



 Cosa Succede all’Interno di un Estrusore per le Materie Plastiche?
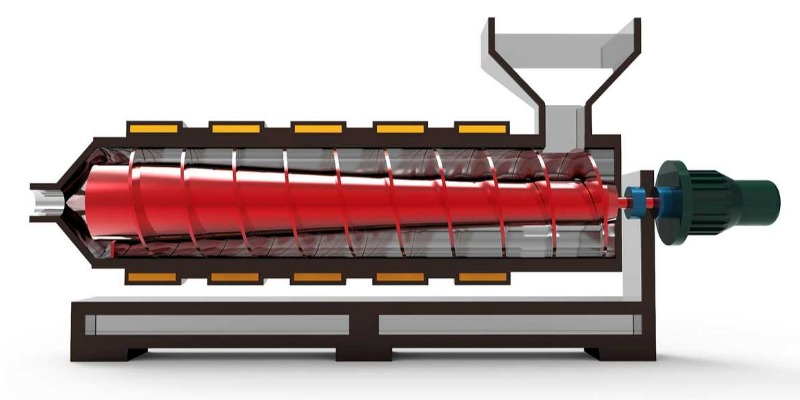
Cosa Succede all’Interno di un Estrusore per le Materie Plastiche?Estrusori per materie plastiche: vediamo cosa succede all'interno durante il funzionamentodi Marco ArezioPer chiunque impieghi o faccia utilizzare gli estrusori per le materie plastiche, specialmente se usano polimeri riciclati, dovrebbe avere la conoscenza del comportamento del fuso all’interno del cilindro, delle fasi di trasformazione dallo stato solido a viscoso e delle implicazioni negative che possono nascere durante la lavorazione.Queste implicazioni possono generare difetti sul polimero che si sta producendo o sui manufatti che sono direttamente collegati all’estrusore. L’articolo non si dovrebbe rivolge agli addetti della produzione, che probabilmente conoscono bene i comportamenti del polimero in transito nell’estrusore, ma principalmente agli addetti alle vendite dei prodotti finiti in plastica o dei polimeri riciclati. Conoscere le fasi di produzione e la criticità che possono rappresentare, è un bagaglio culturale tecnico che permette di risolvere, più velocemente e più professionalmente possibile, i problemi con i clienti in merito alla qualità. Per fare un discorso generale possiamo prendere in considerazione gli elementi che entrano in gioco per portare a termine una fase di estrusione delle materie plastiche: • La materia prima • L’estrusore • Il filtro Materia Prima La materia prima, in base all’utilizzo che si vuole fare dell’estrusore, può essere sotto forma di macinato o di granulo. In entrambi i casi il materiale riciclato deve avere subito i corretti trattamenti di selezione, macinazione, deferrizazzione, lavaggio in vasca, lavaggio in centrifuga, asciugatura (eventuale densificazione per materiali leggeri). Più le fasi preliminari che portano il semilavorato all’estrusore sono fatte bene, migliore sarà la qualità del prodotto in uscita da esso, evitando che aumentino i problemi sui prodotti finiti da realizzare. Ogni fase preliminare non eseguita in modo corretto avrà dei risvolti negativi durante la fusione della plastica all’interno dell’estrusore, che possono essere impurità rappresentate da plastiche rigide non fondibili all’interno della massa, degradazione del materiale causata da una non corretta selezione, presenza di parti metalliche causate da un lavaggio non accurato o residui di materiali elastici non filtrabili. Maggiore sarà la qualità attesa per la fabbricazione del prodotto, maggiore saranno le attenzioni da impiegare nelle fasi di riciclo del semilavorato, minori saranno gli spessori da realizzare sul prodotto finito, per esempio un flacone, maggiore dovrà essere la pulizia e l’omogeneità della plastica. Estrusore Una linea di estrusione, per non entrare troppo nella tecnicità dell’argomento, è formata da una tramoggia di ingresso della materia prima, un cilindro di contenimento del polimero, una o più viti di movimento, un filtro (nella maggior parte dei casi) e una testa finale. Fin qui, ogni parte è visibile ed intuibile nel suo lavoro, ma cosa succede all’interno di queste parti? Partiamo dalla tramoggia di carico dei polimeri che alimenteranno l’estrusore, una sorte di grande imbuto di canalizzazione con il quale alimentare l’impianto, sia utilizzando i polimeri sotto forma di palline che di macinato o densificato. La discesa della materia prima all’interno del cilindro avviene normalmente per gravità, quindi il granulo viene attirato verso la parte bassa dell’imbuto in virtù del proprio peso, offrendo scarsa resistenza allo scivolamento. Non sempre succede la stessa cosa per il macinato e il densificato, in quando hanno forme più spigolose e per la loro natura tendono ad aggregarsi, specialmente se non sono ben asciutti, creando qualche difficoltà nella discesa. Una volta che la materia prima arriva all’imbocco del cilindro, entra in contatto con una o più viti, composte da elementi elicoidali che hanno lo scopo di trascinare la materia prima ancora solida lungo il cilindro e restituire alla testa, alla fine del percorso, la massa fusa di plastica per realizzare il prodotto o per creare i granuli plastici. La zona d’ingresso dell’estrusore è sempre raffreddata con acqua, per evitare che il calore generato dalle resistenze che riscaldano il cilindro possano portare a fusione il polimero che staziona nella zona, quando l’estrusore è fermo. Il polimero, sceso dalla tramoggia, aderisce alle pareti tra le quali si trova, quelle del filetto, del nocciolo della vite e del cilindro. A questo punto, i granuli che aderiscono alla vite ruotano con essa e quindi non possono avanzare, mentre quelli che aderiscono al cilindro vengono spinti verso l’uscita dalla cresta del filetto che sfiora e raschia la superficie del cilindro stesso. La conclusione è che tanto più i granuli tendono ad aderire al cilindro, e quindi a non ruotare con la vite, tanto maggiore è la spinta in avanti esercitata dai filetti, che trasferiscono la forza motrice del motore al polimero per spingerlo fuori dal cilindro. La velocità massima di avanzamento del polimero si avrà a contatto con il cilindro sia per i granuli, in alimentazione, sia per le molecole di polimero dopo la fusione, mentre negli strati sottostanti la velocità sarà via via minore fino a essere zero a contatto con il nocciolo della vite. Una convinzione comune rispetto al lavoro dell’estrusore è che le resistenze termiche hanno lo scopo di sciogliere la materia prima, solida, lungo il percorso di attraversamento del cilindro fino alla sua uscita in testa. Questo non è del tutto vero, in quanto le resistenze intervengono principalmente nella fase iniziale del contatto tra la materia prima in ingresso dalla tramoggia con la vite. Nella fase successiva la forza che il motore imprime alla vite, la quale ruotando crea attrito tra la materia prima e il cilindro, realizzano il calore necessario alla fusione del materiale. Il comportamento del volume della massa plastica all’interno del cilindro, in corrispondenza della vite, cambia man mano che percorre l’estrusore. Infatti da quando inizia la fusione, la quantità di solido che si trova tra i due filetti è sempre inferiore a quella che c’è tra i due filetti precedenti. L’avanzamento del fuso è quindi determinato, sia dalla spinta meccanica dei filetti della vite, ma anche per differenza di pressione che si crea all’interno del cilindro, facilitando la spinta verso l’esterno del polimero fuso in virtù di una minore pressione. La zona di trasporto del fuso può assumere ulteriore importanza quando si richiedono all’estrusore anche delle diverse prestazioni, oltre a quella di fondere, come ad esempio la miscelazione del polimero. A tal fine il tratto finale della vite può essere modificato per migliorare la miscelazione dell’estruso. Filtro Lavorando con i polimeri riciclati non sempre si conosce la qualità di preparazione dei granuli che dovrebbero entrare nell’estrusore o dei macinati o dei densificati, quindi, inserire in un estrusore un polimero riciclato senza premunirsi di effettuare un’operazione di filtraggio può essere pericoloso. Un tempo i filtri erano costituiti da un disco forato sul quale si montavano delle reti in metallo, che avevano lo scopo di filtrare ed eliminare eventuali impurità presenti nel fuso. Le reti, in numero e con diametri delle maglie variabili, erano montate alla fine del cilindro su flange e costituivano un modo per migliorare la qualità del polimero. La presenza del filtro causa però un aumento della pressione alla fine della vite, pari alla perdita di carico che serve per far passare il fuso attraverso il filtro. La variazione di pressione è dovuta al fatto che man mano che le reti si intasano aumenta la pressione in testa e, quindi, sale il riflusso nella vite. L’aumento di pressione fa sì che la vite chieda più lavoro al motore per spingere la stessa quantità di materiale fuori dalla filiera e, poiché il maggiore lavoro della vite si trasforma in calore trasferito al polimero, la temperatura del fuso in uscita sarà maggiore e la viscosità minore di quando non c’è il filtro. L’aumento della temperatura per periodi prolungati può causare la degradazione del polimero, con conseguenze negative sulla produzione di prodotto. Ed è per questo motivo che oggi esistono nuovi cambia filtri automatici che regolano questa delicata fase. Categoria: notizie - tecnica - plastica - riciclo - estrusione
SCOPRI DI PIU' Come riciclare i serramenti in PVC ed alluminio: guida al recupero sostenibile di infissi ed accessori
Come riciclare i serramenti in PVC ed alluminio: guida al recupero sostenibile di infissi ed accessoriScopri come avviene il riciclo tecnico dei serramenti in PVC dismessi, le caratteristiche del polimero, cosa si produce nuovamente con il materiale riciclatodi Marco ArezioNegli ultimi anni, il tema del riciclo sostenibile dei serramenti in PVC e alluminio ha assunto un'importanza crescente nella gestione edilizia, soprattutto in relazione alle strategie di riqualificazione energetica e di ristrutturazione sostenibile degli edifici esistenti. Con l'aumento degli interventi di recupero edilizio, diventa fondamentale gestire in maniera responsabile i materiali di scarto, considerando attentamente le implicazioni ambientali, economiche e normative che ne derivano. Le caratteristiche uniche del PVC-U Il PVC utilizzato per la produzione di serramenti, noto tecnicamente come PVC-U (PVC unplasticizzato), si distingue per la sua capacità di offrire elevata rigidità e robustezza senza la necessità di aggiungere plastificanti. Questo particolare materiale polimerico ha proprietà intrinseche come la resistenza alla deformazione in presenza di variazioni termiche estreme, una durabilità significativa contro gli agenti atmosferici e una capacità isolante notevole sia dal punto di vista termico che acustico. Inoltre, la sua bassa manutenzione contribuisce ulteriormente ad aumentarne la durata utile, rendendolo particolarmente indicato per applicazioni in edilizia sostenibile e per processi di riciclo efficaci e durevoli. Innovazione nella produzione: la coestrusione Una delle innovazioni tecnologiche più significative nella produzione di serramenti in PVC è rappresentata dalla tecnica di coestrusione, un processo avanzato che consiste nell'unire simultaneamente strati distinti di PVC vergine e PVC riciclato all'interno di un unico profilo estruso. Durante la coestrusione, i due materiali vengono lavorati tramite un apposito estrusore dotato di canali separati che convergono in una testa comune, consentendo così la formazione di un prodotto finito composto da uno strato esterno di PVC vergine, che garantisce eccellenti prestazioni estetiche e una superficie uniforme resistente all'invecchiamento, e uno strato interno costituito da PVC riciclato, che contribuisce alla sostenibilità ambientale e all'economia circolare del settore. Questa tecnologia non solo mantiene le prestazioni strutturali del prodotto, assicurando rigidità e durata nel tempo, ma valorizza anche il materiale riciclato riducendo sensibilmente l'impiego di risorse vergini, minimizzando così l'impatto ambientale e sostenendo pratiche di gestione responsabile delle risorse disponibili. Come avviene il riciclo del PVC Il riciclo del PVC è un processo complesso che richiede un'organizzazione precisa e tecniche specifiche per garantire la qualità della materia prima-seconda risultante. Inizialmente, i serramenti in PVC dismessi vengono raccolti nei cantieri edili o presso centri autorizzati di raccolta e sottoposti a una prima fase di smontaggio, durante la quale vengono rimossi accuratamente vetri, guarnizioni, ferramenta e altri componenti non plastici. La fase successiva prevede la triturazione meccanica, eseguita con mulini specializzati in grado di ridurre il materiale plastico in frammenti di dimensioni uniformi e gestibili. Questo passaggio agevola notevolmente il trattamento successivo, che consiste in un processo di lavaggio approfondito al fine di eliminare il più possibile vernici, adesivi, polveri, contaminanti organici e ogni altro tipo di impurità potenzialmente dannosa. Al termine di questa pulizia, il materiale ottenuto viene sottoposto a una fase di asciugatura controllata, generalmente utilizzando sistemi ad aria calda o tecnologie di deumidificazione specifiche. Infine, il PVC pulito e asciutto viene trasformato tramite estrusione o granulazione in granuli uniformi, pronti per essere reintegrati nei cicli produttivi industriali, mantenendo elevati standard qualitativi e contribuendo alla sostenibilità complessiva del settore. Riciclare l’alluminio: efficienza energetica e benefici ambientali L’alluminio è un altro materiale ampiamente utilizzato nella bioedilizia, caratterizzato da eccellenti proprietà meccaniche e una grande capacità di essere riciclato. Dopo una fase di separazione dai materiali estranei come vetro e guarnizioni, l’alluminio viene fuso ad alte temperature e trasformato in lingotti puri. Questo metodo è estremamente vantaggioso in termini di risparmio energetico, garantendo un abbattimento fino al 95% del consumo di energia rispetto alla produzione primaria. Tale pratica comporta notevoli benefici ambientali, riducendo sensibilmente l'emissione di gas serra e preservando le risorse naturali. L’importanza degli accessori nel processo di recupero Anche gli elementi apparentemente secondari, come le guarnizioni in gomma e la ferramenta metallica, rivestono una rilevanza fondamentale nel processo di riciclo e meritano una gestione attenta e tecnicamente evoluta. Le guarnizioni, composte prevalentemente da elastomeri vulcanizzati, possono subire trattamenti avanzati come la devulcanizzazione chimica o termochimica. Questi procedimenti consentono di rompere i legami reticolari presenti nel materiale, restituendo una gomma processabile che può essere reimpiegata in prodotti di alta qualità quali pavimenti tecnici per ambienti industriali, rivestimenti antiurto, materiali isolanti acustici e termici, e componenti specifici nel settore automotive. La ferramenta metallica, costituita generalmente da acciaio, alluminio o leghe di ottone, viene trattata attraverso un processo iniziale di triturazione meccanica che frammenta il materiale in piccole parti, facilitandone così la successiva selezione. Questa selezione avviene mediante tecnologie di separazione magnetica, che consentono di isolare efficacemente i metalli ferrosi dai non ferrosi, o tecniche densimetriche basate sulla diversa densità dei materiali, come tavole vibranti o sistemi di flottazione in mezzi fluidi. Tale rigore tecnico nel trattamento assicura un elevato recupero dei metalli, permettendone una reintegrazione efficiente nelle filiere produttive metallurgiche, contribuendo così alla sostenibilità economica e ambientale dell’intera catena di riciclo. Applicazioni industriali del PVC riciclato Il PVC riciclato rappresenta una risorsa estremamente versatile, con molteplici applicazioni industriali, grazie alle sue proprietà meccaniche e termiche quasi equivalenti al materiale vergine. Nel settore edile, oltre all'impiego tradizionale nella produzione di canaline elettriche, tapparelle, battiscopa, recinzioni e profili finestra in modalità coestrusa, viene utilizzato anche nella fabbricazione di pannelli isolanti, lastre per rivestimenti e componenti prefabbricati per costruzioni modulari. In agricoltura e nelle infrastrutture urbane, il PVC riciclato trova spazio nella realizzazione di sistemi avanzati di irrigazione a goccia, tubazioni per il drenaggio delle acque meteoriche e strutture modulari per serre e capannoni agricoli. Inoltre, nel settore dell'arredo urbano, è impiegato nella produzione di panchine, fioriere, barriere antirumore e strutture per aree giochi. L'industria elettrica sfrutta le sue proprietà isolanti e la resistenza chimica per la produzione di canalette portacavi, scatole di derivazione, supporti e involucri per dispositivi elettronici e sistemi di cablaggio industriale. La versatilità del PVC riciclato permette così non solo di ridurre significativamente il consumo di risorse vergini, ma anche di supportare strategie industriali orientate alla sostenibilità e alla riduzione dell'impatto ambientale. I benefici del riciclo: economici e ambientali La diffusione di sistemi di riciclo efficaci offre numerosi vantaggi economici e ambientali. Innanzitutto, consente di ridurre significativamente le emissioni di anidride carbonica e altri gas inquinanti, contribuendo in modo tangibile agli obiettivi internazionali di mitigazione del cambiamento climatico. Inoltre, riduce il volume di rifiuti destinati alla discarica, alleggerendo così l'impatto ambientale complessivo. Questo approccio sostiene lo sviluppo di filiere produttive circolari, incentivando innovazione tecnologica e crescita economica locale. Negli ultimi cinque anni, il riciclo del PVC in Europa ha visto una notevole evoluzione grazie ad iniziative come il programma VinylPlus, lanciato nel 2000 e rinnovato con obiettivi ambiziosi per il 2030. Secondo il report annuale VinylPlus, negli ultimi anni il volume di PVC riciclato ha superato costantemente i 700.000 tonnellate annue, con una crescente integrazione del materiale riciclato in nuovi prodotti, inclusi serramenti, pavimentazioni e componenti edili. Questa evoluzione è stata accompagnata da investimenti tecnologici mirati a migliorare i processi di riciclo, aumentando così la qualità del materiale recuperato e favorendo l'impiego del PVC riciclato anche in applicazioni più tecniche e strutturali. Questo andamento ha contribuito non solo al raggiungimento degli obiettivi europei sulla sostenibilità, ma ha anche creato nuove opportunità occupazionali specializzate e favorito lo sviluppo economico di distretti industriali orientati all'economia circolare, rafforzando il posizionamento competitivo dell'Europa nel settore del riciclo dei polimeri plastici. © Riproduzione Vietata
