




 Poliacrilammide: Produzione, Applicazioni nei Polimeri, Carta e Tessuti e Prospettive di Riciclo
Poliacrilammide: Produzione, Applicazioni nei Polimeri, Carta e Tessuti e Prospettive di RicicloDalla sintesi chimica agli impieghi industriali e alle sfide della sostenibilità: un viaggio nella poliacrilammide tra innovazione e circolaritàdi Marco ArezioLa poliacrilammide è uno dei polimeri sintetici più versatili e ampiamente studiati degli ultimi decenni. Prodotta a partire dall’acrilammide, questa sostanza ha trovato ampio impiego in settori strategici come l’industria dei polimeri avanzati, la produzione di carta e il tessile. La sua storia industriale si intreccia con la ricerca di materiali sempre più performanti, capaci di rispondere alle esigenze della produzione moderna senza trascurare i temi ambientali legati alla sostenibilità e al riciclo. In questo articolo esploreremo cos’è la poliacrilammide, come viene prodotta, quali sono le sue applicazioni più importanti nei settori polimerici, cartari e tessili, e affronteremo le attuali sfide del suo riciclo in ottica di economia circolare. Cos’è la Poliacrilammide? La poliacrilammide (PAM) è un polimero sintetico idrosolubile ottenuto per polimerizzazione dell’acrilammide (CH₂=CHCONH₂), un composto organico derivato da processi petrolchimici. La sua struttura di base è costituita da una lunga catena di unità ripetitive di acrilammide, con possibilità di modificare la composizione chimica attraverso copolimerizzazione o variazioni nei gruppi funzionali laterali. Questo consente di ottenere una vasta gamma di prodotti, ciascuno con proprietà specifiche come carica ionica, peso molecolare e capacità di assorbimento dell’acqua. Una delle caratteristiche chiave della poliacrilammide è la sua versatilità funzionale: può essere realizzata in forma anionica, cationica o neutra, a seconda delle esigenze applicative. Questo rende la PAM estremamente utile come additivo industriale, modificatore di reologia, agente flocculante o legante. Come si Produce la Poliacrilammide La produzione della poliacrilammide parte dalla sintesi dell’acrilammide, che può essere ottenuta tramite idratazione catalitica dell’acrilonitrile o attraverso processi enzimatici più sostenibili sviluppati negli ultimi anni. La polimerizzazione dell’acrilammide viene poi condotta in soluzione acquosa, sotto l’azione di iniziatori radicalici (come persolfato di ammonio), e può essere controllata per ottenere differenti pesi molecolari e gradi di ramificazione. Le principali fasi produttive includono: - Sintesi dell’acrilammide – attraverso idratazione catalitica dell’acrilonitrile, processo tradizionalmente svolto su larga scala in ambito petrolchimico. - Polimerizzazione radicalica – l’acrilammide viene sottoposta a polimerizzazione in soluzione, sospensione o emulsione, in presenza di iniziatori, per dare origine a catene polimeriche lunghe, lineari o reticolate. - Modifica chimica (copolimerizzazione o funzionalizzazione) – la PAM può essere modificata durante o dopo la sintesi con l’aggiunta di gruppi ionici, molecole funzionalizzate o agenti reticolanti per personalizzarne le proprietà (ad esempio aumentare l’affinità per specifici ioni o regolare la viscosità). - Formulazione del prodotto finale – la poliacrilammide viene essiccata o confezionata in forma di polvere, perline o soluzione concentrata. I continui miglioramenti dei processi produttivi puntano a ridurre la presenza di monomero residuo di acrilammide, sostanza tossica e potenzialmente cancerogena, elevando così i profili di sicurezza e sostenibilità dei prodotti finiti, soprattutto per applicazioni in cui è previsto un contatto con alimenti o persone. Applicazioni della Poliacrilammide nei Polimeri, nella Carta e nei Tessuti Settore dei Polimeri Nel mondo dei polimeri la poliacrilammide trova impiego sia come materia prima per la realizzazione di copolimeri avanzati che come additivo funzionale. Ad esempio, la copolimerizzazione con altri monomeri (come acido acrilico, acrilonitrile, cloruro di diallildimetilammonio) permette di ottenere polimeri con proprietà specifiche: maggiore idrofilia, carica superficiale, reattività chimica o resistenza termica. Questi copolimeri sono usati in svariate applicazioni, tra cui: - Idrogel superassorbenti (es. settore medicale e igienico): grazie alla capacità della PAM di assorbire grandi quantità di acqua e gonfiarsi senza dissolversi. - Additivi reologici e agenti di controllo della viscosità: in pitture, adesivi, fluidi per perforazione petrolifera e prodotti per la cura personale. - Supporti per la sintesi chimica: come reticolanti in resine o matrici per la separazione di biomolecole in laboratori di biochimica e biotecnologia (elettroforesi su gel di poliacrilammide). Industria della Carta Nell’industria cartaria, la poliacrilammide è uno degli additivi più usati per migliorare la produttività e la qualità della carta. Viene impiegata come: - Agente di ritenzione: favorisce la trattenuta delle fibre fini e dei riempitivi, riducendo le perdite e aumentando la resa della materia prima. - Agente di drenaggio: accelera la separazione dell’acqua nella formazione del foglio, ottimizzando i tempi di produzione e riducendo il consumo energetico. - Miglioratore delle proprietà meccaniche: la poliacrilammide cationica si lega alle fibre di cellulosa, aumentando la resistenza a secco e umido della carta, oltre a migliorare la qualità superficiale e la stampabilità del prodotto finito. L’uso della PAM ha permesso di rendere più efficienti gli impianti cartari, di abbassare i costi operativi e di ridurre l’impatto ambientale, diminuendo il consumo d’acqua e l’emissione di fanghi residui. Settore Tessile Nel comparto tessile la poliacrilammide è utilizzata soprattutto come addensante e legante nelle paste di stampa e come ausiliario nei trattamenti delle acque reflue generate dalla tintura e dal finissaggio dei tessuti. Le principali funzioni includono: - Addensante per paste di stampa: migliora la precisione e la definizione dei disegni su tessuto grazie alla sua capacità di aumentare la viscosità delle paste senza interferire con i coloranti. - Legante per fibre e pigmenti: favorisce l’adesione di pigmenti o additivi alle fibre durante le fasi di stampa o trattamento superficiale. - Flocculante nei trattamenti di depurazione: permette di rimuovere efficacemente sostanze inquinanti e particelle sospese nelle acque di scarico, facilitando il riciclo dell’acqua nei processi tessili. Il risultato è una migliore qualità del prodotto tessile finale, una riduzione dei consumi di materie prime e una maggiore sostenibilità del ciclo produttivo. Riciclo e Sostenibilità della Poliacrilammide Il tema del riciclo della poliacrilammide è complesso e oggetto di ricerca scientifica attuale. Essendo un polimero sintetico altamente stabile e difficilmente biodegradabile, la PAM non si presta facilmente a metodi di riciclo meccanico o chimico tradizionali come altri polimeri più diffusi (ad esempio il PET). Tuttavia, sono in corso studi per trovare soluzioni innovative che ne minimizzino l’impatto ambientale. Le principali strategie oggi all’esame sono: - Recupero e riutilizzo nei processi industriali: nelle industrie della carta e del tessile, i fanghi e i residui contenenti PAM vengono in parte recuperati e riutilizzati come additivi in altre fasi del processo produttivo o come condizionanti per la disidratazione dei fanghi stessi. - Degradazione avanzata: la ricerca si sta concentrando su tecnologie di degradazione catalitica, ossidazione avanzata (UV, ozono, perossido di idrogeno) e metodi biologici con microrganismi ingegnerizzati capaci di attaccare la catena polimerica, anche se su scala industriale questi processi sono ancora limitati. - Sviluppo di poliacrilammidi biodegradabili: alcune aziende stanno investendo nella sintesi di copolimeri con segmenti biodegradabili o di biopolimeri che possano replicare le funzioni della PAM ma offrano maggiore sostenibilità nel fine vita. Dal punto di vista regolatorio, la gestione dei rifiuti contenenti poliacrilammide è disciplinata a livello europeo e nazionale, con particolare attenzione alla minimizzazione del contenuto di monomero residuo e all’implementazione di sistemi di recupero e smaltimento sicuro. Conclusioni La poliacrilammide rappresenta un tassello fondamentale nella chimica dei polimeri e delle applicazioni industriali moderne, soprattutto nei settori dei polimeri funzionali, della carta e dei tessuti. La sua capacità di ottimizzare processi produttivi, migliorare le proprietà dei materiali e facilitare il trattamento delle acque ne fanno un alleato prezioso della produzione sostenibile. Tuttavia, le sfide legate al riciclo e alla sostenibilità ambientale impongono di guardare con attenzione alla ricerca di nuove soluzioni per chiudere il ciclo di vita di questi polimeri e ridurre l’impatto ambientale dei processi industriali.© Riproduzione Vietata
SCOPRI DI PIU' Applicazione di Agenti Espandenti e Schiumogeni nel Settore dei Polimeri Riciclati
Applicazione di Agenti Espandenti e Schiumogeni nel Settore dei Polimeri RiciclatiAnalisi dei Processi di Produzione, Controllo delle Proprietà del Materiale e Implicazioni per la Riciclabilità e la Sostenibilità Ambientale di Marco ArezioNel campo della plastica, gli agenti schiumogeni e gli espandenti sono additivi utilizzati per modificare le proprietà dei materiali plastici, rendendoli più leggeri, isolanti o riducendo l'uso della materia prima. Questi additivi sono fondamentali in molte applicazioni, inclusi i processi di economia circolare, consentendo l'uso efficiente delle risorse e la riduzione degli impatti ambientali. Di seguito, analizzeremo in dettaglio le differenze tra agenti schiumogeni ed espandenti, esplorando le loro caratteristiche, applicazioni e impatti nell'economia circolare. Gli Agenti Schiumogeni per i Polimeri Gli agenti schiumogeni giocano un ruolo cruciale nel settore delle materie plastiche, non solo per le loro applicazioni dirette ma anche per il loro impatto sulle pratiche di economia circolare. Essi consentono la produzione di materiali più leggeri, con miglior isolamento e minor uso di risorse. Esplorando in modo più approfondito il funzionamento, i tipi e le applicazioni degli agenti schiumogeni, possiamo comprendere meglio il loro contributo all'industria delle materie plastiche e all'ambiente. Tipi di Agenti SchiumogeniAgenti Schiumogeni Chimici: Sono composti che si decompongono sotto l'effetto del calore rilasciando gas. Sono ampiamente usati per la loro capacità di produrre celle uniformi e per la loro relativa facilità di controllo nel processo di schiumatura. Esempi includono:- Azodicarbonamide (ADA)- Bicarbonato di sodio- Acido citrico in combinazione con bicarbonati- Benzenesulfonidrazide (OBSH)Agenti Schiumogeni Fisici: Sono meno impattanti sull'ambiente rispetto a quelli chimici e includono CO2, azoto, acqua o idrocarburi. Sono preferiti in applicazioni dove la tossicità e l'impatto ambientale sono di primaria importanza. Meccanismo di Azione degli Agenti Schiumogeni Il processo di schiumatura inizia quando l'agente schiumogeno viene miscelato con il polimero e successivamente riscaldato durante il processo di trasformazione. Gli agenti schiumogeni chimici si decompongono termicamente, rilasciando gas come azoto, anidride carbonica, o ammoniaca, che si diffondono nella matrice polimerica creando una struttura cellulare. Gli agenti schiumogeni fisici, invece, subiscono un cambio di stato (da liquido a gas, ad esempio) sotto l'effetto del calore, espandendo il materiale. ApplicazioniGli agenti schiumogeni trovano applicazione in una vasta gamma di prodotti e settori, tra cui: Imballaggi: La produzione di imballaggi protettivi, leggeri e con buone proprietà di assorbimento degli urti. Componenti Automobilistici: Parti interne e esterne di veicoli dove il peso ridotto contribuisce alla riduzione del consumo di carburante. Edilizia: Materiali isolanti per l'edilizia, inclusi pannelli e lastre schiumate, dove l'isolamento termico e acustico è essenziale. Articoli Sportivi: Attrezzature leggere e resistenti, come i materassini da yoga o i giubbotti di salvataggio. Vantaggi nell'Economia Circolare Riduzione delle Risorse: La produzione di materiali schiumati riduce il consumo di materie prime polimeriche e, di conseguenza, l'impatto ambientale associato all'estrazione e alla lavorazione di queste risorse. Efficienza Energetica: I materiali con buone proprietà isolanti contribuiscono significativamente alla riduzione del consumo energetico negli edifici, allineandosi ai principi dell'efficienza energetica e della sostenibilità. Riciclabilità e Riutilizzo: Anche se la presenza di agenti schiumogeni può presentare dei problemi nel riciclo dei materiali plastici, lo sviluppo di nuove tecnologie e processi sta migliorando la riciclabilità di tali materiali, favorendo l'integrazione nel ciclo di vita dei prodotti secondo i principi dell'economia circolare. In conclusione, gli agenti schiumogeni offrono numerosi vantaggi per l'industria delle materie plastiche, migliorando le proprietà dei materiali e contribuendo agli obiettivi di sostenibilità e economia circolare. La ricerca e lo sviluppo continui in questo campo sono fondamentali per superare le sfide associate alla loro applicazione, come la riciclabilità. Gli Agenti Espandenti per i Polimeri Gli agenti espandenti nelle materie plastiche svolgono un ruolo fondamentale nel modificare le proprietà fisiche dei materiali, migliorandone l'applicabilità in diversi settori industriali. A differenza degli agenti schiumogeni, che sono progettati principalmente per creare una struttura cellulare all'interno di una matrice polimerica, gli agenti espandenti mirano a incrementare il volume dei materiali attraverso l'espansione. Questo processo può o non può generare una schiuma, a seconda della natura dell'agente utilizzato e del metodo di applicazione. Esaminiamo più da vicino il ruolo, i tipi e le applicazioni degli agenti espandenti, oltre al loro impatto sull'economia circolare. Ruolo degli Agenti Espandenti Il ruolo primario degli agenti espandenti è di aumentare il volume di un polimero durante il processo di lavorazione. Questo viene realizzato attraverso la generazione di gas o attraverso l'espansione fisica di un additivo preesistente, risultando in un materiale con densità ridotta e, in alcuni casi, proprietà isolate migliorate. Questi agenti possono essere utilizzati per ottenere una distribuzione uniforme del gas all'interno del materiale, senza necessariamente cercare di formare una struttura cellulare chiusa o aperta come nel caso degli agenti schiumogeni. Tipologia di Espandenti Chimici Gli espandenti chimici producono gas attraverso reazioni chimiche quando riscaldati, espandendo il materiale plastico. Questo processo di decomposizione termica genera una pressione interna che forma celle gassose all'interno della matrice polimerica, risultando in un materiale espanso. Azodicarbonamide (ADA): È uno degli espandenti chimici più comunemente utilizzati nelle materie plastiche, specialmente in PVC, poliolefine e schiume. Si decompone termicamente, rilasciando azoto, anidride carbonica e ammoniaca, che fungono da agenti espandenti. Acido Citrico e Bicarbonato di Sodio: Questa combinazione è un esempio di sistema espandente che rilascia anidride carbonica quando riscaldato. È considerato un sistema espandente ecocompatibile, spesso utilizzato in applicazioni dove la sostenibilità è una preoccupazione. Idrazidi: Composti come l'acido benzenesulfonico idrazide (OBSH) e l'acido toluenesulfonico idrazide (TSH) sono agenti espandenti chimici che si decompongono termicamente rilasciando azoto e vapore acqueo. Sono utilizzati per ottenere schiume con celle fini e uniformi. Tipologia degli Espandenti Fisici Gli espandenti fisici sono sostanze che, sottoposte a riscaldamento, cambiano stato da liquido a gas, espandendo il materiale senza reazioni chimiche. La scelta dell'espandente fisico dipende dalla sua compatibilità con il polimero e dal processo di produzione. Idrocarburi: Composti come il butano, l'etano, il pentano o l'isobutano sono utilizzati come espandenti fisici, specialmente nelle schiume poliolefiniche. Sono scelti per la loro capacità di produrre schiume con buone proprietà meccaniche e termiche. Gas Inerti: Anidride carbonica e azoto sono gas inerti comunemente usati come agenti espandenti fisici. Sono considerati opzioni più sicure e ambientalmente sostenibili rispetto ad altri agenti espandenti, ma possono richiedere attrezzature specifiche per l'iniezione e il mantenimento delle pressioni desiderate durante il processo di schiumatura. Acqua: L'acqua è un agente espandente fisico utilizzato in alcuni processi di schiumatura per polimeri termoplastici. Quando riscaldata, si vaporizza, espandendo il materiale. Questo metodo è considerato ecologico, ma la quantità di espansione ottenibile è relativamente limitata rispetto ad altri agenti espandenti. Applicazioni Gli agenti espandenti trovano applicazione in numerosi settori, tra cui: Componenti per l'Automotive: Riduzione del peso dei componenti interni e esterni dei veicoli per migliorare l'efficienza del carburante e ridurre le emissioni. Imballaggi: Sviluppo di imballaggi protettivi leggeri che richiedono meno materiale e offrono una migliore protezione. Prodotti per la Costruzione: Materiali da costruzione leggeri e isolanti, come blocchi di cemento espanso, che contribuiscono all'isolamento termico degli edifici. Impatto sull'Economia Circolare Gli agenti espandenti contribuiscono significativamente ai principi dell'economia circolare: Efficienza delle Risorse: Riducendo la densità dei materiali, si riduce l'utilizzo delle materie prime e si aumenta l'efficienza del trasporto, riducendo così le emissioni associate. Isolamento ed Efficienza Energetica: I materiali espansi possono offrire miglioramenti nelle proprietà di isolamento, contribuendo all'efficienza energetica degli edifici e alla riduzione del consumo di energia. Riciclabilità: Sebbene la presenza di agenti espandenti possa presentare dei problemi nel processo di riciclo, la ricerca e lo sviluppo di nuovi materiali e processi stanno migliorando la riciclabilità di questi materiali. In sintesi, gli agenti espandenti svolgono un ruolo importante nell'industria delle materie plastiche, non solo per le loro applicazioni dirette ma anche per il loro contributo all'efficienza delle risorse e alla sostenibilità. L'innovazione continua in questo campo è essenziale per sviluppare materiali che siano sia funzionali sia compatibili con i principi dell'economia circolare. Come scegliere un agente espandente o uno schiumogeno per la produzione con polimeri plastici La comprensione delle caratteristiche specifiche e delle applicazioni di ciascun tipo di agente espandente è fondamentale per ottimizzare le proprietà del materiale finito e soddisfare le esigenze del progetto, mantenendo al contempo un occhio di riguardo.Obiettivi del Progetto e Proprietà del Materiale Densità del Materiale: Se l'obiettivo è ridurre significativamente la densità del prodotto finale, gli agenti schiumogeni sono generalmente preferiti perché creano una struttura cellulare all'interno del materiale, riducendone il peso. Proprietà Meccaniche: È importante considerare come l'aggiunta dell'agente influenzerà le proprietà meccaniche del materiale, come la resistenza alla trazione, l'elasticità e la resilienza. Gli agenti schiumogeni possono ridurre alcune di queste proprietà a causa della formazione di celle. Proprietà Termiche e Acustiche: Per applicazioni che richiedono miglioramenti nell'isolamento termico o acustico, gli agenti schiumogeni sono spesso preferibili poiché la struttura cellulare intrappola l'aria, migliorando l'isolamento. Compatibilità del Processo di Produzione Metodo di Lavorazione: La scelta tra agenti schiumogeni ed espandenti può dipendere dal processo di produzione utilizzato (ad esempio, estrusione, stampaggio a iniezione). Alcuni agenti possono essere più adatti a specifici processi di lavorazione. Temperatura di Decomposizione: È fondamentale che la temperatura di decomposizione dell'agente sia compatibile con le temperature del