© Riproduzione Vietata
SCOPRI DI PIU' Difetti di iniezione con materiali riciclati: striature superficiali
Difetti di iniezione con materiali riciclati: striature superficialiDa cosa sono causati i difetti di iniezione e come è possibile risolverli quando si utilizzano dei polimeri riciclati? di Marco ArezioCi sono dei difetti estetici che potrebbero formarsi durante il lavoro di iniezione utilizzando dei granuli rigenerati, che siano da provenienza post consumo o post industriali. Il granulo post consumo si presta maggiormente, in ogni caso, alla possibile creazione di difetti estetici in quanto la composizione polimerica del granulo stesso può comprendere frazioni di materiali non del tutto omogenei (PP/PE per esempio). Le carenze estetiche espresse in striature superficiali, dette anche marmoree, normalmente non causano un difetto tecnico del prodotto stampato, ma solitamente un difetto estetico che, in ogni caso, può comportare il rifiuto del prodotto da parte del cliente finale. Abbiamo già affrontato l’argomento che riguarda la riconsiderazione degli aspetti estetici dei manufatti realizzati con un granulo riciclato, in presenza di piccoli difetti, in un’ottica di incremento della circolarità dei rifiuti plastici, proprio per avere un giudizio corretto sulle aspettative estetiche di prodotti che impiegano la plastica riciclata. Nella fase di stampaggio, la plastica utilizzata come materia prima, raggiunge temperature tra i 175° e i 400°, in base al materiale utilizzato, creando vari processi di trasformazione all’interno della massa fusa. L’acqua viene vaporizzata, e alcuni additivi e polimeri a basso peso molecolare si potrebbero degradare producendo sostanze volatili che accompagneranno la massa fusa all’interno dello stampo. Inoltre la velocità di stampaggio potrebbe agire sulle molecole polimeriche creando una certa percentuale di degradazione plastica. A causa della differenza di densità tra la massa fusa, le sostanze volatili e quelle degradate, ci sarà all’interno dello stampo una separazione tra le parti più pesanti e quelle più leggere, dove queste ultime arriveranno per prime verso le pareti dello stampo stesso, seguite poi dalla massa fusa, di cui si sporcheranno. Quindi, qualsiasi parte volatile e/o degradata che verrà spinta verso la parete dello stampo dal polimero riciclato fuso, creerà sulle pareti del prodotto finito, striature o parti marmorizzate che possono essere antiestetiche. Le cause di questi difetti si possono riassumere in: • Umidità del materiale • Degrado delle parti in plastica a causa dell’alta temperatura • Tempi di stampaggio eccessivi con degradazione dei polimeri • Contropressione troppo bassa • Punti di iniezione troppo piccoli che potrebbero degradare la materia prima • Eccessiva usura del mandrino • Sporco vicino ai punti di espulsione del gas nello stampo o numero insufficiente di punti In considerazione di quanto sopra esposto, per evitare o ridurre questi fenomeni antiestetici, bisognerebbe prendere tutti gli accorgimenti necessari per la regolazione dei parametri macchina e stampo, oltre a verificare, attraverso lo studio del DSC del polimero riciclato da usare, il peso delle componenti che potrebbero degradare.Categoria: notizie - tecnica - plastica - riciclo - iniezione - stampi - produzione
SCOPRI DI PIU' L'Arte della Manutenzione Oleodinamica Industriale: Chiave per Efficienza e Longevità
L'Arte della Manutenzione Oleodinamica Industriale: Chiave per Efficienza e LongevitàScopri come una manutenzione oleodinamica efficace prolunga la vita degli impianti, ottimizza l'efficienza energetica e garantisce la sicurezza operativadi Marco ArezioNel cuore pulsante dell'industria moderna, gli impianti oleodinamici rappresentano la spina dorsale di innumerevoli processi produttivi. Dalle presse idrauliche ai macchinari da costruzione, dai sistemi di movimentazione alle applicazioni marine, la capacità di trasmettere e controllare elevate potenze attraverso i fluidi è insostituibile. Tuttavia, la sofisticazione di queste tecnologie porta con sé la necessità impellente di una manutenzione oleodinamica rigorosa e lungimirante. Non si tratta semplicemente di riparare un guasto, ma di un investimento strategico che assicura la continuità operativa, massimizza l'efficienza e prolunga significativamente la vita utile dei componenti, trasformandosi in un vantaggio competitivo duraturo. L'Imperativo della Manutenzione: Costi Nascosti del Non Fare L'errata percezione della manutenzione come un mero costo da tagliare è un errore comune che può avere ripercussioni devastanti. Un impianto oleodinamico trascurato è una bomba a orologeria. Le conseguenze vanno ben oltre il singolo fermo macchina non pianificato, che di per sé genera perdite produttive dirette e ritardi nelle consegne. Si manifestano in un'accelerata usura dei componenti, riducendo drasticamente la vita di pompe, valvole e attuatori, costringendo a sostituzioni premature e costose. L'inefficienza energetica cresce esponenzialmente, con perdite di carico e trafilamenti interni che costringono il sistema a lavorare più duramente per erogare la stessa potenza, traducendosi in bollette energetiche più salate e un impatto ambientale maggiore. Inoltre, non si può sottovalutare il rischio per la sicurezza degli operatori, esposti a pericoli derivanti da malfunzionamenti inattesi, rotture di tubazioni in pressione o perdite di fluido. Una strategia di manutenzione preventiva e predittiva si rivela quindi un pilastro per la resilienza operativa. Essa permette di trasformare i costi di emergenza in investimenti programmati, con benefici tangibili sull'affidabilità e sulla redditività complessiva dell'azienda. La Gestione del Fluido Idraulico: Il Cuore della Manutenzione Il fluido idraulico è il vero sangue di un sistema oleodinamico e la sua condizione è il barometro più fedele della salute dell'impianto. La contaminazione del fluido è la causa principale (spesso oltre l'80%) di guasti e usura prematura dei componenti. Elementi come polveri, acqua, aria o particelle metalliche generate dall'usura interna possono erodere, corrodere e danneggiare le superfici delicate di pompe e valvole. Un programma di analisi olio idraulico periodica è dunque non solo consigliato, ma indispensabile. Attraverso test di laboratorio si monitorano parametri vitali come la viscosità, l'acidità (TAN - Total Acid Number), il contenuto di acqua, l'ossidazione e la presenza di particelle contaminanti (tramite codici ISO o NAS) e metalli da usura. Queste analisi permettono di identificare tendenze, prevedere problemi e decidere il momento ottimale per la sostituzione o la rigenerazione del fluido, evitando sprechi e danni. Parallelamente all'analisi, una filtrazione efficace è cruciale. Sistemi di filtrazione in linea ad alta efficienza, filtri di ritorno e sfiati con filtri antipolvere e anti-umidità sono fondamentali per mantenere la pulizia dell'olio. La scelta del filtro giusto, con il corretto grado di filtrazione (espresso in micron) e una sostituzione programmata basata sul monitoraggio della pressione differenziale, assicura che il fluido operi sempre nelle condizioni ottimali. Anche il controllo della temperatura è vitale: un olio troppo caldo degrada rapidamente, perdendo le sue proprietà lubrificanti e anti-usura, mentre un olio troppo freddo aumenta la viscosità, causando perdite di energia e difficoltà operative. Cura dei Componenti: Ispezione e Intervento Mirato Oltre al fluido, ogni componente dell'impianto richiede attenzione specifica. Pompe e Motori: Sono il cuore e i muscoli del sistema. La loro manutenzione implica il monitoraggio di rumori anomali, vibrazioni, variazioni di pressione e perdite esterne. L'allineamento preciso tra pompa e motore è essenziale per prevenire stress e usura prematura. Valvole: Regolano il flusso e la pressione. È fondamentale verificarne la corretta taratura, l'assenza di trafilamenti interni ed esterni e la fluidità dei movimenti. Valvole bloccate o malfunzionanti possono causare surriscaldamento, perdite di potenza o movimenti incontrollati. Cilindri: Gli attuatori lineari richiedono ispezioni regolari delle guarnizioni per prevenire perdite, del grado di usura dello stelo e della canna, e del corretto funzionamento degli ammortizzatori di fine corsa. Qualsiasi segno di scanalatura o corrosione sullo stelo è un campanello d'allarme. Tubazioni e Raccordi: Sono le vene del sistema. La loro integrità è cruciale per la sicurezza e l'efficienza. Occorre controllare regolarmente crepe, abrasioni, rigonfiamenti e segni di corrosione. Un corretto serraggio dei raccordi e un'adeguata supportatura delle tubazioni prevengono vibrazioni e rotture. Serbatoi: Devono essere mantenuti puliti e aerati. È essenziale controllare il livello dell'olio e assicurarsi che i filtri di sfiato siano efficienti per impedire l'ingresso di contaminanti dall'ambiente esterno. Dalla Manutenzione Preventiva alla Predittiva: L'Era dell'Industria 4.0 Tradizionalmente, la manutenzione preventiva ha dettato la sostituzione di componenti o fluidi a intervalli di tempo predefiniti o in base alle ore di funzionamento. Sebbene efficace nel prevenire molti guasti, può portare a sostituzioni anticipate e sprechi. Oggi, il paradigma si sta spostando verso la manutenzione predittiva. Grazie all'integrazione di sensori intelligenti (IoT - Internet of Things) e all'analisi avanzata dei dati (Big Data, Intelligenza Artificiale), è possibile monitorare in tempo reale parametri critici come pressione, temperatura, portata, vibrazioni e la qualità dell'olio. Questi dati vengono elaborati per identificare pattern, rilevare anomalie e prevedere l'insorgere di un guasto con notevole anticipo. La diagnostica idraulica avanzata permette così di intervenire solo quando strettamente necessario, ottimizzando gli intervalli di manutenzione, riducendo i fermi macchina non pianificati e massimizzando la vita utile dei componenti. L'implementazione di un sistema CMMS (Computerized Maintenance Management System) supporta la pianificazione, l'esecuzione e il monitoraggio di tutte le attività manutentive, creando una base dati storica preziosa per l'analisi e il miglioramento continuo. Manutenzione Sostenibile: Un Bene per l'Ambiente e il Bilancio La manutenzione efficace non è solo una questione economica e operativa, ma anche ambientale. Un impianto oleodinamico ben mantenuto è intrinsecamente più sostenibile. L'ottimizzazione dell'efficienza energetica riduce il consumo di energia e le emissioni di CO2. L'estensione della vita dei fluidi e dei componenti diminuisce la necessità di produrre nuovi materiali e smaltire quelli vecchi, promuovendo i principi dell'economia circolare. La riduzione delle perdite di olio non solo previene costosi sprechi, ma mitiga anche il rischio di contaminazione del suolo e delle acque. L'adozione di fluidi idraulici biodegradabili, laddove le condizioni lo consentono, rappresenta un ulteriore passo verso un'operatività più ecocompatibile. In sintesi, la manutenzione degli impianti oleodinamici è una disciplina complessa e dinamica che richiede competenza tecnica, strumenti adeguati e un approccio strategico. Passare da una logica reattiva a una proattiva, investendo in formazione del personale e nelle tecnologie di manutenzione predittiva, non è più un'opzione, ma una necessità. Solo così le aziende potranno garantire la massima efficienza, affidabilità e longevità dei propri sistemi oleodinamici, navigando con successo le sfide dell'industria 4.0 e contribuendo a un futuro produttivo più sicuro ed ecologicamente responsabile.© Riproduzione Vietata
SCOPRI DI PIU' L’Utilizzo dell’Acqua Supercritica per il Riciclo dei Rifiuti Plastici
L’Utilizzo dell’Acqua Supercritica per il Riciclo dei Rifiuti PlasticiQuali differenze esistono tra il processo di riciclo chimico e quello con l’acqua supercriticadi Marco ArezioL’affermazione ormai abbastanza consolidata che il solo riciclo meccanico sia diventato insufficiente e non completamente efficiente nella gestione dei rifiuti plastici, è una tesi sufficientemente realistica. Al netto di interventi a monte della filiera, che suggeriscono la riduzione dei consumi, il riuso, la riparazione e il miglioramento della vita utile degli oggetti, la questione della gestione dei rifiuti plastici che si producono ogni anno nel mondo, necessiterebbe di nuove tecnologie, nuove lungimiranze politiche ed imprenditorial, per sviluppare, combinate con il riciclo meccanico, altre forme di riciclo come quello chimico e quello con l’acqua supercritica. Cosa è l'acqua supercritica L'acqua supercritica è uno stato della materia in cui la pressione e la temperatura sono così elevate che le distinzioni tra liquido e gas diventano indistinte. In questo stato, l'acqua mostra proprietà uniche e viene utilizzata in vari settori, come l'estrazione di sostanze chimiche e la pulizia di materiali. Come si produce l'acqua