SCOPRI DI PIU' Nel 1678 con Robert Hooke nasce la Strada per la Reologia dei Polimeri Plastici
Nel 1678 con Robert Hooke nasce la Strada per la Reologia dei Polimeri PlasticiRobert Hooke il precursore della reologia dei polimeridi Marco ArezioSebbene la reologia non sia un concetto applicabile solo alle materie plastiche e, quindi al mondo dei polimeri, ma spazi anche nel settore farmaceutico, alimentare, delle gomme e della ceramica, la reologia applicata ai polimeri plastici ha una componente importante nelle applicazioni di tutti i giorni.E’ evidente che nel 1678 non esistevano i polimeri plastici, ma la storia ci ha insegnato a fare tesoro degli studi e delle scoperte che uomini brillanti, come Robert Hooke, hanno realizzato nella loro vita e che, le conclusioni scientifiche da loro sperimentate, come la legge di Hook, inerente ai comportamenti elastici delle materie prime, ci accompagnano ancora oggi. Robert Hook nasce il 18 Luglio del 1635 in Inghilterra presso Freshwater, nell'Isola di Wight, da una famiglia di umili origini, dove il padre esercitava la sua professione come curato della locale parrocchia. Di salute cagionevole si dimostrò molto incline alla pittura tanto che, nel 1648, alla morte del padre, si trasferì a Londra e andò a lavorare come apprendista presso la bottega del pittore Peter Lely, frequentando comunque la scuola che lo portò nel 1653 all’università di Oxford. Nel 1662 fu assunto alla Royal Society con un ruolo inedito per l’epoca, in quanto fu il primo scienziato ad eseguire esperimenti tecnici con un regolare contratto di lavoro. Nel suo mansionario c’era il compito di eseguire settimanalmente degli esperimenti scientifici da mostrare durante le riunioni dei soci della Royal Society. La sua attività di ricerca e di sperimentazione lo portò al vertice della società scientifica in cui lavorava, ma si attrasse le invidie e le divergenze da parte di altri scienziati, uno tra questi fu Newton. Tra le molteplici attività scientifiche svolte, dimostrò il comportamento elastico della materia, coniando un insieme di teorie che sono racchiuse nella legge di Hook, a lui intitolata. Nel 1678 Hook arrivò a dimostrare che un corpo elastico, quale ad esempio una molla, subisce una deformazione direttamente proporzionale alla forza ad esso applicato. Nel corso degli anni successivi molti scienziati lavorarono, migliorarono e sperimentarono, nuovi concetti sul comportamento elastico della materia, come la legge di Newton sulla viscosità nel 1687, il concetto di viscoelasticità da James Clerk Maxwell nel 1868, l’effetto delle sollecitazioni composte dei materiali a cura di Ludwig Boltzmann nel 1878, fino ad arrivare nel 1920 quando viene fondata la società di reologia dagli scienziati Eugene C. Bingham, Wolfgang Ostwald, Ludwig Prandtl e Markus Reiner. Nel mondo odierno dei polimeri vergini e riciclati i comportamenti reologici sono di primaria importanza per poter realizzare ricette corrette, per trasformare le materie prime attraverso lo stampaggio, l’estrusione, il soffiaggio, la termoformatura e per creare articoli apprezzabili sia dal punto di vista estetico che meccanico. Categoria: notizie - tecnica - plastica - reologia - polimeri - storia
SCOPRI DI PIU' L’Assorbimento dell’Umidità nei Polimeri
L’Assorbimento dell’Umidità nei PolimeriGuida tecnica sull’assorbimento dell’acqua nelle materie plastiche: meccanismi molecolari, essiccazione industriale, degrado idrolitico, riciclo, controllo del dew point e gestione dell’umidità residua in PA, PC, PET, ABS, PMMA, PBT, PE e PP Autore: Marco Arezio. Esperto in economia circolare, riciclo dei polimeri e processi industriali delle materie plastiche. Fondatore della piattaforma rMIX, dedicata alla valorizzazione dei materiali riciclati e allo sviluppo di filiere sostenibili. Articolo originale: maggio 2020 Versione aggiornata: 2 aprile 2026 Tempo di lettura: 12 minutiUmidità nei polimeri: perché è una variabile tecnica decisivaL’umidità nei polimeri è una di quelle variabili che spesso sembrano secondarie fino a quando la linea produttiva non inizia a generare difetti apparentemente inspiegabili. Bolle, aloni superficiali, fragilità anomala, opacità, variazioni di viscosità, pezzi instabili dimensionalmente o peggioramenti improvvisi della finitura non sono quasi mai fenomeni casuali. Molto spesso, dietro questi problemi, si nasconde una gestione insufficiente dell’acqua presente nel materiale.Ogni materia polimerica, durante le fasi di sintesi, confezionamento, trasporto, stoccaggio e trasformazione, entra in rapporto con l’umidità dell’ambiente. Questa interazione non ha lo stesso significato per tutti i polimeri. In alcuni casi l’acqua rimane soprattutto in superficie; in altri penetra nel granulo, diffonde nella struttura del materiale e condiziona in modo profondo il comportamento del polimero in trasformazione e in esercizio.Nel contesto industriale attuale, in cui le aziende devono garantire qualità costante, scarti ridotti, minor consumo energetico e crescente impiego di riciclati, la gestione dell’umidità non può più essere trattata come una semplice fase accessoria. È diventata una parte integrante del controllo di processo, al pari della temperatura, del tempo di residenza, della velocità di plastificazione e della qualità della materia prima.Cosa significa equilibrio igrometrico nelle materie plasticheTutte le materie plastiche, in misura diversa, tendono a raggiungere un equilibrio con l’ambiente che le circonda. Questo equilibrio dipende da vari fattori: umidità relativa dell’aria, temperatura ambiente, tempo di esposizione, dimensione del granulo, superficie specifica del materiale, eventuale presenza di polveri o rimacinati e struttura chimica del polimero.Parlare di equilibrio igrometrico significa descrivere la condizione nella quale il materiale ha assorbito o ceduto acqua fino a stabilizzarsi rispetto all’ambiente circostante. Questa situazione, però, non è mai assoluta né definitiva. Basta una variazione della temperatura del magazzino, un cambio stagionale, un’esposizione prolungata all’aria o una diversa modalità di stoccaggio per modificare il contenuto di umidità del materiale.È importante chiarire anche un punto che in passato veniva semplificato troppo: nei materiali igroscopici l’acqua non sempre si “lega chimicamente” in senso stretto e irreversibile. Più correttamente, le molecole d’acqua diffondono nel materiale e interagiscono con specifici siti polari delle catene polimeriche mediante interazioni intermolecolari, spesso sotto forma di ponti a idrogeno. Questa distinzione è rilevante perché spiega perché un granulo possa sembrare asciutto all’esterno pur contenendo ancora una quantità significativa di umidità al proprio interno.Polimeri igroscopici e non igroscopici: differenze reali in produzioneLa distinzione tra polimeri igroscopici e non igroscopici rimane fondamentale per chi opera nel settore delle materie plastiche, ma deve essere letta in modo tecnico e non soltanto scolastico.Nei polimeri igroscopici l’acqua penetra all’interno del granulo e si distribuisce nel materiale per diffusione. Questo significa che la semplice rimozione dell’umidità superficiale non è sufficiente. Il polimero deve essere sottoposto a un trattamento di essiccazione capace di estrarre l’acqua anche dalla parte interna del granulo. Appartengono a questa famiglia, in termini pratici di trasformazione, materiali come poliammide, policarbonato, polimetilmetacrilato, polietilentereftalato, polibutilentereftalato e acrilonitrile-butadiene-stirene.Nei polimeri non igroscopici, invece, l’acqua tende a depositarsi soprattutto sulla superficie, senza diffondere in misura significativa nella matrice. Questo comportamento è tipico delle poliolefine come polietilene e polipropilene, oltre che del polistirene. In questi casi il problema è spesso legato alla presenza di condensa, acqua superficiale o umidità associata a cattive condizioni di stoccaggio, più che a un vero fenomeno di assorbimento interno.Tuttavia, anche questa classificazione deve essere usata con intelligenza. Un materiale definito non igroscopico non è automaticamente esente da problemi legati all’acqua. Se il granulo è stato esposto all’umidità, se deriva da un ciclo di lavaggio, se presenta elevata superficie specifica per via della macinazione, oppure se è stato conservato in ambienti freddi e poi esposto a un’aria più calda, anche una poliolefina può introdurre in macchina una quantità di acqua sufficiente a generare difetti.Per questo motivo, nel linguaggio produttivo moderno, non è più sufficiente domandarsi se il polimero sia igroscopico o meno. Occorre capire dove si trova l’acqua, in quale quantità, come è arrivata nel materiale e quali effetti può produrre nelle specifiche condizioni di lavorazione.Perché alcuni polimeri assorbono acqua: polarità e ponti a idrogenoPer comprendere davvero il fenomeno dell’igroscopicità bisogna scendere al livello molecolare. La molecola dell’acqua è polare: presenta una distribuzione asimmetrica delle cariche elettriche e quindi è in grado di interagire con gruppi funzionali polari presenti nelle catene macromolecolari dei polimeri.La struttura della molecola d’acqua, con l’atomo di ossigeno più elettronegativo e i due atomi di idrogeno legati con un angolo di circa 104,5°, genera un dipolo permanente. L’ossigeno assume una parziale carica negativa, mentre gli idrogeni assumono una parziale carica positiva. Questa polarità rende l’acqua particolarmente incline a interagire con altre regioni polari.Quando un polimero contiene gruppi funzionali come carbonili, esteri, ammidi o altre funzioni polari, aumenta la possibilità che si instaurino interazioni con le molecole d’acqua. Nei policarbonati, nei poliesteri come PET e PBT, nel PMMA e in altre famiglie tecniche, la presenza del gruppo carbonilico contribuisce alla polarità della struttura e facilita l’attrazione delle molecole d’acqua.Nel caso delle poliammidi il fenomeno è ancora più evidente. La presenza del gruppo ammidico rende queste macromolecole particolarmente sensibili all’acqua. Le molecole d’acqua possono interagire sia con il gruppo carbonilico sia con l’idrogeno legato all’azoto, formando ponti a idrogeno che favoriscono l’assorbimento e la permanenza dell’umidità nella matrice polimerica.I ponti a idrogeno sono interazioni più deboli dei legami covalenti della catena polimerica, ma sufficientemente stabili da consentire l’adsorbimento e l’assorbimento di acqua fino a un certo valore di equilibrio. Questo valore cambia da polimero a polimero ed è influenzato anche dalle condizioni ambientali. Al contrario, i polimeri non polari, come molte poliolefine, non presentano una struttura favorevole a questo tipo di interazione e quindi non assorbono umidità nello stesso modo.Cosa accade in estrusione e stampaggio quando il materiale è umidoQuando il materiale plastico entra nel cilindro di plastificazione o nell’estrusore, la presenza di acqua diventa un fattore critico. Se l’umidità è superficiale, il primo effetto può essere la rapida evaporazione durante il riscaldamento, con conseguente formazione di bolle, aloni, opacità, righe argentate, crateri o microvuoti. In questi casi il problema appare soprattutto estetico, ma può comunque compromettere la qualità commerciale del manufatto.Se invece il polimero è igroscopico e l’acqua è presente nel volume del granulo, il problema è più profondo. Durante la fusione, l’umidità può favorire reazioni di idrolisi o comunque processi di degradazione che riducono il peso molecolare del materiale. Questo comporta una diminuzione della viscosità, una modificazione dell’indice di fluidità, una perdita di resistenza meccanica e, in alcuni casi, una maggiore fragilità del prodotto finito.Dal punto di vista produttivo, ciò significa che il materiale non si comporta più come previsto. Il tecnico di processo può osservare instabilità del riempimento, variazioni nella pressione, tempi ciclo meno stabili, peggior tenuta dimensionale e difetti che sembrano imputabili alla macchina o allo stampo, ma che in realtà derivano da una preparazione insufficiente della materia prima.L’errore più comune è considerare l’umidità solo come un difetto del materiale. In realtà essa è una variabile che modifica il processo. Un polimero umido cambia il proprio comportamento reologico, termico e meccanico, e quindi altera l’intero equilibrio della trasformazione.Degrado idrolitico, difetti superficiali e perdita di prestazioniUno degli effetti più seri dell’umidità nei polimeri tecnici è il degrado idrolitico. In presenza di acqua e temperature elevate, alcune catene macromolecolari possono andare incontro a scissione. Questo fenomeno è particolarmente rilevante nei poliesteri, nel policarbonato e in altre famiglie sensibili, nelle quali il contatto tra umidità residua e temperature di lavorazione può determinare un abbassamento della massa molecolare.Quando la massa molecolare diminuisce, il materiale perde parte delle proprietà per cui era stato scelto. Possono ridursi tenacità, resistenza all’urto, capacità di sopportare sollecitazioni prolungate e qualità della superficie. In molti casi il pezzo può anche sembrare accettabile a vista, ma rivelarsi inferiore sotto carico, durante prove di laboratorio o nell’utilizzo reale.ACQUISTA IL MANUALENelle poliammidi il rapporto con l’acqua è ancora più articolato. Da un lato l’umidità in esercizio può agire come plastificante, aumentando la mobilità delle catene e modificando rigidezza, allungamento e stabilità dimensionale. Dall’altro, durante la trasformazione, la presenza non controllata di acqua può contribuire a un deterioramento qualitativo che si accentua soprattutto quando il materiale ha già subito altre storie termiche, come accade nei cicli di riciclo o reprocessing.Questo spiega perché la semplice eliminazione dei difetti visibili non possa essere considerata sufficiente. Un pezzo privo di bolle non è necessariamente un pezzo correttamente trasformato. La qualità vera si misura nella conservazione della struttura molecolare e nella capacità del manufatto di mantenere nel tempo le prestazioni richieste.Essiccazione industriale: aria calda, aria secca e punto di rugiadaDal punto di vista impiantistico, la gestione dell’umidità si basa su una distinzione che rimane valida anche oggi. Nei materiali non igroscopici, dove il problema è prevalentemente superficiale, la rimozione dell’acqua può avvenire attraverso essiccatori ad aria calda. In questi casi si tratta soprattutto di eliminare l’umidità aderente alla superficie del granulo o di prevenire gli effetti della condensa.Per i materiali igroscopici, invece, la sola aria calda non è sufficiente. Se l’aria introdotta nel sistema contiene ancora una quantità significativa di vapore, non sarà in grado di estrarre efficacemente l’acqua dall’interno del granulo. Diventa quindi necessario utilizzare sistemi con aria deumidificata, nei quali il contenuto di umidità dell’aria viene abbassato prima del contatto con il materiale.In questo contesto assume grande importanza il concetto di punto di