




 Tubi in PVC: Cosa si può Produrre con i Granuli Riciclati
Tubi in PVC: Cosa si può Produrre con i Granuli RiciclatiTubi in PVC: Cosa si può Produrre con i Granuli Riciclati e come vengono lavorate le materie prime di scartodi Marco ArezioNel mondo dei tubi per il traposto dei liquidi, con o senza pressione, il mercato è affollato da molte materie prime che se ne contendono quote di mercato e si scontrano senza esclusione di colpi, mettendo in mostra i vantaggi nella durata dei materiali prodotti, nella facilità di posa, nella saldabilità degli elementi o nei corretti accessori per il collegamento, nell’economicità, nella sostenibilità e nel rispetto delle normative.Se prendiamo in esame il settore dei tubi senza pressione vediamo che in passato l’uso del cemento e del metallo, in alcune situazioni, era la conseguenza di un passo avanti dell’industrializzazione dei prodotti per il trasporto e lo scarico delle acque rispetto ai tubi che venivano fatti in argilla cotta. La diffusione dei tubi in cemento, che sembravano eterni, si è scontrata con la nascita dei polimeri plastici che hanno rappresentato un miglioramento tecnico ed economico rispetto ai sistemi di canalizzazione tradizionale. L’edilizia civile ha iniziato ad usare il PVC negli scarichi delle abitazioni rendendo estremamente semplice ed economico l’istallazione delle reti di trasporto dei liquidi, per poi estendersi a molte altre applicazioni come il settore dell’irrigazione, quello elettrico e del giardinaggio. Il tubo in PVC ha assunto un ruolo di assoluta importanza anche per le sue doti intrinseche come: • La durata superiore ai 100 anni in base ai tests di pressione ed invecchiamento • La buona resistenza alla corrosione chimica ed ossidativa • La riduzione delle rotture di servizio • L’antistaticità • L’idrorepellenza • La resistenza alla pressione interna ed esterna • La resistenza all’abrasione • La riciclabilità Per molti anni si sono impiegate materie prime vergini per la produzione di tutte le tipologie di tubi rigidi e flessibili, fino a quando il settore ha iniziato a raccogliere gli scarti e a riutilizzarli secondo le regole dell’economia circolare. Oggi la produzione di tubi in PVC, salvo specifiche particolari, è in gran parte realizzata attraverso la lavorazione dei materiali riciclati. Come avviene il riciclo degli scarti? In primo luogo gli scarti possono derivare dalla raccolta dei tubi usati o dai manicotti di congiunzione ma, in base alle ricette richieste dal mercato, la materia prima può venire mischiata ad altro PVC che proviene da filiere differenti. Per esempio nel settore del PVC rigido, i profili finestra possono arricchire dal punto di vista dinamico la ricetta, così gli scarti delle tapparelle o le carte di credito o i profili per il settore elettrico attribuiscono caratteristiche tecniche migliorative in base alla percentuale usata. Nel settore del PVC Soft, le guaine di coperture dei cavi elettrici, le guarnizioni, le guaine di contenimento dell’acqua e gli scarti di lavorazioni industriali compongono il menu per realizzare le giuste ricette. Questi mix devono essere però precisamente verificati in laboratorio prima della produzione del granulo riciclato, in modo da centrare esattamente le caratteristiche tecniche richieste dal cliente. Ma per giungere alla verifica in laboratorio si deve passare attraverso le fasi di riciclo degli scarti che normalmente prevedono: • La selezione degli elementi per tipologia applicativa e per colore • La macinazione degli scarti e la deferizzazione • La micronizzazione se richiesta • La granulazione del macinato con l’aggiunta dei corretti additivi Quali sono le applicazioni che si possono realizzare attraverso l’uso del PVC riciclato per i tubi? Molti sono i settori che l’uso della materia prima riciclata permette di raggiungere, garantendo al cliente la produzione di elementi affidabili, economici e duraturi. Vediamo alcuni: • Tubi rigidi adatti allo scarico delle acque non in pressione nell’edilizia civile con spessori e diametri variabili • Tubi da irrigazione in campo non a pressione con dimensioni e diametri differenti in base alla lunghezza e alla portata • Elementi tubolari nel settore del florovivaismo adatti al sostegno delle piante • Piccoli tubi flessibili adatti alla legature delle piante • Tubi corrugati flessibili di piccolo diametro adatti al contenimento dei cavi elettrici • Tubi di supporto, dette anime, dei rotoli di materiali industriali come films plastici, tessuti o altri materiali che vengono avvolti in bobine. • Barre piene adatte alle produzioni industriali per tornitura • Tubi flessibili di irrigazione per il giardino • Tubi corrugati o lisci per proteggere i cavi delle telecomunicazioni • Tubi per il drenaggio del suolo Ci sono, evidentemente, molte altre applicazioni dei tubi fatti con il PVC riciclato, come ci sono molte altre applicazioni del granulo riciclato nella realizzazione di prodotti di uso comune di cui avremo modo di parlare più avanti.Categoria: notizie - tecnica - plastica - riciclo - PVC- tubi - granuli
SCOPRI DI PIU' Acido Fluoroantimonico: Cos’è, Come si Produce e il Suo Ruolo nella Sintesi dei Polimeri Plastici
Acido Fluoroantimonico: Cos’è, Come si Produce e il Suo Ruolo nella Sintesi dei Polimeri PlasticiScopri le caratteristiche chimiche dell’acido fluoroantimonico, i rischi legati al suo impiego e perché viene utilizzato nella produzione di polimeri avanzatidi Marco ArezioNel vasto panorama della chimica industriale, pochi composti suscitano tanta soggezione quanto l’acido fluoroantimonico. Reputato uno degli acidi più forti al mondo, è un reagente che si trova spesso citato nei testi specialistici per le sue proprietà estreme, la pericolosità intrinseca e l’impiego strategico in alcuni settori avanzati dell’industria chimica, in particolare nella produzione di alcuni tipi di polimeri. Ma cosa rende così unico questo composto? E perché proprio lui è scelto per alcune delle sintesi più sofisticate della chimica dei materiali? Che cos’è l’acido fluoroantimonico? L’acido fluoroantimonico è una soluzione superacida ottenuta mescolando fluoruro di idrogeno (HF) e pentafluoruro di antimonio (SbF₅), secondo la reazione: HF + SbF₅ → [H₂F]+ [SbF₆]− Il risultato è un acido la cui forza supera di gran lunga quella dell’acido solforico puro o dell’acido cloridrico concentrato. Si tratta di una sostanza capace di protonare anche composti generalmente considerati inerti agli acidi tradizionali, come gli idrocarburi saturi (alcani). La chiave della sua forza risiede nella formazione dello ione complesso [H₂F]+, fortemente instabile e propenso a donare protoni, rendendo la soluzione capace di catalizzare reazioni quasi impossibili in altre condizioni. Come si produce l’acido fluoroantimonico La produzione dell’acido fluoroantimonico non è una procedura banale. Richiede infatti una rigorosa manipolazione in ambienti controllati, con materiali resistenti alla corrosione estrema (come recipienti in Teflon, poiché anche il vetro viene dissolto). La sintesi più comune prevede l’aggiunta graduale di pentafluoruro di antimonio a fluoruro di idrogeno liquido anidro, spesso raffreddando il sistema per controllare la reazione esotermica. La reazione è altamente pericolosa, e la minima esposizione ai reagenti o al prodotto finito comporta rischi gravissimi per l’operatore. I rischi chimici e sanitari dell’acido fluoroantimonico L’acido fluoroantimonico è una delle sostanze più pericolose che un chimico possa maneggiare, e la letteratura riporta numerosi incidenti, spesso gravi, dovuti a errori di manipolazione. I rischi principali sono: - Corrosività estrema: scioglie rapidamente pelle, tessuti biologici, vetro, metalli e la maggior parte delle plastiche comuni. - Tossicità: sia HF che SbF₅ sono tossici di per sé. L’HF, in particolare, penetra la pelle e può causare danni sistemici ai tessuti e al metabolismo del calcio. - Vapori letali: i vapori sono altamente tossici e possono causare ustioni alle vie respiratorie anche a basse concentrazioni. - Rischi ambientali: eventuali fuoriuscite richiedono procedure di neutralizzazione estremamente complesse e sono devastanti per l’ambiente circostante. - Reattività: in presenza di acqua o umidità può sviluppare reazioni violentissime, con liberazione di gas tossici. Per queste ragioni, la manipolazione avviene solo in laboratori specializzati, con strumentazione dedicata e sotto rigorosi protocolli di sicurezza. L’acido fluoroantimonico nella produzione di polimeri: perché si usa A prima vista, potrebbe sembrare assurdo impiegare un acido così pericoloso nella produzione di materie plastiche, ma in realtà la sua superacidità apre porte a reazioni di polimerizzazione impensabili con altri catalizzatori. Il suo ruolo chiave si manifesta nella catalisi della polimerizzazione cationica, un meccanismo fondamentale per la sintesi di polimeri dalle strutture complesse o dalla resistenza chimica elevata. Catalisi cationica: come funziona La polimerizzazione cationica è un processo in cui un monomero insaturo (tipicamente un idrocarburo con un doppio legame, come un olefina) viene attivato da un acido fortissimo che genera una specie cationica (un carbocatione) come centro attivo di reazione. L’acido fluoroantimonico, grazie alla sua eccezionale forza, è in grado di protonare e quindi attivare anche monomeri scarsamente reattivi, portando alla formazione di catene polimeriche molto lunghe e regolari. Quali polimeri si possono produrre L’uso dell’acido fluoroantimonico è stato studiato soprattutto nella sintesi di: - Poliisobutene e polibutene ad alto peso molecolare Questi polimeri, fondamentali nella produzione di elastomeri e gomme sintetiche, possono essere prodotti con pesi molecolari e proprietà fisico-meccaniche difficili da ottenere con catalizzatori meno potenti. - Polistirene a struttura isotattica Le strutture regolari (isotattiche) conferiscono al polimero proprietà superiori in termini di resistenza meccanica e trasparenza. L’acido fluoroantimonico consente di dirigere la polimerizzazione verso questa configurazione. - Polimeri fluorurati speciali Alcuni polimeri fluorurati utilizzati in applicazioni altamente tecnologiche (chimica fine, dispositivi elettronici) vengono sintetizzati tramite polimerizzazioni cationiche in ambiente superacido. - Resine epossidiche ad alte prestazioni Per la produzione di resine speciali resistenti a solventi aggressivi, la catalisi superacida consente di ottenere reticolazioni più fitte e stabili. Perché l’acido fluoroantimonico è preferito nella produzione delle plastiche La risposta risiede nell’efficienza e nella specificità: la superacidità dell’acido fluoroantimonico permette di avviare e controllare reazioni su substrati poco reattivi o di ottenere polimeri con una struttura molecolare molto ordinata e regolare. Nelle applicazioni più avanzate, la possibilità di sintetizzare polimeri con proprietà uniche (come l’alta resistenza chimica, la trasparenza o l’elasticità estrema) è essenziale per lo sviluppo di materiali innovativi utilizzati nell’industria automobilistica, nell’elettronica, nell’aerospaziale e nella produzione di dispositivi medicali di nuova generazione. È importante sottolineare che, a causa dell’estrema pericolosità, questi processi non sono utilizzati nella produzione di massa delle plastiche comuni (come polietilene, polipropilene o PVC), ma trovano applicazione in nicchie tecnologiche di alto valore aggiunto, dove le prestazioni dei materiali giustificano l’uso di un catalizzatore così speciale e costoso. Conclusioni L’acido fluoroantimonico è uno degli esempi più eclatanti di come la chimica avanzata sia in grado di sfruttare composti estremi per superare limiti apparentemente invalicabili nella sintesi dei materiali. La sua forza, però, si accompagna a rischi enormi, richiedendo competenza, precauzione e strutture adeguate. L’impiego nella produzione di polimeri speciali mostra come la ricerca di materiali sempre più performanti passi anche attraverso la manipolazione controllata di sostanze pericolose, aprendo la strada a plastiche innovative e a tecnologie che fino a pochi anni fa erano considerate pura fantascienza.© Riproduzione Vietata
SCOPRI DI PIU' Certificazioni sui Masselli in PVC Riciclati per Pavimentazioni
Certificazioni sui Masselli in PVC Riciclati per PavimentazioniCertificazioni sui Masselli in PVC Riciclati per Pavimentazionidi Marco ArezioIl massello in PVC riciclato è un prodotto che sposa pienamente il concetto di economia circolare in quanto la materia prima che lo costituisce viene dal recupero delle guaine dei cavi elettrici. Questo materiale viene selezionato, macinato e avviato all’impianto di produzione dei masselli.Un elemento costruttivo dalla forma ad incastro che permette di creare pavimentazioni portanti per il traffico veicolare senza pesare sulla bilancia della sostenibilità ambientale attraverso l’uso di risorse naturali come gli inerti o i materiali estrattivi che costituiscono il cemento. Inoltre contribuisce alla riduzione dei rifiuti plastici nell’ambiente in quanto il PVC morbido recuperato viene utilizzato al 100% nel prodotto finito. Quando si parla di prodotto riciclato bisogna ricordare che oltre ad assicurare la circolarità delle materie prime di scarto, il massello autobloccante a fine vita, rimane una materia prima importante e quindi sarà nuovamente riciclato senza creare rifiuti. Inoltre le caratteristiche tecniche del prodotto realizzato sono di notevole valenza in quanto hanno delle caratteristiche costruttive estremamente importanti nell’ottica di una pavimentazione carrabile o pedonale che altri materiali tradizionali non hanno. Per le caratteristiche tecniche e i sistemi di impiego e posa vi rimando all’articolo specifico. In questa sede trattiamo le certificazioni che il prodotto ha raggiunto attraverso tests ufficiali presso il Politecnico di Torino, l’Istituto Galileo Ferraris di Torino e il Ministero dell’Interno: Resistenza all’abrasione (norma UNI 8298/9) mediante abrasimetro Taber: • Valore medio di perdita di massa 370 mg. Mola abrasiva tipo CS10 caricata con 10N • Valore medio di perdita di massa 442 mg. Mola abrasiva tipo CS17 caricata con 10N • Valore medio di perdita di massa 472 mg. Mola abrasiva tipo H.22 caricata con 10N • Valore medio di perdita di massa 576 mg. Mola abrasiva tipo H.18 caricata con 10N Resistenza alla flessione (punti 3.1 e 3.2 del DM 3/6/68) • Valore medio di resistenza a flessione 2,17 N/mm2 Resistenza a compressione, rilevando il carico applicato in corrispondenza delle deformazioni verticali del 10% e del 20% dello spessore iniziale dei provini, nonché al verificarsi