supercritica Per produrre acqua supercritica, è necessario raggiungere una temperatura superiore a 374 gradi e una pressione di almeno 22,1 MPa, che corrisponde a circa 218 atmosfere. Queste condizioni estreme possono essere ottenute utilizzando apposite attrezzature chiamate reattori ad alta pressione. In genere, il processo coinvolge il riscaldamento dell'acqua a una temperatura superiore al suo punto critico e l'applicazione di una pressione sufficientemente elevata. Come si utilizza l'acqua supercritica nel riciclo dei rifiuti plastici L'acqua supercritica è utilizzata nel riciclo dei rifiuti plastici attraverso un processo noto come idrotrattamento supercritico. Con questo metodo, l'acqua supercritica viene impiegata per degradare e rimuovere contaminanti dai rifiuti plastici. Il processo coinvolge diverse fasi: Pre-trattamento I rifiuti plastici vengono preparati, rimuovendo eventuali contaminanti grossolani e separando i materiali plastici in base alla tipologia di appartenenza, ove possibile. Esposizione all'acqua supercritica Gli scarti preparati vengono quindi esposti all'acqua supercritica in condizioni di temperatura e pressione specifiche. In questo ambiente, l'acqua può penetrare nella struttura molecolare delle plastiche, facilitando la rimozione di contaminanti. Depolimerizzazione L'acqua supercritica può contribuire alla depolimerizzazione delle plastiche, rompendo le lunghe catene polimeriche in componenti più semplici o monomeri. Recupero dei prodotti I prodotti ottenuti dalla depolimerizzazione, come monomeri o oli, possono essere recuperati per essere riutilizzati nella produzione di nuovi materiali. Quali sono i prodotti finali realizzati dopo il processo di riciclo con l'acqua supercritica Il processo di riciclo dei rifiuti plastici con l'acqua supercritica può generare diversi prodotti finali, a seconda della composizione dei rifiuti trattati e delle condizioni specifiche del processo. Vediamo alcuni dei prodotti finali: Monomeri Le lunghe catene polimeriche delle plastiche possono essere frammentate durante il processo, producendo monomeri. Questi possono essere utilizzati per sintetizzare nuovi polimeri e materiali plastici. Oli La depolimerizzazione può anche generare oli o idrocarburi leggeri, che possono essere impiegati come materie prime in diversi settori industriali. Gas Il processo può liberare gas, come anidride carbonica, a seconda delle condizioni di trattamento. Il recupero e l'utilizzo di questi gas possono contribuire alla sostenibilità del processo. Materiali solidi riciclati Dopo il trattamento, è possibile ottenere materiali solidi riciclati che possono essere utilizzati in varie applicazioni. Questi materiali possono essere incorporati in processi di produzione per creare nuovi prodotti. L'obiettivo principale del riciclo con l'acqua supercritica è ridurre al minimo gli sprechi di plastica, recuperare risorse utili e diminuire l'impatto ambientale associato ai rifiuti plastici. La versatilità del processo consente di adattarsi a diverse tipologie di plastica, contribuendo così a una gestione più sostenibile dei rifiuti. Che differenza di processo esiste nel riciclo dei rifiuti plastici tra il riciclo chimico e quello con l'acqua supercritica Il riciclo chimico e quello con l'acqua supercritica sono due approcci distinti al trattamento dei rifiuti plastici, con differenze significative nei processi. Vediamone alcuni: Riciclo chimico Questo sistema di riciclo coinvolge processi chimici per rompere le catene polimeriche delle plastiche, trasformandole in monomeri o oli, spesso richiedendo l'uso di sostanze chimiche aggressive ed elevate temperature o pressioni. Riciclo con l'acqua supercritica Questo sistema utilizza l’acqua allo stato supercritico per trattare i rifiuti plastici, penetrando nella loro struttura e facilitando la depolimerizzazione. Per fare ciò è necessario raggiungere temperature e pressioni elevate, ma senza l'uso di sostanze chimiche aggressive come negli approcci tradizionali. Il processo può generare monomeri, oli e altri materiali utili, riducendo al minimo i residui tossici. Differenze chiave tra il processo chimico e quello con l’acqua supercritica Il riciclo chimico impiega reagenti chimici aggressivi, mentre l'acqua supercritica utilizza le proprietà uniche dell'acqua in uno stato supercritico per degradare le plastiche. Infatti, l'acqua supercritica può essere più ecocompatibile dal punto di vista chimico, poiché riduce la dipendenza da sostanze tossiche o pericolose. Entrambi i processi mirano a recuperare monomeri od oli per la produzione di nuovi materiali, ma i dettagli esatti del processo e i prodotti ottenuti possono variare. Entrambi gli approcci contribuiscono agli sforzi di gestione sostenibile dei rifiuti plastici, ma la scelta tra i due dipende dalle specifiche esigenze, tipologie di plastica e obiettivi ambientali di un dato processo di riciclo. Quali vantaggi economici esistono tra il riciclo chimico e quello con l'acqua supercritica I vantaggi economici tra il riciclo chimico e quello con l'acqua supercritica possono variare in base a diversi fattori, tra cui le condizioni di mercato, le materie prime coinvolte e la scala di produzione. Tuttavia, esistono alcune considerazioni generali: Costi di gestione delle sostanze chimiche Il riciclo chimico potrebbe richiedere l'uso di sostanze chimiche costose o particolarmente reattive, aumentando i costi di gestione e sicurezza. Consumo energetico Nel riciclo chimico i processi possono richiedere notevoli quantità di energia, influenzando i costi operativi complessivi. Mentre nel riciclo con l’acqua supercritica, anche se il processo richiede temperature e pressioni elevate, il riciclo può essere più efficiente dal punto di vista energetico in confronto a processi chimici tradizionali. Residui e gestione ambientale Nel riciclo chimico si possono utilizzare alcuni processi chimici che possono generare sottoprodotti indesiderati o residui tossici, aumentando i costi di gestione ambientale. Con l’utilizzo dell’acqua supercritica, il processo risulta più pulito e meno tossico, riducendo i costi associati alla gestione ambientale e alla conformità normativa. Adattabilità ai tipi di plastica Con il riciclo chimico si riscontra una maggiore adattabilità di processo ad una gamma più ampia di tipologie di plastica, mentre l’utilizzo dell’acqua supercritica potrebbe essere più selettivo o efficace per determinate tipologie di plastica.