rugiada. Più basso è il punto di rugiada dell’aria di processo, maggiore è la sua capacità di assorbire umidità dal polimero. Per questo l’essiccazione moderna non si valuta soltanto in funzione della temperatura impostata, ma del rapporto tra temperatura, tempo di permanenza, portata dell’aria, punto di rugiada e tenuta dell’intero sistema.Un altro aspetto spesso trascurato riguarda il riassorbimento. Un materiale ben essiccato può tornare rapidamente a caricarsi di umidità se viene lasciato esposto all’aria del reparto, se la tramoggia non è adeguatamente protetta o se tra essiccazione e trasformazione trascorre troppo tempo. Da questo punto di vista, una buona essiccazione non dipende solo dalla qualità dell’essiccatore, ma anche dalla disciplina con cui il materiale viene movimentato e alimentato alla macchina.Nel 2026, inoltre, il tema dell’essiccazione è strettamente legato all’efficienza energetica. Asciugare un polimero in modo corretto è indispensabile, ma farlo in modo inefficiente può aumentare sensibilmente il costo industriale del processo. Per questo i reparti più evoluti cercano oggi un equilibrio tra qualità dell’asciugatura, contenimento dei consumi e adattamento dei parametri alle reali condizioni del materiale.Umidità e polimeri riciclati: una criticità ancora più importanteSe nel materiale vergine la gestione dell’umidità è già fondamentale, nel materiale riciclato lo è ancora di più. I polimeri riciclati possono presentare una maggiore variabilità, una storia termica pregressa, una più alta sensibilità alla degradazione e, in molti casi, una superficie più esposta all’interazione con l’ambiente.I granuli riciclati o i rimacinati possono inoltre provenire da fasi di lavaggio, triturazione, stoccaggio prolungato o movimentazione in ambienti non perfettamente controllati. Questo comporta la possibilità che il contenuto d’acqua sia più variabile e meno prevedibile rispetto a quello di un materiale vergine di prima fornitura.Nei polimeri sensibili all’idrolisi, questa condizione è particolarmente critica. Se il materiale è già stato sottoposto a un primo ciclo termico e meccanico, la sua tolleranza a ulteriori degradazioni può essere inferiore. La presenza di umidità residua, combinata con le temperature di lavorazione, può quindi accelerare la perdita di peso molecolare e peggiorare ulteriormente il profilo prestazionale del riciclato.Per chi opera nell’economia circolare, questo è un punto essenziale. Il riciclo non dipende soltanto dalla capacità di recuperare materia, ma dalla capacità di conservarne il valore tecnico. Se l’umidità non viene controllata in modo rigoroso, una quota importante del potenziale del riciclato può andare persa già nella fase di trasformazione.Come si misura l’umidità residua nei granuli plasticiUn reparto moderno non può affidarsi solo all’esperienza visiva o tattile per valutare se un materiale sia abbastanza asciutto. L’umidità residua deve essere misurata o, almeno, controllata attraverso procedure standardizzate.A livello tecnico esistono norme di riferimento per valutare l’assorbimento d’acqua e il contenuto di umidità nei materiali polimerici. La determinazione dell’assorbimento può essere studiata con metodi normati specifici, mentre la quantificazione dell’umidità residua nei granuli viene spesso effettuata con tecniche di laboratorio dedicate. Tra queste, la titolazione Karl Fischer rimane uno degli approcci più affidabili quando occorre misurare con precisione quantità molto basse di acqua.Oltre ai controlli di laboratorio, sempre più impianti utilizzano strumenti di monitoraggio in linea o procedure di verifica indiretta basate su punto di rugiada, tempi di residenza, condizioni di alimentazione e comportamenti di processo. La vera qualità, tuttavia, nasce dalla combinazione tra misura, esperienza e organizzazione.Sapere quanta acqua è presente nel granulo è importante, ma altrettanto importante è sapere quando il materiale è stato essiccato, per quanto tempo è rimasto esposto all’ambiente e se il sistema di trasporto fino alla macchina ha mantenuto condizioni adeguate. Senza questa visione complessiva, il dato numerico rischia di non bastare.Strategie corrette per gestire PE, PP, PA, PET, PC, ABS, PMMA e PBTDal punto di vista operativo, le poliolefine come PE e PP richiedono soprattutto attenzione allo stoccaggio, alla prevenzione della condensa e all’eliminazione dell’umidità superficiale. Se conservate correttamente, questi materiali presentano meno criticità legate all’assorbimento interno dell’acqua, ma possono comunque generare problemi quando provengono da cicli di lavaggio o da ambienti umidi.Le poliammidi richiedono invece una gestione molto più rigorosa. La loro forte affinità con l’acqua impone essiccazione accurata, controllo del tempo di esposizione all’aria e valutazione attenta delle condizioni dimensionali e meccaniche finali del pezzo. Il PET e il PBT, come poliesteri tecnici, devono essere lavorati con livelli di umidità residua molto contenuti per evitare idrolisi e perdita di prestazioni. Il policarbonato e il PMMA richiedono anch’essi una preparazione attenta per preservare trasparenza, qualità superficiale e stabilità della struttura molecolare. L’ABS, pur non raggiungendo sempre i livelli di criticità di una poliammide, non deve essere sottovalutato e necessita comunque di pre-essiccazione corretta.La strategia migliore non consiste nell’applicare una regola generale a tutti i materiali, ma nel costruire un protocollo coerente con la famiglia polimerica, il tipo di impianto, il formato del granulo, l’eventuale presenza di riciclato, la stagione, l’umidità del reparto e gli obiettivi qualitativi del manufatto finale.L’umidità nei polimeri è un tema molto più complesso di quanto possa sembrare a una prima lettura. Non è semplicemente una questione di materiale bagnato o asciutto, ma un fenomeno che coinvolge chimica, diffusione, equilibrio ambientale, tecnologia di essiccazione, reologia, qualità estetica e conservazione delle proprietà meccaniche.I polimeri igroscopici assorbono acqua all’interno della loro struttura e richiedono sistemi di deumidificazione e procedure rigorose. I polimeri non igroscopici, pur essendo meno sensibili all’assorbimento interno, non sono affatto esenti da problemi e devono comunque essere protetti da umidità superficiale, condensa e cattive pratiche di stoccaggio.Nel panorama industriale contemporaneo, segnato da una crescente attenzione al riciclo, all’efficienza energetica e alla stabilità qualitativa, il controllo dell’umidità è diventato una competenza fondamentale. Solo comprendendo il comportamento specifico di ogni polimero e costruendo un processo coerente di essiccazione, misura e handling è possibile trasformare la materia plastica in modo affidabile, tecnico e sostenibile.FAQCosa significa che un polimero è igroscopico?Significa che il materiale è in grado di assorbire acqua anche all’interno del granulo e non soltanto sulla superficie. Questo richiede una vera fase di deumidificazione prima della trasformazione.PE e PP devono essere essiccati?In molti casi è sufficiente eliminare l’umidità superficiale, ma se il materiale è stato lavato, stoccato male o soggetto a condensa, anche queste resine possono richiedere asciugatura accurata.Perché l’umidità è pericolosa per PET, PBT e policarbonato?Perché durante la lavorazione può favorire degradazione idrolitica, riduzione del peso molecolare e peggioramento delle proprietà meccaniche e ottiche.Le poliammidi cambiano comportamento quando assorbono acqua?Sì. L’acqua può agire come plastificante, modificando rigidità, allungamento, dimensioni e comportamento meccanico del materiale.Il materiale riciclato è più sensibile all’umidità?Spesso sì, perché ha una storia termica precedente, maggiore variabilità e può provenire da fasi di lavaggio o stoccaggio meno controllate.Come si controlla l’umidità residua nei polimeri?Attraverso procedure standardizzate, strumenti di laboratorio, controllo del punto di rugiada, verifica dei tempi di permanenza e monitoraggio della gestione del materiale lungo tutta la linea.FontiLetteratura scientifica sulla diffusione dell’acqua nei materiali polimericiNorme tecniche per la misura dell’assorbimento d’acqua nei polimeriNorme tecniche per la determinazione dell’umidità residua nei materiali plasticiStudi scientifici sul degrado idrolitico dei polimeri tecniciPubblicazioni tecniche sulla trasformazione di polimeri vergini e riciclatiDocumentazione normativa sui metodi di misura dell’umidità e dell’assorbimento d’acquaCategoria SEO: notizie – tecnica – plastica – riciclo – polimeri – umiditàImmagine su licenza © Riproduzione Vietata
SCOPRI DI PIU' Qualità Chimico-Fisiche del Vetro. Confronto con Carta, Plastica e Alluminio
Qualità Chimico-Fisiche del Vetro. Confronto con Carta, Plastica e AlluminioI materiali per gli imballi alimentari in commercio hanno caratteristiche, qualità, costi di smaltimento e riciclabilità differentidi Marco ArezioNel mondo del packaging alimentare troviamo materie prime estremamente differenti tra loro, alcune di esse, come la carta e il vetro, hanno una storia millenaria, mentre la plastica e l’alluminio hanno una storia più recente. Non vogliamo entrare volutamente in un duello di marketing sulla preferenza tra un materiale o l’altro, ma vorremmo analizzare alcuni aspetti che riguardano la conservazione dei beni contenuti, la durabilità dell’imballo, la riciclabilità. In verità a queste analisi dovremmo aggiungere quella relativa ai costi di produzione comparati e all’impatto ambientale sulla logistica, che verranno affrontati in altra sede. Se diamo uno sguardo al passato possiamo dire che il vetro è stato il materiale principe del packaging con cui si contenevano gli alimenti liquidi, latte, vino, liquori, olio e altri generi alimentari, mentre a partire dal boom economico degli anni 60 del secolo scorso, anche l’acqua minerale e le bibite avevano trovato una loro quota di mercato attraverso la confezione nelle bottiglie. Per quanto riguarda le scatole alimentari in metallo possiamo riferirci al XIX° secolo come inizio in America e in Inghilterra delle prime produzioni industriali, nonostante i costi per realizzarle risultassero molto elevati e il cibo in scatola era quindi un lusso per pochi. A spingere la loro diffusione arrivarono però le guerre mondiali, in quanto gli eserciti trovarono comodo e logisticamente utile affidare il rancio dei soldati a questa tipologia di imballo. Con l’avvento delle lattine di alluminio iniziò una larga diffusione a partire dalla metà degli anni ’50 del secolo scorso, del cibo e delle bevande confezionate nel metallo morbido. Per quanto concerne l’uso degli imballi in carta, dobbiamo arrivare alla metà degli anni ’50 del secolo scorso per vedere l’avvio, in Svezia, dei primi imballi per liquidi alimentari in confezioni di cartone e film plastici. A partire dal 1973, quando l’azienda Du Pont brevetta il PET possiamo dire che sono nati gli imballi alimentari su larga scala, con l’intento di erodere quote di mercato a quelli di vetro. Se vogliamo fare un paragone delle qualità fisico chimiche dei principali imballi alimentari possiamo elencare alcune comparazioni generali: Cessioni possibili di sostanze costituenti l’imballo • Vetro: sodio e calcio già presenti negli alimenti • Plastica: componenti degli additivi specialmente se presenti grasso o alcool • Carta o Cartone: additivi e coloranti • Metallo: Stagno e piombo entro i limiti di legge. Sostanze tossiche dalle vernici (ad alta temperatura) Impermeabilità ai liquidi, gas ed agenti microbiologici • Vetro: 100% • Plastica: variabile a seconda del polimero • Carta o Cartone: solo se assenti abrasioni superficiali • Matallo: solo se assenti abrasioni superficiali Corrosione dell’imballo • Vetro: Solo acido fluoridrico e soluzioni alcaline a Ph superiore a 8 • Plastica: può rilasciare microplastiche in corrispondenza delle piegature • Carta o Cartone: attaccabile da insetti e topi • Metallo: generata da eventuali imperfezioni della struttura Sterilizzabilità • Vetro: 100% a secco ed a umido • Plastica: con particolari additivi batteriostatici • Carta o Cartone: in fase di confezionamento con acqua ossigenata o UV o agenti chimici • Metallo: 100% anche ad alte temperature Trasparenza • Vetro: perfetta con vetro chiaro • Plastica: dipende dal polimero, difficile con polimeri riciclati in HDPE • Carta e Cartone: no • Metallo: no Protezione alla luce Attinica • Vetro: buona nei verti colorati • Plastica: buona con additivi specifici • Carta o Cartone: opaco • Metallo: opaco Sanificazione • Vetro: ottima • Plastica: monouso da riciclare • Carta o Cartone: monouso da riciclare • Metallo: monouso da riciclare Riciclabilità • Vetro: continua e senza degrado. Economica solo con il vuoto a rendere • Plastica: possibile un certo numero di volte con qualche degrado qualitativo. Difficile il riciclo dei poliaccoppiati • Carta e Cartone: riciclabile con degrado. Difficile il riciclo dei poliaccoppiati carta-plastica • Metallo: buono In conclusione, a questa analisi andrà aggiunta una comparazione economica dell’imballo alimentare in funzione della durabilità del prodotto sugli scaffali e il costo del riciclo o dello smaltimento dell’imballo a fine vita, nonché dell’impatto ambientale sia della produzione, che della logistica che della circolarità o meno del rifiuto.Categoria: notizie - tecnica - vetro - riciclo - qualità - rottame
SCOPRI DI PIU' Trinitite: Cos'è, come si forma e perché è importante il vetro nato dal primo test nucleare
Trinitite: Cos'è, come si forma e perché è importante il vetro nato dal primo test nucleareL’origine della Trinitite, il vetro radioattivo formatosi nel deserto del New Mexico dopo l’esplosione atomica del 1945di Marco ArezioNel cuore del deserto del New Mexico, una distesa di sabbia si è trasformata in vetro sotto il calore di un'esplosione senza precedenti. Era il 16 luglio 1945, il giorno in cui gli Stati Uniti testarono per la prima volta una bomba atomica, un evento che avrebbe segnato l’inizio dell’era nucleare. Il nome di quel test era Trinity, e il materiale straordinario nato dall’impatto devastante dell’esplosione è oggi conosciuto come trinitite. La trinitite non è un minerale naturale, né una semplice fusione di rocce. È una cicatrice della storia, una sostanza formatasi in pochi istanti quando l’energia dell’atomica ha liquefatto la sabbia e l’ha trasformata in un vetro verde, una reliquia silenziosa della potenza distruttiva dell’uomo. Oltre a essere un oggetto di curiosità scientifica, è anche un simbolo carico di significato, legato indissolubilmente all’inizio dell’epoca nucleare. La Nascita della Trinitite: Il Deserto Sotto il Fuoco Atomico Immaginiamo per un momento la scena: la bomba, sospesa a una torre d'acciaio, si accende in un lampo più luminoso del sole. L’onda d’urto si espande in un istante, sollevando polvere e sabbia mentre la temperatura sale a livelli inimmaginabili. La terra si vaporizza, si mescola con i materiali dell’ordigno e viene risucchiata nel fungo atomico, per poi ricadere sulla superficie in una pioggia incandescente. Nel giro di pochi secondi, il suolo del deserto si trasforma, solidificandosi in una crosta di vetro dal colore verde oliva. Quella era la trinitite. A differenza di altri materiali vetrosi terrestri, come l’ossidiana formatasi dalle eruzioni vulcaniche o le tektiti prodotte dall’impatto di meteoriti, la trinitite è il risultato diretto della scienza umana. È la prova tangibile di ciò che accade quando l’energia atomica viene liberata sulla terra. Le Caratteristiche Uniche della Trinitite A prima vista, la trinitite può sembrare un comune pezzo di vetro fuso, ma a un esame più attento rivela una storia geologica e fisica straordinaria. È composta prevalentemente da biossido di silicio (SiO₂), lo stesso elemento principale del quarzo e del vetro ordinario. Tuttavia, al suo interno si trovano anche tracce di alluminio, calcio, ferro e rame, elementi derivati dai resti metallici della bomba e dalla sabbia del deserto. Il colore più comune della trinitite è un verde chiaro, risultato della fusione della sabbia silicatica con la radiazione estrema dell’esplosione. Ma esistono anche varianti più rare: la trinitite rossa, arricchita di rame proveniente dai cavi elettrici dell’ordigno; la trinitite nera, contenente particelle di ferro e altre impurità metalliche; e la trinitite bianca, formata in aree dove la concentrazione di quarzo era più elevata. Un tempo, questo vetro era