delle prime fessurazioni e del collasso: • Riduzione di spessore del 10% = (104,58KN -9 6,6KN – 80,10 KN) • Riduzione di spessore del 20% = (173,40 KN – 170,10 KN – 155,37 KN) • Carico di fessurazione = (236,40 KN – 228,12 KN – 228,12 KN) • Carico di Collasso = (303,54 KN – 295, 80 KN – 256,26 KN) Penetrazione dopo 1 minuto a 25 °C (UNI 5574/3.5) • Valore medio della penetrazione 1,08 mm.Penetrazione dopo 10 minuti a 25 °C (UNI 5574/3.5) • Valore medio della penetrazione 1,355 mm.Penetrazione dopo 30 secondi a 45 °C (UNI 5574/3.5) • Valore medio della penetrazione 1,075 mm. Scivolosità con metodo BCRA, riferimento legge n°13 D:M: 14/6/89 n° 236 per la misurazione del coefficiente di attrito dinamico, valore prescritto > 0,4: • Elemento scivolante di cuoio asciutto: 0,585 • Elemento scivolante in gomma su pavimento bagnato: 0,78 Stabilità dimensionale UNI 5574 (variazioni dimensionali %) misurate su due direzioni ortogonali dopo 6 ore a 80 °C: • Prima direzione +0,178 / -0,666 / -0,079 • Seconda Direzione -0,477 / -1,113 / -0,154 • Prima direzione +0,596 / -1,067 / 0,436 • Seconda direzione +584 / -0,499 / -0,651 Impronta residua UNI 5574- 3.7 alla temperatura di 25 °C: • Valore medio impronta residua 0,52 mm. Conduttività termica apparente UNI 7745: • Lamda 0,141 W (mK) Resistenza elettrica – Isolamento superficiale CEI 64,4 (1973) Temperatura 21 °C e umidità 30%: • Misura 1 < 2x10 (12°) Ohm • Misura 2 > 2x10 (12°) Ohm • Misura 3 < 3x10(12°) OhmResistenza elettrica – Isolamento attraverso lo spessore del materiale CEI 64.4 (1973) Temperatura 21 °C e umidità 30%: • Misura 1 < 5x11 (11°) Ohm • Misura 2 > 3x10 (11°) Ohm • Misura 3 < 3x10 (11°) Ohm Resistenza alla bruciatura di sigaretta UNI 8298/7 con effetti indotti: • Sigaretta 1: carbonizzazione e rigonfiamento 0,30 mm. medio = Tempo T0 autospegnimento / 671 / autospegnimento • Sigaretta 2: carbonizzazione e rigonfiamento 0,35 mm. medio = Tempo T0 675 / 665 / 660 • Sigaretta 3: carbonizzazione e rigonfiamento 0,37 mm. medio = Tempo T0 690 / 748 / 705 Reazione al fuoco e omologazione per la prevenzione agli incendi rilasciata dal Ministero dell’Interno: • Metodo CSE RF 2/75/A: Categoria 1 (uno) • Metodo CSE RF 2/77: Categoria 1 (uno) Sulla base dei risultati delle prove il prodotto è assegnabile alla classe di reazione al fuoco 1 (uno) Analisi sull’Eluato Allegato 3 del D.M. 22/1/1998: • Rame Cu mg/l: media prove 0,05 • Zinco Zn mg/l: media prove 3 • Piombo Pb mg/l: media prove 50Categoria: notizie - tecnica - plastica - riciclo - PVC - masselli autobloccanti - certificazioni
SCOPRI DI PIU' Tecnologie Elettrochimiche per il Riciclo dello Zinco da Rifiuti Industriali: Efficienza e Sostenibilità
Tecnologie Elettrochimiche per il Riciclo dello Zinco da Rifiuti Industriali: Efficienza e SostenibilitàUn’analisi delle potenzialità e dei benefici ambientali delle tecnologie elettrochimiche nel recupero dello zinco dagli scarti industriali, con particolare attenzione a emissioni e resa del processodi Marco ArezioIl riciclo dei metalli dalle scorie industriali è una priorità per molti settori, sia per ridurre l’impatto ambientale dei rifiuti sia per recuperare risorse preziose come lo zinco. Lo zinco, utilizzato in una vasta gamma di applicazioni, dai rivestimenti anticorrosivi alla produzione di batterie, è spesso presente negli scarti delle industrie metallurgiche, chimiche e dei materiali. Una delle tecnologie emergenti più promettenti per il recupero dello zinco è il riciclo elettrochimico, un metodo che sfrutta l’elettrolisi per separare e recuperare metalli puri da soluzioni e sospensioni contenenti residui metallici. Questo articolo esplorerà l’efficienza e l’efficacia delle tecnologie elettrochimiche nel recupero dello zinco, valutando anche l’impatto ambientale in termini di emissioni. Il Principio del Riciclo Elettrochimico dello ZincoIl riciclo elettrochimico dello zinco si basa su processi di ossidoriduzione, in cui il metallo presente nei rifiuti industriali viene prima disciolto in una soluzione elettrolitica e poi recuperato tramite elettrolisi. Durante il processo, un elettrodo positivo (anodo) e uno negativo (catodo) vengono immersi nella soluzione contenente zinco disciolto. Applicando una corrente elettrica, gli ioni di zinco si riducono e si depositano sul catodo, sotto forma di zinco metallico. Il processo richiede una preparazione accurata della soluzione elettrolitica e un controllo preciso dei parametri operativi, come la densità di corrente, la concentrazione di zinco e il pH della soluzione. Le variabili devono essere ottimizzate per ottenere un’efficienza massima nel recupero del metallo, minimizzando al contempo il consumo di energia e la formazione di sottoprodotti indesiderati. Efficienza del Processo di Recupero dello ZincoL'efficienza delle tecnologie elettrochimiche per il riciclo dello zinco può essere misurata in termini di resa e purezza del metallo recuperato. I parametri che influenzano maggiormente l'efficienza sono: Densità di Corrente: Una densità di corrente ottimale è cruciale per garantire un’adeguata velocità di deposizione dello zinco. Una densità troppo elevata può causare l’ossidazione e la formazione di composti indesiderati, mentre una densità troppo bassa rallenta il processo e ne riduce l'efficienza. Concentrazione di Zinco nella Soluzione: Una concentrazione adeguata di ioni di zinco è necessaria per mantenere un flusso costante di materiale verso il catodo. Livelli troppo bassi di zinco possono causare depositi irregolari e la formazione di impurità, mentre concentrazioni elevate aumentano il rischio di formazione di sottoprodotti come ossidi di zinco. pH e Composizione della Soluzione Elettrolitica: La composizione della soluzione e il pH giocano un ruolo essenziale nel controllo della stabilità degli ioni di zinco e nella prevenzione di reazioni collaterali. L'uso di additivi specifici nella soluzione elettrolitica può migliorare la qualità del deposito di zinco e aumentare l'efficienza complessiva. Temperature di Operazione: Temperature elevate possono migliorare la mobilità degli ioni e ridurre la resistenza elettrica, migliorando l'efficienza del processo. Tuttavia, un controllo rigoroso è necessario per evitare l'evaporazione o la decomposizione della soluzione. Studi recenti dimostrano che l'efficienza del recupero di zinco tramite elettrochimica può raggiungere il 90-95%, con una purezza del prodotto che supera il 98%, a patto che vengano mantenute condizioni ottimali di processo. Ciò rappresenta un risultato significativo rispetto ad altre tecniche di riciclo, come la pirometallurgia, che richiedono temperature molto più elevate e generano maggiori emissioni di gas. Impatto Ambientale e Riduzione delle Emissioni Una delle principali preoccupazioni per le tecnologie di riciclo industriale è il loro impatto ambientale, in particolare le emissioni di gas serra e altri inquinanti. Il riciclo elettrochimico dello zinco presenta diversi vantaggi in termini di sostenibilità: Basse Emissioni di CO₂: A differenza dei processi pirometallurgici, che richiedono combustibili fossili per raggiungere le alte temperature necessarie alla fusione dei metalli, il riciclo elettrochimico richiede solo energia elettrica. Se alimentato da fonti rinnovabili, questo processo può essere praticamente privo di emissioni di CO₂. Assenza di Emissioni di Ossidi di Zinco: La pirometallurgia, durante la fusione, produce ossidi di zinco che devono essere successivamente ridotti, generando ulteriori emissioni. Nel processo elettrochimico, invece, lo zinco viene recuperato direttamente dalla soluzione, riducendo la necessità di trattamenti aggiuntivi e abbattendo le emissioni inquinanti. Minimo Impatto sulle Acque: Le soluzioni elettrolitiche possono essere rigenerate e riutilizzate nel processo, riducendo l'impatto sulle risorse idriche. Inoltre, grazie a un trattamento delle acque reflue efficace, è possibile recuperare la maggior parte degli additivi utilizzati, minimizzando il rilascio di sostanze chimiche nell'ambiente. Riduzione dei Rifiuti Solidi: Gli scarti solidi prodotti dal processo elettrochimico sono ridotti rispetto a quelli generati dai metodi convenzionali. In molti casi, i residui possono essere trattati per il recupero di altri metalli presenti in tracce, aumentando l’efficienza complessiva del riciclo. Confronto con Altri Metodi di Riciclo Il riciclo elettrochimico dello zinco offre diversi vantaggi rispetto ad altri metodi di recupero: Pirometallurgia: Questo metodo richiede alte temperature e comporta elevate emissioni di CO₂ e altri inquinanti atmosferici. Sebbene la pirometallurgia sia efficace per trattare grandi quantità di materiale, risulta meno sostenibile e più costosa a lungo termine rispetto all’elettrochimica. Idrometallurgia Tradizionale: I processi idrometallurgici prevedono la dissoluzione dello zinco in soluzioni acide e la successiva precipitazione o estrazione chimica. Sebbene questo metodo sia meno inquinante rispetto alla pirometallurgia, comporta l’uso di reagenti chimici che devono essere smaltiti, e non permette di ottenere zinco puro senza ulteriori trattamenti. Recupero Meccanico: In alcuni casi, lo zinco può essere separato meccanicamente dai rifiuti, ma questa tecnica è limitata ai materiali che contengono zinco in forma libera, e non è applicabile agli scarti chimicamente complessi. Riciclo Elettrochimico: Questo metodo combina la purezza del prodotto della pirometallurgia con la sostenibilità della idrometallurgia, permettendo un recupero di zinco puro senza emissioni significative e con un basso impatto ambientale. Inoltre, l'elettrochimica consente un controllo più preciso sui parametri di processo, riducendo gli scarti e migliorando la qualità del prodotto. Conclusioni e Prospettive Future Le tecnologie elettrochimiche rappresentano una soluzione promettente per il riciclo dello zinco da rifiuti industriali, offrendo un’efficienza elevata e un impatto ambientale ridotto. Sebbene siano necessari ulteriori sviluppi per migliorare la sostenibilità economica del processo, in particolare per quanto riguarda il costo dell'energia e degli elettrodi, il riciclo elettrochimico si conferma come una delle alternative più sostenibili disponibili. Per il futuro, la ricerca dovrebbe concentrarsi sull'ottimizzazione dei materiali degli elettrodi e sulle fonti energetiche rinnovabili per alimentare il processo. Un'area di sviluppo particolarmente interessante è rappresentata dall'integrazione del riciclo elettrochimico in sistemi di economia circolare, dove il recupero dello zinco possa essere integrato con altri metalli o materiali, migliorando ulteriormente l’efficienza complessiva e riducendo al minimo l’impatto ambientale. In conclusione, il riciclo elettrochimico dello zinco non solo rappresenta un'opportunità per ridurre i rifiuti e recuperare risorse preziose, ma può anche contribuire significativamente alla sostenibilità del settore industriale, in linea con gli obiettivi di riduzione delle emissioni e di minimizzazione dell’impatto ambientale.© Riproduzione Vietata
SCOPRI DI PIU' Cosa è il Polimero PVA: Produzione, Utilizzo, Riciclo e Impatto Ambientale
Cosa è il Polimero PVA: Produzione, Utilizzo, Riciclo e Impatto AmbientaleIl PVA è un polimero ormai onnipresente nella produzione di oggetti di uso comune e di rilevanza tecnica, ma con risvolti ambientali non semplici di Marco ArezioIl poliacetato di vinile (PVA) è un polimero sintetico con eccellenti proprietà di solubilità in acqua, rendendolo un materiale di scelta in diverse applicazioni industriali e commerciali. La sua versatilità deriva dalla sua capacità di formare film trasparenti, la sua resistenza a solventi organici e oli, nonché la sua atossicità, che lo rende sicuro per l'utilizzo in applicazioni mediche e alimentari. Produzione del PVA Processo di Produzione La produzione di PVA inizia con la polimerizzazione dell'acetato di vinile in presenza di un catalizzatore. Il processo può variare, ma comunemente include le fasi di iniziazione, propagazione e terminazione, che conducono alla formazione di catene polimeriche di PVA. Successivamente, il polimero viene purificato e trasformato in varie forme per la commercializzazione, come polvere, granuli o soluzioni acquose. Dati di Produzione Mondiale La produzione di PVA a livello mondiale è influenzata da diversi fattori, tra cui la domanda nei settori chiave come l'imballaggio, la tessile, l'edilizia e l'agricoltura. L'Asia è il maggiore produttore di PVA, in particolare la Cina, che da sola contribuisce significativamente alla capacità produttiva globale. Altri paesi asiatici come Giappone, Corea del Sud e India sono anche importanti produttori di PVA. Principali Paesi Produttori di PVACina: La Cina è il leader nella produzione di PVA, con una stima di produzione che varia notevolmente, ma che può superare il milione di tonnellate annue, a seconda della domanda interna e delle esportazioni. Giappone e Corea del Sud: Questi paesi sono noti per la loro alta qualità di PVA, con una produzione combinata che può raggiungere centinaia di migliaia di tonnellate all'anno. India: L'India sta emergendo come un importante centro di produzione di PVA, con una capacità produttiva in crescita, che mira a soddisfare sia il mercato interno che quello delle esportazioni. Trend di Crescita La tendenza di crescita nella produzione di PVA riflette l'aumento della domanda in vari settori applicativi. La produzione è prevista aumentare nei prossimi anni, con un tasso di crescita annuo composto (CAGR) che può variare in base a diversi fattori economici, tecnologici e ambientali. Applicazioni ed Utilizzi del PVAIl Polivinil Alcol (PVA) è un polimero versatile con una vasta gamma di applicazioni e utilizzi in diversi settori industriali, grazie alle sue proprietà uniche quali la solubilità in acqua, la biodegradabilità (sotto certe condizioni), la resistenza chimica e meccanica, e l'atossicità. Di seguito, approfondiamo le principali applicazioni e utilizzi del PVA. Industria Tessile Nel settore tessile, il PVA è impiegato come agente di addolcimento e di finitura per migliorare la resistenza e la flessibilità dei filati e dei tessuti. Serve anche come fibra di supporto che può essere facilmente rimossa dopo il processo di tessitura, migliorando così l'efficienza della produzione. Packaging Il PVA trova ampio impiego nell'industria del packaging, in particolare nella produzione di film solubili in acqua e di imballaggi biodegradabili, come le capsule di detersivo liquido. Questi imballaggi si dissolvono completamente a contatto con l'acqua, riducendo i rifiuti di plastica. Edilizia e Costruzioni Nell'edilizia, il