




 Lo strato Interno del Tubo Corrugato
Lo strato Interno del Tubo CorrugatoCome ottenere una corretta parete interna di un tubo corrugato con un granulo rigenerato in LDPE di Marco ArezioProducendo tubi corrugati in HDPE rigenerato flessibili in rotoli o rigidi di piccolo diametro a doppia parete, la problematica di realizzare lo strato interno di buona qualità ha spinto i produttori ad utilizzare, frequentemente, polimeri vergini a causa della difficoltà di generare una parete corretta e duratura con il materiale rigenerato. In realtà lo strato interno del tubo, per le sue caratteristiche, ha bisogno di un’attenzione particolare a causa dell’esiguo spessore della parete, delle tensioni che si creano in fase di co-estrusione e dei movimenti termici differenti con la parete esterna. La scelta della materia prima normalmente ricade sull’LDPE la cui caratteristica principale richiesta è l’elasticità e la buona adesione allo strato esterno in HDPE. Se si vuole utilizzare un granulo LDPE rigenerato bisogna tenere presente e analizzare alcuni fattori produttivi importanti per poter scegliere un granulo di LDPE di qualità adatta allo scopo. Quando si parla di granulo rigenerato non è sufficiente verificare se il prodotto che ci viene proposto ha un grado “da tubo” come erroneamente a volte viene venduto in quanto la parete interna di un tubo corrugato necessità un granulo dalle caratteristiche ben definite. Come prima cosa dobbiamo accertarci della provenienza dell’input del materiale che costituisce il granulo, iniziando a capire se proviene da una filiera post industriale e dal post consumo. Queste due famiglie, vedremo più avanti, hanno caratteristiche molto diverse tra loro che andranno ad influenzare in modo differente la produzione del tubo. Come seconda cosa dobbiamo verificare da che prodotto è costituito l’input per capire la storia del materiale che viene riciclato e i possibili problemi che ha incontrato nella sua vita di riciclo. Come terza cosa è verificarne i valori tecnici, quindi il melt index, il DSC e la densità del materiale che ci farà capire esattamente come è fatto il granulo che useremo per la parete interna del tubo corrugato. Come quarta cosa è sapere il processo produttivo del granulo proposto in particolare come viene fatta la selezione del rifiuto, il lavaggio e l’estrusione per avere dati in più che ci aiutino a scegliere il prodotto più adatto. L’ultima cosa, molto importante per il granulo che proviene dal post consumo è capire il grado di umidità presente nel prodotto al momento dell’acquisto in quanto un valore alto andrà ad inficiare la qualità della parete se non si prendono opportuni provvedimenti. È ovvio che i punti sopra elencati non siano totalmente esaustivi in fase di analisi tecnica di un granulo, ma posso dire che per l’applicazione di cui parliamo oggi, sono una buona base di partenza considerando che sono dei dati di non difficile reperibilità. Se vogliamo approfondire i punti sopra esposti inizieremo a parlare delle famiglie di input che si possono usare per la produzione della parete interna del tubo corrugato. Abbiamo visto che si può produrre un granulo con materiale proveniente dalla raccolta differenziata o dagli scarti industriali. La filiera del post consumo permette di avere una fonte quantitativa di gran lunga maggiore rispetto a quella proveniente dagli scarti industriali e quindi sembrerebbe la via maestra per soddisfare le esigenze produttive, ma le caratteristiche tecniche che richiede la produzione della parete interna in LDPE di un tubo corrugato mette dei paletti al suo utilizzo. Per sua natura l’LDPE che proviene dalla raccolta differenziata, nonostante una buona selezione e lavaggio, presenta una percentuale di materiali estranei (pvc, poli-accoppiati, pp, ecc..) che hanno comportamenti in contrasto rispetto a quanto ci aspettiamo dal punto di vista qualitativo. Gli scarti che provengono invece dalla produzione di articoli in LDPE sono, normalmente, materiali vergini o Off grade, che per loro natura sono composti da mono-plastiche e quindi non contengono impurità. Di solito non c’è bisogno di lavarli e hanno caratteristiche tecniche ben precise. Esistono in commercio anche Compounds in LDPE realizzati utilizzando porzioni di post consumo e di post industriale, combinando tra loro una selezione di materiali adatti alla produzione della parete interna. Se la verifica della provenienza dell’input post industriale non comporta grande impegno, per le altre due categorie bisogna prestare più attenzione. Per il post consumo si consiglia di privilegiare materiale come il film ma che non sia venuto a contatto con la raccolta differenziata domestica, per esempio i sacchi della pattumiera o gli imballi alimentari, che si portano con se inquinanti difficili da eliminare completamente. Un’altra fonte consigliabile sono i tubi da irrigazione che però hanno bisogno di cicli di lavaggio molto accurati in quanto contengono una frazione di sabbia che ne pregiudica le qualità se non tolta integralmente. Per la realizzazione di compound misti post consumo/post industriali si utilizzano normalmente film provenienti da imballi industriali che hanno una filiera di raccolta separata dai rifiuti domestici, mantenendo caratteristiche qualitative più alte. Per quanto riguarda il controllo qualitativo del granulo prodotto ci sono alcuni tests direi irrinunciabili. Il calcolo dell’MFI ci dice se il materiale è adatto all’operazione di estrusione della nostra parete, questo valore dovrebbe stare tra lo 0,5 e l’1 a 190’/ 2,16 Kg. Il secondo test è il DSC che ci da’ la radiografia del nostro granulo, test indispensabile soprattutto se si vuole utilizzare una fonte da post consumo. Questa prova ci dice quanto LDPE in % è contenuto nella ricetta e quanti e quali altri componenti sono presenti. Il DSC, in particolar modo ci dice se un granulo può essere idoneo a creare pareti sottili, omogenee e lisce. Fatto il test del DSC è più facile intuire il risultato del valore della densità che è influenzata, rispetto al valore standard dell’LDPE, da materiali inclusi diversi da quello primario. Una buona regola per la valutazione della qualità del granulo da scegliere sarebbe conoscere la storia del riciclo che ha portato alla nascita dello stesso. Dopo avere parlato della scelta dell’input è buona regola conoscere il metodo di riciclo che il fornitore adotta. In particolare il tipo di lavaggio influenza in maniera importante la presenza di inquinanti con densità alta nello scarto, quindi, se l’operazione viene svolta in vasche corte o/e con una velocità di transito dello stesso alta, o con una concentrazione elevata di inquinanti nell’acqua di lavaggio a causa del suo basso ricambio, la probabilità di avere un elevato accumulo di gas o parti rigide all’interno del granulo è molto probabile. La seconda cosa da verificare è la qualità di filtrazione che è molto influenzata dalla qualità del lavaggio. Potremmo dire che ad un incremento dell’attenzione durante il lavaggio può corrispondere una minor esigenza di performance degli impianti di filtraggio. In realtà un corretto lavaggio in termini di dimensioni di vasche, velocità di transito dell’input e qualità dell’acqua non sono argomenti che destano una grande popolarità tra i riciclatori in quanto tutto si traduce in maggiori costi produttivi e a volte i prezzi dei granuli da post consumo sono decisamente compressi a causa anche della presenza sul mercato di un’offerta qualitativamente bassa a prezzi bassi. In ogni caso se si vuole realizzare un buon granulo per la parete interna del tubo corrugato flessibile queste attenzioni bisognerebbe rispettarle compresa l’operazione di filtraggio corretta che prevederebbe l’impiego di impianti in continuo o raschianti con filtri progressivi fino a 50 micron. Come ultima segnalazione in termini di materia prima suggerisco un’attenzione al grado di umidità presente nel big bag di LDPE che si acquista in quanto la presenza di questa comporta una micro deformazione della pellicola superficiale che compone la parete del nostro tubo e una difficoltà maggiore in termini di velocità dell’estrusore. L’umidità eccessiva crea quell’effetto buccia d’arancio sulle pareti che è una sorta di rugosità antiestetica e non funzionale. Tuttavia le conseguenze dell’umidità, per altro normalmente risolvibili durante l’estrusione del tubo, non è da confondere con il risultato negativo prodotto da un accumulo di gas all’interno del granulo, per il quale si hanno poche armi a disposizione.Categoria: notizie - tecnica - plastica - riciclo - tubi corrugati - LDPE - HDPE - strato internoVedi prodotto finito
SCOPRI DI PIU'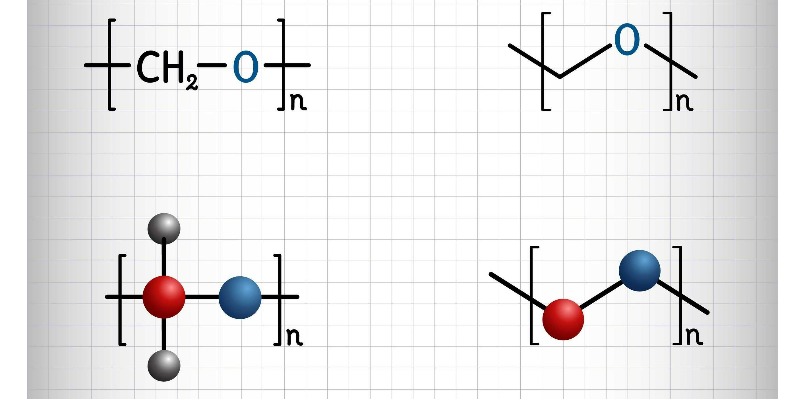 POM o Poliossimetilene Riciclato: Da Dove Viene e Cosa E’
POM o Poliossimetilene Riciclato: Da Dove Viene e Cosa E’La resina acetalica o paraformaldeide (POM) è un polimero riciclato con ottime caratteristiche tecnichedi Marco ArezioIl POM, chiamato comunemente resina alcetalica, è un polimero semicristallino che si forma durante la omo (POM – H) o copolimerizzazione (POM – R) della formaldeide. L’omopolimero POM, (CH2O)n, è tra le materie prime più rigide, anche in assenza di elementi di rinforzo, e ha un’ottima stabilità dimensionale. Il Poliossimetilene o POM, è costituito da un ponte di metilene e un atomo di ossigeno, che attribuiscono al polimero un’alta resistenza e un costo produttivo contenuto rispetto ad altri polimeri dalle simili caratteristiche meccaniche. Le caratteristiche principali del POM sono: • Buona resistenza all’abrasione • Buona resistenza alle alte temperature (fino a 150° e costanti fino a 110°) • Elevata durezza di superficie • Basso coefficiente di attrito • Buon isolamento elettrico e dielettrico • Bassa permeabilità alle sostanze organiche, ai gas e ai vapori • Bassa resistenti agli acidi forti (PH4) • Bassa resistenza agli agenti ossidanti • Bassa resistenza ai raggi UV se non additivato • Bassa igroscopicità • Non saldabile ad alta frequenza Lavorazione del POM (Poliossimetilene) Il polimero può essere normalmente trattato con i soliti sistemi di lavorazione degli altri materiali termoplastici, tuttavia lo stampaggio a iniezione è un sistema di trasformazione del POM molto usato. Le ricette polimeriche con alto peso molecolare portano, normalmente, ad una lavorazione con sistemi di estrusione, mentre quelle leggermente reticolate sono più adatte al soffiaggio. Un’accortezza durante le fasi di stampaggio è quella di preriscaldare gli stampi ad una temperatura tra i 60 e i 130 °C, in questo caso il ritiro di lavorazione si riduce da 3 all’1% con la diminuzione della temperatura dello stampo, e il post ritiro aumenta in proporzione. Campi di applicazione del POM (Poliossimetilene) In virtù delle sue caratteristiche prestazionali in merito alla tenacità e durezza, i prodotti realizzati con il polimero POM sono adatti alla sostituzione di parti metalliche di uso tecnico, come leve, cuscinetti, viti, rotismi, bobine, raccorderie di tubi, parti di macchine utensili e componenti per pompe. Compound e blend con il POM (Poliossimetilene) Il polimero si presta a miscele tecniche che possano aumentarne la resistenza e la durabilità, infatti è possibile additivarli con fibra di vetro, sferette di vetro o cariche minerali. Inoltre è possibile creare dei blend tra il POM e il gli elastomeri PUR, queste miscele permettono di aumentare la tenacità ma, nello stesso tempo, diminuire la rigidità e la resistenza, aggiungendo normalmente circa il 50% di elastomeri PUR. E’ possibile aumentare anche il comportamento all’attrito o allo scorrimento a secco aggiungendo cariche di MoS2, PFT, PE od oli di silicone. Invece, per aumentare la stabilità al calore e la conducibilità elettrica si può aggiungere al POM la polvere di alluminio o di bronzo. Come si ricicla il POM (Poliossimetilene) Gli scarti del POM possono essere di tipo industriale o da post consumo, sono comunque entrambi validi prodotti per poter essere riciclati ed impiegati in miscele tecniche. Gli scarti di tipo industriale, che godono di una pulizia maggiore in partenza, sono generalmente preselezionati e successivamente macinati, per poi essere utilizzati in miscela con il macinato da post consumo o con il POM vergine. Questo dipende sempre dal tipo di trasformazione del polimero che si deve fare e da tipo di prodotto finale, sia per quanto riguarda le caratteristiche fisico - meccaniche che per aspetto estetico. Gli scarti da post consumo, hanno bisogno di una maggiore attenzione in fase di riciclo, infatti potrebbe essere necessario, dopo la selezione, un’attenta valutazione sull’eventuale passaggio in un mulino magnetico, per togliere eventuali parti metalliche, ed un lavaggio per separare il POM da elementi non metallici. Categoria: notizie - tecnica - plastica - riciclo - POM
SCOPRI DI PIU' L’Utilizzo dell’Acqua Supercritica per il Riciclo dei Rifiuti Plastici
L’Utilizzo dell’Acqua Supercritica per il Riciclo dei Rifiuti PlasticiQuali differenze esistono tra il processo di riciclo chimico e quello con l’acqua supercriticadi Marco ArezioL’affermazione ormai abbastanza consolidata che il solo riciclo meccanico sia diventato insufficiente e non completamente efficiente nella gestione dei rifiuti plastici, è una tesi sufficientemente realistica. Al netto di interventi a monte della filiera, che suggeriscono la riduzione dei consumi, il riuso, la riparazione e il miglioramento della vita utile degli oggetti, la questione della gestione dei rifiuti plastici che si producono ogni anno nel mondo, necessiterebbe di nuove tecnologie, nuove lungimiranze politiche ed imprenditorial, per sviluppare, combinate con il riciclo meccanico, altre forme di riciclo come quello chimico e quello con l’acqua supercritica. Cosa è l'acqua supercritica L'acqua supercritica è uno stato della materia in cui la pressione e la temperatura sono così elevate che le distinzioni tra liquido e gas diventano indistinte. In questo stato, l'acqua mostra proprietà uniche e viene utilizzata in vari settori, come l'estrazione di sostanze chimiche e la pulizia di materiali. Come si produce l'acqua supercritica Per produrre acqua supercritica, è necessario raggiungere una temperatura superiore a 374 gradi e una pressione di almeno 22,1 MPa, che corrisponde a circa 218 atmosfere. Queste condizioni estreme possono essere ottenute utilizzando apposite attrezzature chiamate reattori ad alta pressione. In genere, il processo coinvolge il riscaldamento dell'acqua a una temperatura superiore al suo punto critico e l'applicazione di una pressione sufficientemente elevata. Come si utilizza l'acqua supercritica nel riciclo dei rifiuti plastici L'acqua supercritica è utilizzata nel riciclo dei rifiuti plastici attraverso un processo noto come idrotrattamento supercritico. Con questo metodo, l'acqua supercritica viene impiegata per degradare e rimuovere contaminanti dai rifiuti plastici. Il processo coinvolge diverse fasi: Pre-trattamento I rifiuti plastici vengono preparati, rimuovendo eventuali contaminanti grossolani e separando i materiali plastici in base alla tipologia di appartenenza, ove possibile. Esposizione all'acqua supercritica Gli scarti preparati vengono quindi esposti all'acqua supercritica in condizioni di temperatura e pressione specifiche. In questo ambiente, l'acqua può penetrare nella struttura molecolare delle plastiche, facilitando la rimozione di contaminanti. Depolimerizzazione L'acqua supercritica può contribuire alla depolimerizzazione delle plastiche, rompendo le lunghe catene polimeriche in componenti più semplici o monomeri. Recupero dei prodotti I prodotti ottenuti dalla depolimerizzazione, come monomeri o oli, possono essere recuperati per essere riutilizzati nella produzione di nuovi materiali. Quali sono i prodotti finali realizzati dopo il processo di riciclo con l'acqua supercritica Il processo di riciclo dei rifiuti plastici con l'acqua supercritica può generare diversi prodotti finali, a seconda della composizione dei rifiuti trattati e delle condizioni specifiche del processo. Vediamo alcuni dei prodotti finali: Monomeri Le lunghe catene polimeriche delle plastiche possono essere frammentate durante il processo, producendo monomeri. Questi possono essere utilizzati per sintetizzare nuovi polimeri e materiali plastici. Oli La depolimerizzazione può anche generare oli o idrocarburi leggeri, che possono essere impiegati come materie prime in diversi settori industriali. Gas Il processo può liberare gas, come anidride carbonica, a seconda delle condizioni di trattamento. Il recupero e l'utilizzo di questi gas possono contribuire alla sostenibilità del processo. Materiali solidi riciclati Dopo il trattamento, è possibile ottenere materiali solidi riciclati che possono essere utilizzati in varie applicazioni. Questi materiali possono essere incorporati in processi di produzione per creare nuovi prodotti. L'obiettivo principale del riciclo con l'acqua supercritica è ridurre al minimo gli sprechi di plastica, recuperare risorse utili e diminuire l'impatto ambientale associato ai rifiuti plastici. La versatilità del processo consente di adattarsi a diverse tipologie di plastica, contribuendo così a una gestione più sostenibile dei rifiuti. Che differenza di processo esiste nel riciclo dei rifiuti plastici tra il riciclo chimico e quello con l'acqua supercritica Il riciclo chimico e quello con l'acqua supercritica sono due approcci distinti al trattamento dei rifiuti plastici, con differenze significative nei processi. Vediamone alcuni: Riciclo chimico Questo sistema di riciclo coinvolge processi chimici per rompere le catene polimeriche delle plastiche, trasformandole in monomeri o oli, spesso richiedendo l'uso di sostanze chimiche aggressive ed elevate temperature o pressioni. Riciclo con l'acqua supercritica Questo sistema utilizza l’acqua allo stato supercritico per trattare i rifiuti plastici, penetrando nella loro struttura e facilitando la depolimerizzazione. Per fare ciò è necessario raggiungere temperature e pressioni elevate, ma senza l'uso di sostanze chimiche aggressive come negli approcci tradizionali. Il processo può generare monomeri, oli e altri materiali utili, riducendo al minimo i residui tossici. Differenze chiave tra il processo chimico e quello con l’acqua supercritica Il riciclo chimico impiega reagenti chimici aggressivi, mentre l'acqua supercritica utilizza le proprietà uniche dell'acqua in uno stato supercritico per degradare le plastiche. Infatti, l'acqua supercritica può essere più ecocompatibile dal punto di vista chimico, poiché riduce la dipendenza da sostanze tossiche o pericolose. Entrambi i processi mirano a recuperare monomeri od oli per la produzione di nuovi materiali, ma i dettagli esatti del processo e i prodotti ottenuti possono variare. Entrambi gli approcci contribuiscono agli sforzi di gestione sostenibile dei rifiuti plastici, ma la scelta tra i due dipende dalle specifiche esigenze, tipologie di plastica e obiettivi ambientali di un dato processo di riciclo. Quali vantaggi economici esistono tra il riciclo chimico e quello con l'acqua supercritica I vantaggi economici tra il riciclo chimico e quello con l'acqua supercritica possono variare in base a diversi fattori, tra cui le condizioni di mercato, le materie prime coinvolte e la scala di produzione. Tuttavia, esistono alcune considerazioni generali: Costi di gestione delle sostanze chimiche Il riciclo chimico potrebbe richiedere l'uso di sostanze chimiche costose o particolarmente reattive, aumentando i costi di gestione e sicurezza. Consumo energetico Nel riciclo chimico i processi possono richiedere notevoli quantità di energia, influenzando i costi operativi complessivi. Mentre nel riciclo con l’acqua supercritica, anche se il processo richiede temperature e pressioni elevate, il riciclo può essere più efficiente dal punto di vista energetico in confronto a processi chimici tradizionali. Residui e gestione ambientale Nel riciclo chimico si possono utilizzare alcuni processi chimici che possono generare sottoprodotti indesiderati o residui tossici, aumentando i costi di gestione ambientale. Con l’utilizzo dell’acqua supercritica, il processo risulta più pulito e meno tossico, riducendo i costi associati alla gestione ambientale e alla conformità normativa. Adattabilità ai tipi di plastica Con il riciclo chimico si riscontra una maggiore adattabilità di processo ad una gamma più ampia di tipologie di plastica, mentre l’utilizzo dell’acqua supercritica potrebbe essere più selettivo o efficace per determinate tipologie di plastica.