leggermente radioattivo, impregnato di isotopi instabili generati dalla detonazione nucleare. Oggi, però, la radioattività residua è così bassa da non rappresentare un rischio per la salute, sebbene la trinitite rimanga un testimone delle immense forze che l’hanno creata. Utilizzi e Significato della Trinitite Sebbene la trinitite non abbia un impiego pratico nell’industria o nella tecnologia moderna, il suo valore è inestimabile per la ricerca scientifica e la storia. È stata studiata per comprendere meglio gli effetti delle esplosioni nucleari sulla geologia terrestre e per confrontarla con materiali simili che si formano in condizioni estreme. Gli scienziati l’hanno analizzata per scoprire come la sabbia, esposta a temperature superiori agli 8.000°C, si sia trasformata in un nuovo materiale. Alcuni ricercatori hanno addirittura ipotizzato che formazioni simili potrebbero esistere su Marte o sulla Luna, dove gli impatti meteoritici hanno creato condizioni di fusione simili. Ma oltre al suo valore scientifico, la trinitite è anche un oggetto di profondo interesse storico. Frammenti di questa roccia vengono conservati nei musei della Seconda Guerra Mondiale e nei centri di ricerca sulla non proliferazione nucleare. Per alcuni collezionisti, possedere un pezzo di trinitite significa avere tra le mani un frammento dell’alba dell’era atomica, un pezzo di storia congelato nel tempo. Tuttavia, oggi la raccolta della trinitite è vietata. Negli anni successivi al test Trinity, molti visitatori si avventurarono nel sito dell’esplosione per raccogliere campioni, portando via gran parte del materiale. Attualmente, il governo degli Stati Uniti ha classificato l’area come protetta, rendendo illegale la rimozione di qualsiasi frammento. Nonostante ciò, alcuni campioni autentici di trinitite circolano ancora nel mercato collezionistico, anche se non è raro imbattersi in falsificazioni. Un Simbolo dell’Era Nucleare Più di settant’anni dopo il test Trinity, la trinitite rimane un monito silenzioso della potenza dell’energia nucleare. Non è solo una curiosità geologica, ma un simbolo della responsabilità scientifica e delle conseguenze delle scelte umane. La sua esistenza ci ricorda il momento in cui l’umanità ha aperto le porte all’era atomica, un'epoca di incredibili progressi scientifici, ma anche di devastanti possibilità distruttive. Oggi, mentre la scienza continua a studiare i materiali estremi e le loro implicazioni, la trinitite resta lì, nel deserto, incastonata nella terra come un segno indelebile di quel giorno in cui la sabbia si fuse sotto il calore della storia.© Vietata la RiproduzioneFoto: Wikimedia
SCOPRI DI PIU' Sistemi di Sicurezza EMAS: Letti di Arresto per Aerei a Base di Materiali Riciclati
Sistemi di Sicurezza EMAS: Letti di Arresto per Aerei a Base di Materiali RiciclatiInnovazione e Sostenibilità nella Prevenzione degli Incidenti Fuori Pista negli Aeroporti di Tutto il MondoI letti di arresto per aerei, conosciuti come EMAS (Engineered Materials Arrestor Systems), rappresentano una soluzione tecnologica avanzata per garantire la sicurezza degli aeromobili che potrebbero superare la fine della pista durante l'atterraggio o il decollo. Questi sistemi, sempre più diffusi negli aeroporti di tutto il mondo, sono cruciali per prevenire incidenti potenzialmente catastrofici, salvaguardando sia i passeggeri che gli equipaggi. Composizione e Materiali Gli EMAS sono progettati per assorbire e dissipare l'energia di un aereo in movimento, rallentandolo fino a fermarlo completamente. La loro struttura è composta principalmente da materiali ad alta capacità di assorbimento di energia, tra cui schiuma di cemento e polistirolo espanso. Negli ultimi anni, l’uso di materiali riciclati ha guadagnato attenzione, aggiungendo un valore ambientale significativo al sistema. Ad esempio, plastica riciclata e gomma proveniente da pneumatici dismessi possono essere incorporati nella composizione dei materiali per migliorare la sostenibilità. La schiuma di cemento è una miscela che incorpora aria, creando una struttura porosa ma resistente, mentre il polistirolo espanso è noto per la sua leggerezza e capacità di deformarsi, assorbendo l'energia dell'impatto. I materiali riciclati, oltre a contribuire alla sostenibilità, offrono le stesse proprietà di assorbimento di energia necessarie per la funzionalità del sistema. Realizzazione dei Letti di Arresto per AereiLa costruzione di un letto di arresto EMAS inizia con un'attenta progettazione, volta a determinare la posizione ottimale e le dimensioni del sistema in base al tipo di aeromobili che operano nell'aeroporto e allo spazio disponibile. Successivamente, si prepara il sito destinato all'installazione, che include la livellazione del terreno e la rimozione di eventuali ostacoli. Una volta preparato il sito, i materiali vengono installati con precisione. I pannelli o i blocchi di materiale, compresi quelli riciclati, vengono posizionati e fissati saldamente. L'installazione richiede una grande accuratezza per garantire che il sistema funzioni correttamente in caso di emergenza. Infine, il sistema viene sottoposto a rigorosi test per verificare che rispetti gli standard di sicurezza previsti, inclusi test di resistenza e simulazioni di arresto. Funzionamento dei Letti di Arresto per AereiIl funzionamento degli EMAS si basa su un principio di decelerazione controllata. Quando un aereo esce dalla pista e entra in un letto di arresto, i pneumatici iniziano a sbriciolare il materiale del sistema, creando una resistenza che aumenta progressivamente. Questo processo rallenta l'aereo fino a fermarlo completamente, evitando così potenziali incidenti. Al primo contatto, il materiale si frantuma sotto i pneumatici dell’aereo, incrementando la resistenza man mano che il velivolo avanza. Questo meccanismo di decelerazione è stato progettato per funzionare con una vasta gamma di aeromobili, dai più piccoli ai più grandi, e ha dimostrato la sua efficacia in molte situazioni reali. Applicazioni Note Gli EMAS sono stati implementati con successo in diversi aeroporti a livello globale, dimostrando la loro efficacia in contesti reali. Un esempio notevole è l'Aeroporto Internazionale John F. Kennedy (JFK) di New York, dove gli EMAS hanno fermato in sicurezza numerosi aeromobili che avevano superato la fine della pista. Anche l'Aeroporto Internazionale di Chicago O'Hare utilizza questi sistemi per migliorare la sicurezza delle operazioni aeroportuali. A Miami, gli EMAS sono stati installati per gestire emergenze simili, garantendo la sicurezza di passeggeri e personale. Un altro esempio significativo è l'Aeroporto di Yeager, in West Virginia, dove gli EMAS hanno fermato con successo un jet privato che aveva superato la pista, dimostrando la loro efficacia anche in aeroporti di dimensioni più ridotte. Vantaggi e Limiti Gli EMAS offrono numerosi vantaggi. Innanzitutto, aumentano significativamente la sicurezza aeroportuale, riducendo il rischio di incidenti fuori pista e proteggendo così le vite dei passeggeri e dell'equipaggio. La loro efficacia è comprovata da numerosi incidenti evitati o mitigati grazie a questi sistemi. Inoltre, gli EMAS possono essere installati in aeroporti con spazi limitati, dove l'estensione della pista non è praticabile. L'integrazione di materiali riciclati nei sistemi EMAS contribuisce inoltre a promuovere la sostenibilità ambientale. Tuttavia, esistono anche alcuni limiti. L'installazione e la manutenzione degli EMAS possono essere costose, richiedendo un investimento significativo. Inoltre, richiedono un'area dedicata alla fine della pista, che potrebbe non essere disponibile in tutti gli aeroporti. Infine, i materiali utilizzati nei sistemi EMAS possono degradarsi nel tempo, richiedendo manutenzione regolare per garantire l'efficacia del sistema. Conclusione Gli EMAS rappresentano una soluzione innovativa e efficace per migliorare la sicurezza negli aeroporti, specialmente in contesti con spazi limitati. La loro capacità di fermare in modo controllato e sicuro gli aeromobili in situazioni di emergenza è un elemento chiave nella gestione della sicurezza aeroportuale moderna. Nonostante i costi e la necessità di manutenzione, i benefici in termini di vite umane salvate e incidenti evitati giustificano ampiamente l'investimento in questi sistemi. L'integrazione di materiali riciclati non solo migliora la sostenibilità, ma rappresenta un passo avanti verso un'aviazione più responsabile dal punto di vista ambientale.© Riproduzione Vietata
SCOPRI DI PIU' Salvaguardia del Patrimonio Culturale: Tecniche di Restauro dei Libri Antichi e delle Pergamene
Salvaguardia del Patrimonio Culturale: Tecniche di Restauro dei Libri Antichi e delle PergameneDalla pulizia alla deacidificazione, come restaurare e conservare i tesori storici. Scopri le sfide e le soluzioni per il recupero dei libri e delle pergamene dipintedi Marco Arezio Il restauro dei libri antichi e delle pergamene è un mondo affascinante e complesso. Si tratta di un'attività che richiede conoscenze scientifiche, abilità manuali e una profonda comprensione del valore storico e culturale di questi manufatti. Conservare questi beni preziosi non significa solo preservare il passato, ma anche garantire che le future generazioni possano accedere a testimonianze uniche della nostra storia. Problemi Comuni della Carta Antica La carta antica, soprattutto quella prodotta prima dell'avvento della carta industriale nel XIX secolo, presenta una serie di problemi specifici dovuti alla sua composizione e alle condizioni ambientali a cui è stata esposta. Vediamone alcuni: Acidificazione: Molta della carta antica è acida a causa dei processi di fabbricazione e dei materiali utilizzati. Questa acidità porta alla degradazione della cellulosa, rendendo la carta fragile e suscettibile alla rottura. Attacco biologico: Funghi, muffe e insetti come tarli e pesciolini d'argento possono attaccare la carta, causando danni significativi. Invecchiamento e ossidazione: L'esposizione alla luce e all'aria può causare l'ossidazione della carta, portando a ingiallimento e fragilità. Danni fisici: Strappi, pieghe, piegature e perdite di materiale sono comuni nei libri antichi e nelle pergamene. Tecniche di Restauro Il restauro dei libri antichi e delle pergamene richiede una serie di tecniche specifiche che variano a seconda del tipo e dell'entità del danno. Ecco alcune delle tecniche più comuni: Pulizia La pulizia è un passaggio fondamentale nel restauro, necessario per rimuovere polvere, sporco e residui superficiali senza danneggiare la carta. Può essere eseguita a secco o a umido: Pulizia a secco: Si utilizzano strumenti delicati come pennelli morbidi, gomme da restauro e spugne in lattice naturale per rimuovere sporco e polvere senza l'uso di liquidi. Pulizia a umido: Implica l'uso di soluzioni acquose o solventi specifici per rimuovere macchie o depositi più ostinati. Questa tecnica deve essere eseguita con estrema cautela per evitare danni ulteriori alla carta. Deacidificazione Per contrastare l'acidità della carta, i restauratori utilizzano processi di deacidificazione che neutralizzano gli acidi presenti e aggiungono una riserva alcalina per prevenire future acidificazioni. Questo può essere fatto mediante immersione in bagni di soluzioni alcaline o tramite applicazione di spray deacidificanti. Consolidamento e Risanamento La carta fragile e danneggiata necessita di essere consolidata per prevenire ulteriori deterioramenti. Questo può comportare l'applicazione di fogli di supporto, come carta giapponese (Washi), mediante adesivi reversibili e delicati. Le lacune e i buchi vengono riempiti utilizzando tecniche di intarsio con carta compatibile. Restauro delle Pergamene Le pergamene, essendo fatte di pelle animale, richiedono un approccio diverso rispetto alla carta. Il processo di restauro delle pergamene può includere: Umidificazione controllata: Per ammorbidire la pergamena e renderla più flessibile, facilitando la rimozione di pieghe e deformazioni. Consolidamento: L'applicazione di collanti specifici per pelle per riparare strappi e lacune. Pulizia delicata: Simile alla carta, ma con attenzione particolare per non rimuovere le scritture originali. Restauro delle Pagine Dipinte e delle Pergamene Dipinte Le pagine dipinte e le pergamene dipinte rappresentano una sfida ulteriore per i restauratori, poiché i pigmenti utilizzati possono essere molto sensibili ai processi di restauro. I colori possono sbiadire, alterarsi o addirittura scomparire se non trattati con estrema cura. Vediamo come affrontare queste delicate operazioni. Pulizia delle Pagine dipinte e Pergamene Dipinte La pulizia delle pagine e delle pergamene dipinte richiede tecniche estremamente delicate: Pulizia a secco: Utilizza pennelli molto morbidi per rimuovere la polvere superficiale senza toccare direttamente i pigmenti. Pulizia con solventi: Se necessario, si utilizzano solventi specifici, testati su aree non visibili per evitare danni ai colori. L'uso di tamponi di cotone e microspatole può aiutare a rimuovere le impurità senza disturbare i pigmenti. Consolidamento dei Pigmenti Il consolidamento dei pigmenti è essenziale per preservare i colori originali: Uso di adesivi reversibili: Adesivi come il collagene di pesce o la gelatina possono essere utilizzati per fissare i pigmenti senza alterare l'aspetto dell'opera. Applicazione di veli di protezione: Sottili strati di carta giapponese o tessuti non tessuti possono essere applicati temporaneamente durante il restauro per proteggere i colori. Recupero e Risincronizzazione dei Colori Quando i colori sono sbiaditi o alterati, è possibile utilizzare tecniche per recuperare l'aspetto originale: Reintegrazione pittorica: Utilizzando pigmenti reversibili e tecniche di ritocco, i restauratori possono reintegrare le aree danneggiate. Questo processo richiede una conoscenza approfondita dei materiali originali e delle tecniche artistiche utilizzate. Illuminazione UV: La luce ultravioletta può essere utilizzata per identificare i pigmenti originali e capire meglio come procedere con il restauro senza alterare i colori esistenti. Conservazione Dopo il Restauro Dopo il restauro, è fondamentale garantire una corretta conservazione per prevenire ulteriori danni. Ecco alcune linee guida essenziali: Condizioni Ambientali Temperatura e umidità: I libri e le pergamene devono essere conservati in ambienti con temperatura e umidità controllate. Idealmente, la temperatura dovrebbe essere intorno ai 18-20°C e l'umidità relativa tra il 40% e il 50%. Variazioni eccessive possono causare espansioni e contrazioni dannose. Luce: La luce, soprattutto quella solare diretta e la luce ultravioletta, può causare ingiallimento e degrado della carta. È consigliabile utilizzare illuminazione a bassa intensità e filtri UV nelle vetrine di esposizione. Manipolazione e Stoccaggio Manipolazione: Gli antichi manufatti devono essere maneggiati con guanti puliti e asciutti per evitare trasferimenti di oli e sporco dalla pelle. Si devono utilizzare supporti adeguati per prevenire stress fisici durante la manipolazione e la lettura. Stoccaggio: I libri devono essere conservati verticalmente sugli scaffali, supportati da reggilibri per evitare deformazioni. Le pergamene possono essere conservate in piani orizzontali in cassetti, avvolte in materiali inerti e stabili. Materiali di Conservazione: Utilizzare materiali di archivio di alta qualità, privi di acidi, come cartoni, scatole e carte di conservazione. Questi materiali contribuiscono a stabilizzare il microambiente attorno ai manufatti. Monitoraggio e Manutenzione Il monitoraggio regolare delle condizioni ambientali e fisiche dei libri e delle pergamene è essenziale. Ispezioni periodiche permettono di individuare tempestivamente eventuali segni di deterioramento, consentendo interventi conservativi mirati e tempestivi. Conclusioni Il restauro dei libri antichi e delle pergamene è un'arte che richiede competenze multidisciplinari e una profonda sensibilità verso il patrimonio culturale. Le tecniche di restauro, sebbene complesse, mirano a preservare l'integrità fisica e la storia intrinseca dei manufatti. La conservazione post-restauro, attraverso condizioni ambientali controllate e pratiche di manipolazione adeguate, è fondamentale per garantire la longevità di questi tesori storici. Investire nella cura e nel restauro dei libri antichi e delle pergamene è un investimento nella nostra memoria collettiva e nella trasmissione del sapere attraverso le generazioni.