processo di produzione. Gli agenti schiumogeni chimici e gli espandenti hanno diverse temperature di attivazione che devono essere considerate. Impatto Ambientale Sostenibilità: La scelta tra agenti fisici e chimici può essere influenzata dalla loro impronta ecologica. Gli agenti fisici, come l'anidride carbonica o l'azoto, possono avere un impatto ambientale minore rispetto ad alcuni agenti chimici. Riciclabilità: La presenza di alcuni agenti schiumogeni o espandenti può influenzare la riciclabilità del prodotto finale. È importante considerare come l'agente selezionato influenzerà il ciclo di vita del materiale e la sua compatibilità con le pratiche di economia circolare. Costi Oltre all'efficacia, il costo degli agenti schiumogeni o espandenti e il loro impatto sui costi di produzione complessivi sono fattori critici. Alcuni agenti possono richiedere attrezzature speciali o modifiche al processo produttivo, influenzando il costo finale. Normative e Compliance Infine, è essenziale considerare eventuali restrizioni normative relative all'uso di determinati agenti schiumogeni o espandenti, soprattutto in settori regolamentati come l'alimentare, il medicale o l'edilizia. Conclusione La scelta tra un agente schiumogeno e uno espandente richiede un'analisi attenta degli obiettivi del progetto, delle proprietà desiderate del materiale, della compatibilità con il processo di produzione e dell'impatto ambientale. Collaborare con fornitori di materie prime e sfruttare le conoscenze tecniche disponibili può aiutare a identificare la soluzione ottimale per le specifiche esigenze di produzione. Con quali polimeri riciclati si legano gli agenti espandenti e gli schiumogeni Gli agenti espandenti e gli schiumogeni possono essere utilizzati con una varietà di polimeri riciclati, con l'obiettivo di migliorarne le proprietà, ridurne il peso, e aumentarne l'efficienza di produzione. La compatibilità di questi agenti con specifici tipi di polimeri riciclati dipende da vari fattori, tra cui la struttura chimica del polimero, il processo di trasformazione utilizzato, e le proprietà desiderate nel prodotto finito. Di seguito, vengono esaminati alcuni dei polimeri riciclati comunemente associati con l'uso di agenti espandenti e schiumogeni. Polietilene (PE) Il PE riciclato è ampiamente utilizzato in applicazioni di packaging, contenitori, e prodotti per l'edilizia. Gli agenti schiumogeni possono essere utilizzati per produrre schiume di PE riciclato che offrono un miglior isolamento termico o riducono il peso del materiale per applicazioni come i pannelli isolanti o i prodotti di imballaggio protettivo. Polipropilene (PP) Il PP riciclato beneficia dell'uso di agenti schiumogeni o espandenti per migliorare la lavorabilità e le proprietà meccaniche dei prodotti finiti. Questi possono includere componenti automobilistici, contenitori per alimenti, e materiali da costruzione, dove la riduzione del peso e il miglioramento dell'isolamento sono vantaggi chiave. Polistirene (PS) Il PS riciclato, sia nella forma espansa (EPS) che solida, è un candidato ideale per l'applicazione di agenti schiumogeni, specialmente per produrre materiale di imballaggio o isolamento termico. Gli agenti espandenti possono essere utilizzati per aumentare ulteriormente il volume del materiale, riducendo così il consumo di risorse. Polietilentereftalato (PET) Il PET riciclato viene spesso utilizzato in fibre per tessuti, contenitori per alimenti e bevande, e in alcune applicazioni di ingegneria. L'aggiunta di agenti schiumogeni può essere sfruttata per ridurre il peso e migliorare le proprietà termiche dei prodotti in PET riciclato, come nel caso di pannelli isolanti o componenti automobilistici. PVC (Policloruro di Vinile) Il PVC riciclato può essere schiumato per produrre una varietà di prodotti con miglior isolamento, riduzione del peso e proprietà acustiche. Gli agenti espandenti e schiumogeni possono essere utilizzati per produrre profili per finestre, tubi, e pannelli per l'edilizia con PVC riciclato. Considerazioni sull'Uso di Agenti Espandenti e Schiumogeni con Polimeri Riciclati Pulizia del Materiale: La presenza di contaminanti nei polimeri riciclati può influenzare l'efficacia degli agenti schiumogeni o espandenti e le proprietà del prodotto finito. Processo di Riciclo: Il processo di riciclo può alterare le proprietà chimiche e fisiche del polimero, influenzando la sua compatibilità con specifici agenti schiumogeni o espandenti. Obiettivi di Sostenibilità: L'uso di agenti espandenti o schiumogeni con polimeri riciclati dovrebbe essere valutato anche in termini di impatto ambientale, assicurandosi che l'approccio adottato sia in linea con gli obiettivi di sostenibilità e economia circolare. In conclusione, l'integrazione di agenti espandenti e schiumogeni con polimeri riciclati offre notevoli opportunità per migliorare le prestazioni e ridurre l'impatto ambientale dei prodotti plastici. Tuttavia, è fondamentale considerare attentamente la selezione degli agenti e le condizioni di lavorazione per ottimizzare le proprietà dei materiali riciclati e realizzare prodotti di alta qualità ed ecocompatibili. Quali attenzioni bisogna considerare in produzione utilizzando gli agenti espandenti o schiumogeni L'integrazione di agenti espandenti e schiumogeni nella produzione con polimeri plastici richiede una serie di considerazioni tecniche e ambientali per garantire la qualità del prodotto, l'efficienza del processo e la sostenibilità ambientale. Qui di seguito sono riportate alcune delle principali attenzioni da tenere in considerazione: Selezione degli Agenti Compatibilità: Scegliere un agente (espandente o schiumogeno) compatibile con il tipo di polimero utilizzato, considerando la reattività chimica e le condizioni di lavorazione. Obiettivi del Prodotto: Definire gli obiettivi specifici del prodotto (ad esempio, riduzione del peso, isolamento termico, assorbimento degli urti) per selezionare l'agente più adatto che possa soddisfare tali esigenze. Processo di Produzione Controllo della Temperatura: Ottimizzare le condizioni di temperatura per garantire che l'agente si attivi al momento giusto, evitando decomposizione precoce o incompleta che può influire sulla qualità del prodotto. Distribuzione dell'Agente: Assicurarsi che l'agente sia distribuito uniformemente nel polimero per ottenere una struttura cellulare o un'espansione omogenea. Pressione e Velocità di Espansione: Monitorare la pressione e la velocità di espansione per controllare la dimensione e la densità delle celle, influenzando direttamente le proprietà fisiche del materiale finale. Salute e Sicurezza Tossicità: Verificare la tossicità degli agenti utilizzati e adottare misure di protezione adeguate per i lavoratori, inclusi dispositivi di protezione individuale e sistemi di ventilazione. Rischi di Processo: Gestire i rischi associati alla manipolazione e al riscaldamento degli agenti espandenti e schiumogeni, compresi i rischi di esplosione o incendio. Riciclabilità e Economia Circolare Riciclabilità del Prodotto Finale: Considerare come la presenza di agenti espandenti o schiumogeni influenzerà la riciclabilità del prodotto finale e esplorare opzioni per il riciclo o il riutilizzo. Economia Circolare: Integrare principi di economia circolare nella progettazione del prodotto, valutando la possibilità di utilizzare polimeri riciclati e sviluppando prodotti che possono essere facilmente riciclati o smaltiti in modo sostenibile. Prendere in considerazione queste attenzioni può aiutare a massimizzare l'efficacia dell'uso di agenti espandenti e schiumogeni nei polimeri plastici, migliorando la qualità del prodotto, ottimizzando il processo di produzione e riducendo l'impatto ambientale.
SCOPRI DI PIU' Quantificare la Degradazione del Polietilene per Garantire la Qualità nel Riciclo: Un Passo Verso l'Economia Circolare
Quantificare la Degradazione del Polietilene per Garantire la Qualità nel Riciclo: Un Passo Verso l'Economia CircolareL'HDPE può essere difficile da riciclare in modo uniforme. Nuovi studi puntano a definire parametri di degradazione per garantire qualità costante e favorire il riciclodi Marco ArezioIl polietilene, in particolare il polietilene ad alta densità (HDPE), è uno dei materiali più diffusi a livello globale grazie alla sua versatilità e resistenza. Utilizzato in settori come l’imballaggio, l'automotive e le costruzioni, questo polimero appartiene alla famiglia delle poliolefine, caratterizzate da un’elevata resistenza alla degradazione durante la fase di ri-estrusione, una proprietà che le rende particolarmente adatte al riciclo. Tuttavia, l’eterogeneità delle materie prime riciclate presenta problematiche significative nella garanzia di una qualità uniforme e idonea per la fabbricazione di nuovi prodotti. Nonostante il potenziale del polietilene per essere integrato in un’economia circolare, l’assenza di metodi efficaci di controllo qualità ha limitato la capacità di riciclare efficacemente questo materiale. Recenti ricerche hanno cercato di affrontare questa problematica, studiando le vie di degradazione dell’HDPE attraverso esperimenti basati su simulazioni reologiche e processi di estrusione. Questo articolo esplora i risultati di tali studi, evidenziando come sia possibile definire parametri di degradazione caratteristici per valutare la qualità dell’HDPE vergine e del polietilene post-consumo (PCR) nel contesto di un’economia circolare. Le Problematiche del riciclo dell’HDPE La degradazione del polietilene durante il riciclo è influenzata da molteplici fattori, inclusi la temperatura, l’esposizione all’ossigeno e la qualità della materia prima. L’HDPE vergine mantiene, in genere, caratteristiche meccaniche superiori rispetto ai polimeri riciclati, inoltre l’accumulo di cicli di ri-estrusione e l’inclusione di contaminanti nel materiale post-consumo rendono complesso garantire una qualità costante nel prodotto finale. Uno degli aspetti chiave nella degradazione dell’HDPE è il fenomeno della scissione delle catene. Durante le prime fasi di degradazione, la rottura dei legami polimerici produce catene più corte, riducendo la viscosità e la resistenza meccanica del materiale. Tuttavia, con il prolungarsi dell’esposizione all’ossigeno, la modalità di degradazione tende a cambiare: al posto della scissione delle catene, si osserva un meccanismo di ramificazione lunga (long-chain branching). Questo fenomeno modifica la struttura molecolare del polimero, con effetti significativi sulle sue proprietà reologiche e meccaniche. Esperimenti di simulazione reologica ed estrusione Per comprendere meglio i meccanismi di degradazione dell’HDPE, i ricercatori hanno condotto esperimenti sia in ambiente di simulazione reologica sia attraverso processi di estrusione. Queste tecniche hanno permesso di analizzare come le condizioni di riciclo influenzano la struttura molecolare dell’HDPE e di quantificare i parametri di degradazione in funzione delle variabili ambientali. La reologia si rivela particolarmente utile per misurare le proprietà di flusso del polimero e per monitorare i cambiamenti nella viscosità dovuti alla scissione delle catene o alla ramificazione. I risultati degli esperimenti hanno evidenziato come, in assenza di ossigeno, la degradazione dell’HDPE sia prevalentemente caratterizzata dalla scissione delle catene, riducendo la lunghezza media delle molecole e diminuendo così la viscosità del polimero. Al contrario, l’esposizione prolungata all’ossigeno porta alla formazione di ramificazioni, che aumentano la complessità strutturale del polimero e influenzano la sua capacità di flusso. Questi cambiamenti strutturali possono essere osservati e quantificati, fornendo indicatori chiave per determinare lo stato di degradazione del materiale. Parametro di degradazione e qualità del riciclato post-consumo L’aspetto innovativo di questo studio risiede nella definizione di un parametro di degradazione caratteristico che può essere utilizzato come misura della qualità del riciclato. Questo parametro, basato sulla correlazione tra la struttura molecolare e il comportamento reologico del polimero, permette di identificare il livello di degradazione del materiale e di valutarne l’idoneità per nuovi processi produttivi. Quando applicato al polietilene post-consumo (PCR), questo metodo si rivela efficace nell’individuare le variazioni di qualità del materiale, fornendo una base scientifica per garantire la consistenza della materia prima riciclata. Gli esperimenti hanno dimostrato che, nonostante le inevitabili variazioni nelle condizioni ambientali, il parametro di degradazione è in grado di indicare con precisione la transizione tra scissione delle catene e ramificazione lunga. Tale informazione è cruciale per i produttori, poiché consente di selezionare il materiale riciclato più idoneo a seconda del tipo di applicazione, evitando il rischio di prodotti non conformi o fragili. Implicazioni per l’economia circolare L’adozione di un sistema di controllo qualità basato sul parametro di degradazione rappresenta un passo fondamentale verso una maggiore integrazione del polietilene riciclato nei processi industriali. Grazie a una metodologia di valutazione della qualità più accurata, è possibile sviluppare percorsi di riciclo più efficaci e sostenibili, riducendo la dipendenza dalle materie prime vergini e promuovendo l’economia circolare. Il parametro di degradazione proposto potrebbe divenire uno standard di riferimento per il settore del riciclo, in grado di orientare le scelte dei produttori e dei fornitori di materiali polimerici. In tal modo, si potrebbero ridurre i rifiuti plastici e i costi associati alla gestione dei rifiuti industriali, promuovendo al contempo un uso più efficiente delle risorse. Conclusioni L’introduzione di metodi innovativi per la quantificazione della degradazione nell’HDPE rappresenta una svolta significativa per il settore del riciclo dei polimeri. La possibilità di definire un parametro di degradazione consente di valutare con maggiore precisione la qualità del riciclato, aprendo nuove opportunità per l’inclusione del polietilene post-consumo in un’economia circolare. I risultati ottenuti dimostrano l’efficacia della simulazione reologica nel caratterizzare la struttura molecolare dell’HDPE, rendendo possibile un monitoraggio accurato dei processi di riciclo. In un contesto in cui la domanda di materiali sostenibili è in continua crescita, lo sviluppo di tecnologie di controllo qualità avanzate come questa si presenta come essenziale per garantire una produzione responsabile e sostenibile.© Riproduzione Vietata
SCOPRI DI PIU' Ottimizzare i Consumi: Strategie Avanzate per l'Efficienza Energetica nell'Estrusione e nel Soffiaggio Plastico
Ottimizzare i Consumi: Strategie Avanzate per l'Efficienza Energetica nell'Estrusione e nel Soffiaggio PlasticoTecniche e Tecnologie All'avanguardia per Ridurre i Costi Operativi e l'Impatto Ambientale negli Impianti di Lavorazione delle Materie Plastichedi Marco Arezio L'industria della trasformazione delle materie plastiche, pilastro fondamentale di numerosi settori manifatturieri, si affida in larga misura a processi ad alta intensità energetica come l'estrusione e il soffiaggio. In un contesto economico globale sempre più competitivo e caratterizzato da una crescente sensibilità verso le tematiche ambientali, l'ottimizzazione del consumo energetico non rappresenta più una mera opportunità di risparmio, ma diviene un imperativo strategico per garantire la sostenibilità economica e ambientale degli impianti produttivi. Analizzare e intervenire sui flussi energetici è essenziale per mitigare i costi operativi significativi e ridurre l'impronta ecologica associata a queste lavorazioni. Il Fabbisogno Energetico: Una Panoramica Critica Per comprendere appieno il potenziale di efficientamento, è fondamentale delineare il panorama del consumo energetico tipico di un impianto di estrusione o soffiaggio. Le principali aree in cui l'energia viene impiegata e, di conseguenza, potenzialmente dispersa, sono molteplici e interconnesse. Al centro vi sono gli azionamenti dei motori elettrici che alimentano le viti degli estrusori, le pompe idrauliche, i sistemi di trasporto e altre componenti meccaniche vitali per il processo. Questi motori rappresentano sovente la quota preponderante del consumo totale. Un altro ambito critico è il riscaldamento. L'energia termica è indispensabile per portare la materia prima polimerica alla temperatura di processo ottimale, mantenendo condizioni termiche precise lungo la canna dell'estrusore, nelle testate di estrusione, negli stampi e negli accumulatori. Questo apporto termico è tipicamente garantito da resistenze elettriche, la cui gestione incide notevolmente sull'efficienza complessiva. Parallelamente al riscaldamento, il raffreddamento gioca un ruolo energetico non trascurabile. È necessario dissipare il calore generato dal processo per solidificare il materiale estruso o soffiato, controllare la temperatura degli stampi, raffreddare l'olio dei sistemi idraulici e mantenere operative le apparecchiature elettroniche. Questi processi di raffreddamento, spesso basati su circolazione di acqua o aria, comportano un dispendio energetico per il funzionamento di pompe, ventilatori e chiller. Infine, non si possono trascurare i sistemi ausiliari che supportano l'operatività dell'impianto. I compressori d'aria, indispensabili nel processo di soffiaggio e per altre funzionalità pneumatiche, le pompe per vuoto, i sistemi di alimentazione e trasporto del materiale contribuiscono al carico energetico complessivo. Nelle macchine che impiegano sistemi idraulici, l'efficienza delle pompe e delle valvole ha un impatto diretto sui consumi, specialmente se non adeguatamente dimensionate e controllate. Identificare e quantificare precisamente l'energia assorbita da ciascuna di queste aree attraverso audit energetici mirati e l'implementazione di sistemi di monitoraggio dei consumi in tempo reale costituisce il punto di partenza essenziale per delineare una strategia di efficientamento efficace. Un Approccio Olistico all'Efficienza: Tecniche e Tecnologie Chiave L'ottimizzazione energetica negli impianti di estrusione e soffiaggio richiede un approccio multiforme, che integri l'adozione di tecnologie avanzate con l'implementazione di migliori pratiche operative. Il cuore dell'efficienza spesso risiede nell'ottimizzazione degli azionamenti e dei motori. Sostituire i motori elettrici obsoleti o a bassa efficienza con unità conformi agli standard più elevati (classi IE3, IE4 e oltre) garantisce intrinsecamente un minor assorbimento di potenza grazie a perdite interne minimizzate. Tuttavia, l'impatto più significativo si ottiene con l'integrazione di Variatori di Velocità (VSD). Questi dispositivi permettono di modulare con precisione la velocità del motore in funzione del carico effettivo e del reale fabbisogno del processo. Questo è particolarmente vantaggioso per gli azionamenti principali come le viti estrusore o le pompe idrauliche, che spesso operano a carico parziale. Evitando il funzionamento a velocità fissa eccessiva, i VSD consentono risparmi energetici sostanziali, proporzionali alla riduzione di velocità richiesta dal processo. Per quanto concerne i sistemi di riscaldamento, l'evoluzione tecnologica offre soluzioni decisamente più efficienti rispetto al passato. L'impiego di riscaldatori a fascia in ceramica o, ancor meglio, a induzione, consente un trasferimento di calore più diretto ed efficiente alla canna dell'estrusore o agli stampi, riducendo drasticamente le dispersioni termiche. I riscaldatori a induzione, in particolare, scaldando la canna per effetto di correnti indotte, offrono un controllo termico molto più reattivo e preciso, minimizzando i tempi di riscaldamento e stabilizzazione e le dispersioni. A complemento, un isolamento termico adeguato di canne, testate e stampi è indispensabile. L'utilizzo di coperture isolanti progettate su misura, realizzate con materiali ad alte prestazioni, può ridurre significativamente le perdite di calore verso l'ambiente circostante, diminuendo l'energia necessaria per mantenere le temperature di processo. Anche i sistemi di raffreddamento presentano ampi margini di efficientamento. Un