



 Vantaggi delle Nanocariche Polimeriche Rispetto a quelle Tradizionali
Vantaggi delle Nanocariche Polimeriche Rispetto a quelle TradizionaliQuali miglioramenti fisico-meccanici degli impasti polimerici si ottengono con l'utilizzo delle nanocarichedi Marco ArezioNella produzione di polimeri riciclati o compounds con polimeri vergini, alcune ricette prevedono l’aggiunta di una certa percentuale di cariche minerali al fine di modificare alcune caratteristiche. Tra quelle più usate troviamo il carbonato di calcio, il talco, la fibra di vetro e la mica, sotto forma di polvere, granuli o fibra, che vengono dispersi in fase di miscelazione con il polimero. Il talco e il carbonato di calcio vengono normalmente aggiunti in percentuali variabili dal 10 al 50% per modificare alcune caratteristiche dei polimeri, come la resistenza meccanica a compressione, la lavorabilità, la riduzione di dilatazione, il miglioramento o la riduzione della fluidità o, semplicemente per questioni economiche. L’uso delle cariche minerali negli impasti polimerici porta anche con sé alcune problematiche da tenere presente, in funzione delle percentuali d’uso e del tipo di carica. In generale, si può dire che la densità dell’impasto polimerico aumenta, la brillantezza dei colori diminuisce, la fragilità del prodotto può diventare consistente e l’usura delle macchine tende ad incrementare. Molte di queste caratteristiche negative durante le lavorazioni, ma che si riverberano anche sui prodotti finiti, possono essere risolte utilizzando le nanocariche. Queste ultime possono essere definite come una nuova classe di materiali compositi, costituiti da una matrice polimerica e da rinforzi particellari, aventi almeno una dimensione dell’ordine del nanometro. Queste nanocariche si possono definire, a tutti gli effetti, dei nanofiller e vengono classificate i tre categorie in base alla loro struttura: • nanocariche 3D (isodimensionali) definite come nano particelle o nanosfere con una dimensione inferiore a 100 nm. • fibre o tubi aventi diametro inferiore a 100 nm. come, per esempio, i nanotubi di carbonio. • nano-layers, sono caratterizzati da una sola dimensione dell’ordine dei nanometri, tipicamente si presentano in forma di cristalliti inorganici stratificati in cui ogni strato possiede uno spessore di alcuni nanometri, mentre le altre due dimensioni possono raggiungere anche le migliaia di nanometri (per esempio le nanoargille). Il vantaggio delle nanocariche, oltre ad altre, è la migliore dispersione rispetto a quelle minerali, con una migliore adesione alla matrice e un miglior saturazione degli spazi. Inoltre, possiamo citare un altro vantaggio fondamentale che riguarda il miglioramento delle prestazioni fisiche e meccaniche dell’impasto polimerico, con una bassa percentuale di utilizzo. Mentre, come abbiamo detto, per modificare le caratteristiche degli impasti polimerici attraverso le cariche minerali si utilizzano percentuali variabili tra il 10 e il 50%, con le nanocariche la percentuale di utilizzo è intorno al 5-10%. Questa ridotta percentuale porta a limitare l’innalzamento della densità e a migliorare la lavorabilità rispetto ad altri sistemi di carica tradizionali. Se consideriamo un impasto polimerico con un 5% di nanocariche, possiamo dire che le proprietà fisco-meccaniche possono essere superiori, rispetto al polimero base e anche allo stesso caricato con un filler minerale. In particolare avremo: • maggiore resistenza all’abrasione e all’urto • maggiore rigidità • diminuzione del valore di espansione termica • maggiore stabilità dimensionale • ridotta permeabilità al gas • migliore resistenza ai solventi • minore rilascio di calore durante la combustione • facilità di riciclabilità Inoltre, ci sono dei vantaggi estetici utilizzando le nanocariche, che sono comparabili all’uso del solo polimero originale, in quanto una migliore distribuzione nella massa crea una migliore qualità superficiale rispetto all’uso delle cariche tradizionali. In particolare possiamo citare una migliore trasparenza ottica, una minore rugosità, una migliore brillantezza dei colori e una migliore stabilità dimensionale del prodotto nel tempo. Categoria: notizie - tecnica - plastica - nanocariche polimeriche
SCOPRI DI PIU' La Ramatura dei Metalli: Dalle Origini Antiche alle Innovazioni Moderne
La Ramatura dei Metalli: Dalle Origini Antiche alle Innovazioni ModerneUn Viaggio Attraverso la Storia, le Motivazioni e le Tecniche di un Processo Fondamentale per la Metallurgiadi Marco ArezioLa ramatura dei metalli è una pratica antica e tecnicamente complessa che ha attraversato secoli di evoluzione e perfezionamento. Questo processo consiste nell'applicazione di uno strato di rame su una superficie metallica tramite vari metodi, con lo scopo di migliorare le proprietà fisiche e chimiche del metallo di base. In questo articolo, esploreremo la storia della ramatura, le motivazioni per cui si esegue e le diverse tecniche utilizzate per realizzarla. Storia della Ramatura dei Metalli La ramatura è una tecnica che affonda le sue radici nell'antichità. Già nelle civiltà antiche, come quella Egizia, si utilizzavano metodi rudimentali per placcare oggetti di metallo con rame, al fine di migliorarne l'aspetto estetico e la resistenza alla corrosione. Durante il Rinascimento, con lo sviluppo dell'alchimia e della metallurgia, le tecniche di ramatura si perfezionarono ulteriormente, contribuendo alla produzione di oggetti di grande pregio artistico e funzionale. Nel XIX secolo, con l'avvento dell'industrializzazione, la ramatura trovò applicazione su larga scala nell'industria. I progressi nella chimica e nell'elettrochimica permisero di sviluppare metodi più efficienti e controllati, come la deposizione elettrolitica, che divenne uno standard per la ramatura industriale. La ramatura divenne fondamentale in settori come quello automobilistico, elettronico e delle costruzioni, grazie alle sue proprietà protettive e decorative. Perché si Esegue la Ramatura dei Metalli Le ragioni per cui si esegue la ramatura dei metalli sono molteplici e possono essere riassunte nei seguenti punti principali: Protezione dalla Corrosione: Uno degli scopi principali della ramatura è proteggere i metalli dalla corrosione. Il rame è particolarmente resistente agli agenti atmosferici e chimici, formando una barriera protettiva che prolunga la vita utile degli oggetti metallici. Miglioramento della Conduttività Elettrica: Il rame è un eccellente conduttore di elettricità. La ramatura di componenti elettrici ed elettronici migliora la loro conduttività, riducendo la resistenza e migliorando l'efficienza energetica. Adesione di Successivi Strati di Rivestimento: La ramatura viene spesso utilizzata come strato intermedio per favorire l'adesione di ulteriori rivestimenti, come il nichel o il cromo. Questo è particolarmente importante nelle finiture decorative e protettive. Miglioramento delle Proprietà Meccaniche: La ramatura può migliorare le proprietà meccaniche del metallo base, come la resistenza all'usura e la durezza superficiale, rendendo i componenti più duraturi. Aspetto Estetico: Il rame ha un aspetto estetico apprezzato in molti campi, dall'architettura all'arredamento, passando per la gioielleria. La ramatura conferisce una finitura brillante e attraente agli oggetti metallici. Come si Esegue la Ramatura dei Metalli Esistono diverse tecniche per eseguire la ramatura dei metalli, ciascuna con i propri vantaggi e limiti. Le più comuni sono la ramatura elettrolitica, la ramatura chimica e la ramatura a spruzzo. Ramatura Elettrolitica: È il metodo più diffuso e consiste nell'uso di una soluzione elettrolitica contenente sali di rame. L'oggetto da ramare viene immerso nella soluzione e collegato a un circuito elettrico che induce il deposito di ioni di rame sulla superficie del metallo. Questo processo è altamente controllabile e permette di ottenere strati di rame uniformi e di spessore desiderato. Ramatura Chimica: Anche conosciuta come placcatura chimica, non richiede l'uso di corrente elettrica. Si basa su reazioni chimiche che inducono il deposito di rame sulla superficie del metallo immerso in una soluzione contenente agenti riducenti e sali di rame. È particolarmente utile per ramare superfici complesse e irregolari. Ramatura a Spruzzo: Questo metodo utilizza un getto di rame fuso spruzzato sulla superficie del metallo da rivestire. È meno comune rispetto ai metodi elettrolitici e chimici, ma è utilizzato in applicazioni specifiche dove è richiesto un rivestimento spesso e resistente. Considerazioni Finali La ramatura dei metalli rappresenta una delle tecniche più versatili e importanti nell'ambito della metallurgia e delle lavorazioni superficiali. La sua capacità di migliorare le proprietà meccaniche, chimiche ed estetiche dei metalli la rende indispensabile in numerosi settori industriali e artigianali. Dalla sua origine antica fino alle applicazioni moderne, la ramatura ha dimostrato di essere una pratica in continua evoluzione, adattandosi alle nuove esigenze tecnologiche e ambientali. Con l'avanzamento delle tecnologie e la crescente attenzione alla sostenibilità, è probabile che i processi di ramatura continueranno a perfezionarsi, incorporando metodi sempre più eco-compatibili e efficienti. In questo contesto, l'importanza della ramatura dei metalli non farà che crescere, confermando il suo ruolo fondamentale nella protezione e valorizzazione dei materiali metallici.© Riproduzione Vietata
SCOPRI DI PIU' Controllo Predittivo e in Linea della Qualità del Riciclato
Controllo Predittivo e in Linea della Qualità del RiciclatoOttimizzazione dei processi di estrusione e trasformazione dei polimeri riciclati tramite spettroscopia NIR, Raman e visori iperspettralidi Marco ArezioL'economia circolare rappresenta il paradigma dominante per la sostenibilità industriale del XXI secolo, con il riciclo dei materiali plastici che ne costituisce una colonna portante. Tuttavia, la piena realizzazione del potenziale del riciclo è intrinsecamente legata alla capacità di garantire una qualità costante e prevedibile del materiale riciclato. La variabilità intrinseca delle materie prime post-consumo, unita alle complessità dei processi di trasformazione, rende il controllo qualità una sfida cruciale. È in questo contesto che l'implementazione di sensori avanzati e sistemi di analisi in tempo reale emerge come soluzione indispensabile per rivoluzionare il settore, minimizzando scarti, riducendo i costi di rilavorazione e massimizzando il valore dei polimeri riciclati. L'Urgenza del Controllo Qualità nel Riciclo dei Polimeri Il mercato globale dei polimeri riciclati è in costante espansione, spinto da normative sempre più stringenti, dalla crescente consapevolezza ambientale dei consumatori e dalla domanda di prodotti sostenibili da parte delle aziende. Tuttavia, la fiducia nel materiale riciclato è spesso minata dalla percezione di una qualità inferiore o inconsistente rispetto ai polimeri vergini. Questa percezione non è infondata; la presenza di contaminanti, la degradazione termica durante i cicli di vita precedenti e la miscelazione di polimeri diversi possono compromettere significativamente le proprietà meccaniche, termiche e estetiche del riciclato. Senza un controllo qualità rigoroso e affidabile, l'adozione su larga scala di questi materiali in applicazioni ad alto valore aggiunto rimane limitata, frenando di fatto la transizione verso un'economia circolare pienamente efficiente. La necessità di superare queste barriere è impellente, e le tecnologie di analisi in linea offrono una risposta concreta. Le Sfide della Qualità nel Materiale Riciclato Le sfide che affronta la qualità del riciclato sono molteplici e complesse. Innanzitutto, la variabilità della materia prima in ingresso è enorme. I flussi di rifiuti plastici sono eterogenei, contenendo spesso miscele di polimeri diversi (es. PET, HDPE, PP, PVC, PS), additivi, coloranti, residui alimentari e impurità. Questa eterogeneità rende difficile prevedere le proprietà finali del granulato riciclato. In secondo luogo, i processi di riciclo meccanico, in particolare l'estrusione, possono indurre ulteriore degradazione del polimero, alterandone la viscosità, la resistenza e la stabilità. Il controllo manuale o l'analisi di laboratorio off-line, sebbene fondamentali, presentano limiti intrinseci: sono lenti, costosi e non consentono interventi correttivi in tempo reale. Questo porta a lotti di produzione non conformi, scarti elevati e la necessità di rilavorazioni costose, incidendo negativamente sulla redditività e sull'impatto ambientale complessivo del processo di riciclo. Tecnologie di Sensori Avanzati: NIR, Raman e Iperspettrale Per affrontare queste sfide, la ricerca e lo sviluppo si sono concentrati sull'integrazione di sensori avanzati direttamente nelle linee di produzione. Tra le tecnologie più promettenti spiccano la spettroscopia nel vicino infrarosso (NIR), la spettroscopia Raman e i visori iperspettrali. Spettroscopia NIR (Near-Infrared): Questa tecnica si basa sull'interazione della luce NIR con le vibrazioni molecolari dei polimeri. Ogni polimero e molti contaminanti presentano uno "spettro" NIR unico, una sorta di impronta digitale molecolare. I sensori NIR possono identificare rapidamente e in modo non distruttivo la composizione polimerica, la presenza di umidità, alcuni tipi di contaminanti organici e persino la densità o la viscosità del fuso polimerico in tempo reale. Sono particolarmente efficaci per la segregazione dei polimeri e per il monitoraggio di parametri chiave durante l'estrusione. Spettroscopia Raman: Complementare al NIR, la spettroscopia Raman fornisce informazioni dettagliate sulla struttura molecolare e sulla composizione chimica. È sensibile a legami specifici e può rilevare impurità a basse concentrazioni che potrebbero sfuggire al NIR. Sebbene tradizionalmente più lenta, i progressi nella tecnologia dei sensori Raman hanno reso possibile l'integrazione in linea, offrendo un'analisi chimica più profonda e specifica, utile per identificare contaminanti problematici come il PVC in flussi di PET o la presenza di additivi indesiderati. Visori Iperspettrali (Hyperspectral Imaging - HSI): L'HSI combina le capacità di imaging con quelle spettroscopiche. Invece di catturare solo un'immagine visibile, un visore iperspettrale acquisisce centinaia di immagini a diverse lunghezze d'onda, creando un "cubo di dati" per ogni punto dell'immagine. Questo permette di identificare non solo la presenza di diversi materiali ma anche la loro distribuzione spaziale. Nell'ambito del riciclo, l'HSI è eccezionale per rilevare e mappare contaminanti visibili e non visibili, come frammenti di metallo, etichette, residui di carta o altri tipi di plastica, su un nastro trasportatore o direttamente nel fuso. La sua capacità di fornire una "visione chimica" rende possibile una segregazione dei contaminanti estremamente precisa. Implementazione dei Sistemi di Analisi in Linea nell'Estrusione L'integrazione di queste tecnologie avanzate direttamente nelle linee di estrusione e trasformazione rappresenta il cuore del controllo qualità predittivo e in linea. I sensori vengono posizionati strategicamente in punti critici del processo: all'ingresso del materiale nel dosatore, nella sezione di estrusione per monitorare il fuso, o dopo la pellettizzazione per analizzare il granulato finale. Durante l'estrusione, ad esempio, un sensore NIR o Raman può monitorare continuamente la composizione del fuso polimerico, rilevando variazioni nella miscela o la presenza di degradazione. Se vengono rilevate anomalie, il sistema può inviare un segnale al PLC (Programmable Logic Controller) dell'estrusore, che può automaticamente regolare parametri come la temperatura, la velocità della vite o la percentuale di additivi per compensare le variazioni e mantenere la qualità del prodotto entro le specifiche. Analogamente, i visori iperspettrali possono ispezionare il macinato o i granuli di plastica prima o dopo l'estrusione, identificando e scartando automaticamente i contaminanti indesiderati tramite sistemi di soffiaggio ad aria o bracci robotici. Il Ruolo del Controllo Predittivo nella Gestione della Qualità Il controllo in linea non si limita alla semplice rilevazione di anomalie; la sua vera forza risiede nella capacità di abilitare il "controllo predittivo". Questo significa che i dati raccolti in tempo reale dai sensori non vengono utilizzati solo per reazioni immediate, ma anche per costruire modelli predittivi. Algoritmi avanzati, spesso basati su machine learning e intelligenza artificiale, analizzano i flussi di dati continui per prevedere la qualità del prodotto finale prima ancora che sia completamente formato. Ad esempio, un modello predittivo può correlare le variazioni spettrali nel fuso con le proprietà meccaniche attese del granulato. Se il modello prevede che il prodotto finale non soddisferà le specifiche, il sistema può attivare azioni correttive preventive, come l'aggiunta di agenti compatibilizzanti, stabilizzanti o modificatori d'impatto, o l'alterazione dei parametri di processo, prima che si verifichi una non conformità. Questo approccio proattivo riduce drasticamente la produzione di scarti e la