PVA è usato come componente in malte, intonaci, e sigillanti per migliorarne le proprietà adesive, la flessibilità e la resistenza all'umidità. Viene inoltre utilizzato in pitture e rivestimenti per aumentarne la durata e la resistenza agli agenti chimici. Industria della Carta Il PVA migliora la resistenza meccanica e la lucidità della carta e del cartone, trovando applicazione nella produzione di carta per stampa di alta qualità e imballaggi alimentari. Agisce anche come agente legante in inchiostri e vernici, migliorando la qualità di stampa. Elettronica Nel campo dell'elettronica, il PVA è utilizzato in componenti di display a cristalli liquidi (LCD) e in altri dispositivi elettronici per le sue proprietà ottiche e isolanti. Serve come strato di allineamento per i cristalli liquidi, essenziale per la qualità dell'immagine. Settore Farmaceutico e Medico Il PVA trova impiego in applicazioni mediche e farmaceutiche, tra cui la fabbricazione di capsule e film solubili per il rilascio controllato di farmaci, nonché in materiali per lenti a contatto morbide e idrogeli per applicazioni biomediche, grazie alla sua compatibilità biologica e atossicità. Agricoltura Nell'agricoltura, il PVA è usato per produrre film agricoli biodegradabili che aiutano a conservare l'umidità del suolo e a ridurre l'uso di erbicidi. Questi film si degradano naturalmente, riducendo l'impatto ambientale dell'agricoltura intensiva. Prodotti per la Cura Personale Il PVA è impiegato nella produzione di prodotti per l'igiene personale, come gli shampoo e i bagnoschiuma in forma solida, che si dissolvono in acqua, offrendo una soluzione sostenibile e riducendo l'utilizzo di plastica. Riciclo del PVA Il riciclo del PVA presenta delle sfide a causa della sua solubilità in acqua, ma esistono metodi sia fisici che chimici per il suo trattamento. La ricerca è incentrata sul miglioramento delle tecniche di recupero e sullo sviluppo di processi biologici per degradare il PVA in maniera più efficiente e sostenibile. Tecniche di Riciclo Riciclo Meccanico: Questo metodo implica la macinazione o la triturazione del PVA usato per riutilizzarlo direttamente nella produzione di nuovi articoli. Tuttavia, la sua efficacia è limitata dalla qualità del PVA riciclato, che può essere compromessa dalla degradazione termica o meccanica. Riciclo Chimico: Questa tecnica trasforma il PVA in monomeri o in altri composti chimici attraverso processi come l'idrolisi alcalina o l'alcolisi. Questi monomeri possono essere poi reimmessi nel ciclo produttivo. Il riciclo chimico ha il vantaggio di poter recuperare il PVA da miscele e compositi, superando alcune delle limitazioni del riciclo meccanico. Riciclo Biologico: Sfrutta microrganismi capaci di degradare il PVA in composti più semplici, come acqua e anidride carbonica, o in altri intermedi utili. La ricerca in questo campo è focalizzata sull'identificazione e l'ingegnerizzazione di ceppi batterici o enzimi specifici che possano effettuare questa trasformazione in modo efficiente. Solubilità in Acqua e Biodegradabilità La solubilità in acqua del PVA è sia una benedizione che una maledizione. Da un lato, facilita la sua rimozione da tessuti o altri materiali in processi industriali; dall'altro, rende la gestione dei rifiuti più complicata, specialmente in contesti in cui il PVA entra in ambienti acquatici. La biodegradabilità del PVA varia a seconda del suo grado di idrolisi e della composizione, con alcuni gradi di PVA che si degradano più facilmente in condizioni ambientali specifiche. Impatto Ambientale L'impatto ambientale del Polivinil Alcol (PVA) nelle acque reflue merita un'analisi approfondita, considerando sia le proprietà chimiche del PVA sia le dinamiche degli impianti di trattamento delle acque. Il PVA, nonostante sia generalmente considerato meno dannoso rispetto ad altri polimeri sintetici, presenta difficoltà specifiche una volta che entra nel sistema idrico, principalmente a causa della sua solubilità in acqua e della sua biodegradabilità variabile. Solubilità in Acqua e Trattamento delle Acque Reflue Il PVA è altamente solubile in acqua, il che significa che può facilmente disperdersi negli ecosistemi acquatici attraverso le acque reflue. Questa caratteristica, se da un lato facilita l'uso di PVA in applicazioni come capsule di detersivo solubili, dall'altro lato rende la sua rimozione dagli scarichi di acque reflue più complessa rispetto ai polimeri insolubili, che possono essere filtrati o fatti sedimentare con processi fisici standard. Biodegradabilità del PVA La biodegradabilità del PVA varia in base al grado di polimerizzazione e all'idrolisi. Alcune forme di PVA sono più facilmente degradabili da microrganismi presenti negli impianti di trattamento delle acque o negli ambienti naturali. Tuttavia, il processo di biodegradazione può essere lento e incompleto, portando all'accumulo di residui di PVA nelle acque, con potenziali effetti negativi sugli organismi acquatici. Effetti sugli Ecosistemi Acquatici La presenza di PVA nelle acque reflue e nei corpi idrici può influenzare la qualità dell'acqua e la salute degli ecosistemi acquatici in vari modi: Riduzione dell'Ossigeno: La biodegradazione del PVA da parte dei microrganismi consuma ossigeno disciolto nell'acqua, potenzialmente portando a condizioni di ipossia (basso contenuto di ossigeno) che possono danneggiare la vita acquatica. Effetti sulla Flora e Fauna Acquatica: Il PVA e i prodotti intermedi della sua degradazione possono avere effetti tossici su alcuni organismi acquatici, influenzando la crescita, la riproduzione e la sopravvivenza di pesci, invertebrati e piante acquatiche. Interferenze con i Processi di Trattamento: Alte concentrazioni di PVA nelle acque reflue possono interferire con i processi di trattamento biologico, riducendone l'efficacia e aumentando i costi operativi. Strategie di Mitigazione Per ridurre l'impatto ambientale del PVA nelle acque reflue, è necessario adottare una combinazione di approcci: Miglioramento dei Processi di Trattamento: Sviluppare e implementare tecnologie avanzate di trattamento delle acque in grado di rimuovere efficacemente il PVA e altri contaminanti organici. Innovazione nel Design dei Prodotti: Progettare prodotti che contengono PVA con una maggiore biodegradabilità o che rilasciano meno PVA nelle acque reflue. Regolamentazione e Monitoraggio: Stabilire limiti rigorosi per la concentrazione di PVA negli scarichi industriali e monitorare regolarmente le acque reflue per garantire il rispetto delle normative. Il caso delle capsule in PVA di detersivo per le lavatrici L'impatto ambientale delle capsule di detersivo in PVA (polivinil alcol) si concentra principalmente sulla loro solubilità in acqua e sulla biodegradabilità, oltre alla produzione e allo smaltimento. Questi aspetti influenzano direttamente gli ecosistemi acquatici e terrestri, la gestione dei rifiuti, e il consumo di risorse naturali. Impatto Ambientale delle Capsule di Detersivo in PVA Biodegradabilità: Sebbene il PVA sia tecnicamente biodegradabile, la velocità e l'efficienza di questo processo possono variare notevolmente a seconda delle condizioni ambientali, come la presenza di microrganismi specifici e la temperatura. Se non gestite correttamente, le capsule possono contribuire all'inquinamento da microplastiche negli ecosistemi acquatici. Solubilità in Acqua: La caratteristica principale del PVA è la sua solubilità in acqua, che permette alle capsule di detersivo di dissolversi completamente durante il ciclo di lavaggio. Tuttavia, ciò significa anche che residui di PVA possono finire nelle acque reflue, dove la loro completa biodegradazione non è sempre garantita, potenzialmente influenzando la qualità dell'acqua e la vita acquatica. Consumo di Risorse: La produzione di capsule in PVA richiede risorse naturali, inclusi petrolio e gas per la produzione del monomero di vinil acetato, e energia per i processi di polimerizzazione e confezionamento. Questo contribuisce all'impronta di carbonio del prodotto. Gestione dei Rifiuti: Anche se le capsule stesse si dissolvono, il packaging secondario può generare rifiuti aggiuntivi, specialmente se non è riciclabile o biodegradabile. Conclusioni Il PVA gioca un ruolo cruciale in molteplici industrie grazie alle sue proprietà uniche. Tuttavia, è fondamentale affrontare i problemi associati alla sua produzione, utilizzo e smaltimento per mitigare l'impatto ambientale. La promozione del riciclo e lo sviluppo di alternative sostenibili saranno vitali per garantire che l'uso del PVA rimanga sostenibile a lungo termine.
SCOPRI DI PIU' Polimeri Fluorurati: Proprietà, Produzione, Utilizzi e Soluzioni per il Riciclo
Polimeri Fluorurati: Proprietà, Produzione, Utilizzi e Soluzioni per il RicicloScopri tutto sui polimeri fluorurati: cosa sono, come vengono prodotti, le loro caratteristiche uniche, le applicazioni in diversi settori e le sfide legate al riciclo sostenibiledi Marco ArezioI polimeri fluorurati rappresentano una famiglia di materiali straordinariamente performanti, capaci di resistere alle condizioni più estreme senza comprometterne le proprietà. Questa categoria di polimeri si distingue per l’inclusione di atomi di fluoro nella loro struttura molecolare, una caratteristica che ne determina le eccezionali proprietà chimiche e fisiche. Tra i polimeri più noti, è sufficiente menzionare il politetrafluoroetilene (PTFE, meglio conosciuto come Teflon) e il polivinilidene fluoruro (PVDF), ampiamente utilizzati in applicazioni industriali, scientifiche e tecnologiche. La loro produzione e il loro utilizzo, tuttavia, comportano anche sfide rilevanti, in particolare per quanto riguarda il loro riciclo e la gestione a fine vita, questioni cruciali nell’ottica di una transizione verso un’economia circolare più sostenibile. I polimeri fluorurati: una panoramica generale I polimeri fluorurati sono materiali sintetici in cui gli atomi di fluoro sono legati ai carboni della catena polimerica. La presenza del fluoro conferisce a questi polimeri una straordinaria stabilità chimica e una inerzia reattiva che li rende virtualmente immuni alla maggior parte degli agenti chimici, termici e ambientali. Queste caratteristiche li rendono ideali per applicazioni in contesti particolarmente aggressivi, dove altri materiali fallirebbero. Tra i principali polimeri fluorurati, troviamo: PTFE (Politetrafluoroetilene): noto commercialmente come Teflon, è famoso per la sua antiaderenza e la capacità di resistere a temperature estreme, oltre a essere uno dei materiali più inerti conosciuti. PVDF (Polivinilidene fluoruro): è apprezzato per la resistenza chimica e le proprietà meccaniche, risultando un ottimo compromesso tra lavorabilità e prestazioni. FEP (Etilene-propilene fluorurato): simile al PTFE, ma con maggiore flessibilità e una leggera trasparenza. ETFE (Etilentetrafluoroetilene): conosciuto per la combinazione di resistenza, leggerezza e trasparenza, trova ampio uso nelle coperture architettoniche innovative. PFA (Perfluoroalcossi): ideale per applicazioni in ambienti estremi grazie alla resistenza termica e chimica. Il processo di produzione dei polimeri fluorurati La sintesi dei polimeri fluorurati è un processo complesso che richiede tecnologie avanzate e controlli rigorosi. Uno dei metodi più utilizzati è la polimerizzazione in sospensione, impiegata, ad esempio, per la produzione del PTFE. In questo processo, il monomero di base, il tetrafluoroetilene (TFE), viene sottoposto a reazione in una soluzione acquosa con l’ausilio di agenti iniziatori che ne favoriscono la polimerizzazione. Il risultato è un polimero ad alto peso molecolare, estremamente cristallino e resistente. Accanto alla sospensione, troviamo la polimerizzazione emulsionata, utilizzata per produrre altri polimeri come il PVDF e il FEP. Qui, il monomero viene disperso finemente in acqua, grazie a tensioattivi che stabilizzano l’emulsione e permettono una reazione più controllata. In altri casi, come per l’ETFE, si utilizza la polimerizzazione in fase gassosa, un processo particolarmente efficiente ma complesso dal punto di vista industriale. La produzione di questi materiali, sebbene essenziale per l’industria, è notoriamente costosa e presenta criticità ambientali, in quanto richiede sostanze come il fluoruro di idrogeno (HF), altamente corrosivo e pericoloso. Caratteristiche distintive dei polimeri fluorurati Ciò che rende i polimeri fluorurati così preziosi in ambito industriale è l’insieme delle loro proprietà uniche, difficilmente replicabili con altri materiali. Queste includono: Elevata resistenza chimica: i polimeri fluorurati sono praticamente inattaccabili dalla maggior parte degli acidi, basi e solventi, il che li rende ideali per ambienti corrosivi. Stabilità termica: possono sopportare temperature molto elevate senza degradarsi, mantenendo le loro proprietà meccaniche e strutturali. Basso coefficiente di attrito: questa caratteristica, particolarmente evidente nel PTFE, li rende estremamente antiaderenti. Ottime proprietà dielettriche: sono eccellenti isolanti elettrici, motivo per cui trovano applicazione in cavi e dispositivi elettronici. Idrofobicità: respingono acqua e contaminanti, mantenendo le superfici pulite e prive di residui. Queste proprietà li rendono materiali indispensabili in contesti tecnologicamente avanzati. Le applicazioni dei polimeri fluorurati Grazie alle loro caratteristiche, i polimeri fluorurati sono utilizzati in numerosi settori: Industria chimica: rivestimenti anti-corrosione per serbatoi, valvole e tubazioni esposte ad agenti aggressivi. Aerospazio e difesa: componenti leggeri e resistenti al calore utilizzati nei velivoli e nelle missioni spaziali. Elettronica: isolamento di cavi elettrici, circuiti stampati e componenti per semiconduttori. Industria alimentare: il PTFE è il materiale di riferimento per le superfici antiaderenti di pentole e utensili da cucina. Settore medico: rivestimenti per dispositivi biocompatibili, come cateteri e protesi. Architettura: l’ETFE è celebre per l’uso in strutture architettoniche innovative, grazie alla sua trasparenza e resistenza. Le sfide del riciclo: il problema della sostenibilità Nonostante i numerosi vantaggi, i polimeri fluorurati presentano una grande criticità: la difficoltà di riciclo. La loro stabilità chimica, che li rende tanto utili, li rende altrettanto difficili da smaltire e riutilizzare. Tecniche di riciclo esistenti Riciclo meccanico: consiste nella riduzione in polvere del materiale usato, che può essere riutilizzato come additivo o per produrre nuovi materiali compositi. Questa tecnica è applicabile soprattutto al PTFE. Riciclo chimico: processi come la pirolisi permettono di degradare i polimeri e recuperare monomeri di base come il tetrafluoroetilene. Tuttavia, richiedono alte temperature e costi elevati. Incenerimento controllato: permette di recuperare energia, ma deve essere effettuato in impianti specializzati per evitare l’emissione di sostanze tossiche, come i PFAS e il fluoruro di idrogeno. La complessità del riciclo impone una riflessione sul ciclo di vita dei polimeri fluorurati. L’ottimizzazione dei processi produttivi e il riutilizzo degli scarti di lavorazione rappresentano strategie efficaci per ridurre l’impatto ambientale. Conclusioni I polimeri fluorurati sono materiali di straordinaria utilità che hanno trovato applicazione in settori essenziali dell’economia globale. Tuttavia, la loro produzione e la difficoltà di smaltimento rappresentano sfide significative. In un contesto sempre più orientato alla sostenibilità e all’economia circolare, è fondamentale investire in tecnologie che consentano un riciclo più efficiente e una riduzione dell’impatto ambientale. La ricerca, in questo ambito, è essenziale per garantire che l’utilizzo di questi materiali possa continuare a rispondere alle esigenze del presente senza compromettere il futuro.© Riproduzione Vietata