controllo più granulare e localizzato dei fluidi di raffreddamento, regolando flussi e temperature solo dove e quando strettamente necessario, evita sprechi energetici. Sistemi di controllo avanzati possono monitorare in tempo reale le temperature e adattare dinamicamente l'intensità del raffreddamento. L'adozione di sistemi di raffreddamento adiabatico o a ciclo chiuso può inoltre portare a risparmi idrici ed energetici. I sistemi a ciclo chiuso, in particolare, minimizzano la necessità di reintegro dell'acqua e i costi associati al suo trattamento, riducendo l'energia impiegata per la sua movimentazione e refrigerazione. Considerando i sistemi ausiliari, l'efficienza dei compressori d'aria nel soffiaggio è cruciale. Investire in compressori d'aria ad alta efficienza, ottimizzare la pressione di esercizio e implementare programmi di manutenzione rigorosi per individuare e riparare le perdite nella rete di distribuzione sono azioni a elevato ritorno. Inoltre, il calore generato dai compressori può essere recuperato e riutilizzato per altri scopi, come il riscaldamento di acqua o ambienti, trasformando una perdita energetica in una risorsa. Analogamente, le pompe per vuoto, se presenti, dovrebbero essere selezionate per la loro efficienza e gestite in modo da operare solo al bisogno. L'ottimizzazione di processo offre ulteriori opportunità di risparmio. Un design della vite estrusore ottimizzato per il polimero specifico e il prodotto finale massimizza il lavoro meccanico impartito al materiale, riducendo la dipendenza dall'apporto termico elettrico per la plastificazione. L'implementazione di sistemi di controllo avanzato basati su algoritmi predittivi o adattivi permette di gestire dinamicamente i parametri di processo (temperature, velocità della vite, pressioni) per raggiungere la qualità desiderata con il minimo dispendio energetico. Ridurre gli scarti di produzione e ottimizzare le procedure di avviamento e cambio formato minimizza i tempi di inattività e la quantità di materiale e energia sprecati. Infine, il recupero del calore di scarto rappresenta una strategia potente per valorizzare l'energia altrimenti dissipata. Il calore residuo proveniente dalla canna estrusore, dai sistemi idraulici o dai compressori d'aria può essere efficacemente catturato attraverso scambiatori di calore dedicati e riutilizzato per preriscaldare la materia prima in ingresso, per il riscaldamento di acqua di processo o addirittura per il riscaldamento degli edifici. Questo non solo riduce il fabbisogno di energia primaria, ma contribuisce anche a una maggiore integrazione e circolarità dei flussi energetici all'interno dell'impianto. Implementazione e i Molteplici Vantaggi Intraprendere un percorso verso una maggiore efficienza energetica richiede un'analisi approfondita e una pianificazione oculata. Un approccio basato sulla priorità degli interventi con il più rapido ritorno sull'investimento può facilitare l'avvio del processo, per poi estendersi progressivamente ad azioni più complesse. I benefici derivanti da un incremento dell'efficienza energetica sono molteplici e si estendono oltre la semplice riduzione dei costi: - Riduzione dei costi operativi: Il beneficio più immediato e tangibile è la significativa diminuzione delle spese energetiche, che impatta positivamente sui margini di profitto. - Incremento della competitività: Minori costi di produzione consentono alle aziende di posizionarsi in modo più aggressivo sul mercato. - Miglioramento della sostenibilità: La riduzione dei consumi energetici porta a una minore emissione di gas serra e a un'impronta ambientale più contenuta, rispondendo alle crescenti aspettative normative e sociali. - Aumento della produttività: Processi ottimizzati per l'efficienza tendono ad essere anche più stabili e performanti, riducendo i fermi macchina e migliorando la capacità produttiva complessiva. - Maggiore durata delle apparecchiature: Un funzionamento più controllato e temperature gestite in modo ottimale riducono lo stress termico e meccanico sui componenti, estendendone la vita utile e riducendo i costi di manutenzione. Considerazioni Conclusive In conclusione, l'efficienza energetica negli impianti di estrusione e soffiaggio non è più un traguardo opzionale, ma una componente essenziale di una gestione industriale moderna e responsabile. Attraverso una comprensione approfondita dei modelli di consumo, l'adozione mirata di tecnologie all'avanguardia come VSD, motori ad alta efficienza, sistemi di riscaldamento avanzati, isolamento termico efficace e l'implementazione di strategie di ottimizzazione di processo e recupero di calore, le aziende possono realizzare risparmi significativi, migliorare la propria sostenibilità e rafforzare la propria posizione nel mercato globale. Investire nell'efficienza energetica significa non solo tagliare i costi, ma anche costruire un futuro più resiliente e sostenibile per l'industria della plastica. L'analisi continua, l'innovazione tecnologica e l'impegno verso il miglioramento continuo sono le leve fondamentali per sbloccare il pieno potenziale di efficienza in questo settore vitale.© Riproduzione Vietata
SCOPRI DI PIU' Polipropilene Isotattico ed Ossido di Zinco: Soluzioni per Materiali Sostenibili e Antibatterici
Polipropilene Isotattico ed Ossido di Zinco: Soluzioni per Materiali Sostenibili e AntibattericiIl Futuro dei Materiali Avanzati nelle Applicazioni del Settore Medico, Alimentare ed Industriale: Polipropilene Isotattico ed Ossido di Zincodi Marco ArezioLa ricerca sui materiali polimerici con proprietà antimicrobiche sta aprendo nuove prospettive per affrontare le sfide globali legate alla sicurezza e alla sostenibilità. Tra questi materiali, i compositi di polipropilene isotattico (iPP) arricchiti con ossido di zinco (ZnO) si distinguono per la loro capacità di combinare resistenza meccanica, stabilità chimica e attività antibatterica. Questo studio ha approfondito la preparazione e la caratterizzazione di microcompositi iPP/ZnO, rivelandone il potenziale in settori chiave come la medicina, l'imballaggio alimentare e l'industria. Unione di Proprietà e Funzionalità Il polipropilene isotattico è ampiamente utilizzato per la sua leggerezza, resistenza chimica e processabilità. Tuttavia, le sue applicazioni possono essere limitate dalla scarsa resistenza ai raggi UV e dalla mancanza di proprietà antimicrobiche. L'integrazione di microparticelle di ZnO in questa matrice polimerica offre una soluzione promettente. L'ossido di zinco, noto per le sue proprietà antibatteriche e schermanti contro i raggi UV, è stato incorporato nel polimero mediante un processo di miscelazione a caldo. I compositi risultanti hanno dimostrato non solo una ridotta degradazione fotoindotta, ma anche un'efficace attività contro Escherichia coli. Principali Risultati della Ricerca Qui di seguito possiamo analizzare i risultati più significativi ottenuti dalla ricerca sui microcompositi di polipropilene isotattico e ossido di zinco (iPP/ZnO). Attraverso una combinazione di test sperimentali e analisi approfondite, sono state esplorate le caratteristiche di stabilità termica, resistenza alla fotodegradazione, attività antibatterica e proprietà meccaniche di questi materiali innovativi. I dati raccolti dimostrano il grande potenziale di questi compositi nel rispondere alle esigenze di settori strategici come il medicale, l’imballaggio alimentare e l’industria, ponendo le basi per futuri sviluppi in applicazioni reali. Di seguito, i principali aspetti della ricerca saranno dettagliatamente illustrati. Resistenza alla Fotodegradazione L'aggiunta di ZnO ha significativamente migliorato la stabilità del polipropilene sotto esposizione ai raggi UV. I test hanno dimostrato che il materiale subisce una minore ossidazione, grazie all'effetto schermante delle particelle di ZnO, che riducono l'intensità della radiazione assorbita dal polimero. Attività Antibatterica I compositi contenenti fino al 5% di ZnO hanno ridotto del 99,9% la popolazione batterica di E. coli dopo 48 ore. Questo effetto è attribuito alla capacità del ZnO di generare specie reattive dell'ossigeno, che danneggiano le membrane dei batteri, rendendo questi materiali ideali per applicazioni in ambienti sterili o altamente contaminati. Stabilità Termica e Meccanica I compositi hanno mostrato una maggiore resistenza termica rispetto al polipropilene puro, con una temperatura di degradazione più elevata. Sebbene l'aggiunta di ZnO abbia leggermente ridotto l'allungamento alla rottura, il materiale ha mantenuto una buona duttilità, essenziale per molte applicazioni industriali. Prospettive di Applicazione e Innovazione I microcompositi di polipropilene isotattico e ossido di zinco rappresentano una frontiera promettente nella ricerca sui materiali avanzati. Questi compositi uniscono proprietà meccaniche, termiche e antimicrobiche in un’unica soluzione, aprendo nuove possibilità applicative. La capacità di resistere alla fotodegradazione e di contrastare efficacemente la proliferazione batterica rende i compositi iPP/ZnO particolarmente adatti per settori fondamentali come la medicina, l’imballaggio alimentare e le applicazioni industriali. La loro efficacia contro batteri come l’Escherichia coli e la protezione dai raggi UV garantiscono prodotti più sicuri e durevoli, rispondendo così alla crescente domanda di materiali sostenibili e innovativi. Tuttavia, per sfruttarne appieno il potenziale, è necessario continuare a sviluppare metodi di ottimizzazione, in modo da migliorare le prestazioni complessive e garantire una maggiore compatibilità ambientale. Questi composti sono indicati nei seguenti settori: Settore Medico Superfici antibatteriche per dispositivi medici e imballaggi sterili potrebbero beneficiare di questi compositi, riducendo il rischio di infezioni. Imballaggi Alimentari La capacità del ZnO di proteggere dai raggi UV e dai batteri lo rende adatto per prolungare la durata degli alimenti confezionati, migliorando la sicurezza alimentare. Industria Componenti esposti a condizioni ambientali difficili, come radiazioni UV e contaminazioni microbiche, potrebbero sfruttare le proprietà combinate di resistenza e igiene offerte dai compositi iPP/ZnO. Sfide e Sviluppi Futuri Nonostante i risultati promettenti, alcuni aspetti richiedono ulteriori studi. La riduzione dell'allungamento alla rottura indica la necessità di ottimizzare la dispersione delle particelle di ZnO e l'interfaccia con la matrice polimerica. L'uso di compatibilizzanti o trattamenti superficiali potrebbe migliorare le proprietà meccaniche senza compromettere quelle funzionali. Inoltre, estendere la ricerca ad altre concentrazioni e combinazioni di nanoparticelle potrebbe portare a materiali ancora più performanti. Le collaborazioni tra università e industria saranno cruciali per tradurre questi sviluppi in soluzioni commerciali. Conclusione I compositi di polipropilene isotattico e ossido di zinco rappresentano una promettente innovazione per affrontare sfide legate alla sicurezza, sostenibilità e durata dei materiali. Grazie alle loro proprietà antibatteriche e alla resistenza ai raggi UV, possono trovare applicazione in numerosi settori, contribuendo a migliorare la qualità della vita e a ridurre l'impatto ambientale. Con ulteriori ottimizzazioni, questi materiali potrebbero diventare una soluzione chiave per molteplici esigenze industriali e sociali.© Riproduzione Vietata
SCOPRI DI PIU' Cosa è la Resina Epossidica e come si Ricicla
Cosa è la Resina Epossidica e come si RiciclaUn composto polimerico di estrema importanza per gli usi più disparati a cui è destinato, ma con un complicato rapporto con il riciclo di Marco ArezioUna resina epossidica è un tipo di polimero termoindurente che, una volta miscelato con un indurente, subisce una reazione chimica chiamata "reticolazione". Questo processo trasforma la resina da uno stato liquido o viscoso a uno stato solido e rigido. Le principali caratteristiche e aspetti delle resine epossidiche:Struttura Molecolare Le resine epossidiche contengono gruppi epossidici (un atomo di ossigeno legato a due atomi di carbonio adiacenti in una catena) che sono reattivi e permettono la reticolazione con vari indurenti. Indurenti Perché una resina epossidica si indurisca, deve essere miscelata con un indurente (o agente di reticolazione). Questo indurente reagisce con i gruppi epossidici della resina, formando una struttura tridimensionale solida. Proprietà Una volta reticolate, le resine epossidiche hanno eccellenti proprietà meccaniche, resistenza chimica e adesione. Sono anche elettricamente isolanti. Applicazioni A causa delle loro ottime proprietà, le resine epossidiche sono utilizzate in una vasta gamma di applicazioni, come adesivi, rivestimenti, compositi rinforzati con fibre, circuiti stampati e molto altro. Manipolazione Le resine epossidiche possono essere modificate per avere proprietà specifiche. Ad esempio, possono essere formulate per avere tempi di indurimento rapidi o lenti, o per resistere a temperature estreme. Estetica Esistono resine epossidiche trasparenti che sono utilizzate in applicazioni artistiche e decorative, come rivestimenti per tavoli o creazioni di gioielli. È importante notare che, una volta che una resina epossidica è completamente reticolata, diventa termoindurente. Ciò significa che, a differenza dei polimeri termoplastici, non può essere rifusa o modellata con l'applicazione di calore. Le resine epossidiche riciclate La ricerca sulle resine epossidiche riciclabili è al centro di grandi interessi negli ultimi anni. Questi tipi di polimeri, come abbiamo detto, sono termoindurenti, il che significa che una volta reticolate o indurite, non possono essere facilmente riciclate o riprocessate. Tuttavia, ci sono studi volti a sviluppare resine epossidiche "riciclabili" o "riproducibili" che possono quindi essere depolimerizzate o riportate a uno stato liquido dopo il processo di reticolazione. Alcune di queste resine epossidiche riciclabili sono state progettate per depolimerizzarsi attraverso specifici stimoli, come il calore o l'esposizione a certi prodotti chimici. L'idea dietro questi materiali è che, una volta depolimerizzati, possano essere riciclati. Ricerche sulle resine episodiche riciclate Le resine epossidiche sono ampiamente utilizzate in una varietà di applicazioni industriali in virtù delle loro ottime proprietà meccaniche di adesione e di resistenza chimica. Tuttavia, una delle principali sfide associate a queste resine è la difficoltà nel loro riciclo a causa della loro natura termoindurente. Diverse soluzioni di riciclo sono state proposte per risolvere il problema: Depolimerizzazione chimica Questo processo coinvolge l'uso di agenti chimici per rompere i legami crociati nella rete epossidica. Una volta depolimerizzate, le resine possono essere potenzialmente riprocessate. Reticolazione dinamica Alcune resine epossidiche sono state modificate per avere legami crociati dinamici che possono scambiarsi sotto determinate condizioni. Ciò significa che possono essere reticolate (indurite) e poi "de-reticolate" quando esposte a determinati stimoli come calore o luce. Riciclo meccanico Invece di cercare di depolimerizzare la resina, questo approccio si concentra sul triturare o frantumare il materiale epossidico indurito in particelle, che possono poi essere riutilizzate come riempitivi o rinforzi in nuovi compositi. Recupero di riempitivi e rinforzi In molti compositi epossidici, la matrice epossidica è solo una componente. Altri componenti, come fibre di carbonio o vetro, possono essere recuperati dal composto e riutilizzati. La ricerca in questo campo è in continua evoluzione. Mentre alcune di queste tecniche sono ancora in fase di sviluppo e potrebbero non essere commercialmente pronte o economicamente fattibili su larga scala, rappresentano comunque importanti passi avanti verso una maggiore sostenibilità nel campo dei materiali epossidici. Storia delle resine epossidiche Le resine epossidiche sono polimeri che sono diventati fondamentali in molte industrie per le loro eccezionali proprietà meccaniche, di adesione e di resistenza chimica. Ecco una breve storia delle resine epossidiche: Primi anni (1930-1940) Le resine epossidiche furono sviluppate per la prima volta negli anni '30. Il chimico svizzero Paul Schlack è spesso accreditato per aver realizzato la prima resina epossidica mentre lavorava per la società tedesca IG Farben. Poco dopo, negli Stati Uniti, la Devoe & Raynolds Company iniziò a sviluppare resine epossidiche basate su bisfenolo A e epossicloridrina. Seconda guerra mondiale Durante la seconda guerra mondiale, c'era un crescente bisogno di materiali ad alte prestazioni, e le resine epossidiche iniziarono a essere utilizzate in applicazioni militari. Anni '50 e '60 Dopo la guerra, la produzione e l'utilizzo delle resine epossidiche si espansero notevolmente. Furono sviluppati nuovi tipi di resine e indurenti, portando a una vasta gamma di proprietà e applicazioni. Durante questo periodo, le resine epossidiche divennero popolari come adesivi strutturali e come matrici per compositi rinforzati con fibra. Anni '70 La crescente consapevolezza ambientale portò alla ricerca di sistemi epossidici senza solventi e a basso contenuto di composti organici volatili (COV). Durante questo periodo, le resine epossidiche divennero anche fondamentali nella produzione di circuiti stampati. Anni '80 e '90 L'industria aerospaziale ha iniziato a utilizzare in modo significativo le resine epossidiche per compositi leggeri e ad alte prestazioni. La ricerca si concentrò anche sul miglioramento delle proprietà termiche e sulla riduzione delle tensioni interne durante la reticolazione. 2000 – Oggi Con la crescente necessità di materiali sostenibili, c'è stato un interesse nella ricerca di resine epossidiche riciclabili o biodegradabili. La tendenza alla miniaturizzazione in elettronica ha anche portato a resine epossidiche con proprietà specifiche per applicazioni come l'incapsulamento di semiconduttori. Oggi, le resine epossidiche sono onnipresenti in molte industrie, da quelle edilizie e navali, all'elettronica, all'aerospaziale, e oltre. Le continue innovazioni e la ricerca in questo campo continuano a espandere le potenzialità e le applicazioni di questi versatili materiali. Dove vengono impiegate le tesine epossidiche Le resine epossidiche sono utilizzate in una vasta gamma di applicazioni. Ecco alcune delle principali applicazioni delle resine epossidiche: Adesivi Questi polimeri sono notevolmente adesivi e sono utilizzati come collanti strutturali per molte applicazioni industriali. Possono aderire a una vasta gamma di materiali, compresi metalli, plastica, legno e ceramica. Rivestimenti Le resine epossidiche sono utilizzate per rivestire pavimenti industriali e commerciali, offrendo resistenza all'abrasione, resistenza chimica e una facile pulizia. Compositi Questi polimeri sono spesso utilizzati come matrice in compositi rinforzati con fibre, come quelli con fibre di carbonio o fibra di vetro. Queste applicazioni sono comuni in settori come l'aerospaziale, l'automotive e lo sport. Circuiti stampati Le resine epossidiche sono un componente fondamentale nella produzione di circuiti stampati utilizzati in elettronica. Protezione Le resine epossidiche sono utilizzate per proteggere componenti elettronici sensibili, isolandoli dall'ambiente esterno. Strutture marine Grazie alla loro resistenza chimica, le resine epossidiche sono utilizzate per la riparazione e la protezione di strutture marine, come scafi di barche. Riparazioni A causa della loro forte adesione e delle loro proprietà strutturali, le resine epossidiche sono spesso utilizzate per la riparazione di una varietà di oggetti, compresi quelli fatti di metallo, ceramica e legno. Attività dentistiche Alcuni tipi di resine epossidiche sono utilizzati in odontoiatria per riempimenti e adesivi. Arte e artigianato Le resine epossidiche trasparenti sono diventate popolari nell'arte e nell'artigianato, utilizzate per creare gioielli, mobili, opere d'arte e altri oggetti artistici. Strutture in calcestruzzo Le resine epossidiche sono utilizzate per la riparazione, il rafforzamento e la protezione delle strutture in calcestruzzo.