necessità di rilavorazioni, ottimizzando l'efficienza produttiva e la sostenibilità. Benefici Economici e Ambientali del Monitoraggio in Tempo Reale L'adozione di sistemi di controllo qualità predittivo e in linea porta a una serie di benefici tangibili, sia economici che ambientali: Riduzione degli Scarti e delle Rilavorazioni: La capacità di identificare e correggere i problemi in tempo reale significa meno materiale non conforme che finisce come scarto o che richiede costose rilavorazioni. Questo si traduce direttamente in un risparmio di materie prime, energia e tempo. Miglioramento della Qualità e Consistenza del Prodotto: Il monitoraggio continuo assicura che il riciclato mantenga le proprietà desiderate, aumentando la fiducia dei clienti e aprendo nuove opportunità di mercato per applicazioni più esigenti. Ottimizzazione dei Processi: La comprensione dettagliata del processo fornita dai dati dei sensori permette di affinare e ottimizzare i parametri operativi, migliorando l'efficienza energetica e la produttività complessiva. Competitività Accresciuta: Le aziende che implementano queste tecnologie possono offrire prodotti riciclati di qualità superiore a costi inferiori, acquisendo un vantaggio competitivo significativo nel mercato. Sostenibilità Ambientale: Minori scarti e maggiore efficienza si traducono in un minore impatto ambientale, riducendo il consumo di risorse e le emissioni, e contribuendo attivamente agli obiettivi dell'economia circolare. Integrazione dei Dati e Intelligenza Artificiale per l'Ottimizzazione La vera potenza di questi sistemi risiede nell'integrazione dei dati. I sensori generano enormi quantità di informazioni che, se opportunamente aggregate e analizzate, possono rivelare correlazioni e pattern complessi. Qui entra in gioco l'Intelligenza Artificiale (AI) e il Machine Learning (ML). Algoritmi di AI possono apprendere dalle deviazioni di processo e dai risultati di qualità, affinando continuamente i modelli predittivi e suggerendo ottimizzazioni autonome. Sistemi SCADA (Supervisory Control and Data Acquisition) e MES (Manufacturing Execution Systems) integrano i dati dei sensori con altre informazioni di produzione (es. consumo energetico, velocità di linea, manutenzione predittiva), creando una visione olistica dell'impianto. Questa integrazione permette non solo il controllo in tempo reale, ma anche l'analisi retrospettiva per l'ottimizzazione a lungo termine, la tracciabilità completa del prodotto e la conformità normativa. L'AI può persino identificare le cause radice di problemi di qualità ricorrenti, suggerendo modifiche alla formulazione del materiale o alla configurazione dell'impianto. Prospettive Future: Verso un Riciclo 4.0 Il cammino verso un riciclo pienamente integrato e intelligente è ancora in evoluzione. Le prospettive future includono lo sviluppo di sensori ancora più miniaturizzati e robusti, capaci di operare in ambienti estremi, e l'integrazione di nuove tecniche analitiche. La fusione di dati provenienti da diverse fonti (multi-sensor fusion) e l'applicazione di gemelli digitali (digital twins) degli impianti di riciclo permetteranno simulazioni e ottimizzazioni ancora più sofisticate. L'obiettivo finale è un "Riciclo 4.0", dove gli impianti sono autonomi, auto-ottimizzanti e in grado di adattarsi dinamicamente alle variazioni della materia prima e alle richieste del mercato. Questo non solo massimizzerà il valore del materiale riciclato, ma consoliderà anche il ruolo del riciclo come pilastro fondamentale di un'economia veramente circolare e sostenibile, riducendo la dipendenza dalle risorse vergini e mitigando l'impatto ambientale dell'industria dei polimeri. L'investimento in queste tecnologie non è più un'opzione, ma una necessità strategica per le aziende che mirano alla leadership nel futuro dell'industria manifatturiera e del riciclo.© Riproduzione Vietata
SCOPRI DI PIU' L’Utilizzo dell’Acqua Supercritica per il Riciclo dei Rifiuti Plastici
L’Utilizzo dell’Acqua Supercritica per il Riciclo dei Rifiuti PlasticiQuali differenze esistono tra il processo di riciclo chimico e quello con l’acqua supercriticadi Marco ArezioL’affermazione ormai abbastanza consolidata che il solo riciclo meccanico sia diventato insufficiente e non completamente efficiente nella gestione dei rifiuti plastici, è una tesi sufficientemente realistica. Al netto di interventi a monte della filiera, che suggeriscono la riduzione dei consumi, il riuso, la riparazione e il miglioramento della vita utile degli oggetti, la questione della gestione dei rifiuti plastici che si producono ogni anno nel mondo, necessiterebbe di nuove tecnologie, nuove lungimiranze politiche ed imprenditorial, per sviluppare, combinate con il riciclo meccanico, altre forme di riciclo come quello chimico e quello con l’acqua supercritica. Cosa è l'acqua supercritica L'acqua supercritica è uno stato della materia in cui la pressione e la temperatura sono così elevate che le distinzioni tra liquido e gas diventano indistinte. In questo stato, l'acqua mostra proprietà uniche e viene utilizzata in vari settori, come l'estrazione di sostanze chimiche e la pulizia di materiali. Come si produce l'acqua supercritica Per produrre acqua supercritica, è necessario raggiungere una temperatura superiore a 374 gradi e una pressione di almeno 22,1 MPa, che corrisponde a circa 218 atmosfere. Queste condizioni estreme possono essere ottenute utilizzando apposite attrezzature chiamate reattori ad alta pressione. In genere, il processo coinvolge il riscaldamento dell'acqua a una temperatura superiore al suo punto critico e l'applicazione di una pressione sufficientemente elevata. Come si utilizza l'acqua supercritica nel riciclo dei rifiuti plastici L'acqua supercritica è utilizzata nel riciclo dei rifiuti plastici attraverso un processo noto come idrotrattamento supercritico. Con questo metodo, l'acqua supercritica viene impiegata per degradare e rimuovere contaminanti dai rifiuti plastici. Il processo coinvolge diverse fasi: Pre-trattamento I rifiuti plastici vengono preparati, rimuovendo eventuali contaminanti grossolani e separando i materiali plastici in base alla tipologia di appartenenza, ove possibile. Esposizione all'acqua supercritica Gli scarti preparati vengono quindi esposti all'acqua supercritica in condizioni di temperatura e pressione specifiche. In questo ambiente, l'acqua può penetrare nella struttura molecolare delle plastiche, facilitando la rimozione di contaminanti. Depolimerizzazione L'acqua supercritica può contribuire alla depolimerizzazione delle plastiche, rompendo le lunghe catene polimeriche in componenti più semplici o monomeri. Recupero dei prodotti I prodotti ottenuti dalla depolimerizzazione, come monomeri o oli, possono essere recuperati per essere riutilizzati nella produzione di nuovi materiali. Quali sono i prodotti finali realizzati dopo il processo di riciclo con l'acqua supercritica Il processo di riciclo dei rifiuti plastici con l'acqua supercritica può generare diversi prodotti finali, a seconda della composizione dei rifiuti trattati e delle condizioni specifiche del processo. Vediamo alcuni dei prodotti finali: Monomeri Le lunghe catene polimeriche delle plastiche possono essere frammentate durante il processo, producendo monomeri. Questi possono essere utilizzati per sintetizzare nuovi polimeri e materiali plastici. Oli La depolimerizzazione può anche generare oli o idrocarburi leggeri, che possono essere impiegati come materie prime in diversi settori industriali. Gas Il processo può liberare gas, come anidride carbonica, a seconda delle condizioni di trattamento. Il recupero e l'utilizzo di questi gas possono contribuire alla sostenibilità del processo. Materiali solidi riciclati Dopo il trattamento, è possibile ottenere materiali solidi riciclati che possono essere utilizzati in varie applicazioni. Questi materiali possono essere incorporati in processi di produzione per creare nuovi prodotti. L'obiettivo principale del riciclo con l'acqua supercritica è ridurre al minimo gli sprechi di plastica, recuperare risorse utili e diminuire l'impatto ambientale associato ai rifiuti plastici. La versatilità del processo consente di adattarsi a diverse tipologie di plastica, contribuendo così a una gestione più sostenibile dei rifiuti. Che differenza di processo esiste nel riciclo dei rifiuti plastici tra il riciclo chimico e quello con l'acqua supercritica Il riciclo chimico e quello con l'acqua supercritica sono due approcci distinti al trattamento dei rifiuti plastici, con differenze significative nei processi. Vediamone alcuni: Riciclo chimico Questo sistema di riciclo coinvolge processi chimici per rompere le catene polimeriche delle plastiche, trasformandole in monomeri o oli, spesso richiedendo l'uso di sostanze chimiche aggressive ed elevate temperature o pressioni. Riciclo con l'acqua supercritica Questo sistema utilizza l’acqua allo stato supercritico per trattare i rifiuti plastici, penetrando nella loro struttura e facilitando la depolimerizzazione. Per fare ciò è necessario raggiungere temperature e pressioni elevate, ma senza l'uso di sostanze chimiche aggressive come negli approcci tradizionali. Il processo può generare monomeri, oli e altri materiali utili, riducendo al minimo i residui tossici. Differenze chiave tra il processo chimico e quello con l’acqua supercritica Il riciclo chimico impiega reagenti chimici aggressivi, mentre l'acqua supercritica utilizza le proprietà uniche dell'acqua in uno stato supercritico per degradare le plastiche. Infatti, l'acqua supercritica può essere più ecocompatibile dal punto di vista chimico, poiché riduce la dipendenza da sostanze tossiche o pericolose. Entrambi i processi mirano a recuperare monomeri od oli per la produzione di nuovi materiali, ma i dettagli esatti del processo e i prodotti ottenuti possono variare. Entrambi gli approcci contribuiscono agli sforzi di gestione sostenibile dei rifiuti plastici, ma la scelta tra i due dipende dalle specifiche esigenze, tipologie di plastica e obiettivi ambientali di un dato processo di riciclo. Quali vantaggi economici esistono tra il riciclo chimico e quello con l'acqua supercritica I vantaggi economici tra il riciclo chimico e quello con l'acqua supercritica possono variare in base a diversi fattori, tra cui le condizioni di mercato, le materie prime coinvolte e la scala di produzione. Tuttavia, esistono alcune considerazioni generali: Costi di gestione delle sostanze chimiche Il riciclo chimico potrebbe richiedere l'uso di sostanze chimiche costose o particolarmente reattive, aumentando i costi di gestione e sicurezza. Consumo energetico Nel riciclo chimico i processi possono richiedere notevoli quantità di energia, influenzando i costi operativi complessivi. Mentre nel riciclo con l’acqua supercritica, anche se il processo richiede temperature e pressioni elevate, il riciclo può essere più efficiente dal punto di vista energetico in confronto a processi chimici tradizionali. Residui e gestione ambientale Nel riciclo chimico si possono utilizzare alcuni processi chimici che possono generare sottoprodotti indesiderati o residui tossici, aumentando i costi di gestione ambientale. Con l’utilizzo dell’acqua supercritica, il processo risulta più pulito e meno tossico, riducendo i costi associati alla gestione ambientale e alla conformità normativa. Adattabilità ai tipi di plastica Con il riciclo chimico si riscontra una maggiore adattabilità di processo ad una gamma più ampia di tipologie di plastica, mentre l’utilizzo dell’acqua supercritica potrebbe essere più selettivo o efficace per determinate tipologie di plastica.
SCOPRI DI PIU' Plastiche riciclate per vespai areati.
Plastiche riciclate per vespai areati.Plastiche riciclate per vespai areati: quali effetti statici e dinamici si trasmettono sui vespai in plastica riciclata utilizzando miscele differenti di Marco ArezioGli antichi romani avevano già capito, nella costruzione degli edifici, l’importanza della creazione di una intercapedine areata, tra il terreno e il pavimento, al fine di evitare la risalita capillare dell’umidità e permettere un isolamento termico del piano. Il vespaio veniva costruito utilizzando muretti collegati tra loro o con anfore come base di riempimento. Con l’evoluzione delle costruzioni, il vespaio areato ha avuto molteplici usi, non solo quello di isolare dall’umidità, ma è stato possibile impiegare, nel modo migliore, lo spazio che si crea tra il terreno e il piano. Fino a pochi anni fa, prima dell’avvento della plastica nell’edilizia, la costruzione dei vespai veniva fatta attraverso i tavelloni, per le parti orizzontali, e i mattoni o blocchi in cemento per la parete verticale. Questo sistema però non garantiva totalmente l’isolamento tra un piano e l’altro. Oggi, con l’utilizzo degli elementi in plastica riciclata, si sono ampliate le possibilità d’impiego dell’intercapedine e migliorate le sue doti tecniche. Vediamo quali sono i possibili usi degli elementi di separazione in plastica riciclata: 1) La funzione classica per cui era nato è quello di creare, attraverso elementi modulari continui di plastica, una efficace separazione tra il piano abitato e il terreno di fondazione, impedendo la risalita capillare dell’umidità. Inoltre lo spazio che si viene a creare, permette agevolmente il passaggio degli impianti per le funzioni della casa. 2) L’intercapedine monolitica formata, permette l’evacuazione del gas Radon che si forma nel terreno. Questo, è un gas radioattivo, incolore e inodore, formato dal decadimento dell’uranio 238, che ha la capacità di insinuarsi nelle fessure del terreno e saturare gli scantinati o i piani a contatto con esso. Attraverso la posa degli elementi in plastica sui quali si creerà un getto di calcestruzzo continuo, si creerà una ventilazione naturale, con ingressi dell’aria a nord e uscita a sud, così da evitare i ristagni del gas. 3) La creazione di tetti ventilati, specialmente per quelli orizzontali, permette una naturale regolazione degli sbalzi termici che aiutano, insieme ad un corretto isolamento, la vivibilità degli ambienti sottostanti e il risparmio energetico. 4) Gli elementi in plastica di altezze ridotte, specialmente quelli di 5 cm., aiutano ad un corretto isolamento acustico, insieme a tappetini smorzanti, in quanto l’aria ferma all’interno delle celle, aiuta lo smorzamento delle onde sonore. 5) Un’altra funzione è quella di poter creare giardini pensili con la caratteristica di poter isolare il manto impermeabilizzante dalle radici delle piante. È noto infatti che la maggior parte dei difetti dei giardini pensili riguarda la percolazione dell’acqua meteorica, in quanto l’azione delle radici, apre varchi nei manti bituminosi impermeabili, con il possibile passaggio di acqua. Gli elementi in plastica sono estremamente resistenti all’azione di perforazione delle piante. Sicuramente ci sono molte altre funzioni che il vespaio in plastica può assolvere ma, elencando le più comuni, ho cercato di dare un’idea del suo utilizzo. Una volta deciso quale utilizzo si deve fare degli elementi separatori, è importante capire come vengono prodotti per poter scegliere gli elementi che siano idonei al nostro lavoro. Le caratteristiche principali che si chiedono ad un insieme di elementi che costituiranno la struttura portante per il nostro getto in calcestruzzo nell’estradosso sono: Flessibilità dell’elemento Resistenza a compressione verticale Resistenza alla flessione delle cupole Mantenimento dimensionale dei singoli pezzi dopo lo stampaggio per poter essere assemblati senza fatica dagli operatori e senza lasciare vuoti Assenza di fragilità durante la movimentazione Spessori corretti in funzione della materia prima utilizzata Indeformabilità sotto l’effetto del peso del calcestruzzo fresco Pedonabilità minima dell’elemento espressa nella capacità di sostenere l’addetto al getto del solaio, che non deve essere inferiore a 150 Kg. calcolata su una superficie di cm.8 x cm.8. Queste caratteristiche, fermo restando una corretta progettazione dello stampo e dell’elemento stesso, si raggiungono con una giusta scelta delle materie prime riciclate, che potranno aumentare o diminuire determinate caratteristiche. Il materiale più comunemente usato appartiene alla famiglia del polipropilene, in particolare un compound misto tra PP e PE che permette discrete performance meccaniche e un costo produttivo contenuto. In alcuni casi si produce l’elemento in HDPE, che attribuisce agli elementi migliori prestazioni tecniche a fronte di costi produttivi più alti. La ricetta di PP+PE impiegata ha delle limitazioni tecniche da tenere presente: 1) Il compound in PP+PE normalmente proviene dai componenti della raccolta differenziata, che è costituita da scarti di polipropilene rigidi e da scarti flessibili di polietilene a bassa densità. I due elementi sono di difficile manipolazione dal punto di vista termico, in fase di stampaggio, con il rischio di degradazione del materiale e la formazione di gas all’interno dell’elemento stampato. Questi micro fori possono creare un indebolimento dell’elemento. 