SCOPRI DI PIU' Additivi per il Miglioramento ai Graffi nei Policarbonati
Additivi per il Miglioramento ai Graffi nei PolicarbonatiStrategie chimiche ed industriali per incrementare la resistenza ai graffi nei policarbonati ad alte prestazionidi Marco ArezioIl policarbonato è uno dei polimeri più utilizzati nell’industria dei materiali ad alte prestazioni grazie alla sua combinazione unica di proprietà: elevata trasparenza ottica, buona resistenza meccanica, stabilità dimensionale e processabilità. Tuttavia, una delle criticità più note riguarda la sua scarsa resistenza ai graffi superficiali. Questo limite ne condiziona l’impiego in applicazioni dove l’estetica, la trasparenza e la durata nel tempo della superficie esposta rivestono un ruolo fondamentale, come nel settore automotive, nell’elettronica di consumo e nei dispositivi ottici. Per ovviare a questo problema, la ricerca industriale e accademica ha sviluppato diverse strategie basate sull’impiego di additivi specifici, capaci di modificare la superficie del policarbonato senza comprometterne le proprietà intrinseche.Proprietà superficiali e meccanismi di graffiaturaLa graffiatura di un polimero non è soltanto il risultato di una sollecitazione meccanica locale, ma un fenomeno complesso che coinvolge deformazioni plastiche, microfratture e alterazioni superficiali. Nel caso del policarbonato, l’energia di deformazione viene assorbita in maniera non uniforme, con la conseguente formazione di microstriature visibili a occhio nudo. Questa sensibilità è legata alla natura amorfa del materiale e alla mobilità segmentale delle catene polimeriche, che tendono a deformarsi sotto sforzo.L’uso di additivi mira a limitare tale mobilità, a rafforzare la matrice e a creare una superficie più rigida, capace di distribuire meglio le sollecitazioni e ridurre la formazione del solco.Classificazione degli additiviQuando si parla di resistenza ai graffi nei policarbonati, non esiste una sola strada: le soluzioni si distribuiscono lungo una mappa di famiglie chimiche che agiscono con meccanismi complementari. L’obiettivo è sempre lo stesso — alzare il carico a cui compare il danno visibile e impedirne l’evoluzione in un solco profondo — ma per arrivarci si può agire rendendo la superficie più scorrevole, irrigidendo lo strato sub-superficiale, inserendo “punti duri” invisibili alla luce o, ancora, creando una vera e propria pelle protettiva durante il processo.Le quattro famiglie più utilizzate sono:- organici modificatori di superficie- inorganici micronizzati- nanoparticelle funzionalizzate- coating integratiQueste categorie si distinguono per natura, comportamento in lavorazione e impatto su ottica e finiture.Additivi organici modificatori di superficieLavorano su due leve decisive. Da un lato riducono l’attrito in contatto secco; dall’altro irrigidiscono la zona immediatamente sotto la pelle, così che la deformazione si distribuisca e non generi micro-solchi. Nel primo gruppo rientrano i sistemi a base silicone, come i PDMS o i copolimeri PC-silossano, progettati per arricchirsi spontaneamente in superficie durante lo stampaggio. È un “fiorire” controllato: pochi decimi di punto percentuale (tipicamente fino all’1%) bastano per costruire un film sottile a bassa energia superficiale, capace di lubrificare la scia di contatto e attenuare il micro-taglio. Se si esagera con il dosaggio, però, il beneficio si paga con opacizzazione (haze), peggior bagnabilità e difficoltà in verniciatura o stampa. Per questo si cura la “micro-architettura” del copolimero — lunghezza dei blocchi silossanici e densità di innesti — che regola quanto in fretta e quanto stabilmente la pellicola si organizza in superficie (verificabile, ad esempio, con XPS o ToF-SIMS).A fare squadra con i silicone ci sono oligomeri fluorurati e additivi “slip” ad alta temperatura. Anche loro riducono l’attrito senza lubrificanti esterni, ma per funzionare nel PC devono ancorarsi alla matrice con porzioni compatibili (blocchi aromatici o simili alla catena carbonatica), altrimenti rischiano di migrare fuori (exudazione). Alcune cere sintetiche per alte temperature (poliesteri aromatici, poliammidi a elevato punto di fusione) aiutano a controllare il “mar” senza volatilizzare nell’intervallo termico tipico del PC (circa 290–320 °C); cere generiche non progettate per tecnopolimeri tendono invece a degradarsi o affiorare.Il secondo pilastro degli organici è l’irrigidimento leggero della pelle tramite ramificazione/reticolazione molto contenuta. Piccole quantità di agenti epossidici multifunzionali, ossazoline o metacrilati reattivi interagiscono con le estremità di catena del PC o con gruppi introdotti dai compatibilizzanti, creando una rete rada o catene ramificate che aumentano modulo e durezza apparente subito sotto la superficie. Risultato: minore profondità del solco allo stesso carico. Spingersi troppo oltre, però, introduce gel, altera la trasparenza e può ingiallire il materiale.Un ruolo meno appariscente ma cruciale lo giocano gli stabilizzanti foto-termici: non rendono la superficie più dura, ma la preservano. Mantengono integra la chimica della pelle e la T_g dopo calore e UV, evitando quell’ammorbidimento che facilita la graffiatura con l’invecchiamento. Combinazioni mirate di assorbitori UV (benzotriazoli/benzofenoni) e HALS, selezionate per il PC, sono la “polizza” per la tenuta a lungo termine.Sul piano del processo, gli organici richiedono disciplina: la loro efficacia dipende da storia di taglio e tempo di permanenza in fusione. Eccessi in estrusione o stampaggio possono degradarli o favorire separazioni di fase (flow marks). L’asciugatura preventiva del PC resta imprescindibile (≤0,02% H₂O) per evitare idrolisi, calo di M_w e perdita di proprietà ottiche. Inoltre, ogni pacchetto additivo va verificato rispetto alle finiture previste (metallizzazione, incollaggio, verniciatura), perché la bassa energia superficiale può ostacolarle.Additivi inorganici micronizzatiIntroducono punti d’ancoraggio duri (silice, allumina, boehmite) che alzano la resistenza al taglio localizzato e ripartiscono lo sforzo, evitando l’accumulo plastico. L’efficacia cresce con durezza/modulo della particella e con l’adesione alla matrice. Nel PC trasparente, però, decide l’ottica: per contenere l’haze si lavora su vere dimensioni sub-50 nm (dispersione monomodale) o su un migliore matching dell’indice di rifrazione. Poiché n_PC≈1,58 e la silice è ≈1,46, la via più praticata è la nanometria reale sostenuta da trattamenti silanici (epossisilani/aminosilani) che consolidano l’interfaccia e riducono il white marking da pull-out. L’allumina, più dura, può funzionare a dosi contenute se ben funzionalizzata; particelle troppo grandi opacizzano e calano il gloss.Sul fronte formulazione/processo spesso basta 0,5–3% di carica nanometrica per un guadagno chiaro; oltre aumentano viscosità e agglomerati. Il compounding ideale usa bivite lunghe, elementi miscelanti alternati (distributivi/dissipativi) e alimentazione laterale/gravimetrica. Le polveri vanno asciugate ed esenti da acidità (acidi catalizzano l’idrolisi del carbonato). Effetti collaterali attesi: MFR in calo, scie di flusso se la reologia non è centrata, più usura stampi con Al₂O₃. La valutazione va sempre doppia: haze/clarity allo spessore target e profondità residua del graffio (profilometria 3D) a pari carico.Nanoparticelle funzionalizzateQui la leva è l’interfase: attorno alla nanoparticella si forma uno strato (decine di nm) dove la mobilità segmentale cala. È questa zona viscoelastica a innalzare il carico di comparsa del segno. La funzionalizzazione governa spessore e coesione dell’interfase. La silice colloidale con gruppi epossidici o amminici è la scelta tipica quando serve preservare la trasparenza: dispersione realmente nano (confermata da DLS/TEM) e dosi 0,3–1,5% centrano spesso l’equilibrio durezza/ottica. Allumina/boehmite nano-lamellare aggiungono durezza e stabilità termica, ma richiedono compatibilizzazione attenta per evitare flocculazioni che rovinano il gloss; convincono in ambienti abrasivi (esterno auto) se si gestisce l’estetica.I POSS (polyhedral oligomeric silsesquioxanes) sono “molecole-filler” da 1–3 nm: restano otticamente invisibili, agiscono da nano-nodi duri e possono irrigidire localmente la catena, alzando la T_g percepita nella pelle. Ideali quando servono durezza + trasparenza senza scattering. Le nanoclay esfoliate aumentano G′ e resistenza al solco, ma disturbano la trasparenza: meglio in PC opachi o in blend (PC/ABS) per interni auto. Gli ossidi ad alto indice (TiO₂, ZnO) sono durissimi ma otticamente “pesanti” (e il TiO₂ anatase è fotoattivo): si usano solo a dosi ultrasottili, rivestiti e con D320 °C, compatibilità superficiale con la matrice e profilo tossicologico/regolatorio adeguato (le polveri fini richiedono gestione rigorosa). La validazione usa strumenti “di pelle”: DMA (irrigidimento a piccole deformazioni), nanoindentazione (durezza/modulo locali), nanoscratch (transizione da segno lieve a solco).Coating protettivi integratiDue strade. La prima sfrutta additivi migranti anfifilici (segmenti PC-affini + silossanici/fluorurati) che, in stampaggio, si auto-organizzano in una pelle sottilissima (decine di nm) a bassa energia superficiale: riducono lo scorrimento abrasivo. La cinetica dipende da distanza di solubilità, M_w, T_melt e raffreddamento. Se l’ancoraggio è buono la pelle dura; se è debole affiora e si perde, con finger-marking e problemi di bagnabilità. La seconda è l’in-mold coating (IMC) o hardcoat in cella: un prepolimero (acrilato polisilossanico o ibrido organo-siliceo) viene deposto e reticolato UV/termicamente, creando una rete quasi “vetrosa”; si possono disperdere nanoparticelle (es. silice) per alzare modulo e contenere i solchi profondi. È un rivestimento “cucito” sul pezzo, ideale per lenti/fari, a patto di curare adesione al PC (primer o gruppi reattivi) e riciclabilità a fine vita.Un aspetto trasversale: i sistemi a bassissima energia superficiale proteggono bene dal graffio, ma possono ostacolare stampa a caldo, verniciatura e incollaggio. Conviene definire in anticipo la gerarchia delle prestazioni: se sono previste finiture, meglio additivi migranti ancorabili o direttamente l’IMC, che concilia resistenza e adesione degli strati successivi.L’approccio nanocomposito resta tra i più efficaci per aumentare la resistenza ai graffi mantenendo la trasparenza; la chiave è controllare concentrazione e granulometria per restare otticamente “neutri”.Compatibilità ottica e additivi trasparentiUno degli aspetti più delicati nello sviluppo di additivi per policarbonati trasparenti è la compatibilità ottica. In applicazioni come lenti, display e coperture protettive, gli additivi devono avere indice di rifrazione vicino a quello del PC o essere dispersi su scala nanometrica per evitare diffusione della luce. In quest’ottica, silice colloidale e ossidi funzionalizzati rappresentano soluzioni credibili perché aumentano la durezza senza compromettere la chiarezza.Normative e prove di laboratorioLa valutazione della scratch resistance si basa su prove normalizzate che misurano profondità e visibilità del graffio dopo sollecitazioni controllate. Strumenti come Taber Abraser e test di penetrazione progressiva/nanoscratch consentono confronti affidabili fra formulazioni. Nei settori ad alta responsabilità (automotive, elettronica) si applicano standard specifici per la caratterizzazione delle superfici plastiche.Applicazioni industrialiDove il policarbonato deve combinare resistenza meccanica, estetica e trasparenza, gli additivi per scratch resistance sono ormai uno standard. Fari automotive devono restare trasparenti malgrado l’abrasione ambientale; schermi e cover dell’elettronica di consumo chiedono superfici che non si segnino facilmente; caschi, lenti ottiche e componenti architettonici beneficiano di superfici durevoli e visivamente pulite.Prospettive futureL’evoluzione degli additivi per scratch resistance è sempre più intrecciata con sostenibilità ed economia circolare. Oltre alle prestazioni, si cercano soluzioni sicure e riciclabili: additivi bio-based, nanocariche da fonti naturali, coating autorigeneranti. La sfida è migliorare la resistenza ai graffi senza compromettere la compatibilità con i flussi di riciclo, così da mantenere il policarbonato in linea con gli obiettivi di una economia più verde.© Riproduzione Vietata
SCOPRI DI PIU' Gli Elastomeri Termoplastici Riciclati - TPE: Quali sono e Come si Utilizzano