SCOPRI DI PIU'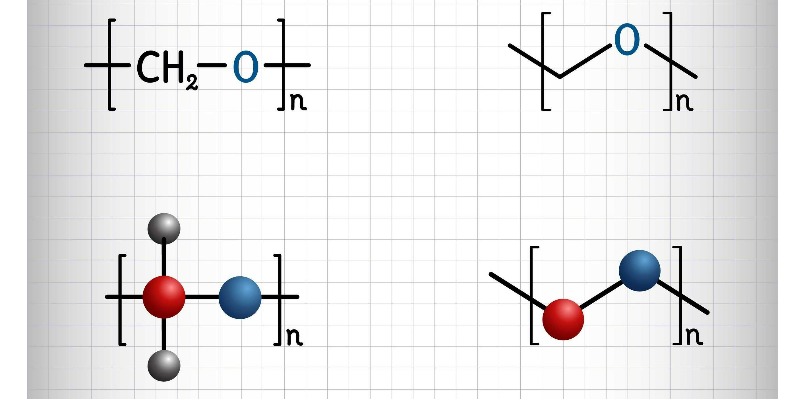 POM o Poliossimetilene Riciclato: Da Dove Viene e Cosa E’
POM o Poliossimetilene Riciclato: Da Dove Viene e Cosa E’La resina acetalica o paraformaldeide (POM) è un polimero riciclato con ottime caratteristiche tecnichedi Marco ArezioIl POM, chiamato comunemente resina alcetalica, è un polimero semicristallino che si forma durante la omo (POM – H) o copolimerizzazione (POM – R) della formaldeide. L’omopolimero POM, (CH2O)n, è tra le materie prime più rigide, anche in assenza di elementi di rinforzo, e ha un’ottima stabilità dimensionale. Il Poliossimetilene o POM, è costituito da un ponte di metilene e un atomo di ossigeno, che attribuiscono al polimero un’alta resistenza e un costo produttivo contenuto rispetto ad altri polimeri dalle simili caratteristiche meccaniche. Le caratteristiche principali del POM sono: • Buona resistenza all’abrasione • Buona resistenza alle alte temperature (fino a 150° e costanti fino a 110°) • Elevata durezza di superficie • Basso coefficiente di attrito • Buon isolamento elettrico e dielettrico • Bassa permeabilità alle sostanze organiche, ai gas e ai vapori • Bassa resistenti agli acidi forti (PH4) • Bassa resistenza agli agenti ossidanti • Bassa resistenza ai raggi UV se non additivato • Bassa igroscopicità • Non saldabile ad alta frequenza Lavorazione del POM (Poliossimetilene) Il polimero può essere normalmente trattato con i soliti sistemi di lavorazione degli altri materiali termoplastici, tuttavia lo stampaggio a iniezione è un sistema di trasformazione del POM molto usato. Le ricette polimeriche con alto peso molecolare portano, normalmente, ad una lavorazione con sistemi di estrusione, mentre quelle leggermente reticolate sono più adatte al soffiaggio. Un’accortezza durante le fasi di stampaggio è quella di preriscaldare gli stampi ad una temperatura tra i 60 e i 130 °C, in questo caso il ritiro di lavorazione si riduce da 3 all’1% con la diminuzione della temperatura dello stampo, e il post ritiro aumenta in proporzione. Campi di applicazione del POM (Poliossimetilene) In virtù delle sue caratteristiche prestazionali in merito alla tenacità e durezza, i prodotti realizzati con il polimero POM sono adatti alla sostituzione di parti metalliche di uso tecnico, come leve, cuscinetti, viti, rotismi, bobine, raccorderie di tubi, parti di macchine utensili e componenti per pompe. Compound e blend con il POM (Poliossimetilene) Il polimero si presta a miscele tecniche che possano aumentarne la resistenza e la durabilità, infatti è possibile additivarli con fibra di vetro, sferette di vetro o cariche minerali. Inoltre è possibile creare dei blend tra il POM e il gli elastomeri PUR, queste miscele permettono di aumentare la tenacità ma, nello stesso tempo, diminuire la rigidità e la resistenza, aggiungendo normalmente circa il 50% di elastomeri PUR. E’ possibile aumentare anche il comportamento all’attrito o allo scorrimento a secco aggiungendo cariche di MoS2, PFT, PE od oli di silicone. Invece, per aumentare la stabilità al calore e la conducibilità elettrica si può aggiungere al POM la polvere di alluminio o di bronzo. Come si ricicla il POM (Poliossimetilene) Gli scarti del POM possono essere di tipo industriale o da post consumo, sono comunque entrambi validi prodotti per poter essere riciclati ed impiegati in miscele tecniche. Gli scarti di tipo industriale, che godono di una pulizia maggiore in partenza, sono generalmente preselezionati e successivamente macinati, per poi essere utilizzati in miscela con il macinato da post consumo o con il POM vergine. Questo dipende sempre dal tipo di trasformazione del polimero che si deve fare e da tipo di prodotto finale, sia per quanto riguarda le caratteristiche fisico - meccaniche che per aspetto estetico. Gli scarti da post consumo, hanno bisogno di una maggiore attenzione in fase di riciclo, infatti potrebbe essere necessario, dopo la selezione, un’attenta valutazione sull’eventuale passaggio in un mulino magnetico, per togliere eventuali parti metalliche, ed un lavaggio per separare il POM da elementi non metallici. Categoria: notizie - tecnica - plastica - riciclo - POM
SCOPRI DI PIU' Lavorazione dei Termoindurenti: Masse da Stampaggio, Tecnologie di Processo e Innovazioni 2025
Lavorazione dei Termoindurenti: Masse da Stampaggio, Tecnologie di Processo e Innovazioni 2025Guida tecnica alla lavorazione dei materiali termoindurenti: masse da stampaggio, stampaggio a compressione e a iniezione, tempi di indurimento e innovazioni Industry 4.0Marzo 2026 | Categoria: Tecnologie di Trasformazione Materie PlasticheAutore: Marco Arezio I materiali termoindurenti occupano una posizione strategica nell'industria delle materie plastiche grazie alla loro capacità di formare strutture reticolate tridimensionali irreversibili durante la fase di indurimento. A differenza dei termoplastici, una volta polimerizzati non possono essere rifusi: questa caratteristica, che a prima vista potrebbe sembrare un limite, si traduce in prestazioni meccaniche, termiche ed elettriche superiori in applicazioni dove i polimeri convenzionali non reggono il confronto. Questo articolo tecnico analizza in modo approfondito la filiera di lavorazione dei termoindurenti, dalla preparazione delle masse da stampaggio fino alle più recenti innovazioni legate all'Industria 4.0, ai digital twin e all'intelligenza artificiale applicata al controllo di processo. Dato di mercato: il mercato globale dello stampaggio a iniezione di termoindurenti è valutato in crescita costante, trainato dalla domanda proveniente da automotive, elettronica e costruzioni — settori che richiedono resistenza termica, stabilità dimensionale e isolamento elettrico superiori.1. Che cos'è un materiale termoindurente e perché la sua lavorazione è diversa I termoindurenti sono polimeri chimicamente reticolati: durante la fase di formatura subiscono una reazione di polimerizzazione che crea legami covalenti tra le catene macromolecolari, generando una struttura a rete tridimensionale stabile e infusibile. Questa reazione è irreversibile: il calore applicato successivamente non può sciogliere il materiale, ma può unicamente degradarlo. Le conseguenze pratiche sulla tecnologia di trasformazione sono rilevanti. Le materie prime devono già trovarsi, in buona parte, nella loro forma definitiva prima dell'ingresso nello stampo. I macchinari devono essere progettati per impedire l'attivazione prematura della reazione nel cilindro di plastificazione, mantenendo la massa a una temperatura controllata inferiore alla soglia di gelificazione, e per fornire invece al contenuto dello stampo il calore sufficiente all'indurimento completo. Classificazione delle materie prime: In base alla tecnologia di lavorazione, i semilavorati termoindurenti si suddividono in: (a) masse da stampaggio termoindurenti, masse scorrevolifluide lavorate a caldo con indurimento rapido; (b) resine per colata, tipicamente liquide o rese liquide per riscaldamento moderato, con indurimento a temperatura ambiente o mediante acceleratori; (c) sistemi poliuretanici, che richiedono una tecnologia dedicata alla miscelazione e dosaggio dei componenti reattivi immediatamente prima della formatura. 2. Le masse da stampaggio termoindurenti: composizione e preparazione 2.1 Composizione delle masse da stampaggio Le masse da stampaggio termoindurenti sono sistemi compositi formati dalla resina come legante e da cariche che conferiscono le proprietà meccaniche, termiche ed estetiche desiderate. La resina — generalmente fenolica, aminoplastica, epossidica o poliestere insatura — viene combinata con cariche polveriformi o fibrose quali farina minerale, farina di legno, fibre di vetro corte, carta, tessuti, matasse di fibre o ritagli di tessuti rinforzati. La scelta della carica determina in larga misura il profilo applicativo del compound finale. Le cariche minerali migliorano la resistenza termica e la rigidità; le fibre di vetro incrementano la resistenza meccanica e la tenacità; le fibre organiche (cellulosa, juta) abbassano la densità e il costo. Nei compound moderni, come i Bulk Moulding Compounds (BMC) e gli Sheet Moulding Compounds (SMC), le fibre di vetro corte o lunghe sono distribuite in modo da ottimizzare isotropia e resistenza. 2.2 Il processo di preparazione La preparazione delle masse da stampaggio con cariche polveriformi o fibre corte prevede una pre-miscelazione allo stato secco, seguita dalla plastificazione e omogeneizzazione in mescolatrici a cilindri o estrusori bivite. Contemporaneamente, la resina viene prepolimerizzata o precondensata per portarla alla viscosità adatta alla produzione di masse scorrevoli (stato B oppure C). I rotoli di laminazione o i chip estrusi vengono successivamente macinati e frazionati a granulometria uniforme. Per le masse con fibre grossolane o ritagli, la produzione avviene principalmente in miscelatori a pale tramite impregnazione con resine liquide solubili, seguita da essiccamento controllato. Le masse rinforzate con fibre lunghe continue vengono invece prodotte mediante impregnazione di matasse e successiva frantumazione delle strisce. La resinatura degli strati avviene in macchine impregnatrici specializzate. Nota tecnica: la qualità della miscelazione e il controllo dello stato di prepolimerizzazione della resina sono fattori critici che influenzano direttamente la scorrevolezza in stampo, il tempo di indurimento e le proprietà meccaniche del manufatto finale.3. Stampaggio a iniezione di termoindurenti: parametri e criticità3.1 Il ciclo di stampaggio a iniezione Nello stampaggio a iniezione di termoindurenti, il ciclo produttivo è governato da due variabili fondamentali che si influenzano reciprocamente: il tempo di permanenza nel cilindro e il tempo di indurimento nello stampo. Il tempo del ciclo è determinato principalmente dal secondo, poiché — a differenza dei termoplastici dove domina il raffreddamento — nel caso dei termoindurenti è la cinetica di reticolazione chimica a dettare i tempi. La massa da stampaggio viene caricata in un cilindro mantenuto a temperatura controllata (generalmente inferiore a 120 °C), dove deve restare scorrevole per un periodo di 3–6 minuti senza avviare la reticolazione. Una volta iniettata nello stampo riscaldato, la temperatura elevata dello stampo attiva rapidamente la reazione: il manufatto indurisce, viene estratto a caldo e il ciclo ricomincia. 3.2 La dipendenza del tempo di indurimento dallo spessore di parete Il parametro di progetto più critico è lo spessore massimo della parete. Come mostrato nella letteratura tecnica (Fig. 4.99 del testo di riferimento), per lo stampaggio a iniezione di termoindurenti fenoplastici il tempo di ciclo rimane sostanzialmente indipendente dallo spessore fino a circa 10 mm, grazie al fatto che le grandezze di regolazione sono governate dal tempo di indurimento e non dal raffreddamento. Per lo stampaggio a compressione senza preriscaldamento, la dipendenza è invece marcatamente lineare: per pareti di 20 mm si arrivano a richiedere 6–8 minuti di ciclo. Il preriscaldamento dielettrico ad alta frequenza (HF) o con microonde, e la preplastificazione a vite, rappresentano le tecniche più efficaci per ridurre i tempi di ciclo nello stampaggio a compressione, permettendo di avvicinarsi alle prestazioni dello stampaggio a iniezione anche per pareti spesse.4. Stampaggio a compressione: il processo fondamentale4.1 Principio di funzionamento Lo stampo a compressione è costituito da una parte inferiore e una superiore, entrambe riscaldate, montate su una pressa idraulica. L'alimentazione avviene con stampo aperto, dosando la massa da stampaggio tramite dosatori a pistone, dispositivi di riempimento volumetrici o bilance automatiche. Dopo la chiusura dello stampo, la massa riscaldata alla temperatura di scorrevolezza riempie la cavità sotto pressione, indurisce e viene estratta a caldo. La pressione di compressione varia in funzione dello stato della massa: circa 50 bar per masse umide non preriscaldate, fino a 150 bar per masse preriscaldate, con picchi fino a 400 bar per applicazioni speciali. Per le resine fenoliche e aminoplastiche, che sviluppano componenti volatili durante l'indurimento, è opportuno prevedere uno sfiato dello stampo tramite breve sollevamento del punzone, per evitare la formazione di porosità interne. 4.2 Macchine a giostra rotante Le macchine automatiche a compressione adottano quasi universalmente configurazioni a giostra rotante, con fino a 20 stampi montati su un carrello rotante. Gli stampi ruotano ciclicamente tra la stazione di alimentazione, la stazione di chiusura e indurimento, e la stazione di estrazione e pulizia. Questa architettura consente di sfruttare il lungo tempo di indurimento distribuendolo su più stazioni in parallelo, ottenendo un'elevata produttività complessiva pur con cicli unitari lunghi. 4.3 Verniciatura con polvere nello stampo Una tecnologia di finitura sempre più diffusa per i manufatti in compressione è la verniciatura con polvere nello stampo (In-Mould Coating con polvere). Una vernice in polvere a granulometria fine (100–200 µm) viene depositata elettrostaticamente sullo stampo caldo aperto. Durante il successivo processo a compressione, la polvere forma con la resina uno strato integrale, privo di porosità, resistente all'attrito e già colorato, eliminando le operazioni di verniciatura a posteriori e riducendo gli scarti. 5. Gestione delle sostanze volatili e qualità del manufatto Uno degli aspetti più critici nella lavorazione dei termoindurenti — in particolare per lo stampaggio a compressione e transfer — è il controllo delle sostanze volatili (acqua di condensazione, solventi residui, ammoniaca nei sistemi aminoplastici) che si sviluppano durante la reazione di reticolazione. Per lo stampaggio a compressione, l'aerazione dello stampo è indispensabile: avviene aprendo leggermente il punzone per 2–3 secondi immediatamente prima di applicare la pressione definitiva. Un'aerazione difettosa o ritardata provoca la formazione di soffiature o porosità che compromettono le proprietà meccaniche e l'estetica superficiale del pezzo. Nello stampaggio a transfer e a iniezione, le sostanze volatili sfuggono principalmente attraverso la tramoggia di alimentazione e il canale distributore (che deve essere riscaldato a circa 120 °C per impedire la gelificazione prematura). I moderni sistemi di canale caldo per termoindurenti gestiscono questo bilanciamento termico con precisione, consentendo di lavorare senza materozza e riducendo gli scarti di materiale.6. Novità recenti: Industry 4.0, Digital Twin e Intelligenza Artificiale nello stampaggio di termoindurenti 6.1 Il contesto dell'innovazione Il settore dello stampaggio dei termoindurenti, tradizionalmente più conservativo rispetto a quello dei termoplastici, sta attraversando una fase di accelerazione tecnologica significativa, trainata dall'adozione delle tecnologie abilitanti dell'Industria 4.0. Le motivazioni sono chiare: riduzione degli scarti, compressione dei tempi di avviamento, ottimizzazione dei parametri di cura e tracciabilità di processo. 6.2 Digital Twin per il monitoraggio del processo di stampaggio Il digital twin di processo è un modello virtuale dinamico dell'impianto di stampaggio, alimentato in tempo reale dai dati provenienti da sensori installati su pressa, stampo e sistema di condizionamento termico. Per i termoindurenti, dove la cinetica di reticolazione dipende da temperatura, pressione e tempo in modo non lineare, il digital twin offre un vantaggio straordinario: consente di simulare il grado di avanzamento della reazione senza interrompere la produzione, e di anticipare l'insorgenza di difetti prima che si manifestino sul pezzo. Studi pubblicati nel 2024 e 2025 su processi liquidi di stampaggio compositi (RTM, VARTM) dimostrano che l'integrazione di sensori con modelli surrogati basati su reti neurali deep-learning consente di rilevare deviazioni di processo con anticipo sufficiente a correggere i parametri prima della formazione di difetti. Sistemi analoghi vengono ora applicati allo stampaggio a compressione e a iniezione di masse termoindurenti convenzionali. 6.3 Intelligenza Artificiale e ottimizzazione dei parametri I sistemi di ottimizzazione basati su machine learning, come quelli integrati in piattaforme quali Moldex3D 2025 e sistemi analoghi, permettono di definire automaticamente le finestre di processo ottimali (temperatura stampo, profilo di pressione, tempo di indurimento) a partire da un numero limitato di prove fisiche. L'AI Optimization Wizard di Moldex3D, ad esempio, gestisce obiettivi multipli simultaneamente — riduzione del tempo di ciclo, minimizzazione della distorsione, controllo della porosità — generando soluzioni di compromesso validate virtualmente prima di qualsiasi test in produzione. La manutenzione predittiva basata sull'analisi dei dati di sensori IoT permette di pianificare gli interventi sulle presse e sugli stampi prima che si verifichino guasti, riducendo i fermi non pianificati — un fattore critico in produzioni con lunghi tempi di indurimento per stampo. 6.4 Riciclabilità e circolarità dei termoindurenti: lo stato dell'arte La natura irreversibile della reticolazione dei termoindurenti ha rappresentato storicamente un ostacolo alla circolarità dei materiali. Tuttavia, le più recenti ricerche indicano progressi concreti: le cariche dei fenoplasti — le più diffuse masse da stampaggio termoindurenti — possono essere macinate in polvere e reimmesse come filler sostitutivi nella massa vergine, con perdite di proprietà minime fino a concentrazioni del 13% di rigenerato. Per il BMC applicato a coperchi valvola automotive, le specifiche OEM accettano fino al 7% di rigenerato come sostituto parziale della carica. Sul fronte dei materiali, i cosiddetti vitrimeri (vitrimer) rappresentano la frontiera più promettente: sono polimeri con legami covalenti dinamici che permettono una rifusione controllata a temperature elevate, mantenendo le prestazioni meccaniche tipiche dei termoindurenti classici ma consentendo il riciclo e la ri-formatura. Prospettiva 2025-2030: l'integrazione tra digital twin di processo, AI predittiva e nuove formulazioni di masse da stampaggio semi-riciclabili costituirà la traiettoria dominante nell'innovazione della lavorazione dei termoindurenti per l'automotive e l'elettronica di potenza.7. Applicazioni industriali: dai settori tradizionali ai nuovi mercati I termoindurenti trovano impiego in una gamma applicativa molto ampia, che va dai componenti elettrici e elettronici classici (interruttori, prese, supporti di avvolgimenti) fino a componenti strutturali per automotive e aerospace. Le caratteristiche che li rendono insostituibili includono: resistenza al calore superiore alla soglia di deformazione dei termoplastici standard, stabilità dimensionale sotto carico a lungo termine, eccellente isolamento elettrico anche ad alta temperatura, resistenza agli agenti chimici aggressivi. Nel settore aerospaziale, i compositi termoindurenti con fibra di vetro e carbonio (BMC, SMC, prepreg epossidici) vengono impiegati per pannelli di cabina, supporti di sistemi elettrici e pannelli di isolamento, grazie alla loro capacità di rispettare i severi requisiti di resistenza al fuoco, ai fumi e alla tossicità (FST). Nel settore degli elettrodomestici, lo stampaggio a iniezione di fenoplasti e aminoplasti consente di produrre manici di forni, componenti di motori e alloggiamenti di resistenze con costi e velocità di ciclo competitivi rispetto ai termoplastici ad alte prestazioni. Per le applicazioni in ambienti aggressivi — marino, petrolchimico, alimentare — la resistenza chimica dei termoindurenti (epossidici, fenolici, furani) consente di produrre isolatori per sistemi di distribuzione elettrica, supporti per piloni subacquei, sistemi di controllo fluidi e pannelli antiusura con costi del ciclo di vita significativamente inferiori a quelli dei metalli equivalenti. Domande Frequenti (FAQ) Qual è la differenza principale tra termoindurenti e termoplastici nella lavorazione? I termoplastici possono essere fusi e riformati più volte: il calore li rende plastici e il raffreddamento li solidifica senza modificarne la struttura chimica. I termoindurenti, al contrario, subiscono durante la formatura una reazione chimica irreversibile di reticolazione: una volta polimerizzati, il calore successivo non li scioglie ma li degrada. Questo implica che lo stampo deve essere riscaldato per indurire il pezzo (al contrario dei termoplastici dove