2) Il compound ottenuto ha, in generale, delle buone caratteristiche meccaniche verticali, in particolare per quanto riguarda la resistenza a compressione, ma, di contro, ha una limitata resistenza alla flessione e alla torsione. La conoscenza dei limiti tecnici di questo compound permette normalmente la risoluzione di questi minus con un’appropriata progettazione delle fasce di rinforzo attraverso il posizionamento di setti reticolari, nei punti più soggetti alle possibili rotture. 3) La ricerca di un’economicità esasperata potrebbe indurre i produttori a ridurre il polipropilene all’interno della miscela a vantaggio dell’LDPE, creando situazioni di debolezza strutturale che dovrebbero essere compensate con l’aggiunta di HDPE e/o cariche minerali. Lo studio di ricette così complesse è sicuramente sconsigliato nella produzione di elementi sui quali si deve camminare in sicurezza, al fine di evitare incidenti, in quanto richiedono una competenza tecnica elevata e il controllo dell’input in entrata attraverso analisi di laboratorio frequenti. In alcuni casi si utilizza una miscela di HDPE che può essere composta da granulo derivante dalla lavorazione dei tappi del settore delle bevande o con compound misti con tappi e flaconi dei detersivi. Secondo i dati raccolti possiamo indicare alcune differenze: 1) La produzione dei vespai in plastica riciclata utilizzando granuli che provengono dai tappi in HDPE comporta di dover lavorare una materia prima che ha una fluidità sicuramente più bassa rispetto al compound in PP+PE, normalmente 1,5-2 a 2,16 Kg./190° contro un MFI 5-6 a 2,16 Kg./230°. Questo significa che bisogna tener presente anche la dimensione della pressa da utilizzare in quanto il polimero in HDPE è sicuramente meno fluido. Le caratteristiche meccaniche di questo compound si possono riassumere in una buona resistenza a compressione e un’eccellente resistenza a flessione e torsione degli elementi stampati. C’è però da tener presente un fattore importante che potrebbe influenzare la scelta di questo polimero. In presenza di superfici di posa molto estese e in corrispondenza di picchi di temperature molto elevate, c’è da considerare che l’elemento in HDPE, agganciato in modo continuativo con altri moduli, all’interno del reticolo delle travi, potrebbe subire una deformazione importante dato dalla reazione al calore del sole. Il problema si può risolvere, in fase di granulazione, aggiungendo una percentuale di carica minerale che sterilizza le reazioni espansive dell’HDPE. 2) Ci sono casi in cui la resistenza del modulo sia un elemento fondamentale e, in presenza di spessori sottili delle pareti del prodotto, si può optare ad un mix formato dalla granulazione di tappi e flaconi in HDPE o dei soli flaconi. La riduzione della fluidità dell’impasto porta un aumento delle performance meccaniche degli elementi a parità di caratteristiche fisiche dell’elemento, con valori di fluidità che vanno da 0,3 a 1 a 2,16 Kg./190°.Categoria: notizie - tecnica - plastica - riciclo - vespaio in plastica - PP - edilizia
SCOPRI DI PIU'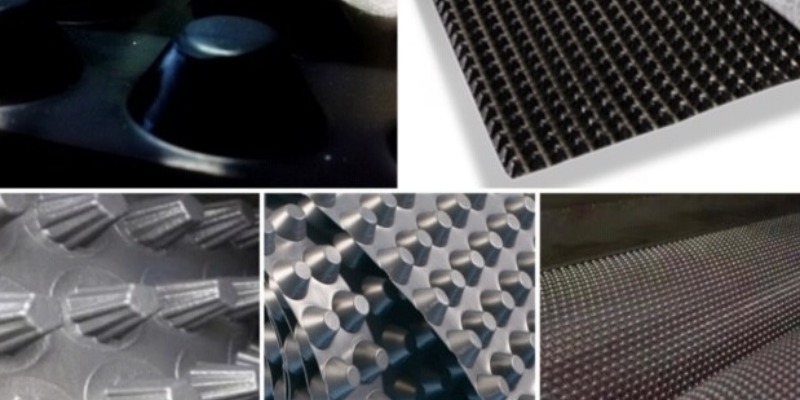 Membrane bugnate prodotte con hdpe riciclato
Membrane bugnate prodotte con hdpe riciclatoCome scegliere e produrre una membrana bugnata performante con un granulo in HDPE riciclatodi Marco ArezioLa funzione delle membrane bugnate protettive, in HDPE riciclato nel campo dell’impermeabilizzazione edilizia è conosciuta da molti anni anche se probabilmente non tutti conoscono le molteplici opportunità di utilizzo di questo utile elemento separatore-protettore-impermeabilizzante. Le membrane si dividono: Per conformazione geometrica delle bugne Per altezza delle stesse rispetto alla suolaPer spessore della suola Per grammatura al metro quadratoPer resistenza meccanica a compressione e a trazionePer gli eventuali accoppiati che si possono installare in fase di produzioneTessuti non tessuti in poliestereTessuti non tessuti in polipropileneTessuti in polietilene reticolatoReti porta intonacoFogli lisci in PE di scorrimento Per utilizzo in edilizia Non ci soffermeremo in questa sede sui vari utilizzi ai quali la membrana si presta per migliorare tecnicamente il lavoro, ma su aspetti legati alle materie prime che vengono utilizzate per la produzione del manufatto e al risvolto qualitativo dello stesso, producendo il prodotto con macchine da estrusione a testa piana. In passato si producevano membrane bugnate standard, di comune utilizzo, da 600 grammi al mq. utilizzando resina in HDPE vergine che dava prestazioni tecniche costanti e qualità fisica del prodotto eccellente. Verso la fine degli anni 90 e gli inizi degli anni 2000, la forte crescita della domanda del prodotto ha spinto l’incremento dell’offerta sul mercato con conseguente tensione sui prezzi, spingendo i produttori ad un uso massiccio e quasi esclusivo di granuli in HDPE rigenerati per la produzione. Parallelamente, sempre nell’ottica di una accresciuta conflittualità dei prezzi, si sono offerte membrane bugnate con grammature al mq. da 500-450 e 400. La riduzione di grammatura e l’utilizzo di granuli rigenerati può portare ad una performance meccanica decisamente sotto le attese relativamente agli impieghi per cui i progettisti li hanno prescritte. Per ovviare a questo duplice problema, in relazione alle materie prime da impiegare nella produzione, si deve fare attenzione ad alcuni punti basilari: • L’input normalmente usato è composto da bottiglie e flaconi in HDPE proveniente dalla raccolta differenziata nei quali si trovano tappi in PP che ha un comportamento peggiorativo nella qualità della membrana. Una % di PP elevata porta ad una marcata fragilità del manufatto, specialmente in fase di resistenza all’ancoraggio nella fase di re-interro del piano di fondazione. La riduzione delle % di PP si risolvono attraverso l’uso di macchine separatrici a lettura ottica. • La fase di lavaggio del macinato proveniente dai flaconi di HDPE è importante in quanto il permanere di piccoli residui rigidi nello stesso, in quantità elevate, potrebbero non essere fermati completamente dai filtri in fase di estrusione e quindi essere inglobati nei granuli che, impiegati per la produzione di membrane con spessori di 0,4-0,5 mm., potrebbero facilitare la formazione di buchi sulla superficie del prodotto con la conseguenza di una perdita di impermeabilità e resistenza alla trazione. Quindi un buon lavaggio per decantazione e a rotazione, unito alla scelta di filtri e cambia-filtri in continuo, aiuta ad avere un granulo pulito. • L’utilizzo di cariche minerali per aumentare la resistenza meccanica delle bugne, riducendo l’impiego, in peso, del polimero in HDPE, al fine di ridurre il costo della materia prima, può essere virtuoso fino ad una soglia, conosciuta, oltre la quale il prodotto aumenta in modo importante la fragilità e la vetrosità riducendo le caratteristiche meccaniche richieste.In relazione all’impiego nelle opere edili della membrane bugnate si elencano alcuni fattori fondamentali: • Per la posa verticale come la protezione della guaina impermeabile e per la funzione di drenaggio verticale in fondazione, si richiede principalmente una resistenza a trazione rispetto a compressione • Per la posa orizzontale come gli stati separatori nei pavimenti è preminente la resistenza meccanica verticale • Per la posa di membrane con rete porta intonaco per la deumidificazione dei muri è preminente la qualità di resistenza a trazione della membrana rispetto ai tasselli di chiodatura • Per gli strati separatori e drenanti nelle gallerie e tunnel sono necessarie sia una buona resistenza meccanica che di trazione • Per la posa di membrane per l’isolamento acustico la sollecitazione meccanica è molto contenuta nelle abitazioni civili. Con questi punti non si vuole esaurire l informativa, sia gli impieghi, che sono innumerevoli ma che per questione di spazio non si possono trattare in questa sede, sia per i risvolti produttivi nei quali si devono anche considerare l’impatto della qualità delle membrane in relazione ai parametri macchina relativi all’estrusione.Categoria: notizie - tecnica - plastica - riciclo - membrane bugnate - edilizia
SCOPRI DI PIU' Sacchetti in LDPE Riciclato: Come Evitare Problemi Qualitativi
Sacchetti in LDPE Riciclato: Come Evitare Problemi QualitativiSacchetti in LDPE Riciclato: Come Evitare Problemi Qualitatividi Marco ArezioIl mondo dei sacchetti in LDPE riciclato è ampiamente rappresentato dalla tipologia che usiamo tutti i giorni per la raccolta differenziata che, attraverso il loro diverso colore, ci aiutano a separare in modo corretto i rifiuti.La tendenza nella produzione del sacchetto era rappresentata dalla riduzione massima dello spessore e dall’uso di materie prime sempre meno qualitative. Tutto questo rientrava in una logica di mercato in cui il sacchetto doveva costare sempre meno, creando quindi dei prodotti sempre meno performanti dal punto di vista qualitativo.Le problematiche maggiori che si riscontravano erano le seguenti:• Fragilità del sacco sotto l’effetto del peso del rifiuto introdotto con rottura delle pareti per sfondamento • Scollamento dei punti di saldatura delle labbra del sacco con apertura verticale dello stesso • Taglio del sacchetto in presenta di impurità nella parete • Irregolarità della superficie con fenomeni chiamati “occhio di pernice” • Difficoltà nella realizzazione dei colori • Odore pungente dei sacchi anche dopo molto tempo • Secchezza del sacchetto a causa dell’uso di film raccolti degradati dal sole, specialmente per lo scarto che proviene dalle serre agricole Tutti questi problemi sarebbero da analizzare singolarmente in quanto ogni punto ha una lunga storia da raccontare e un chiaro percorso per la sua risoluzione. Nell’articolo di oggi facciamo un salto, arrivando direttamente alle ricette che possono risolvere tutte queste problematiche, permettendo la produzione di sacchi qualitativamente corretti con un occhio ai costi generali di produzione. La maggior parte dei problemi elencati derivano dall’uso al 100% di un input da post consumo, da raccolta differenziata o dei teli agricoli, il cui riciclo meccanico, seppur eccellente con le nuove linee produttive, comporta molte delle problematiche citate. Sicuramente ad una maggior qualità delle linee di riciclo, intese come selezione, lavaggio, densificazione, filtrazione ed estrusione dei granuli, corrisponde una minore quantità ed importanza di problemi, ma il riciclo meccanico del rifiuto proveniente dalla raccolta differenziata o dal settore agricolo, ha comunque dei limiti qualitativi ad oggi non ancora risolti. Per questo motivo l’attenzione alla preparazione di ricette per compounds, realizzati con l’attenzione alla risoluzione di questi problemi, dà la possibilità di creare dei granuli in LDPE, provenienti dal riciclo, con qualità superiori, rimanendo nell’ottica dell’economia circolare che impone il consumo dei rifiuti che realizziamo quotidianamente. Il compound dovrebbe contenere una parte significativa di un input di film di LDPE che non provenga dalla raccolta differenziata, non necessariamente di provenienza post industriale, ma da uno scarto che non sia stato mischiato e inquinato da altre materie plastiche miste. In base alla caratteristica del prodotto finale da realizzare, si deciderà come comporre la ricetta dell’input, così da poter garantire la qualità attesa dal cliente. Gli indici qualitativi devono risolvere i problemi di cui abbiamo parlato tenendo conto di alcune indicazioni:• Permettere la produzione del sacco a partire da 20 micron • L’elasticità deve essere maggiore rispetto ad una ricetta con il 100% post consumo • La tenuta delle saldature, anche a freddo e sotto il peso del contenuto del sacco, deve essere elevata. • L’assenza di piccoli corpi estranei, che si formano a causa della degradazione di materiali differenti dall’LDPE in fase di estrusione, che incidono sul taglio longitudinale accidentale del prodotto. • Poter realizzare una superficie liscia, senza piccole corrugazioni o irregolarità. • La ricetta deve prevedere la possibilità di fare film con colori chiari e scuri, semitrasparenti negli spessori minori. • Assenza o la riduzione marcata dell’odore pungente tipico del post consumo deve poter essere perseguita. Sulla scorta di una modulazione corretta dell’input del materiale e l’attenzione alle fasi eli riciclo e granulazione, è possibile migliorare in modo notevole la qualità dei sacchetti in LDPE che si producono, con un maggiore margine di contribuzione sulla produzione e una maggiore soddisfazione del cliente finale, avendo sempre sotto controllo i costi. Categoria: notizie - tecnica - plastica - riciclo - LDPE - post consumo - sacchetti - film - qualità Articoli correlati:CHE QUALITÀ DI FILM È OTTENIBILE CON L'USO DELL' LDPE RICICLATO?LDPE RICICLATO DA POST CONSUMO: 60 TIPOLOGIE DI ODORI OSTACOLANO LA VENDITALDPE DA POST CONSUMO. COME RIDURRE LE IMPERFEZIONI. EBOOKVedi maggiori informazioni sul riciclo dell'LDPE
SCOPRI DI PIU' Polipropilene Isotattico ed Ossido di Zinco: Soluzioni per Materiali Sostenibili e Antibatterici
Polipropilene Isotattico ed Ossido di Zinco: Soluzioni per Materiali Sostenibili e AntibattericiIl Futuro dei Materiali Avanzati nelle Applicazioni del Settore Medico, Alimentare ed Industriale: Polipropilene Isotattico ed Ossido di Zincodi Marco ArezioLa ricerca sui materiali polimerici con proprietà antimicrobiche sta aprendo nuove prospettive per affrontare le sfide globali legate alla sicurezza e alla sostenibilità. Tra questi materiali, i compositi di polipropilene isotattico (iPP) arricchiti con ossido di zinco (ZnO) si distinguono per la loro capacità di combinare resistenza meccanica, stabilità chimica e attività antibatterica. Questo studio ha approfondito la preparazione e la caratterizzazione di microcompositi iPP/ZnO, rivelandone il potenziale in settori chiave come la medicina, l'imballaggio alimentare e l'industria. Unione di Proprietà e Funzionalità Il polipropilene isotattico è ampiamente utilizzato per la sua leggerezza, resistenza chimica e processabilità. Tuttavia, le sue applicazioni possono essere limitate dalla scarsa resistenza ai raggi UV e dalla mancanza di proprietà antimicrobiche. L'integrazione di microparticelle di ZnO in questa matrice polimerica offre una soluzione promettente. L'ossido di zinco, noto per le sue proprietà antibatteriche e schermanti contro i raggi UV, è stato incorporato nel polimero mediante un processo di miscelazione a caldo. I compositi risultanti hanno dimostrato non solo una ridotta degradazione fotoindotta, ma anche un'efficace attività contro Escherichia coli. Principali Risultati della Ricerca Qui di seguito possiamo analizzare i risultati più significativi ottenuti dalla ricerca sui microcompositi di polipropilene isotattico e ossido di zinco (iPP/ZnO). Attraverso una combinazione di test sperimentali e analisi approfondite, sono state esplorate le caratteristiche di stabilità termica, resistenza alla fotodegradazione, attività antibatterica e proprietà meccaniche di questi materiali innovativi. I dati raccolti dimostrano il grande potenziale di questi compositi nel rispondere alle esigenze di settori strategici come il medicale, l’imballaggio alimentare e l’industria, ponendo le basi per futuri sviluppi in applicazioni reali. Di seguito, i principali aspetti della ricerca saranno dettagliatamente illustrati. Resistenza alla Fotodegradazione L'aggiunta di ZnO ha significativamente migliorato la stabilità del polipropilene sotto esposizione ai raggi UV. I test hanno dimostrato che il materiale subisce una minore ossidazione, grazie all'effetto schermante delle particelle di ZnO, che riducono l'intensità della radiazione assorbita dal polimero. Attività Antibatterica I compositi contenenti fino al 5% di ZnO hanno ridotto del 99,9% la popolazione batterica di E. coli dopo 48 ore. Questo effetto è attribuito alla capacità del ZnO di generare specie reattive dell'ossigeno, che danneggiano le membrane dei batteri, rendendo questi materiali ideali per applicazioni in ambienti sterili o altamente contaminati. Stabilità Termica e Meccanica I compositi hanno mostrato una maggiore resistenza termica rispetto al polipropilene puro, con una temperatura di degradazione più elevata. Sebbene l'aggiunta di ZnO abbia leggermente ridotto l'allungamento alla rottura, il materiale ha mantenuto una buona duttilità, essenziale per molte applicazioni industriali. Prospettive di Applicazione e Innovazione I microcompositi di polipropilene isotattico e ossido di zinco rappresentano una frontiera promettente nella ricerca sui materiali avanzati. Questi compositi uniscono proprietà meccaniche, termiche e antimicrobiche in un’unica soluzione, aprendo nuove possibilità applicative. La capacità di resistere alla fotodegradazione e di contrastare efficacemente la proliferazione batterica rende i compositi iPP/ZnO particolarmente adatti per settori fondamentali come la medicina, l’imballaggio alimentare e le applicazioni industriali. La loro efficacia contro batteri come l’Escherichia coli e la protezione dai raggi UV garantiscono prodotti più sicuri e durevoli, rispondendo così alla crescente domanda di materiali sostenibili e innovativi. Tuttavia, per sfruttarne appieno il potenziale, è necessario continuare a sviluppare metodi di ottimizzazione, in modo da migliorare le prestazioni complessive e garantire una maggiore compatibilità ambientale. Questi composti sono indicati nei seguenti settori: Settore Medico Superfici antibatteriche per dispositivi medici e imballaggi sterili potrebbero beneficiare di questi compositi, riducendo il rischio di infezioni. Imballaggi Alimentari La capacità del ZnO di proteggere dai raggi UV e dai batteri lo rende adatto per prolungare la durata degli alimenti confezionati, migliorando la sicurezza alimentare. Industria Componenti esposti a condizioni ambientali difficili, come radiazioni UV e contaminazioni microbiche, potrebbero sfruttare le proprietà combinate di resistenza e igiene offerte dai compositi iPP/ZnO. Sfide e Sviluppi Futuri Nonostante i risultati promettenti, alcuni aspetti richiedono ulteriori studi. La riduzione dell'allungamento alla rottura indica la necessità di ottimizzare la dispersione delle particelle di ZnO e l'interfaccia con la matrice polimerica. L'uso di compatibilizzanti o trattamenti superficiali potrebbe migliorare le proprietà meccaniche senza compromettere quelle funzionali. Inoltre, estendere la ricerca ad altre concentrazioni e combinazioni di nanoparticelle potrebbe portare a materiali ancora più performanti. Le collaborazioni tra università e industria saranno cruciali per tradurre questi sviluppi in soluzioni commerciali. Conclusione I compositi di polipropilene isotattico e ossido di zinco rappresentano una promettente innovazione per affrontare sfide legate alla sicurezza, sostenibilità e durata dei materiali. Grazie alle loro proprietà antibatteriche e alla resistenza ai raggi UV, possono trovare applicazione in numerosi settori, contribuendo a migliorare la qualità della vita e a ridurre l'impatto ambientale. Con ulteriori ottimizzazioni, questi materiali potrebbero diventare una soluzione chiave per molteplici esigenze industriali e sociali.© Riproduzione Vietata