Gli Elastomeri Termoplastici Riciclati - TPE: Quali sono e Come si UtilizzanoLe giuste ricette portano alla creazione di miscele di TPE riciclabili dalle caratteristiche sorprendentidi Marco ArezioGli elastomeri termoplastici (TPE) sono degli elementi costituiti da famiglie differenti di materiali che si associano per creare un composto con caratteristiche migliorative. Chiamati anche gomme termoplastiche, sono, appunto, l’unione tra una plastica e una gomma, questo matrimonio permette di sfruttare le caratteristiche elastiche delle gomme, che si esprimono nella capacità di essere deformate in base ad una forza applicata, sia in lunghezze che in larghezza, per poi riprendere la forma originaria quando verrà meno la forza, e dall’altra la possibilità, come tutti i polimeri termoplastici, di essere lavorati e riciclati. Gli elastomeri termoplastici, quindi, possono essere facilmente impiegati nello stampaggio ad iniezione e nell’estrusione dei manufatti. I primi TPE furono messi sul mercato negli anni ’50 del secolo scorso, attraverso la produzione del polimero poliuretanico termoplastico, per poi allargare la gamma delle miscele, nei decenni successivi, ad altre tipologie di elastomeri termoplastici. I vantaggi dei TPE - Innanzitutto le miscele di TPE possono essere riciclate attraverso il sistema di riciclo meccanico e riutilizzati come nuova materia prima- Facilità di lavorazione rispetto alle gomme vulcanizzate, quindi con tempi di processo più veloci e costi minori dei prodotti finali - Ottima resistenza agli oli anche superiore alle gomme - Saldabilità e trasparenza in alcune formulazioni - Ottima resistenze sia alle basse temperature che a quelle alte - Possibilità di realizzare prodotti finiti più leggeri rispetto alle gomme vulcanizzate Quali sono i principali TPE - Compound poliolefinici come il TPO - Compound stirenici come l’SBS e SEBS - Compound poliuretanici - Compound a base Copoliestere - Compound vulcanizzati come il TPV Dove vengono impiegati gli Elastomeri Termoplastici - Settore medicale e farmaceutico per guarnizioni, valvole, tubi e oggetti che vanno in autoclave - Settore delle calzature per la produzione di suole, tacchi, sotto tacchi e scarpe antinfortunistiche - Settore alimentare ed agricolo come i supporti per i codici a barre, tubi da irrigazione, erba sintetica, cavi di blocco, separatori per frutta e verdura, supporti di marchiatura. - Edilizia come i rivestimenti tubi in acciaio, ingredienti per la modifica di bitumi stradali, elementi fonoassorbenti e antivibranti - Articoli sportivi come il rivestimento rigido per gli scarponi da sci, punte e code degli sci, tavole da snowboard, abbigliamento sportivo e per il nuoto - Automotive come i cruscotti, alcune parti della carrozzeria e del cambio, guarnizioni, coperture delle zone degli airbags, pannelli di portiere e rivestimenti vari. Come si riciclano i TPE La maggior parte dei prodotti fatti in TPE sono riciclabili attraverso gli impianti di riciclo meccanico, quindi, le operazioni che si effettueranno riguarderanno, la selezione del materiale, dividendo le varie tipologie di elastomeri termoplastici, la macinazione, il lavaggio se necessario, e la granulazione del materiale per riutilizzarlo in produzione. Una fase importante del processo riguarda sicuramente la selezione degli scarti in quanto, a volte, è possibile trovare rifiuti di TPE sui quali rimangono quantità anche apprezzabili di altri materiali di natura diversa, come per esempio le schiume poliuretaniche o i polietileni reticolati, che possono inquinare il prodotto finale.
SCOPRI DI PIU' Antiossidanti per i Polimeri Riciclati: Come Migliorare le Prestazioni
Antiossidanti per i Polimeri Riciclati: Come Migliorare le PrestazioniLe azioni termo-ossidative a cui sono sottoposte le materie plastiche riciclate necessitano un miglioramento delle miscele degli antiossidantidi Marco ArezioI polimeri riciclati, specialmente se parliamo di plastiche da post consumo, sono materie prime che più di altre, per la loro storia di fusioni e raffreddamenti, cicli di vita soggetti alle condizioni ambientali e a causa delle condizioni di usura meccanica, vanno spesso incontro al degrado dei componenti. Infatti, sotto l’effetto del calore, dell’irradiazione solare, delle sollecitazioni meccaniche, come gli sforzi di taglio e molti altri fattori, si possono creare, nella materia plastica, dei radicali liberi che causano una degradazione ossidativa. Inoltre, in presenza di ossigeno, i radicali liberi generano radicali perossidici, che sottraggono atomi alla catena polimerica. I perossidi di idrogeno che si formano in questo modo, si scompongono formando altri radicali creando una reazione a catena che porta alla degradazione delle materie plastiche. Per questi motivi, l’utilizzo degli antiossidanti nelle miscele polimeriche durante le fasi di fusione, è ritenuto indispensabile per mantenere le proprietà meccaniche, reologiche, ottiche e di durabilità. Cosa sono gli antiossidanti per i polimeri riciclati Prima di tutto possiamo dire che gli antiossidanti sono degli additivi che vengono impiegati come masterbaches, al fine di migliorare le caratteristiche del prodotto plastico finale. Le famiglie possono essere classificate tra antiossidanti primari e secondari, in base alla loro funzione finale nell’impasto. Gli antiossidanti primari presentano atomi reattivi di H2 che reagiscono ai radicali liberi, come i fenoli inibiti stericamente, le ammine aromatiche e ammine inibite stericamente. Gli antiossidanti secondari hanno la funzione di scomporre i perossidi d’idrogeno, impedendo così la ramificazione della catena. A questo gruppo appartengono i fosfiti e i tioesteri. Sono in corso interessanti studi circa l’utilizzo combinato di due tipologie di antiossidanti, specialmente nel campo del PE, dove si è notato che l’azione sinergica di due elementi posa portare ad un risultato maggiore rispetto all’utilizzo dei singoli componenti impiegati separatamente. Infatti, come sappiamo, i materiali riciclati, rispetto a quelli vergini, provengono da cicli di usura e di sofferenza termica maggiori, quindi l’impiego di antiossidanti, non solo diventa consigliabile, ma lo studio delle loro miscele può portare a risultanti interessanti. Come abbiamo detto, il materiale