lo stampo raffredda), e che l'attrezzatura deve impedire l'avvio prematuro della reazione nel cilindro di plastificazione. Cos'è il BMC e come viene processato? Il BMC (Bulk Moulding Compound) è una massa da stampaggio termoindurente costituita da resina poliestere insatura o epossidica, fibre di vetro corte (15–25%), cariche minerali e additivi. Si presenta come un impasto denso e viene processato per stampaggio a iniezione o a compressione. Trova largo impiego nell'automotive (coperchi valvola, involucri alternatori) e nell'elettrodomestico (componenti motori, ventilatori) per la sua capacità di combinare leggerezza, resistenza meccanica e stabilità termica. Perché lo stampaggio a iniezione di termoindurenti richiede macchinari speciali? Le macchine standard per termoplastici operano con cilindri a temperatura elevata per mantenere il materiale fuso. Per i termoindurenti questo approccio causerebbe la reticolazione prematura nel cilindro, con blocco dell'attrezzatura. Le presse per termoindurenti mantengono il cilindro a temperatura controllata e bassa (80–120 °C) per preservare la scorrevolezza della massa, mentre lo stampo viene riscaldato a 160–200 °C per attivare e completare la reticolazione solo nella cavità di formatura. Qual è il ruolo del digital twin nella lavorazione dei termoindurenti? Il digital twin di processo crea un modello virtuale dinamico dell'impianto, alimentato da sensori in tempo reale. Nel caso dei termoindurenti, permette di monitorare l'avanzamento della cinetica di reticolazione senza interruzioni di produzione, prevedere l'insorgenza di difetti (porosità, distorsione, riempimento incompleto) prima che si manifestino, e ottimizzare automaticamente i parametri di processo. Aziende che hanno implementato sistemi di digital twin per stampaggio riportano riduzioni del 25–35% nei tempi di avviamento e cali degli scarti superiori al 40%. I termoindurenti possono essere riciclati? La reticolazione irreversibile rende impossibile il riciclo per rifusione, come avviene per i termoplastici. Tuttavia, sono praticabili percorsi alternativi: la macinazione in polvere consente di reintrodurre il material come filler nella massa vergine (fino al 7–13% senza perdite significative di proprietà per i fenoplasti). I vitrimeri, una nuova generazione di termoindurenti con legami covalenti dinamici, permettono invece la rifusione e riformatura a temperature elevate, aprendo prospettive concrete di riciclabilità piena. Quanto influisce lo spessore della parete sui tempi di ciclo? Lo spessore della parete è il parametro dimensionale più critico. Per lo stampaggio a compressione senza preriscaldamento, il tempo di indurimento cresce linearmente con lo spessore: a 20 mm si richiedono 6–8 minuti, contro 1–2 minuti per pareti di 5 mm. Per lo stampaggio a iniezione, la dipendenza dallo spessore è molto meno marcata grazie alla migliore conduzione termica della massa iniettata sotto pressione — il tempo di ciclo rimane sostanzialmente costante fino a circa 10 mm di spessore massimo. Fonti e Riferimenti 1. Ehrenstein, G.W. – Politecnico di Monaco. Werkstoffe und Bauteile aus Kunststoffen. Testo di riferimento per i paragrafi 4.3 (Tecnologie di trasformazione, pp. 274–276). 2. MDPI – Journal of Manufacturing and Materials Processing (JMMP), 2024. "Digital Twin Modeling for Smart Injection Molding". DOI: 10.3390/jmmp8030102. 3. Moldex3D / CoreTech Systems, 2025. Molding Intelligence: AI Revolution in Injection Molding. Rapporto tecnico. 4. Plenco – Plastics Engineering Company. Processing Guide for Thermoset Phenolics. Dati su regrind e proprietà dei fenoplasti. 5. MCM Composites LLC, 2025. Thermoset Molding Technologies in Aerospace, Appliance & Electronics. Press Release, novembre 2025. 6. CompositesWorld, 2025. JEC World 2025 Highlights: Digitized Processes and New Materials. 7. ResearchGate / Fernández-León et al., 2024. Real-time monitoring and digital twin simulation of liquid-molding processes. 8. Business Research Insights, 2024. Global Injection Molding Market Report 2024–2033 (USD 365 Bn → USD 580 Bn, CAGR 4,74%). 9. Ci-Dell Thermoset Plastics, 2025. Thermoset Composites: Key Facts About Performance, Sustainability and More. 10. Tedesolutions.pl, 2025. Digital Twin for Injection Molding Machines – Simulation and Optimization.
SCOPRI DI PIU' Perchè oggi sono così importanti i tests sui polimeri riciclati?
Perchè oggi sono così importanti i tests sui polimeri riciclati?Plastica riciclata: perché i test su MFI, DSC e densità sono decisivi dopo lo stop della Cinadi Marco Arezio. Esperto in economia circolare, riciclo dei polimeri e sviluppo di filiere sostenibili. Fondatore della piattaforma rMIX.Data Articolo: Aprile 2020Aggiornamento: Marzo 2026Per molti anni il commercio internazionale dei rifiuti plastici ha funzionato come una valvola di sfogo. Una parte consistente degli scarti di qualità mediocre o difficile da trattare usciva dai Paesi industrializzati e trovava sbocco soprattutto in Asia, con la Cina in posizione centrale fino al 2017. Poi il quadro è cambiato in modo radicale: i controlli introdotti da Pechino tra il 2017 e il 2018 hanno quasi azzerato quel flusso, e i dati WTO mostrano il crollo delle importazioni cinesi di plastic waste da 3,263 miliardi di dollari nel 2017 a 49 milioni nel 2018, 0,5 milioni nel 2019 e 0,1 milioni nel 2020. Anche l’OCSE conferma che il commercio globale di rifiuti e rottami plastici si è sostanzialmente ridimensionato rispetto ai livelli del 2014. Questa trasformazione ha avuto un effetto immediato sul mercato della plastica riciclata: i materiali peggiori non potevano più essere facilmente “spostati altrove”, mentre i riciclatori hanno dovuto affrontare in casa una quota crescente di flussi eterogenei, contaminati o non omogenei. In un primo momento una parte delle spedizioni si è diretta verso altri Paesi del Sud-Est asiatico, ma anche qui sono arrivate restrizioni, divieti e controlli più severi. L’OCSE ricorda che Thailandia e Vietnam hanno introdotto restrizioni già nel giugno 2018, seguiti dalla Malesia nel luglio dello stesso anno. Da quel momento comprare e vendere plastica riciclata non è più stato soltanto un esercizio commerciale basato su fiducia, campione visivo e prezzo per tonnellata. È diventato, sempre di più, un processo di verifica tecnica. Quando la qualità media dei flussi si abbassa, quando aumentano le miscele difficili da identificare e quando una partita può nascondere differenze rilevanti tra campione iniziale e merce consegnata, il test di laboratorio smette di essere un accessorio e diventa una condizione di sicurezza industriale. Questa esigenza è stata rafforzata anche dalla normativa internazionale: con gli emendamenti plastici della Convenzione di Basilea, in vigore dal 1° gennaio 2021, i movimenti transfrontalieri di molte tipologie di rifiuti plastici e delle loro miscele sono diventati più trasparenti e più regolati. Oggi il tema è ancora più attuale per l’Europa. Il Regolamento UE 2024/1157 sulle spedizioni di rifiuti ha aggiornato in profondità il quadro dei controlli e, tra le misure più rilevanti, prevede il divieto di esportazione dei rifiuti plastici non pericolosi verso Paesi non OCSE dal 2026, salvo meccanismi successivi di autorizzazione molto stringenti. Il significato economico di questa scelta è chiaro: l’Unione europea intende trattenere maggiormente il problema e il valore dei rifiuti dentro filiere più tracciate, più verificabili e più coerenti con la logica dell’economia circolare. In questo nuovo scenario, il mercato dei polimeri riciclati non può più reggersi soltanto su definizioni vaghe come “macinato buono”, “granulo standard” o “balle omogenee”. Servono parametri oggettivi, ripetibili e contrattualizzabili. Per molte transazioni, soprattutto quando si acquista materiale post-consumo o proveniente da raccolta differenziata, i tre controlli di base che restano più utili per una prima identificazione tecnica del lotto sono il MFI/MFR, il DSC e la densità. Non risolvono tutto, ma riducono in modo concreto il rischio di comprare una materia prima inadatta al processo produttivo o diversa da quella promessa. Perché i test contano davvero nella compravendita Quando un trasformatore compra un polimero riciclato non compra soltanto “plastica”: compra una combinazione di fluidità, comportamento termico, purezza della matrice e stabilità di processo. Se uno solo di questi elementi cambia oltre una certa soglia, la macchina può richiedere settaggi diversi, il compound può perdere costanza, la produttività può calare e il manufatto finale può uscire fuori specifica. Per questo motivo il laboratorio indipendente entra oggi nel contratto commerciale come terza parte di garanzia, non come semplice consulente tecnico. La logica è semplice: si analizza il campione pre-ordine, si definiscono i parametri accettabili, si ripete il controllo sul carico consegnato e si collega l’accettazione economica della merce alla conformità dei risultati. È un approccio molto più robusto rispetto alla vecchia pratica del “visto e piaciuto”, soprattutto nelle transazioni online e nelle forniture ripetitive dove la continuità qualitativa vale quanto il prezzo. Melt Flow Index: il primo indicatore della lavorabilità Il primo test basilare è il Melt Flow Index, oggi più correttamente ricondotto alle misure standardizzate di MFR (melt mass-flow rate) e MVR (melt volume-flow rate). La norma ISO 1133-1:2022 specifica due procedure per determinare la portata in massa o in volume dei termoplastici in condizioni definite di temperatura e carico; la stessa norma chiarisce che l’MVR è particolarmente utile quando si confrontano materiali con differente contenuto di cariche o quando si mettono a confronto termoplastici caricati e non caricati. Dal punto di vista industriale, questo test serve a capire come il materiale si comporterà nella trasformazione. Un MFI troppo alto può indicare una viscosità bassa e quindi un materiale molto fluido, utile in alcuni processi ma potenzialmente critico in altri. Un MFI troppo basso può invece segnalare una massa fusa più viscosa, che richiede più energia, più pressione o condizioni macchina diverse. In estrusione, stampaggio a iniezione e soffiaggio, questa informazione è decisiva perché incide direttamente sulla stabilità del processo, sui tempi ciclo e sulla qualità dimensionale del pezzo finale. Nel caso dei riciclati il valore dell’MFI è ancora più importante, perché può fornire una prima indicazione indiretta sulla storia del materiale. Se un polimero ha subito degradazione termo-ossidativa lungo più passaggi di lavorazione, la sua massa molecolare media può ridursi e la fluidità può cambiare. Per questo il dato non va mai letto da solo come numero assoluto, ma confrontato con il tipo di polimero, con l’applicazione prevista e con la costanza del lotto. DSC: l’analisi che aiuta a capire che cosa c’è davvero nel lotto Il secondo test strategico è il DSC, cioè la calorimetria differenziale a scansione. Nella famiglia delle norme ISO 11357, la parte 3 riguarda in particolare la determinazione della temperatura e dell’entalpia di fusione e cristallizzazione delle materie plastiche. In termini pratici, il DSC aiuta a leggere la “firma termica” del materiale. Per chi acquista plastica riciclata, questa prova è preziosa perché consente di verificare se il lotto corrisponde davvero al polimero dichiarato oppure se contiene miscele, contaminazioni o frazioni incompatibili. Un picco di fusione nel range tipico del PE non racconta la stessa storia di un profilo che mostra componenti del PP o di altre resine. Allo stesso modo, variazioni anomale nelle temperature o nelle entalpie possono suggerire una diversa cristallinità, una diversa storia termica o una composizione meno omogenea del previsto. Il DSC non è soltanto uno strumento accademico. In una compravendita di macinati o granuli riciclati permette di rispondere a domande molto concrete: il materiale è realmente monopolimero? C’è una contaminazione da altra resina? La qualità termica del lotto è compatibile con l’applicazione finale? In un mercato dove la qualità visiva può ingannare, il DSC riduce l’ambiguità. Densità: il controllo semplice che spesso evita gli errori più costosi Il terzo test di base è la densità, troppo spesso considerata elementare e invece molto utile come primo filtro tecnico. La norma ISO 1183-1 specifica metodi per determinare la densità delle plastiche non cellulari anche sotto forma di polveri, flakes e granuli, e sottolinea che la densità è frequentemente usata per seguire variazioni nella struttura fisica o nella composizione del materiale, oltre che per valutarne l’uniformità. Nel riciclo la densità può dire molto più di quanto sembri. Aiuta a distinguere classi polimeriche che hanno finestre tipiche differenti, segnala la possibile presenza di cariche minerali, suggerisce deviazioni di composizione e contribuisce a capire se il campione e il carico appartengono davvero alla stessa famiglia qualitativa. Naturalmente non basta da sola a certificare la bontà del materiale, ma combinata con MFI e DSC costruisce un triangolo di controllo estremamente efficace per la fase iniziale della trattativa. Proprio perché è un test relativamente rapido e leggibile, la densità è spesso utile anche nella verifica di conformità tra campione approvato e merce consegnata. Quando il dato si discosta troppo, non ci si trova quasi mai davanti a una semplice fluttuazione innocua: di solito è il segnale di una differenza più profonda di composizione o di formulazione. Dal test tecnico alla clausola contrattuale L’errore più comune nelle compravendite di plastica riciclata è considerare l’analisi come un allegato informativo. In realtà dovrebbe diventare una clausola centrale del contratto. Un’impostazione professionale prevede almeno quattro elementi: definizione del campione di riferimento, indicazione della norma di prova, tolleranze accettabili e diritto alla controprova su merce consegnata presso laboratorio indipendente. Questo approccio ha due vantaggi. Il primo è tecnico: riduce le contestazioni generiche e costringe entrambe le parti a discutere su dati verificabili. Il secondo è commerciale: rende la trattativa più trasparente, quindi più rapida e più solida nel tempo. Il fornitore serio non teme il confronto analitico; al contrario, lo usa per valorizzare la continuità qualitativa del proprio materiale. L’acquirente serio, dal canto suo, evita di trasformare la propria linea produttiva nel laboratorio di collaudo del venditore. Perché il tema è ancora più importante nel 2026 Rispetto al 2020, il contesto è diventato più maturo ma anche più severo. Non è cambiata soltanto la geografia del commercio dei rifiuti: è cambiata la soglia di professionalità richiesta agli operatori. Il mercato si muove dentro un ecosistema dove convergono tre pressioni simultanee: qualità industriale, conformità normativa e tracciabilità commerciale. Gli emendamenti di Basilea hanno irrigidito il quadro internazionale dei movimenti transfrontalieri; la nuova disciplina europea sulle spedizioni di rifiuti rafforza la responsabilità interna dell’UE; gli standard tecnici restano il linguaggio comune minimo per descrivere in modo serio un polimero riciclato. In altre parole, oggi la qualità della plastica riciclata non può più essere venduta soltanto come promessa. Deve essere misurata, documentata e, quando serve, verificata da terzi. È questo il vero passaggio storico aperto dallo stop cinese: non la fine del commercio della plastica riciclata, ma la fine dell’idea che si possa comprare e vendere materiale riciclato senza una base analitica minima. Conclusione Lo stop della Cina ha segnato la fine di un equilibrio fragile che per anni aveva assorbito fuori dai Paesi industrializzati una parte rilevante delle inefficienze del sistema. Da allora il mercato della plastica riciclata è stato costretto a diventare più selettivo, più tracciabile e più tecnico. In questo contesto, i test su MFI, DSC e densità non rappresentano un costo burocratico, ma una forma di assicurazione industriale. Servono a sapere che cosa si sta davvero comprando, a evitare errori di processo, a ridurre le contestazioni e a costruire rapporti commerciali più solidi. Chi opera seriamente nella compravendita dei polimeri riciclati dovrebbe ormai considerare questi controlli non come un’opzione, ma come la base minima per qualsiasi transazione professionale.FAQ Perché dopo lo stop della Cina i test sulla plastica riciclata sono diventati così importanti? Perché il blocco cinese e le successive restrizioni internazionali hanno ridotto gli sbocchi per i flussi più eterogenei o difficili da riciclare, aumentando il bisogno di controlli tecnici nelle compravendite. Inoltre, gli emendamenti plastici della Convenzione di Basilea sono effettivi dal 1° gennaio 2021 e l’UE ha introdotto regole più severe sulle spedizioni e sulle esportazioni di rifiuti plastici con il Regolamento 2024/1157. Quali sono i test di base più utili prima di acquistare un polimero riciclato? I tre controlli iniziali più utili sono la prova di fluidità della massa fusa, l’analisi DSC e la densità. A livello normativo, il riferimento aggiornato per la fluidità è la ISO 1133-1:2022, per il DSC la ISO 11357-3:2025 e per la densità la ISO 1183-1:2025. MFI e MFR sono la stessa cosa? Nel linguaggio commerciale si usa ancora molto il termine MFI, ma la norma ISO 1133-1:2022 parla in modo più preciso di MFR (melt mass-flow rate) e MVR (melt volume-flow rate), distinguendo il metodo in massa da quello in volume. Che cosa mi dice davvero il test MFI o MFR su un riciclato? Ti dà un’indicazione pratica sulla fluidità del materiale fuso e quindi sulla sua lavorabilità in estrusione, stampaggio o soffiaggio. La stessa norma ISO precisa però che questi dati sono usati soprattutto nel controllo qualità e non sempre si traducono in modo lineare nel comportamento reale durante il processo industriale. Il DSC serve davvero per capire se il lotto è contaminato? Sì, è molto utile come test di identificazione termica, perché misura temperature ed entalpie di fusione e cristallizzazione dei polimeri cristallini o semicristallini. Questo aiuta a capire se il materiale è coerente con la resina dichiarata o se presenta miscele e anomalie da approfondire. La densità è un test troppo semplice per essere utile? No. La norma ISO 1183-1:2025 ricorda che la densità è utile per seguire variazioni nella struttura fisica o nella composizione del materiale e può aiutare anche a valutare l’uniformità del campione. Per questo è un test semplice ma molto efficace come primo filtro. Conviene testare sia il campione sia il carico consegnato? Sì, soprattutto nelle transazioni online, nelle prime forniture o nei lotti eterogenei. La logica più solida è usare un campione approvato come riferimento tecnico e ripetere i controlli sul materiale consegnato, così da ridurre contestazioni e differenze tra dichiarato e reale. Questo approccio è coerente con il rafforzamento dei controlli sulle spedizioni di rifiuti plastici e con la maggiore attenzione alla gestione ambientalmente corretta richiesta dalla disciplina UE. Qual è oggi il vantaggio commerciale di inserire i test nel contratto? Trasformare MFR/MVR, DSC e densità in parametri contrattuali riduce il rischio industriale e rende la trattativa più trasparente. In un contesto regolatorio più severo, con procedure di notifica e consenso e con restrizioni crescenti alle esportazioni, la qualità misurata è diventata una leva commerciale oltre che tecnica. Fonti Basel Convention – Plastic Waste Amendments: conferma che gli emendamenti alle Annexes II, VIII e IX sono stati adottati al COP-14 del 2019 e sono diventati effettivi dal 1° gennaio 2021. Commissione europea – Plastic waste shipments: riepiloga le regole UE sulle spedizioni di rifiuti plastici e chiarisce che, con il Regolamento UE 2024/1157, le esportazioni di tutti i rifiuti plastici verso Paesi non OCSE saranno vietate dal 21 novembre 2026, mentre dal 21 maggio 2026 scatta la procedura di prior notification and consent per le esportazioni di rifiuti plastici. ISO 1133-1:2022: norma di riferimento per la determinazione di MFR e MVR dei termoplastici in condizioni specificate di temperatura e carico. ISO 11357-3:2025: norma di riferimento per il DSC applicato alla determinazione di temperature ed entalpie di fusione e cristallizzazione. ISO 1183-1:2025: norma di riferimento per la determinazione della densità delle plastiche non cellulari, inclusi polveri, flakes e granuli.