SCOPRI DI PIU' L'Arte della Manutenzione Oleodinamica Industriale: Chiave per Efficienza e Longevità
L'Arte della Manutenzione Oleodinamica Industriale: Chiave per Efficienza e LongevitàScopri come una manutenzione oleodinamica efficace prolunga la vita degli impianti, ottimizza l'efficienza energetica e garantisce la sicurezza operativadi Marco ArezioNel cuore pulsante dell'industria moderna, gli impianti oleodinamici rappresentano la spina dorsale di innumerevoli processi produttivi. Dalle presse idrauliche ai macchinari da costruzione, dai sistemi di movimentazione alle applicazioni marine, la capacità di trasmettere e controllare elevate potenze attraverso i fluidi è insostituibile. Tuttavia, la sofisticazione di queste tecnologie porta con sé la necessità impellente di una manutenzione oleodinamica rigorosa e lungimirante. Non si tratta semplicemente di riparare un guasto, ma di un investimento strategico che assicura la continuità operativa, massimizza l'efficienza e prolunga significativamente la vita utile dei componenti, trasformandosi in un vantaggio competitivo duraturo. L'Imperativo della Manutenzione: Costi Nascosti del Non Fare L'errata percezione della manutenzione come un mero costo da tagliare è un errore comune che può avere ripercussioni devastanti. Un impianto oleodinamico trascurato è una bomba a orologeria. Le conseguenze vanno ben oltre il singolo fermo macchina non pianificato, che di per sé genera perdite produttive dirette e ritardi nelle consegne. Si manifestano in un'accelerata usura dei componenti, riducendo drasticamente la vita di pompe, valvole e attuatori, costringendo a sostituzioni premature e costose. L'inefficienza energetica cresce esponenzialmente, con perdite di carico e trafilamenti interni che costringono il sistema a lavorare più duramente per erogare la stessa potenza, traducendosi in bollette energetiche più salate e un impatto ambientale maggiore. Inoltre, non si può sottovalutare il rischio per la sicurezza degli operatori, esposti a pericoli derivanti da malfunzionamenti inattesi, rotture di tubazioni in pressione o perdite di fluido. Una strategia di manutenzione preventiva e predittiva si rivela quindi un pilastro per la resilienza operativa. Essa permette di trasformare i costi di emergenza in investimenti programmati, con benefici tangibili sull'affidabilità e sulla redditività complessiva dell'azienda. La Gestione del Fluido Idraulico: Il Cuore della Manutenzione Il fluido idraulico è il vero sangue di un sistema oleodinamico e la sua condizione è il barometro più fedele della salute dell'impianto. La contaminazione del fluido è la causa principale (spesso oltre l'80%) di guasti e usura prematura dei componenti. Elementi come polveri, acqua, aria o particelle metalliche generate dall'usura interna possono erodere, corrodere e danneggiare le superfici delicate di pompe e valvole. Un programma di analisi olio idraulico periodica è dunque non solo consigliato, ma indispensabile. Attraverso test di laboratorio si monitorano parametri vitali come la viscosità, l'acidità (TAN - Total Acid Number), il contenuto di acqua, l'ossidazione e la presenza di particelle contaminanti (tramite codici ISO o NAS) e metalli da usura. Queste analisi permettono di identificare tendenze, prevedere problemi e decidere il momento ottimale per la sostituzione o la rigenerazione del fluido, evitando sprechi e danni. Parallelamente all'analisi, una filtrazione efficace è cruciale. Sistemi di filtrazione in linea ad alta efficienza, filtri di ritorno e sfiati con filtri antipolvere e anti-umidità sono fondamentali per mantenere la pulizia dell'olio. La scelta del filtro giusto, con il corretto grado di filtrazione (espresso in micron) e una sostituzione programmata basata sul monitoraggio della pressione differenziale, assicura che il fluido operi sempre nelle condizioni ottimali. Anche il controllo della temperatura è vitale: un olio troppo caldo degrada rapidamente, perdendo le sue proprietà lubrificanti e anti-usura, mentre un olio troppo freddo aumenta la viscosità, causando perdite di energia e difficoltà operative. Cura dei Componenti: Ispezione e Intervento Mirato Oltre al fluido, ogni componente dell'impianto richiede attenzione specifica. Pompe e Motori: Sono il cuore e i muscoli del sistema. La loro manutenzione implica il monitoraggio di rumori anomali, vibrazioni, variazioni di pressione e perdite esterne. L'allineamento preciso tra pompa e motore è essenziale per prevenire stress e usura prematura. Valvole: Regolano il flusso e la pressione. È fondamentale verificarne la corretta taratura, l'assenza di trafilamenti interni ed esterni e la fluidità dei movimenti. Valvole bloccate o malfunzionanti possono causare surriscaldamento, perdite di potenza o movimenti incontrollati. Cilindri: Gli attuatori lineari richiedono ispezioni regolari delle guarnizioni per prevenire perdite, del grado di usura dello stelo e della canna, e del corretto funzionamento degli ammortizzatori di fine corsa. Qualsiasi segno di scanalatura o corrosione sullo stelo è un campanello d'allarme. Tubazioni e Raccordi: Sono le vene del sistema. La loro integrità è cruciale per la sicurezza e l'efficienza. Occorre controllare regolarmente crepe, abrasioni, rigonfiamenti e segni di corrosione. Un corretto serraggio dei raccordi e un'adeguata supportatura delle tubazioni prevengono vibrazioni e rotture. Serbatoi: Devono essere mantenuti puliti e aerati. È essenziale controllare il livello dell'olio e assicurarsi che i filtri di sfiato siano efficienti per impedire l'ingresso di contaminanti dall'ambiente esterno. Dalla Manutenzione Preventiva alla Predittiva: L'Era dell'Industria 4.0 Tradizionalmente, la manutenzione preventiva ha dettato la sostituzione di componenti o fluidi a intervalli di tempo predefiniti o in base alle ore di funzionamento. Sebbene efficace nel prevenire molti guasti, può portare a sostituzioni anticipate e sprechi. Oggi, il paradigma si sta spostando verso la manutenzione predittiva. Grazie all'integrazione di sensori intelligenti (IoT - Internet of Things) e all'analisi avanzata dei dati (Big Data, Intelligenza Artificiale), è possibile monitorare in tempo reale parametri critici come pressione, temperatura, portata, vibrazioni e la qualità dell'olio. Questi dati vengono elaborati per identificare pattern, rilevare anomalie e prevedere l'insorgere di un guasto con notevole anticipo. La diagnostica idraulica avanzata permette così di intervenire solo quando strettamente necessario, ottimizzando gli intervalli di manutenzione, riducendo i fermi macchina non pianificati e massimizzando la vita utile dei componenti. L'implementazione di un sistema CMMS (Computerized Maintenance Management System) supporta la pianificazione, l'esecuzione e il monitoraggio di tutte le attività manutentive, creando una base dati storica preziosa per l'analisi e il miglioramento continuo. Manutenzione Sostenibile: Un Bene per l'Ambiente e il Bilancio La manutenzione efficace non è solo una questione economica e operativa, ma anche ambientale. Un impianto oleodinamico ben mantenuto è intrinsecamente più sostenibile. L'ottimizzazione dell'efficienza energetica riduce il consumo di energia e le emissioni di CO2. L'estensione della vita dei fluidi e dei componenti diminuisce la necessità di produrre nuovi materiali e smaltire quelli vecchi, promuovendo i principi dell'economia circolare. La riduzione delle perdite di olio non solo previene costosi sprechi, ma mitiga anche il rischio di contaminazione del suolo e delle acque. L'adozione di fluidi idraulici biodegradabili, laddove le condizioni lo consentono, rappresenta un ulteriore passo verso un'operatività più ecocompatibile. In sintesi, la manutenzione degli impianti oleodinamici è una disciplina complessa e dinamica che richiede competenza tecnica, strumenti adeguati e un approccio strategico. Passare da una logica reattiva a una proattiva, investendo in formazione del personale e nelle tecnologie di manutenzione predittiva, non è più un'opzione, ma una necessità. Solo così le aziende potranno garantire la massima efficienza, affidabilità e longevità dei propri sistemi oleodinamici, navigando con successo le sfide dell'industria 4.0 e contribuendo a un futuro produttivo più sicuro ed ecologicamente responsabile.© Riproduzione Vietata
SCOPRI DI PIU' Strategie Sostenibili per la Salvaguardia delle Capriate in Legno
Strategie Sostenibili per la Salvaguardia delle Capriate in LegnoRestauro Statico e Conservativo delle Capriate di Legno: Tecniche, Materiali e Prevenzione del Degradodi Marco ArezioIl legno è stato uno dei primi materiali utilizzati dall'uomo per la costruzione, grazie alla sua disponibilità, lavorabilità e eccellenti proprietà meccaniche. Le capriate, spesso esposte agli agenti atmosferici e biologici, subiscono nel tempo processi di degrado che ne compromettono la stabilità. Comprendere le caratteristiche del legno utilizzato, come la sua porosità, densità e resistenza agli agenti degradanti, è fondamentale per pianificare interventi di restauro adeguati. Cosa sono le Capriate in Legno e a Cosa Servono Le capriate in legno sono elementi strutturali chiave nell'architettura, utilizzate per sostenere i tetti degli edifici. Sono composte da un insieme di travi e montanti di legno, collegati tra loro in modo da formare un unico triangolo strutturale o una serie di triangoli. Questa configurazione triangolare conferisce alle capriate una grande resistenza e stabilità, permettendo loro di distribuire il peso del tetto lungo l'intera struttura dell'edificio, fino alle fondazioni. Funzioni delle Capriate in Legno Supporto Strutturale: La funzione principale delle capriate è di fornire supporto strutturale ai tetti, permettendo la realizzazione di ampi spazi interni senza la necessità di colonne o muri portanti intermedi. Questo le rende particolarmente utili in edifici di grandi dimensioni, come capannoni, magazzini, palestre, chiese, e in strutture residenziali. Distribuzione del Carico: Grazie alla loro forma triangolare, le capriate sono in grado di distribuire efficacemente i carichi verticali e orizzontali (come il peso della copertura, la neve, il vento) lungo tutta la struttura, riducendo il rischio di deformazioni o crolli. Efficienza Materiale: Il design delle capriate permette un uso efficiente del legno, materiale da costruzione rinnovabile e sostenibile, massimizzandone le prestazioni strutturali con un impiego minimo di risorse. Questo le rende una soluzione economicamente vantaggiosa e ecologicamente sostenibile. Versatilità e Estetica: Le capriate non sono solo funzionali ma possono anche essere caratterizzate da un elevato valore estetico. Sono in grado di adattarsi a una varietà di stili architettonici, dal tradizionale al moderno, e possono essere lasciate a vista all'interno degli edifici per creare effetti visivi spettacolari. Tecniche di Diagnosi per il Degrado delle Capriate in LegnoLa diagnosi accurata del degrado delle capriate in legno è il primo passo critico per un intervento di restauro efficace. Questo processo richiede un approccio metodico che combina tecniche visive, strumentali, non distruttive e analisi laboratoristiche. Tecniche Visive Le ispezioni visive sono essenziali per identificare segni evidenti di degrado, come crepe, distorsioni, attacchi di insetti xylofagi e marciume. Questa valutazione iniziale può essere eseguita ad occhio nudo o con l'ausilio di lenti di ingrandimento e microscopi portatili per dettagli più fini. Tecniche Strumentali Non Distruttive L'uso di tecnologie avanzate permette di ottenere informazioni dettagliate sulla condizione interna delle capriate senza danneggiarle. Alcuni metodi comuni includono: Termografia Infrarossa: Rileva variazioni di temperatura che possono indicare presenza di umidità o vuoti interni. Tomografia ad Ultrasuoni: Fornisce immagini sezioni trasversali del legno, rivelando crepe interne e zone di degrado. Resistografia: Misura la resistenza del legno al penetramento di un ago sottile, offrendo indizi sulla densità e sulla presenza di marciume.Analisi di Laboratorio Campioni di legno possono essere prelevati per analisi dettagliate in laboratorio. Questi test possono includere: Microscopia Elettronica a Scansione (SEM): Per l'identificazione di specie di legno e la caratterizzazione di attacchi biologici. Analisi Chimiche: Per determinare la composizione del legno e la presenza di sostanze conservanti. Test di Resistenza Meccanica: Per valutare la capacità portante residua del materiale. Principi del Restauro Conservativo Il restauro conservativo delle capriate in legno richiede un approccio olistico che rispetti la storia e l'integrità materiale degli elementi architettonici. Al centro di questo approccio vi sono alcuni principi fondamentali: Filosofie di Intervento La conservazione mira a mantenere l'autenticità e l'integrità storica delle capriate, privilegiando interventi minimi. La filosofia di restauro deve bilanciare le esigenze strutturali con la conservazione delle superfici storiche, scegliendo soluzioni che non alterino irreversibilmente il bene culturale. Criteri di Reversibilità Un principio cardine è la reversibilità degli interventi: ogni azione compiuta sulle capriate dovrebbe, idealmente, essere rimovibile senza danneggiare il substrato originale. Questo consente future revisioni o restauri a fronte di nuove tecniche o materiali. Minimo Intervento e Lettura Storica Il concetto di minimo intervento sollecita a fare quanto meno possibile ma quanto necessario per garantire la conservazione. Parallelamente, la lettura storica del manufatto dovrebbe guidare il restauro, mantenendo e valorizzando i segni del tempo come testimonianza del percorso di vita dell'edificio. Tecniche di Intervento sulle Capriate in LegnoGli interventi sulle capriate in legno devono essere attentamente pianificati per assicurare la loro stabilità strutturale pur mantenendo le caratteristiche originali. Le tecniche di intervento variano in base alla condizione del legno e agli obiettivi specifici del restauro. Consolidamento Strutturale Il consolidamento strutturale è fondamentale per garantire la sicurezza e la stabilità delle capriate in legno. Questo processo può includere varie tecniche, a seconda delle condizioni specifiche e dei problemi strutturali identificati. Inserimento di Tiranti e Staffe Metalliche Il consolidamento delle capriate in legno con l'uso di tiranti e staffe metalliche è una tecnica diffusa nel restauro strutturale, soprattutto per rafforzare edifici storici o strutture che hanno subito danneggiamenti o degrado nel tempo. Questo metodo prevede l'impiego di componenti in metallo per connettere e sostenere le parti in legno delle capriate, migliorandone la capacità di sopportare carichi e sollecitazioni. Principio di Funzionamento L'idea alla base del consolidamento con tiranti e staffe metalliche è di introdurre elementi che possano ridistribuire i carichi tra le varie parti della capriata, limitando le sollecitazioni su zone indebolite e prevenendo ulteriori deformazioni o danneggiamenti. Tiranti metallici, staffe, piastre di collegamento e bulloni vengono utilizzati per creare un "sistema" di rinforzo integrato che lavora in sinergia con il legno per aumentare la resistenza e la stabilità dell'intera struttura. Fasi dell'Intervento Valutazione e Progettazione: Prima di procedere con qualsiasi intervento, è cruciale effettuare