SCOPRI DI PIU'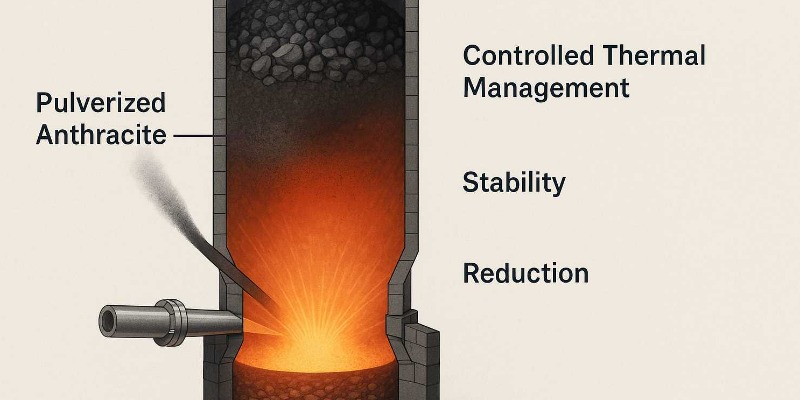 Antracite in Polvere e Prodotti Sostenibili: il Presente e il Futuro degli Altiforni
Antracite in Polvere e Prodotti Sostenibili: il Presente e il Futuro degli AltiforniDall’efficienza del carbone fossile alle nuove soluzioni ecocompatibili per la siderurgia globaledi Marco ArezioLa siderurgia moderna si trova davanti a una sfida duplice: da un lato deve garantire continuità produttiva e competitività economica, dall’altro è chiamata a ridurre drasticamente le emissioni climalteranti. Nel cuore di questo processo c’è l’altoforno, il colosso industriale che trasforma minerali di ferro in ghisa liquida attraverso un equilibrio di reazioni chimiche, combustione e temperature estreme. Tra i combustibili storicamente più utilizzati troviamo l’antracite in polvere, materiale che ha garantito affidabilità e prestazioni per decenni. Tuttavia, le pressioni ambientali e le nuove tecnologie stanno aprendo la strada a possibili sostituti sostenibili, come biomasse carbonizzate, idrogeno verde e syngas. L’integrazione di questi materiali sta dando vita a un dibattito cruciale: come coniugare efficienza e sostenibilità in un settore così energivoro? Proprietà chimico-fisiche dell’antracite in polvere L’antracite è il carbone fossile più ricco di carbonio fisso (oltre il 90%), caratterizzato da un basso contenuto di materie volatili e impurità minerali. Queste caratteristiche ne fanno un combustibile molto concentrato, con un’elevata densità energetica e una combustione stabile e controllata. Ridotta in polvere fine (sotto i 200 micron), diventa adatta all’iniezione negli altiforni. La sua purezza chimica si traduce in minori quantità di zolfo e fosforo nella ghisa prodotta, garantendo un vantaggio anche in termini di qualità metallurgica. Perché viene usata negli altiforni L’impiego dell’antracite in polvere risponde a più esigenze operative: - Ridurre il consumo di coke metallurgico, più costoso e complesso da produrre. - Apportare carbonio reattivo per la riduzione degli ossidi di ferro. - Stabilizzare il fronte di combustione, evitando picchi termici pericolosi. - Contenere i costi energetici, grazie a un combustibile facilmente reperibile. La sua funzione non è quindi solo quella di bruciare e generare calore, ma anche di mantenere un equilibrio chimico e termico essenziale per il ciclo dell’altoforno. Il PCI: la tecnologia dell’iniezione di carbone polverizzato La tecnica del PCI (Pulverized Coal Injection) rappresenta oggi lo standard negli altiforni moderni. L’antracite polverizzata viene stoccata in silos, trasportata tramite sistemi pneumatici e iniettata nelle tuyères insieme all’aria preriscaldata a 1200 °C. La combustione è immediata e genera sia calore sia gas riducenti (soprattutto monossido di carbonio), indispensabili per il processo metallurgico. Il PCI consente inoltre un controllo preciso del dosaggio e della distribuzione dell’energia, adattandosi alle variazioni della carica minerale e della produzione richiesta. Effetti sul raffreddamento e sulla stabilità del forno Il termine “raffreddamento”, quando si parla di antracite in polvere negli altiforni, non va inteso in senso letterale: l’antracite non abbassa le temperature interne, anzi contribuisce a mantenerle elevate. Quello che realmente avviene è un controllo più equilibrato della distribuzione termica, che si traduce in un funzionamento più stabile e prevedibile del forno. La combustione dell’antracite, grazie al suo basso contenuto di materie volatili, è meno esplosiva e più progressiva rispetto a carboni meno maturi o ligniti. Questo significa che l’energia rilasciata non si concentra in un unico punto, ma si distribuisce in modo uniforme lungo il fronte di fiamma. Una combustione di questo tipo riduce le probabilità di creare zone “surriscaldate” che, se localizzate, possono compromettere la durata dei mattoni refrattari che rivestono l’interno dell’altoforno. Il rivestimento refrattario è uno degli elementi più delicati dell’impianto: esso rappresenta la barriera tra il metallo liquido incandescente e la struttura portante del forno. Un suo deterioramento precoce non solo aumenta i costi di manutenzione e sostituzione, ma soprattutto può causare fermate improvvise dell’impianto, con conseguenze economiche e logistiche enormi. In questo senso, l’uso dell’antracite contribuisce in maniera indiretta ma determinante alla longevità dell’altiforno, allungando i cicli di campagna (ovvero i periodi operativi tra una manutenzione straordinaria e l’altra) e migliorando l’affidabilità complessiva. Un altro effetto positivo della stabilità termica riguarda la regolarità del processo di riduzione del minerale di ferro. Se la temperatura è ben distribuita e non si creano aree di squilibrio, il monossido di carbonio prodotto dalla combustione può reagire in maniera più omogenea con gli ossidi di ferro, migliorando l’efficienza del processo chimico. Ciò si traduce in una maggiore prevedibilità della qualità della ghisa prodotta e in una riduzione delle variazioni impreviste nella composizione chimica del metallo. Infine, un controllo termico più stabile consente anche di ottimizzare l’impiego di altri materiali iniettati nel forno. Ad esempio, se si vogliono sperimentare parziali sostituzioni dell’antracite con biomasse carbonizzate o syngas, l’equilibrio garantito dall’antracite riduce il rischio che queste aggiunte generino instabilità. In altre parole, l’antracite funge da “ammortizzatore termico”, un combustibile che assicura continuità e regolarità anche quando il sistema introduce componenti più variabili. In sintesi, parlare di raffreddamento significa in realtà riferirsi a una forma di raffreddamento dei rischi: meno usura dei refrattari, meno fermate impreviste, meno variazioni qualitative. L’antracite polverizzata diventa così una garanzia di equilibrio operativo, senza la quale la gestione dell’altoforno risulterebbe molto più complessa e costosa. Benefici economici e ambientali Dal punto di vista economico, l’antracite consente un risparmio diretto grazie alla riduzione del consumo di coke. La disponibilità in più aree geografiche e il costo inferiore ne fanno una scelta vantaggiosa. Sul piano ambientale, pur trattandosi sempre di un combustibile fossile, l’antracite ha il pregio di contenere meno impurità e di produrre emissioni relativamente più pulite rispetto ad altri carboni. Tuttavia, resta un generatore significativo di CO₂, e questo ne limita il ruolo in un contesto di transizione ecologica. Prodotti sostenibili in sostituzione dell’antracite La ricerca sta orientando la siderurgia verso alternative più rispettose del clima: - Biomasse carbonizzate (biochar): ricavate da residui agricoli e forestali, offrono un bilancio di carbonio potenzialmente neutro. Tuttavia, hanno densità energetica inferiore e approvvigionamento meno stabile. - Idrogeno verde: il più promettente riducente, capace di liberare solo vapore acqueo invece che CO₂. Le sfide restano legate ai costi e alle infrastrutture. - Syngas da rifiuti: prodotto dalla gassificazione di plastiche miste o scarti industriali, permette di recuperare materiali non riciclabili e ridurre l’uso di carbone. La sua composizione variabile è però un limite tecnico. - Carboni verdi e lignite trattata: soluzioni intermedie che cercano di avvicinarsi alle prestazioni dell’antracite, pur con minore stabilità combustiva. Confronto diretto tra antracite e soluzioni sostenibili Energia e resa chimica: l’antracite primeggia ancora sulla densità energetica, ma l’idrogeno supera tutti per efficienza nella riduzione. Emissioni: l’antracite produce molta CO₂; biochar e syngas offrono riduzioni parziali; l’idrogeno elimina quasi del tutto le emissioni climalteranti. Fattibilità attuale: l’antracite resta la scelta più accessibile e gestibile; le alternative sono ancora in fase di sviluppo o limitate da infrastrutture insufficienti. Compatibilità impiantistica: il PCI è già calibrato per l’antracite; le biomasse richiedono adattamenti, mentre l’idrogeno imporrà un ripensamento radicale degli altiforni. Visione futura: dall’antracite all’idrogeno L’antracite in polvere continua a essere una risorsa preziosa per mantenere competitiva la siderurgia, ma il suo ruolo è sempre più quello di un ponte tecnologico. Nei prossimi anni, l’evoluzione del settore dipenderà dalla capacità di sostituire progressivamente i combustibili fossili con soluzioni a basso impatto climatico. L’idrogeno verde rappresenta la meta più ambiziosa, mentre le biomasse e i carboni alternativi possono costituire tappe intermedie in questa transizione. Conclusione La storia dell’antracite in polvere è quella di un combustibile che ha garantito stabilità, efficienza e affidabilità agli altiforni per decenni. Oggi, però, il suo futuro è legato alla possibilità di convivere con soluzioni più sostenibili. Biomasse, syngas e idrogeno non sono ancora pronti a sostituirla completamente, ma rappresentano già la traccia di un percorso irreversibile: una siderurgia che deve imparare a produrre ferro e acciaio riducendo al minimo la propria impronta di carbonio.© Riproduzione Vietata
SCOPRI DI PIU' Conservazione e recupero della carta storica: tecniche e prospettive della deacidificazione
Conservazione e recupero della carta storica: tecniche e prospettive della deacidificazioneStrategie scientifiche per prolungare la vita dei documenti cartacei storici di Marco ArezioLa carta è uno dei materiali più fragili e, al tempo stesso, più preziosi del patrimonio culturale mondiale. Biblioteche, archivi e collezioni private custodiscono milioni di documenti la cui sopravvivenza è minacciata da un nemico invisibile: l’acidità. La degradazione acida delle fibre cellulosiche, fenomeno particolarmente diffuso nei supporti cartacei prodotti a partire dalla metà dell’Ottocento, rappresenta una delle principali cause di perdita di stabilità meccanica e leggibilità. Per affrontare questo problema, la deacidificazione si è imposta come una pratica chiave della conservazione preventiva. Essa non è un intervento estetico, bensì un’azione chimica mirata a neutralizzare gli acidi presenti nella carta e a introdurre una riserva alcalina capace di rallentare nel tempo i processi di deterioramento. Lo studio e la sperimentazione di diverse tecniche hanno permesso di delineare metodologie diversificate, ciascuna con vantaggi e limiti, a seconda delle caratteristiche del documento e del contesto di applicazione. Acidità della carta: cause e conseguenze La fragilità dei documenti cartacei moderni è legata a scelte tecnologiche del passato. Con l’avvento della produzione industriale della carta, la cellulosa estratta dal legno ha progressivamente sostituito le fibre di cotone o di lino, tradizionalmente più stabili. La presenza di lignina e l’uso di collanti a base di allume hanno reso la carta particolarmente vulnerabile all’attacco degli acidi. Con il tempo, l’esposizione all’umidità e agli inquinanti atmosferici ha accentuato il problema, portando a una degradazione evidente: ingiallimento, fragilità meccanica, perdita di elasticità. Se non contrastato, questo processo conduce alla completa inutilizzabilità del documento. Obiettivi e principi della deacidificazione La deacidificazione non è semplicemente un trattamento di stabilizzazione, ma un approccio scientifico alla conservazione. Essa mira a: - neutralizzare gli acidi già presenti, riducendo la velocità di idrolisi della cellulosa- introdurre una riserva alcalina, ovvero un deposito di sostanze capaci di reagire con eventuali acidi che si formeranno nel tempo- garantire la stabilità fisica e visiva, evitando che i trattamenti stessi provochino alterazioni cromatiche, deformazioni o solubilizzazioni degli inchiostriIl risultato auspicato è un documento più resistente, in grado di affrontare i decenni successivi senza rischi di perdita strutturale. Metodi acquosi: neutralizzazione diretta I trattamenti acquosi rappresentano la via tradizionale alla deacidificazione. I documenti vengono immersi in soluzioni a base di carbonati o idrossidi, in grado di diffondersi nelle fibre e reagire con gli acidi. In questo modo, si ottiene una neutralizzazione rapida e la formazione di carbonati insolubili che agiscono come riserva alcalina. L’efficacia chimica di questi metodi è indiscutibile: la carta trattata mostra un netto miglioramento delle proprietà meccaniche e una maggiore durata prevista. Tuttavia, l’acqua non è un veicolo neutro: inchiostri sensibili, pigmenti instabili o documenti decorati possono subire alterazioni o perdite cromatiche. Per questa ragione, i trattamenti acquosi sono consigliati solo in presenza di carte prive di elementi pittorici delicati. Trattamenti non acquosi: approcci selettivi Per superare i rischi connessi all’acqua, sono stati sviluppati sistemi basati su solventi organici. In questo caso, la sostanza deacidificante – spesso un ossido o un alcolato di magnesio o di calcio – viene disciolta in solventi non polari, capaci di penetrare le fibre senza solubilizzare gli inchiostri. Questi metodi consentono un’applicazione selettiva, minimizzando gli effetti collaterali. L’assenza di rigonfiamento della carta e la compatibilità con un’ampia gamma di materiali costituiscono i principali vantaggi. I limiti sono legati al costo dei solventi e alla minore uniformità della riserva alcalina rispetto ai sistemi acquosi. Deacidificazione di massa: trattamenti collettivi Le grandi biblioteche e gli archivi nazionali hanno posto il problema della scala: come trattare migliaia di volumi in tempi ragionevoli e con costi sostenibili? La risposta è stata lo sviluppo dei sistemi di deacidificazione di massa. Questi consistono nell’esposizione simultanea di numerosi volumi a vapori alcalini o sospensioni di particelle micronizzate, in camere pressurizzate. Il processo permette un trattamento uniforme e veloce, riducendo i costi unitari. Tuttavia, non sono mancati effetti indesiderati: alterazioni cromatiche, persistenza di odori o differenze di efficacia tra aree del documento. Nonostante ciò, rappresentano una soluzione praticabile per collezioni vaste e omogenee. Valutazioni sull’efficacia a lungo termine La vera sfida della deacidificazione è verificare la stabilità dei risultati nel tempo. Analisi condotte su documenti trattati hanno dimostrato un rallentamento sensibile della depolimerizzazione della cellulosa, con un incremento significativo della vita utile prevista. Il vantaggio principale è la riduzione della fragilità meccanica, che consente ai documenti di essere consultati senza rischi di rottura. Alcune criticità restano aperte, come l’interazione con gli inchiostri ferro-gallici, che possono subire processi di corrosione accelerata in assenza di ulteriori trattamenti protettivi. Il contributo della ricerca interdisciplinare Nessun intervento di conservazione può prescindere da un approccio integrato. La deacidificazione è un campo in cui convergono chimica, fisica dei materiali, restauro e archivistica. Le ricerche più recenti puntano sull’impiego di nanomateriali e dispersioni controllate, capaci di depositare la riserva alcalina in modo omogeneo e stabile. Parallelamente, l’uso di tecniche diagnostiche non invasive – spettroscopia, fluorescenza, imaging multispettrale – consente di monitorare gli effetti dei trattamenti senza compromettere i manufatti. Prospettive future Il futuro della deacidificazione si gioca sull’equilibrio tra efficacia e sostenibilità. I sistemi più moderni dovranno garantire la protezione a lungo termine dei documenti, evitando impatti ambientali negativi e riducendo i costi operativi. La ricerca è orientata verso soluzioni meno invasive, capaci di rispettare la complessità storica e materiale dei beni culturali, assicurando al contempo la loro fruizione alle generazioni future.© Riproduzione VietataFonti- Silvia Fontana, Deacidificazione di documenti cartacei: metodi e applicazioni.- Baty, J.W., Maitland, C.L., Minter, W., Hubbe, M.A. (2010). “Deacidification for the conservation and preservation of paper-based works: a review.” BioResources.- Porck, H. (1996). Mass Deacidification: An Update on Possibilities and Limitations.- Daniels, V., & Kosek, J. (2004). “Studies on the deacidification of paper containing iron-gall ink.” Restaurator.- Middleton, B. (1996). The Deacidification of Paper and Related Materials.