SCOPRI DI PIU' Gli Elastomeri Termoplastici Riciclati - TPE: Quali sono e Come si Utilizzano
Gli Elastomeri Termoplastici Riciclati - TPE: Quali sono e Come si UtilizzanoLe giuste ricette portano alla creazione di miscele di TPE riciclabili dalle caratteristiche sorprendentidi Marco ArezioGli elastomeri termoplastici (TPE) sono degli elementi costituiti da famiglie differenti di materiali che si associano per creare un composto con caratteristiche migliorative. Chiamati anche gomme termoplastiche, sono, appunto, l’unione tra una plastica e una gomma, questo matrimonio permette di sfruttare le caratteristiche elastiche delle gomme, che si esprimono nella capacità di essere deformate in base ad una forza applicata, sia in lunghezze che in larghezza, per poi riprendere la forma originaria quando verrà meno la forza, e dall’altra la possibilità, come tutti i polimeri termoplastici, di essere lavorati e riciclati. Gli elastomeri termoplastici, quindi, possono essere facilmente impiegati nello stampaggio ad iniezione e nell’estrusione dei manufatti. I primi TPE furono messi sul mercato negli anni ’50 del secolo scorso, attraverso la produzione del polimero poliuretanico termoplastico, per poi allargare la gamma delle miscele, nei decenni successivi, ad altre tipologie di elastomeri termoplastici. I vantaggi dei TPE - Innanzitutto le miscele di TPE possono essere riciclate attraverso il sistema di riciclo meccanico e riutilizzati come nuova materia prima- Facilità di lavorazione rispetto alle gomme vulcanizzate, quindi con tempi di processo più veloci e costi minori dei prodotti finali - Ottima resistenza agli oli anche superiore alle gomme - Saldabilità e trasparenza in alcune formulazioni - Ottima resistenze sia alle basse temperature che a quelle alte - Possibilità di realizzare prodotti finiti più leggeri rispetto alle gomme vulcanizzate Quali sono i principali TPE - Compound poliolefinici come il TPO - Compound stirenici come l’SBS e SEBS - Compound poliuretanici - Compound a base Copoliestere - Compound vulcanizzati come il TPV Dove vengono impiegati gli Elastomeri Termoplastici - Settore medicale e farmaceutico per guarnizioni, valvole, tubi e oggetti che vanno in autoclave - Settore delle calzature per la produzione di suole, tacchi, sotto tacchi e scarpe antinfortunistiche - Settore alimentare ed agricolo come i supporti per i codici a barre, tubi da irrigazione, erba sintetica, cavi di blocco, separatori per frutta e verdura, supporti di marchiatura. - Edilizia come i rivestimenti tubi in acciaio, ingredienti per la modifica di bitumi stradali, elementi fonoassorbenti e antivibranti - Articoli sportivi come il rivestimento rigido per gli scarponi da sci, punte e code degli sci, tavole da snowboard, abbigliamento sportivo e per il nuoto - Automotive come i cruscotti, alcune parti della carrozzeria e del cambio, guarnizioni, coperture delle zone degli airbags, pannelli di portiere e rivestimenti vari. Come si riciclano i TPE La maggior parte dei prodotti fatti in TPE sono riciclabili attraverso gli impianti di riciclo meccanico, quindi, le operazioni che si effettueranno riguarderanno, la selezione del materiale, dividendo le varie tipologie di elastomeri termoplastici, la macinazione, il lavaggio se necessario, e la granulazione del materiale per riutilizzarlo in produzione. Una fase importante del processo riguarda sicuramente la selezione degli scarti in quanto, a volte, è possibile trovare rifiuti di TPE sui quali rimangono quantità anche apprezzabili di altri materiali di natura diversa, come per esempio le schiume poliuretaniche o i polietileni reticolati, che possono inquinare il prodotto finale.
SCOPRI DI PIU' Protocollo Tecnico per Valutare una Pressa per le Materie Plastiche Usata
Protocollo Tecnico per Valutare una Pressa per le Materie Plastiche UsataMolti fattori influenzano il valore reale e commerciale di una pressa che, se non considerati, potrebbero portare a numerose problematichedi Marco ArezioIl mercato delle presse usate è forse uno dei più floridi e attivi nel mondo tra i macchinari di produzione delle materie plastiche nel mondo. Anche nelle presse ad iniezione per le materie plastiche, l’evoluzione tecnologica ha assunto un ruolo fondamentale, non solo in termini di performance lavorative, quindi velocità, dimensioni dei pezzi stampabili, accessoristica e molte altre cose, ma anche nel campo del risparmio energetico e della riduzione dei costi di manutenzione. La vita delle presse ad iniezione è piuttosto lunga, ed è per questo che il mercato dell’usato ha assunto una dimensione importante nel settore delle materie plastiche. Per chi è intenzionato ad acquistare una pressa ad iniezione per le materie plastiche usata è importante capire lo stato qualitativo della macchina a cui è interessato, per non buttare via i soldi e, cosa non trascurabile, trovarsi con un impianto produttivo in azienda che non rispetta le aspettative richieste. Quindi, valutare la qualità e il valore di una pressa per le materie plastiche usata richiede una combinazione di controlli visivi, test meccanici e di documentazione.Come e cosa valutare in una pressa per materie plasticheCi sono alcuni passi importanti da compiere per poter valutare la qualità di una pressa che si desidera acquistare: Documentazione e Storia della Macchina - Verifica la presenza di manuali, registri di manutenzione e certificazioni - Controllare la data di costruzione e la vita operativa della macchina espresse in ore lavorate - Esaminare eventuali precedenti problemi o riparazioni Ispezione Visiva - Esaminare l'usura esterna, le crepe, la ruggine o altri segni di danno - Assicurarsi che tutti i pannelli, le coperture e le protezioni siano al loro posto e in buone condizioni - Verificare che non ci siano perdite di olio o altri fluidi. Test Funzionale - Accendere la macchina e far funzionare tutti i suoi componenti, controllando che funzioni senza intoppi o rumori strani. - Verificare la pressione, la temperatura e altre specifiche per assicurarti che siano all'interno delle gamme specificate Componenti e Accessori - Esaminare lo stato delle componenti chiave come cilindri, viti, motori e sistemi elettronici - Controllare la disponibilità e la condizione degli accessori inclusi, come i manipolatori o gli estrattori. Software e Controlli - Verificare che il software di controllo sia aggiornato e funzionante - Assicurarsi che tutti i controlli e i display funzionino correttamente. Valutazione Economica - Confrontare il prezzo richiesto con il valore di mercato attuale delle macchine simili - Considerare la domanda e l'offerta attuali nel tuo mercato locale. Verifica della Conformità - Assicurarsi che la macchina rispetti le normative e gli standard locali per la sicurezza e l'efficienza energetica. In generale, la condizione, l'età, la marca, le specifiche tecniche e la domanda nel mercato determinano il valore di una pressa per le materie plastiche usata.Quali sono le parti di una pressa ad iniezione usata di maggior costo se usurate?Le pressa ad iniezione per le materie plastiche sono macchine complesse, e alcune dei loro componenti sono particolarmente costosi da sostituire o riparare se usurati o danneggiati. Vediamo alcune delle parti di una pressa ad iniezione che, se usurate, possono comportare costi significativi: Unità di Plastificazione Vite di Iniezione. È responsabile dell'iniezione del materiale fuso nella cavità dello stampo. Una vite usata o danneggiata può influire sulla qualità del prodotto finito e sulla consistenza del processo. Cilindro (o canale) di Iniezione. Funziona in tandem con la vite. Se corroso o usato, può influire sulla qualità della plastificazione e, quindi, del prodotto. Unità di Chiusura. Se deformate o danneggiate, possono influire sulla corretta chiusura dello stampo, causando problemi come la fuoriuscita di materiale o la formazione di pezzi non conformi. Sistema Idraulico Pompe Idrauliche. Esse alimentano il movimento di molte parti della pressa ad iniezione. Se sono usate o danneggiate, possono compromettere l'intera operatività della macchina. Sistemi Elettrici Pannello di Controllo. È il cervello operativo della pressa. Se danneggiato o obsoleto, può essere costoso da sostituire, e senza di esso, la macchina potrebbe non funzionare correttamente. Assicurarsi, inoltre, che tutti gli schermi, pulsanti e leve funzionino correttamente e controlla eventuali segni di bruciature o danni.Servomotori e Azionamenti. Questi componenti sono essenziali per il movimento preciso e la funzionalità della macchina. Se si guastano, possono essere costosi da riparare o sostituire. Cavi e Connettori. Esaminare il cablaggio per eventuali segni di usura, danni o bruciature. Sensori e Trasduttori. Controllare che i sensori di temperatura, pressione e posizione funzionino correttamente e che siano calibrati.Sistemi di Raffreddamento Una unità di raffreddamento inefficiente può portare a surriscaldamenti e potenziali danni ad altre parti della macchina. La sostituzione o la riparazione del sistema di raffreddamento può essere costosa. Sistemi di Sicurezza Mentre essenziali per la sicurezza operativa, la sostituzione di sistemi di sicurezza avanzati può essere onerosa. È sempre importante tenere presente che la prevenzione attraverso una manutenzione regolare e adeguata può spesso evitare danni costosi e prolungare la durata della macchina. Se si sta considerando l'acquisto di una pressa ad iniezione usata, sarebbe saggio fare un'ispezione approfondita di queste parti critiche o avere un tecnico esperto che effettui la valutazione.