SCOPRI DI PIU'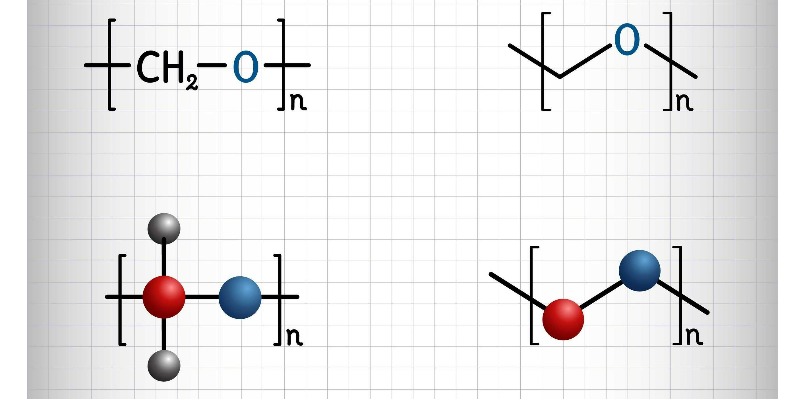 POM o Poliossimetilene Riciclato: Da Dove Viene e Cosa E’
POM o Poliossimetilene Riciclato: Da Dove Viene e Cosa E’La resina acetalica o paraformaldeide (POM) è un polimero riciclato con ottime caratteristiche tecnichedi Marco ArezioIl POM, chiamato comunemente resina alcetalica, è un polimero semicristallino che si forma durante la omo (POM – H) o copolimerizzazione (POM – R) della formaldeide. L’omopolimero POM, (CH2O)n, è tra le materie prime più rigide, anche in assenza di elementi di rinforzo, e ha un’ottima stabilità dimensionale. Il Poliossimetilene o POM, è costituito da un ponte di metilene e un atomo di ossigeno, che attribuiscono al polimero un’alta resistenza e un costo produttivo contenuto rispetto ad altri polimeri dalle simili caratteristiche meccaniche. Le caratteristiche principali del POM sono: • Buona resistenza all’abrasione • Buona resistenza alle alte temperature (fino a 150° e costanti fino a 110°) • Elevata durezza di superficie • Basso coefficiente di attrito • Buon isolamento elettrico e dielettrico • Bassa permeabilità alle sostanze organiche, ai gas e ai vapori • Bassa resistenti agli acidi forti (PH4) • Bassa resistenza agli agenti ossidanti • Bassa resistenza ai raggi UV se non additivato • Bassa igroscopicità • Non saldabile ad alta frequenza Lavorazione del POM (Poliossimetilene) Il polimero può essere normalmente trattato con i soliti sistemi di lavorazione degli altri materiali termoplastici, tuttavia lo stampaggio a iniezione è un sistema di trasformazione del POM molto usato. Le ricette polimeriche con alto peso molecolare portano, normalmente, ad una lavorazione con sistemi di estrusione, mentre quelle leggermente reticolate sono più adatte al soffiaggio. Un’accortezza durante le fasi di stampaggio è quella di preriscaldare gli stampi ad una temperatura tra i 60 e i 130 °C, in questo caso il ritiro di lavorazione si riduce da 3 all’1% con la diminuzione della temperatura dello stampo, e il post ritiro aumenta in proporzione. Campi di applicazione del POM (Poliossimetilene) In virtù delle sue caratteristiche prestazionali in merito alla tenacità e durezza, i prodotti realizzati con il polimero POM sono adatti alla sostituzione di parti metalliche di uso tecnico, come leve, cuscinetti, viti, rotismi, bobine, raccorderie di tubi, parti di macchine utensili e componenti per pompe. Compound e blend con il POM (Poliossimetilene) Il polimero si presta a miscele tecniche che possano aumentarne la resistenza e la durabilità, infatti è possibile additivarli con fibra di vetro, sferette di vetro o cariche minerali. Inoltre è possibile creare dei blend tra il POM e il gli elastomeri PUR, queste miscele permettono di aumentare la tenacità ma, nello stesso tempo, diminuire la rigidità e la resistenza, aggiungendo normalmente circa il 50% di elastomeri PUR. E’ possibile aumentare anche il comportamento all’attrito o allo scorrimento a secco aggiungendo cariche di MoS2, PFT, PE od oli di silicone. Invece, per aumentare la stabilità al calore e la conducibilità elettrica si può aggiungere al POM la polvere di alluminio o di bronzo. Come si ricicla il POM (Poliossimetilene) Gli scarti del POM possono essere di tipo industriale o da post consumo, sono comunque entrambi validi prodotti per poter essere riciclati ed impiegati in miscele tecniche. Gli scarti di tipo industriale, che godono di una pulizia maggiore in partenza, sono generalmente preselezionati e successivamente macinati, per poi essere utilizzati in miscela con il macinato da post consumo o con il POM vergine. Questo dipende sempre dal tipo di trasformazione del polimero che si deve fare e da tipo di prodotto finale, sia per quanto riguarda le caratteristiche fisico - meccaniche che per aspetto estetico. Gli scarti da post consumo, hanno bisogno di una maggiore attenzione in fase di riciclo, infatti potrebbe essere necessario, dopo la selezione, un’attenta valutazione sull’eventuale passaggio in un mulino magnetico, per togliere eventuali parti metalliche, ed un lavaggio per separare il POM da elementi non metallici. Categoria: notizie - tecnica - plastica - riciclo - POM
SCOPRI DI PIU' Cariche Minerali Naturali e Riciclate nelle Gomme: Vantaggi, Limiti nelle Mescole Elastomeriche
Cariche Minerali Naturali e Riciclate nelle Gomme: Vantaggi, Limiti nelle Mescole ElastomericheCome CaCO₃, talco e le cariche minerali riciclate influenzano prestazioni, elasticità, processabilità e sostenibilità delle mescole in gomma modernedi Marco ArezioNel mondo della formulazione delle mescole in gomma, la scelta delle cariche minerali un’importanza che va ben oltre il semplice bilanciamento del costo del compound. Ogni filler modifica profondamente la reologia della mescola, la sua elasticità, la resistenza alla deformazione dinamica, la morbidezza, l’aspetto superficiale e, soprattutto, la capacità di resistere alle sollecitazioni meccaniche nel lungo periodo. È qui che entrano in gioco le cariche minerali naturali più diffuse nel settore: il carbonato di calcio (CaCO₃) e il talco. La loro presenza nelle formulazioni rappresenta una lunga tradizione industriale, ma porta con sé vantaggi consolidati e limiti altrettanto noti. Negli ultimi anni, tuttavia, l’industria ha iniziato a sperimentare filler alternativi ad alte prestazioni derivati da processi industriali avanzati. Tra questi si distinguono le cariche minerali riciclate, a base di ossidi di ferro, calcio, silice, magnesio ed alluminio, che per semplicità chiameremo CR, come aggregato artificiale ricavato dalla lavorazione dell’acciaio, caratterizzato da estrema purezza, stabilità chimica, durezza elevata e una granulometria ultrafine che ne permette l’impiego anche nelle mescole elastomeriche. L’introduzione di queste cariche riciclate apre nuovi scenari tecnici, soprattutto laddove le carenze del CaCO₃ e del talco diventano un fattore limitante per l’elasticità e la durata del prodotto finito. Le cariche naturali: perché si usano e quali vantaggi offrono Il CaCO₃ è da sempre una delle cariche più utilizzate nella gomma grazie alla sua disponibilità, al costo contenuto e alla capacità di migliorare la lavorabilità delle mescole. La sua introduzione favorisce l’estrusione, aumenta la stabilità dimensionale e conferisce un aspetto superficiale omogeneo. È un filler particolarmente apprezzato per articoli tecnici generici, guarnizioni non strutturali, tappi elastomerici, suole e prodotti dove la resistenza estrema non è richiesta. Il talco, grazie alla sua forma lamellare, introduce una sorta di “lubrificazione interna”, riducendo l’attrito durante le fasi di calandratura o stampaggio. La sua presenza rende più agevole il flusso del compound, migliora l’aspetto estetico e favorisce una buona stabilità delle forme, soprattutto nelle gomme EPDM, NR e SBR. Dal punto di vista industriale, il vantaggio decisivo di queste cariche risiede nel costo contenuto e nella capacità di diluire la matrice elastomerica senza compromettere eccessivamente la processabilità. In applicazioni standard, queste proprietà sono più che sufficienti. I limiti strutturali delle cariche minerali naturali Tuttavia, CaCO₃ e talco hanno limiti difficilmente superabili con la sola ottimizzazione della mescola. Il primo problema riguarda l’elasticità: entrambe le cariche sono non rinforzanti e introducono nella matrice elastomerica punti rigidi che interrompono la continuità della fase polimerica. Questo effetto, nelle applicazioni dinamiche o sottoposte a sforzi intensi, porta a perdita di resilienza, abbassamento dell’allungamento a rottura e progressivo indebolimento del prodotto finito. Le particelle di CaCO₃, soprattutto se non perfettamente micronizzate, possono creare zone di stress che diventano inneschi di microfratture. Il talco, pur conferendo scorrevolezza, riduce ulteriormente la capacità della gomma di sopportare deformazioni ripetute, a causa della struttura lamellare che facilita la propagazione di micro-cricche lungo i piani di sfaldamento. Un altro limite, spesso sottovalutato, riguarda la variabilità naturale del minerale. Impurità silicee, residui metallici e differenze ricorrenti nella distribuzione granulometrica possono influire negativamente sulla costanza del processo, sulla reticolazione e sulle prestazioni dinamiche della mescola. Infine, dal punto di vista meccanico, CaCO₃ e talco non offrono alcuna vera funzione strutturale: non incrementano la resistenza alla lacerazione, non migliorano la tenuta al calore e non apportano alcun contributo alla resistenza dinamica. Per questo, nelle applicazioni più complesse, devono essere sempre affiancati da filler rinforzanti tradizionali. La svolta tecnologica: CR come soluzione avanzata In questo contesto, l’introduzione di CR, filler minerale di nuova generazione derivante dal processo controllato di macinazione di scorie nere provenienti da forni EAF, rappresenta un punto di svolta. Il prodotto presenta caratteristiche uniche: - durezza elevata (Mohs 7.5), molto superiore a CaCO₃ e talco; - composizione chimica stabile (FeO, CaO, SiO₂, MgO, Al₂O₃ in proporzioni costanti); - assenza totale di silice libera, un fattore fondamentale per la sicurezza degli operatori; - granulometria Ultrafine (
SCOPRI DI PIU' Polipropilene Atattico vs Isotattico: Caratteristiche, Produzione e Applicazioni
Polipropilene Atattico vs Isotattico: Caratteristiche, Produzione e ApplicazioniConosciamo meglio i componenti della famiglia del Polipropilenedi Marco ArezioIl polipropilene, un polimero termoplastico ampiamente utilizzato in vari settori, esiste in diverse forme configurazionali, tra cui le più note sono l'atattico e l'isotattico. Questi termini descrivono la disposizione tattica (ordine di successione) dei gruppi metilici (-CH3) lungo la catena principale del polimero. La comprensione di queste forme e le loro proprietà è cruciale per l'industria delle materie plastiche, in quanto determina le applicazioni e i metodi di produzione del materiale. Cosa è il Polipropilene Atattico? Il polipropilene atattico (a-PP) presenta una disposizione casuale dei gruppi metilici lungo la catena polimerica. Questa configurazione atattica conferisce al materiale una flessibilità maggiore rispetto alla sua controparte isotattica, ma con una minore cristallinità e resistenza termica. L'a-PP è tipicamente amorfo, con una bassa densità e una resistenza chimica relativamente alta. La sua produzione avviene attraverso processi di polimerizzazione in fase gassosa, in soluzione o in sospensione, utilizzando catalizzatori specifici che favoriscono questa disposizione casuale. Cosa è il Polipropilene Isotattico? Il polipropilene isotattico (i-PP), al contrario, si caratterizza per la disposizione uniforme dei gruppi metilici, tutti orientati dalla stessa parte della catena polimerica. Questa configurazione conferisce al materiale un'elevata cristallinità, rendendolo più rigido e resistente al calore rispetto al polipropilene atattico. L'i-PP è prodotto mediante catalizzatori Ziegler-Natta o metalloceni, che consentono un controllo preciso sull'orientamento dei gruppi metilici. Questo tipo di polipropilene trova ampio uso in applicazioni che richiedono robustezza e resistenza termica, come l'imballaggio alimentare, i componenti automobilistici e i tessuti non tessuti. Produzione e Vantaggi sulle Miscele Plastiche La produzione di entrambe le forme di polipropilene richiede accurati processi di controllo per ottenere le proprietà desiderate. Il polipropilene isotattico, grazie alla sua cristallinità e resistenza termica, è ideale per applicazioni strutturali e di imballaggio, mentre l'atattico, con la sua flessibilità, trova applicazione come additivo per migliorare l'impatto e la lavorabilità di altre materie plastiche. I vantaggi dell'utilizzo di miscele di polipropilene includono la possibilità di ottimizzare le proprietà del materiale finale, come la resistenza agli urti, la trasparenza, e la lavorabilità, combinando le caratteristiche uniche di polimeri diversi. Ad esempio, l'aggiunta di polipropilene atattico a miscele plastiche può migliorare la loro elasticità e flessibilità, rendendole più adatte per applicazioni specifiche che richiedono tali caratteristiche. Differenze Tecniche nella Produzione di Prodotti Finiti La scelta tra polipropilene atattico e isotattico nella produzione di prodotti finiti dipende strettamente dalle proprietà fisiche richieste dall'applicazione finale. Il polipropilene isotattico, essendo più rigido e resistente, è spesso preferito per creare oggetti che devono sopportare carichi o temperature elevate. D'altra parte, l'atattico, con la sua maggiore flessibilità, è ideale per applicazioni che richiedono una certa elasticità, come film sottili o componenti che devono assorbire gli urti senza rompersi. In conclusione, la comprensione delle differenze tra polipropilene atattico e isotattico è fondamentale per l'industria delle materie plastiche. Questa conoscenza permette di scegliere il materiale più adatto in base alle esigenze specifiche di ogni applicazione, sfruttando al meglio le proprietà uniche di ciascuna forma per produrre articoli con le prestazioni desiderate. Con l'evoluzione continua dei processi produttivi e dei catalizzatori, si prevede che l'innovazione nel campo dei polimeri continuerà a offrire nuove opportunità per lo sviluppo di materiali sempre più avanzati e sostenibili.