SCOPRI DI PIU' 1953: La Storia della Nascita del Policarbonato
1953: La Storia della Nascita del Policarbonato 1953: La Storia della Nascita del Policarbonatodi Marco ArezioIl policarbonato è un prodotto termoplastco appartenente alla famiglia dei tecnopolimeri che è stato scoperto attraverso le reazioni di sintesi realizzate da Hermann Schnell nel 1953.Ma chi è Hermann Schnell?Nasce a Gaienhofen, in Germania, nel settembre 1916 e, dopo aver completato il sevizio militare, inizia lo studio della fisica e della chimica all'Università Albert-Ludwigs di Friburgo, in Germania, dove ha studiato con il Premio Nobel Professor Hermann Staudinger (Premio Nobel per la Chimica nel 1953).Terminati gli studi entra nella società Bayer AG nel dipartimento di ricerca e sviluppo che era situato a Leverkusen in Germania. Hermann Schnell, in collaborazione con il suo team di ricercatori, scopre una nuova plastica attraverso una particolare reazione di sintesi dal bisfenolo A e fosgene, che viene nominato successivamente policarbonato, le cui doti primarie sono la trasparenza, l'infrangibilità e la leggerezza. il 16 Ottobre del 1953 viene attribuito il brevetto sul policarbonato, dando vita ad un futuro successo commerciale del prodotto in tutto il mondo. A soli 36 anni, Hermann Schnell, passa a dirigere il dipartimento di ricerca e sviluppo e viene incaricato quale responsabile della fondazione di un secondo laboratorio per la Bayer Central Research a Krefeld-Uerdingen sempre in Germania. Bayern produrrà e commercializzerà il policarbonato di Hermann Schnell sotto il nome di Makrolon® attivando la produzione nello stabilimento di a Uerdingen, in Germania. La sua lunga carriera all'interno di Bayer, nel campo della ricerca e sviluppo, si concluderà nel 1975, anno in cui andò in pensione. Nel 1995 ha istituito la Fondazione Hermann-Schnell con 500.000 euro del suo denaro personale per sostenere i giovani scienziati nel campo della ricerca chimica macromolecolare.Categoria: notizie - tecnica - plastica - policarbonato
SCOPRI DI PIU' Il Polimero POM nell’Automotive: La Sostituzione dei Metalli tra Innovazione, Sostenibilità e Prestazioni
Il Polimero POM nell’Automotive: La Sostituzione dei Metalli tra Innovazione, Sostenibilità e PrestazioniQuando e come il poliossimetilene (POM), sia vergine che riciclato, può davvero prendere il posto dei metalli nelle auto di ultima generazionedi Marco ArezioNegli ultimi decenni, l’industria automobilistica ha vissuto una trasformazione radicale nel modo di concepire materiali, design e processi produttivi. Al centro di questa rivoluzione silenziosa c’è una sfida che va ben oltre la semplice innovazione tecnica: costruire auto più leggere, efficienti e sostenibili, senza compromettere sicurezza e affidabilità. In questo scenario, il poliossimetilene (POM), nelle sue versioni vergine che riciclata, si è ritagliato un ruolo sempre più centrale come valida alternativa ai metalli tradizionalmente impiegati nella produzione automobilistica. Scegliere di sostituire acciaio e alluminio con polimeri ad alte prestazioni come il POM non è solo una scelta di leggerezza o di riduzione dei costi, ma un passo strategico che coinvolge sostenibilità, libertà progettuale e nuove modalità di pensare il ciclo di vita dei prodotti. Comprendere quando e come questo polimero possa effettivamente svolgere il compito dei metalli significa addentrarsi in un’analisi che tiene conto di proprietà chimiche e fisiche, esigenze industriali, normative e, oggi più che mai, principi di economia circolare. Perché il POM? Origine di una scelta tecnica Introdotto sul mercato negli anni Sessanta, il poliossimetilene – noto anche come acetalica o poliformaldeide – fu subito riconosciuto come una delle prime materie plastiche capaci di avvicinarsi alle prestazioni dei metalli. La sua struttura chimica, regolare e altamente cristallina, gli conferisce un insieme di qualità difficilmente riscontrabili in altri polimeri: una notevole resistenza meccanica, rigidità, stabilità dimensionale anche in ambienti umidi o a temperature variabili, oltre a un coefficiente d’attrito estremamente basso. Il risultato è un materiale che, pur mantenendo una densità decisamente inferiore rispetto a metalli come l’acciaio o l’alluminio, si presta ad applicazioni di precisione dove tradizionalmente si sarebbe optato per componenti metallici. Ma la vera rivoluzione del POM non si esaurisce nelle sue caratteristiche intrinseche. La facilità di lavorazione tramite stampaggio a iniezione consente infatti di ottenere componenti dalla geometria complessa con una sola fase produttiva, riducendo drasticamente i costi e i tempi tipici delle lavorazioni meccaniche dei metalli. Questa libertà progettuale, insieme alla possibilità di integrare più funzioni in un unico pezzo, spiega perché il POM sia diventato così interessante per l’industria automobilistica. Dalla riduzione del peso alla libertà progettuale: i vantaggi nel mondo automotive Sostituire i metalli con il POM vergine nelle auto moderne significa innanzitutto alleggerire il veicolo: ogni chilo in meno si traduce in consumi più bassi e minori emissioni, un aspetto ormai fondamentale anche per rispettare le normative ambientali sempre più stringenti. Ma l’alleggerimento è solo la punta dell’iceberg. Il POM, grazie alla sua intrinseca auto-lubrificazione e alla capacità di resistere a usura e scorrimento, viene spesso impiegato per la realizzazione di ingranaggi, ruote dentate, boccole e tutti quei componenti che nei veicoli sono soggetti a movimenti ripetitivi, attriti e piccole sollecitazioni. In questi contesti, la plastica tecnica offre un comportamento spesso superiore rispetto ai metalli, in quanto elimina il rischio di corrosione, riduce la necessità di lubrificazione esterna e contribuisce a un funzionamento più silenzioso. Un altro aspetto strategico del POM nell’automotive è legato alle sue proprietà isolanti: al contrario dei metalli, il poliossimetilene non conduce elettricità, caratteristica preziosa per la sicurezza e l’affidabilità di molti sistemi elettronici e di cablaggio di bordo. Inoltre, la resistenza chimica del POM nei confronti di molti carburanti, oli e fluidi industriali lo rende ideale per applicazioni in ambienti critici, laddove la corrosione rappresenta una minaccia costante per le leghe metalliche. Dal punto di vista produttivo, la possibilità di realizzare componenti di forma complessa senza assemblaggi successivi permette di ridurre sia il numero di pezzi necessari che i rischi di difettosità dovuti a tolleranze e giochi meccanici. Ecco perché, in molti casi, le case automobilistiche scelgono il POM per tutte quelle parti in cui la precisione geometrica, l’inerzia chimica e la stabilità dimensionale sono priorità assolute. Dove il metallo resta insostituibile Nonostante i numerosi vantaggi, ci sono contesti in cui il POM, anche nelle sue versioni più avanzate, deve cedere il passo ai metalli. Questo accade, ad esempio, in presenza di temperature molto elevate: acciaio e alluminio resistono a sollecitazioni termiche che porterebbero rapidamente il POM fuori dal suo range operativo ideale (tipicamente compreso tra -40°C e +120°C). Similmente, nei casi in cui sono richiesti elevati carichi statici, una rigidezza superiore e una risposta affidabile a cicli di fatica molto intensi, il metallo garantisce livelli di sicurezza e durata che ancora non possono essere replicati dai polimeri tecnici. Senza dimenticare che trattamenti superficiali come la saldatura, la verniciatura o la zincatura restano un punto di forza delle leghe metalliche per molte applicazioni di carrozzeria o struttura. Eppure, sebbene ci siano aree dove il metallo è imprescindibile, la gamma di componenti automotive nei quali il POM può essere impiegato si sta allargando rapidamente, spinta anche dall’evoluzione delle tecniche di rinforzo (ad esempio con fibre di vetro) e dalla costante innovazione nei processi produttivi. La frontiera del POM riciclato: tra economia circolare e affidabilità tecnica Negli ultimi anni, la sensibilità ambientale e la crescente pressione per ridurre l’impatto ecologico dell’industria automobilistica hanno portato a un incremento nell’uso di POM riciclato. Questo materiale, ottenuto principalmente dagli scarti di lavorazione e, in misura crescente, anche dal recupero post-consumo, rappresenta un tassello fondamentale nel percorso verso l’economia circolare. Utilizzare POM riciclato significa ridurre l’estrazione di materie prime fossili e abbattere la quantità di rifiuti da smaltire, senza necessariamente rinunciare alle performance. Se il processo di riciclo è ben gestito e la purezza del materiale è garantita, molte delle proprietà meccaniche e fisiche restano comparabili a quelle del POM vergine. Non a caso, nelle applicazioni meno critiche – come supporti, guide, clip, coperture, piccole leve e componenti interni – il POM riciclato viene sempre più adottato. Dal punto di vista economico, il riciclo del poliossimetilene consente alle case automobilistiche di abbattere i costi, ottimizzare le risorse e rispondere alle richieste dei mercati e delle normative, che impongono quote crescenti di materiali riciclati nei veicoli di nuova generazione. Tuttavia, è essenziale prestare attenzione alla destinazione finale del pezzo: se le sollecitazioni sono elevate o sono richieste tolleranze particolarmente strette, il materiale vergine rimane spesso la scelta obbligata. Applicazioni concrete: il POM in azione dentro l’auto Nella pratica, sono numerosi gli esempi in cui il POM, sia vergine che riciclato, ha già sostituito il metallo con successo. Tra i più noti ci sono gli ingranaggi dei motorini dei tergicristalli, le ruote dentate nei sistemi di regolazione dei sedili, le boccole dei cambi automatici, i supporti dei cavi e le staffe di fissaggio dei cruscotti. Anche nelle pompe di carburante, nei corpi dei carburatori e in molte valvole il POM rappresenta ormai lo standard, grazie alla sua resistenza agli idrocarburi e alla stabilità dimensionale anche in presenza di umidità e variazioni di temperatura. Molte leve di comando interne, manopole, pulsanti e dettagli estetici vengono oggi realizzati in poliossimetilene, non solo per la sua lavorabilità e la possibilità di ottenere superfici lisce e colori personalizzati, ma anche per la sua capacità di resistere all’usura e all’invecchiamento senza ossidarsi o scolorire. In questi casi, l’introduzione di POM riciclato consente di mantenere prestazioni elevate, riducendo al contempo l’impatto ambientale dell’intero ciclo produttivo. Quando scegliere il POM vergine e quando puntare sul riciclato La decisione tra POM vergine e riciclato è spesso guidata da un’attenta valutazione delle condizioni di impiego. Laddove le specifiche di resistenza meccanica, stabilità dimensionale e sicurezza siano particolarmente stringenti – ad esempio in ingranaggi di trasmissione, componenti strutturali o parti soggette a carichi elevati e cicli ripetuti – la versione vergine offre le migliori garanzie. Al contrario, per tutti quei componenti a basso rischio e minori sollecitazioni, il POM riciclato risulta più che adeguato, soprattutto se certificato e tracciabile lungo tutta la filiera. Sempre più spesso, le aziende automobilistiche scelgono una combinazione delle due soluzioni: utilizzano il materiale riciclato dove possibile, riservando il vergine alle applicazioni più critiche, così da massimizzare sia l’efficienza produttiva che la sostenibilità complessiva del veicolo. Prospettive future: il POM tra sostenibilità, innovazione e design for recycling Guardando al futuro, la sostituzione dei metalli con il POM rappresenta un esempio di come la transizione verso la mobilità sostenibile passi anche attraverso le scelte dei materiali. L’integrazione di quote crescenti di poliossimetilene riciclato nei veicoli di prossima generazione non è più una semplice opzione, ma una necessità dettata dal mercato, dalle normative e, soprattutto, dall’urgenza ambientale. Le prospettive più interessanti arrivano proprio dall’innovazione continua: le nuove tecniche di purificazione, i processi di separazione avanzati e la possibilità di rafforzare il POM con fibre o additivi stanno ampliando il ventaglio di applicazioni potenziali, avvicinando sempre più il polimero a prestazioni prima appannaggio esclusivo dei metalli. La sfida, oggi, è riuscire a chiudere davvero il cerchio dell’economia circolare: progettare componenti facili da riciclare, promuovere la raccolta e il recupero a fine vita, e garantire che la qualità del POM riciclato sia tale da permettere il suo riutilizzo anche in applicazioni di alto valore aggiunto. In questo modo, la sostituzione dei metalli non sarà solo un tema di leggerezza o prestazione, ma il simbolo concreto di una nuova era della progettazione industriale, in cui innovazione e sostenibilità procedono davvero di pari passo.© Riproduzione Vietata Fonti Celanese, Polyplastics, BASF – Datasheet tecnici POM “Lightweight Solutions for Automotive Industry: Metal Replacement with POM” – Automotive Plastics (2023) Plastic Europe – Polioximetilene: Technical Guide Society of Plastics Engineers (SPE) – Papers su riciclo del POM “Metal Replacement in Automotive Components Using Engineering Plastics”, Journal of Polymer Engineering (2022) Circular Economy in the Automotive Sector: State of the Art – European Commission (2021) OEM Applications for Recycled Engineering Plastics – Automotive World (2023)
SCOPRI DI PIU' Caolino e cobalto nelle piastrelle di alta gamma
Caolino e cobalto nelle piastrelle di alta gammaComposizione, innovazione e sostenibilità nei prodotti ceramici premium italianidi Orizio LucaIl mondo delle piastrelle ceramiche di alta gamma è un universo fatto di materie prime selezionate, tecnologie avanzate e un’attenzione maniacale per la qualità estetica e funzionale. Tra i tanti elementi che compongono questi prodotti d’eccellenza, due sostanze giocano un ruolo fondamentale: il caolino e il cobalto. Entrambi, pur appartenendo a categorie chimiche molto diverse, sono indispensabili per garantire che le piastrelle non siano solo oggetti funzionali, ma veri e propri elementi di design, durevoli e rispettosi dell’ambiente. Il caolino: l’argilla preziosa che definisce struttura e qualità Il caolino è una argilla di origine naturale, caratterizzata da una composizione chimica basata principalmente sulla caolinite, un silicato di alluminio idrato. Quello che rende il caolino così prezioso per la produzione ceramica è la sua finezza, purezza e biancore. In termini pratici, il caolino è la base su cui si fonda la qualità strutturale e visiva delle piastrelle più pregiate. L’industria ceramica italiana lo utilizza da decenni per conferire all’impasto una plasticità che facilita la formatura di prodotti sottili ma robusti. Le piastrelle che troviamo nelle collezioni di punta sono realizzate con percentuali di caolino che possono variare dal 20% fino anche al 35% del totale dell’impasto, a seconda del prodotto e del livello di finitura richiesto. Questo materiale assicura che, durante le fasi di pressatura e cottura, la piastrella mantenga forma e dimensioni senza subire deformazioni o microfratture, che comprometterebbero la qualità. Inoltre, il caolino conferisce al prodotto finito una luminosità e un biancore di fondo che sono essenziali per ottenere superfici perfette, uniformi e pronte a ricevere smalti e decorazioni di pregio. La purezza di questo materiale è fondamentale per evitare impurità che potrebbero manifestarsi come difetti estetici o problemi di resistenza. Tra i produttori di caolino di alta qualità più apprezzati in Italia e nel mondo, spicca Imerys Ceramics, che fornisce polveri finissime e purificate, progettate specificamente per le esigenze di un’industria ceramica sempre più esigente. Questo tipo di caolino è micronizzato, ovvero macinato finemente, per garantire la migliore dispersione e lavorabilità negli impasti ceramici. Il cobalto: un piccolo metallo con un grande impatto estetico Se il caolino è la “struttura portante” della piastrella, il cobalto è senza dubbio uno degli elementi più preziosi per la sua veste estetica. Questo metallo, utilizzato soprattutto come ossido (CoO) o come carbonato (CoCO3), è la fonte di uno dei colori più intensi e raffinati nel panorama ceramico: il blu cobalto. Il colore blu ottenuto con il cobalto è noto per la sua profondità e brillantezza, qualità che resistono perfettamente alle temperature elevate dei forni (oltre 1200 °C) e all’usura del tempo. Nel mondo delle piastrelle di alta gamma, anche quantità molto ridotte di cobalto (inferiori all’1%) possono trasformare un prodotto semplice in un pezzo di grande valore estetico e commerciale. Questo pigmento è particolarmente utilizzato in decorazioni artistiche, finiture di lusso o per creare effetti cromatici sofisticati che caratterizzano le linee più prestigiose delle aziende ceramiche italiane. L’utilizzo del cobalto è strettamente regolamentato per garantire la sicurezza dei prodotti finiti e prevenire rischi ambientali. Aziende specializzate come Umicore sviluppano pigmenti a base di cobalto puri e privi di sostanze tossiche, assicurando che le piastrelle siano sicure per l’uso domestico e commerciale. La composizione chimica completa: un equilibrio di materiali per eccellenza Le piastrelle di alta gamma non si basano solo su caolino e cobalto, ma su una miscela bilanciata di diversi materiali. Accanto al caolino troviamo argille più comuni, feldspati e sabbie quarzifere. Ognuno di questi materiali svolge un ruolo fondamentale: - Le argille comuni costituiscono la massa dell’impasto, conferendo plasticità e coesione. - I feldspati sono vetrificanti naturali che abbassano la temperatura di fusione, migliorando la compattezza e la resistenza superficiale. - Le sabbie quarzifere danno struttura e durezza, aumentando la resistenza all’abrasione e all’usura. Insieme, questi componenti garantiscono una piastrella con caratteristiche tecniche di altissimo livello: resistenza meccanica superiore (con moduli di rottura che superano i 35 MPa), porosità bassissima (inferiore allo 0,5%) e superfici lisce, omogenee e facili da pulire. Esempi di eccellenza italiana: i grandi marchi che utilizzano caolino e cobalto L’Italia è da sempre leader mondiale nella produzione di piastrelle ceramiche, con aziende che uniscono tradizione, ricerca e innovazione tecnologica per realizzare prodotti di qualità superiore. Tra i principali produttori italiani che utilizzano caolino e cobalto