SCOPRI DI PIU' Inchiostri Serigrafici Ecologici: Rivoluzione Verde nella Stampa
Inchiostri Serigrafici Ecologici: Rivoluzione Verde nella StampaGuida Completa ai Benefici Ambientali e Operativi degli Inchiostri Sostenibili di Marco ArezioLa crescente consapevolezza ambientale e le normative sempre più stringenti hanno spinto l'industria della stampa serigrafica verso l'adozione di inchiostri più sostenibili. Gli inchiostri serigrafici ecologici rappresentano una risposta innovativa e responsabile a questa esigenza, coniugando performance di stampa di alto livello con un impatto ambientale ridotto. In questo articolo, esploreremo la natura, la produzione e i vantaggi degli inchiostri serigrafici ecologici rispetto alle alternative tradizionali. Definizione e Tipologie degli Inchiostri Serigrafici Ecologici Gli inchiostri serigrafici ecologici sono formulazioni speciali progettate per ridurre al minimo l'impatto ambientale associato alla produzione, all'uso e allo smaltimento degli inchiostri utilizzati nell'industria della stampa serigrafica. Questa categoria di inchiostri si distingue per l'uso di componenti meno nocivi, sostenibili e, ove possibile, derivati da fonti rinnovabili. La definizione di "ecologico" abbraccia una gamma di attributi, inclusa la riduzione dell'uso di sostanze tossiche, la diminuzione delle emissioni di composti organici volatili (COV) e l'impiego di materiali biodegradabili o riciclabili. Tipologie di Inchiostri Serigrafici Ecologici La diversificazione degli inchiostri serigrafici ecologici permette loro di rispondere a esigenze specifiche di sostenibilità e applicazione, comprendendo principalmente: Inchiostri a Base d'Acqua Questi inchiostri utilizzano l'acqua come solvente principale, sostituendo in larga misura i solventi a base di petrolio. Sono meno volatili e tossici rispetto ai loro omologhi solventi. Sono particolarmente adatti per la stampa su tessuti, carta e cartone, dove l'assorbimento del materiale compensa la minore velocità di asciugatura rispetto agli inchiostri a solvente.Inchiostri UV Gli inchiostri UV induriscono o polimerizzano quando esposti a luce ultravioletta. Questo processo trasforma l'inchiostro da liquido a solido senza l'evaporazione di solventi, eliminando quasi completamente le emissioni di COV. Questi inchiostri trovano impiego in una vasta gamma di supporti, inclusi plastica, metallo, vetro e legno, grazie alla loro eccellente adesione e durabilità.Inchiostri a Base di Soia e Vegetali Composti principalmente da oli vegetali (come l'olio di soia), questi inchiostri sostituiscono gli oli minerali e i solventi derivati dal petrolio. Offrono una stampa di alta qualità con una minore dipendenza dalle risorse fossili. Sono ideali per la stampa su carta e cartone, offrendo una buona definizione di stampa e contribuendo a facilitare il riciclo del materiale stampato.Vantaggi Comuni Nonostante le differenze, tutte queste tipologie condividono vantaggi chiave che le rendono preferibili in un contesto ecologico: Minore Impatto Ambientale: Riducono le emissioni nocive e l'utilizzo di risorse non rinnovabili. Sicurezza e Salute sul Lavoro: Diminuiscono l'esposizione a sostanze pericolose per gli operatori. Compatibilità con Normative Ambientali: Aiutano le aziende a rispettare standard e regolamenti ambientali sempre più rigorosi. La scelta tra queste tipologie dipende dalle specifiche esigenze di applicazione, dalla sostenibilità desiderata e dalle caratteristiche del materiale da stampare. L'evoluzione continua della tecnologia degli inchiostri serigrafici ecologici promette ulteriori miglioramenti in termini di prestazioni e impatto ambientale, spingendo l'industria verso pratiche più sostenibili. Dove e come si usano gli inchiostri serigrafici Gli inchiostri serigrafici trovano applicazione in una vasta gamma di settori e su diversi tipi di materiali, grazie alla loro versatilità e alla capacità di offrire stampe di alta qualità su superfici diverse. Di seguito, vengono esplorate alcune delle principali aree di applicazione degli inchiostri serigrafici: Tessile La serigrafia è una tecnica ampiamente utilizzata nel settore tessile per la decorazione di capi di abbigliamento, tessuti per arredamento e accessori. Gli inchiostri serigrafici a base d'acqua, in particolare, sono molto popolari per la stampa su tessuti, poiché sono meno nocivi per l'ambiente e per chi indossa i capi stampati. Carta e Cartone Gli inchiostri serigrafici vengono utilizzati per la stampa su carta e cartone in una varietà di applicazioni, inclusi imballaggi, poster, cartoline, e materiale promozionale. La serigrafia consente di ottenere effetti particolari, come finiture lucide, metallizzate o con texture, che aggiungono valore agli oggetti stampati. Elettronica Nel settore elettronico, gli inchiostri serigrafici sono impiegati per la stampa di circuiti stampati, tastiere a membrana, display e componenti elettronici vari. In questo ambito, sono spesso utilizzati inchiostri conduttivi e inchiostri UV per le loro proprietà specifiche, come la conducibilità elettrica o la resistenza a solventi e abrasioni. Vetro e Ceramica La serigrafia è utilizzata anche nella decorazione di vetro e ceramica, per esempio in bottiglie, bicchieri, piastrelle e stoviglie. Gli inchiostri utilizzati in queste applicazioni devono resistere ad alte temperature e a processi di cottura, mantenendo la brillantezza e la fedeltà dei colori. Industria Pubblicitaria e Segnaletica Gli inchiostri serigrafici sono ideali per la produzione di insegne, adesivi, striscioni, e materiale promozionale grazie alla loro durabilità esterna e alla resistenza agli agenti atmosferici. Questa applicazione sfrutta la capacità della serigrafia di stampare su materiali plastici e metallici, oltre che su supporti più tradizionali. Articoli Promozionali Oggetti promozionali come penne, chiavette USB, gadget e articoli da regalo sono spesso decorati utilizzando la serigrafia. La tecnica consente di applicare loghi e messaggi promozionali su superfici di forme e materiali diversi, con elevata precisione e qualità. Processo di Produzione degli Inchiostri Serigrafici Ecologici Il processo di produzione degli inchiostri serigrafici ecologici rappresenta un'espressione di impegno verso la sostenibilità e l'innovazione nell'industria della stampa. Questo processo si distingue per l'enfasi sulla selezione di materie prime meno impattanti sull'ambiente, l'ottimizzazione dei processi produttivi per ridurre sprechi e consumi energetici, e l'attenzione alla sicurezza e alla salute degli operatori. Vediamo in dettaglio le fasi principali: Selezione delle Materie Prime La prima fase nel processo di produzione degli inchiostri serigrafici ecologici riguarda la selezione accurata delle materie prime. Questa include: Pigmenti Ecocompatibili: Si opta per pigmenti non tossici e preferibilmente di origine naturale o meno impattanti sull'ambiente rispetto ai tradizionali pigmenti sintetici. Leganti Naturali o Biodegradabili: Gli oli vegetali (come l'olio di soia) o altre sostanze naturali vengono utilizzati come leganti al posto di quelli derivati da petrolio. Solventi a Basso Impatto Ambientale: Nei casi in cui è necessario l'utilizzo di solventi, si preferiscono quelli con bassa volatilità e minore tossicità, come l'acqua nei inchiostri a base d'acqua. Formulazione dell'Inchiostro Durante la fase di formulazione, gli ingredienti selezionati vengono miscelati secondo proporzioni precise per ottenere le caratteristiche desiderate dell'inchiostro, come viscosità, colore, e resistenza. Questo processo richiede competenze tecniche specifiche per bilanciare le proprietà ecologiche dell'inchiostro con le necessità di performance nella stampa.Produzione e Controllo Qualità Una volta formulato, l'inchiostro subisce un processo di produzione che può includere passaggi come la molatura per ridurre le dimensioni dei pigmenti e migliorare la finitura, e l'omogeneizzazione per assicurare una distribuzione uniforme dei componenti. Durante tutto il processo produttivo, vengono applicati rigidi controlli di qualità per garantire che l'inchiostro finale rispetti le specifiche tecniche e ambientali. Imballaggio e Distribuzione Gli inchiostri serigrafici ecologici vengono poi imballati in contenitori appositamente scelti per minimizzare l'impatto ambientale, preferendo materiali riciclati o riciclabili. La distribuzione è pianificata in modo da ridurre le emissioni di CO2, ad esempio raggruppando le spedizioni o utilizzando mezzi di trasporto ecocompatibili. Problematiche ed Innovazioni La produzione di inchiostri serigrafici ecologici presenta diverse problematiche, come il mantenimento delle prestazioni di stampa a livelli comparabili con quelli degli inchiostri tradizionali pur rispettando i criteri ecologici. L'innovazione costante nei materiali e nelle tecniche di produzione è fondamentale per superare questi problemi, rendendo gli inchiostri ecologici una scelta sempre più valida per l'industria della stampa. Vantaggi Ambientali e Operativi degli Inchiostri Serigrafici Ecologici Gli inchiostri serigrafici ecologici offrono una serie di vantaggi significativi rispetto ai loro omologhi tradizionali, non solo dal punto di vista ambientale ma anche in termini operativi. Questi benefici riflettono l'importanza crescente della sostenibilità nelle decisioni di produzione e acquisto, senza trascurare l'efficienza e la qualità del processo di stampa. Vantaggi Ambientali Riduzione delle Emissioni Nocive Gli inchiostri ecologici minimizzano o eliminano del tutto l'uso di solventi volatili, responsabili delle emissioni di composti organici volatili (COV) nell'atmosfera. Questo non solo riduce l'inquinamento dell'aria ma contribuisce anche a migliorare la qualità dell'ambiente di lavoro, riducendo l'esposizione dei lavoratori a sostanze potenzialmente nocive. Minor Impatto sulla Salute e Sicurezza La composizione più sicura degli inchiostri serigrafici ecologici riduce il rischio di reazioni allergiche, problemi respiratori e altri problemi di salute legati all'uso di sostanze chimiche aggressive. Ciò significa anche che possono essere necessarie meno misure di protezione individuale e di ventilazione, rendendo l'ambiente di lavoro più sicuro e piacevole. Uso Sostenibile delle Risorse L'impiego di materie prime rinnovabili, come oli vegetali, e di pigmenti meno impattanti sull'ambiente, promuove l'uso sostenibile delle risorse. Inoltre, l'elevata biodegradabilità di molti inchiostri ecologici facilita il processo di smaltimento, riducendo l'impronta ecologica del prodotto finito. Vantaggi Operativi Efficienza nella Pulizia e Manutenzione Gli inchiostri a base d'acqua e UV richiedono procedure di pulizia meno aggressive rispetto agli inchiostri a base solvente. Ciò si traduce in minori tempi di fermo macchina e riduzione dell'uso di sostanze chimiche per la pulizia, con un conseguente abbattimento dei costi operativi e un minor impatto ambientale. Versatilità e Qualità di Stampa Nonostante la loro natura ecologica, gli inchiostri serigrafici ecologici offrono un'eccellente qualità di stampa, con colori vivaci e buona resistenza nel tempo. Sono adatti a una vasta gamma di supporti, inclusi tessuti, carta, plastica e metallo, offrendo così grande versatilità agli operatori del settore. Compatibilità con Normative Ambientali L'utilizzo di inchiostri ecologici facilita il rispetto delle normative ambientali sempre più stringenti, aiutando le aziende a evitare sanzioni e a migliorare la propria immagine presso i consumatori, sempre più attenti alla sostenibilità. Confronto con Gli Inchiostri Tradizionali La transizione verso l'utilizzo di inchiostri serigrafici ecologici rappresenta una svolta significativa per l'industria della stampa, rispondendo alla crescente esigenza di sostenibilità ambientale. Per comprendere meglio il valore aggiunto degli inchiostri ecologici, è utile esaminare le differenze principali rispetto agli inchiostri serigrafici tradizionali sotto vari aspetti. Composizione Chimica Inchiostri Tradizionali: Tradizionalmente, gli inchiostri serigrafici sono formulati con una base di solventi volatili, pigmenti sintetici, e resine derivati dal petrolio, che possono emettere composti organici volatili (COV) nocivi per l'ambiente e la salute umana. Inchiostri Ecologici: Al contrario, gli inchiostri ecologici sono sviluppati con l'intento di ridurre o eliminare la presenza di tali sostanze nocive. Utilizzano solventi a base d'acqua, oli vegetali, pigmenti naturali o meno tossici, e leganti biodegradabili, risultando in emissioni significativamente ridotte di COV. Impatto Ambientale Inchiostri Tradizionali: L'uso di solventi e componenti a base di petrolio comporta un elevato impatto ambientale, dalla produzione allo smaltimento, includendo rischi di contaminazione dell'aria, dell'acqua e del suolo. Inchiostri Ecologici: Gli inchiostri serigrafici ecologici minimizzano l'impatto ambientale in tutte le fasi del loro ciclo di vita. La loro produzione, uso, e smaltimento presentano rischi ambientali molto più bassi, grazie all'utilizzo di materie prime rinnovabili e alla ridotta tossicità. Salute e Sicurezza sul Lavoro Inchiostri Tradizionali: L'esposizione a lungo termine ai solventi e ad altri componenti tossici degli inchiostri tradizionali può avere effetti negativi sulla salute degli operatori, richiedendo l'uso di dispositivi di protezione individuale e sistemi di ventilazione adeguati. Inchiostri Ecologici: La formulazione più sicura degli inchiostri ecologici riduce il rischio di problemi di salute e migliora le condizioni di lavoro, limitando la necessità di misure di protezione e ventilazione specialistiche. Prestazioni e Applicabilità Inchiostri Tradizionali: Gli inchiostri tradizionali sono noti per la loro durata, resistenza alle intemperie, e versatilità su diverse superfici. Queste caratteristiche li hanno resi la scelta prevalente in molte applicazioni industriali e commerciali. Inchiostri Ecologici: Sebbene in passato gli inchiostri ecologici potessero presentare limitazioni in termini di prestazioni rispetto agli inchiostri tradizionali, i recenti sviluppi tecnologici hanno notevolmente migliorato la loro qualità, resistenza e versatilità, rendendoli competitivi in molteplici applicazioni. Costi Inchiostri Tradizionali: Generalmente, gli inchiostri tradizionali hanno un costo inferiore rispetto alle varianti ecologiche, principalmente a causa della diffusa disponibilità e del minor costo delle materie prime a base di petrolio. Inchiostri Ecologici: Gli inchiostri ecologici possono presentare un costo iniziale più elevato, dato il prezzo più alto delle materie prime sostenibili e dei processi produttivi meno inquinanti. Tuttavia, questo costo è spesso compensato dai benefici in termini di salute, sicurezza e conformità ambientale, oltre che da un miglioramento dell'immagine aziendale.