riciclato può aver subito cicli ossidativi dati dalle condizioni meccaniche e termiche durante la sua vita, ma dobbiamo anche considerare quello che viene chiamato il processo termo-ossidativo iniziato con il contatto della plastica con l’ossigeno. La successiva fusione degli scarti plastici per creare il nuovo polimero riciclato può decisamente aggravare la qualità futura del manufatto, in quanto si riutilizzerà una materia prima già stressata. Per evitare quindi il degrado termo-ossidativo di un polimero è consigliabile utilizzare uno o più antiossidanti, miscelati tra loro, per prolungare la vita utile della materia plastica prevenendone il degrado. E’ raro notare come un solo antiossidante, che appartenga al tipo primario o secondario, possa coprire tutte le specificità, in termini di degrado ossidativo, che la plastica può presentare, quindi potrebbe essere necessario la combinazione di due tipologie di protettivi che possano migliorare il risultato, solo se combinati, ottenendo un effetto sinergico migliore dell’utilizzo dei due antiossidanti distinti. Una buona soluzione per la stabilizzazione, durante la lavorazione, è il cosiddetto fenolo-fosfito, che è la combinazione di un fenolo impedito con un fosfito organico, presentando quindi un eccellente effetto sinergico che migliora le proprietà rispetto all’effetto di ciascuno di essi impiegati separatamente. La stabilità fornita dalla miscela è in funzione della sua concentrazione. Nella la lavorazione della materia plastica riciclata, il fosfito reagisce disattivando gli idroperossidi che si formano durante l'auto-ossidazione delle poliolefine, mentre il fenolo agisce intrappolando i radicali liberi che si formano.
SCOPRI DI PIU' Ottimizzare i Consumi: Strategie Avanzate per l'Efficienza Energetica nell'Estrusione e nel Soffiaggio Plastico
Ottimizzare i Consumi: Strategie Avanzate per l'Efficienza Energetica nell'Estrusione e nel Soffiaggio PlasticoTecniche e Tecnologie All'avanguardia per Ridurre i Costi Operativi e l'Impatto Ambientale negli Impianti di Lavorazione delle Materie Plastichedi Marco Arezio L'industria della trasformazione delle materie plastiche, pilastro fondamentale di numerosi settori manifatturieri, si affida in larga misura a processi ad alta intensità energetica come l'estrusione e il soffiaggio. In un contesto economico globale sempre più competitivo e caratterizzato da una crescente sensibilità verso le tematiche ambientali, l'ottimizzazione del consumo energetico non rappresenta più una mera opportunità di risparmio, ma diviene un imperativo strategico per garantire la sostenibilità economica e ambientale degli impianti produttivi. Analizzare e intervenire sui flussi energetici è essenziale per mitigare i costi operativi significativi e ridurre l'impronta ecologica associata a queste lavorazioni. Il Fabbisogno Energetico: Una Panoramica Critica Per comprendere appieno il potenziale di efficientamento, è fondamentale delineare il panorama del consumo energetico tipico di un impianto di estrusione o soffiaggio. Le principali aree in cui l'energia viene impiegata e, di conseguenza, potenzialmente dispersa, sono molteplici e interconnesse. Al centro vi sono gli azionamenti dei motori elettrici che alimentano le viti degli estrusori, le pompe idrauliche, i sistemi di trasporto e altre componenti meccaniche vitali per il processo. Questi motori rappresentano sovente la quota preponderante del consumo totale. Un altro ambito critico è il riscaldamento. L'energia termica è indispensabile per portare la materia prima polimerica alla temperatura di processo ottimale, mantenendo condizioni termiche precise lungo la canna dell'estrusore, nelle testate di estrusione, negli stampi e negli accumulatori. Questo apporto termico è tipicamente garantito da resistenze elettriche, la cui gestione incide notevolmente sull'efficienza complessiva. Parallelamente al riscaldamento, il raffreddamento gioca un ruolo energetico non trascurabile. È necessario dissipare il calore generato dal processo per solidificare il materiale estruso o soffiato, controllare la temperatura degli stampi, raffreddare l'olio dei sistemi idraulici e mantenere operative le apparecchiature elettroniche. Questi processi di raffreddamento, spesso basati su circolazione di acqua o aria, comportano un dispendio energetico per il funzionamento di pompe, ventilatori e chiller. Infine, non si possono trascurare i sistemi ausiliari che supportano l'operatività dell'impianto. I compressori d'aria, indispensabili nel processo di soffiaggio e per altre funzionalità pneumatiche, le pompe per vuoto, i sistemi di alimentazione e trasporto del materiale contribuiscono al carico energetico complessivo. Nelle macchine che impiegano sistemi idraulici, l'efficienza delle pompe e delle valvole ha un impatto diretto sui consumi, specialmente se non adeguatamente dimensionate e controllate. Identificare e quantificare precisamente l'energia assorbita da ciascuna di queste aree attraverso audit energetici mirati e l'implementazione di sistemi di monitoraggio dei consumi in tempo reale costituisce il punto di partenza essenziale per delineare una strategia di efficientamento efficace. Un Approccio Olistico all'Efficienza: Tecniche e Tecnologie Chiave L'ottimizzazione energetica negli impianti di estrusione e soffiaggio richiede un approccio multiforme, che integri l'adozione di tecnologie avanzate con l'implementazione di migliori pratiche operative. Il cuore dell'efficienza spesso risiede nell'ottimizzazione degli azionamenti e dei motori. Sostituire i motori elettrici obsoleti o a bassa efficienza con unità conformi agli standard più elevati (classi IE3, IE4 e oltre) garantisce intrinsecamente un minor assorbimento di potenza grazie a perdite interne minimizzate. Tuttavia, l'impatto più significativo si ottiene con l'integrazione di Variatori di Velocità (VSD). Questi dispositivi permettono di modulare con precisione la velocità del motore in funzione del carico effettivo e del reale fabbisogno del processo. Questo è particolarmente vantaggioso per gli azionamenti principali come le viti estrusore o le pompe idrauliche, che spesso operano a carico parziale. Evitando il funzionamento a velocità fissa eccessiva, i VSD consentono risparmi energetici