SCOPRI DI PIU' Copolimero EVA: Caratteristiche, Proprietà Tecniche, Applicazioni e Riciclo
Copolimero EVA: Caratteristiche, Proprietà Tecniche, Applicazioni e RicicloUn nome difficile, Etilene Vinil Acetato, per una materia prima plastica di grande diffusionedi Marco ArezioIl copolimero EVA è una materia prima in continua crescita nel mondo, infatti se ne è utilizzata nel 2020, nonostante gli stop produttivi dovuti alla pandemia, circa 640.000 tonnellate, con un incremento medio nell’ultimo decennio del 4,3% annuo. Il mercato asiatico è sicuramente l’area in cui si impiega maggiormente l’EVA, con in testa la Cina, che ha avuto una crescita nei consumi 2019-2020 del 2-3%, seguita dagli Stati Uniti che detengono circa il 17% dei consumi mondiali. Quali sono le caratteristiche dell’EVA? L’EVA, come abbiamo detto, è un copolimero ottenuto dalla polimerizzazione del Vinil Acetato, le differenti proporzioni di quest’ultimo nella ricetta, cambiano le caratteristiche finali del prodotto, creandogli un’affinità all’LDPE. I due valori determinanti nelle ricette dell’EVA sono la sua fluidità (MFI) e la percentuale di VA (vinil acetato), in particolare, all’aumentare del tenore del comonomero la cristallinità decresce, influenzando, di conseguenza numerose proprietà dell’EVA. Infatti, un incremento del contenuto di VA aumenta la densità, la trasparenza e la flessibilità del materiale, mentre ne riduce il punto di fusione e la durezza. Quali sono le proprietà Fisico-Meccaniche dell’EVA? L’EVA, composto dal comonomero di acetato di vinile, è un prodotto semicristalino e, rispetto alle caratteristiche dell’LDPE, diventa normalmente più trasparente e più flessibile con l’aumentare della percentuale di acetato di vinile contenuto nella ricetta. Al ridursi della resistenza del materiale si riduce anche il suo intervallo di fusione, quindi la temperatura di fusione dell’EVA è pertanto inferiore a quella dell’LDPE. Durante lo stampaggio ad iniezione, per esempio, la temperatura della massa fusa dovrebbe attestarsi tra i 175 e i 225 °C e la sua lavorazione è analoga a quella dell’LDPE. Il tenore di VAC (acetato di vinile) determina le seguenti modifiche nei prodotti finiti: • 1-10%: a confronto con un film in LDPE saranno più trasparenti, flessibili e plastici, più facili da sigillare, meno rotture, maggior ritiro a temperature basse. • 15-30%: molto flessibile e morbido, lavorabile termoplasticamente, simile alla gomma di caucciù, • 30-40%: elevato allungamento elastico, flessibilità con capacità di assorbimento della carica, buona resistenza ed alta adesività. • 40-50%: estrema elasticità, reticolabile con perossidi. • 70-95%: impiego sotto forma di lattici per coloranti in emulsione, rivestimento di carta ed adesivi. L’acetato di vinile nell’EVA è anche responsabile del caratteristico odore di aceto del materiale. L’EVA, rispetto al PVC, ha una migliore resistenza alle basse temperature, nessuna migrazione di plastificante caratterizzando una elasticità permanente, una maggior resistenza a flessione e miglior resistenza ai prodotti chimici. Inoltre ha migliori proprietà di isolamento elettrico, di contro le proprietà di barriera ai gas sono inferiori come la resistenza alla luce e all’abrasione. Possiamo raggruppare le caratteristiche fisico-chimiche dell’EVA in questo schema: Buona resistenza all’abrasione Ottima resistenza alla luce Espansa a cellule chiuse Ottima resistenza all’ozono e all’ossigeno Durezza 25/30 Shore A Buone caratteristiche antisdrucciolo Ottima memoria elastica Idrorepellente Piacevole al tatto Colorabile, con ottimi effetti estetici Buona capacità antivibrante Buona resistenza alla lacerazione Media resistenza agli oli minerali Ottima resistenza all’aria calda Quali sono le proprietà elettriche dell’EVA? Rispetto all’LDPE le proprietà isolanti, dal punto di vista elettrico, rimangono inferiori ma l’EVA è spesso richiesto, per esempio nell’industria dei cavi, per la sua facile reticolabilità e buona flessibilità. Grazie all’elevata capacità del copolimeri EVA di incorporare cariche, come il nerofumo, si utilizzano anche per la fabbricazione di mescole semiconduttrici. • Resistività di volume Ohm/cm 2,5×1016 • Costante dielettrica 2,6 – 3,2 • Fattore di dissipazione 0,03 – 0,05 Quali sono le proprietà Chimiche dell’EVA? In presenza delle radiazioni UV il copolimero EVA ha un decadimento delle proprietà fisiche, quali la tenacità, l’allungamento a rottura e il cambiamento di colore. Inoltre, alcuni agenti chimici (agenti bagnanti, sostanze polari e diversi liquidi organici), possono fessurare il prodotto internamente. Con l’aumentare del contenuto di acetato di vinile aumenta notevolmente la resistenza agli oli minerali, al contrario si vedono diminuire le caratteristiche dell’isolamento elettrico. Quali sono le proprietà termiche dell’EVA? • Temperatura di esercizio: 60 a + 80 °C • Punto di infragilimento: – 30 °C • Maxima temperatura in uso Statico: + 80 °C • Low Temperature Range: – 30 a – 50 °C Quali sono le applicazioni dell’EVA? Il copolimero EVA trova grande applicazione nel settore del packaging, come il film estensibile, in virtù degli alti coefficienti di frizione ed adesività che conferiscono al prodotto una buona caratteristica saldante. Inoltre viene impiegato nei processi di co-estrusione per la realizzazione di film multistrato, specialmente nel settore alimentare. Infine, trova larga applicazione nel settore delle calzature, come le suole o l’interno degli scarponi da sci e nel settore delle telecomunicazioni come elemento di rivestimento dei tubi e cavi. Come si ricicla l’EVA? Lo scarto dell’EVA può avere una provenienza post industriale, questo significa che durante la lavorazione per la produzione di oggetti si possono generare rifili o scarti. Se il rifiuto di lavorazione non è espanso, è possibile recuperarlo attraverso la macinazione dello stesso, avendo cura di tenere separarti gli scarti provenienti da ricette differenti. Una volta ridotto di volume è possibile impiegarlo come materia prima seconda nella produzione di nuovi prodotti. Se il materiale non espanso, invece, proviene dalla raccolta differenziata, è necessario prevedere passaggi di riciclo che possano separare eventuali materiali combinati nel prodotto da riciclare separando l’EVA. Per esempio, se abbiamo una scarpa con suola in EVA e struttura in tessuto o composta da altri materiali, si dovranno separate i vari materiali che la compongono prima delle operazioni finali di riciclo. Se, invece, i materiali di scarto sono composti da EVA espansa, questa può essere usata, dopo essere stata macinata o micronizzata, come inerte in miscele di leganti per svariati prodotti.Categoria: notizie - tecnica - plastica - riciclo - EVA
SCOPRI DI PIU' Effetti della reticolazione sulla resistenza meccanica e alla fatica degli elastomeri
Effetti della reticolazione sulla resistenza meccanica e alla fatica degli elastomeriAnalisi dei processi di crosslinking e della loro influenza sulle proprietà meccaniche e sulla durabilità a fatica dei materiali elastomericidi Marco ArezioLa scienza dei materiali polimerici, e in particolare lo studio degli elastomeri, trova uno dei suoi punti centrali nella comprensione del ruolo della reticolazione. Questo processo, che consiste nella creazione di legami chimici o fisici permanenti tra le catene polimeriche, è il fondamento stesso delle prestazioni degli elastomeri in applicazioni tecnologiche che spaziano dai pneumatici all’industria aerospaziale, passando per dispositivi biomedicali e guarnizioni industriali. La reticolazione non è un semplice fenomeno strutturale: è un meccanismo che ridefinisce profondamente la resistenza meccanica, la rigidità, la resilienza e, soprattutto, la resistenza a fatica dei materiali elastomerici. La natura della reticolazione negli elastomeri Gli elastomeri sono caratterizzati dalla loro capacità di subire grandi deformazioni elastiche e di ritornare alla forma originaria una volta rimosso lo sforzo. In assenza di reticolazione, le catene polimeriche tendono a scorrere l’una rispetto all’altra, riducendo la stabilità dimensionale e favorendo fenomeni di creep o rilassamento. La reticolazione introduce punti di ancoraggio chimici o fisici che limitano questo scorrimento, creando una rete tridimensionale capace di conferire stabilità e migliorare le proprietà meccaniche. Il grado di reticolazione è un parametro critico: una densità troppo bassa comporta un materiale eccessivamente morbido e vulnerabile all’usura, mentre un eccesso di legami incrociati può rendere il materiale fragile, riducendo l’elasticità e aumentando la probabilità di rottura sotto sollecitazioni cicliche. Proprietà meccaniche e resistenza statica La resistenza meccanica degli elastomeri dipende in larga misura dalla densità e dalla distribuzione dei punti di reticolazione. Una rete ben bilanciata garantisce una buona resistenza alla trazione, al taglio e alla compressione. L’aumento dei legami incrociati riduce la mobilità segmentale delle catene, incrementando il modulo elastico del materiale. In questo modo, l’elastomero diventa più resistente alla deformazione permanente e acquisisce una maggiore durezza superficiale. Tuttavia, esiste un compromesso tra resistenza e deformabilità. La resilienza tipica degli elastomeri, cioè la capacità di assorbire e rilasciare energia, diminuisce quando la densità di reticolazione è troppo elevata. Ciò richiede una progettazione mirata del grado di crosslinking in funzione dell’applicazione specifica, come accade nella formulazione dei compound per pneumatici ad alte prestazioni, dove si ricerca il bilanciamento tra grip, resistenza all’usura e stabilità dimensionale. Resistenza a fatica e comportamento sotto sollecitazioni cicliche La fatica rappresenta uno dei limiti più critici per gli elastomeri impiegati in applicazioni dinamiche. Durante l’esercizio, i materiali elastomerici sono soggetti a cicli ripetuti di carico e scarico che inducono microfratture localizzate, le quali, con il tempo, si propagano fino alla rottura macroscopica. La reticolazione influenza direttamente la resistenza a fatica attraverso due meccanismi principali: - Stabilizzazione delle catene polimeriche, che riduce la mobilità molecolare e limita l’accumulo di danno. - Distribuzione degli sforzi interni, che permette alla rete reticolata di dissipare l’energia applicata in maniera più uniforme. Tuttavia, un eccesso di reticolazione può avere un effetto controproducente. La rigidità indotta dai numerosi legami rende più difficile il riarrangiamento molecolare durante la deformazione ciclica, favorendo la nucleazione di microfessure. Per questo motivo, la progettazione delle formulazioni elastomeriche deve tener conto non solo delle condizioni statiche, ma soprattutto dei carichi ciclici che il materiale dovrà sostenere nel lungo periodo. Effetti microstrutturali e chimici della reticolazione Dal punto di vista chimico, la reticolazione può avvenire tramite processi di vulcanizzazione a base di zolfo, attraverso perossidi organici o per mezzo di radiazioni ionizzanti. Ciascun metodo genera morfologie di reticolazione differenti, che a loro volta influenzano le prestazioni finali. La vulcanizzazione solforica, ad esempio, produce legami polisolfurici, più flessibili ma anche più suscettibili a rottura termica e ossidativa; i perossidi, invece, formano legami carbonio-carbonio molto più stabili, ma conferiscono al materiale una maggiore rigidità. Questi aspetti si riflettono sulla resistenza a fatica: i sistemi a legami più flessibili garantiscono una migliore dissipazione delle sollecitazioni cicliche, mentre quelli più rigidi resistono meglio agli ambienti aggressivi, ma riducono la vita a fatica. L’ottimizzazione richiede quindi un compromesso tra stabilità chimica, resistenza all’invecchiamento e comportamento sotto stress ripetuto. La vita utile e la progettazione di materiali elastomerici Determinare e controllare la vita utile di un materiale elastomerico è una delle sfide più complesse nella scienza dei polimeri applicata. La vita utile non è un parametro assoluto, ma dipende da una molteplicità di fattori che vanno dalla formulazione chimica alla densità di reticolazione, dall’ambiente di esercizio alle modalità di sollecitazione. Ogni elastomero, in quanto materiale viscoelastico, combina caratteristiche elastiche tipiche dei solidi con proprietà dissipative proprie dei fluidi, e ciò implica che il suo comportamento nel tempo non è mai rigidamente prevedibile senza un’analisi dettagliata delle condizioni operative. Un pneumatico da competizione, ad esempio, è progettato per resistere a sollecitazioni cicliche estremamente intense per un arco temporale breve, mentre un giunto di tenuta per l’industria petrolchimica deve mantenere prestazioni stabili per anni in un ambiente aggressivo e variabile. In entrambi i casi, la progettazione della reticolazione diventa un vero e proprio strumento di “taratura funzionale”: la rete tridimensionale creata dai legami incrociati deve essere calibrata per rispondere in modo selettivo agli stimoli meccanici e chimici dell’ambiente operativo. La reticolazione ottimale permette non solo di incrementare la resistenza statica, ma soprattutto di modulare il comportamento a fatica. Un materiale elastomerico sottoposto a carichi ciclici accumula inevitabilmente micro danni localizzati: piccole fratture, zone di cavitazione e microvuoti che si propagano sotto l’azione delle sollecitazioni ripetute. La densità e la natura dei legami di reticolazione stabiliscono in che misura tali difetti vengono confinati o propagati. Una rete troppo rigida ostacola i movimenti di rilassamento delle catene polimeriche, favorendo la nucleazione di microfratture; una rete troppo debole, al contrario, non riesce a contenere la deformazione plastica, generando cedimenti prematuri. In questa prospettiva, la vita utile di un elastomero non può essere intesa unicamente come tempo alla rottura, ma come capacità di mantenere prestazioni funzionali entro margini accettabili lungo tutto il ciclo di utilizzo. Gli strumenti di progettazione moderna, basati su modelli di meccanica della frattura, analisi viscoelastica e simulazioni multiscala, consentono oggi di correlare parametri microstrutturali, come la distribuzione dei legami e la loro energia di dissociazione, a proprietà macroscopiche come resistenza a fatica, resilienza e stabilità dimensionale. Un’area di ricerca particolarmente promettente riguarda la reticolazione dinamica