una valutazione dettagliata dello stato delle capriate, comprendendo le caratteristiche del legno, i punti di debolezza, e le sollecitazioni a cui la struttura è soggetta. Sulla base di questa analisi, viene progettato il sistema di consolidamento, determinando la tipologia e la disposizione ottimale dei componenti metallici. Preparazione della Struttura: Pulizia delle superfici in legno e rimozione di eventuali parti marce o eccessivamente degradate. Questo step può includere il trattamento del legno con sostanze preservative o biocide per migliorarne la durabilità. Installazione di Tiranti e Staffe Metalliche Tiranti: Vengono utilizzati per collegare tra loro parti opposte della capriata, esercitando una forza di compressione che contrasta le sollecitazioni di trazione, comuni nelle strutture sottoposte a carichi elevati o in presenza di danni strutturali. Staffe e Piastre di Collegamento: Servono a connettere i diversi elementi della capriata, fornendo un supporto aggiuntivo in punti critici o dove le connessioni in legno sono indebolite o danneggiate. Fissaggio e Regolazione: I componenti metallici vengono fissati al legno attraverso bulloni, viti o chiodi speciali, progettati per minimizzare il danno al materiale originale. La tensione dei tiranti può essere regolata per ottimizzare la distribuzione dei carichi all'interno della struttura. Controllo e Manutenzione: Dopo l'installazione, è importante svolgere controlli periodici per verificare l'integrità dei componenti metallici e la corretta tensione dei tiranti, assicurando che il sistema di consolidamento mantenga nel tempo le sue prestazioni. Vantaggi Efficienza Strutturale: Aumento significativo della capacità portante e della stabilità delle capriate. Versatilità: Adattabilità a diverse tipologie di strutture e condizioni di degrado. Reversibilità: Possibilità di rimuovere o modificare il sistema di rinforzo senza alterazioni permanenti alla struttura in legno. Utilizzo di Resine Epossidiche Le resine epossidiche sono spesso impiegate per il consolidamento di crepe e per il ricollegamento di parti frammentate, grazie alla loro forte adesione e compatibilità con il legno. Il consolidamento delle capriate in legno con resine epossidiche rappresenta una delle tecniche più efficaci e rispettose per il restauro strutturale di elementi architettonici storici. Le resine epossidiche, grazie alla loro elevata adesione e compatibilità con il legno, sono particolarmente indicate per il rinforzo, il consolidamento di crepe, e la ricostruzione di parti mancanti o danneggiate. Principi del Consolidamento con Resine Epossidiche Il processo di consolidamento delle capriate in legno con resine epossidiche si basa sull'applicazione di queste sostanze polimeriche che, una volta indurite, formano un materiale composito con il legno, restituendo o aumentando la resistenza meccanica originaria dell'elemento strutturale senza alterarne significativamente l'aspetto. Fasi dell'Intervento Diagnosi e Pianificazione: Prima di procedere con il consolidamento, è essenziale effettuare una diagnosi accurata della struttura per identificare le aree danneggiate e definire l'estensione e il tipo di intervento necessario. Preparazione dell'Area di Intervento: Rimuovere detriti, polvere e parti marce o ammalorate per garantire una perfetta adesione della resina al legno sano. Questo può includere la pulizia meccanica o chimica delle superfici. Applicazione della Resina Epossidica La resina può essere applicata in varie modalità a seconda del tipo di danno: Iniezione in Crepe e Fessure: Per le crepe strette o fessure nel legno, la resina viene iniettata sotto pressione per garantire il riempimento completo e il consolidamento dell'area danneggiata. Impregnazione di Aree Danneggiate: In presenza di degrado diffuso, il legno può essere impregnato con resina epossidica a bassa viscosità per migliorarne la coesione interna. Ricostruzione di Parti Mancanti: Le resine epossidiche, miscelate con farine di legno o altri riempitivi, possono essere modellate per ricostruire parti mancanti o fortemente danneggiate. Polimerizzazione e Cura: Dopo l'applicazione, la resina necessita di un periodo adeguato per la polimerizzazione. Le condizioni ambientali, come temperatura e umidità, possono influenzare i tempi e l'efficacia della polimerizzazione. Finitura: Una volta che la resina è completamente indurita, le superfici trattate possono essere rifinite per ripristinare l'aspetto originale del legno. Ciò può includere la levigatura, la pittura o la verniciatura. Vantaggi Elevata Resistenza: Le resine epossidiche hanno eccellenti proprietà meccaniche, migliorando la resistenza e la durabilità delle capriate trattate. Compatibilità con il Legno: Queste resine aderiscono efficacemente al legno, formando un composto omogeneo che ne rispetta la flessibilità e le caratteristiche. Versatilità: Adatte a un'ampia gamma di applicazioni, dalle micro-crepe alla ricostruzione di parti consistenti. Durabilità: Le resine epossidiche sono resistenti agli agenti chimici e biologici, offrendo una protezione duratura al legno. Iniezioni di Microcementi Nei casi di degrado avanzato, le iniezioni di microcementi possono fornire un supporto interno, aumentando la coesione. L'iniezione di microcementi rappresenta una tecnica innovativa nel campo del consolidamento strutturale delle capriate in legno. Questo metodo è particolarmente utile per rafforzare elementi in legno che hanno subito danneggiamenti o degrado, senza compromettere l'estetica o l'integrità storica dell'edificio. I microcementi sono materiali composti da cementi ad alte prestazioni, con aggregati di dimensioni molto ridotte e additivi specifici che ne migliorano la lavorabilità e le proprietà meccaniche. Principio di Funzionamento Il consolidamento delle capriate tramite iniezione di microcementi si basa sull'inserimento di questo materiale all'interno dei vuoti, delle crepe o delle zone degradate del legno. I microcementi, grazie alla loro elevata fluidità e capacità di penetrazione, riempiono completamente questi spazi, indurendo successivamente e formando un corpo unico con il legno. Questo processo non solo aumenta la resistenza meccanica delle parti danneggiate ma migliora anche la distribuzione dei carichi all'interno della struttura, contribuendo alla sua stabilità complessiva. Fasi dell'Intervento Diagnosi Preliminare: Valutazione approfondita dello stato delle capriate per identificare le zone che necessitano di consolidamento. Questa fase può includere analisi visive, sondaggi strumentali e test non distruttivi. Preparazione: Pulizia delle aree interessate e, se necessario, rimozione di parti del legno irrimediabilmente compromesse. Praticare fori o canali per l'iniezione del microcemento nelle zone da consolidare. Iniezione del Microcemento: Utilizzo di pompe per iniezioni specifiche per introdurre il microcemento nei fori preparati. L'operazione deve essere eseguita con cura per garantire una distribuzione uniforme del materiale e l'adeguato riempimento dei vuoti. Cura e Polimerizzazione: Dopo l'iniezione, il microcemento richiede un periodo di tempo per indurire completamente. Durante questo tempo, è importante proteggere le aree trattate da umidità eccessiva o escursioni termiche che potrebbero compromettere il processo di indurimento. Controllo e Finiture: Verifica dell'efficacia del consolidamento attraverso ispezioni visive e test specifici. Eventuali lavori di finitura estetica possono essere eseguiti per armonizzare le zone trattate con il resto della struttura. Vantaggi Rafforzamento Strutturale: Miglioramento significativo della resistenza meccanica delle capriate, con un incremento della capacità portante e della rigidezza. Durabilità: I microcementi offrono resistenza all'umidità, agli agenti chimici e ai cicli di gelo/disgelo, garantendo un consolidamento duraturo nel tempo. Versatilità: Possibilità di utilizzare questa tecnica in una vasta gamma di situazioni, comprese le strutture complesse o di valore storico.sione strutturale senza compromettere l'aspetto estetico. Le barre in vetroresina Note anche come barre in Fibra di Vetro Rinforzata (GFRP, Glass Fiber Reinforced Polymer), sono materiali compositi utilizzati nel settore del restauro e del rinforzo strutturale per le loro eccellenti proprietà meccaniche, tra cui alta resistenza alla trazione, leggerezza e resistenza alla corrosione. Queste caratteristiche le rendono particolarmente adatte per il consolidamento di elementi strutturali in legno, come le capriate, in contesti dove il mantenimento della leggerezza e dell'integrità visiva è fondamentale. Le barre in vetroresina vengono impiegate per rinforzare e consolidare le capriate in legno che hanno subito degradazioni o che necessitano di un aumento della loro capacità portante. Il processo di consolidamento con barre GFRP può essere descritto nelle seguenti fasi: Diagnosi e Progettazione: Prima di procedere con qualsiasi intervento, è necessario effettuare una diagnosi accurata dello stato delle capriate, identificando le aree danneggiate o indebolite e valutando la necessità di intervento. Successivamente, si progetta il rinforzo in base alle specifiche esigenze strutturali. Preparazione delle Capriate: La superficie della capriata dove verranno applicate le barre deve essere preparata adeguatamente. Ciò include la pulizia del legno e, se necessario, la rimozione di parti marce o danneggiate. Installazione delle Barre GFRP: Le barre in vetroresina possono essere installate applicandole sulla superficie delle travi di legno o inserendole all'interno di fori precedentemente praticati. L'installazione superficiale richiede l'uso di adesivi epossidici per assicurare le barre alla capriata. L'inserimento interno, invece, prevede l'ancoraggio delle barre dentro i fori riempiti con resina epossidica, che funge da collante. Finitura: Una volta che le barre GFRP sono state installate e l'adesivo è polimerizzato, si procede con le operazioni di finitura. Questo può includere la copertura delle barre per motivi estetici o la protezione del legno trattato con impregnanti specifici. Vantaggi dell'Uso delle Barre GFRP Non Invasività: Il metodo di rinforzo con barre GFRP è meno invasivo rispetto ad altre tecniche di consolidamento, preservando l'aspetto originale delle capriate. Resistenza e Durabilità: Le barre GFRP offrono alta resistenza e durabilità nel tempo, anche in ambienti con elevata umidità o presenza di agenti chimici. Compatibilità con il Legno: La flessibilità e la leggerezza delle barre GFRP le rendono compatibili con le caratteristiche meccaniche del legno, permettendo un rinforzo efficace senza sovraccaricare la struttura. Trattamento e Protezione del Legno Il trattamento del legno mira a proteggere le capriate da ulteriori danneggiamenti causati da fattori biotici (come insetti xilofagi e funghi) e abiotici (umidità, variazioni termiche). Applicazione di Biocidi: Prodotti biocidi possono essere applicati per eliminare infestazioni attive e prevenire nuovi attacchi. Impregnazione con Preservanti: Il legno può essere impregnato con sostanze preservanti che ne aumentano la resistenza all'umidità e agli agenti biologici, preservando al contempo la traspirabilità. Rivestimenti Protettivi: Rivestimenti protettivi traspiranti possono essere applicati per proteggere il legno dalle intemperie, mantenendo la sua capacità di "respirare" e prevenendo la trappola di umidità. Integrazione di Parti Mancanti Quando parti delle capriate sono mancanti o irrecuperabili, l'integrazione con nuovo materiale diventa necessaria. Queste integrazioni devono essere eseguite in modo da essere riconoscibili, ma armoniche con l'originale. Sostituzione 'in Genere': Parti nuove, realizzate con tecniche e materiali simili a quelli originali, possono essere inserite per sostituire le sezioni mancanti, seguendo i principi di reversibilità e differenziazione. Tecniche di 'Anastilosi': Dove possibile, l'anastilosi, ovvero la reintegrazione di frammenti originali recuperati, viene preferita per mantenere al massimo l'autenticità storica della struttura. Considerazioni Finali Il restauro delle capriate in legno richiede un delicato equilibrio tra il mantenimento dell'integrità storica e l'applicazione di tecniche che assicurino la loro funzionalità nel tempo. Ogni intervento deve essere preceduto da un'accurata diagnosi e da una pianificazione dettagliata, considerando sempre l'impatto sulle proprietà meccaniche e estetiche delle capriate. L'obiettivo è preservare non solo la struttura fisica, ma anche il valore storico e culturale che le capriate rappresentano. Materiali Innovativi e Tradizionali Il restauro delle capriate in legno vede l'impiego sia di materiali tradizionali che di soluzioni innovative. La scelta tra questi dipende da diversi fattori, inclusi la compatibilità con il substrato originale, l'efficacia nel lungo termine, e l'impatto estetico. Materiali Tradizionali I materiali tradizionali, come il legno di essenze specifiche, calce, argilla e resine naturali, sono stati utilizzati per secoli nella conservazione delle strutture in legno. Questi materiali sono preferiti per la loro compatibilità fisica e chimica con le strutture esistenti, nonché per la loro reversibilità e minimo impatto visivo. Legno: Selezione di essenze compatibili per integrazioni o sostituzioni. Calce e Argilla: Usati per trattamenti superficiali che regolano l'umidità e proteggono da agenti esterni. Resine Naturali: Per consolidamenti e finiture superficiali. Materiali Innovativi Le innovazioni nei materiali da costruzione offrono nuove possibilità per il restauro, includendo maggiore durabilità, efficienza nella conservazione energetica e miglioramenti nelle proprietà meccaniche. Nanotecnologie: Nanoparticelle per il consolidamento del legno e la protezione da umidità e degrado biologico. Biopolimeri: Materiali ecocompatibili per il trattamento conservativo, offrendo una buona integrazione con il legno antico. Fibre di Carbonio e Vetro: Per il rinforzo strutturale, offrendo soluzioni discrete e reversibili. Prevenzione del Degrado Manutenzione Programmata La manutenzione programmata è essenziale per preservare l'integrità delle capriate in legno. Questo approccio prevede interventi regolari basati su un calendario predefinito, con l'obiettivo di prevenire l'insorgere di problemi gravi. Ispezioni Regolari: Condurre ispezioni visive e strumentali periodiche per identificare segni precoci di degrado o danneggiamento. Pulizia: Mantenere le capriate libere da detriti e accumuli di polvere che possono trattenere umidità o favorire l'insediamento di insetti. Controllo dell'Umidità: Assicurare una ventilazione adeguata e controllare i livelli di umidità nell'ambiente circostante per prevenire il marciume del legno. Monitoraggio Costante Tecnologie avanzate di monitoraggio possono essere impiegate per tenere sotto controllo lo stato di salute delle capriate in tempo reale, permettendo di intervenire tempestivamente alla prima segnalazione di anomalie. Sensori di Umidità: Installare sensori per tracciare i livelli di umidità nel legno e nell'ambiente, identificando variazioni che potrebbero indicare problemi. Termografia: Utilizzare periodicamente la termografia per rilevare aree di umidità nascoste o difetti strutturali non visibili ad occhio nudo. Sistemi di Monitoraggio Strutturale: Impiegare sistemi che misurano la deformazione o lo spostamento delle capriate per rilevare sollecitazioni eccessive o cedimenti. Interventi Preventivi L'adozione di misure preventive mirate può ridurre significativamente il rischio di degrado delle capriate in legno. Trattamenti Antiparassitari: Applicare trattamenti ecocompatibili per proteggere il legno da insetti xilofagi e funghi. Protezione dagli Agenti Atmosferici: Se esposte, trattare le superfici delle capriate con vernici o impregnanti che offrano protezione da pioggia, sole e variazioni termiche. Rinforzi Strutturali: In caso di sollecitazioni meccaniche elevate o debolezze strutturali identificate, possono essere necessari rinforzi puntuali per evitare danneggiamenti futuri. Strategie di Implementazione Per essere efficace, un programma di prevenzione del degrado deve essere personalizzato sulla base delle specificità dell'edificio e delle sue capriate in legno. È importante un approccio multidisciplinare che coinvolga restauratori, ingegneri strutturali e conservatori, al fine di sviluppare un piano di manutenzione e monitoraggio che tenga conto di tutti gli aspetti della conservazione, dalla stabilità strutturale alla preservazione estetica. La prevenzione è sempre più vantaggiosa del restauro, sia in termini di costi che di conservazione del valore storico e culturale dell'edificio. Implementando strategie proattive, è possibile salvaguardare le capriate in legno, assicurando che continuino a svolgere la loro funzione strutturale e a raccontare la storia degli edifici che supportano per molte generazioni future. Libri "Consolidamento e restauro delle strutture in legno": Questo volume si concentra sulle strutture lignee presenti nei manufatti storici, offrendo un'attenzione specifica alle capriate. È un utile riferimento per professionisti e operatori del settore, approfondendo le tematiche di processo progettuale dal riconoscimento dei problemi agli interventi di consolidamento."Restauro delle strutture in legno. Tecniche di consolidamento strutturale": Un'altra risorsa che fornisce dettagli sulle tecniche di consolidamento strutturale specificamente per le strutture in legno, comprese le capriate