SCOPRI DI PIU' Come Scegliere un HDPE Riciclato da Soffiaggio senza Odori per l’Automotive
Come Scegliere un HDPE Riciclato da Soffiaggio senza Odori per l’AutomotiveCome Scegliere un HDPE Riciclato da Soffiaggio senza Odori per l’Automotivedi Marco ArezioL’uso dell’HDPE riciclato per il soffiaggio si sta moltiplicando nelle aziende che fino a pochi anni fa rinnegavano il materiale riciclato, bollandolo come uno scarto, un rifiuto, dalle scarse qualità tecniche, estetiche e d’immagine.Per fortuna molte cose sono cambiate dentro e fuori le aziende, così che l’HDPE riciclato da soffiaggio è passato nel giro di qualche anno da reietto a prodotto di grande interesse, pratico e mediatico. Senza dubbio ci sono stati anche notevoli miglioramenti tecnici sugli impianti che caratterizzano la filiera produttiva del riciclo, tanto che molte delle problematiche classiche che si riscontravano nell’uso dell’HDPE riciclato durante la produzione di articoli soffiati, in parte sono state risolte. Molto ha fatto anche un diverso approccio sia dell’acquirente della materia prima che del consumatore finale, che hanno perso quella criticità relativa ad un articolo fatto con materiale riciclato. Ma nel campo del riciclo ci sono ancora flussi di HDPE che possono presentare problemi qualitativi, estetici e di odore. In relazione all’odore contenuto nei flaconi da riciclare, materia prima da post consumo utilizzata per la realizzazione del granulo da soffiaggio, sicuramente il più persistente è quello che deriva dai detersivi, infatti nonostante il lavaggio, anche accurato dei flaconi da riciclare, l’odore di tensioattivo rimane in modo quasi indelebile. Se nel settore del packaging la rimanenza di odore di detersivo è sempre più tollerato, ma in altri settori, come quello dell’automotive, è una forte discriminante. Nell’ottica dell’economia circolare, l’impiego di granuli in HDPE riciclato che provengano dal post consumo è diventato una vera necessità per l’ambiente, in quanto è indispensabile riutilizzare il più possibile la plastica a fine vita, per evitare che finisca in rifiuto. Sul mercato esistono dei granuli in HDPE neutri od opacizzati, che non hanno al loro interno odori di detersivo, alimentari o di altre fragranze (o puzze), rendendoli così adatti ad un uso più professionale. Per esempio i condotti dell’aria nel settore automotive, possono essere realizzati con granuli in HDPE riciclati, ma non devono attribuire all’aria che ci passa all’interno, odori sgradevoli o persistenti. L’input di questi granuli è costituito da una mono plastica (solo HDPE) che non viene a contatto con altri rifiuti e quindi non ne assorbe, durante il ciclo di immagazzinamento, trasporto nei sacchi e riciclo finale, le contaminazioni classiche che danno origine agli odori pungenti e persistenti della raccolta differenziata. Con questi materiali, neutri od opacizzati, si possono soffiare bocchettoni di aerazione, o altri parti nel settore dell’automotive, che non presentano odori sul prodotto finito, riuscendo a coniugare qualità, circolarità ed esigenze tecniche. In ogni caso, i granuli in ingresso, si possono testare attraverso una semplice analisi sull’impronta degli odori contenuti, attraverso un test di gas cromatografia a mobilità ionica, che in soli 20 minuti ci può dare una fotografia sui componenti chimici dei granuli, in relazione a possibili odori durante le fasi di soffiaggio dell’articolo o una volta posizionato nel veicolo. Questi dati rilasciati dalla prova non sono empirici, come il test fatto con il naso da un gruppo di persone, ma sono del tutto analitici, precisi ed inconfutabili.Categoria: notizie - tecnica - plastica - riciclo - HDPE - soffiaggio - post consumo - automotive - odori Vedi maggiori informazioni sul riciclo
SCOPRI DI PIU' Influenza della Temperatura e della Velocità di Deformazione sulle Proprietà Meccaniche dei Polimeri
Influenza della Temperatura e della Velocità di Deformazione sulle Proprietà Meccaniche dei PolimeriAnalisi teorico-sperimentale dell’effetto combinato di temperatura e strain rate per ottimizzare prestazioni e processi nei polimeri di Marco ArezioLa presente trattazione analizza in maniera approfondita come la temperatura e la velocità di deformazione influenzino le proprietà meccaniche dei materiali plastici. L’obiettivo principale è quello di fornire una caratterizzazione dettagliata del comportamento dei polimeri sotto diverse condizioni di sollecitazione, evidenziando i fenomeni fisici e chimici alla base di tali variazioni. Vengono illustrati i principi teorici fondamentali, le tecniche sperimentali più utilizzate e i risultati ottenuti in letteratura, ponendo particolare enfasi sull’interazione tra la temperatura, la velocità di deformazione e la struttura molecolare dei polimeri. Introduzione I materiali plastici rappresentano una categoria di materiali polimerici di grande importanza industriale e commerciale, grazie alla loro versatilità, leggerezza e facilità di lavorazione. Essi trovano impiego in una vasta gamma di settori, dall’automotive al packaging, dall’aerospaziale all’elettronica di consumo. Tuttavia, la comprensione e la previsione del loro comportamento meccanico richiedono un’attenzione particolare a vari parametri, tra cui la temperatura e la velocità di deformazione (strain rate). In molte applicazioni, infatti, i componenti in plastica subiscono deformazioni a ritmi molto variabili e in ambienti con condizioni termiche anche estreme: si pensi, ad esempio, a parti meccaniche che operano a basse temperature in alta montagna oppure a prodotti che vengono utilizzati in ambienti con alte temperature. Diventa pertanto imprescindibile comprendere come la struttura molecolare e la morfologia dei polimeri rispondano a variazioni di temperatura e a differenti velocità di sollecitazione. Le interazioni tra queste variabili influenzano profondamente proprietà come la resistenza a trazione, il modulo elastico, l’allungamento a rottura e la tenacità. In questa sede verranno delineate le basi teoriche, gli strumenti di caratterizzazione e un’ampia rassegna dei principali risultati sperimentali presenti in letteratura, al fine di fornire un quadro completo e aggiornato sulla caratterizzazione meccanica dei materiali plastici in funzione di temperatura e velocità di deformazione. Fondamenti teorici Struttura molecolare dei polimeri I materiali polimerici sono costituiti da lunghe catene molecolari che possono presentare differenti gradi di ramificazione, cristallinità e orientamento. Le proprietà meccaniche di un polimero dipendono in modo cruciale dalla sua struttura molecolare: Polimeri amorfi: presentano catene disordinate, senza regolarità spaziale. Esempi tipici includono polistirene (PS) e polimetilmetacrilato (PMMA). Polimeri semicristallini: presentano regioni cristalline (ordinate) immerse in una fase amorfa. Ne sono un esempio il polietilene (PE) e il polipropilene (PP). Polimeri reticolati (termoindurenti): sono caratterizzati da collegamenti covalenti tra le catene, che conferiscono elevata rigidità e resistenza al creep, ma spesso ridotta duttilità. La morfologia e il grado di cristallinità determinano il comportamento meccanico e termico di un polimero. A temperature relativamente basse, i polimeri amorfi possono presentare un comportamento vetroso, divenendo più fragili, mentre i polimeri semicristallini mostrano una transizione viscoelastica più complessa. Influenza della temperatura La temperatura influisce sulla mobilità delle catene polimeriche, portando a un passaggio tra diverse regioni di comportamento meccanico. In termini generali: Regione vetrosa: a basse temperature, le catene polimeriche sono “congelate” in posizione. I materiali in questa regione presentano un comportamento tipicamente fragile, con modulo elastico elevato e bassa deformazione prima della rottura. Regione di transizione vetrosa (Tg): con l’aumentare della temperatura, i segmenti di catena iniziano ad acquisire una certa mobilità. Questo si traduce in un calo del modulo elastico e in un aumento significativo dell’elongazione. Regione viscoelastica: ulteriori incrementi di temperatura aumentano la mobilità delle catene, facendo sì che il materiale mostri un comportamento sia elastico sia viscoso. In questo intervallo, le proprietà meccaniche sono fortemente dipendenti dalla velocità di deformazione. Regione visco-plastica: a temperature molto elevate, specie oltre il punto di fusione per i polimeri semicristallini, il materiale perde del tutto la sua struttura e si comporta come un fluido ad alta viscosità. In generale, un incremento di temperatura tende a ridurre la resistenza meccanica e il modulo elastico del polimero, mentre ne aumenta la duttilità. La temperatura di transizione vetrosa (Tg) rappresenta un parametro critico nella scelta del campo di utilizzo di un materiale plastico. Influenza della velocità di deformazione La velocità di deformazione, spesso espressa in s^-1, è un fattore determinante nella risposta meccanica dei polimeri. A parità di temperatura, un polimero caricato a bassa velocità di deformazione avrà maggior tempo per rilassare le tensioni interne e potrà mostrare comportamenti di tipo plastico o addirittura viscoelastico, con fenomeni di creep e di fluage. Al contrario, se il carico è applicato rapidamente (alta velocità di deformazione), la catena polimerica non ha il tempo di riorientarsi e di dissipare energia, manifestando un comportamento più rigido e fragile. È possibile studiare l’effetto combinato di temperatura e velocità di deformazione utilizzando la teoria della superposizione tempo-temperatura (Time-Temperature Superposition, TTS), che permette di costruire curve maestre in un ampio intervallo di frequenze o di velocità di deformazione. Attraverso il principio di equivalenza tempo-temperatura, si riesce a correlare l’effetto di una variazione di temperatura con quello di una variazione di frequenza (o velocità) di sollecitazione. Metodologie sperimentali Prove di trazione e compressione Le più comuni tecniche di caratterizzazione meccanica dei materiali plastici prevedono la realizzazione di prove di trazione e di compressione, in cui campioni normalizzati (ad esempio, in accordo con le normative ASTM o ISO) vengono sottoposti a un carico crescente a velocità di deformazione controllata. Prova di trazione: si applica uno sforzo lungo l’asse del campione e si registrano forze e allungamenti nel tempo. Da questi dati è possibile ricavare il diagramma sforzo-deformazione e calcolare il modulo di Young, la tensione di snervamento, l’allungamento a rottura e la tensione a rottura. Prova di compressione: meno utilizzata per i polimeri a causa del rischio di instabilità del provino (instabilità a carico di punta), ma altrettanto significativa per la progettazione di componenti soggetti a carichi compressivi. In entrambi i casi, per studiare l’influenza della temperatura, il campione può essere alloggiato in camere climatiche o termostatiche capaci di operare in un ampio range termico. Variando la velocità di deformazione, solitamente nell’intervallo tra 10^-4 s^-1 e 10^2 s^-1, si possono cogliere le diverse risposte del materiale in funzione delle condizioni di prova. Dinamometria meccanica (DMA) La dinamometria meccanica (o analisi dinamico-meccanica, DMA) è una tecnica che applica un carico oscillante al campione. La risposta in termini di modulo elastico (modulo di conservazione 𝐸′) e di smorzamento (fattore di perdita tan δ) iene misurata in funzione della temperatura o della frequenza di sollecitazione. Ciò permette di mappare la transizione vetrosa, le regioni di rilassamento secondarie e di interpretare le proprietà viscoelastiche del materiale. Attraverso la DMA è possibile ottenere informazioni estremamente precise sulla dipendenza dalle frequenze di sollecitazione (e dunque dalla velocità di deformazione) e sui fenomeni di transizione e dissipazione dell’energia. L’analisi consente inoltre di effettuare il Time-Temperature Superposition, costruendo curve maestre che forniscono indicazioni sull’andamento delle proprietà in un intervallo molto ampio di velocità di deformazione. Prove d’urto Le prove d’urto (ad esempio, la prova Charpy o Izod) sono volte a determinare la resistenza a frattura di un polimero quando sottoposto a un carico impulsivo. Le alte velocità di deformazione raggiunte in queste prove permettono di investigare il comportamento fragile o duttile del materiale in situazioni estreme. Anche in questo caso, la temperatura gioca un ruolo determinante: i polimeri amorfi mostrano un peggioramento drastico della resilienza quando operano a temperature inferiori alla Tg, mentre i semicristallini possono subire transizioni duttile-fragile a temperature inferiori alla loro temperatura di transizione. Risultati sperimentali e discussione Effetto combinato di temperatura e velocità di deformazione Come anticipato, la temperatura e la velocità di deformazione agiscono sinergicamente sul comportamento meccanico dei materiali plastici. In generale, si possono distinguere due tendenze principali: A basse temperature o alte velocità di deformazione: il polimero si comporta in modo più rigido e fragile, con una ridotta capacità di deformazione plastica. In questa condizione, la ridotta mobilità delle catene impedisce i meccanismi di dissipazione dell’energia, favorendo la rottura fragile. Ad alte temperature o basse velocità di deformazione: il polimero mostra un comportamento più duttile, con aumento dell’elongazione a rottura e una minore tensione di snervamento. L’energia di frattura aumenta, poiché i segmenti molecolari hanno il tempo per scorrere e riorientarsi, dissipando energia. Diversi studi hanno dimostrato che, attraverso la Time-Temperature Superposition, è possibile ottenere un diagramma sforzo-deformazione “generalizzato” che copre un’ampia gamma di condizioni di carico. Ad esempio, un polimero testato a 20 °C e a una velocità di deformazione di 10^-3 s^-1 può mostrare un comportamento analogo a quello dello stesso materiale testato a 60 °C con una velocità di deformazione pari a 10^-5 s^-1. Transizione duttile-fragile e morfologia Nei polimeri semicristallini, la presenza di regioni cristalline svolge un ruolo fondamentale nel determinare la resistenza meccanica e la tenacità. A basse temperature, tali regioni limitano i meccanismi di scorrimento, favorendo la rottura fragile. Con l’incremento termico, la fase amorfa diviene più mobile e le regioni cristalline possono riorientarsi, conferendo maggiore duttilità al materiale. Nei polimeri amorfi, la transizione fragile-duttile è fortemente correlata alla temperatura di transizione vetrosa (Tg). Sotto la Tg, il materiale mostra un comportamento tipicamente vetroso, mentre al di sopra di essa diviene più elastico e plastico. In termini di velocità di deformazione, se il carico viene applicato molto rapidamente e in prossimità della Tg, il materiale potrebbe non avere il tempo di passare a un regime duttile, manifestando una rottura fragile. Deformazione plastica e fenomeni di rilassamento La temperatura e la velocità di deformazione influiscono anche sui principali fenomeni di rilassamento molecolare, come il rilassamento α (correlato alla transizione vetrosa) e il rilassamento β (legato al movimento di segmenti di catena più piccoli). In condizioni di carico lento o di temperatura elevata, tali fenomeni risultano più marcati, poiché le catene hanno il tempo per riorganizzarsi, dissipando energia e ritardando la nucleazione della frattura. Per i polimeri semicristallini, la fusione parziale delle regioni cristalline a temperature prossime a Tm (temperatura di fusione) introduce ulteriori meccanismi di dissipazione, come lo scorrimento di lamelle cristalline o la formazione di microcavità nelle interfacce amorfo-cristalline. Questi fenomeni contribuiscono ad aumentare la tenacità e la deformazione prima della rottura. Conclusioni La presente analisi ha messo in luce come la temperatura e la velocità di deformazione siano due variabili fondamentali per la caratterizzazione meccanica dei materiali plastici. L’effetto di tali parametri è riconducibile alle modificazioni nella mobilità delle catene polimeriche e alla variazione della morfologia interna (specie nei polimeri semicristallini), con conseguenze dirette sulle proprietà meccaniche come resistenza a trazione, modulo elastico, allungamento a rottura e resilienza. Si possono trarre alcune principali considerazioni: Temperatura: l’aumento di temperatura riduce il modulo elastico e la resistenza a rottura, ma incrementa la duttilità del materiale. È particolarmente rilevante identificare la temperatura di transizione vetrosa (Tg) e la temperatura di fusione (Tm) al fine di definire gli intervalli di utilizzo sicuri. Velocità di deformazione: a velocità di deformazione elevate, i meccanismi di dissipazione dell’energia sono limitati, favorendo una frattura di tipo fragile. A velocità di deformazione più basse, la rilassazione molecolare consente una deformazione plastica più estesa e, di conseguenza, una maggiore duttilità. Interazione temperatura-velocità di deformazione: la Time-Temperature Superposition (TTS) offre un potente strumento per correlare i dati sperimentali ottenuti in diversi range di temperatura e velocità di deformazione, consentendo di costruire “curve maestre” che descrivono il comportamento del materiale in condizioni estreme o non sperimentate direttamente. La comprensione di questi aspetti risulta essenziale nella progettazione di componenti in plastica e nella definizione dei cicli di lavorazione (stampaggio a iniezione, estrusione, termoformatura), così da evitare rotture premature o malfunzionamenti. Ulteriori sviluppi in quest’area di ricerca potrebbero riguardare l’analisi quantitativa dei fenomeni di rilassamento molecolare attraverso tecniche di spettroscopia (ad esempio, RMN allo stato solido) e l’impiego di modelli costitutivi avanzati (come visco-iperdinamici o iperplastici) per simulare al computer il comportamento di componenti in condizioni operative reali.© Riproduzione Vietata Riferimenti bibliografici essenziali Ward, I. M. & Sweeney, J. (2012). Mechanical Properties of Solid Polymers. Chichester: Wiley. Ferry, J. D. (1980). Viscoelastic Properties of Polymers. New York: John Wiley & Sons. Menard, K. P. (2008). Dynamic Mechanical Analysis: A Practical Introduction. Boca Raton: CRC Press. Callister, W. D., & Rethwisch, D. G. (2021). Materials Science and Engineering: An Introduction. New York: John Wiley & Sons.