e reversibile. In contrasto con i legami covalenti permanenti tipici degli elastomeri tradizionali, i sistemi dinamici introducono legami “labili” che possono rompersi e riformarsi sotto specifici stimoli (temperatura, pH, campi elettrici). Questa caratteristica conferisce agli elastomeri proprietà di autoriparazione: microfessure e difetti che si formano durante l’esercizio vengono progressivamente sanati dal riarrangiamento delle catene polimeriche, ritardando il collasso macroscopico del materiale. Gli elastomeri vitrimici, ad esempio, si basano su reti covalenti adattive in cui i legami chimici, pur permanendo nella loro densità complessiva, possono scambiarsi in seguito a stimoli termici. Questo consente non solo la riparazione dei danni, ma anche la possibilità di riciclare e rielaborare materiali che tradizionalmente venivano considerati non recuperabili a fine vita. Allo stesso modo, gli elastomeri a base di legami idrogeno o di interazioni ioniche reversibili offrono un bilanciamento interessante tra resistenza meccanica e capacità di auto-rigenerazione. Dal punto di vista industriale, queste innovazioni rappresentano un potenziale cambio di paradigma. Se, in passato, la progettazione degli elastomeri era orientata a massimizzare la durata “statica” attraverso un compromesso tra densità di reticolazione e stabilità chimica, oggi la ricerca si orienta verso la creazione di materiali capaci di rigenerarsi e adattarsi dinamicamente al contesto operativo. Ciò significa ridurre i costi di sostituzione, allungare la vita dei prodotti e, soprattutto, aumentare la sostenibilità complessiva dei processi industriali. Non bisogna trascurare, inoltre, l’impatto ambientale legato alla fine vita degli elastomeri. La possibilità di modulare la reticolazione in modo che sia reversibile apre prospettive concrete per il riciclo chimico e meccanico di materiali che fino ad oggi erano considerati difficili da recuperare. In questo senso, la progettazione della reticolazione non è solo una leva tecnica per migliorare le prestazioni meccaniche, ma diventa una strategia chiave per coniugare durabilità e sostenibilità, elementi sempre più richiesti in settori che spaziano dall’automotive al biomedicale, fino all’edilizia e all’energia. In conclusione, la vita utile degli elastomeri non è un dato fisso, ma una variabile che può essere modulata attraverso un design intelligente della reticolazione. Il futuro dei materiali elastomerici si muove verso un approccio dinamico, dove i legami non sono soltanto vincoli strutturali, ma strumenti attivi di adattamento e rigenerazione. Questo apre la strada a una nuova generazione di elastomeri, non solo più resistenti, ma anche più “intelligenti” e sostenibili, capaci di estendere i confini delle loro applicazioni e di rispondere alle esigenze di una società sempre più attenta all’efficienza e all’impatto ambientale. Considerazioni finali Gli effetti della reticolazione sulla resistenza meccanica e alla fatica degli elastomeri rappresentano un campo di ricerca e sviluppo strategico. Il grado e la natura dei legami incrociati determinano non solo le proprietà statiche del materiale, ma soprattutto la sua capacità di sopportare carichi ciclici nel tempo. Un equilibrio tra densità di reticolazione, stabilità chimica e resilienza meccanica è la chiave per sviluppare elastomeri ad alte prestazioni, in grado di rispondere alle sfide della mobilità, dell’industria e della sostenibilità.© Riproduzione Vietata
SCOPRI DI PIU' L’Importanza della Deumidificazione dei Polimeri Plastici Riciclati
L’Importanza della Deumidificazione dei Polimeri Plastici RiciclatiCome e perché è necessario ridurre l’umidità nei polimeri riciclati prima del loro usodi Marco ArezioCome descritto nell’articolo “l’Assorbimento dell’umidità nei polimeri” la presenza dell’umidità sulla superficie esterna e all’interno delle masse polimeriche, crea diverse tipologie di problemi alle caratteristiche della materia prima da impiegare. Sia i polimeri plastici riciclati igroscopici sia quelli non igroscopici sono soggetti all’effetto dannoso dell’umidità, che può essere assorbita nelle fasi di lavorazione, di trasporto o di stoccaggio, attraverso la ricerca di un equilibrio con l’ambiente in cui si trovano. Come abbiamo visto, nei polimeri riciclati non igroscopici, l’umidità è trattenuta superficialmente, mentre in quelli igroscopici la si troverà anche all’interno del granulo plastico. L’umidità, che si trovi in superficie o all’interno del granulo, influisce negativamente sull’aspetto estetico e meccanico del manufatto finale e, quindi, per produrre una materia prima plastica che non incontri queste problematiche, è necessario che la si deumidifichi prima di utilizzarla. La percentuale di umidità residua tollerata dalla materia prima riciclata è solitamente indicata dai produttori attraverso il controllo di qualità delle merci in uscita e può variare a seconda della tipologia di polimero preso in considerazione e del tipo di manufatto che si intende realizzare. Bisogna tenere in considerazione che le materie plastiche riciclate, dopo la fase di confezionamento, passano tempi più o meno lunghi nelle operazioni di trasporto e di stoccaggio, tempi in cui è possibile che i polimeri assumano nuova umidità. Per questa ragione si consiglia sempre, prima di usare il granulo, di effettuare l’operazione di deumidificazione che, in base al polimero, può necessitare di tempi variabili, raggiungendo un’umidità residua finale così espressa per una campionatura di polimeri: • ABS Temperatura dell’aria: 80° Tempo di trattamento: 2-3 ore Umidità residua: 200 ppm • PE Temperatura dell’aria: 90° Tempo di trattamento: 1 ora Umidità residua: 100 ppm • PP Temperatura dell’aria: 90° Tempo di trattamento: 1 ora Umidità residua: 200 ppm • PVC Temperatura dell’aria: 70° Tempo di trattamento: 1 ora Umidità residua: 200 ppm Il sistema più comune per deumidificare i polimeri riciclati consiste nel fare incontrare la materia plastica con una corrente d’aria calda, in quanto questa ha la capacità di trattenere l’umidità e tanto maggiore sarà la temperatura, tanto maggiore sarà il volume di umidità asportato. L’aria ha la possibilità di trattenere l’acqua fino alla sua saturazione e, questa quantità, varia in funzione dell’aumento della temperatura. Ad esempio 1 Kg. di aria è resa satura a: • 20° - 14,7 grammi di acqua • 35° - 36,6 grammi di acqua • 50° - 82,6 grammi di acqua Nei cicli di deumidificazione dei polimeri è possibile impiegare l’aria proveniente dall’ambiente, definita semplice essicazione, solo in situazioni di temperatura e umidità favorevoli. Mentre si può impiegare un’aria preventivamente essiccata, detta deumidificata, per realizzare un’azione di asciugatura importante anche in condizioni non favorevoli. Teniamo in considerazione che un granulo secco, se messo a contatto con l’aria, inizia l’assorbimento dell’umidità, la cui percentuale varierà al variare delle condizioni climatiche in cui si trova, quindi la tipologia dell’intervento di deumidificazione varierà a seconda di questi parametri. In un processo di essicazione l’aria calda investirà il granulo, che sarà posto in una tramoggia, il quale rilascerà dalla sua superficie e dal suo interno l’umidità che migrerà verso il flusso d’aria creato. Le variabili principali, quindi, durante un processo di essicazione sono: • Tipologia di polimero • Umidità di partenza del granulo • Punto di rugiada dell’aria di processo • Umidità residua richiesta • Tempo di essicazione • Temperatura dell’aria di processo • Dimensioni del granulo Tutto il processo di essicazione ruota introno all’umidità residua accettata, in funzione della tipologia del manufatto da produrre e dalla tecnica di produzione e, tanto minore sarà il processo di essicazione, tanto maggiore sarà la temperatura impiegata, fermo restando i limiti tecnici di ogni polimero sul grado di rammollimento e di emanazione di sostanze nocive. Il fabbisogno di aria per i processi di deumidificazioni sarà espresso in mc di aria per ogni Kg. di polimero da essiccare, tenendo conto della quantità di granulo movimentato in tramoggia, della temperatura dell’aria e del consumo di corrente. Anche la dimensione e la forma del granulo hanno una loro influenza nel processo di deumidificazione, in quanto, al crescere della sua dimensione e della superficie per unità di misura (cubo, cilindro o sfera) aumenta il tempo di essicazione.Categoria: notizie - tecnica - plastica - riciclo - deumidificazione Vedi maggiori informazioni sulle materie plasticheVedi maggiori informazioni sul riciclo
SCOPRI DI PIU' Calcestruzzo “intelligente”: una rivoluzione sostenibile nell’edilizia moderna
Calcestruzzo “intelligente”: una rivoluzione sostenibile nell’edilizia modernaScopri come sei innovazioni nel calcestruzzo stanno trasformando l'edilizia, migliorando le prestazioni e riducendo l'impatto ambientaledi Marco ArezioL'edilizia, uno dei settori più antichi e fondamentali della nostra società, sta attraversando una trasformazione epocale. La crescente consapevolezza ambientale, unita alle pressanti necessità di affrontare il cambiamento climatico e migliorare la qualità della vita urbana, spinge il settore verso soluzioni più innovative e sostenibili. In questo scenario, il calcestruzzo, materiale cardine delle costruzioni, sta evolvendo per diventare "smart". Ma cosa significa veramente "calcestruzzo smart"? Si tratta di un materiale che integra tecnologie avanzate per migliorare le sue prestazioni, durabilità e impatto ambientale, rispondendo alle esigenze del nostro tempo con intelligenza e versatilità. L'adozione di calcestruzzi intelligenti rappresenta una risposta concreta a molte delle sfide che le nostre città affrontano oggi: dall'inquinamento atmosferico alla gestione delle risorse idriche, dalla necessità di infrastrutture resilienti a quella di edifici più sani e sicuri. Di seguito, esploreremo sette tipi di calcestruzzo smart che stanno rivoluzionando il settore delle costruzioni, ognuno con caratteristiche specifiche che ne esaltano l'utilizzo e ne massimizzano l'efficacia. Fotoluminescente Immaginate una strada che di giorno assorbe la luce solare e di notte si illumina senza bisogno di energia elettrica. Questo è il calcestruzzo fotoluminescente. Negli anni '90, i pigmenti fotoluminescenti sono stati inizialmente sviluppati per scopi militari e di sicurezza. Ora, vengono utilizzati per illuminare percorsi pedonali, ciclabili e strade. La composizione del calcestruzzo fotoluminescente prevede l'incorporazione di pigmenti speciali, come gli alluminati di stronzio, che assorbono la luce solare durante il giorno e la rilasciano lentamente durante la notte. Questa caratteristica non solo migliora la sicurezza ma contribuisce anche alla riduzione del consumo energetico. Mangiasmog (Fotocatalitico) Passiamo ora al calcestruzzo mangiasmog, una vera innovazione per la qualità dell'aria. Negli anni '70, gli scienziati scoprirono il potenziale del biossido di titanio (TiO2) come agente fotocatalitico. Questo materiale, quando esposto alla luce solare, attiva una reazione chimica che degrada gli inquinanti atmosferici come gli ossidi di azoto (NOx) e i composti organici volatili (COV). Pensate a una città dove i marciapiedi e le facciate degli edifici contribuiscono a purificare l'aria che respiriamo. Il calcestruzzo fotocatalitico contiene biossido di titanio che, attivato dalla luce solare, decompone gli inquinanti in sostanze meno nocive come nitrati e anidride carbonica. Autoriparante Pensate ora a un calcestruzzo che si ripara da solo. Negli anni '90 è nato il concetto di materiali autoriparanti, applicato poi al calcestruzzo negli anni 2000. Questo tipo di calcestruzzo contiene agenti chimici come batteri o microcapsule di materiale cementizio che si attivano al contatto con l'acqua. Quando l'acqua penetra nelle crepe, questi agenti rilasciano calce che sigilla le fessure, prevenendo danni maggiori e riducendo i costi di manutenzione. Questa innovazione non solo prolunga la vita delle strutture, ma offre anche una soluzione sostenibile per la manutenzione delle infrastrutture. Drenante Il calcestruzzo drenante è un'altra affascinante innovazione. Sviluppato negli anni '60 per affrontare i problemi di allagamento urbano, questo materiale è altamente permeabile, permettendo all'acqua di pioggia di attraversarlo e raggiungere il terreno sottostante. Composto principalmente da aggregati grossolani e una quantità minima di cemento, il calcestruzzo drenante evita l'accumulo di acqua superficiale, migliorando la gestione delle acque pluviali. È ideale per parcheggi, marciapiedi e strade in aree urbane, dove la gestione dell'acqua è una sfida cruciale. Vivente Un'idea rivoluzionaria nel mondo del calcestruzzo è quella del calcestruzzo vivente, emersa negli anni 2000. Immaginate un materiale che può interagire con l'ambiente circostante. Mescolando materiali fotosintetici con sabbia o idrogel, il calcestruzzo vivente può autoregolarsi in risposta alle condizioni ambientali, aiutando a mantenere una temperatura interna ottimale e migliorando l'efficienza energetica degli edifici. Inoltre, i materiali fotosintetici possono produrre ossigeno e assorbire anidride carbonica, contribuendo a migliorare la qualità dell'aria. Spaziale Infine, pensiamo al calcestruzzo spaziale, sviluppato negli anni 2000 per resistere alle condizioni estreme dello spazio. Questo materiale è formulato con pietrisco lunare o marziano, combinato con leganti ad alta resistenza, ed è studiato per sopportare temperature estreme e radiazioni spaziali. È perfetto per costruire infrastrutture sulla Luna o su Marte. La ricerca su questi materiali ha ricadute significative anche sulla Terra, portando allo sviluppo di calcestruzzi più resistenti e duraturi, capaci di sopportare condizioni ambientali severe. ConclusioneI calcestruzzi smart rappresentano il futuro dell'edilizia sostenibile. Integrando tecnologie innovative, questi materiali non solo migliorano le prestazioni strutturali, ma contribuiscono anche alla protezione dell'ambiente e al miglioramento della qualità della vita. Continuare a investire in ricerca e sviluppo in questo campo è cruciale per affrontare le sfide globali, fornendo soluzioni edilizie efficienti, durature e sostenibili. Queste innovazioni non solo segnano un passo avanti nella scienza dei materiali, ma rispondono anche alla crescente domanda di soluzioni edilizie che siano efficienti, durature e rispettose dell'ambiente.