SCOPRI DI PIU' Pavimentazioni Stradali Sostenibili con Masselli in PVC Riciclato
Pavimentazioni Stradali Sostenibili con Masselli in PVC RiciclatoPavimentazioni Stradali Sostenibili con Masselli in PVC Riciclatodi Marco ArezioLe pavimentazioni stradali sono un sistema costruttivo flessibile formato da diversi elementi, portanti, drenanti e di finitura, che costituiscono il sistema veicolare e di stazionamento dei mezzi circolanti.A seconda della posizione geografica delle strade, della meteorologia prevalente e dell’abitudine costruttiva, vengono utilizzati principalmente tre sistemi costruttivi che possono assolvere al compito di ospitare il traffico di mezzi pesanti e leggeri: • Pavimentazioni in asfalto • Pavimentazioni in cemento • Pavimentazioni in masselli Dei tre elementi costitutivi quello con l’asfalto, dal punto di vista dei chilometri di strade realizzate, è sicuramente quello più utilizzato a livello mondiale, probabilmente per la facilità di posa, anche se la manutenzione di un manto con il bitume presenta molte criticità a causa delle temperature, del sale per sciogliere il ghiaccio e dell’abrasione del tappetino finale. La pavimentazione in cemento, anch’essa semplice nella posa, comporta la creazione di giunti di dilatazione regolari, la manutenzione degli stessi, una maggiore rumorosità nel rotolamento della ruota rispetto all’asfalto, le problematiche di durabilità nei cicli di gelo e disgelo imposti dal clima e dalla posa del sale per evitare la formazione del ghiaccio. Inoltre la rigidità del manto di copertura stradale è in antitesi con l’elasticità della struttura portante sottostante. Il massello autobloccante in cemento è un sistema costruttivo che può avere numerosi vantaggi rispetto ai due precedenti, in particolare si può realizzare una pavimentazione elastica, durevole all’abrasione diretta del traffico veicolare, drenante in quanto tra le fughe è possibile la percolazione dell’acqua, di facile manutenzione. Nonostante abbia un certo numero di vantaggi, ci sono poi da considerare alcune caratteristiche negative, quali la maggior rumorosità rispetto alla copertura in asfalto, un costo di posa maggiore e una scarsa resistenza al sale nei periodi invernali. Dal punto di vista della sostenibilità, i due sistemi costruttivi in cui si usa il cemento sono sicuramente non tra le migliori soluzioni di pavimentazione, nell’ottica di un’economia circolare, mentre quella caratterizzata con l’asfalto potrebbe rientrare in quelle strutture sostenibili, se venissero utilizzati compound in cui includano lo scarto dei pneumatici riciclato e lo scarto di manti stradali precedentemente fresati. Esiste anche un’altra soluzione sostenibile di pavimentazione, composta da masselli autobloccanti in PVC riciclato, costituito dallo scarto delle guaine dei cavi elettrici, che permette di rispondere a molte problematiche espresse dalle tre pavimentazioni precedentemente citate. Vediamo i vantaggi: • Mantenimento di una sede stradale o di parcheggio elastico • Permette il drenaggio delle acque • Facile posa in quanto ha una forma ad incastro • Non presenta problemi di durabilità dell’elemento dati dal sale stradale • Durante la manutenzione si interviene solo sui singoli pezzi • Maggiore portata dinamica rispetto ad un autobloccante in cemento e maggiore durata • Ecologico in quanto è fatto al 100% con scarti proveniente dal riciclo dei cavi • Crea una superficie isolata elettricamente in quanto il PVC è un materiale isolante • Resistente a oli e acidi • Si lava e si sgrassa facilmente con getti di acqua e detersivo • Antiscivolo e colorabile con vernici acriliche per materie plastiche• Adatto al traffico pesanteCome abbiamo visto, il massello autobloccante in PVC riciclato è adatto sia ad aree di parcheggio, anche in presenza di mezzi pesanti, che sulle strade dove si può notare come l’elemento costituito in PVC risolve, specialmente in aree con climi freddi, l’annoso problema della durabilità dei manti stradali quanto si deve spargere il sale.Inoltre essendo fatto con materiale riciclato e, potendo essere riciclabile quando si dovesse decidere la sostituzione della struttura, si può considerare l’intervento di edilizia stradale come sostenibile nell’ambito dell’economia circolare. Il massello in PVC riciclato gode di una serie di certificazioni sul prodotto qui elencate:• Resistenza all'abrasione • Resistenza alla flessione • Resistenza alla compressione con riduzione degli spessori • Valore di penetrazione del manufatto in tempi differenti • Scivolosità con metodo BCRA • Stabilità dimensionale • Impronta residua • Conduttività termica apparente • Resistenza elettrica: isolamento superficiale • Resistenza elettrica: isolamento attraverso lo spessore del materiale • Resistenza alla bruciatura di sigaretta • Reazione al fuoco • Analisi eluato Posa dei masselli autobloccanti in PVC riciclatoIl funzionamento delle pavimentazioni ad elementi si basa sul concetto di “ingranamento” che possiamo definirlo come l' impossibilità di movimento di un elemento rispetto a quelli adiacenti, l'obbiettivo da raggiungere con la progettazione del blocco stesso e della posa in opera é quindi l'impedimento del massello posato di effettuare tre movimenti: verticale, orizzontale e rotazionale. L'ingranamento verticale viene raggiunto mediante il trasferimento del carico di taglio ai masselli circostanti attraverso la sabbia nei giunti di collegamento. Il bloccaggio rotazionale é demandato allo spessore mentre il bloccaggio rispetto le forze orizzontali avviene attraverso l'uso corretto dei schemi di montaggio, che disperdono le forze dovute alla frenatura e all’ accelerazione dei veicoli e dagli sforzi tangenziali degli pneumatici in curva. Pe quanto riguarda la posa si comincia con la compattazione del terreno di sottofondo attraverso mezzi adeguati, particolare attenzione dovrà essere posta nelle zone limitrofe ai bordi, pozzetti, caditoie nelle zone di riempimento degli scavi di tubature e impianti. Nel caso non si rispettino i minimi garantiti in fase progettuale si dovrà procedere alla sostituzione del terreno con materiali più idonei. La pendenza del piano di posa va verificata, poiché é da considerare che non é possibile ricavare le pendenze dagli strati di base o da quello di allettamento. Per favorire il deflusso delle acque ed evitare il precoce cedimento della pavimentazione non devono mai essere realizzate con pendenza minore dell' 1,5%. E' opportuno utilizzare opportuni geosintetici durante la posa della pavimentazione, questi svolgono la funzione di separazione fra gli strati e di distribuzione dei carichi. Lo strato di allettamento dovrà mantenere uno spessore costante considerando in fase di assestamento per effetto anche della compattazione una riduzione di spessore tra il 20% e il 30% in funzione della granulometria utilizzata. La staggiatura può essere realizzata in due modi: • Pre-compattazione • Metodo classico La prima si effettua in diversi passaggi: dopo aver steso la sabbia con un idoneo spessore si vibro-compatta con piastra vibrante, si sparge un nuovo spessore di circa 1,5cm e si staggia. Con questo metodo é possibile garantire minori cedimenti in pavimentazioni che devono sopportare carichi elevati, inoltre é possibile in questo modo controllare maggiormente il cedimento finale della pavimentazione. Nel metodo classico La sabbia viene stesa e staggiata, la compattazione avviene nella fase successiva dopo aver installato i massetti attraverso idonee attrezzature. E’ importante non disturbare il piano di posa dopo la staggiatura, nel caso questa venga rovinata anche in piccole porzioni é necessario provvedere alla sua sistemazione prima della finitura con i masselli, é inoltre importante non eseguire mai queste operazioni in caso di temperature minori di 1°C onde evitare la formazione di giaccio. A questo punto si possono posare i masselli in PVC riciclati, facendo collimare il bordo di un elemento con un altro, senza lasciare spazio per le fughe di sabbia. Al termine di questa operazione si effettuerà una rullatura vibrata di putto il pavimento posato e si può predisporre una verniciatura del colore preferito attraverso l'uso di vernici acriliche specifiche per la plastica.Categoria: notizie - tecnica - plastica - riciclo - PVC - edilizia - masselli autobloccanti
SCOPRI DI PIU' Cappotti Termici Anti-Fuoco per i Grattacieli: Guida alla Sicurezza e all'Innovazione
Cappotti Termici Anti-Fuoco per i Grattacieli: Guida alla Sicurezza e all'InnovazioneMateriali Autoestinguenti (Anche Riciclati) e Tecniche Costruttive Avanzate per la Protezione Antincendio dei Grattacieli di Marco ArezioIl cappotto termico sui grattacieli non solo migliora l'efficienza energetica dell'edificio ma gioca un ruolo cruciale nella protezione contro il fuoco, mitigando l'effetto camino, in determinate condizioni applicative e qualitative degli isolanti, che può accelerare la propagazione delle fiamme. Data la crescente altezza e complessità delle strutture urbane moderne, la sicurezza antincendio è diventata una priorità assoluta. Questo articolo esplora come costruire un cappotto termico efficace e sicuro, con un focus particolare sui materiali autoestinguenti e sulle tecniche costruttive avanzate. L'Effetto Camino in Caso di Incendio nei Grattacieli L'effetto camino si verifica quando l'aria calda sale rapidamente all'interno di un edificio, creando un flusso ascendente che aspira aria fresca dalle aperture inferiori. Nei grattacieli, questo fenomeno può accelerare drammaticamente la diffusione del fuoco, spingendolo verso i piani superiori a una velocità allarmante. Materiali Isolanti e Rischio Incendio Ma i materiali isolanti esterni possono anche contribuire significativamente all'effetto camino se non sono adeguatamente selezionati e applicati. Materiali altamente infiammabili non solo alimentano il fuoco ma possono anche generare fumi tossici, mettendo a rischio la sicurezza degli occupanti. Materiali Isolanti AutoestinguentiDefinizione e Importanza dell'AutoestinguenzaUn materiale isolante è considerato autoestinguente quando è capace di fermare la propagazione delle fiamme senza l'intervento esterno. Questa caratteristica è cruciale nei grattacieli, dove l'accesso ai piani superiori per le operazioni di spegnimento potrebbe essere difficoltoso. L'autoestinguenza si misura attraverso standard specifici che valutano la capacità di un materiale di estinguersi entro un tempo definito dopo l'ignizione. Panoramica sui Materiali Isolanti Comuni e la Loro Reazione al Fuoco I materiali isolanti più comuni includono polistirene (EPS e XPS), poliuretano, lana di roccia, e fibra di vetro. Ognuno presenta caratteristiche uniche in termini di resistenza al fuoco: Polistirene (EPS e XPS): Pur offrendo buone prestazioni termiche, richiede additivi ritardanti di fiamma per migliorare la sicurezza antincendio. Poliuretano: Ha un'eccellente resistenza termica ma può degradarsi rapidamente in presenza di fuoco se non trattato adeguatamente. Lana di roccia: Naturalmente resistente al fuoco, non contribuisce alla propagazione delle fiamme ed è spesso utilizzata in applicazioni che richiedono un'alta resistenza al fuoco. Fibra di vetro: Similmente alla lana di roccia, offre buone prestazioni in termini di resistenza al fuoco. Criteri per la Scelta di un Isolante Termico Autoestinguente Quando si seleziona un isolante termico per i grattacieli, è fondamentale considerare: La classificazione di reazione al fuoco: Preferire materiali classificati come A1 o A2, secondo le norme europee, che indicano nessuna o limitata contribuzione al fuoco. Densità e spessore: Fattori che influenzano la capacità di isolamento e la resistenza al fuoco del materiale. Durabilità e stabilità chimica: La capacità del materiale di mantenere le sue proprietà nel tempo, anche in condizioni avverse. Isolanti Termici Prodotti con Materiali Riciclati Recentemente, l'attenzione si è spostata verso materiali isolanti sostenibili prodotti con materiali riciclati, che non solo offrono una buona resistenza termica ma sono anche più ecologici. Alcuni esempi includono: Isolanti a base di cellulosa: Prodotti principalmente da carta riciclata, trattati con boro per conferire proprietà ignifughe. Pannelli di lana riciclata: Utilizzano scarti di tessuto e lana per creare pannelli isolanti con buone proprietà di resistenza al fuoco. Polistirolo riciclato: Benché il polistirene sia meno desiderabile dal punto di vista della resistenza al fuoco, le versioni riciclate trattate con additivi ritardanti di fiamma possono rappresentare un'opzione economica e relativamente sicura. Migliori Isolanti Termici in Relazione al Fuoco Approfondiremo ora gli isolanti termici, concentrandoci sulla loro efficacia in relazione al fuoco, per identificare i materiali più sicuri e performanti per l'uso nei grattacieli. Analisi Comparativa dei Materiali Isolanti Per comprendere quale isolante termico offre le migliori prestazioni in caso di incendio, è fondamentale considerare diversi fattori, tra cui la resistenza al fuoco, la capacità di isolamento termico, e le emissioni in caso di combustione. Ecco una breve panoramica: Lana di roccia: Eccelle nella resistenza al fuoco grazie alla sua composizione minerale. Non brucia ed è capace di resistere a temperature superiori ai 1000°C. Offre anche un'ottima isolazione termica e acustica. Fibra di vetro: Simile alla lana di roccia per prestazioni antincendio e isolamento termico, ma può essere meno confortevole da maneggiare a causa delle fibre fini che possono irritare la pelle e le vie respiratorie. Poliuretano trattato: Con l'aggiunta di ritardanti di fiamma, il poliuretano espanso può raggiungere una buona resistenza al fuoco, ma rimane inferiore alla lana di roccia e alla fibra di vetro in termini di performance antincendio. Polistirene (EPS e XPS): Anche se trattati con ritardanti di fiamma, tendono a essere meno performanti in caso di incendio rispetto agli altri materiali menzionati. Dati Tecnici: Reazione al Fuoco, Limiti di Temperatura, Emissioni Tossiche La selezione dei materiali isolanti per i grattacieli deve tenere conto non solo della loro capacità di isolamento termico ma anche della loro reazione al fuoco. Materiali come la lana di roccia e la fibra di vetro non contribuiscono alla propagazione delle fiamme e resistono a temperature estremamente alte senza emettere sostanze tossiche. Al contrario, materiali a base di polimero, anche se trattati con ritardanti di fiamma, possono degradarsi e rilasciare gas tossici a temperature elevate. Emissioni Tossiche dei Materiali Isolanti in Combustione Descrizione dei Fumi Tossici Quando i materiali isolanti bruciano, possono rilasciare una varietà di fumi tossici e gas pericolosi. La composizione e la quantità di queste emissioni variano a seconda del tipo di materiale coinvolto nella combustione. I fumi possono includere monossido di carbonio (CO), diossine, acido cloridrico (HCl), cianuro di idrogeno (HCN), oltre a particolato fine che può trasportare sostanze tossiche più profondamente nel sistema respiratorio. Composizione dei Fumi e Materiali Responsabili Polistirene (EPS e XPS): In caso di incendio, il polistirene può rilasciare monossido di carbonio e benzene, un idrocarburo aromatico noto per le sue proprietà cancerogene. Poliuretano: La combustione del poliuretano può produrre cianuro di idrogeno, un gas estremamente velenoso, oltre a monossido di carbonio e diossido di carbonio (CO2). PVC e altri materiali plastici con cloro: La combustione di isolanti contenenti PVC può generare acido cloridrico, diossine e furani, sostanze altamente tossiche e persistenti nell'ambiente. Impatti sulla Salute Umana L'esposizione ai fumi tossici può avere gravi conseguenze per la salute, includendo: Irritazioni: Gli occhi, la pelle e le vie respiratorie possono subire irritazioni acute a causa dell'esposizione ai gas acidi come l'acido cloridrico. Avvelenamento da monossido di carbonio: Il monossido di carbonio, inalato in quantità sufficienti, può essere fatale poiché impedisce il trasporto dell'ossigeno nel sangue. Effetti a lungo termine: L'esposizione a diossine e altri composti organici persistenti può avere effetti cancerogeni o danneggiare il sistema immunitario a lungo termine. Misure di Mitigazione Per ridurre il rischio associato alle emissioni tossiche, è essenziale: Scegliere materiali con basso potenziale di emissione tossica: Preferire materiali isolanti che, in caso di incendio, rilascino meno sostanze pericolose. Sistemi di evacuazione fumi e gas: Implementare sistemi di sicurezza atti a ridurre la concentrazione di fumi tossici negli ambienti interni. Normative e test rigorosi: Assicurare che tutti i materiali isolanti siano sottoposti a test rigorosi per valutare il loro comportamento in caso di incendio e le emissioni potenzialmente tossiche. Tecniche Costruttive dei Cappotti Termici Anti-Fuoco La progettazione e l'installazione di cappotti termici anti-fuoco