SCOPRI DI PIU' Biopoliestere PLA: L'Innovazione Sostenibile che Rivoluziona il Settore degli Imballaggi
Biopoliestere PLA: L'Innovazione Sostenibile che Rivoluziona il Settore degli ImballaggiUn nuovo biopoliestere flessibile e biodegradabile apre la strada a un futuro più verdedi Marco ArezioNel panorama odierno della sostenibilità e dell'economia circolare, un materiale emerge come protagonista per le sue proprietà ecologiche e le potenzialità di mercato: il biopoliestere PLA (acido polilattico). Prodotto a partire da risorse rinnovabili, il PLA offre un'alternativa sostenibile ai polimeri tradizionali, aprendo nuovi orizzonti grazie alle sue caratteristiche di biodegradabilità e riciclabilità con un consumo energetico ridotto. Il Contributo del Fraunhofer Institute Uno dei principali innovatori nel campo del biopoliestere PLA è il Fraunhofer Institute di Potsdam, che ha sviluppato una versione avanzata di questo materiale, ottenendo un polimero più flessibile, biodegradabile e di origine biologica. Questo progresso non è solo teorico ma ha ricevuto riconoscimenti a livello internazionale, dimostrando il valore delle ricerche condotte. La Sfida della Flessibilità Il PLA classico, pur vantando un elevato potenziale di mercato, presenta alcune limitazioni. La sua elevata rigidità lo rende ideale per imballaggi rigidi, come bicchieri usa e getta, ma inadatto per imballaggi flessibili, che costituiscono una parte significativa dei rifiuti plastici. Per superare questa limitazione, il Fraunhofer Institute ha esplorato l'uso dei polieteri, polimeri contenenti gruppi etere che possono essere incorporati nella catena polimerica del PLA per migliorare la flessibilità del materiale. Polieteri: Una Soluzione Innovativa I polieteri, atossici e disponibili in commercio, possono essere prodotti da materie prime di origine biologica. Tradizionalmente, questi plastificanti venivano aggiunti al PLA come additivi, ma la loro migrazione nel tempo rendeva il materiale nuovamente rigido. Per risolvere questo problema, i ricercatori del Fraunhofer Institute hanno ancorato i polieteri direttamente alla catena polimerica del PLA tramite legami covalenti. Questa tecnica innovativa ha portato alla sintesi di copolimeri a blocchi, in cui i segmenti di polietere si connettono alle estremità della catena di PLA. Un Nuovo PLA Flessibile e Biodegradabile Il risultato di questa ricerca è un nuovo tipo di PLA che mantiene la flessibilità nel lungo termine senza il rischio di migrazione dei plastificanti. Questo biopoliestere è almeno per l'80% di origine biologica, con la possibilità di arrivare al 100% attraverso ulteriori sviluppi. Inoltre, la sua produzione può avvenire in modo economico e con processi chimici accessibili anche a imprese di medie dimensioni, democratizzando così la produzione di PLA che fino ad ora era dominata da grandi impianti. Implicazioni Commerciali e Ambientali Il nuovo PLA sviluppato dal Fraunhofer Institute non solo offre un'alternativa più sostenibile ai polimeri tradizionali, ma rappresenta anche un significativo passo avanti per l'economia circolare. Il processo di riciclo chimico di questo materiale richiede un apporto energetico inferiore rispetto a quello necessario per polimeri come l'LDPE (polietilene a bassa densità), riducendo ulteriormente l'impatto ambientale. Conclusioni Il biopoliestere PLA sviluppato dal Fraunhofer Institute rappresenta un esempio concreto di come la ricerca e l'innovazione possono guidare la transizione verso un'economia più sostenibile. Con le sue caratteristiche di biodegradabilità, riciclabilità e origine biologica, questo materiale ha il potenziale per rivoluzionare il settore degli imballaggi e oltre. La possibilità di una produzione economica e scalabile apre nuove opportunità commerciali, rendendo il PLA una scelta sempre più attraente per aziende e consumatori attenti all'ambiente.© Riproduzione Vietata
SCOPRI DI PIU' Studio delle Proprietà Ottiche dei Polimeri per Lenti Fotocromatiche: Analisi Tecnico-Scientifica e Applicazioni nei Dispositivi Oftalmici
Studio delle Proprietà Ottiche dei Polimeri per Lenti Fotocromatiche: Analisi Tecnico-Scientifica e Applicazioni nei Dispositivi OftalmiciEsame Tecnico-Scientifico delle Molecole Fotocromiche, delle Matrici Polimeriche e delle Tecnologie Avanzate per Lenti Oftalmiche Innovativedi Marco ArezioL’industria oftalmica è costantemente alla ricerca di materiali e soluzioni capaci di migliorare il comfort visivo e la protezione degli occhi in diverse condizioni di illuminazione. In questo contesto, i polimeri fotocromatici hanno guadagnato un ruolo di primo piano nello sviluppo di lenti intelligenti, in grado di modificare la propria trasmissione ottica in risposta alla radiazione luminosa incidente. L’interesse scientifico e tecnologico per i polimeri fotocromatici deriva principalmente dalla possibilità di modulare con precisione la reazione di un materiale alle variazioni di luce, consentendo la realizzazione di lenti capaci di scurirsi o schiarirsi in tempi relativamente brevi. Lo studio delle proprietà ottiche dei polimeri fotocromatici si concentra su diversi aspetti fondamentali: la cinetica di commutazione (ovvero i tempi di oscuramento e di ritorno allo stato iniziale), la stabilità delle molecole fotocromiche incorporate nella matrice polimerica e la resistenza del materiale a processi di fotodegradazione. Questi parametri influenzano non solo la qualità del prodotto finito, ma anche la sua durabilità nel tempo. Inoltre, la comprensione delle interazioni chimico-fisiche tra molecole fotocromiche e matrice polimerica risulta cruciale per l’ottimizzazione della performance ottica complessiva. Oltre all’aspetto funzionale, la ricerca scientifica e industriale si focalizza sulla compatibilità ambientale dei processi di sintesi e delle tecnologie di produzione dei polimeri fotocromatici. L’importanza di questo tema è sottolineata dall’adozione di normative sempre più stringenti in materia di sostenibilità e sicurezza dei materiali. Nel corso di questo articolo, analizzeremo le basi teoriche del fotocromismo, i tipi di molecole fotocromiche impiegate, le caratteristiche delle principali matrici polimeriche e le metodologie di caratterizzazione delle proprietà ottiche. Infine, discuteremo le possibili evoluzioni e applicazioni nel settore oftalmico, evidenziando le prospettive future di questa tecnologia. Principi Fondamentali del Fotocromismo nei Polimeri Definizione di Fotocromismo Il termine “fotocromismo” indica la capacità di una sostanza di subire una trasformazione chimica reversibile quando esposta a radiazione elettromagnetica, tipicamente nella regione ultravioletta (UV) o visibile, con conseguente variazione della sua assorbanza spettrale. In pratica, un materiale fotocromico cambia il proprio colore – o più correttamente la propria trasmissione – quando viene irradiato con luce di una certa lunghezza d’onda e ritorna allo stato iniziale una volta cessata l’irradiazione o in seguito a un’illuminazione a diversa lunghezza d’onda. Questo fenomeno è solitamente associato a modifiche strutturali delle molecole fotocromiche, che possono passare da una forma chimica “aperta” a una “chiusa” (o viceversa), con variazioni significative nell’assorbimento di specifiche regioni dello spettro elettromagnetico. Molecole Fotocromiche nei Polimeri Le molecole fotocromiche più studiate e impiegate nell’industria delle lenti fotocromatiche sono principalmente appartenenti a classi come: Spiroossazine (SO): note per l’elevata velocità di commutazione e per la buona stabilità fotochimica; Nafthopirani (NP): caratterizzati da un buono spettro di assorbimento nel visibile e da un elevato contrasto di colore; Fulgidi e fulgide: presentano un’ottima stabilità termica, ma tempi di commutazione talvolta più lenti. L’inserimento di queste molecole in una matrice polimerica è reso possibile da processi di sintesi che prevedono la polimerizzazione in presenza del colorante fotocromico o il suo inglobamento successivo tramite impregnazione. In entrambi i casi, risulta fondamentale garantire un’equa distribuzione delle molecole fotocromiche all’interno del polimero, evitando fenomeni di agglomerazione che possano compromettere la trasparenza e l’uniformità del materiale. Termodinamica e Cinetica della Commutazione Il processo fotocromico è governato da aspetti termodinamici e cinetici. Da un punto di vista termodinamico, la stabilità delle forme molecolari “aperte” e “chiuse” dipende da fattori quali l’energia di legame e l’entropia. Da un punto di vista cinetico, invece, la velocità di commutazione è fortemente influenzata dal tipo di molecola fotocromica e dall’interazione con l’ambiente circostante (ad esempio, la viscosità della matrice polimerica). In generale, la forma “scura” (o colorata) delle molecole fotocromiche è più instabile e tende a ritornare alla forma iniziale, in modo termicamente o fotonicamente indotto, se esposta a radiazione di un’adeguata lunghezza d’onda o se lasciata al buio per un certo tempo. Stabilità Fotochimica Uno degli aspetti più rilevanti nello studio dei polimeri fotocromatici per lenti oftalmiche è la loro stabilità fotochimica, ovvero la capacità di resistere ai processi di foto-ossidazione che possono degradare le molecole e modificare le prestazioni del sistema. L’esposizione prolungata ai raggi UV e a condizioni ambientali avverse (calore, umidità, agenti chimici) può portare alla formazione di prodotti di degradazione che non sono in grado di riconvertirsi allo stato originario, riducendo la durata nel tempo e l’efficacia delle lenti. Matrici Polimeriche e Incorporazione delle Molecole Fotocromiche Polimetilmetacrilato (PMMA) Il polimetilmetacrilato (PMMA) è uno dei polimeri più utilizzati per applicazioni ottiche, grazie alla sua eccellente trasparenza (trasmette fino al 92% della luce visibile), la buona stabilità termica e la facilità di lavorazione. Nelle lenti fotocromatiche, il PMMA può essere impiegato come matrice ospitante per le molecole fotocromiche attraverso tecniche di polimerizzazione in situ o di impregnazione. Grazie alla bassa rigidità intrinseca, il PMMA favorisce la mobilità delle molecole fotocromiche, garantendo tempi di commutazione relativamente rapidi. Tuttavia, la sua resistenza all’urto risulta inferiore rispetto ad altri materiali, il che può limitarne l’impiego in alcune applicazioni oftalmiche ad alte prestazioni. Policarbonato (PC) Il policarbonato (PC) è un materiale largamente diffuso nel settore oftalmico per la produzione di lenti leggere e resistenti agli urti. La sua alta rigidità può però rallentare il movimento conformazionale delle molecole fotocromiche, influenzando negativamente i tempi di commutazione. Per ottimizzare il comportamento fotocromico in matrici di PC, si ricorre spesso a modifiche chimiche e a trattamenti superficiali che riducano la rigidità locale oppure si utilizzano molecole fotocromiche progettate specificamente per sistemi ad alta viscosità. Nonostante queste sfide, il policarbonato fotocromico gode di ampio impiego grazie al connubio tra resistenza meccanica e buona trasparenza. Altri Polimeri e Materiali Ibridi Oltre a PMMA e PC, in letteratura sono descritti numerosi altri polimeri e materiali ibridi (ad esempio, reti polimeriche reticolate a base di poliuretano, silicone-acrilati e materiali compositi). Questi sistemi possono offrire vantaggi quali maggiore resistenza a graffi e abrasioni, elevata resistenza termica o una migliore stabilità chimica. In alcuni casi, è persino possibile modulare la polarità e la rigidità locale del materiale per incrementare la velocità di commutazione delle molecole fotocromiche. I materiali ibridi, infine, consentono di unire le caratteristiche fisico-chimiche di due o più componenti, offrendo potenzialmente un controllo più preciso delle proprietà ottiche. Metodi di Incorporazione delle Molecole Fotocromiche Le principali tecniche per incorporare le molecole fotocromiche nelle matrici polimeriche includono: Polimerizzazione in situ: le molecole fotocromiche vengono miscelate con i monomeri prima del processo di polimerizzazione, consentendo un buon controllo della distribuzione. Immersione o impregnazione: il polimero finito viene immerso in una soluzione contenente le molecole fotocromiche, che penetrano nei pori o nei siti liberi della matrice. Vaporizzazione e deposizione: in alcuni casi, si può ricorrere a tecniche di deposizione fisica (PVD) o chimica (CVD) per rivestire la superficie del polimero con strati fotocromici. Ogni metodo presenta vantaggi e svantaggi specifici in termini di uniformità di distribuzione, adesione del film fotocromico e stabilità chimica. Caratterizzazione delle Proprietà Ottiche e Metodologie di Analisi Spettroscopia UV-Vis La spettroscopia UV-Vis rappresenta la tecnica di base per studiare i cambiamenti di assorbimento dei materiali fotocromatici. L’analisi quantitativa del coefficiente di assorbimento e della trasmittanza in funzione della lunghezza d’onda consente di determinare la posizione dei picchi di assorbimento e l’entità del cambiamento di colore. Inoltre, studiando la cinetica di variazione dell’assorbimento in funzione del tempo, si può ricavare la velocità di commutazione (darkening e fading time), aspetto fondamentale per le lenti fotocromatiche. Spettroscopia IR e Raman Le tecniche di spettroscopia IR (infrarosso) e Raman possono fornire informazioni importanti sulle variazioni strutturali delle molecole fotocromiche e sulle eventuali interazioni intermolecolari all’interno della matrice polimerica. L’osservazione di picchi caratteristici associati a specifici legami chimici può aiutare a monitorare la conversione strutturale indotta dalla luce e l’eventuale formazione di prodotti di degradazione. Calorimetria a Scansione Differenziale (DSC) La DSC è utilizzata per valutare le transizioni termiche del polimero, come la temperatura di transizione vetrosa e la temperatura di fusione. Nel caso di sistemi fotocromici, la DSC può fornire indizi sul livello di incorporazione del colorante e sul suo effetto sulla mobilità molecolare della matrice. Una T𝑔g troppo elevata potrebbe ostacolare il rapido cambiamento conformazionale richiesto per le molecole fotocromiche, rallentando di conseguenza i tempi di commutazione. Microscopia e Analisi Morfologica L’uniformità di distribuzione delle molecole fotocromiche nel materiale è un fattore chiave per ottenere un effetto fotocromico omogeneo e stabile. Tecniche di microscopia elettronica a scansione (SEM) o microscopia a forza atomica (AFM) possono evidenziare eventuali aggregati di colorante o microstrutture indesiderate nella matrice polimerica. Un’analisi morfologica accurata risulta quindi essenziale per la comprensione e l’ottimizzazione delle prestazioni fotocromatiche. Test di Invecchiamento e Durabilità Per valutare la resistenza del materiale fotocromico nel tempo, si eseguono test di invecchiamento accelerato in condizioni che simulano l’esposizione solare prolungata, variazioni di temperatura e di umidità. I parametri che più frequentemente si monitorano sono la permanenza della proprietà fotocromica, l’eventuale ingiallimento del materiale e la variazione di trasmissione ottica nel visibile. Tali test offrono indicazioni cruciali sulla vita utile delle lenti e sul mantenimento della loro efficacia. Applicazioni nei Dispositivi Oftalmici Vantaggi delle Lenti Fotocromatiche per la Visione Le lenti fotocromatiche offrono vantaggi significativi rispetto alle lenti tradizionali, soprattutto per individui che necessitano di un adattamento rapido e costante alle condizioni di illuminazione variabili. Ad esempio, durante la guida in ambienti esterni molto luminosi, la lente si scurisce, proteggendo l’occhio dai raggi UV e riducendo l’abbagliamento. Una volta tornati in ambienti interni o in condizioni di luce più tenue, la lente torna gradualmente allo stato trasparente, garantendo una visione confortevole e priva di deformazioni cromatiche. Tecnologie Avanzate: Lenti con Zone Differenziate Oltre alle lenti fotocromatiche “classiche”, la ricerca si sta orientando verso sistemi con zone differenziate di fotosensibilità, in cui alcune aree della lente presentano un diverso grado di fotocromismo. Questo può risultare particolarmente utile in condizioni in cui la luce proviene da angolazioni specifiche o nei casi di lenti progressive, che devono rispondere a esigenze visive diverse (lontano, intermedio, vicino). Trattamenti Antiriflesso e Strati Protettivi Per migliorare la qualità ottica delle lenti fotocromatiche, spesso si aggiungono trattamenti superficiali antiriflesso e rivestimenti di protezione contro i graffi. Tali trattamenti non solo ottimizzano l’aspetto estetico, ma aumentano anche la durabilità delle lenti. Nel caso di rivestimenti idrofobici, ad esempio, la lente risulta meno soggetta a macchie e aloni causati da acqua e sporco, facilitandone la pulizia e la manutenzione. Questo aspetto è cruciale per garantire il mantenimento delle proprietà fotocromatiche. Applicazioni Speciali e Dispositivi “Smart” Con l’avvento di tecnologie indossabili e dispositivi intelligenti, le lenti fotocromatiche possono essere integrate in occhiali smart che forniscono informazioni in tempo reale sull’intensità luminosa, la qualità dell’aria o addirittura parametri biometrici. L’adattamento automatico del colore potrebbe essere combinato con sensori e piccoli display integrati, trasformando la lente in un’interfaccia uomo-macchina avanzata. Sebbene questi sviluppi siano ancora allo stadio prototipale, rappresentano un interessante scenario futuro per l’industria oftalmica. Futuri Sviluppi e Prospettive di Ricerca Nuove Molecole Fotocromiche La ricerca si sta concentrando sulla sintesi di molecole fotocromiche con tempi di commutazione sempre più rapidi e con una maggiore stabilità fotochimica. L’obiettivo è ottenere lenti che reagiscano in modo quasi istantaneo alle variazioni di luce e che mantengano inalterate le proprie caratteristiche ottiche anche dopo anni di utilizzo. L’ottimizzazione del colore percepito e il raggiungimento di un contrasto elevato in diverse condizioni di illuminazione rappresentano un’ulteriore sfida. Approcci Nanocompositi L’impiego di nanoparticelle o nanofibre nella matrice polimerica può migliorare le prestazioni delle lenti fotocromatiche, aumentando la velocità di diffusione delle molecole fotocromiche e la loro resistenza agli agenti degradanti. Sistemi nanocompositi ben progettati possono modulare la microstruttura del polimero, fornendo canali preferenziali per il trasporto delle molecole fotocromiche e riducendo la probabilità di aggregazione. Inoltre, l’aggiunta di nanoparticelle funzionalizzate può contribuire a creare una sorta di “scudo” contro i processi di ossidazione e foto-degradazione. Fotochimica e Modellazione Computazionale L’uso di metodi computazionali, come la dinamica molecolare o i calcoli di chimica quantistica, è sempre più diffuso per prevedere e ottimizzare le proprietà fotocromatiche di nuove molecole e materiali ibridi. Questi approcci consentono di simulare il comportamento delle molecole in diverse condizioni, riducendo i tempi e i costi di sperimentazione. La modellazione può anche aiutare a comprendere meglio i meccanismi di degradazione, suggerendo strategie per progettare sistemi più duraturi. Integrazione con Altri Sistemi Ottici La convergenza tra lenti fotocromatiche e altre tecnologie ottiche potrebbe portare alla nascita di prodotti combinati, come lenti polarizzate fotocromatiche, lenti con filtri selettivi per certe lunghezze d’onda (ad esempio per la protezione dalla luce blu) o lenti dotate di rivestimenti elettrocromici che consentano una regolazione attiva e controllata dall’utente. Questa integrazione aprirebbe la strada a dispositivi multifunzionali, in grado di offrire maggiore flessibilità e personalizzazione in diversi contesti di utilizzo. Conclusioni Lo studio delle proprietà ottiche dei polimeri fotocromatici ha permesso di sviluppare lenti innovative, in grado di offrire un controllo dinamico della trasmissione luminosa e una maggiore protezione per gli occhi. Le basi teoriche del fotocromismo – fondate su meccanismi di trasformazione molecolare reversibile – sono oggi ben comprese, mentre il design e la sintesi di molecole fotocromiche sempre più performanti rimangono un campo di ricerca attivo. L’analisi dei materiali polimerici utilizzati come matrici, nonché la comprensione dei processi di invecchiamento e degradazione, consentono di progettare lenti fotocromatiche durature e affidabili per un mercato in costante espansione. Dal punto di vista industriale, la combinazione di trattamenti superficiali (ad esempio antiriflesso, idrofobici e antigraffio) e la possibilità di integrare lenti fotocromatiche con altre tecnologie ottiche (come polarizzazione e filtri selettivi) rendono questi prodotti estremamente versatili, capaci di rispondere a diverse esigenze visive. In prospettiva, l’avvento di nuove molecole fotocromiche, materiali nanocompositi e approcci di modellazione computazionale accelererà ulteriormente l’evoluzione dei dispositivi oftalmici, aprendo interessanti scenari per l’innovazione e la personalizzazione. In conclusione, lo sviluppo dei polimeri fotocromatici riveste un ruolo cruciale nella realizzazione di lenti intelligenti e multifunzionali, con benefici sia in termini di comfort che di protezione visiva. Le future ricerche in questo settore saranno fondamentali per migliorare ulteriormente la velocità di commutazione, la stabilità fotochimica e l’estetica, contribuendo alla diffusione di un prodotto altamente tecnologico, versatile ed eco-compatibile. © Riproduzione VietataFonti - Crano, J. C., & Guglielmetti, R. J. (Eds.). (1999). Organic Photochromic and Thermochromic Compounds: Main Photochromic Families - Zhang, X. F., & Weber, S. G. (1999). Photochromism of spirooxazines and their potential applications in optical data storage. - Kaplan, M. P. (1981). Photochromic systems: Mechanisms and applications. Accounts of Chemical Research, 14(3), 90-96. - Tomlinson, A. (2016). Polymers in ophthalmic applications: From PMMA to functionalized nanocomposites. - Biron, M. (2015). Thermoplastics and Thermoplastic Composites (2nd ed.). Amsterdam: Elsevier.