sostanziali, proporzionali alla riduzione di velocità richiesta dal processo. Per quanto concerne i sistemi di riscaldamento, l'evoluzione tecnologica offre soluzioni decisamente più efficienti rispetto al passato. L'impiego di riscaldatori a fascia in ceramica o, ancor meglio, a induzione, consente un trasferimento di calore più diretto ed efficiente alla canna dell'estrusore o agli stampi, riducendo drasticamente le dispersioni termiche. I riscaldatori a induzione, in particolare, scaldando la canna per effetto di correnti indotte, offrono un controllo termico molto più reattivo e preciso, minimizzando i tempi di riscaldamento e stabilizzazione e le dispersioni. A complemento, un isolamento termico adeguato di canne, testate e stampi è indispensabile. L'utilizzo di coperture isolanti progettate su misura, realizzate con materiali ad alte prestazioni, può ridurre significativamente le perdite di calore verso l'ambiente circostante, diminuendo l'energia necessaria per mantenere le temperature di processo. Anche i sistemi di raffreddamento presentano ampi margini di efficientamento. Un controllo più granulare e localizzato dei fluidi di raffreddamento, regolando flussi e temperature solo dove e quando strettamente necessario, evita sprechi energetici. Sistemi di controllo avanzati possono monitorare in tempo reale le temperature e adattare dinamicamente l'intensità del raffreddamento. L'adozione di sistemi di raffreddamento adiabatico o a ciclo chiuso può inoltre portare a risparmi idrici ed energetici. I sistemi a ciclo chiuso, in particolare, minimizzano la necessità di reintegro dell'acqua e i costi associati al suo trattamento, riducendo l'energia impiegata per la sua movimentazione e refrigerazione. Considerando i sistemi ausiliari, l'efficienza dei compressori d'aria nel soffiaggio è cruciale. Investire in compressori d'aria ad alta efficienza, ottimizzare la pressione di esercizio e implementare programmi di manutenzione rigorosi per individuare e riparare le perdite nella rete di distribuzione sono azioni a elevato ritorno. Inoltre, il calore generato dai compressori può essere recuperato e riutilizzato per altri scopi, come il riscaldamento di acqua o ambienti, trasformando una perdita energetica in una risorsa. Analogamente, le pompe per vuoto, se presenti, dovrebbero essere selezionate per la loro efficienza e gestite in modo da operare solo al bisogno. L'ottimizzazione di processo offre ulteriori opportunità di risparmio. Un design della vite estrusore ottimizzato per il polimero specifico e il prodotto finale massimizza il lavoro meccanico impartito al materiale, riducendo la dipendenza dall'apporto termico elettrico per la plastificazione. L'implementazione di sistemi di controllo avanzato basati su algoritmi predittivi o adattivi permette di gestire dinamicamente i parametri di processo (temperature, velocità della vite, pressioni) per raggiungere la qualità desiderata con il minimo dispendio energetico. Ridurre gli scarti di produzione e ottimizzare le procedure di avviamento e cambio formato minimizza i tempi di inattività e la quantità di materiale e energia sprecati. Infine, il recupero del calore di scarto rappresenta una strategia potente per valorizzare l'energia altrimenti dissipata. Il calore residuo proveniente dalla canna estrusore, dai sistemi idraulici o dai compressori d'aria può essere efficacemente catturato attraverso scambiatori di calore dedicati e riutilizzato per preriscaldare la materia prima in ingresso, per il riscaldamento di acqua di processo o addirittura per il riscaldamento degli edifici. Questo non solo riduce il fabbisogno di energia primaria, ma contribuisce anche a una maggiore integrazione e circolarità dei flussi energetici all'interno dell'impianto. Implementazione e i Molteplici Vantaggi Intraprendere un percorso verso una maggiore efficienza energetica richiede un'analisi approfondita e una pianificazione oculata. Un approccio basato sulla priorità degli interventi con il più rapido ritorno sull'investimento può facilitare l'avvio del processo, per poi estendersi progressivamente ad azioni più complesse. I benefici derivanti da un incremento dell'efficienza energetica sono molteplici e si estendono oltre la semplice riduzione dei costi: - Riduzione dei costi operativi: Il beneficio più immediato e tangibile è la significativa diminuzione delle spese energetiche, che impatta positivamente sui margini di profitto. - Incremento della competitività: Minori costi di produzione consentono alle aziende di posizionarsi in modo più aggressivo sul mercato. - Miglioramento della sostenibilità: La riduzione dei consumi energetici porta a una minore emissione di gas serra e a un'impronta ambientale più contenuta, rispondendo alle crescenti aspettative normative e sociali. - Aumento della produttività: Processi ottimizzati per l'efficienza tendono ad essere anche più stabili e performanti, riducendo i fermi macchina e migliorando la capacità produttiva complessiva. - Maggiore durata delle apparecchiature: Un funzionamento più controllato e temperature gestite in modo ottimale riducono lo stress termico e meccanico sui componenti, estendendone la vita utile e riducendo i costi di manutenzione. Considerazioni Conclusive In conclusione, l'efficienza energetica negli impianti di estrusione e soffiaggio non è più un traguardo opzionale, ma una componente essenziale di una gestione industriale moderna e responsabile. Attraverso una comprensione approfondita dei modelli di consumo, l'adozione mirata di tecnologie all'avanguardia come VSD, motori ad alta efficienza, sistemi di riscaldamento avanzati, isolamento termico efficace e l'implementazione di strategie di ottimizzazione di processo e recupero di calore, le aziende possono realizzare risparmi significativi, migliorare la propria sostenibilità e rafforzare la propria posizione nel mercato globale. Investire nell'efficienza energetica significa non solo tagliare i costi, ma anche costruire un futuro più resiliente e sostenibile per l'industria della plastica. L'analisi continua, l'innovazione tecnologica e l'impegno verso il miglioramento continuo sono le leve fondamentali per sbloccare il pieno potenziale di efficienza in questo settore vitale.© Riproduzione Vietata
SCOPRI DI PIU'