richiedono attenzione e precisione per garantire che l'edificio sia protetto efficacemente contro la propagazione del fuoco. Principi di Design a Prova di Fuoco I principi fondamentali nel design di cappotti termici a prova di fuoco includono: Integrità strutturale: Assicurare che i materiali isolanti siano applicati in modo da non compromettere l'integrità strutturale dell'edificio in caso di incendio. Barriere al fuoco: Installazione di barriere al fuoco in punti critici per prevenire la diffusione delle fiamme attraverso il cappotto termico. Ventilazione: Progettare sistemi di ventilazione che impediscono l'effetto camino, limitando la quantità di ossigeno disponibile per alimentare un incendio. Metodi di Applicazione e Integrazione con la Struttura Esistente L'applicazione di cappotti termici anti-fuoco richiede tecniche specifiche per garantire che siano ben integrati con la struttura esistente: Fissaggio meccanico: Utilizzo di sistemi di fissaggio che non compromettono la resistenza al fuoco dei materiali isolanti. Sigillature resistenti al fuoco: Impiego di sigillanti e schiume resistenti al fuoco per chiudere qualsiasi apertura o giunto, impedendo la penetrazione delle fiamme. Monitoraggio e manutenzione: Implementazione di un programma di monitoraggio e manutenzione per assicurare l'integrità del cappotto termico nel tempo. Propagazione del Fuoco e Dati Tecnici La comprensione dei meccanismi di propagazione del fuoco è essenziale per progettare sistemi di isolamento efficaci. Il fuoco può propagarsi in verticale attraverso l'effetto camino, ma anche in orizzontale, attraverso la conduzione termica dei materiali. La scelta dei materiali e delle tecniche costruttive deve essere guidata da dati tecnici solidi su come diversi materiali reagiscono al calore e al fuoco, nonché sulle loro proprietà di isolamento termico. Casi di Studio: Incendi Catastrofici nei Grattacieli Analizziamo più dettagliatamente alcuni dei più significativi incendi di grattacieli, esaminando le cause, le dinamiche di propagazione del fuoco, e le lezioni apprese in termini di sicurezza antincendio e scelta dei materiali. Grenfell Tower, Londra, 2017 Cosa è accaduto: Nelle prime ore del 14 giugno 2017, un incendio iniziato in un appartamento al quarto piano della Grenfell Tower si è rapidamente diffuso all'intero edificio, causando 72 vittime. Causa principale: La rapida propagazione del fuoco all'esterno dell'edificio è stata facilitata dal rivestimento in polietilene (PE) e dai pannelli isolanti in poliuretano, entrambi altamente infiammabili. Lezioni apprese: L'incidente ha sottolineato la cruciale importanza di utilizzare materiali di rivestimento e isolamento che rispettino elevati standard di resistenza al fuoco. Ha inoltre evidenziato la necessità di revisioni normative e controlli più rigorosi sulle procedure di sicurezza antincendio in edifici residenziali alti. Torre Plasco, Teheran, 2017 Cosa è accaduto: Il 19 gennaio 2017, un incendio scoppiato nei piani superiori della Torre Plasco, un edificio di 17 piani, ha portato al crollo completo della struttura, causando la morte di 22 vigili del fuoco. Causa principale: La mancanza di adeguate misure di sicurezza antincendio e la presenza di materiali infiammabili all'interno dell'edificio hanno contribuito al crollo. Lezioni apprese: Questo disastro ha evidenziato l'importanza di adeguati sistemi di prevenzione incendi e di strutture costruite per resistere a lunghi periodi di esposizione al fuoco, evitando così crolli catastrofici. Hotel Address Downtown, Dubai, 2015 Cosa è accaduto: Il 31 dicembre 2015, un incendio ha avvolto l'Hotel Address Downtown di Dubai, danneggiando gravemente l'edificio ma senza causare vittime. Causa principale: Analogamente alla Grenfell Tower, il fuoco si è diffuso rapidamente a causa del materiale utilizzato per il rivestimento esterno dell'edificio, che includeva componenti infiammabili. Lezioni apprese: L'incendio ha messo in luce la necessità di revisionare gli standard di sicurezza per i materiali di rivestimento usati negli edifici alti, spingendo Dubai a modificare le sue normative edilizie per richiedere materiali con maggiore resistenza al fuoco.Letteratura Tecnica"La sicurezza antincendio negli edifici" - Questo tipo di pubblicazione spesso esplora le normative, i materiali e le strategie di progettazione per prevenire e combattere gli incendi in strutture di varie dimensioni, inclusi potenzialmente i grattacieli. "Materiali per l'architettura sostenibile: Prestazioni, sostenibilità, riciclo" di Valentina Serra - Sebbene il focus sia sull'architettura sostenibile in generale, il libro può offrire informazioni preziose sui materiali isolanti innovativi e sostenibili, alcuni dei quali con buone proprietà di resistenza al fuoco. "Tecnologia dei sistemi edilizi: Progettazione e costruzione" - Libri con questo titolo tendono a coprire un ampio spettro di tecnologie edilizie, inclusi i sistemi di isolamento termico. Possono fornire informazioni tecniche utili sulla selezione e l'applicazione di materiali isolanti nei grattacieli. "Manuale dell'ingegnere civile e ambientale" - Sebbene non focalizzato esclusivamente sull'isolamento termico o sulla sicurezza antincendio, un manuale così completo può contenere capitoli o sezioni dedicate alla progettazione antincendio e ai materiali isolanti utilizzati in edilizia.
SCOPRI DI PIU' Cosa è il Cartone OCC e come Viene Riciclato
Cosa è il Cartone OCC e come Viene RiciclatoCosa è il Cartone OCC e come Viene Riciclatodi Marco ArezioSembra una strana sigla, OCC, ma gli addetti ai lavori classificano come OCC un cartone ondulato adatto alla formazione di scatole e imballi, in cui le pareti hanno il compito di proteggere la merce all’interno e assumere un comportamento resistente durante la movimentazione e il trasporto.Di solito è costituito da due fogli di carta piana che racchiude uno strato ondulato leggero che, in virtù della forma a volta, conferisce al sandwich una buona resistenza. Il cartone ondulato, o OCC, è un elemento molto diffuso nel settore del packaging ed è anche un prodotto che ha un alto grado di riciclo, infatti, secondo i dati della Corrugated Packaging Alliance, una scatola fatta da cartone ondulato, è costituita da circa il 50% ci materiale riciclato. Con l’incremento delle micro spedizioni ad opera del commercio online, la quantità di cartone ondulato nella nei rifiuti solidi domestici sta assumendo una posizione rilevante, senza dimenticarci del tradizionale mercato della distribuzione e dell’industria. I cartoni OCC possono essere riutilizzati o riciclati creando una filiera di circolarità che migliora l’ambiente e la nostra vita. Tra i vantaggi del riutilizzo del prodotto, possiamo annoverare il risparmio di acqua che usa la cartiera per creare la nuova pasta di carta, quindi dell’energia per il processo che crea CO2 e altri inquinanti come lo zolfo o le sostanze chimiche organiche volatili. Nell’ambito del riciclo del cartone OCC possiamo ricordare la riduzione dell’uso del legname vergine che serve per produrre le fibre naturali per la carta. Per fare una tonnellata di cartone vergine occorrono tre tonnellate di alberi, il che fa pensare all’importanza del riuso e del riciclo del cartone. Per quanto riguarda l’OCC che viene avviato al riciclo presso le cartiere, attraverso i centri di raccolta, è importante che chi conferisce il cartone da riciclare abbia l’accortezza asportare materiali differenti presenti sulle scatole o nelle scatole, che ne comprometterebbero il riciclo o ne inquinerebbero il processo. Il cartone ondulato dovrà essere appiattito ed imballato per costituire balle uniformi in modo da ridurne il volume per minimizzare il costo e l’impatto ambientale della movimentazione verso i centri di riciclo. Dopo la trasformazione dell’OCC all’interno delle cartiere, le fibre riciclate verranno riutilizzate, nelle percentuali più idonee, miscelate con le fibre vergini in base alla tipologie di imballo da realizzare, per creare nuovi imballi in carta e cartone.Categoria: notizie - tecnica - carta - riciclo - cartone OCC Vedi maggiori informazioni sul riciclo
SCOPRI DI PIU' Etichette RFID, Tag NFC e Indicatori di Freschezza Compostabili: Frontiere e Innovazione Sostenibile per il Packaging Alimentare e Farmaceutico
Etichette RFID, Tag NFC e Indicatori di Freschezza Compostabili: Frontiere e Innovazione Sostenibile per il Packaging Alimentare e FarmaceuticoVerso un packaging intelligente e completamente compostabile: sfide, soluzioni e prospettive per l’integrazione di dispositivi elettronici sostenibili nei flussi di raccolta organicadi Marco ArezioNegli ultimi decenni, il settore del packaging ha conosciuto una vera e propria rivoluzione. Se un tempo l’imballaggio era solo un mezzo per contenere, proteggere e trasportare le merci, oggi è divenuto un veicolo di informazione, sicurezza, interazione e, sempre più spesso, sostenibilità ambientale. L’avvento dell’Internet of Packaging (IoP) ha permesso di arricchire le confezioni di prodotti alimentari, farmaceutici e di largo consumo con etichette intelligenti: RFID, tag NFC e indicatori di freschezza sono ormai realtà consolidate sulle linee produttive di aziende globali, in grado di offrire nuovi livelli di tracciabilità, autenticità e controllo della qualità. Tuttavia, questa spinta verso l’innovazione digitale si accompagna a una sfida ancora più pressante: riuscire a gestire la fine vita di imballaggi dotati di componenti elettronici senza appesantire l’impatto ambientale, integrando questi dispositivi nel ciclo virtuoso dell’economia circolare. Così, il packaging intelligente si trova oggi a un bivio: diventare davvero sostenibile, o rischiare di trasformarsi in un nuovo problema di smaltimento. Smart Packaging e nuove esigenze di tracciabilità e sicurezza La diffusione del packaging intelligente è nata dall’esigenza di avere sempre più informazioni sul ciclo di vita del prodotto: da dove arriva, come viene conservato, se è stato manipolato correttamente lungo la filiera. Etichette RFID e tag NFC consentono di tracciare i prodotti in modo univoco, facilitando sia la logistica sia la gestione degli stock, mentre indicatori di freschezza e sensori ambientali sono in grado di rilevare in tempo reale eventuali variazioni di temperatura, gas o umidità, segnalando alterazioni che possono compromettere la sicurezza o la qualità dell’alimento o del farmaco. Queste tecnologie sono ormai imprescindibili per le aziende che vogliono ridurre gli sprechi, garantire sicurezza ai consumatori e soddisfare le richieste di trasparenza del mercato. Ma proprio la presenza di componenti elettronici, se non adeguatamente progettati, può compromettere la possibilità di avviare l’imballaggio verso il riciclo o la compostabilità, andando a inquinare i flussi di raccolta organica e costituendo un potenziale rischio per l’ambiente. Problematiche ambientali dei dispositivi elettronici tradizionali L’entusiasmo per il packaging smart si scontra ancora oggi con i limiti imposti dall’utilizzo di materiali convenzionali nella fabbricazione delle etichette elettroniche. La struttura di questi dispositivi, infatti, è tipicamente basata su substrati plastici come PET o PP, su piste conduttive in rame, argento o alluminio, su microchip di silicio e su adesivi sintetici. Nessuno di questi materiali può essere considerato realmente biodegradabile o compostabile, anzi, spesso sono fonte di rilascio di microplastiche e metalli pesanti. Se dispersi nei flussi di rifiuti organici, possono peggiorare la qualità del compost prodotto, con rischi di contaminazione per i suoli e le colture. Per questa ragione, la normativa europea (EN 13432) e quella americana (ASTM D6400) stanno imponendo criteri sempre più stringenti non solo per i materiali d’imballo, ma anche per tutte le componenti funzionali, comprese quelle elettroniche, richiedendo la completa compostabilità per tutto ciò che accompagna il prodotto alla fine del suo ciclo di vita. Architettura di una smart label compostabile: materiali innovativi e processi produttivi La ricerca scientifica e tecnologica ha risposto a queste nuove sfide ambientali con uno sforzo senza precedenti, portando allo sviluppo di una nuova generazione di etichette e sensori che sono progettati fin dall’origine per essere compostabili. Le fondamenta di queste soluzioni risiedono nei substrati bio-based, ossia supporti ricavati da materie prime rinnovabili come il PLA (un polimero ottenuto dalla fermentazione di zuccheri vegetali), la cellulosa rigenerata o il PHB, un biopolimero microbico. Questi materiali non solo sono compatibili con le moderne tecniche di stampa elettronica, ma si degradano in modo sicuro sia negli impianti di compostaggio industriale che, in alcuni casi, anche in ambienti domestici. La seconda rivoluzione riguarda i materiali utilizzati per le piste conduttive e i circuiti: invece dei classici metalli pesanti, si stanno affermando inchiostri a base di carbonio, grafite o nanotubi di carbonio, e polimeri organici conduttivi come PEDOT:PSS o polianilina, tutti in grado di degradarsi durante il compostaggio. Anche le versioni “green” di conduttori metallici – come nanoparticelle di argento incapsulate – stanno trovando applicazione, anche se con qualche limite in termini di costo e durabilità. Il vero salto di qualità, però, è quello dei microchip e dei sensori eco-compatibili: oggi si lavora su transistor organici su supporti cellulosici, dispositivi a film sottile totalmente biodegradabili e memorie transitorie che si dissolvono a contatto con l’umidità. Pur con prestazioni limitate rispetto ai classici chip in silicio, queste soluzioni risultano già sufficienti per tag NFC e RFID a ciclo breve, ideali per monitoraggi puntuali e packaging monouso. Infine, gli indicatori di freschezza possono essere realizzati senza elettronica, utilizzando film reattivi a base di sostanze naturali come pectina, alginati o pigmenti vegetali, capaci di cambiare colore a seconda della presenza di gas o variazioni di temperatura: un’informazione di sicurezza immediatamente fruibile dal consumatore e, soprattutto, del tutto biodegradabile. Tecniche di produzione e integrazione industriale Le innovazioni nei materiali hanno stimolato una rapida evoluzione anche nei processi produttivi. Le etichette smart compostabili vengono oggi prodotte attraverso la stampa inkjet di inchiostri conduttivi su substrati bio-based o su carta, la serigrafia per realizzare circuiti più spessi e robusti, e la laminazione o l’accoppiamento a bassa temperatura, in modo da non alterare le proprietà dei materiali compostabili. Si prestano grande attenzione anche agli adesivi, privilegiando quelli naturali a base di amido o destrine, proprio per evitare ogni rischio di contaminazione nei flussi organici. L’obiettivo è riuscire a integrare queste tecnologie nelle linee di produzione esistenti, garantendo scalabilità, efficienza e competitività dei costi. Limiti attuali e sfide tecniche Sebbene i risultati siano promettenti, la strada verso una completa adozione delle etichette compostabili non è priva di ostacoli. Il primo limite riguarda la durata: questi dispositivi sono perfetti per prodotti a ciclo di vita breve – come alimentari freschi o farmaci monodose – ma meno adatti a logistiche a lungo termine. La portata di comunicazione dei tag passivi RFID o NFC, ad esempio, è ancora inferiore rispetto a quella dei tradizionali circuiti metallici, soprattutto alle frequenze più alte. Sul fronte economico, i costi di produzione, seppur in discesa, restano superiori alle soluzioni convenzionali, anche se la crescita della domanda e l’industrializzazione stanno rapidamente riducendo il divario. Esistono infine alcune difficoltà di compatibilità con i sistemi di lettura standard, spesso ottimizzati per etichette metalliche, che richiederanno aggiornamenti e adattamenti tecnologici da parte degli operatori logistici e industriali. Applicazioni reali e casi studio Nonostante questi limiti, numerosi casi di successo dimostrano come la rivoluzione delle etichette smart compostabili sia già una realtà. Nel settore alimentare, per esempio, alcune aziende stanno sperimentando confezioni di insalate pronte, carne e latticini dotate di indicatori di freschezza e tag NFC compostabili, in grado di monitorare la catena del freddo e garantire la qualità fino al consumatore finale. Anche in ambito farmaceutico, i blister e le confezioni “intelligenti” si stanno dotando di tag NFC compostabili, offrendo sicurezza nella tracciabilità e agevolando uno smaltimento sostenibile. Nella logistica e nel settore e-commerce, buste e scatole compostabili con tag smart integrati permettono l’autenticazione del prodotto e il tracking lungo tutta la supply chain, senza appesantire la frazione residua dei rifiuti. Normativa e standard: una corsa verso la conformità L’adeguamento alle normative rappresenta un passaggio cruciale per la diffusione del packaging intelligente e compostabile. Le norme EN 13432 e ASTM D6400 sono oggi il riferimento per chi intende certificare la compostabilità dei materiali, prevedendo limiti precisi sulla biodegradabilità, la disintegrazione, l’assenza di metalli pesanti e la sicurezza eco-tossicologica. Gli organismi di certificazione stanno aggiornando i loro protocolli per includere i dispositivi elettronici, ponendo particolare attenzione alla sicurezza alimentare e all’impatto ambientale del compost prodotto. La direzione è chiara: solo i dispositivi che rispettano questi requisiti potranno essere integrati senza riserve nei flussi di raccolta organica. Prospettive di ricerca e scenari futuri La ricerca non si ferma, anzi accelera su più fronti. Ci si muove verso l’elettronica transiente e disassemblabile, dispositivi progettati per dissolversi spontaneamente o essere facilmente separati dai materiali compostabili. Prende piede la stampa di circuiti “on demand” su materiali biodegradabili, utile per la personalizzazione delle informazioni lungo tutta la filiera. Si studiano soluzioni che integrano la tracciabilità con blockchain e IoT senza compromettere la compatibilità ambientale. Infine, grande attenzione viene dedicata all’educazione del consumatore: istruzioni chiare e simboli intuitivi sono fondamentali affinché lo smaltimento sia davvero corretto e non rischi di contaminare i flussi organici. Questa rivoluzione è sostenuta da una solida collaborazione tra università, industria e regolatori, con l’obiettivo di standardizzare le nuove tecnologie e accelerare la transizione verso un packaging più intelligente, sostenibile e rispettoso dell’ambiente. Conclusioni: il futuro del packaging smart è compostabile Mai come oggi l’innovazione nel settore del packaging si trova davanti a una scelta decisiva: continuare a crescere puntando su intelligenza, tracciabilità e interattività, oppure fermarsi per non aggravare la pressione ambientale. L’integrazione di etichette RFID, tag NFC e indicatori di freschezza compostabili rappresenta la sintesi di queste esigenze, dimostrando che è possibile coniugare tecnologia avanzata e rispetto dell’ambiente. I progressi nei materiali, nei processi produttivi e nella normativa hanno aperto la strada a packaging realmente smart e, allo stesso tempo, pienamente compatibili con la raccolta organica e i principi dell’economia circolare. Restano criticità tecniche ed economiche, ma la direzione intrapresa dal settore è netta: il packaging del futuro sarà sempre più integrato, interattivo e sostenibile. La sfida, ora, è giocata sulla velocità di questa transizione e sulla capacità di fare sistema tra ricerca, industria e policy maker, per costruire insieme una filiera innovativa, trasparente e davvero green, senza compromessi sulla salute del pianeta.© Riproduzione Vietata