SCOPRI DI PIU' Progettazione e Costruzione di una Linea Fognaria con Tubi in Plastica Riciclata
Progettazione e Costruzione di una Linea Fognaria con Tubi in Plastica RiciclataI tubi in plastica riciclata si sono dimostrati nel tempo affidabili, economici e duraturi di Marco ArezioLa costruzione di linee fognarie moderne deve tener conto di alcuni elementi imprescindibili, sia tecnici, come vedremo, ma anche ambientali, in modo da minimizzare l’impatto dei prodotti utilizzati per l’opera idraulica. In passato le canalizzazioni erano realizzate con tubi in metallo o in cemento, ma da quando l’industria delle materie plastiche è stata in grado di realizzare prodotti alternativi, la diffusione dei tubi corrugati in HDPE a doppia parete si è largamente diffusa. Il primo passo da compiere nella realizzazione di una linea fognaria è la sua progettazione, la quale deve tenere presente vari aspetti che influiscono sull’area di costruzione. Come si dimensiona una linea di fognatura che utilizza i tubi in plastica Come ogni buon progetto che si deve realizzare, la raccolta di informazioni, precise, dettagliate ed attendibili, sono la base del lavoro successivo. Possiamo elencare alcuni punti che entreranno nella valutazione progettuale: La stima la portata massima giornaliera che la fognatura dovrà gestire. Per far questo, sarà necessario considerare l'area di raccolta delle acque reflue, la densità abitativa, gli utilizzi industriali e altri fattori che potrebbero influenzare la quantità dei liquidi da raccogliere. Inoltre è importante determinare la pendenza disponibile o desiderata per la linea di fognatura e il suo diametro. Per queste informazioni potranno essere utili le formule idrauliche (ad es. formula di Manning) per calcolare la velocità di flusso in base al diametro del tubo in plastica riciclata, alla pendenza e alla rugosità del materiale. Sarà importante scegliere un diametro dei tubi in plastica che garantisca una velocità di flusso adeguata (ad es., tra 0,6 m/s e 3 m/s) in condizioni di flusso pieno o quasi pieno. Inoltre, sarà necessario assicurarsi che la profondità della fognatura sia sufficiente per prevenire il congelamento (in climi freddi) e per mantenere una copertura adeguata sopra il tubo in plastica riciclata. Dal punto di vista strutturale si dovrà verificare che il tubo in HDPE scelto possa sopportare i carichi esterni, come il peso del terreno sopra di esso e il traffico sovrastante (se applicabile). Si dovrà pensare agli elementi di raccordo dei tubi in plastica riciclata, verificando la corretta distanza tra i pozzetti di ispezione e che le connessioni tra i tubi e i pozzetti siano stagne. Nella progettazione della linea fognaria rientrano anche gli aspetti ambientali per cui sono da considerare e prevenire la possibilità di infiltrazioni o perdita di acque reflue della linea. Tuttavia, l’uso di tubi in HDPE, in quanto stagni, danno una buona sicurezza, considerando le giunzioni tra i vari tubi fatte a regola d’arte, anche in considerazione se nelle vicinanze si possa trovare una falda acquifera. Infine sarà necessario assicurarsi che la progettazione rispetti tutte le normative e le linee guida locali in materia di fognature. Quali caratteristiche tecniche deve avere un tubo corrugato in HDPE per fognatura I tubi corrugati in HDPE per fognatura devono soddisfare specifiche caratteristiche tecniche per garantire la loro idoneità all'uso e la loro durata nel tempo. - Il polimero riciclato con cui si costruisce il tubo corrugato deve essere di buona qualità e resistente ai raggi U.V. - Il tubo corrugato deve presentare una buona resistenza meccanica allo schiacciamento e alle deformazioni laterali sollecitate dal terreno senza che si possa rompere - Le giunzioni tra i tubi o tra tubo e raccordi devono garantire la tenuta stagna, evitando dispersioni delle acque reflue nel terreno - La parte interna dovrà essere sufficientemente liscia da permettere lo scorrimento dei liquidi così da facilitarne il deflusso - Il tubo in HDPE dovrà resistere alla corrosione da parte delle acque reflue e di altre sostanze chimiche presenti nella fognatura - Sotto l’effetto delle variazioni di temperature del terreno il tubo deve essere in grado di sopportarle senza perdere integrità strutturale Quali son i vantaggi nell’uso dei tubi corrugati in HDPE per fognatura rispetto al pvc, al cemento e al metallo I tubi corrugati in HDPE offrono diversi vantaggi, specialmente quando utilizzati in applicazioni fognarie: Durabilità e Resistenza alla Corrosione L'HDPE è intrinsecamente resistente alla corrosione, a differenza dei tubi metallici che possono arrugginirsi o corrodersi in presenza di acque reflue o terreni aggressivi, garantendone una maggiore durata. Flessibilità I tubi in HDPE sono flessibili, il che significa che possono adattarsi a movimenti del terreno, come assestamenti o sismi, senza rompersi. Un vantaggio particolarmente importante rispetto ai tubi in cemento, che sono rigidi e possono rompersi con movimenti del terreno. Leggerezza I tubi in plastica sono significativamente più leggeri rispetto a quelli in cemento o metallo. Ciò semplifica il trasporto, la movimentazione e la posa, riducendo i costi di manodopera e le esigenze di attrezzature pesanti. Saldature Stagne I tubi in HDPE possono essere saldati per creare giunzioni stagne, riducendo il rischio di perdite o infiltrazioni. Questo può essere un vantaggio rispetto ai tubi in PVC o cemento, dove le giunzioni potrebbero essere meno affidabili in termini di tenuta. Resistenza Chimica Il polimero in HDPE che costituisce i tubi, è resiste a molti agenti chimici, rendendolo ideale per applicazioni fognarie dove possono essere presenti sostanze chimiche aggressive. Costi Ridotti In molti casi, i costi complessivi di installazione dei tubi in HDPE possono essere inferiori rispetto ad altre opzioni. Ecocompatibilità L'HDPE è un materiale riciclato e riciclabile, il che può rendere i tubi in HDPE una scelta più sostenibile rispetto ad alcune alternative. Vita Utile Prolungata Con una corretta installazione e manutenzione, i tubi in HDPE possono avere una vita utile molto lunga, spesso superiore a 50 anni. Bassa Rugosità Interna La superficie interna liscia realizzata con l’impiego dell’HDPE, permette un flusso efficiente, riducendo il rischio di ostruzioni. Come si posa un tubo corrugato in HDPE per fognatura Entrando nella fase realizzativa la posa di un tubo corrugato in HDPE per fognatura segue una serie di passaggi chiave, al fine di garantire un'installazione sicura e duratura. Prima di tutto, sarà necessario scavare una trincea della profondità e larghezza adatte al tubo che si è deciso di installare, creando un fondo della trincea piatto e solido. Sul fondo di essa, si dovrebbe posizionare uno strato di sabbia o di ghiaia fine compattata per creare una base stabile per il tubo, il cui spessore dovrebbe avere uno spessore di almeno 10-15 cm. Creata la trincea e il fondo idoneo si passa alla posa del tubo corrugato HDPE, facendo attenzione a non danneggiarlo con le macchine per la posa. Assicurarsi, inoltre, che il tubo sia dritto e privo di piegature o tensioni. Una volta posato la linea di tubi, si inizierà a riempire la trincea con materiale come sabbia o ghiaia fine. Sarà necessario posizionare accuratamente il materiale di riempimento attorno al tubo per garantire una base solida e per evitare che il tubo si sposti. Dopo aver verificato che non ci siano perdite nella linea fognaria si potrà completare la trincea con il terreno scavato in precedenza, compattando il tutto dall’esterno. Come si saldano due tubi corrugati in HDPE per fognatura Molte materie plastiche, compreso l’HDPE, si prestano all’esecuzione di saldature durature ed efficaci tra tubi, pozzetti e raccordi. Ma per la saldatura due tubi corrugati in HDPE sono necessarie attrezzature speciali e una certa esperienza. Sarà necessario che le estremità dei tubi da saldare siano pulite e prive di sporco, grasso o altre impurità, per garantire una saldatura di alta qualità. Si posizioneranno poi i tubi in modo che le loro estremità siano perfettamente allineate e a contatto l'una con l'altra. A questo punto si impiegherà una macchina di saldatura per HDPE, assicurandosi che sia correttamente impostata secondo le specifiche del produttore dei tubi. La maggior parte delle saldature per l’HDPE vengono eseguite utilizzando un piatto riscaldante per portare le estremità dei tubi alla temperatura di fusione. Si inserirà il piatto riscaldante tra le estremità dei tubi e attendendo che raggiungano la temperatura adeguata. Una volta che le estremità dei tubi saranno adeguatamente riscaldate, si rimuoverà il piatto riscaldante e si avvicineranno le estremità dei tubi, permettendo loro di fondersi insieme. Si dovrà, nel contempo, mantenere una pressione uniforme durante questo processo per garantire una buona saldatura. Una volta saldati, i tubi devono essere lasciati raffreddare per un certo periodo di tempo, infatti, durante questo tempo, la saldatura si solidifica e si rinforza. Terminata la saldatura, si dovrà controllare visivamente la giunzione per assicurarti che non ci siano bolle d'aria, crepe o altri difetti. A seconda delle specifiche del progetto, potrebbe essere necessario eseguire test di pressione o altri test per verificare la qualità della saldatura. Traduzione automatica. Ci scusiamo per eventuali inesattezze. Articolo originale in italiano
SCOPRI DI PIU' Come saldare le materie plastiche riciclate
Come saldare le materie plastiche riciclateGuida tecnica aggiornata alla saldatura di componenti plastici con piastra calda, aria calda, estrusione, ultrasuoni, radiofrequenza, laser, infrarosso, vibrazione, spin ed elettrofusione, con focus su norme, parametri di processo, prove di laboratorio e criticità dei polimeri riciclati Autore: Marco Arezio. Esperto in economia circolare, riciclo dei polimeri e processi industriali delle materie plastiche. Fondatore della piattaforma rMIX, dedicata alla valorizzazione dei materiali riciclati e allo sviluppo di filiere sostenibili. Data originale: 20 aprile 2020 Aggiornato al: 26 marzo 2026 Tempo di lettura: 13 minuti Cos’è la saldatura delle materie plastiche e perché oggi richiede più controllo di ieri Nel 2020 si poteva ancora descrivere la saldatura dei manufatti plastici come una semplice unione di due superfici portate a temperatura e compresse tra loro. Nel 2026 questa definizione è ancora vera, ma è troppo povera per spiegare ciò che accade davvero in officina, nelle linee automatiche e nei cantieri. Oggi la saldatura dei termoplastici è una tecnologia di processo governata da materiali, geometrie del giunto, parametri termici, controllo della pressione, tempi di contatto, raffreddamento, qualifica del personale e sistemi di tracciabilità digitale. La norma ISO 21307 resta il riferimento per la saldatura testa a testa dei sistemi in PE ed è stata confermata come versione corrente; la qualifica dei saldatori di materiali termoplastici resta incardinata sulla EN 13067; e il mondo dell’elettrofusione continua ad aggiornarsi sul fronte delle apparecchiature e della codifica dei dati di giunzione. Dire “saldare la plastica” significa quindi ottenere, per diffusione molecolare o per fusione localizzata dell’interfaccia, un collegamento permanente capace di trasferire sforzi meccanici, garantire tenuta ai fluidi oppure assicurare requisiti funzionali molto più sofisticati: isolamento, biocompatibilità, stabilità dimensionale, pulizia estetica del giunto, assenza di particolato, compatibilità con automazione e controlli in linea. Non a caso TWI include tra le principali tecniche industriali hot plate, hot gas, extrusion, ultrasonic, high frequency, friction welding, vibration, spin e laser, e segnala tra le sfide attuali la digitalizzazione dei processi e lo sviluppo di criteri di accettazione dei difetti. Quali polimeri possono essere saldati e quali materiali restano critici La regola di base non è cambiata: i materiali più adatti alla saldatura sono i termoplastici e, in molti casi, i termoelastomeri. I termoindurenti e gli elastomeri reticolati non possono essere rifusi in modo reversibile e quindi non si prestano alla saldatura a caldo come fanno PE, PP, PVC, ABS, PA, PC, PMMA o PET in specifiche condizioni. TWI ricorda infatti che le tecniche di saldatura possono essere applicate ai termoplastici e ai termoplastici elastomerici, mentre i materiali chimicamente reticolati non possono essere riscaldati e rimodellati senza degradarsi. Anche la saldatura di materiali differenti, spesso banalizzata nei testi divulgativi, va trattata con prudenza. In generale i polimeri dissimili non si saldano bene; esistono però combinazioni compatibili, soprattutto tra materiali amorfi con temperature di transizione vetrosa vicine, come PMMA/ABS, PS/ABS o PMMA/PC in applicazioni specifiche. La compatibilità chimica e termica resta decisiva: se i materiali fondono o rammolliscono in intervalli troppo lontani, o se la loro affinità molecolare è insufficiente, il giunto si presenta debole, fragile o instabile nel tempo. Per questo, la prima vera domanda tecnica non è “con quale macchina saldo?”, ma “che resina sto unendo, in quale stato superficiale, con quale umidità, con quali additivi, con quale geometria e con quale vita precedente del materiale?”. Nel caso dei polimeri riciclati questa domanda diventa ancora più importante, perché il riciclo meccanico introduce variabilità reologica, residui additivi, possibili contaminazioni e fenomeni di degradazione che restringono la finestra utile di saldatura. Studi recenti sull’HDPE mostrano che nella degradazione iniziale domina la chain scission, mentre l’esposizione all’ossigeno può spostare il comportamento verso fenomeni di long-chain branching; inoltre i rapporti tecnici sulla qualità dei riciclati segnalano che additivi e contaminanti possono compromettere le prestazioni del materiale rigenerato. È quindi ragionevole concludere che, nei riciclati, la saldabilità dipenda ancora più che nel vergine dal controllo preventivo di MFR, contaminazione, stabilizzazione e uniformità del lotto. Saldatura a piastra calda: il metodo industriale più solido per pezzi e tubi La saldatura a piastra calda, detta anche hot plate, mirror o heated tool welding, resta una delle tecnologie più robuste e versatili per unire componenti stampati e tubazioni. Il principio è semplice solo in apparenza: una piastra metallica riscaldata porta in fusione le superfici da unire; poi la piastra si ritrae; infine i pezzi vengono pressati l’uno contro l’altro e mantenuti sotto carico fino al raffreddamento. Ma la qualità del giunto dipende da una sequenza precisa: bead-up iniziale, heat soak, tempo di trasferimento minimo e raffreddamento controllato. TWI segnala che i parametri chiave sono tempo o altezza del cordone iniziale, tempo di heat soak, dwell time, cooling time, pressione di riscaldamento/raffreddamento e temperatura della piastra, normalmente impostata circa 60-100 °C sopra la temperatura di fusione del materiale. Dal lato delle attrezzature, una macchina a piastra calda comprende normalmente la piastra riscaldante, i carrelli di movimentazione, i sistemi di fissaggio del pezzo e un controllo macchina, oggi quasi sempre microprocessato. Le piastre possono essere piane o sagomate, spesso in alluminio o bronzo d’alluminio, e sono in molti casi rivestite con superfici antiaderenti a base PTFE per evitare l’adesione del fuso. Questo è un dettaglio importante: non basta avere calore, serve una trasmissione termica uniforme, una geometria stabile e una gestione del distacco senza strappi del fuso. È il metodo ideale quando servono robustezza, ripetibilità e tenuta, per esempio su serbatoi, corpi cavi, gruppi automobilistici, tubi e raccordi. Il suo limite non è tanto la qualità del giunto, quanto il tempo ciclo e la gestione del flash, che spesso resta visibile se il giunto non è progettato con trappole per il materiale espulso. Per questo, la progettazione del bordo da saldare è parte integrante della tecnologia e non un dettaglio secondario. Saldatura ad aria calda ed estrusione: attrezzature e materiali d’apporto per officina e cantiere La saldatura ad aria calda è ancora oggi una delle tecniche più diffuse nella carpenteria plastica, nella lavorazione di lastre, nella costruzione di vasche, impianti chimici, rivestimenti, membrane e riparazioni. Il processo usa un flusso di gas caldo, di solito aria, per riscaldare contemporaneamente il materiale base e il cordone di apporto. Secondo TWI, le temperature tipiche del getto sono nell’intervallo di circa 200-400 °C, e il filo di saldatura deve essere dello stesso polimero dei componenti da unire. Questo punto va ribadito con forza: il materiale d’apporto non è un accessorio generico, ma una parte strutturale del giunto. Le attrezzature sono costituite da pistole ad aria calda con soffiante integrata, resistenza, termostato e ugelli intercambiabili, ai quali si affiancano fili o bacchette di saldatura, rullini, raschietti, utensili di preparazione del cianfrino e, nei sistemi più evoluti, dispositivi automatici di avanzamento. La velocità di saldatura, la forma dell’ugello, il preriscaldo del materiale e la pressione esercitata dal saldatore o dall’ugello stesso fanno la differenza tra un cordone pieno e un giunto con vacuoli interni. Quando gli spessori crescono, la tecnologia più adatta diventa la saldatura per estrusione. Leister indica che l’estrusione è preferibile per spessori intorno ai 6 mm e oltre, e che consente tempi più brevi, maggiore resistenza meccanica e minori tensioni residue rispetto alla saldatura manuale ad aria calda. Il principio è questo: le superfici vengono prima portate allo stato termoplastico con aria calda, poi un estrusore portatile deposita materiale plastificato attraverso una scarpa di saldatura conformata alla geometria del giunto. Anche qui il materiale d’apporto deve essere compatibile e dello stesso tipo del materiale base. Nel lavoro reale, i difetti più comuni nascono da errori che spesso vengono sottovalutati: temperatura eccessiva, umidità residua nel filo di saldatura, aria ambiente troppo umida, scarpa fredda, preparazione superficiale scadente o bassa qualità del polimero. Leister richiama esplicitamente questi fattori come causa di cavità, vacuoli e cattiva qualità del cordone. Per chi lavora su componenti riciclati o su lotti di materiale non perfettamente omogenei, questa osservazione è ancora più importante. Saldatura a ultrasuoni: velocità, precisione e tenuta su componenti tecnici La saldatura a ultrasuoni è la tecnologia più rappresentativa della plastica tecnica ad alta produttività. Le onde ultrasoniche, in un intervallo che Herrmann colloca tra 20 e 70 kHz, vengono trasformate in vibrazioni meccaniche e convogliate dalla sonotrodo nella zona di contatto; l’attrito e la dissipazione locale producono il calore necessario a fondere l’interfaccia, che poi si consolida sotto pressione. Emerson descrive il processo come rapido, efficiente e capace di ottenere sigillature forti, pulite e anche ermetiche, con applicazioni in packaging, dispositivi medicali ed elettronica. La macchina è composta da generatore, convertitore, booster, sonotrodo e sistema di pressione/posizionamento. Herrmann sottolinea che la geometria del giunto deve essere progettata in funzione del materiale e dei requisiti della saldatura; in altre parole, l’ultrasuono non perdona approssimazioni di design. Per questo è usato su particolari piccoli o medi, dove si richiedono tempi ciclo brevissimi, automazione, pulizia del giunto e assenza di materiali di consumo come adesivi o solventi. Rispetto al 2020, il salto di qualità sta nella digitalizzazione del controllo di processo e nell’integrazione con celle automatiche. Emerson presenta infatti sistemi ultrasonici digitali e automatizzabili per assicurare ripetibilità, controllo fine dell’energia e qualità costante. Il vantaggio ambientale è duplice: si riducono consumabili chimici e, in molte applicazioni, si alleggeriscono anche i sistemi di imballaggio. Saldatura a laser e infrarosso: tecnologie pulite per giunti estetici e automatizzati La saldatura laser dei termoplastici ha corretto negli anni molta della terminologia imprecisa usata in passato. Non si tratta solo di “colpire la superficie” con un fascio: nella configurazione più comune, il raggio attraversa un componente trasparente o trasmissivo e genera calore all’interfaccia