SCOPRI DI PIU' Process Control nel Soffiaggio della Plastica: Strategie Avanzate per il Controllo di Qualità
Process Control nel Soffiaggio della Plastica: Strategie Avanzate per il Controllo di QualitàScopri come ottimizzare parametri, ridurre gli scarti e migliorare l’efficienza produttiva nelle diverse tecniche di blow moldingdi Marco ArezioIl soffiaggio della plastica (plastic blow molding) rappresenta un caposaldo nell’industria della trasformazione dei polimeri e trova largo impiego nella produzione di contenitori, bottiglie e componenti cavi di varie forme e dimensioni. Dalla realizzazione di semplici flaconi per detergenti sino a bottiglie per bevande gassate, questo procedimento sfrutta la duttilità del polimero riscaldato e la pressione di un gas (spesso aria compressa) per conferire alla materia plastica la forma desiderata all’interno di uno stampo. Sebbene possa apparire come un’operazione relativamente immediata – far aderire il polimero alle pareti di uno stampo mediante insufflazione – la realtà industriale richiede un approccio molto più complesso e articolato, in cui il process control gioca un ruolo essenziale. Nel corso degli anni, l’evoluzione tecnologica e la crescente richiesta di prodotti di alta qualità e a ridotto impatto ambientale hanno stimolato la ricerca di metodologie avanzate per controllare e ottimizzare ogni fase del soffiaggio. Dall’estrusione o iniezione della materia prima, sino alla successiva fase di soffiaggio e raffreddamento, il mantenimento di determinati parametri entro soglie ben definite risulta infatti cruciale per garantire la ripetibilità del processo e il rispetto delle tolleranze dimensionali. In questo articolo, verranno esposti i principi fondamentali del soffiaggio della plastica, i parametri critici di lavorazione e le più avanzate tecniche di monitoraggio e controllo, con uno sguardo anche alle prospettive future che integrano i concetti dell’Industria 4.0 e dell’intelligenza artificiale. Principi del Processo di Soffiaggio della Plastica Il soffiaggio della plastica si articola in diverse tecniche, tra le quali spiccano l’estrusione-soffiaggio, l’iniezione-soffiaggio e la variante con stiramento assiale. Ognuna di queste si basa sullo stesso principio generale, ma presenta specifiche differenze legate alla sequenza con cui il polimero viene preparato e successivamente modellato. Nel processo di estrusione-soffiaggio, si forma innanzitutto un “tubolare” di polimero fuso (detto parison) tramite estrusione. Questo parison, ancora caldo, viene racchiuso in uno stampo e, insufflando aria o gas, si espande sino ad aderire alle pareti, assumendone la forma. Una volta raffreddato, il pezzo viene estratto e può subire lavorazioni accessorie (ad esempio, il taglio di eventuali sfridi). L’estrusione-soffiaggio è spesso utilizzata per la produzione di contenitori di varia grandezza, grazie alla sua versatilità e facilità di realizzazione. Con il metodo dell’iniezione-soffiaggio, invece, si produce inizialmente una preforma mediante iniezione in uno stampo specifico. Questa preforma, dopo un eventuale periodo di riscaldamento o mantenimento in temperatura, viene trasferita in un secondo stampo dove avviene il soffiaggio. Tale tecnica permette un controllo dimensionale molto accurato, soprattutto per contenitori di piccolo e medio formato, ed è ampiamente adottata in settori che richiedono alta precisione, come quello farmaceutico o cosmetico. Una variante sofisticata è l’iniezione stirata-soffiaggio (stretch blow molding), usata prevalentemente per realizzare bottiglie in PET. Qui, la preforma viene stirata in senso assiale prima della fase di soffiaggio, in modo da orientare le catene polimeriche e migliorare così le proprietà meccaniche del prodotto finito, oltre a rendere più trasparente il materiale. In tutti i casi, l’accuratezza nel controllo di parametri come temperatura, pressione, velocità di estrusione o iniezione, e tempi di soffiaggio e raffreddamento determina la stabilità della qualità del pezzo finale. A seconda del polimero utilizzato (PET, HDPE, LDPE, PP, PVC, ecc.), la “finestra di lavorabilità” può cambiare sensibilmente, imponendo la necessità di sistemi di controllo flessibili e altamente reattivi. Parametri Critici di Processo I parametri che risultano più significativi nel soffiaggio della plastica sono principalmente la temperatura, la pressione, il tempo di soffiaggio (e di permanenza in stampo) e la distribuzione dello spessore nel manufatto. Temperatura di Fusione e Riscaldamento Il controllo della temperatura risulta centrale durante tutta la fase di preparazione del polimero. Nei processi di estrusione, una temperatura non adeguata può condurre a difetti di omogeneità del parison, mentre, nelle tecniche di iniezione, un profilo di riscaldamento scorretto può favorire la formazione di bolle o vuoti interni. La stabilità termica evita anche l’eccessiva degradazione del materiale, aspetto cruciale nel caso di polimeri sensibili al calore (come certe formulazioni di PVC). Pressione di Soffiaggio e Tempo di Permanenza La pressione con cui l’aria viene insufflata determina la conformazione del polimero alle pareti dello stampo. Una pressione troppo bassa non basta a garantire la giusta aderenza, causando difetti o spessori irregolari, mentre pressioni eccessive possono generare sollecitazioni meccaniche tali da danneggiare il pezzo. Il tempo di soffiaggio, invece, dev’essere sufficientemente lungo per stabilizzare la forma del manufatto, ma senza stressare ulteriormente il materiale. Successivamente, il raffreddamento in stampo consolida la struttura, prevenendo deformazioni. Distribuzione dello Spessore Nel soffiaggio è frequente che l’attenzione si concentri sulla corretta distribuzione dello spessore delle pareti, un fattore chiave in applicazioni che richiedono resistenza a urti, pressioni interne o perfino barriere per l’impermeabilità a gas o liquidi. Nell’estrusione-soffiaggio, i moderni sistemi prevedono l’adozione di tecniche di parison programming, con cui si modula lo spessore del parison lungo la sua lunghezza in modo da distribuire il materiale in maniera ottimale, riducendo sprechi e imperfezioni. Raffreddamento Un ulteriore parametro critico è il raffreddamento. Dopo il soffiaggio, il polimero caldo deve solidificarsi seguendo un gradiente di temperatura che, se non adeguatamente controllato, può portare a tensioni interne o deformazioni. Nel caso di polimeri semicristallini, come il PET, il profilo di raffreddamento influenza sensibilmente il grado di cristallinità e, di conseguenza, la trasparenza, la resistenza e la stabilità dimensionale del pezzo. Metodi di Controllo di Qualità Per assicurare prodotti conformi alle specifiche desiderate, nel corso degli anni si sono sviluppati diversi approcci di controllo qualità, che spaziano dalle metodologie statistiche di base fino a tecniche di monitoraggio in tempo reale basate su sensori avanzati. Controllo Statistico di Processo (SPC) Uno dei metodi classici è il Controllo Statistico di Processo, in cui i dati raccolti da specifiche misurazioni (temperatura, spessore, pressione, ecc.) vengono analizzati e inseriti in carte di controllo (ad esempio, X̄-R o X̄-S). Quando i valori misurati superano le soglie stabilite o mostrano un trend progressivo di deriva, si attiva un segnale di allerta che spinge l’operatore o il sistema di automazione a correggere i parametri del processo. Pur essendo un metodo consolidato, l’SPC risulta spesso di tipo “reattivo”: interviene dopo che la deviazione si è già manifestata. Controlli Non Distruttivi (NDT) e Distruttivi Le verifiche sul prodotto finito possono essere non distruttive o distruttive: - Tecniche Non Distruttive (NDT): impiegano ultrasuoni, sensori laser o raggi X per valutare la presenza di difetti interni o la regolarità dello spessore senza danneggiare fisicamente il pezzo. - Controlli Distruttivi: includono test meccanici (come prove di trazione, scoppio o urto) e analisi di sezione (microtoming), in cui si esamina al microscopio la struttura del manufatto. Sebbene distruttivi, offrono una comprensione più profonda di eventuali difetti interni o deformazioni su campioni rappresentativi. Vision Systems e Analisi delle Immagini L’impiego di sistemi di visione artificiale in linea consente di ispezionare rapidamente le superfici, rilevando difetti come bolle, rigature, variazioni cromatiche o imperfezioni di forma. Tali sistemi possono essere abbinati a software di machine learning capaci di riconoscere pattern anomali e segnalare con rapidità la presenza di prodotti difettosi, spesso prima che il pezzo sia completato. Questo approccio consente interventi tempestivi e la riduzione degli scarti. Tecniche Avanzate di Monitoraggio e Controllo Accanto alle strategie di controllo più tradizionali, negli ultimi anni si è assistito a una forte spinta verso sistemi di monitoraggio in tempo reale e metodologie di controllo predittivo. Modelli Matematici e Simulazione FEM L’adozione di software di simulazione basati sul Metodo degli Elementi Finiti (FEM) ha rivoluzionato la fase di progettazione e setup delle linee di produzione. Prima di avviare la produzione su larga scala, è possibile simulare come il materiale si deformerà, quali saranno le aree di maggiore stress e come varierà la temperatura durante il riempimento dello stampo. Questa analisi consente di mettere in luce potenziali criticità (come sbilanciamenti di spessore o punti di rottura) e di correggere il progetto, riducendo i costi di prototipazione e i tempi di sviluppo. Sistemi di Controllo in Retroazione (Closed-Loop Control) Nei sistemi closed-loop, i sensori rilevano costantemente dati sulla temperatura, la pressione e persino lo spessore del parison o della preforma in tempo reale. Questi valori vengono confrontati con un profilo ideale o con modelli predittivi, e gli algoritmi di controllo (es. PID, MPC) regolano le variabili di processo (velocità di estrusione, temperatura del cilindro, pressione di soffiaggio) per mantenere l’uscita nella finestra ottimale. Nel caso dell’estrusione-soffiaggio, la programmazione dello spessore del parison può essere gestita dinamicamente, adattandosi a eventuali variazioni di temperatura o viscosità del materiale. Intelligenza Artificiale e Apprendimento Automatico Tra le tendenze più recenti, spiccano quelle legate all’apprendimento automatico (machine learning). Le reti neurali, addestrate su grandi dataset di dati di processo, sono in grado di individuare correlazioni complesse tra variabili operative e difetti del prodotto finito. Gli algoritmi di predictive maintenance possono suggerire tempestivamente quando un componente della linea di produzione (ad esempio, un sensore o un elemento riscaldante) rischia di guastarsi, evitando fermi macchina imprevisti. Parallelamente, l’analisi big data permette di ottimizzare i parametri di processo in funzione di obiettivi multipli (massimizzare la qualità, minimizzare gli scarti e ridurre i consumi energetici). Fattori di Successo e Sfide Operative L’implementazione efficace di un sistema di process control nel soffiaggio della plastica non dipende soltanto dalla tecnologia adottata, ma si fonda anche su un’adeguata integrazione e su una solida competenza interna all’azienda. Integrazione dei Sistemi di Controllo Per sfruttare appieno le potenzialità dei moderni sensori e algoritmi, è necessaria un’architettura di comunicazione ben progettata, capace di gestire volumi crescenti di dati in tempo reale. Nell’ottica dell’Industria 4.0, linee di produzione diverse possono essere collegate a una piattaforma cloud centralizzata, così da permettere un monitoraggio continuo e condiviso da più reparti o persino da località geografiche diverse. Formazione del Personale Per quanto l’automazione e i sistemi di controllo avanzati possano essere potenti, l’esperienza umana e la capacità di interpretazione rimangono fondamentali. Operatori e tecnici specializzati devono saper leggere i dati, intervenire quando si presentano anomalie e pianificare le attività di manutenzione. La formazione specifica nelle aree di termodinamica, chimica dei polimeri e analisi di processo è quindi un requisito di primaria importanza. Economicità e Ritorno dell’Investimento L’adozione di sensori intelligenti, software di simulazione e tecniche di machine learning comporta un costo iniziale non indifferente. Tuttavia, molte aziende riscontrano che la riduzione degli scarti, il minor numero di difetti e la maggior velocità di produzione generano un ritorno economico sostenibile nel medio-lungo termine. Inoltre, sistemi di controllo ottimizzati consentono di risparmiare energia, favorendo una maggior sostenibilità ambientale, caratteristica sempre più apprezzata dal mercato. Evoluzioni Future Il mondo del soffiaggio della plastica è in rapido mutamento, grazie a tecnologie emergenti che combinano la sensoristica avanzata con l’intelligenza artificiale e l’Industrial Internet of Things (IIoT). Una direzione di grande interesse è lo sviluppo di gemelli digitali (digital twins), veri e propri modelli virtuali del processo produttivo che ricevono in tempo reale i dati provenienti dalla linea. Con questa tecnologia, i tecnici possono “sperimentare” modifiche di parametri sul gemello digitale prima di applicarle alla macchina fisica, riducendo il rischio di errori o fermi macchina. Anche la realtà aumentata (AR) si candida a diventare uno strumento essenziale per la manutenzione e il supporto all’operatore: immaginare un tecnico che, indossando un visore, visualizza sovraimpresse le principali grandezze di processo sullo stampo reale, in modo da intervenire in modo mirato e rapido sulle aree critiche, è ormai uno scenario sempre più concreto. Infine, l’adozione di materiali polimerici innovativi, inclusi i bio-based e quelli derivati dal riciclo, aprirà la strada a ulteriori ricerche per definire nuovi standard di controllo e garantire prodotti sostenibili ma di eguale o superiore qualità rispetto ai polimeri tradizionali. Conclusioni Il process control nel soffiaggio della plastica si conferma una leva strategica per garantire la costanza qualitativa dei prodotti finiti, l’efficienza operativa e la competitività sul mercato globale. L’evoluzione dei sensori e la progressiva diffusione di algoritmi di apprendimento automatico hanno reso possibile il monitoraggio in tempo reale di vari parametri, rendendo più agile e precisa l’implementazione di strategie di controllo in retroazione. Nel contempo, i sistemi di simulazione (FEM) e i metodi di analisi statistica e predittiva aiutano a prevenire difetti, pianificare meglio la produzione e ottimizzare l’impiego di materiali ed energia. Per realizzare queste potenzialità, è cruciale investire nella formazione del personale, nell’integrazione intelligente delle tecnologie di automazione e in politiche di ricerca e sviluppo volte all’innovazione continua. La prospettiva futura, caratterizzata dalla crescita dell’Industria 4.0, promette ulteriori margini di miglioramento: dai gemelli digitali agli algoritmi di machine learning sempre più performanti, dai sensori in grado di analizzare la microstruttura del polimero fino alla realtà aumentata per la manutenzione in linea. È evidente, pertanto, che il controllo di processo nel soffiaggio della plastica costituisce oggi non soltanto un requisito tecnico, ma un vero e proprio fattore competitivo per un’industria che vuole essere all’avanguardia, resiliente e sostenibile. © Riproduzione VietataRiferimenti Bibliografici Zhang, Y. et al. (2020). Real-time vision-based defect detection for blow molded products, Journal of Manufacturing Processes, 50, pp. 45–56. Brown, T. & Smith, J. (2019). Application of Machine Learning in Extrusion Blow Molding Process Control, Polymer Engineering & Science, 59(3), pp. 1123–1132. Rahim, R. (2021). Advanced parison thickness control using model predictive control strategies, Journal of Plastic Manufacturing Systems, 14(2), pp. 79–98. He, Q. et al. (2018). Numerical simulation of polymer stretch blow molding using FEM analysis, Computers & Chemical Engineering, 109, pp. 340–352.
SCOPRI DI PIU' Tecnologie ed applicazioni dei polimeri lignocellulosici per una produzione sostenibile di bioplastiche e combustibili
Tecnologie ed applicazioni dei polimeri lignocellulosici per una produzione sostenibile di bioplastiche e combustibiliUna panoramica sui polimeri sintetizzati da biomassa lignocellulosica, tra opportunità, sfide e sviluppi futuri per l'economia circolaredi Marco ArezioL'attenzione verso i polimeri derivati da biomassa è cresciuta negli ultimi anni in risposta alla necessità di ridurre la dipendenza dai combustibili fossili e diminuire l'impatto ambientale della produzione di plastica e combustibili. La biomassa lignocellulosica, composta principalmente da lignina, cellulosa ed emicellulosa, rappresenta una delle fonti più promettenti per la sintesi di polimeri sostenibili. Questo articolo esplora lo stato dell'arte nella ricerca sui polimeri lignocellulosici e il loro impiego nella produzione di bioplastiche e biocombustibili, esaminando i vantaggi, le sfide e le applicazioni emergenti. La biomassa lignocellulosica come fonte di polimeri La biomassa lignocellulosica, presente in abbondanza in fonti vegetali non alimentari come residui agricoli, scarti forestali e rifiuti urbani, è una risorsa rinnovabile costituita principalmente da tre polimeri naturali: la cellulosa, l'emicellulosa e la lignina. La cellulosa è un polisaccaride lineare di unità di glucosio, mentre l'emicellulosa è un gruppo eterogeneo di polisaccaridi, e la lignina è una macromolecola complessa di polifenoli. La struttura chimica complessa e la diversità molecolare della biomassa lignocellulosica rendono possibile la sintesi di polimeri con proprietà specifiche, utilizzabili in numerose applicazioni industriali. Processi di conversione della biomassa in polimeri Per convertire la biomassa lignocellulosica in polimeri funzionali, sono impiegate diverse tecnologie chimiche, termochimiche e biochimiche. I principali metodi di conversione includono: Idrolisi enzimatica e chimica: Questo processo converte la cellulosa e l'emicellulosa in zuccheri fermentabili, che possono essere successivamente trasformati in biopolimeri come il polilattico (PLA), utilizzato per bioplastiche compostabili. Termochimica: Tecniche come la pirolisi e la gassificazione permettono di convertire la biomassa in composti chimici intermedi come bio-olio, gas di sintesi e biochar, che possono essere utilizzati nella sintesi di biopolimeri e biocombustibili. Trattamenti chimici della lignina: La lignina può essere convertita in monomeri aromatici e altre molecole funzionali, impiegabili come materie prime per la produzione di poliuretani, resine e altri polimeri ad alte prestazioni. Polimeri derivati da biomassa lignocellulosica per bioplastiche Tra i polimeri derivati da biomassa lignocellulosica, i biopolimeri ottenuti da zuccheri derivati dalla cellulosa sono i più promettenti per la produzione di bioplastiche. Ad esempio: Polilattico (PLA): È un polimero biodegradabile prodotto a partire dall'acido lattico, un derivato fermentato degli zuccheri della biomassa. Il PLA è largamente utilizzato nel packaging, nell'industria alimentare e nei settori medicali, grazie alla sua compostabilità e alle buone proprietà meccaniche. Poliidrossialcanoati (PHA): Sono polimeri prodotti da batteri attraverso la fermentazione degli zuccheri e sono completamente biodegradabili. I PHA trovano applicazioni in ambiti medici e come materiali per imballaggi grazie alla loro resistenza e biodegradabilità in ambienti naturali. Poliuretani a base di lignina: La lignina, un sottoprodotto della lavorazione della biomassa, può essere utilizzata come fonte di fenoli per produrre poliuretani, una classe di polimeri versatili impiegati per rivestimenti, schiume e materiali compositi. La lignina offre vantaggi in termini di resistenza chimica e riduzione dei costi di produzione rispetto ai poliuretani convenzionali. Polimeri lignocellulosici per combustibili sostenibili Oltre alla produzione di bioplastiche, la biomassa lignocellulosica è studiata anche per la sintesi di biocombustibili. I principali approcci includono: Bioetanolo: Prodotto attraverso la fermentazione degli zuccheri della biomassa, il bioetanolo è un combustibile rinnovabile che può sostituire la benzina o essere miscelato con essa. La sua produzione riduce le emissioni di gas serra e sfrutta fonti di biomassa ampiamente disponibili. Biodiesel: Sebbene il biodiesel sia comunemente prodotto da oli vegetali, esistono approcci per sintetizzare combustibili simili a partire dalla lignina e da altri composti lignocellulosici. Questi processi coinvolgono spesso la pirolisi e la gassificazione per ottenere oli bio-compatibili con i motori a combustione interna. Biogas: La digestione anaerobica della biomassa lignocellulosica produce biogas, una miscela di metano e anidride carbonica. Questo combustibile può essere utilizzato per generare energia o calore e rappresenta un’alternativa sostenibile ai gas naturali fossili. Vantaggi e sfide nell'uso della biomassa lignocellulosica L'impiego della biomassa lignocellulosica presenta numerosi vantaggi, tra cui la riduzione delle emissioni di carbonio, la diminuzione della dipendenza dai combustibili fossili e l'utilizzo di risorse rinnovabili. Tuttavia, la sua applicazione pratica comporta ancora alcune problematiche significative: Costi di produzione: I processi di conversione della biomassa sono spesso più costosi rispetto ai metodi tradizionali basati su fonti fossili, specialmente per la produzione su larga scala. Efficienza di conversione: La complessità strutturale della lignina e la resistenza naturale della biomassa lignocellulosica alla degradazione rendono difficile l'ottenimento di rendimenti elevati nei processi di conversione. Compatibilità delle infrastrutture: L'adattamento delle infrastrutture esistenti per l’uso di bioplastiche e biocombustibili è una questione critica, soprattutto nel settore energetico e dei trasporti, dove i costi di transizione possono essere elevati. Applicazioni e prospettive future I polimeri derivati da biomassa lignocellulosica sono già in uso in vari settori e le loro applicazioni continuano ad espandersi. Oltre agli usi comuni nel packaging e nei materiali da costruzione, i biopolimeri lignocellulosici stanno emergendo nel settore dell’automotive per la produzione di componenti leggeri e biodegradabili. Le tecnologie di stampa 3D potrebbero inoltre facilitare l'uso di materiali lignocellulosici personalizzabili per la produzione di oggetti su misura e prodotti durevoli. La ricerca in corso si concentra sull'ottimizzazione dei processi di conversione e sulla creazione di nuove formulazioni di biopolimeri per migliorare le proprietà meccaniche, termiche e chimiche dei materiali risultanti. Inoltre, gli sforzi per ridurre i costi di produzione e aumentare la compatibilità con i sistemi industriali esistenti sono cruciali per accelerare l’adozione dei polimeri lignocellulosici su scala globale. Conclusione I polimeri derivati da biomassa lignocellulosica rappresentano una soluzione sostenibile e innovativa per la produzione di bioplastiche e combustibili rinnovabili. Pur affrontando ancora delle problematiche tecniche ed economiche, l'uso di biomassa lignocellulosica ha il potenziale di ridurre significativamente l'impatto ambientale dei materiali plastici e dei combustibili convenzionali. Con l'evoluzione delle tecnologie di conversione e il continuo impegno nella ricerca e sviluppo, i polimeri lignocellulosici potrebbero assumere un ruolo chiave nella transizione verso un'economia più sostenibile e circolare.© Riproduzione Vietata
SCOPRI DI PIU' Perchè la viscosità e il peso molecolare sono così importanti nel pet?