SCOPRI DI PIU' 6 Giugno 1944: D DAY - l’84° Reggimento Aviotrasportato USA Poteva Contare sulla PA6
6 Giugno 1944: D DAY - l’84° Reggimento Aviotrasportato USA Poteva Contare sulla PA6Durante lo sbarco in Normandia i paracadutisti Americani avevo la poliammide, un’arma in piùdi Marco ArezioDurante la seconda guerra mondiale l’uso dell’aviazione militare aveva compiuto passi da gigante rispetto alla guerra precedente, non solo per maneggevolezza dei nuovi bombardieri ed incursori, ma anche per la notevole distanza che potevano coprire nelle fasi operative. Inoltre si introdusse una nuova disciplina, quella dei paracadutisti, che potevano infiltrarsi dietro le linee nemiche per azioni di sabotaggio, salvataggio o di logistica, a tutto vantaggio delle teste di ponte della fanteria. I paracaduti, all’inizio, erano normalmente fatti in seta naturale che proveniva dalla Cina ma, dopo l’invasione Giapponese del 7 Luglio 1937, gli Americani dovettero trovare un nuovo materiale per i propri paracaduti. Fu cosi che chiesero alla Du Pont, azienda chimica di grande importanza negli Stati Uniti, di trovare una soluzione al problema, in modo che l’esercito potesse realizzare un milione di nuovi paracaduti per il D-DAY, l’invasione dell’Europa. La Du-Pont, fornì un nuovo polimero, la poliammide 6 e 12 con cui si realizzarono i nuovi paracaduti, creando subito una superiorità tecnica del prodotto rispetto a quello fatto in seta naturale. I responsabili dell’esercito Americano si accorsero subito che il paracadute fatto con la PA era decisamente più robusto agli strappi e alle lacerazioni, rispetto alla seta, cosa che durante gli atterraggi poteva facilmente capitare. Inoltre, la capacità dinamica di contenimento dell’aria era migliore, evitando rischi di rottura delle vele in volo, ma non solo, durante i lanci con brutto tempo, il paracadute fatto con la poliammide non si riempiva di acqua, appesantendo la vela quando si trattava di navigare in volo e raccogliere della stessa all’atterraggio. Era anche possibile che durante la discesa sul campo di battaglia il paracadute potesse essere colpito da proiettili, ma le forature di piccole dimensioni non laceravano il tessuto, permettendo al paracadutista di atterrare sul terreno. I paracadutisti della 82° divisione aviotrasportata, con i nuovi paracaduti in PA, furono impiegati anche in Nord Africa, nell’Aprile del 1943, sotto il comando del generale Ridgway, e successivamente il 9 Luglio dello stesso anno sbarcarono in Sicilia e il 13 Settembre 1943 a Salerno in Italia. L’efficacia dei paracadutisti Americani dotati delle vele in PA fu annotata anche dai comandanti tedeschi, che li soprannominavano “i diavoli dai pantaloni gonfi” in segno di rispetto per le loro capacità e superiorità tecnica.Categoria: notizie - tecnica - plastica - PA6 - storia
SCOPRI DI PIU' Tecnologia Spettroscopica per il Riciclo della Plastica: Rivoluzionare l'Economia Circolare
Tecnologia Spettroscopica per il Riciclo della Plastica: Rivoluzionare l'Economia CircolareOttimizzare il Riciclo con la Separazione Spettroscopica delle Scaglie di Plastica: Efficienza, Precisione e Sostenibilità di Marco ArezioLa separazione delle scaglie di plastica attraverso la spettroscopia è un processo tecnologico avanzato che si inserisce all'interno del più ampio contesto dell'economia circolare, mirando al recupero efficiente delle materie plastiche per il loro riutilizzo. La spettroscopia, in particolare, gioca un ruolo cruciale in questo processo grazie alla sua capacità di identificare i diversi tipi di plastiche basandosi sulle loro proprietà ottiche. Il processo può essere suddiviso in varie fasi chiave che illustrano il funzionamento tecnico di questa metodologia. Per comprendere meglio il passaggi tecnici di separazione delle scaglie di plastica tramite spettroscopia, è utile approfondire ciascuna fase, analizzando i dettagli e le metodologie specifiche impiegate. Questo processo, fondamentale nell'ambito dell'economia circolare, permette di ottimizzare il riciclo delle materie plastiche attraverso una classificazione precisa basata sulle proprietà ottiche dei materiali. Preparazione delle Scaglie Prima di procedere con la separazione spettroscopica, le scaglie di plastica devono essere preparate in modo da garantire l'accuratezza dei risultati. Questo passaggio preliminare include: Pulizia: Le scaglie vengono lavate per rimuovere sostanze estranee che potrebbero alterare l'analisi, come residui organici, oli, o altri contaminanti. Questa pulizia è cruciale per evitare interferenze durante la fase di rilevamento spettroscopico. Essiccazione: Dopo la pulizia, le scaglie vengono essiccate per rimuovere l'umidità residua, che potrebbe influenzare l'interazione della luce con il materiale plastico. Omogeneizzazione: Le dimensioni e la forma delle scaglie possono variare. In alcuni casi, è necessario uniformarle per migliorare l'efficienza della separazione nelle fasi successive. Illuminazione e Rilevamento Questa fase è centrale nel processo di separazione spettroscopica e si avvale di principi ottici per l'identificazione dei materiali: Illuminazione: Le scaglie sono esposte a sorgenti luminose che possono variare in termini di lunghezza d'onda. Questo può includere luce visibile, infrarosso (IR) o ultravioletto (UV), a seconda del tipo di plastica da identificare. Rilevamento: I sensori spettroscopici catturano la luce riflessa, trasmessa o emessa dalle scaglie. Questi dati raccolti riflettono le caratteristiche uniche di ogni tipo di plastica. Analisi Spettroscopica L'analisi dei dati raccolti è un processo complesso che richiede tecnologie avanzate.Elaborazione dei Dati: I segnali raccolti dai sensori vengono analizzati utilizzando software specializzati che confrontano le misurazioni con un database di "impronte" spettroscopiche note per ogni tipo di plastica. Identificazione: Grazie a questi confronti, il sistema è in grado di identificare con precisione il tipo di plastica di ogni scaglia, basandosi sulle sue proprietà ottiche uniche. Separazione Fisica Una volta identificate, le scaglie di plastica sono pronte per essere separate fisicamente: Tecnologie di Separazione: Possono essere impiegati sistemi automatizzati, come nastri trasportatori dotati di soffiatori d'aria o pinze meccaniche, per separare le scaglie in base al tipo identificato durante l'analisi spettroscopica. Raccolta Differenziata: Le scaglie separate vengono quindi raccolte in contenitori distinti, pronte per il trasporto agli impianti di riciclo appropriati. Raccolta e Riciclo Riciclo Specifico: Una volta separate accuratamente, le scaglie di plastica possono essere riciclate in modo più efficiente, producendo materiali di alta qualità che riducono la necessità di nuove materie prime. Contributo all'Economia Circolare: Questo processo di separazione e riciclo sottolinea l'importanza della tecnologia spettroscopica nell'ottimizzare il ciclo di vita dei materiali plastici, promuovendo pratiche sostenibili e riducendo l'impatto ambientale. Uno sguardo sulle tipologie di macchine spettroscopiche per la separazione dei macinati plastici Le macchine spettroscopiche per la separazione delle scaglie di plastica rappresentano un'avanzata tecnologia nel campo del riciclo. Questi sistemi sono progettati per identificare e separare i diversi tipi di materiali plastici con alta precisione, sfruttando le proprietà ottiche uniche di ogni tipo di plastica. Sebbene esistano varie tecnologie e configurazioni, le caratteristiche tecniche fondamentali comuni a molte di queste macchine includono: Tecnologie Spettroscopiche Impiegate Spettroscopia NIR (Near Infrared): Utilizza la regione del vicino infrarosso dello spettro elettromagnetico per identificare i diversi tipi di plastica. È particolarmente efficace per discriminare tra polimeri complessi. Spettroscopia Raman: Sfrutta la spettroscopia Raman per analizzare la struttura molecolare delle scaglie. Questa tecnica è utile per identificare plastiche con additivi o riempitivi specifici. Spettroscopia UV (Ultravioletto): Impiegata per identificare determinati tipi di plastiche che assorbono o riflettono la luce UV in modo caratteristico. Illuminazione e Rilevamento Sorgenti Luminose: Varie sorgenti di luce, inclusi LED, laser, o lampade a scarica, vengono utilizzate per illuminare le scaglie di plastica. La scelta della sorgente luminosa dipende dalla tecnologia spettroscopica impiegata. Sensori: Sensori ad alta sensibilità, come fotodiodi, array di fotodiodi o CCD (Charge-Coupled Device), rilevano la luce riflessa, trasmessa o emessa dalle scaglie per l'analisi. Analisi Dati e Software Elaborazione dei Dati: Le informazioni raccolte dai sensori vengono elaborate attraverso algoritmi avanzati per identificare il tipo di plastica in base alla sua firma spettroscopica. Interfaccia Utente: Software intuitivi consentono agli operatori di monitorare il processo, regolare le impostazioni e visualizzare i risultati dell'analisi in tempo reale. Capacità di Separazione e Velocità Alta Capacità di Processamento: Le macchine sono progettate per trattare grandi volumi di materiale, mantenendo alta efficienza e precisione. Velocità di Separazione: La velocità a cui le scaglie vengono separate può variare, ma molte macchine sono capaci di processare diversi chilogrammi di materiale al minuto, a seconda delle dimensioni e della configurazione del sistema. Versatilità e Adattabilità Adattabilità: Alcune macchine offrono la flessibilità di essere adattate per riconoscere e separare una vasta gamma di tipi di plastica, inclusi nuovi materiali o composti con specifiche caratteristiche. Configurazione Modulare: La possibilità di aggiungere o rimuovere moduli funzionali per soddisfare esigenze specifiche di separazione. Sostenibilità e Efficienza Energetica Basso Consumo Energetico: Progettate per essere energeticamente efficienti, riducendo il consumo energetico complessivo dell'impianto di riciclo. Riduzione dei Rifiuti: Migliorando l'accuratezza della separazione, queste macchine contribuiscono a ridurre i rifiuti, incrementando la quantità di materiale riciclabile recuperato. Le macchine spettroscopiche per la separazione delle scaglie di plastica rappresentano quindi un elemento chiave per l'avanzamento dell'economia circolare, offrendo soluzioni tecniche avanzate per il miglioramento del riciclo dei materiali plastici. In conclusione, la separazione delle scaglie di plastica mediante spettroscopia rappresenta un'innovazione significativa nel campo del riciclo dei materiali
SCOPRI DI PIU' Quali Sistemi Impiegare per il Calcolo dell’Umidità nei Polimeri?
Quali Sistemi Impiegare per il Calcolo dell’Umidità nei Polimeri?Quali Sistemi Impiegare per il Calcolo dell’Umidità nei Polimeri?di Marco ArezioLa drastica riduzione dell’umidità nelle materie plastiche che devono essere usate per il processo di stampaggio di articoli destinati alla vendita, è una operazione molto importante, più importante di quanto normalmente si creda.Infatti, anche chi normalmente applica un trattamento di riduzione dell’umidità, deve assicurarsi che i livelli stessi siano sufficientemente bassi in modo da non creare difetti sul prodotto finale, variazioni di processo e guasti ai componenti delle presse. Come abbiamo trattato in altri articoli riguardanti le materie plastiche igroscopiche e non igroscopiche, l’importanza di deumidificazione del materiale, specialmente per quelle famiglie di polimeri che assorbono facilmente umidità, come il PC, il PA e il PET, è quella di preservare le catene polimeriche che, in presenza di una quantità eccessiva di acqua, sono soggette ad un degrado attraverso l’idrolisi. Infatti, in alcuni materiali plastici, la sola presenza di quantità di umidità di 200 ppm influirà negativamente sulle catene polimeriche, corte o tagliate, con la con la degradazione del peso molecolare del polimero. Ma per renderci conto della grandezza di misura di una quantità di umidità di 200 ppm consideriamo che questo valore corrisponde in percentuale allo 0,0200, quindi circa 9,1 grammi di acqua per 45.360 grammi di materiale. Una concentrazione di umidità alta nel polimero si può notare facilmente durante lo stampaggio degli articoli in seguito alla formazione di bolle sulle superfici dei prodotti, aumento della vaporizzazione in macchina e tutte le conseguenze negative sulla qualità del manufatto dal punto di vista meccanico ed estetico. Ma una quantità piccola di umidità, che interagisce comunque con le catene polimeriche, creando dei danni estetici e strutturali, non viene normalmente rilevata duranti le fasi di stampaggio ma sarà valutabile sulle caratteristiche del prodotto finale. E’ importante analizzare la resina plastica prima delle operazioni di stampaggio, asciugarla in modo completo e non cadere nella tentazione di miscelare parti di resina asciutta con parti umide, perché le caratteristiche qualitative delle parti asciutte verranno intaccate negativamente dalle parti umide. Ma quali sono i metodi per il controllo dell’umidità? Metodo della differenza di peso: il campione viene prelevato dagli imballi o dalla tramoggia e posizionato in un contenitore per il suo riscaldamento in fase di analisi. Prima del riscaldamento dei granuli viene fatta una pesata e, successivamente, si avvia il riscaldamento del materiale ad una temperatura consona alla famiglia di resina in fase di analisi. Raggiunta la temperatura ideale, la frazione di umidità uscirà dai granuli e, con lei, tutte le altre parti volatili che sono rappresentate da distaccanti, stabilizzanti, antistatici o altre sostanze chimiche che si trovavano nel polimero. Alla fine del processo si ripesa il granulo e lo si confronta con il peso precedente che rappresentava il granulo umido. Per semplicità si tenderebbe a considerare la differenza di peso come l’espressione della quantità di umidità presente nel materiale da impiegare. In realtà non è così, in quanto non si può esattamente sapere quanta umidità e quanti agenti chimici volatilizzati sono l’espressione della differenza di peso. Metodo dell’analisi dell’umidità specifica: l’operazione iniziale di analisi è comparabile con il sistema precedente, basato sulla differenza di peso, ma il processo viene realizzato in un’atmosfera di azoto secco, in cui l’umidità e i volatili verranno espulsi come nell’analisi precedente, ma la macchina calcolerà esattamente la parte di umidità presente nella materia prima senza curarsi delle parti volatili in quanto è in grado di separare i differenti composti chimici. In questo caso parleremo di umidità specifica, in quanto si valuterà precisamente il peso della stessa al netto dei volatili espulsi.Categoria: notizie - tecnica - plastica - riciclo - polimeri - umidità
SCOPRI DI PIU'