su un secondo componente assorbente, spesso additivato con carbon black o con assorbitori specifici. TWI evidenzia che il processo consente superfici esterne non fuse, saldature molto pulite, elevata automazione e ottima estetica del giunto, ma richiede buon accoppiamento dei lembi, superfici pulite e almeno un componente capace di trasmettere una quota sufficiente della radiazione. La saldatura a infrarosso è una derivazione evoluta del principio della piastra calda, ma in configurazione non a contatto. TWI distingue tra hot plate non-contact e sistemi a lampade IR: nel primo caso una piastra calda, portata anche tra 310 e 510 °C a seconda del polimero e della macchina, resta a distanza molto ridotta dal pezzo senza toccarlo; nel secondo, banchi di emettitori a infrarosso riscaldano rapidamente aree anche estese. Il vantaggio principale è l’assenza di contatto con la fonte di calore, che riduce contaminazione, sticking e segni superficiali. Emerson presenta l’infrarosso come processo capace di ottenere giunti senza particolato e con alta capacità di carico meccanico, utile per sensori, custodie elettroniche e prodotti medicali. Nel 2026 queste due tecnologie sono sempre più interessanti dove servono estetica, automazione, pulizia del giunto e controllo molto fine dell’energia immessa. Non sono però universalmente migliori: costano di più, richiedono progettazione del giunto più accurata e, nel caso del laser, condizioni ottiche e di accoppiamento che altri processi tollerano meglio. Saldatura a vibrazione, spin e radiofrequenza: quando servono processi specializzati La saldatura a vibrazione è una forma di friction welding lineare. Emerson la descrive come una tecnologia energeticamente efficiente, ideale per pezzi grandi, aree complesse, superfici multi-piano o curve irregolari, con forti applicazioni in automotive ed elettrodomestico. La recente evoluzione “Clean Vibration Technology” è stata sviluppata proprio per ridurre flash e particolato, due limiti tipici dei processi per attrito lineare. La spin welding è invece una saldatura per attrito rotazionale, adatta a giunti circolari. TWI spiega che uno dei due componenti ruota contro l’altro sotto pressione, generando calore per attrito fino alla fusione dell’interfaccia. È una soluzione eccellente per raccordi, tappi, connessioni cilindriche e componenti cavi, quando la geometria si presta al moto di rotazione. La radiofrequenza o alta frequenza, infine, è la tecnologia tipica dei materiali polari. TWI ricorda che il processo si basa sull’orientamento e la vibrazione di molecole cariche lungo la catena polimerica, e per questo è particolarmente adatto a PVC e poliuretani; altri materiali come nylon, PET, EVA e alcuni ABS possono essere saldati solo in condizioni particolari, mentre PE e PP in generale non sono idonei. Il produttore italiano GEAF conferma che i materiali più reattivi includono PVC, EVA, PU, TPU e alcune famiglie PET, e segnala come frequenze industriali consentite 13,56 MHz, 27,12 MHz e 40,68 MHz. Qui conviene correggere un equivoco frequente: l’alta frequenza non è una tecnologia “universale” per la plastica, ma una tecnologia molto selettiva sul piano molecolare. Funziona benissimo su film e manufatti flessibili polarizzabili, molto meno — o affatto — su poliolefine classiche. Elettrofusione e saldatura dei sistemi in PE: standard, controllo e tracciabilità Quando si entra nel mondo delle tubazioni in polietilene per gas, acqua e distribuzione fluidi, la saldatura assume una dimensione normativa ancora più rigorosa. La ISO 21307 definisce le procedure di saldatura testa a testa dei sistemi in PE e specifica tre procedure di riferimento; la ISO 12176-2:2025 disciplina invece i requisiti prestazionali delle centraline di controllo per l’elettrofusione; la ISO 12176-4 e la ISO 12176-5 regolano i sistemi di codifica e tracciabilità delle operazioni di giunzione. Questo significa che oggi la saldatura non si chiude con il raffreddamento del giunto. Deve lasciare una traccia documentale: dati macchina, operatore, codice componente, metodo di assemblaggio, esito della saldatura. ISO 12176-4 prevede proprio una codifica dei dati di componenti, metodi e operazioni per i sistemi in PE, mentre produttori di attrezzature e software stanno spingendo verso report digitali e ricette memorizzate in cloud. Leister, per esempio, offre sistemi di documentazione digitale dei parametri di saldatura in tempo reale; nello stesso solco si muovono i sistemi di tracciabilità delle centraline per elettrofusione. La vera differenza rispetto al vecchio modo di vedere la saldatura plastica sta qui: il giunto non è più solo “fatto bene”, ma è verificabile, rintracciabile e riproducibile. Ed è questo che il mercato richiede ormai nei settori critici. Prove di laboratorio, collaudi e difetti tipici delle saldature plastiche Un giunto saldato non si giudica solo dall’aspetto. I controlli possono essere distruttivi o non distruttivi e dipendono dal manufatto, dal materiale e dal rischio applicativo. TWI indica esplicitamente che il testing delle saldature plastiche comprende prove meccaniche, prove non distruttive e, nel caso delle tubazioni, anche attrezzature dedicate per il whole-pipe tensile rupture test. Per i giunti testa a testa in PE, la ISO 13953 descrive il metodo per determinare resistenza a trazione e modalità di rottura dei provini prelevati dal giunto; per l’elettrofusione, la storica ISO 13954:1997 è stata ritirata e sostituita dalla ISO 13954:2025, che specifica un metodo per valutare la duttilità dell’interfaccia di giunzione nelle bussole elettrosaldabili in PE. Questi riferimenti mostrano bene come il settore si sia spostato da una valutazione solo empirica a una validazione strutturata del comportamento del giunto. Sul piano pratico, i difetti più comuni restano sempre gli stessi, anche se cambiano le macchine: insufficiente preparazione delle superfici, disallineamento, dwell time troppo lungo, pressione inadeguata, temperatura eccessiva o insufficiente, contaminazione superficiale, umidità, cordone di apporto non compatibile, raffreddamento forzato o movimentazione prematura del pezzo. Nei materiali riciclati si aggiungono viscosità irregolare, residui di additivi e instabilità termica del lotto. Il risultato può essere un giunto apparentemente accettabile ma fragile, poroso o incapace di garantire tenuta nel tempo. Come scegliere il miglior sistema di saldatura per articoli plastici vergini o riciclati La scelta del processo non si fa partendo dalla macchina, ma dall’applicazione. Se devo unire tubi o corpi cavi in PE/PP con alte prestazioni meccaniche e tenuta, la piastra calda o l’elettrofusione sono i candidati più solidi. Se lavoro su lastre, vasche e carpenteria plastica, aria calda ed estrusione restano le tecnologie regine. Se devo ottenere rapidità, automazione e precisione su piccoli componenti tecnici, gli ultrasuoni sono spesso la risposta migliore. Se cerco estetica, giunto pulito e automazione ad alto livello, laser e infrarosso possono offrire vantaggi decisivi. Se ho parti grandi o complesse, la vibrazione è spesso più realistica. Se il giunto è circolare, la spin welding resta una soluzione molto efficiente. Se tratto film o manufatti flessibili in materiali polari, la radiofrequenza è ancora uno standard industriale fortissimo. Per i materiali riciclati serve però un criterio in più: non basta sapere “che polimero è”. Bisogna sapere quanto è stabile. Un PP o un PE riciclato con MFR fuori controllo, presenza di umidità o contaminanti, o ossidazione già avanzata, può saldarsi male anche con una macchina eccellente. Per questo nel 2026 la saldatura della plastica si intreccia sempre di più con caratterizzazione del materiale, analisi reologica, tracciabilità del lotto e documentazione del processo. È questa la vera evoluzione rispetto al testo del 2020: la saldatura non è più solo un’operazione termica, ma un sistema integrato tra materiale, macchina, dato e qualità. Conclusioni Unire due articoli plastici non significa semplicemente “sciogliere e schiacciare”. Significa scegliere il processo corretto in funzione della natura del polimero, della geometria del giunto, del livello di tenuta richiesto, dell’ambiente di esercizio, della possibilità di automazione e della qualità reale del materiale, soprattutto quando è riciclato. La saldatura delle materie plastiche nel 2026 è più specializzata, più documentata e più esigente di quanto fosse nel 2020. Ma proprio per questo è anche più affidabile: le norme sono più chiare, le attrezzature più intelligenti, i controlli più rigorosi e la qualità del giunto sempre meno affidata all’intuizione del singolo operatore. FAQ – Saldatura delle materie plastiche Quali plastiche si saldano meglio? In generale i termoplastici: PE, PP, PVC, ABS, PC, PMMA, PA e alcuni PET o TPE, purché il processo sia compatibile con il comportamento termico del polimero. I termoindurenti e gli elastomeri reticolati non sono adatti alla saldatura a caldo convenzionale. Si possono saldare plastiche diverse tra loro? Solo in casi limitati. Alcune combinazioni di polimeri amorfi con comportamento termico simile possono funzionare, ma la regola generale resta che i materiali dissimili sono difficili da saldare con successo strutturale. Qual è il sistema migliore per pezzi spessi o lastre? Per spessori elevati e carpenteria plastica, la saldatura per estrusione è spesso preferibile alla manuale ad aria calda, perché garantisce maggiore produttività, migliore resistenza e minori tensioni residue. Quando conviene usare gli ultrasuoni? Quando servono cicli rapidissimi, automazione, precisione del giunto e assenza di adesivi o consumabili, soprattutto in packaging, medicale, elettronica e componentistica tecnica. La radiofrequenza funziona su PE e PP? In genere no. La RF è indicata soprattutto per materiali polari come PVC e PU/TPU. Nylon, PET, EVA e alcuni ABS richiedono condizioni particolari; PE e PP non sono normalmente idonei. I materiali riciclati si possono saldare bene? Sì, ma con più cautela. La riuscita dipende dalla stabilità reologica, dalla degradazione subita durante i reprocessi, dalla presenza di contaminanti, dall’umidità e dalla costanza del lotto. Per questo i controlli sul materiale sono decisivi. Fonti tecniche e normative Le informazioni di aggiornamento e approfondimento contenute in questo articolo derivano da documentazione tecnica e normativa di riferimento, tra cui ISO 21307, ISO 12176-2:2025, ISO 12176-4, ISO 12176-5, ISO 13953, ISO 13954:2025, UNI EN 13067:2021, TWI – The Welding Institute, Emerson/Branson, Herrmann Ultraschall, Leister e GEAF. Categoria: notizie – tecnica – plastica – riciclo – saldaturaImmagine su licenza© Riproduzione Vietata
SCOPRI DI PIU' Polimeri Intelligenti per il Rilevamento Ambientale: La Nuova Frontiera della Sensoristica Sostenibile
Polimeri Intelligenti per il Rilevamento Ambientale: La Nuova Frontiera della Sensoristica SostenibileMateriali avanzati capaci di reagire a stimoli esterni come pH, temperatura e inquinanti chimici, per una gestione ambientale più efficiente e accuratadi Marco ArezioNegli ultimi decenni, i progressi nella scienza dei materiali hanno portato allo sviluppo dei polimeri intelligenti, noti anche come smart polymers o stimuli-responsive polymers. Questi materiali sono in grado di rispondere in modo controllato a stimoli esterni come pH, temperatura, luce, campi elettrici e magnetici, e sostanze chimiche specifiche, inclusi inquinanti. Queste caratteristiche uniche hanno aperto nuovi orizzonti nella sensoristica ambientale, permettendo la creazione di dispositivi capaci di monitorare in tempo reale le condizioni ambientali, con applicazioni che spaziano dal controllo della qualità dell'acqua all'analisi dell'aria. I polimeri intelligenti si distinguono per la capacità di subire variazioni significative delle proprietà fisico-chimiche in risposta a stimoli specifici, un processo che può essere sfruttato per il rilevamento preciso e sensibile di inquinanti o alterazioni ambientali. In questo articolo esploreremo il funzionamento di questi materiali, i principali stimoli a cui rispondono e le loro applicazioni nella sensoristica ambientale. Caratteristiche dei Polimeri Intelligenti I polimeri intelligenti sono macromolecole che possono cambiare le loro proprietà in modo reversibile in risposta a stimoli esterni. Questi cambiamenti possono riguardare la conformazione, la solubilità, la conducibilità elettrica o altre proprietà fisico-chimiche. Materiali progettati per rispondere a stimoli specifici trovano applicazione in settori come la medicina, l'elettronica e, più recentemente, la sensoristica ambientale.Le principali tipologie di risposta includono: Risposta al pH: Alcuni polimeri cambiano conformazione o solubilità in base al pH dell'ambiente. Questi materiali possono essere usati per monitorare l'acidità delle acque o del suolo, un parametro cruciale per la salute degli ecosistemi. Risposta alla temperatura: I polimeri termoresponsivi cambiano struttura o fase a determinate temperature di transizione, consentendo di creare sensori per rilevare variazioni termiche negli ecosistemi o nei processi industriali che possono contribuire al riscaldamento globale. Risposta agli inquinanti chimici: Alcuni polimeri intelligenti sono progettati per interagire selettivamente con molecole di inquinanti, alterando le loro proprietà ottiche o elettriche, il che li rende utili per rilevare sostanze pericolose nell'aria o nell'acqua. Stimoli Esterni e Risposte Polimeriche pH I polimeri sensibili al pH rilevano variazioni nell'acidità dell'ambiente grazie alla presenza di gruppi ionizzabili lungo la catena polimerica. In ambiente acido o basico, questi gruppi possono protonarsi o deprotonarsi, cambiando la solubilità o la conformazione del polimero. Ad esempio, polimeri con gruppi carbossilici o amminici possono rispondere in modo significativo a piccole variazioni di pH, rendendoli ideali per monitorare la qualità dell'acqua in contesti industriali o agricoli. Un esempio è il poliacido metacrilico, che in ambienti acidi si comporta come una molecola rigida, mentre in ambienti basici si estende, alterando le sue proprietà ottiche o la capacità di legare composti specifici. Temperatura I polimeri termoresponsivi mostrano cambiamenti strutturali a specifiche temperature, note come temperature critiche di soluzione superiore o inferiore (LCST o UCST). Al di sopra o al di sotto di queste temperature, i polimeri possono passare da uno stato solubile a uno stato insolubile o viceversa, modificando la loro configurazione. Questo comportamento è utile in contesti in cui la temperatura è un indicatore di cambiamenti climatici o processi industriali fuori controllo. Un esempio di polimero termoresponsivo è il poli N-isopropilacrilammide (PNIPAM), che ha una LCST intorno ai 32°C. Al di sopra di questa temperatura, il PNIPAM passa da uno stato idratato (solubile in acqua) a uno stato disidratato (insolubile), proprietà sfruttata in sensori per monitorare la temperatura di sistemi idrici e atmosferici. Inquinanti Chimici I polimeri progettati per reagire a inquinanti specifici, come metalli pesanti o composti organici volatili, offrono un'opportunità unica per il monitoraggio in tempo reale dell'inquinamento. Questi polimeri possono essere funzionalizzati con gruppi che interagiscono selettivamente con un inquinante target, provocando variazioni nelle proprietà ottiche, elettriche o meccaniche del materiale. Ad esempio, polimeri contenenti chelanti metallici possono legare metalli pesanti come piombo o mercurio, risultando in variazioni di colore o conducibilità elettrica, misurabili per rilevare contaminazioni nelle acque o nei terreni. Applicazioni nella Sensoristica Ambientale I polimeri intelligenti sono già utilizzati in diversi dispositivi avanzati di monitoraggio ambientale per rilevare rapidamente e con precisione cambiamenti critici negli ecosistemi e nelle risorse naturali. Ecco alcune delle applicazioni più promettenti: Monitoraggio della Qualità dell'Acqua: I sensori basati su polimeri intelligenti rilevano inquinanti chimici e biologici, come metalli pesanti, pesticidi e batteri patogeni, in modo rapido e preciso. Ad esempio, polimeri sensibili al pH possono monitorare l'acidità delle acque, un indicatore essenziale della qualità e salubrità delle risorse idriche. Rilevamento di Gas Inquinanti: Polimeri progettati per rispondere a composti organici volatili o gas nocivi, come biossido di azoto o monossido di carbonio, sono utilizzati in sensori per il controllo della qualità dell'aria. Questi dispositivi sono cruciali per monitorare le emissioni industriali e i livelli di inquinamento urbano, fornendo dati fondamentali per la gestione dell'inquinamento atmosferico. Monitoraggio di Processi Industriali: La sensibilità dei polimeri intelligenti alla temperatura e agli inquinanti chimici li rende ideali anche per il controllo dei processi industriali. Ad esempio, sensori termici possono rilevare variazioni nei processi di riscaldamento, mentre sensori chimici possono monitorare la presenza di contaminanti nei reflui industriali. Prospettive Future Lo sviluppo dei polimeri intelligenti per la sensoristica ambientale è in rapida crescita, con un crescente interesse verso la creazione di materiali più selettivi e sensibili, in grado di funzionare in condizioni ambientali complesse e rilevare una gamma più ampia di inquinanti. Le future ricerche si concentreranno sull'ottimizzazione delle prestazioni dei polimeri in ambienti estremi, come temperature elevate o bassi livelli di umidità, e sulla loro integrazione con sistemi di raccolta dati e analisi in tempo reale. Un altro ambito promettente riguarda l'uso di polimeri biodegradabili, che possono minimizzare l'impatto ambientale dei dispositivi di monitoraggio stessi, un aspetto cruciale in un'ottica di economia circolare e sostenibilità ambientale. Conclusione I polimeri intelligenti rappresentano una tecnologia emergente con un grande potenziale nel rilevamento ambientale. La loro capacità di rispondere a stimoli esterni come pH, temperatura e inquinanti chimici li rende ideali per lo sviluppo di sensori avanzati, capaci di monitorare e proteggere l'ambiente in modo efficiente e sostenibile. Le ricerche in questo settore continueranno a migliorare questi materiali, permettendo una maggiore integrazione tra scienza dei materiali e protezione dell'ambiente.© Riproduzione Vietata
SCOPRI DI PIU' Microplastiche nel Cervello Umano: Scoperte sul Bioaccumulo