SCOPRI DI PIU' Il Ruolo del Carbonato di Calcio nella Produzione di Tessuti in Raffia e PP Raffia
Il Ruolo del Carbonato di Calcio nella Produzione di Tessuti in Raffia e PP RaffiaUn approfondimento tecnico sull’impiego del CaCO₃ come additivo funzionale e sostenibile per l’industria dei tessuti in polipropilenedi Marco ArezioL’utilizzo del carbonato di calcio (CaCO₃) nei materiali plastici e, in particolare, nella produzione di tessuti in raffia e PP raffia, è una delle pratiche più consolidate e strategiche dell’industria moderna dei polimeri. Sebbene inizialmente introdotto come semplice filler per ridurre i costi di produzione, oggi il CaCO₃ si è trasformato in un additivo multifunzionale, capace di modificare profondamente le proprietà fisico-meccaniche, ottiche e termiche del polipropilene, contribuendo al tempo stesso a una maggiore sostenibilità dei processi industriali. Nei tessuti in raffia, destinati a usi che spaziano dai sacchi da imballaggio ai geotessili, il carbonato di calcio non rappresenta più una semplice aggiunta, ma un elemento chiave di ottimizzazione strutturale e produttiva. Il contesto industriale dei tessuti in PP raffia Nel lessico tecnico, il termine “raffia” si riferisce a nastri estrusi di polipropilene (tape yarns) che, dopo essere stati stirati, assumono una struttura resistente e leggera, simile alle fibre naturali. Questi fili vengono poi intrecciati o tessuti per ottenere materiali di grande versatilità: dai classici sacchi industriali per cereali, sementi, polimeri e cemento, fino ai teli agricoli, ai geotessili drenanti e alle strutture per l’arredo tecnico. Il polipropilene, tuttavia, presenta una serie di limiti noti ai tecnologi: è un materiale semicristallino, soggetto a ritiro, a una certa fragilità a freddo e a difficoltà di stabilizzazione dimensionale durante l’estrusione. È in questo scenario che il carbonato di calcio assume un ruolo tecnico essenziale. Proprietà e comportamento del carbonato di calcio Il CaCO₃ è un minerale abbondante, stabile, termicamente inerte e compatibile con numerosi polimeri. Dal punto di vista morfologico, le sue particelle – naturali o precipitate – offrono una superficie di contatto che interagisce con la matrice polimerica durante la miscelazione e l’estrusione. Questa interazione non è di tipo chimico, ma fisico-meccanico: le particelle agiscono come centri di nucleazione per la cristallizzazione del PP, favorendo un raffreddamento più rapido e un orientamento cristallino più controllato. Ne deriva una struttura più omogenea, un miglior controllo del ritiro e un’elevata stabilità del processo produttivo, elementi cruciali quando si opera in linee di estrusione continue ad alta velocità. Miglioramento della processabilità e della stabilità dimensionale Durante l’estrusione della pellicola di polipropilene destinata alla raffia, il CaCO₃ svolge un’azione nucleante che accelera la formazione dei cristalliti, migliorando la solidificazione del film e la successiva fase di taglio in nastri. La presenza del minerale riduce le deformazioni termiche, garantisce spessori più uniformi e contribuisce alla regolarità del tiraggio durante lo stiramento. Nei processi industriali moderni, dove la costanza qualitativa è determinante, anche variazioni minime nella fluidità del polimero possono compromettere la tessitura; l’aggiunta di CaCO₃ riduce questi rischi, stabilizzando il comportamento reologico del fuso. Incremento delle proprietà meccaniche e superficiali Dal punto di vista meccanico, l’effetto del CaCO₃ sulla raffia di PP è duplice: aumenta la rigidità del materiale e ne migliora la resistenza all’abrasione. Ciò risulta particolarmente importante per prodotti soggetti a sfregamenti ripetuti, come i sacchi per l’industria alimentare o edilizia, i big-bags e i teli tecnici. Inoltre, le particelle minerali conferiscono una maggiore opacità e migliorano la finitura superficiale, favorendo la stampabilità e riducendo la lucentezza eccessiva tipica del PP puro. Ne deriva un aspetto visivo più “tessile”, opaco e naturale, apprezzato anche nel packaging di qualità. Tipologie di carbonato di calcio: GCC e PCC La distinzione tra GCC (Ground Calcium Carbonate) e PCC (Precipitated Calcium Carbonate) è di rilevanza industriale. Il GCC, ottenuto per macinazione meccanica di rocce calcaree, offre un costo inferiore e una distribuzione granulometrica più ampia, adeguata per applicazioni standard. Il PCC, invece, viene prodotto per precipitazione controllata e presenta particelle più fini, sferiche e regolari. Questa caratteristica migliora la dispersione nel PP e consente di ottenere superfici più lisce, maggiore opacità e migliori prestazioni in termini di resistenza a trazione. La scelta tra le due tipologie dipende da fattori economici, dal tipo di applicazione e dalla compatibilità con gli additivi o i masterbatch coloranti impiegati. Aspetti termici, reologici e ottici Uno degli effetti più rilevanti dell’aggiunta di CaCO₃ è l’aumento della conducibilità termica del composto. Ciò permette un raffreddamento più rapido dei nastri estrusi, riducendo i tempi di ciclo e aumentando la produttività. Dal punto di vista reologico, la viscosità del polimero caricato risulta più stabile e prevedibile, semplificando il controllo delle temperature e delle pressioni di estrusione. Sul piano ottico, il carbonato di calcio contribuisce a un maggiore grado di opacità e a una colorazione più uniforme, favorendo processi di stampa flessografica e serigrafica, elementi cruciali per l’identificazione dei prodotti industriali e commerciali. Vantaggi economici e impatto ambientale L’introduzione del CaCO₃ consente di ridurre la quantità di polipropilene vergine per unità di prodotto, con un risparmio economico significativo. Tuttavia, il vantaggio non è solo di costo: essendo il carbonato di calcio un minerale naturale non derivato dal petrolio, la sua incorporazione comporta una riduzione dell’impronta di carbonio complessiva del manufatto. Inoltre, i moderni sistemi di compound permettono di utilizzare CaCO₃ proveniente da scarti di lavorazioni minerarie o dal recupero di residui marmorei, inserendo così la produzione di raffia in un ciclo di economia circolare. Il tessuto risultante mantiene la compatibilità con i processi di riciclo meccanico del PP, poiché il filler non altera le proprietà termiche in modo significativo e non rilascia sostanze nocive durante il reprocessing. Prospettive di ricerca e innovazione nei compositi PP-CaCO₃ Le più recenti ricerche nel campo dei materiali compositi polimerici stanno esplorando la funzionalizzazione superficiale del carbonato di calcio, mediante trattamenti con acidi grassi o silani, per migliorarne l’adesione alla matrice polimerica. Queste modifiche incrementano l’efficienza del trasferimento di carico tra fase minerale e fase polimerica, riducendo la fragilità e ampliando la finestra di applicazioni industriali. Si osserva, inoltre, un crescente interesse verso masterbatch avanzati, contenenti CaCO₃ ultra-fine (
SCOPRI DI PIU' La Penetrazione Cutanea dei Composti Chimici: Scoperte Rivoluzionarie dai Ricercatori
La Penetrazione Cutanea dei Composti Chimici: Scoperte Rivoluzionarie dai Ricercatori I composti chimici attraversano la pelle e entrano nel sangue: scoperta allarmante dall’Università di Birminghamdi Marco ArezioNegli ultimi decenni, la crescente preoccupazione per l'esposizione ai composti chimici e i loro effetti sulla salute umana ha catalizzato numerose ricerche nel campo della tossicologia ambientale. Un recente studio condotto dai ricercatori dell'Università di Birmingham ha portato alla luce nuove e inquietanti scoperte: alcuni composti chimici, precedentemente ritenuti sicuri, sono in grado di superare la barriera cutanea e fluire nel sangue umano. La Barriera Cutanea: Un Mito Sfatato Tradizionalmente, l'epidermide è stata considerata una barriera quasi impenetrabile contro le sostanze chimiche. La pelle, in particolare lo strato corneo, rappresenta la prima linea di difesa contro l'ambiente esterno, limitando la penetrazione di molte sostanze potenzialmente nocive. Tuttavia, lo studio dell'Università di Birmingham ha messo in discussione questa nozione, dimostrando che alcuni composti chimici possono effettivamente attraversare l'epidermide e entrare nel flusso sanguigno. La Ricerca: Metodologie e Scoperte Lo studio ha utilizzato tecniche avanzate di spettrometria di massa e di imaging per tracciare il percorso dei composti chimici attraverso la pelle umana. I ricercatori hanno applicato diverse sostanze chimiche su campioni di pelle umana in vitro e hanno osservato la loro penetrazione e distribuzione nel tempo. I risultati hanno rivelato che alcuni composti, in particolare quelli di piccole dimensioni molecolari e alta lipofilia, sono stati in grado di attraversare la barriera cutanea con sorprendente facilità. Uno dei composti studiati è stato il bisfenolo A (BPA), un comune plastificante. Utilizzando la spettrometria di massa, i ricercatori hanno scoperto che il BPA non solo penetra la pelle, ma lo fa in quantità sufficienti da raggiungere concentrazioni significative nel sangue umano. Questi risultati sono stati corroborati da studi precedenti, come quello pubblicato nel Journal of Exposure Science and Environmental Epidemiology, che ha mostrato che il BPA può essere rilevato nel sangue e nelle urine dopo l'esposizione cutanea . Implicazioni per la Salute Umana Le scoperte di questo studio hanno importanti implicazioni per la salute pubblica. La capacità di alcuni composti chimici di penetrare la pelle e raggiungere il flusso sanguigno significa che l'esposizione cutanea a questi agenti può rappresentare un rischio significativo per la salute umana. Questi composti possono potenzialmente provocare effetti tossici sistemici, inclusi danni agli organi interni, alterazioni del sistema endocrino e altri effetti a lungo termine. Un esempio di preoccupazione sono i parabeni, comunemente utilizzati come conservanti nei cosmetici. Uno studio del 2018 pubblicato nel Journal of Applied Toxicology ha dimostrato che i parabeni possono essere assorbiti attraverso la pelle e rilevati nel sangue, suggerendo un rischio di effetti endocrini perturbatori . Composti Sott'accusa Tra i composti chimici studiati, alcuni dei più preoccupanti sono i parabeni, come già detto, i ftalati e i composti perfluorurati (PFC). Queste sostanze sono comunemente utilizzate in prodotti cosmetici, plastificanti e rivestimenti resistenti alle macchie. I parabeni, ad esempio, sono ampiamente impiegati come conservanti nei prodotti per la cura della pelle, mentre i ftalati sono presenti in numerosi prodotti di plastica. I PFC, noti per le loro proprietà idrorepellenti, sono utilizzati in vari rivestimenti e tessuti. Uno studio pubblicato nel Environmental Science & Technology ha mostrato che i PFC possono essere assorbiti attraverso la pelle umana, con implicazioni significative per l'accumulo a lungo termine di queste sostanze nel corpo umano . La Regolamentazione dei Prodotti Chimici Alla luce di queste scoperte, diventa evidente la necessità di una revisione delle normative che regolano l'uso dei composti chimici nei prodotti di consumo. Attualmente, molte sostanze chimiche sono considerate sicure sulla base di test limitati che non tengono conto della loro capacità di penetrazione cutanea. Le autorità regolatorie devono aggiornare i loro criteri di valutazione della sicurezza per includere studi più dettagliati sulla penetrazione cutanea e sugli effetti sistemici di queste sostanze. Un esempio di tale regolamentazione è l'iniziativa dell'Unione Europea REACH (Registration, Evaluation, Authorisation, and Restriction of Chemicals), che mira a migliorare la protezione della salute umana e dell'ambiente dai rischi posti dalle sostanze chimiche. Tuttavia, anche questo quadro normativo potrebbe necessitare di aggiornamenti alla luce delle nuove scoperte sulla penetrazione cutanea. Innovazione e Sicurezza nei Prodotti di Consumo L'industria dei prodotti di consumo, inclusi cosmetici e articoli per la casa, deve adottare approcci innovativi per garantire la sicurezza dei loro prodotti. Questo potrebbe includere lo sviluppo di nuove formulazioni che limitino la penetrazione cutanea di composti potenzialmente nocivi o l'uso di sostanze alternative meno pericolose. Inoltre, la trasparenza nei confronti dei consumatori riguardo agli ingredienti utilizzati nei prodotti è essenziale per consentire scelte informate e consapevoli. Conclusione Lo studio dell'Università di Birmingham rappresenta un passo significativo nella comprensione della penetrazione cutanea dei composti chimici e delle sue implicazioni per la salute umana. Le scoperte sottolineano l'importanza di una valutazione più rigorosa e completa della sicurezza dei composti chimici utilizzati nei prodotti di consumo. È essenziale che la comunità scientifica, le autorità regolatorie e l'industria collaborino per proteggere la salute pubblica e garantire che i prodotti di uso quotidiano siano sicuri per tutti. Note e Riferimenti Journal of Exposure Science and Environmental Epidemiology, "Dermal Absorption of Bisphenol A in Humans," 2019. Journal of Applied Toxicology, "Paraben Exposure and Endocrine Disruption," 2018. Environmental Science & Technology, "Skin Absorption of Perfluorinated Compounds," 2020. European Chemicals Agency (ECHA), "REACH Regulation Overview," 2021.