nelle loro linee top di gamma troviamo: Marazzi Group, uno dei nomi più prestigiosi, utilizza caolini purissimi e pigmenti di cobalto per le sue collezioni artistiche e tecniche. Le piastrelle Marazzi sono conosciute per l’equilibrio perfetto tra resistenza strutturale e ricercatezza estetica. Florim Group, altro gigante italiano, punta molto sull’innovazione tecnologica. Le sue linee premium includono piastrelle realizzate con materie prime selezionate, inclusi caolini finemente micronizzati per migliorare la lavorabilità e pigmenti al cobalto per effetti cromatici di grande impatto. Atlas Concorde, noto per le sue superfici di design, utilizza caolino di altissima qualità e pigmenti di cobalto in dosi calibrate per creare piastrelle con decorazioni sofisticate e colori brillanti, capaci di resistere nel tempo e alle condizioni più severe. Casalgrande Padana è un’altra realtà italiana che unisce la ricerca su materie prime di qualità con la sostenibilità, impiegando caolini puri e pigmenti sicuri, compreso il cobalto, per i propri prodotti di fascia alta.Iris Ceramiche, infine, si distingue per la sua capacità di combinare artigianalità e tecnologia d’avanguardia. L’azienda utilizza caolini di alta purezza e pigmenti a base di cobalto per realizzare collezioni che uniscono la tradizione delle decorazioni ceramiche italiane con soluzioni innovative per superfici resistenti e d’effetto. Iris Ceramiche è particolarmente apprezzata per la qualità delle sue finiture e per l’attenzione ai dettagli, elementi che rendono le sue piastrelle un punto di riferimento nel mercato premium. Queste aziende rappresentano il meglio della produzione ceramica italiana, dove la scelta delle materie prime è fondamentale per garantire prodotti che rispondano alle esigenze di estetica, durata e rispetto ambientale. I processi produttivi avanzati: dalla materia prima al prodotto finito Dietro la bellezza delle piastrelle di alta gamma ci sono processi tecnologici sofisticati, sviluppati per massimizzare la qualità e ridurre l’impatto ambientale. La produzione inizia dalla selezione accurata delle materie prime: il caolino viene micronizzato per migliorare la plasticità dell’impasto, mentre il cobalto viene dosato con precisione per assicurare uniformità e intensità cromatica. La pressatura è un passaggio chiave: si utilizzano presse isostatiche e a secco per garantire densità e omogeneità, elementi fondamentali per evitare difetti superficiali e assicurare robustezza. La cottura avviene in forni a tunnel controllati digitalmente, dove temperature che superano i 1200 °C permettono la sinterizzazione perfetta del materiale. Le superfici vengono rifinite con smalti e decorazioni, spesso applicati con tecniche digitali come la stampa inkjet, che consente un’alta risoluzione e una grande personalizzazione, sfruttando la capacità del cobalto di mantenere colore e brillantezza anche in condizioni estreme. Sostenibilità e riciclabilità: un futuro circolare per le piastrelle ceramiche Un tema ormai imprescindibile nell’industria ceramica è la sostenibilità ambientale, che si concretizza in due direzioni principali: la produzione responsabile e la gestione a fine vita dei prodotti. Le piastrelle di alta gamma, pur essendo prodotte con materiali naturali e durevoli come il caolino, vedono sempre più spesso l’integrazione di materie prime riciclate, come scarti di produzione e vetro rigenerato, contribuendo a ridurre l’impatto ambientale. I processi produttivi moderni utilizzano tecnologie a basso consumo energetico, con forni a recupero termico e sistemi di controllo che ottimizzano i cicli di cottura. A fine vita, le piastrelle ceramiche sono altamente riciclabili grazie alla loro composizione inorganica e stabile. Possono essere frantumate e reimmesse nel ciclo produttivo come materia prima secondaria o utilizzate come aggregati per sottofondi e massetti edili, riducendo così la necessità di estrarre nuove risorse naturali. Alcune aziende italiane stanno sviluppando programmi di raccolta e riciclo, collaborando con enti pubblici e privati per valorizzare i materiali dismessi e promuovere un’economia circolare efficace. Conclusioni Le piastrelle di alta gamma rappresentano il perfetto equilibrio tra tradizione, tecnologia e sostenibilità. Il caolino, con le sue proprietà strutturali e estetiche, insieme al cobalto, che dona quel tocco di colore unico e raffinato, sono pilastri insostituibili nella composizione di questi prodotti. L’industria ceramica italiana, attraverso marchi di eccellenza come Marazzi, Florim, Atlas Concorde e Casalgrande Padana, dimostra come una sapiente selezione delle materie prime, abbinata a processi produttivi avanzati, possa portare alla realizzazione di piastrelle non solo belle e resistenti, ma anche sostenibili e rispettose dell’ambiente. Il futuro della ceramica è dunque sempre più circolare, dove innovazione, qualità e attenzione ambientale camminano di pari passo per offrire prodotti capaci di valorizzare gli spazi abitativi e contribuire alla tutela del pianeta.© Riproduzione Vietata
SCOPRI DI PIU' Filtrazione Avanzata del Fuso per Polimeri Riciclati Altamente Contaminati: Strategie e Tecnologie per l'Efficienza Produttiva
Filtrazione Avanzata del Fuso per Polimeri Riciclati Altamente Contaminati: Strategie e Tecnologie per l'Efficienza ProduttivaScopri le soluzioni nella filtrazione del fuso per riciclati complessi: sistemi a retrolavaggio continuo, a raschiamento e laserdi Marco ArezioIl settore del riciclo dei polimeri è in costante crescita, spinto dalla crescente domanda di sostenibilità e dalla necessità di ridurre l'impatto ambientale. Tuttavia, la gestione di flussi di rifiuti plastici altamente contaminati rappresenta una delle sfide più significative. Impurità come metalli, carta, legno, fibre tessili e, in particolare, i gel (polimeri degradati o reticolati) possono compromettere seriamente la qualità del prodotto finale e l'efficienza del processo di estrusione. La filtrazione del fuso è un'operazione critica che mira a rimuovere queste impurità, garantendo un polimero riciclato di alta qualità e minimizzando le interruzioni della produzione. I sistemi di filtrazione tradizionali spesso non sono all'altezza delle esigenze dei materiali altamente contaminati, portando a frequenti fermi macchina per la pulizia o la sostituzione degli elementi filtranti. Questo articolo tecnico esplora le innovazioni più recenti nella progettazione e ottimizzazione dei sistemi di filtrazione del fuso, capaci di gestire carichi elevati di impurità e gel, migliorando significativamente l'efficienza produttiva e la sostenibilità del processo di riciclo. L'Evoluzione dei Sistemi di Filtrazione del Fuso: Oltre il Filtro a Candela I filtri a candela, sebbene efficaci per materiali con basse percentuali di contaminanti, mostrano i loro limiti con i riciclati post-consumo. La loro superficie filtrante limitata e la necessità di interruzioni frequenti per la pulizia o la sostituzione li rendono poco idonei per applicazioni ad alta contaminazione. La ricerca e lo sviluppo hanno portato all'introduzione di tecnologie più sofisticate, progettate per operare in continuo o con minimi fermi macchina, garantendo una maggiore produttività e una migliore qualità del prodotto. Filtri a Retrolavaggio Continuo: La Soluzione per l'Operatività Ininterrotta I filtri a retrolavaggio continuo rappresentano una pietra miliare nell'evoluzione della filtrazione del fuso. Il loro principio di funzionamento si basa sulla presenza di due o più elementi filtranti (schermi o cartucce) che operano in parallelo. Quando un elemento filtrante si intasa, una parte del fuso pulito viene deviata e fatta fluire in senso inverso attraverso l'elemento intasato, espellendo le impurità accumulate. Questo processo avviene automaticamente e senza interruzioni del flusso principale, permettendo una produzione continua. I sistemi più avanzati utilizzano sensori di pressione differenziale per monitorare il grado di intasamento e avviare il retrolavaggio solo quando necessario, ottimizzando l'efficienza e riducendo lo spreco di materiale. L'efficacia di questi sistemi dipende dalla corretta progettazione della geometria degli schermi e dalla gestione della pressione e della temperatura durante il retrolavaggio. Filtri a Raschiamento: Robustezza e Autopulizia per Contaminanti Abrasivi I filtri a raschiamento, noti anche come filtri a superficie raschiante, sono particolarmente adatti per la gestione di materiali con elevate quantità di impurità fibrose, abrasive o di grandi dimensioni. Questi sistemi sono dotati di un elemento filtrante cilindrico o conico, sulla cui superficie interna o esterna ruota una lama o un sistema di raschiamento. Le impurità vengono rimosse meccanicamente dalla superficie filtrante e convogliate in una camera di raccolta, da cui possono essere scaricate periodicamente senza interrompere il processo. La robustezza di questi filtri li rende ideali per applicazioni gravose, dove altri sistemi potrebbero subire danni o intasamenti rapidi. L'ottimizzazione del design delle lame e della velocità di rotazione è cruciale per massimizzare l'efficienza di pulizia e minimizzare l'usura. Tecnologie Laser per la Filtrazione: Precisione e Durata Senza Precedenti Una delle innovazioni più promettenti nel campo della filtrazione del fuso è l'applicazione della tecnologia laser. I filtri laser utilizzano una matrice di fori microscopici creati con precisione laser su un tamburo rotante o una piastra. Il fuso passa attraverso questi fori, mentre le impurità più grandi vengono trattenute sulla superficie. Un sistema di raschiamento o un getto d'aria/gas rimuove continuamente le impurità dalla superficie del tamburo. La dimensione e la forma dei fori possono essere controllate con estrema precisione, consentendo una filtrazione molto fine e una maggiore efficienza nella rimozione dei gel. La durabilità degli elementi filtranti laser è superiore rispetto agli schermi tradizionali, riducendo i costi di manutenzione e i tempi di fermo. Questa tecnologia è particolarmente vantaggiosa per la produzione di film sottili o fibre, dove la presenza di anche minime impurità può compromettere gravemente la qualità del prodotto. Gestione dei Gel e delle Micro-Impurità: Sfide e Soluzioni Integrate I gel rappresentano una sfida unica nella filtrazione del fuso. Essendo di natura polimerica, spesso hanno una densità simile al polimero fuso e possono deformarsi sotto pressione, rendendo difficile la loro rimozione meccanica. Le innovazioni nella progettazione degli elementi filtranti, come l'uso di geometrie a spirale o a "labirinto", e l'ottimizzazione delle condizioni operative (temperatura e pressione) possono migliorare l'efficienza nella cattura dei gel. Inoltre, l'integrazione di più stadi di filtrazione con diverse finezze e tipologie di filtri (ad esempio, un filtro a raschiamento per le impurità più grandi seguito da un filtro a retrolavaggio o laser per le micro-impurità e i gel) è una strategia efficace per affrontare la complessità dei riciclati altamente contaminati. Ottimizzazione del Processo: Monitoraggio, Automazione e Manutenzione Predittiva L'efficienza di un sistema di filtrazione non dipende solo dalla tecnologia del filtro, ma anche dalla sua integrazione nel processo di estrusione. Sistemi di monitoraggio avanzati, che misurano continuamente la pressione differenziale, la temperatura e la portata, consentono di rilevare in tempo reale l'intasamento degli elementi filtranti e di attivare automaticamente le procedure di pulizia o retrolavaggio. L'automazione dei sistemi di scarico delle impurità e la gestione intelligente dei cicli di pulizia riducono al minimo l'intervento umano e massimizzano l'uptime. L'implementazione di strategie di manutenzione predittiva, basate sull'analisi dei dati operativi, permette di anticipare l'usura degli elementi filtranti e di pianificare gli interventi di manutenzione, evitando fermi macchina non programmati. Impatto sulla Qualità del Prodotto Finale e Sostenibilità Economica L'adozione di sistemi di filtrazione avanzati ha un impatto diretto sulla qualità del polimero riciclato. La rimozione efficiente di impurità e gel si traduce in un prodotto con migliori proprietà meccaniche, ottiche ed estetiche, rendendolo competitivo con i polimeri vergini per un'ampia gamma di applicazioni. Questo non solo aumenta il valore del materiale riciclato, ma apre anche nuove opportunità di mercato. Dal punto di vista economico, la riduzione dei tempi di fermo macchina, l'ottimizzazione del consumo energetico (grazie a una minore pressione di filtrazione) e la diminuzione degli scarti contribuiscono a una significativa riduzione dei costi operativi e a un aumento della redditività complessiva del processo di riciclo. Prospettive Future: Intelligenza Artificiale e Materiali Autopulenti Il futuro della filtrazione del fuso per riciclati altamente contaminati si orienta verso soluzioni ancora più intelligenti e autonome. L'integrazione dell'intelligenza artificiale (AI) e del machine learning (ML) permetterà ai sistemi di filtrazione di "apprendere" dal comportamento del fuso e delle impurità, ottimizzando dinamicamente i parametri operativi per massimizzare l'efficienza e la durata degli elementi filtranti. La ricerca sui materiali autopulenti e sulle superfici con proprietà anti-adesive potrebbe rivoluzionare ulteriormente il design dei filtri, riducendo la frequenza delle operazioni di pulizia e prolungando la vita utile dei componenti. Queste innovazioni apriranno nuove frontiere per il riciclo dei polimeri, rendendolo ancora più efficiente, sostenibile ed economicamente vantaggioso.© Riproduzione Vietata
SCOPRI DI PIU' Cosa sono i Polimeri Autoestinguenti (Flame Retard): Applicazioni e Differenze
Cosa sono i Polimeri Autoestinguenti (Flame Retard): Applicazioni e DifferenzeAdditivi, prove di laboratorio, differenze ed impieghi commerciali ed industriali dei polimeri flame retard (autoestinguenti) di Marco ArezioLe plastiche flame retardant (resistenti al fuoco o autoestinguenti) sono materiali polimerici modificati per resistere all'ignizione e rallentare la propagazione delle fiamme. Questa proprietà è particolarmente importante in numerosi ambiti applicativi, come l'elettronica, l'edilizia e i trasporti, dove la resistenza al fuoco è cruciale per la sicurezza. L'aggiunta di additivi flame retardant è il metodo più comune per conferire alle plastiche proprietà resistenti al fuoco. Tipi di Additivi Flame Retardant Gli additivi flame retardant si classificano in diverse categorie, a seconda della loro composizione chimica e del meccanismo d'azione: Additivi Alogeni: Comprendono composti a base di bromo e cloro. Funzionano rilasciando alogeni che interferiscono con la reazione di combustione nella fase gassosa. Additivi Fosforati: Operano principalmente nella fase solida, promuovendo la carbonizzazione e riducendo la quantità di materiale infiammabile vaporizzato. Idrossidi di Metallo: Come l'idrossido di alluminio e di magnesio, questi additivi rilasciano acqua quando si scaldano, che aiuta a raffreddare il materiale e a diluire i gas combustibili. Additivi Intumescenti: Formano una schiuma carboniosa protettiva sulla superficie del materiale quando esposti al calore, isolando il materiale sottostante dalla fonte di calore. Funzionamento dell'Inibizione della Fiamma L'inibizione della fiamma nelle plastiche funziona attraverso vari meccanismi, a seconda del tipo di additivo utilizzato: Diluizione dei Gas Combustibili: Alcuni additivi rilasciano gas inerti che diluiscono i gas combustibili nell'area della fiamma, riducendo la combustione. Barriera Fisica: Gli additivi intumescenti formano una barriera carboniosa che isola termicamente il materiale e impedisce l'accesso dell'ossigeno. Raffreddamento: L'acqua rilasciata dagli idrossidi di metallo assorbe calore, abbassando la temperatura della combustione. Interferenza Chimica: Alogeni e altri composti possono interferire con le reazioni radicaliche nella zona di combustione, rallentando la reazione. Prove di Laboratorio per Catalogare le Plastiche Non Infiammabili Vediamo quali sono le prove principali per catalogare il grado di infiammabilità e come si eseguono:Test UL 94 Il test UL 94, gestito da Underwriters Laboratories (UL), è uno dei metodi più riconosciuti e ampiamente utilizzati per valutare le proprietà di infiammabilità dei materiali polimerici utilizzati in dispositivi elettrici ed elettronici. Questo test classifica i materiali in base alla loro capacità di estinguere le fiamme dopo essere stati accesi in condizioni controllate. Il test viene eseguito applicando una fiamma a un campione del materiale per un periodo specificato e osservando il comportamento del materiale in termini di tempo di combustione dopo la rimozione della fiamma, il gocciolamento di materiale infiammabile e la lunghezza della combustione.In base ai risultati, i materiali sono classificati in diverse categorie, come V-0, V-1, V-2, HB, 5VB, e 5VA:V-0, V-1, V-2: Indicano che il materiale si autoestingue entro un certo tempo dopo l'accensione. La distinzione tra le classi dipende dal tempo di autoestinguenza e dalla presenza di gocciolamento di particelle infiammate. HB: La classificazione più bassa, indica una velocità di combustione orizzontale in un certo intervallo. 5VB e 5VA: Sono test più severi che valutano la resistenza all'accensione quando il campione è sottoposto a un carico termico elevato. 