Microplastiche nel Cervello Umano: Scoperte sul BioaccumuloAnalisi avanzata del bioaccumulo di microplastiche nel cervello tramite tecniche scientifiche innovative come la Pirolisi-Gas Cromatografiadi Marco ArezioNegli ultimi anni, il crescente problema della contaminazione da microplastiche ha attirato l'attenzione della comunità scientifica per il suo impatto ambientale e sulla salute umana. Le microplastiche, minuscole particelle plastiche inferiori a 5 millimetri, si trovano ovunque: negli oceani, nel suolo, negli alimenti, nell'acqua potabile e persino nell'aria che respiriamo. Tuttavia, l'idea che queste particelle possano accumularsi nel nostro corpo, in particolare nel cervello, rappresenta un allarme che la scienza sta appena iniziando a comprendere. Recenti ricerche hanno dimostrato che le microplastiche non solo possono entrare nel corpo umano, ma potrebbero persino superare una delle sue difese più sofisticate: la barriera emato-encefalica (BBB), una struttura che protegge il cervello da sostanze nocive presenti nel sangue. Questa scoperta, ottenuta grazie a tecniche analitiche avanzate come la pirolisi-gas cromatografia-spettrometria di massa (Py-GC-MS), apre un nuovo capitolo nello studio dell’impatto delle microplastiche sulla salute umana. Le Microplastiche e il Cervello: Come si Studiano La rilevazione di microplastiche nel cervello umano richiede tecniche sofisticate e un approccio metodologico rigoroso. I tessuti cerebrali analizzati in questi studi sono stati prelevati da individui deceduti, con procedure che garantiscono la massima sterilità per evitare contaminazioni ambientali. Una volta ottenuti i campioni, i ricercatori hanno utilizzato la Py-GC-MS, una tecnica in grado di scomporre il materiale organico e isolare i frammenti plastici. La pirolisi riscalda i campioni a temperature estremamente elevate in assenza di ossigeno, consentendo di ottenere molecole più piccole che possono essere separate e identificate. Questo metodo permette di riconoscere i polimeri specifici, fornendo una "firma chimica" per ogni tipo di plastica. Tra i polimeri rilevati, i più comuni sono risultati essere il polietilene (PE), il polipropilene (PP) e il polietilene tereftalato (PET), materiali utilizzati in imballaggi, contenitori alimentari e tessuti sintetici. Le particelle trovate avevano dimensioni inferiori a 100 micrometri, un fattore che le rende particolarmente pericolose, poiché consentono loro di penetrare in profondità nei tessuti. Come le Microplastiche Raggiungono il Cervello La presenza di microplastiche nel cervello umano solleva interrogativi fondamentali sui meccanismi attraverso cui queste particelle possono attraversare la barriera emato-encefalica. Diverse ipotesi sono state formulate: Trasporto tramite il flusso sanguigno: Una volta ingerite o inalate, le microplastiche possono entrare nel circolo sanguigno e, grazie alle loro dimensioni ridotte, superare la barriera protettiva del cervello. Via olfattiva: Le particelle inalate attraverso il naso potrebbero raggiungere il cervello passando attraverso il nervo olfattivo, bypassando del tutto la barriera emato-encefalica. Fagocitosi mediata da cellule: Alcuni tipi di cellule immunitarie, come i macrofagi, possono inglobare le microplastiche e trasportarle verso il sistema nervoso centrale. Le Conseguenze per la Salute Umana L’accumulo di microplastiche nel cervello umano non è solo una scoperta preoccupante, ma solleva interrogativi sul loro potenziale impatto sulla salute neurologica. Gli studi suggeriscono che le microplastiche possano indurre: Infiammazione cronica: Le particelle plastiche possono attivare la microglia, le cellule immunitarie del cervello, provocando un’infiammazione persistente che danneggia i tessuti neuronali. Stress ossidativo: Le microplastiche possono generare specie reattive dell’ossigeno (ROS), molecole altamente reattive che danneggiano le membrane cellulari, le proteine e il DNA. Neurotossicità chimica: Molti polimeri plastici contengono additivi chimici come ftalati e bisfenolo A (BPA), noti per interferire con i sistemi endocrini e neuronali. Questi effetti potrebbero contribuire allo sviluppo di patologie neurodegenerative come il Parkinson o l'Alzheimer. Sebbene le prove attuali siano limitate, le similitudini con studi su modelli animali rafforzano la necessità di ulteriori ricerche. Una Nuova Frontiera di Ricerca La scoperta di microplastiche nel cervello umano rappresenta una frontiera di ricerca ancora poco esplorata. Comprendere come queste particelle interagiscano con il sistema nervoso è cruciale per valutare i rischi a lungo termine e adottare misure preventive. Le future ricerche dovrebbero concentrarsi su: Epidemiologia: Correlare l'esposizione alle microplastiche con l'incidenza di disturbi neurologici nella popolazione generale. Meccanismi biologici: Studiare il comportamento delle microplastiche nel cervello per comprendere i processi di accumulo e degradazione. Prevenzione: Sviluppare strategie per limitare l’esposizione alle microplastiche attraverso politiche ambientali più severe e tecnologie innovative. Conclusione L’accumulo di microplastiche nel cervello umano, documentato grazie a tecniche analitiche avanzate come la Py-GC-MS, rappresenta una scoperta rivoluzionaria che pone nuove sfide alla ricerca scientifica e alla sanità pubblica. Sebbene molte domande rimangano ancora senza risposta, questa nuova conoscenza evidenzia la necessità di agire per ridurre la presenza di microplastiche nell’ambiente. Solo così potremo limitare i rischi per la salute umana in un mondo sempre più segnato dalla plastica.© Riproduzione Vietata
SCOPRI DI PIU' L’uso dei Polimeri Rigenerati nelle Miscele Bituminose
L’uso dei Polimeri Rigenerati nelle Miscele BituminoseCosa è la miscela ad inversione di fase e come si usano i polimeri rigenerati nelle miscele bituminose?di Marco ArezioAgli inizi degli anni 60 del secolo scorso, il manto bituminoso impermeabilizzante era costituito principalmente da carta bitumata e bitume, inoltre era stato da poco introdotto sul mercato il feltro di vetro bitumato le cui caratteristiche di stabilità dimensionale e resistenza erano particolarmente apprezzate. Nello stesso periodo, come abbiamo visto nell’articolo su Giulio Natta, si stavano sviluppando tutta una serie di catalizzatori stereospecifici che servivano per creare nuove miscele chimiche da cui sarebbero, a breve, stati polimerizzati nuovi polimeri tra cui il polipropilene. Queste nuove scoperte portarono alla manipolazione delle catene di molecole creando un ordine delle stesse dal punto di vista chimico. Il fatto di poter posizionare tutte le molecole dalla stessa parte, conferisce alla catena polimerica alcuni vantaggi, tra cui una maggiore resistenza meccanica e una maggiore resistenza al calore, definendo così il polimero ottenuto isotattico. Il suo contrario, dal punto di vista della posizione delle molecole, quindi in modo disordinato, viene definito atattico. Se vogliamo entrare un po’ in alcuni valori tecnici che caratterizzano il polipropilene isotattico possiamo sottolineare che la resistenza meccanica arriva fino a 400 Kg./mq. e la resistenza al calore fino a 150°C. Il polipropilene atattico ha invece la caratteristica di essere più malleabile ed elastico con allungamenti fino al 600%. Tra i polimeri rigenerati e gli additivi che vengono usati nelle miscele di bitume non esiste solo il polipropilene ma anche: – l’LDPE – l’HDPE – EVA – TPO – le Cariche Minerali (talco o carbonato di calcio) – le Gomme Termoplastiche – gli oli – le cere. Miscelando i polimeri rigenerati, in percentuali diverse con il bitume, a secondo della caratteristica tecnica della membrana che si vuole ottenere, avremo la modifica di diversi parametri generali: – La viscosità (aumenta) – La temperatura di rammollimento (aumenta da 60° a 150°) – La penetrazione (diminuisce, quindi aumenta la calpestabilità) – La temperatura di frattura per piegamento a freddo (diminuisce da +10° a – 20° es.) – La stabilità agli agenti atmosferici (durata) Ma cosa succede esattamente durante la miscelazione tra il bitume e i polimeri rigenerati? In gergo tecnico la reazione, tra bitume e polimeri, durante miscelazione viene chiamata Inversione di Fase. Quando si prepara una mescola la quantità di polimeri è nettamente più bassa rispetto alla quantità di bitume ma, attraverso il mescolamento a caldo degli ingredienti, ad una temperatura superiore a quella di fusione del polimero, avviene la cosiddetta inversione di fase, dove l’ingrediente minoritario, in questo caso il polimero, costituisce la fase portante della miscela, mentre l’ingrediente quantitativamente maggioritario, la fase dispersa. Per far si che avvenga l’inversione di fase è importante usare bitume distillato perché è ricco di oli della frazione maltenica compatibili con i polimeri. Durante la creazione delle ricette i produttori di membrane bitume-polimero utilizzano i polimeri rigenerati sotto forma di: – Granuli – Macinati – Densificati (solo se facilmente disperdibili) Per quanto riguarda la filtrazione dei granuli normalmente è richiesta inferiore ai 800-1000 micron, mentre per i macinati e i densificati è richiesta un grado di pulizia (lavaggio) buono e un tenore di umidità basso per non avere reazioni pericolose durante il mescolamento con il bitume caldo.Categoria: notizie - tecnica - plastica - riciclo - bitume - edilizia - polimeriVedi il prodotto finito
SCOPRI DI PIU' REACH, RoHS, TSCA, SDWTA: la Legislazione sui Prodotti Chimici
REACH, RoHS, TSCA, SDWTA: la Legislazione sui Prodotti ChimiciREACH, RoHS, TSCA, SDWTA: la Legislazione sui Prodotti Chimicidi Marco ArezioOgni oggetto che compriamo, utilizziamo e poi, a fine vita gettiamo, è un composto di sostanze chimiche che, legate tra loro, offrono le caratteristiche estetiche, fisiche e di utilizzo che gli richiediamo.Il contenuto chimico del prodotto è la somma di una lunga catena di attività, che arriva a monte attraverso la catena di produzione. La fabbricazione di un oggetto può coinvolgere molti elementi, da poche sostanze chimiche comuni, fino a centinaia di sostanze chimiche sintetiche. Prendiamo per esempio un tipico prodotto per la pulizia della casa che può contenere una dozzina di sostanze chimiche diverse, oppure un gadget elettronico che potrebbe essere il risultato di diverse centinaia di sostanze utilizzate durante la sua fabbricazione. Alcuni composti chimici finiscono nel prodotto finale mentre altri servono come intermedi nella catena di produzione. Molto probabilmente alcune sostanze chimiche tossiche potrebbero far parte della miscela che serve per la sua produzione, infatti, le sostanze chimiche con attributi speciali vengono utilizzate per ottenere alcune proprietà del prodotto come durata, consistenza, colore o fragranze, ecc. Non è un caso che le sostanze chimiche con proprietà tossiche possano essere abbondanti tra queste sostanze chimiche speciali, ad esempio, lo sforzo di creare proprietà "durevoli" (come i tessuti idrorepellenti) tende a favorire le sostanze chimiche che sono più difficili da riconoscere e da abbattere per i sistemi biologici e viventi, infatti, possono resistere alla dissoluzione e possono raggiungere alti livelli nocivi in natura. Quindi si può presumere che anche le sostanze tossiche possano far parte di alcuni prodotti che potremmo utilizzare. Vediamo alcune famiglie di prodotti chimici: Plastica Le materie plastiche sono un ampio gruppo di materiali a base di polimeri. I polimeri comunemente usati sono polietilene (PE), polipropilene (PP), polivinilcloruro (PVC), polistirene (PS) e poliuretano (PU o PUR). Tuttavia, l'elenco dei polimeri è molto più lungo e vengono associate costantemente nuove ricette ed additivi.Anche la miscelazione di polimeri diversi (come i materiali multistrato) è un processo normale che serve per migliorare il funzionamento delle materie plastiche. La scelta del polimero da utilizzare nella produzione dipende dalla funzione desiderata. Quasi tutti i polimeri sono prodotti dalla materia prima fossile di derivazione petrolifera. I polimeri a base biologica, come il PLA ottenuto da materie prime agricole, vengono sempre più utilizzati sebbene abbiano ancora una quota di mercato molto marginale. Alcune limitazione del loro sviluppo dipendono da un non trascurabile impatto ecologico nella loro produzione. La maggior parte dei materiali plastici contiene numerosi additivi (sostanze chimiche funzionali) per migliorare le prestazioni. La quantità di additivi applicati può variare dallo 0 al 95% a seconda del polimero e del tipo di prodotto. Molte delle proprietà negative delle plastiche derivano spesso dagli additivi piuttosto che dai polimeri stessi. Plastificanti Questi sono usati normalmente per ammorbidire la plastica, Infatti, mentre alcuni polimeri sono intrinsecamente "morbidi", altri polimeri richiedono notevoli quantità di plastificanti per diventare flessibili. Il PVC è il tipico polimero dove si fa un uso importante dei plastificanti. Gli ftalati sono un gruppo comune di plastificanti che vengono utilizzati in grandi quantità, spesso circa il 30-60% della composizione totale della plastica. Diversi ftalati hanno proprietà pericolose, come abbiamo visto in un articolo recente. Poiché gli ftalati non sono legati chimicamente al materiale plastico e possono fuoriuscire dal prodotto, è probabile che gli utilizzatori finali ne siano esposti durante il suo uso o addirittura attraverso la catena alimentare, in quanto gli ftalati possono essere assorbiti nell’ambiente. Ritardanti di fiamma I ritardanti di fiamma vengono utilizzati per rendere un prodotto meno infiammabile e, in base alle caratteristiche tecniche del prodotto da realizzare, può essere richiesto l’impegno di questi additivi. Esempi di tali utilizzi li possiamo trovare, per esempio, negli indumenti protettivi, nelle tende e nei tessuti utilizzati nei mobili, per citarne solo alcuni. Alcuni ritardanti di fiamma attualmente utilizzati, in particolare i composti alogenati, hanno dimostrato di avere proprietà pericolose, e, alcuni, sono soggetti a normative internazionali e / o nazionali. Storicamente, i ritardanti di fiamma bromurati (BFR) sono stati ampiamente utilizzati, dimostrandosi tossici in quanto avviene un bio accumulo e persistono nell'ambiente. La regolamentazione delle sostanze chimiche nei prodotti è una conquista relativamente recente, infatti non è stato sempre così. Per decenni, le sostanze chimiche sono state poco o per nulla normate, con alcune esenzioni specifiche, mentre la stragrande maggioranza delle sostanze chimiche poteva essere utilizzata senza la necessità di fornire prove della loro sicurezza. Se una sostanza era stata identificata come un inquinante tossico grave, lo si era scoperto più in seguito ad una coincidenza piuttosto che sulla base di un esame sistematico. Non era stato richiesto normalmente alcun test generale delle sostanze chimiche per le proprietà nocive. Questo è leggermente cambiato negli ultimi anni. L'UE ha applicato il REACH (registrazione, valutazione, autorizzazione e restrizione delle sostanze chimiche), un quadro giuridico completo che si occupa di tutte le sostanze chimiche in uso, richiedendo alle aziende che commercializzano sostanze chimiche di presentare una serie di dati di prova. L'equivalente statunitense, TSCA (Toxic Substances Control Act), stabilisce alcuni requisiti di base ma ha una portata molto più limitata. Cosa è il REACH Nel 2007 l'Unione Europea ha introdotto una legislazione quadro completa per le sostanze chimiche, chiamata Reach. Questo richiede che le aziende, che producono o importano sostanze chimiche, le registrino presso un'agenzia centrale (ECHA , con sede in Finlandia). Con la registrazione, le aziende devono anche riportare le proprietà di base della sostanza chimica e, se prodotta / importata in volumi maggiori, anche le informazioni che indicano se la sostanza è pericolosa. Lo scopo è rendere i produttori e gli importatori responsabili dei prodotti che mettono sul mercato e migliorare la conoscenza delle sostanze chimiche utilizzate. Il regolamento Reach contiene anche un sistema per il "solo uso autorizzato" di sostanze chimiche altamente pericolose per la salute e l'ambiente. Cosa è il TSCA Il Toxic Substances Control Act (TSCA) è un regolamento statunitense che riguarda la produzione, la lavorazione, la distribuzione, l'uso e lo smaltimento di prodotti chimici commerciali e industriali. Introdotto nel 1976, si concentra principalmente sulle nuove sostanze introdotte dopo il riconoscimento del TSCA. Cosa è il RoHS RoHS è una direttiva dell'Unione europea introdotta nel 2006 per limitare l'uso di alcune sostanze chimiche pericolose nella produzione di apparecchiature elettroniche ed elettriche. Attualmente vieta o limita dieci sostanze / gruppi di sostanze; 4 metalli pesanti, 4 ftalati e 2 gruppi di ritardanti di fiamma bromurati. Cosa è il California “Proposition 65”. Nel 1986, lo Stato della California ha introdotto il "Safe Drinking Water and Toxic Enforcement Act", ma più spesso indicato come "Proposition 65". Richiede allo Stato di pubblicare un elenco di sostanze chimiche note che possono causare il cancro o difetti alla nascita o altri danni riproduttivi. L'elenco viene aggiornato frequentemente e attualmente comprende circa 800 sostanze chimiche. La legge impone alle aziende di notificare ai californiani, quantità significative di sostanze chimiche nei prodotti che acquistano, nelle loro case o nei luoghi di lavoro o che vengono rilasciate nell'ambiente. La Proposition 65 vieta inoltre alle aziende californiane di scaricare consapevolmente quantità significative di sostanze chimiche elencate in presenza di falde d’acqua potabile.Categoria: notizie - tecnica - REACH - ROHS - SDWTA Vedi maggiori informazioni sulla chimica applicataFonti chemsec
SCOPRI DI PIU' Manutenzione Predittiva e Preventiva delle Presse ad Iniezione: Decifrare i Segnali per un'Efficienza Proattiva
Manutenzione Predittiva e Preventiva delle Presse ad Iniezione: Decifrare i Segnali per un'Efficienza ProattivaUn'analisi approfondita delle fasi manutentive e dei segnali emessi dalle presse ad iniezionedi Marco ArezioNel dinamico panorama dell'ingegneria delle materie plastiche, le presse ad iniezione rappresentano infrastrutture tecnologiche di primaria importanza. La loro capacità di trasformare polimeri grezzi in manufatti complessi e di precisione le rende elementi centrali in svariati settori industriali. Tuttavia, come ogni sistema meccanico complesso, le presse ad iniezione richiedono una gestione attenta e programmata, imperniata su strategie di manutenzione efficaci. Questo articolo si propone di esplorare le diverse sfaccettature della manutenzione delle presse ad iniezione, analizzando in dettaglio non solo le fasi operative ma, soprattutto, i segnali sottili e talvolta inequivocabili che queste macchine emettono quando necessitano di attenzione, fornendo una prospettiva avanzata sulla gestione proattiva degli impianti. Un Approccio Sistemico alla Cura delle Presse ad Iniezione: Oltre la Semplice Riparazione La manutenzione di una pressa ad iniezione non si limita alla mera riparazione di guasti. Essa costituisce un processo articolato che abbraccia diverse strategie interconnesse, ognuna con un ruolo specifico nel garantire l'efficienza e la longevità dell'impianto. In primo luogo, la manutenzione ordinaria, spesso relegata a compiti routinari, rappresenta il fondamento di una gestione efficace. Le attività quotidiane o settimanali svolte dagli operatori, come la meticolosa pulizia della macchina, la verifica dei livelli di lubrificanti e fluidi idraulici, e l'ispezione visiva alla ricerca di perdite o allentamenti, costituiscono una barriera primaria contro l'accumulo di problematiche minori che, trascurate, possono evolvere in guasti più significativi e onerosi. Salendo di livello, la manutenzione preventiva introduce una logica di programmazione e periodicità. Basandosi sulle raccomandazioni del costruttore e sull'esperienza operativa accumulata, tecnici specializzati intervengono a intervalli prestabiliti per eseguire controlli approfonditi, sostituire componenti soggetti a usura programmata (come filtri, guarnizioni e ugelli), calibrare sensori, analizzare lo stato dell'olio idraulico e verificare l'integrità dei sistemi di sicurezza. L'obiettivo primario di questa fase è anticipare i guasti, riducendo drasticamente la probabilità di interruzioni impreviste della produzione. L'avanguardia della gestione manutentiva è rappresentata dalla manutenzione predittiva. Sfruttando le potenzialità delle tecnologie di monitoraggio continuo, come sensori di vibrazione, termocamere e sistemi di analisi dell'olio in tempo reale, è possibile valutare lo stato di salute della macchina in modo dinamico. L'analisi dei dati raccolti permette di identificare anomalie incipienti e prevedere potenziali guasti con un orizzonte temporale che consente di pianificare interventi manutentivi mirati, ottimizzando l'allocazione delle risorse e minimizzando i costosi tempi di inattività non programmati. Infine, la manutenzione correttiva rappresenta la risposta all'inevitabile verificarsi di un guasto. Sebbene una gestione proattiva della manutenzione miri a contenerne la frequenza e la gravità, la capacità di intervenire rapidamente ed efficacemente per ripristinare la funzionalità della pressa rimane un aspetto cruciale. Decifrare il Linguaggio Silenzioso della Macchina: I Segnali Inequivocabili di Necessità Manutentiva Oltre alle scadenze programmate, la pressa ad iniezione stessa comunica attivamente il suo stato di salute attraverso una serie di segnali che un occhio esperto e una comprensione approfondita dei processi possono interpretare come campanelli d'allarme. Un allungamento inatteso dei tempi di ciclo non è semplicemente una variazione statistica. Un incremento graduale può sottendere un aumento dell'attrito meccanico, una progressiva inefficienza del sistema idraulico nel raggiungere le pressioni operative, o una riduzione della capacità di scambio termico nel sistema di riscaldamento o raffreddamento. Un rallentamento improvviso, d'altro canto, potrebbe indicare una perdita significativa di pressione idraulica o un blocco parziale nel sistema di raffreddamento che ostacola la solidificazione del polimero. L'inconsistenza