SCOPRI DI PIU' Studio dei Process Oils da Fonti Rinnovabili e la loro Compatibilità con Gomme Sintetiche
Studio dei Process Oils da Fonti Rinnovabili e la loro Compatibilità con Gomme SinteticheUn’analisi tecnica sulle alternative sostenibili agli oli minerali nell’industria della gommadi Marco ArezioNell’industria della gomma sintetica, i process oils rappresentano un elemento invisibile ma decisivo. Questi oli non si limitano a rendere i compound più lavorabili: ne condizionano le proprietà dinamiche, la resistenza meccanica e persino la sostenibilità ambientale. Per lungo tempo, la produzione ha fatto affidamento quasi esclusivamente su derivati del petrolio, in particolare oli aromatici e paraffinici, la cui efficacia è stata comprovata da decenni di utilizzo. Tuttavia, le normative europee, unite alla crescente sensibilità ecologica, hanno spinto verso un ripensamento strutturale del settore. Da qui nasce l’interesse per i process oils di origine rinnovabile, derivati da oli vegetali o da biomasse, che promettono di unire compatibilità tecnica e responsabilità ambientale. Caratteristiche dei process oils tradizionali Gli oli minerali impiegati come plasticizzanti e fluidificanti hanno da sempre garantito un’ottima processabilità dei compound e una buona interazione con elastomeri come SBR, BR, NBR ed EPDM. Il loro ruolo consiste principalmente nel ridurre la viscosità durante la miscelazione, favorire la dispersione di filler rinforzanti e modulare le proprietà meccaniche del prodotto finale. Tuttavia, la presenza di composti policiclici aromatici (PAH), ritenuti tossici e regolamentati dalle direttive europee, ha reso urgente il ricorso a soluzioni più sicure e meno impattanti. Il passaggio da una base fossile a una bio-based non è quindi soltanto un miglioramento tecnologico, ma anche una risposta necessaria a vincoli ambientali e normativi. Origine e tipologie di process oils da fonti rinnovabili Le ricerche accademiche degli ultimi anni hanno esplorato numerose fonti per la produzione di oli alternativi. Gli oli vegetali naturali, come quelli di soia, colza, palma o girasole, costituiscono il gruppo più immediatamente disponibile. Accanto a essi, si collocano gli esteri sintetici derivati da acidi grassi, ottenuti attraverso processi di transesterificazione, capaci di garantire maggiore stabilità termica. In fase sperimentale troviamo i derivati dalla lignina o da oli pirolitici di biomassa, insieme ai plasticizzanti prodotti a partire da sottoprodotti agro-industriali come glicerolo o acido citrico. La caratteristica comune a tutti questi oli è la loro rinnovabilità e biodegradabilità, ma la sfida rimane il raggiungimento di prestazioni comparabili, in termini di durabilità e compatibilità, a quelle offerte dai corrispettivi fossili. Compatibilità con gomme sintetiche La compatibilità di un olio con un elastomero dipende in larga parte dalla polarità delle molecole e dalla capacità di interazione con la catena polimerica. Le prove di laboratorio hanno evidenziato come gli esteri a bassa polarità derivati da oli vegetali siano efficaci con gomme a base idrocarburica, come SBR e BR. Nei compound EPDM, oli idrogenati e a catena lunga hanno migliorato le prestazioni dinamiche riducendo l’isteresi. Per elastomeri più polari, come l’NBR, si sono rivelati più adatti esteri di acidi grassi funzionalizzati, in grado di interagire con i gruppi nitrilici e migliorare la resistenza all’olio. La compatibilità non è quindi uniforme, ma varia a seconda della natura chimica dell’elastomero e del grado di polarità del plasticizzante. Proprietà meccaniche e reologiche Un aspetto centrale riguarda le proprietà che i process oils trasmettono al compound. Gli oli rinnovabili riducono la viscosità Mooney in misura simile agli oli minerali, rendendo i compound processabili senza compromessi significativi. Le prove meccaniche hanno dimostrato che l’elasticità e la resistenza alla trazione rimangono comparabili, mentre alcuni esteri funzionalizzati hanno persino migliorato la resistenza alla lacerazione. In applicazioni come i pneumatici, si è osservato un effetto positivo sulla riduzione della resistenza al rotolamento, che si traduce in maggiore efficienza energetica. I dati sperimentali confermano dunque che la sostituzione di oli fossili con alternative rinnovabili non comporta necessariamente un decadimento delle prestazioni, anzi in alcuni casi porta a benefici misurabili. Stabilità termica e ossidativa Se le prestazioni reologiche e meccaniche appaiono promettenti, la stabilità rappresenta ancora un punto critico. Gli oli vegetali naturali, caratterizzati da catene insature, sono particolarmente vulnerabili all’ossidazione, fenomeno che può portare a indurimento del materiale e riduzione della vita utile del prodotto. Per ovviare a questo problema, si ricorre a modifiche chimiche mirate: idrogenazione parziale per saturare i doppi legami, epossidazione per incrementare la resistenza termica o processi di esterificazione per stabilizzare la molecola. Parallelamente, l’aggiunta di pacchetti antiossidanti specifici permette di prolungare la durata e di assicurare prestazioni costanti nel tempo. La ricerca scientifica è oggi orientata proprio a rafforzare questi aspetti, così da colmare il divario con gli oli minerali convenzionali. Implicazioni ambientali e industriali Sul piano ambientale, l’introduzione di process oils bio-based rappresenta un passo avanti significativo. La ridotta tossicità, la biodegradabilità e la possibilità di provenire da sottoprodotti industriali conferiscono a questi oli un profilo ecologico superiore rispetto ai derivati fossili. Tuttavia, l’analisi non può fermarsi al solo impatto diretto: occorre valutare il bilancio complessivo, considerando il consumo di suolo, l’uso di risorse idriche e il potenziale conflitto con la filiera alimentare. Per questo, la ricerca più avanzata guarda con interesse a oli ottenuti da colture non destinate all’alimentazione o da scarti agro-industriali, così da evitare competizioni indesiderate. Dal punto di vista industriale, l’adozione di process oils rinnovabili apre prospettive di lungo periodo: riduzione della dipendenza dalle fonti fossili, allineamento alle normative europee e possibilità di costruire catene del valore più resilienti. Conclusioni Il passaggio dai process oils di origine fossile a quelli derivati da fonti rinnovabili non è solo una tendenza, ma una necessità strategica. Le ricerche condotte in ambito accademico hanno già dimostrato la compatibilità con diversi elastomeri e l’efficacia in termini di lavorabilità e proprietà meccaniche. Rimangono aperte questioni cruciali, come la stabilità ossidativa e la standardizzazione industriale, ma le soluzioni sono in fase avanzata e promettono di rendere gli oli rinnovabili competitivi su larga scala. Nei prossimi anni, è prevedibile una crescente diffusione di queste alternative, con benefici sia per l’ambiente sia per l’industria, in un percorso che coniuga performance tecnica e sostenibilità.© Riproduzione Vietata
SCOPRI DI PIU' L'Importanza degli Agenti di Adesione nelle Materie Plastiche: Innovazione e Sostenibilità
L'Importanza degli Agenti di Adesione nelle Materie Plastiche: Innovazione e SostenibilitàCome la chimica degli agenti di adesione migliora l'efficacia dei materiali plastici e favorisce il riciclo in un'economia circolaredi Marco ArezioGli agenti di adesione sono composti fondamentali nell'industria delle materie plastiche e delle superfici composite, utilizzati per migliorare l'adesività tra materiali diversi. Questi agenti chimici, grazie alla loro capacità di formare ponti molecolari tra superfici eterogenee, rendono possibile la coesione tra materiali organici e inorganici, come plastiche, metalli, vetro o materiali polimerici. In un contesto di economia circolare, dove la riciclabilità dei materiali plastici è un obiettivo primario, l'uso di agenti di adesione gioca un ruolo chiave nell'ottimizzare la compatibilità tra diversi polimeri e additivi. Struttura Chimica e Funzionamento degli Agenti di Adesione Gli agenti di adesione operano grazie alla loro struttura chimica bifunzionale, che include un gruppo funzionale capace di legarsi a superfici inorganiche, come vetro, metalli o fibre, e un altro gruppo che può interagire con matrici polimeriche organiche. Ad esempio, i silani semi-organici e i titanati sono tra i più utilizzati per legare resine reattive rinforzate con fibre di vetro. Questi agenti agiscono creando un'interfaccia chimica che migliora la forza di adesione attraverso l'interazione tra i gruppi chimici presenti sulle superfici.L’efficacia dell'agente dipende dalla chimica superficiale del substrato e dalla natura del polimero. I gruppi funzionali devono essere scelti in base ai materiali da legare, garantendo compatibilità e reattività chimica. Per esempio, l'utilizzo di silani con gruppi idrolizzabili permette la formazione di legami covalenti tra superfici inorganiche e gruppi organici presenti nel polimero. Applicazioni degli Agenti di Adesione Gli agenti di adesione trovano vasta applicazione in vari settori industriali. Nella produzione di materiali plastici rinforzati o compositi come quelli utilizzati nei settori automobilistico e aerospaziale, essi sono cruciali per migliorare la resistenza meccanica e la durata dei componenti. Inoltre, vengono impiegati nella produzione di film multistrato per l'imballaggio, dove più strati di materiali plastici con proprietà diverse devono essere accoppiati senza che vi sia delaminazione.Inoltre, sono ampiamente utilizzati nel coating e nelle vernici, in cui è essenziale garantire una buona adesione tra il rivestimento e il substrato sottostante, sia esso metallico, plastico o composito. In molti casi, vengono utilizzati stearati come fase di pretrattamento per migliorare ulteriormente l'adesione di un additivo inorganico. In questo modo, il rivestimento non solo aderisce meglio, ma fornisce anche una protezione aggiuntiva contro la corrosione o il degrado termico. Compatibilità e Riciclo delle Materie Plastiche Una sfida rilevante nell’uso degli agenti di adesione è rappresentata dalla compatibilità tra i diversi materiali, soprattutto quando si tratta di materie plastiche miste o riciclate. In un'economia circolare, la gestione delle plastiche miste richiede una particolare attenzione per garantire che i diversi componenti non compatibili o debolmente compatibili possano essere trattati insieme senza comprometterne le prestazioni. Gli agenti di adesione possono essere utilizzati per migliorare la compatibilità tra polimeri differenti e per facilitare il riciclo delle materie plastiche, specialmente quando si ha a che fare con plastiche che normalmente non formerebbero legami forti.In questo contesto, i copolimeri VC, polimeri vinilpiridinici o polimeri acrilonitrile-acido metacrilico, vengono impiegati per migliorare la compatibilità tra plastiche miste. Questi copolimeri offrono la possibilità di creare un'interfaccia coesa tra polimeri differenti, facilitando così il riciclo e aumentando il valore del materiale riciclato. L'aggiunta di questi agenti consente di ottenere un prodotto finale con proprietà meccaniche ed estetiche ottimali, anche a partire da materiali di scarto o derivati dal riciclo. Innovazioni e Prospettive Future Con il continuo avanzamento delle tecnologie di produzione, l'uso degli agenti di adesione è destinato a crescere. Innovazioni nella chimica dei copolimeri e lo sviluppo di agenti di adesione bio-based rappresentano aree di ricerca promettenti. Questi nuovi materiali potrebbero ridurre l'impatto ambientale dei prodotti, rendendo l'intero processo più sostenibile.Inoltre, con la crescente attenzione verso il riciclo e la sostenibilità, si prevede che gli agenti di adesione continueranno a svolgere un ruolo fondamentale nel migliorare la compatibilità tra materiali, facilitando così l'integrazione di materiali riciclati all'interno di catene di produzione esistenti. Un esempio potrebbe essere l'impiego di resine epossidiche (EP) o resine fenoliche insieme a copolimeri per accoppiare materiali con proprietà chimiche molto diverse. Conclusioni Gli agenti di adesione rappresentano un elemento chiave per migliorare l'efficacia e la sostenibilità dei materiali plastici. Grazie alla loro capacità di creare legami chimici tra materiali diversi, essi migliorano la resistenza, la durabilità e la compatibilità tra i polimeri, rendendo possibile lo sviluppo di nuovi prodotti più performanti e facili da riciclare. L'innovazione in questo campo contribuirà sicuramente a una maggiore sostenibilità dei processi produttivi e all'integrazione di soluzioni più ecologiche nelle catene industriali, un aspetto cruciale per il futuro dell’economia circolare.© Riproduzione Vietata
SCOPRI DI PIU'