5VA rappresenta la massima resistenza alla fiamma senza gocciolamento di materiale, mentre 5VB: permette un certo gocciolamento. Test di Ossigeno Limitante (LOI) Il test di Ossigeno Limitante (LOI) misura la percentuale minima di ossigeno nell'atmosfera necessaria per sostenere la combustione di un materiale polimerico. Viene eseguito in un'apposita apparecchiatura dove il campione viene posto in una colonna di vetro e esposto a una miscela controllata di azoto e ossigeno, aumentando gradualmente la concentrazione di ossigeno fino a quando il materiale non continua a bruciare per un tempo prestabilito dopo l'accensione. Il valore di LOI è una misura diretta dell'infiammabilità del materiale: maggiore è il valore di LOI, minore è l'infiammabilità del materiale. Materiali con valori di LOI superiori al 21% (la percentuale di ossigeno nell'aria) sono considerati più resistenti al fuoco. Questo test è particolarmente utile per confrontare la resistenza al fuoco di diversi materiali sotto un'unica metrica standardizzata. Test di Infiammabilità a Cono Calorimetrico Il test di infiammabilità a cono calorimetrico è un metodo avanzato che fornisce dati dettagliati sulla risposta di un materiale all'esposizione al calore. Durante il test, un campione del materiale viene esposto a un flusso radiante crescente in presenza di una sorgente di accensione, simulando gli effetti di un incendio in fase iniziale. Il cono calorimetrico misura la velocità di rilascio di calore, la produzione di fumo e la perdita di massa del campione nel tempo, fornendo un profilo completo della sua reattività al fuoco. Questi dati aiutano a comprendere come il materiale contribuirà alla crescita e alla propagazione dell'incendio, consentendo agli ingegneri di progettare materiali e prodotti con prestazioni migliorate di sicurezza antincendio. Questo test è particolarmente utile nella valutazione di materiali per l'edilizia e l'ingegneria dei trasporti Rendere Flame Retardant un Polimero Riciclato Il processo di rendere flame retardant un polimero riciclato, sia da post-consumo che da post-industriale, richiede attenzione nella selezione degli additivi compatibili con il tipo di polimero e nel mantenimento delle proprietà meccaniche del materiale riciclato. Il processo include: Analisi del Materiale: Identificazione della composizione del polimero riciclato per scegliere gli additivi più adatti. Incorporazione degli Additivi: Gli additivi possono essere miscelati meccanicamente con il polimero durante il processo di estrusione o possono essere applicati come rivestimenti superficiali. Mantenimento delle Caratteristiche dopo il Riciclo Meccanico Il riciclo meccanico può influenzare le proprietà flame retardant dei polimeri a causa della degradazione termica o meccanica del polimero e degli additivi durante il processo di riciclo. La stabilità delle proprietà flame retardant in un polimero riciclato dipende da: - La stabilità termica degli additivi flame retardant. - La compatibilità degli additivi con il processo di riciclo. - La capacità di ridistribuire uniformemente gli additivi nel polimero durante il riciclo. Per mantenere le caratteristiche flame retardant, può essere necessario aggiungere ulteriori additivi o stabilizzatori durante il processo di riciclo. La valutazione delle proprietà del materiale riciclato attraverso test di laboratorio è cruciale per garantire che il materiale riciclato soddisfi i requisiti di sicurezza e di prestazione. Impiego dei Polimeri Autoestinguenti per la Produzione di Articoli ad uso Industriale e Civile I polimeri flame retardant sono utilizzati in una vasta gamma di applicazioni, specialmente in edilizia, dove la resistenza al fuoco è cruciale per la sicurezza degli edifici. Questi materiali sono progettati per ridurre la velocità di combustione, limitare la diffusione delle fiamme e contribuire a prevenire incendi. Nell'edilizia, i polimeri flame retardant trovano applicazione in numerosi prodotti, tra cui isolanti termici, rivestimenti, cavi elettrici, e componenti strutturali. Polimeri Flame Retardant Utilizzati in Edilizia Polistirene Espanso (EPS) e Polistirene Estruso (XPS): Sono ampiamente utilizzati come isolanti termici per cappotti esterni e per l'isolamento di pavimenti, tetti e muri. Possono essere trattati con additivi flame retardant per ridurre l'infiammabilità. Polietilene Espanso (EPE): Utilizzato per l'isolamento termico e l'ammortizzazione degli impatti, l'EPE può essere modificato per migliorare la resistenza al fuoco, rendendolo adatto per applicazioni in edilizia. Polimeri Intumescenti: Questi materiali si espandono quando esposti al calore, formando una barriera carboniosa che protegge il materiale sottostante dalle fiamme. Sono utilizzati in vernici, mastici, e rivestimenti per cavi elettrici. Polivinilcloruro (PVC) Flame Retardant: Il PVC è utilizzato in una varietà di applicazioni in edilizia, inclusi i rivestimenti per cavi e i tubi. Il PVC può essere reso flame retardant attraverso l'aggiunta di additivi specifici. Polimeri Fenolici: Questi materiali sono noti per le loro eccellenti proprietà di resistenza al fuoco e sono utilizzati in schiume isolanti e compositi. Applicazioni di Articoli Autoestinguenti in Edilizia Isolamento Termico: I materiali isolanti flame retardant sono essenziali per prevenire la diffusione del fuoco attraverso le cavità dei muri e altri spazi isolati negli edifici. Rivestimenti e Vernici: Forniscono una protezione passiva contro il fuoco a strutture, travi e colonne, contribuendo a mantenere l'integrità strutturale in caso di incendio. Cavi elettrici e Tubi: L'utilizzo di materiali flame retardant in questi componenti riduce il rischio di incendi elettrici e limita la diffusione del fuoco. Differenze nelle Resistenze al Fuoco degli Isolanti per Cappotti Termici Gli isolanti termici possono variare significativamente nella loro resistenza al fuoco a seconda del materiale, della densità, e della presenza di additivi flame retardant. Ecco alcune differenze chiave: Resistenza Termica: Alcuni isolanti, come quelli a base di fibra minerale (lana di roccia, lana di vetro), offrono migliori prestazioni di resistenza al fuoco rispetto a quelli organici (EPS, XPS) a causa della loro natura incombustibile. Emissione di Fumi e Gas Tossici: I materiali organici tendono a produrre fumi densi e gas tossici quando bruciano, mentre i materiali inorganici hanno prestazioni migliori in questo aspetto. Classificazione di Reazione al Fuoco: I materiali isolanti sono classificati secondo norme europee (ad esempio, Euroclassi A1, A2, B, C, ecc.) che indicano la loro reattività al fuoco. Materiali classificati come A1 sono non combustibili, mentre quelli in classe B, C, ecc., hanno crescenti livelli di infiammabilità. Applicazione e Spessore: La resistenza al fuoco di un isolante può anche dipendere dall'applicazione specifica e dallo spessore del materiale. Maggiore è lo spessore, migliore può essere la resistenza al fuoco, ma questo dipende anche dalla composizione del materiale e dalla presenza di additivi flame retardant. Per esempio, un isolante più spesso può offrire un tempo di resistenza al fuoco maggiore perché richiede più tempo per essere completamente compromesso dalle fiamme. Tuttavia, non è solo lo spessore a determinare l'efficacia, la qualità del materiale e la sua capacità di resistere alla propagazione del fuoco sono altrettanto cruciali. Nei materiali isolanti, gli additivi flame retardant possono agire in sinergia con lo spessore per migliorare la resistenza al fuoco. Materiali con densità maggiore o trattati con specifici additivi chimici possono esibire prestazioni superiori anche con spessori minori. Pertanto, la scelta del materiale isolante adeguato per un'applicazione specifica richiede un'attenta considerazione non solo delle proprietà fisiche come lo spessore ma anche della composizione chimica e della capacità di resistere al fuoco. Nell'ambito dell'edilizia, la normativa vigente spesso specifica requisiti minimi per la resistenza al fuoco degli isolanti, tenendo conto sia dello spessore che della composizione del materiale. Questi standard garantiscono che i materiali utilizzati negli edifici offrano un livello adeguato di protezione in caso di incendio, contribuendo così alla sicurezza degli occupanti e alla preservazione della struttura stessa.
SCOPRI DI PIU' Ottimizzazione della Qualità Superficiale nella Lavorazione ad Alta Velocità delle Plastiche
Ottimizzazione della Qualità Superficiale nella Lavorazione ad Alta Velocità delle PlasticheStrategie Avanzate per Migliorare Precisione, Stabilità e Finitura nella Lavorazione HSMdi Marco ArezioLa lavorazione ad alta velocità (High-Speed Machining, HSM) rappresenta una tecnologia all’avanguardia per il trattamento dei materiali plastici. Ampiamente utilizzata nei settori automobilistico, aerospaziale e medicale, questa tecnica consente di raggiungere un’elevata precisione ed efficienza. Tuttavia, il successo del processo dipende dalla capacità di ottimizzare la qualità della superficie, un aspetto fondamentale sia per l’estetica che per le prestazioni funzionali del prodotto finale. Analizziamo in dettaglio i fattori principali che influenzano questo parametro critico. Le Caratteristiche dei Materiali Plastici Le plastiche offrono una straordinaria versatilità, ma la loro lavorazione presenta problematiche specifiche legate alle proprietà chimiche e fisiche. Ad esempio, i polimeri termoplastici come il polietilene (PE) e il policarbonato (PC) tendono a fondere sotto l’effetto del calore, facilitando alcune operazioni ma richiedendo un controllo rigoroso delle temperature. Al contrario, i termoindurenti, come le resine epossidiche, resistono meglio alle alte temperature ma sono meno malleabili durante il taglio. La durezza e la fragilità del materiale influiscono direttamente sul comportamento durante la lavorazione. Un materiale troppo fragile potrebbe rompersi, mentre uno troppo duro può generare un'elevata resistenza al taglio. Inoltre, la bassa conduttività termica tipica delle plastiche aumenta il rischio di deformazioni e bruciature superficiali, sottolineando l’importanza di un controllo termico avanzato. Parametri di Lavorazione Per ottenere una finitura superficiale di alta qualità, è cruciale regolare con precisione i parametri di lavorazione. La velocità di taglio, ad esempio, deve essere sufficientemente elevata da ridurre le bave, ma non così alta da provocare surriscaldamenti. Allo stesso modo, l’avanzamento e la profondità di taglio devono essere bilanciati per evitare vibrazioni e garantire uniformità. Una velocità troppo bassa compromette la produttività, mentre una profondità di taglio eccessiva può generare instabilità. La scelta di valori ottimali per ciascun parametro dipende dal tipo di plastica e dalle specifiche applicazioni richieste. L’Importanza dell’Utensile Gli utensili rivestono un ruolo centrale nella lavorazione ad alta velocità delle plastiche. La geometria e il materiale dell’utensile devono essere accuratamente progettati per ridurre l’accumulo di materiale e prevenire il surriscaldamento. Utensili in diamante policristallino (PCD) o rivestiti in nitruro di titanio (TiN) offrono prestazioni eccellenti grazie alla loro resistenza all’usura e alla durata superiore. La manutenzione regolare degli utensili è altrettanto importante: utensili affilati minimizzano i difetti superficiali come bave o striature, garantendo una finitura uniforme. Inoltre, l’uso di sistemi di monitoraggio automatico per rilevare segni di usura può migliorare significativamente l’efficienza e la qualità complessiva del processo. Fenomeni Termici Il calore generato durante la lavorazione ad alta velocità rappresenta una delle principali sfide per la qualità della superficie. Temperature elevate nella zona di taglio possono causare fusione, deformazioni o alterazioni delle proprietà meccaniche del materiale. Per gestire questi fenomeni, si utilizzano sistemi di raffreddamento avanzati, come flussi d’aria compressa o refrigeranti liquidi, che dissipano il calore in eccesso. Parallelamente, lubrificanti ad alte prestazioni riducono l’attrito e contribuiscono a mantenere stabili le condizioni operative. La scelta della tecnologia più adatta dipende dalle caratteristiche specifiche del materiale e dal tipo di lavorazione. Vibrazioni e Stabilità Le vibrazioni sono una delle principali cause di difetti superficiali nella lavorazione ad alta velocità. Possono derivare da una rigidità insufficiente della macchina, da utensili usurati o da parametri di taglio non ottimizzati. Una struttura macchina rigida e stabile è essenziale per minimizzare le oscillazioni indesiderate. Il controllo delle frequenze naturali del sistema aiuta a prevenire fenomeni di risonanza, che amplificano le vibrazioni e compromettono la finitura. Sensori avanzati e sistemi di monitoraggio in tempo reale sono strumenti utili per identificare e risolvere tempestivamente eventuali problemi. L’Ambiente di Lavoro Un ambiente di lavoro controllato contribuisce in modo significativo alla qualità della lavorazione. La pulizia riduce il rischio di contaminazioni che possono alterare l’interazione tra utensile e materiale, mentre il mantenimento di temperature e umidità stabili evita variazioni indesiderate nelle proprietà del pezzo lavorato. Esempi di Applicazione nella Lavorazione delle Plastiche Fresatura ad Alta Velocità del Policarbonato (PC) Settore di utilizzo: Componenti trasparenti per l'illuminazione e lenti ottiche. Approccio: L'uso di frese rivestite in nitruro di titanio (TiN) consente di ottenere superfici lisce e prive di striature, migliorando l’efficienza ottica. Stampaggio a Compressione con Rifinitura HSM Settore di utilizzo: Pannelli di rivestimento interni per automobili. Approccio: Rifinitura ad alta velocità con utensili diamantati per ridurre i difetti estetici e garantire una finitura uniforme. Microlavorazione di Polimeri Termoplastici per Dispositivi Medicali Settore di utilizzo: Produzione di componenti in PEEK per impianti medici. Approccio: Sistemi di raffreddamento con flussi d'aria compressa e utensili in carburo per minimizzare le deformazioni termiche. Taglio Laser di Materiali Plastici con Successiva Lavorazione HSM Settore di utilizzo: Componenti acrilici per dispositivi elettronici. Approccio: Rifinitura delle irregolarità residue del taglio laser mediante frese a bassa profondità. Lavorazione di Schiume Polimeriche (EPS o PU) Settore di utilizzo: Prototipi o modelli. Approccio: Utensili con geometrie specifiche per evitare residui e ottenere una lavorazione precisa. Rifinitura di Componenti Stampati in 3D Settore di utilizzo: Componenti in PLA o ABS per prototipi. Approccio: Fresatura HSM con lubrificazione per migliorare la finitura superficiale. Lucidatura ad Alta Velocità di Materie Plastiche Trasparenti Settore di utilizzo: Schermi in acrilico per display. Approccio: Utilizzo di frese diamantate per garantire superfici perfettamente lisce. Conclusioni La qualità della superficie nella lavorazione ad alta velocità delle plastiche dipende da un equilibrio tra molteplici fattori: le proprietà del materiale, i parametri di lavorazione, la scelta e la manutenzione degli utensili, la gestione termica e il controllo delle vibrazioni. Approfondire la conoscenza di questi aspetti consente alle aziende di migliorare la qualità dei prodotti, ridurre gli sprechi e aumentare la competitività. Investire in tecnologie avanzate e formazione è essenziale per affrontare le sfide di un mercato in continua evoluzione.© Riproduzione Vietata
SCOPRI DI PIU' Ricerche microbiologiche per studiare un batterio che decompone il poliuretano
Ricerche microbiologiche per studiare un batterio che decompone il poliuretanoLo Pseudomonas è un batterio, che potrebbe decomporre i legami della resina termoindurente come il poliuretanodi Marco ArezioTra le varie attività di studio, sulle strade alternative nella gestione dei rifiuti, la microbiologia si sta sforzando di trovare e testare batteri per scomporre quei legami chimici definiti irreversibili, come quelli del poliuretano. Le resine termoindurenti, di cui fa parte il poliuretano, è un materiale molto rigido costituito da polimeri reticolati nei quali il moto delle catene polimeriche è fortemente limitato dall’elevato numero di reticolazioni esistenti. Durante il riscaldamento subiscono una modificazione chimica irreversibile. Le resine di questo tipo, sotto l’azione del calore nella fase iniziale, rammolliscono (diventano plastiche) e, successivamente, solidificano. Contrariamente alle resine termoplastiche, non presentano la possibilità di subire numerosi processi di formatura durante il loro utilizzo. Le resine termoindurenti, sono materiali nei quali il moto delle catene polimeriche è fortemente vincolato da un numero elevato di reticolazioni esistenti. Infatti, durante il processo di produzione, subiscono modifiche chimiche irreversibili associate alla creazione di legami covalenti trasversali tra le catene dei pre-polimeri di partenza. La densità delle interconnessioni e la natura dipendono dalle condizioni di polimerizzazione e dalla natura dei precursori: generalmente essi sono sistemi liquidi, o facilmente liquefacibili a caldo, costituiti da composti organici a basso peso molecolare, spesso multifunzionali, chimicamente reattivi, a volte in presenza di iniziatori o catalizzatori. Il poliuretano è un composto largamente usato come isolante termico, nel settore dell’edilizia, dell’industria dell’auto, negli elettrodomestici, nelle celle frigorifere, nel settore navale e ferroviario, nei mobili, nel settore calzaturiero e in molti altri settori industriali. Ogni anno, nella sola Europa, si producono circa 3,5 milioni di tonnellate di poliuretano che, alla fine del ciclo di vita, non trova una corretta destinazione nel settore del riciclo e vanno a finire normalmente in discarica. La difficoltà che oggi incontra questa tipologia di rifiuto plastico nel processo di riconversione, finchè il riciclo chimico non avrà preso piede, hanno spinto le ricerche biologiche a tracciare nuove strade. Un gruppo di ricerca Europeo chiamato P4SB sta studiando materiali provenienti dalla biologia sintetica che siano in grado, tramite dei catalizzatori batterici, di creare bio enzimi che possano depolimerizzare il poliuretano, ma anche il PET. Lo studio ha identificato un batterio, chiamato Psneudomonas, che opportunamente ingegnerizzato, sia in grado di metabolizzare i componenti del poliuretano, che verranno poi resi, all’interno della massa batterica, sotto forma di bio plastica. Questo batterio ha la capacità di sopravvivere in condizioni estreme ed è molto resistente alle sostanze tossiche, infatti è un nemico per eccellenza nel campo medico in quanto resiste facilmente agli antibiotici. Fa parte della famiglia dei batteri gram-negativi che colpisce normalmente le persone con barriere immunitarie basse o con problemi alla pelle e alle mucose. Il batterio nell’uomo scatena malattie associate alle infezioni, come i problemi respiratori, la polmonite, l’endocardite, meningiti, problemi agli occhi, alle articolazioni, gastrointestinali, dermatologici e altre forme di reazione del corpo. Questo dimostra che è un batterio da prendere sul serio e il suo utilizzo nel campo microbiologico, applicato al riciclo delle plastiche come il poliuretano, fa capire il grado di colonizzazione e decomposizione che potrebbe mettere in campo se trattato con le dovute attenzioni.Categoria: notizie - plastica - batteri - riciclo - rifiuti - poliuretano
SCOPRI DI PIU'