nei tempi di ciclo tra una produzione e l'altra suggerisce un'instabilità intrinseca nel sistema, potenzialmente legata a fluttuazioni di pressione o a un controllo termico non ottimale. L'ambiente sonoro che circonda una pressa ad iniezione può rivelare molto sul suo stato di salute. Rumori anomali provenienti dalla pompa idraulica, come cigolii o pulsazioni, possono indicare usura interna o la presenza di aria nel circuito. Scricchiolii o colpi secchi dal gruppo di chiusura possono segnalare problemi di lubrificazione, usura delle guide o disallineamenti. Stridori metallici dal gruppo di iniezione potrebbero essere sintomo di usura della vite di plastificazione o del cilindro. Parallelamente, vibrazioni eccessive, generalizzate o localizzate, possono indicare squilibri meccanici, allentamenti strutturali o malfunzionamenti idraulici. L'analisi della frequenza e dell'intensità di questi suoni e vibrazioni, anche attraverso strumenti diagnostici dedicati, può fornire indicazioni preziose sulla natura del problema. La comparsa di perdite di materiale plastico fuso dall'ugello o da altre zone del gruppo di iniezione è un segnale visivo inequivocabile di un problema di tenuta, spesso dovuto all'usura di guarnizioni o al danneggiamento dei componenti. Analogamente, le perdite di olio idraulico da raccordi, tubazioni o cilindri indicano un deterioramento degli elementi di tenuta o danni strutturali che compromettono l'efficienza del sistema idraulico e rappresentano un rischio per la sicurezza. Il sistema di controllo elettronico della pressa è un sofisticato sistema di autodiagnosi. La comparsa ripetuta di allarmi e messaggi di errore non deve essere ignorata. Essi segnalano malfunzionamenti di sensori che forniscono informazioni cruciali al sistema, problemi con gli attuatori che eseguono i comandi, o anomalie nella comunicazione tra i diversi moduli elettronici. La consultazione del manuale della macchina per decifrare il significato specifico di ciascun codice di errore è un passo fondamentale per una diagnosi accurata. L'instabilità nei valori di pressione e temperatura è un altro indicatore critico. Fluttuazioni significative nella pressione idraulica possono riflettere problemi nella pompa o nelle valvole di regolazione. Variazioni anomale nella temperatura del fuso o dello stampo possono essere sintomo di malfunzionamenti nelle resistenze riscaldanti, nelle unità di termoregolazione o nei sensori di controllo. Un monitoraggio costante di questi parametri è essenziale per garantire la qualità del processo e prevenire danni all'attrezzatura. Infine, l'osservazione del movimento degli assi della pressa può rivelare anomalie. Movimenti a scatti o rallentati del gruppo di chiusura, del gruppo di iniezione o dell'espulsore suggeriscono un aumento dell'attrito dovuto a lubrificazione insufficiente o usura delle guide, o potenziali problemi con le valvole idrauliche che controllano il movimento. Una mancanza di precisione nel posizionamento indica invece possibili guasti ai sensori di posizione o al sistema di controllo del movimento. Un surriscaldamento anomalo di componenti specifici come il motore idraulico o il cilindro di plastificazione può segnalare sovraccarico, attrito eccessivo o malfunzionamenti nei sistemi di raffreddamento. Verso un Futuro di Produzione Intelligente: L'Importanza della Consapevolezza Manutentiva Comprendere le diverse fasi della manutenzione e, soprattutto, saper interpretare il linguaggio silente della pressa ad iniezione rappresenta una competenza fondamentale per i professionisti del settore plastico. Un approccio proattivo alla manutenzione, basato sull'osservazione attenta dei segnali emessi dalla macchina e sull'integrazione di strategie preventive e predittive, non solo minimizza i costosi tempi di fermo macchina e i costi di riparazione, ma contribuisce in modo significativo a garantire la qualità del prodotto finito e a prolungare la vita utile di un investimento strategico come la pressa ad iniezione. In un'era industriale sempre più orientata all'efficienza e all'ottimizzazione, la capacità di "ascoltare" la macchina e di agire tempestivamente in base ai suoi segnali diventerà un elemento distintivo per il successo nel competitivo mondo della trasformazione delle materie plastiche.© Riproduzione Vietata
SCOPRI DI PIU' Prestazioni di Polimeri ad Alto Contenuto di Solfoni per lo Stoccaggio Energetico
Prestazioni di Polimeri ad Alto Contenuto di Solfoni per lo Stoccaggio EnergeticoMiglioramento delle Membrane a Scambio Protonico per le Tecnologie Energetiche del Futurodi Marco Arezio Il crescente bisogno di tecnologie di stoccaggio energetico efficienti e sostenibili ha spinto la ricerca verso materiali innovativi, tra cui i polimeri ad alto contenuto di solfoni. Questi polimeri sono utilizzati per migliorare le prestazioni delle membrane a scambio protonico, una componente essenziale per molte tecnologie energetiche, tra cui celle a combustibile e batterie a flusso redox. In questo articolo verranno esplorati i recenti sviluppi nell'uso di polimeri solfonati per lo stoccaggio energetico, con un approfondimento sulle loro proprietà chimiche, sulle prestazioni e sui progressi nella stabilità termica e meccanica, nonché una spiegazione dettagliata del funzionamento delle membrane a scambio protonico, delle celle a combustibile e delle batterie a flusso redox. Introduzione alle Membrane a Scambio Protonico (PEM) Le membrane a scambio protonico (PEM, Proton Exchange Membranes) sono dispositivi chiave per numerose applicazioni nel campo delle energie rinnovabili, in particolare nelle celle a combustibile e nelle batterie a flusso redox. Le PEM sono membrane polimeriche che permettono il passaggio selettivo dei protoni (ioni H⁺) mentre impediscono il passaggio di altri ioni e gas. Questa caratteristica è fondamentale per la conversione e lo stoccaggio dell'energia elettrochimica, in quanto consente un efficiente trasferimento di carica nelle reazioni redox. Le PEM sono costituite principalmente da materiali polimerici solfonati, che favoriscono una conduttività protonica elevata, necessaria per il buon funzionamento delle tecnologie energetiche avanzate. Struttura e Proprietà dei Polimeri Solfonati I polimeri ad alto contenuto di solfoni sono caratterizzati dalla presenza di gruppi solfonici (-SO₃H) lungo la catena polimerica. Questi gruppi sono responsabili dell'elevata conduzione protonica, fondamentale per l'efficienza delle PEM. Il contenuto di solfoni influisce direttamente sulla capacità del polimero di trasportare protoni, poiché i gruppi solfonici forniscono i siti necessari per la migrazione protonica. Tuttavia, la presenza di un elevato numero di gruppi solfonici può compromettere la stabilità meccanica e termica del polimero, rendendo necessaria un'ottimizzazione tra conduttività e resistenza strutturale. Modifiche Strutturali per Migliorare le Prestazioni Per migliorare le prestazioni delle membrane, i polimeri ad alto contenuto di solfoni vengono spesso modificati con l'introduzione di rinforzi fisici o chimici. Un approccio comune è l'uso di materiali compositi, in cui i polimeri solfonati sono combinati con microcristalli di cellulosa o altre nanoparticelle per aumentare la stabilità meccanica senza ridurre significativamente la conduttività protonica. Altri metodi prevedono la reticolazione chimica, che migliora la resistenza termica del materiale, riducendo la solubilizzazione in acqua, una delle principali cause di degrado delle PEM. Prestazioni Elettrochimiche e Stoccaggio Energetico Le prestazioni elettrochimiche dei polimeri solfonati dipendono in gran parte dalla loro capacità di mantenere elevati livelli di conduzione protonica in condizioni operative variabili. I polimeri con un elevato contenuto di solfoni mostrano un'elevata conduttività, ma sono suscettibili a problemi di idratazione e stabilità termica. Recenti sviluppi hanno portato all'introduzione di nuovi polimeri che combinano un'elevata densità di gruppi solfonici con miglioramenti nella resistenza meccanica, grazie all'uso di reticolanti o materiali rinforzanti. Celle a Combustibile a Membrana a Scambio Protonico (PEMFC) Le celle a combustibile a membrana a scambio protonico (PEMFC) sono dispositivi elettrochimici che convertono l'energia chimica di un combustibile (generalmente idrogeno) direttamente in energia elettrica, con l'acqua come unico prodotto di scarto. Nelle PEMFC, la membrana a scambio protonico agisce come un elettrolita solido, separando i reagenti (idrogeno e ossigeno) e facilitando il trasferimento di protoni dall'anodo al catodo. Questo processo è cruciale per la produzione di energia elettrica, poiché consente un'elevata efficienza di conversione e riduce significativamente le emissioni inquinanti rispetto ai metodi tradizionali di produzione di energia. Batterie a Flusso Redox e il Ruolo delle Membrane a Scambio Protonico Le batterie a flusso redox sono un'altra applicazione significativa delle membrane a scambio protonico. Queste batterie immagazzinano energia in soluzioni elettrolitiche contenenti specie redox, che circolano attraverso una cella elettrochimica. Le PEM fungono da barriera selettiva tra i due serbatoi di elettroliti, permettendo il passaggio dei protoni e impedendo la miscelazione delle soluzioni. Questa separazione è fondamentale per mantenere l'efficienza della reazione redox e garantire una lunga durata della batteria. Le batterie a flusso redox sono particolarmente interessanti per l'accumulo di energia da fonti rinnovabili intermittenti, come l'energia solare ed eolica, poiché offrono una grande flessibilità e scalabilità. Sfide e Prospettive Future nello Sviluppo di Polimeri per lo Stoccaggio Energetico Nonostante i progressi, rimangono problemi significativi per l'uso diffuso di polimeri solfonati nelle applicazioni energetiche. La principale sfida è rappresentata dalla necessità di bilanciare la conduttività protonica con la stabilità meccanica e chimica. Studi futuri potrebbero concentrarsi su nuovi approcci di reticolazione o sulla sintesi di polimeri con una distribuzione più ottimale dei gruppi solfonici lungo la catena polimerica. Inoltre, lo sviluppo di materiali compositi e l'uso di nanomateriali rappresentano promettenti direzioni di ricerca per migliorare le prestazioni delle PEM senza compromettere la loro stabilità. Conclusioni I polimeri ad alto contenuto di solfoni rappresentano una soluzione promettente per lo stoccaggio energetico, grazie alla loro elevata conduttività protonica e alle applicazioni nelle tecnologie elettrochimiche avanzate come le celle a combustibile e le batterie a flusso redox. La ricerca è in continua evoluzione per superare le limitazioni attuali, e i recenti progressi nella modifica strutturale dei polimeri e nello sviluppo di compositi indicano un percorso promettente verso l'adozione su larga scala di queste tecnologie.© Riproduzione Vietata
SCOPRI DI PIU' Come riciclare i serramenti in PVC ed alluminio: guida al recupero sostenibile di infissi ed accessori
Come riciclare i serramenti in PVC ed alluminio: guida al recupero sostenibile di infissi ed accessoriScopri come avviene il riciclo tecnico dei serramenti in PVC dismessi, le caratteristiche del polimero, cosa si produce nuovamente con il materiale riciclatodi Marco ArezioNegli ultimi anni, il tema del riciclo sostenibile dei serramenti in PVC e alluminio ha assunto un'importanza crescente nella gestione edilizia, soprattutto in relazione alle strategie di riqualificazione energetica e di ristrutturazione sostenibile degli edifici esistenti. Con l'aumento degli interventi di recupero edilizio, diventa fondamentale gestire in maniera responsabile i materiali di scarto, considerando attentamente le implicazioni ambientali, economiche e normative che ne derivano. Le caratteristiche uniche del PVC-U Il PVC utilizzato per la produzione di serramenti, noto tecnicamente come PVC-U (PVC unplasticizzato), si distingue per la sua capacità di offrire elevata rigidità e robustezza senza la necessità di aggiungere plastificanti. Questo particolare materiale polimerico ha proprietà intrinseche come la resistenza alla deformazione in presenza di variazioni termiche estreme, una durabilità significativa contro gli agenti atmosferici e una capacità isolante notevole sia dal punto di vista termico che acustico. Inoltre, la sua bassa manutenzione contribuisce ulteriormente ad aumentarne la durata utile, rendendolo particolarmente indicato per applicazioni in edilizia sostenibile e per processi di riciclo efficaci e durevoli. Innovazione nella produzione: la coestrusione Una delle innovazioni tecnologiche più significative nella produzione di serramenti in PVC è rappresentata dalla tecnica di coestrusione, un processo avanzato che consiste nell'unire simultaneamente strati distinti di PVC vergine e PVC riciclato all'interno di un unico profilo estruso. Durante la coestrusione, i due materiali vengono lavorati tramite un apposito estrusore dotato di canali separati che convergono in una testa comune, consentendo così la formazione di un prodotto finito composto da uno strato esterno di PVC vergine, che garantisce eccellenti prestazioni estetiche e una superficie uniforme resistente all'invecchiamento, e uno strato interno costituito da PVC riciclato, che contribuisce alla sostenibilità ambientale e all'economia circolare del settore. Questa tecnologia non solo mantiene le prestazioni strutturali del prodotto, assicurando rigidità e durata nel tempo, ma valorizza anche il materiale riciclato riducendo sensibilmente l'impiego di risorse vergini, minimizzando così l'impatto ambientale e sostenendo pratiche di gestione responsabile delle risorse disponibili. Come avviene il riciclo del PVC Il riciclo del PVC è un processo complesso che richiede un'organizzazione precisa e tecniche specifiche per garantire la qualità della materia prima-seconda risultante. Inizialmente, i serramenti in PVC dismessi vengono raccolti nei cantieri edili o presso centri autorizzati di raccolta e sottoposti a una prima fase di smontaggio, durante la quale vengono rimossi accuratamente vetri, guarnizioni, ferramenta e altri componenti non plastici. La fase successiva prevede la triturazione meccanica, eseguita con mulini specializzati in grado di ridurre il materiale plastico in frammenti di dimensioni uniformi e gestibili. Questo passaggio agevola notevolmente il trattamento successivo, che consiste in un processo di lavaggio approfondito al fine di eliminare il più possibile vernici, adesivi, polveri, contaminanti organici e ogni altro tipo di impurità potenzialmente dannosa. Al termine di questa pulizia, il materiale ottenuto viene sottoposto a una fase di asciugatura controllata, generalmente utilizzando sistemi ad aria calda o tecnologie di deumidificazione specifiche. Infine, il PVC pulito e asciutto viene trasformato tramite estrusione o granulazione in granuli uniformi, pronti per essere reintegrati nei cicli produttivi industriali, mantenendo elevati standard qualitativi e contribuendo alla sostenibilità complessiva del settore. Riciclare l’alluminio: efficienza energetica e benefici ambientali L’alluminio è un altro materiale ampiamente utilizzato nella bioedilizia, caratterizzato da eccellenti proprietà meccaniche e una grande capacità di essere riciclato. Dopo una fase di separazione dai materiali estranei come vetro e guarnizioni, l’alluminio viene fuso ad alte temperature e trasformato in lingotti puri. Questo metodo è estremamente vantaggioso in termini di risparmio energetico, garantendo un abbattimento fino al 95% del consumo di energia rispetto alla produzione primaria. Tale pratica comporta notevoli benefici ambientali, riducendo sensibilmente l'emissione di gas serra e preservando le risorse naturali. L’importanza degli accessori nel processo di recupero Anche gli elementi apparentemente secondari, come le guarnizioni in gomma e la ferramenta metallica, rivestono una rilevanza fondamentale nel processo di riciclo e meritano una gestione attenta e tecnicamente evoluta. Le guarnizioni, composte prevalentemente da elastomeri vulcanizzati, possono subire trattamenti avanzati come la devulcanizzazione chimica o termochimica. Questi procedimenti consentono di rompere i legami reticolari presenti nel materiale, restituendo una gomma processabile che può essere reimpiegata in prodotti di alta qualità quali pavimenti tecnici per ambienti industriali, rivestimenti antiurto, materiali isolanti acustici e termici, e componenti specifici nel settore automotive. La ferramenta metallica, costituita generalmente da acciaio, alluminio o leghe di ottone, viene trattata attraverso un processo iniziale di triturazione meccanica che frammenta il materiale in piccole parti, facilitandone così la successiva selezione. Questa selezione avviene mediante tecnologie di separazione magnetica, che consentono di isolare efficacemente i metalli ferrosi dai non ferrosi, o tecniche densimetriche basate sulla diversa densità dei materiali, come tavole vibranti o sistemi di flottazione in mezzi fluidi. Tale rigore tecnico nel trattamento assicura un elevato recupero dei metalli, permettendone una reintegrazione efficiente nelle filiere produttive metallurgiche, contribuendo così alla sostenibilità economica e ambientale dell’intera catena di riciclo. Applicazioni industriali del PVC riciclato Il PVC riciclato rappresenta una risorsa estremamente versatile, con molteplici applicazioni industriali, grazie alle sue proprietà meccaniche e termiche quasi equivalenti al materiale vergine. Nel settore edile, oltre all'impiego tradizionale nella produzione di canaline elettriche, tapparelle, battiscopa, recinzioni e profili finestra in modalità coestrusa, viene utilizzato anche nella fabbricazione di pannelli isolanti, lastre per rivestimenti e componenti prefabbricati per costruzioni modulari. In agricoltura e nelle infrastrutture urbane, il PVC riciclato trova spazio nella realizzazione di sistemi avanzati di irrigazione a goccia, tubazioni per il drenaggio delle acque meteoriche e strutture modulari per serre e capannoni agricoli. Inoltre, nel settore dell'arredo urbano, è impiegato nella produzione di panchine, fioriere, barriere antirumore e strutture per aree giochi. L'industria elettrica sfrutta le sue proprietà isolanti e la resistenza chimica per la produzione di canalette portacavi, scatole di derivazione, supporti e involucri per dispositivi elettronici e sistemi di cablaggio industriale. La versatilità del PVC riciclato permette così non solo di ridurre significativamente il consumo di risorse vergini, ma anche di supportare strategie industriali orientate alla sostenibilità e alla riduzione dell'impatto ambientale. I benefici del riciclo: economici e ambientali La diffusione di sistemi di riciclo efficaci offre numerosi vantaggi economici e ambientali. Innanzitutto, consente di ridurre significativamente le emissioni di anidride carbonica e altri gas inquinanti, contribuendo in modo tangibile agli obiettivi internazionali di mitigazione del cambiamento climatico. Inoltre, riduce il volume di rifiuti destinati alla discarica, alleggerendo così l'impatto ambientale complessivo. Questo approccio sostiene lo sviluppo di filiere produttive circolari, incentivando innovazione tecnologica e crescita economica locale. Negli ultimi cinque anni, il riciclo del PVC in Europa ha visto una notevole evoluzione grazie ad iniziative come il programma VinylPlus, lanciato nel 2000 e rinnovato con obiettivi ambiziosi per il 2030. Secondo il report annuale VinylPlus, negli ultimi anni il volume di PVC riciclato ha superato costantemente i 700.000 tonnellate annue, con una crescente integrazione del materiale riciclato in nuovi prodotti, inclusi serramenti, pavimentazioni e componenti edili. Questa evoluzione è stata accompagnata da investimenti tecnologici mirati a migliorare i processi di riciclo, aumentando così la qualità del materiale recuperato e favorendo l'impiego del PVC riciclato anche in applicazioni più tecniche e strutturali. Questo andamento ha contribuito non solo al raggiungimento degli obiettivi europei sulla sostenibilità, ma ha anche creato nuove opportunità occupazionali specializzate e favorito lo sviluppo economico di distretti industriali orientati all'economia circolare, rafforzando il posizionamento competitivo dell'Europa nel settore del riciclo dei polimeri plastici. © Riproduzione Vietata
SCOPRI DI PIU'