Perchè la viscosità e il peso molecolare sono così importanti nel pet?Perchè la viscosità e il peso molecolare sono così importanti nel pet?di Marco ArezioNel PET riciclato la viscosità e il peso molecolare possono determinare la lavorabilità e la qualità del manufatto.Nell’utilizzo di una resina in PET riciclata, sia per stampaggio che per soffiaggio che per termoformatura, è importante capire quali relazioni esistano tra il peso molecolare e la viscosità del materiale. Parlando di viscosità e di peso molecolare, bisogna ritornare con la mente al grande fisico Isaac Newton che si occupò, tra le altre innumerevoli attività scientifiche, anche dello studio della dinamica dei fluidi. Ed è proprio la dinamica dei fluidi che in qualche modo interagisce anche con alcune regole di comportamento nella lavorazione del PET, quando osserviamo il cambiamento dallo stato solido a quello semifluido della materia prima riscaldata. Infatti nella produzione di un oggetto in PET, che sia per termoformatura, stampaggio o soffiaggio, la massa fusa che viene trasformata in un estrusore, crea dei parametri di flusso in cui il peso molecolare ha una grande importanza. Questo valore, in un polimero, è da tenere nella massima considerazione in quanto determina alcune proprietà meccaniche quali la rigidità, la resistenza, la tenacità, la viscosità e la viscoelasticità. Se il valore del peso molecolare fosse troppo basso, le proprietà meccaniche del prodotto in PET che volete realizzare sarebbero probabilmente insufficienti per realizzare una qualità appropriata. La modifica della lunghezza della catena porta ad un peso molecolare più elevato, con la conseguenza di un aumento della relazione delle singole molecole di polimero e della loro viscosità, che incideranno sulla lavorazione e sulla qualità del manufatto. Se vogliamo prendere un esempio nel campo del soffiaggio, possiamo dire che la variazione del peso molecolare del polimero porterà ad una maggiore o minore facilità nella formazione del Parison o della preforma. Come abbiamo visto, esiste un altro parametro strettamente legato con il valore del peso molecolare, che è la viscosità del polimero fuso, o anche detto resistenza al flusso. Ad un aumento del peso molecolare corrisponde generalmente un aumento della viscosità in relazione alla temperatura. La presenza di calore, che serve per creare il flusso di polimero, incidendo tramite un estrusore od un iniettore sul materiale, permette alla plastica di ammorbidirsi aumentando di volume e riducendo la sua densità. Questo comporta la separazione delle molecole che si muoveranno a velocità differenti, quelle al centro del fuso che non incontrando particolari ostacoli, avranno una velocità diversa di quelle periferiche che entreranno in contatto con le pareti che le contengono, creando così delle forze di taglio (stress da taglio) causate dalla differenza di velocità. Possiamo quindi dire che la viscosità di un materiale è influenzata anche dalla sua velocità, in quanto le materie plastiche, alle base temperature, si presentano come elementi aggrovigliati tra loro e, all’accrescere della velocità del flusso, si creerà un maggiore orientamento delle molecole con una riduzione della viscosità. Questo tipo di comportamento inserisce la plastica in quei fluidi detti “non Newtoniani”, a differenza dell’acqua che mantiene inalterata la propria viscosità anche all’aumentare della velocità, rientrando dei fluidi definiti “Newtoniani”. Questo ci fa capire cosa succede ad un fluido di PET che passa da una testa, da una preforma o da un Parison, cambiando la propria viscosità, riducendo il flusso d’uscita ed aumentando le forze di taglio.Categoria: notizie - tecnica - plastica - riciclo - PET- viscosità - peso molecolare
SCOPRI DI PIU' Perché i Polimeri Riciclati di Alta Gamma sono Preferiti a quelli Vergini?
Perché i Polimeri Riciclati di Alta Gamma sono Preferiti a quelli Vergini?Perché alcuni Polimeri Riciclati sono Preferiti a quelli VerginiNon è più un tabù ormai che alcuni polimeri riciclati di alta qualità possano essere più ricercati di quelli vergini, che possano costare uguale o di più degli stessi e che hanno qualità generali del tutto simili ai polimeri di derivazione petrolifera.Inoltre, la cosa più importante è che sono l’evoluzione tecnologica di uno scarto di lavorazione, o addirittura da post consumo nel caso dell’rPET, nel pieno rispetto dei principi dell’economia circolare. I consumatori, le aziende che gestiscono marchi importanti e la politica, hanno ora ben presente quale sia la strada sulla quale dobbiamo camminare, una strada costruita faticosamente (e non finita) di materiali sostenibili, di riciclo, di energia rinnovabile e di impatto ambientale ridotto su fumi, rifiuti e scarti di processo liquidi o solidi. In questa ottica il mondo dei polimeri riciclati si sta costruendo una reputazione importante, acquisendo la fiducia dei produttori e dei consumatori che vogliono, fortemente, prodotti con il minor impatto possibile sull’ambiente. Ci sono cinque famiglie, tra i prodotti più usati nel mondo delle materie plastiche, che sono l’HDPE, il PP, l’LDPE, il PET e il PVC che, da sole, coprono una percentuale di articoli sul mercato così importante da lasciare alle altre tipologie, in termini di quantità prodotte ed utilizzate, ben poco spazio. Vediamole da vicino: L’HDPE riciclato, per competere con i materiali vergini nei settori non food, deve avere una serie di caratteristiche peculiari come l’assenza di odore pungente, la neutralità del colore di base, un DSC che attesti la composizione al 100% di HDPE e caratteristiche tecniche in macchina comparabili. Queste caratteristiche portano a produrre articoli con superfici senza difetti, neutrali all’odore del riciclo, dai colori omogenei e brillanti e dalle caratteristiche meccaniche idonee per l’uso a cui il prodotto è destinato. Il PP riciclato ha un’infinità di usi e la sua limitazione ad un impiego massiccio era legato, anche in questo caso, alla presenza di odori e alla difficoltà di avere una ricetta che contemplasse solo PP all’interno. Infatti le frazioni di PE inglobate potevano creare problemi estetici sui prodotti in fase di stampaggio. Oggi esistono ricette che hanno risolto queste problematiche e, partendo da una base neutra, quindi senza residui di coloranti pregressi, si riescono ad ottenere ottime superfici colorate del prodotto. Dal punto di vista meccanico è possibile ottenere buoni risultati e, la similitudine con la materia prima vergine ne permette la loro miscelazione. L’LDPE riciclato è un prodotto ampiamente usato in fase di estrusione, stampaggio e filmatura ma è sempre stato relegato alla creazione di articoli non estetici o di qualità grossolana. Con l’LDPE neutro da scarti post industriali è possibile realizzare film da 20 micron, trasparenti o colorati, realizzare tubi di spessori sottili, in quanto il materiale non presenta contaminazioni o residui solidi al suo interno che potrebbero provocare buchi. Inoltre è possibile utilizzarlo nel settore dello stampaggio dove sono richieste finiture estetiche importanti. Tra i cinque prodotti esposti il granulo riciclato in LDPE è quello in cui il rischio dell’odore sgradevole è più elevato, problema che non si presenta in queste ricette post industriali. La polvere in PVC riciclata ha una base di colore bianca, micronizzata per aumentarne la qualità, presenta caratteristiche del tutto comparabili con un K67 vergine dal punto di vista tecnico ed estetico. Una miscela di scarti post industriali del settore dei profili finestra garantisce una qualità produttiva nel campo dei profili estetici e nell’estrusione di tubi. Il PET riciclato, certificato per il food, è l’unico dei prodotti presentati che ha una provenienza da post consumo e non post industriale. Il particolare riciclo meccanico, certificato da enti preposti ad autorizzare l’uso del polimero riciclato nel settore alimentare, permette l’impiego in un campo in cui la domanda del polimero riciclato è molto alta, come quello del settore delle bibite e dell’acqua minerale. Sintesi perfetta dell’economia circolare l’rPET per il food è il polimero che più incarna lo spirito di una plastica amica in cui tutto ciò che diventa rifiuto viene riutilizzato per un nuovo prodotto.Categoria: notizie - tecnica - plastica - riciclo - polimeri
SCOPRI DI PIU' Regolamento (UE) 2023/2055: Nuove Regole per chi Produce, Distribuisce o Utilizza Pellet, Flakes e Polveri di Plastica
Regolamento (UE) 2023/2055: Nuove Regole per chi Produce, Distribuisce o Utilizza Pellet, Flakes e Polveri di PlasticaIl nuovo regolamento europeo sulle microplastiche cambia il modo in cui le imprese della plastica devono gestire produzione, uso e trasporto di pellet, fiocchi e polveridi Marco ArezioCon l’approvazione del Regolamento (UE) 2023/2055, l’Unione Europea ha introdotto una delle misure più significative degli ultimi anni nella lotta contro la dispersione delle microplastiche. La norma modifica l’Allegato XVII del Regolamento REACH, aggiungendo una restrizione che riguarda direttamente tutti gli operatori che producono, distribuiscono o utilizzano pellet, flakes e polveri di plastica. Il suo obiettivo è prevenire le perdite accidentali di microparticelle nell’ambiente e migliorare la tracciabilità lungo la catena di approvvigionamento industriale. Si tratta di un passaggio cruciale per la sostenibilità del comparto plastico, poiché per la prima volta viene riconosciuta la responsabilità diretta di chi maneggia o trasforma polimeri in forma granulare o pulverulenta. Dal 2025 la normativa diventerà pienamente operativa, introducendo obblighi concreti di informazione, prevenzione, controllo e comunicazione dei dati alle autorità europee. Cosa prevede la restrizione sulle microplastiche Il regolamento stabilisce che le microparticelle di polimeri sintetici rientrano nel campo di applicazione quando hanno dimensioni inferiori a 5 millimetri e contengono almeno l’1% di polimero solido. Sono comprese le particelle sferiche, i fiocchi e le polveri derivanti da processi di produzione, taglio o triturazione dei materiali plastici. L’obiettivo è ridurre le emissioni di microplastiche, sia quelle intenzionali (aggiunte a prodotti come cosmetici o abrasivi), sia quelle involontarie, generate durante la manipolazione industriale di pellet o scarti di produzione. Le imprese dovranno quindi adottare misure tecniche e organizzative per limitare al minimo la dispersione dei materiali, e documentare ogni fase del processo per garantire la trasparenza delle informazioni trasmesse ai clienti e alle autorità competenti. Chi è coinvolto nella filiera della plastica Il Regolamento (UE) 2023/2055 riguarda tutti gli operatori della catena del valore della plastica, indipendentemente dalle dimensioni aziendali o dal ruolo specifico nel processo produttivo. - Produttori di pellet, flakes o polveri di plastica: devono fornire ai clienti istruzioni chiare sull’uso e lo smaltimento dei materiali, segnalando eventuali rischi di dispersione - Utilizzatori industriali (trasformatori, compounders, stampatori, riciclatori): devono raccogliere dati sulle quantità utilizzate, stimare le perdite ambientali e comunicare annualmente i risultati all’Agenzia Europea per le Sostanze Chimiche (ECHA) - Distributori e importatori: devono assicurarsi che le forniture siano accompagnate dalla corretta documentazione e che i prodotti rispettino i requisiti del regolamento - Trasportatori e operatori logistici: dovranno adottare pratiche di movimentazione sicura per prevenire perdite durante il trasporto o lo stoccaggio L’intera filiera sarà dunque soggetta a nuove forme di responsabilità condivisa, con particolare attenzione alla tracciabilità dei materiali plastici in ogni fase del ciclo operativo. Obblighi, scadenze e nuove procedure operative La normativa prevede una serie di scadenze progressive. Dal 17 ottobre 2025, i fornitori di microparticelle dovranno fornire informazioni specifiche ai clienti su quantità, composizione e modalità di gestione delle plastiche in forma granulare o pulverulenta. Dovranno inoltre indicare una dichiarazione standard che richiami la conformità al Regolamento (UE) 2023/2055. A partire dal 2026 scatterà l’obbligo di reporting annuale all’ECHA, con la raccolta e trasmissione di dati su: - quantità di microplastiche prodotte o utilizzate - tipologia di polimeri impiegati - stima delle perdite ambientali - misure di mitigazione adottate L’obiettivo è creare un sistema di monitoraggio europeo sulla gestione delle microparticelle plastiche, in grado di individuare le criticità operative e ridurre progressivamente le emissioni non intenzionali. Come prevenire le perdite di pellet e polveri Per adeguarsi al regolamento, le imprese dovranno adottare un approccio sistematico alla prevenzione delle perdite. Le aree più critiche sono le fasi di carico e scarico dei materiali, lo stoccaggio, la pulizia dei silos e la movimentazione interna. Tra le misure più efficaci: - installazione di sistemi di contenimento e raccolta durante la movimentazione - formazione del personale per la corretta manipolazione dei materiali - uso di impianti chiusi per il trasporto pneumatico dei pellet - predisposizione di procedure di emergenza in caso di dispersioni accidentali - introduzione di filtri e barriere nei punti di scarico per impedire la fuoriuscita verso le reti fognarie L’adozione di tali pratiche diventerà presto un requisito indispensabile anche nel quadro del futuro Regolamento europeo sulla perdita di pellet, attualmente in discussione. Impatti economici e gestionali per le imprese L’adeguamento al Regolamento 2023/2055 comporta un cambiamento rilevante nella gestione delle attività industriali. Le aziende dovranno investire in sistemi di controllo, raccolta dati e monitoraggio, con costi iniziali che potranno essere compensati nel tempo da una maggiore efficienza operativa e da una riduzione dei rischi ambientali. Le principali ricadute riguardano: - incremento della documentazione tecnica da fornire ai clienti e alle autorità - necessità di audit periodici interni e, in futuro, di certificazioni da parte di enti terzi - maggiore responsabilità contrattuale nei confronti dei fornitori e dei trasportatori - opportunità competitive per chi dimostra conformità anticipata e capacità di gestione sostenibile dei materiali In prospettiva, le imprese più virtuose potranno valorizzare la conformità come elemento di reputazione ambientale e vantaggio commerciale, soprattutto nei settori che privilegiano la trasparenza e la sostenibilità ESG. Roadmap per l’adeguamento alla normativa Per affrontare la transizione normativa in modo efficace, le aziende possono seguire una roadmap in cinque fasi operative: - Analisi iniziale (gap analysis) – Mappare i punti di utilizzo e movimentazione dei pellet, valutando le aree di rischio e i dati disponibili - Raccolta dei dati e stima delle perdite – Identificare fonti di emissione, installare sistemi di misura e predisporre registri di controllo - Documentazione tecnica – Redigere le dichiarazioni, le etichette, le schede di sicurezza e le istruzioni operative richieste - Adeguamento impiantistico e formativo – Migliorare gli impianti di contenimento e formare il personale sulle nuove procedure - Audit e monitoraggio continuo – Verificare periodicamente la conformità, aggiornare i report e migliorare le prestazioni ambientali Questa pianificazione progressiva consente di gestire la complessità normativa senza interrompere le attività produttive e di prevenire eventuali non conformità future. Verso una plastica responsabile e tracciabile Il Regolamento (UE) 2023/2055 rappresenta un cambio di paradigma per il settore plastico: da un approccio basato sulla produzione alla logica della responsabilità ambientale integrata. L’attenzione non è più solo sulla fase di trasformazione o riciclo, ma sull’intero ciclo di vita dei materiali, compresi gli scarti di processo e le polveri di lavorazione. Per le imprese, questo significa sviluppare un modello industriale fondato su prevenzione, tracciabilità e trasparenza, valori che si allineano ai principi dell’economia circolare. Chi saprà anticipare i cambiamenti potrà trasformare un obbligo normativo in un’opportunità strategica: ridurre le perdite, migliorare l’efficienza e rafforzare la fiducia del mercato verso un comparto plastico più pulito, controllato e sostenibile.© Riproduzione Vietata
SCOPRI DI PIU' PPS Riciclato: Proprietà Tecniche, Filiera del Riciclo e Prestazioni Applicative del Solfuro di Polifenilene
PPS Riciclato: Proprietà Tecniche, Filiera del Riciclo e Prestazioni Applicative del Solfuro di PolifenileneAnalisi del comportamento chimico-meccanico del PPS riciclato, processi di rigenerazione industriale, limiti funzionali e prospettive di utilizzo in applicazioni ad alte prestazionidi Marco ArezioIl Solfuro di Polifenilene, più noto come PPS, è uno di quei materiali plastici che si colloca nel segmento alto della scala prestazionale dei polimeri. È spesso definito un “polimero d’élite” per via delle sue proprietà termiche, chimiche e meccaniche, che lo rendono adatto a impieghi gravosi: motori automobilistici, valvole per fluidi corrosivi, dispositivi elettronici esposti a calore e agenti aggressivi. La sua struttura chimica, costituita da unità aromatiche legate da atomi di zolfo, lo rende straordinariamente resistente alla degradazione, un vantaggio per l’utilizzo tecnico, ma una sfida quando si parla di sostenibilità. Eppure, negli ultimi anni, proprio il riciclo del PPS è diventato uno dei fronti più interessanti nella ricerca e nello sviluppo industriale. L’obiettivo non è solo quello di ridurre i costi di approvvigionamento, ma di rientrare nei parametri imposti da una normativa sempre più stringente in tema di contenuto riciclato e carbon footprint. Riuscire a ottenere un PPS rigenerato che mantenga una parte significativa delle sue proprietà originarie rappresenta oggi un traguardo strategico per molti comparti produttivi. La natura complessa del PPS: vantaggi tecnici, limiti ambientali Il PPS è un polimero semicristallino con un punto di fusione elevato, un’eccezionale resistenza agli agenti chimici, un comportamento dimensionale stabile anche sotto carico termico, e una naturale autoestinguenza. Proprio queste sue doti hanno fatto sì che venisse adottato in settori dove altri materiali cedono: guarnizioni, supporti di circuiti stampati, scocche per sensori elettronici, pompe per fluidi acidi. Ma ciò che ne fa un materiale nobile, ne ha anche rallentato l’ingresso nella logica della circular economy. Uno dei principali ostacoli risiede nella reticolazione. Quando il PPS è termoindurente, ossia reticolato durante il processo di lavorazione, perde la capacità di rifondersi e dunque non è più termoplastico. Questo tipo di materiale, per ora, resta escluso dai processi di recupero meccanico. Tuttavia, gran parte del PPS in uso industriale oggi è di tipo termoplastico lineare, e rappresenta il vero candidato al riciclo. Dove nasce il PPS riciclato: fonti e qualità del recupero Le principali fonti del PPS riciclato non sono i prodotti di largo consumo, bensì gli scarti industriali tecnici, ossia residui di lavorazione da stampaggio, rifili di estrusione, componenti non conformi alle specifiche. Questi rifiuti di produzione hanno il vantaggio di essere relativamente omogenei, ben identificabili e spesso già suddivisi per tipo di carica o grado tecnico. È da qui che parte il percorso del PPS rigenerato. La selezione dei lotti è fondamentale. Un PPS caricato con il 40% di fibra di vetro, ad esempio, non può essere miscelato con una versione contenente PTFE o con cariche minerali. Ogni formula ha un comportamento reologico e termomeccanico distinto, e il mantenimento delle proprietà passa per una filiera di selezione e trattamento estremamente rigorosa. Il materiale raccolto viene quindi macinato, filtrato, essiccato in modo accurato (il PPS è poco igroscopico ma comunque sensibile all’umidità ad alte temperature), e infine estruso nuovamente. A questo punto si può procedere alla produzione di compound dedicati, dove spesso si combina PPS riciclato con una percentuale di vergine, allo scopo di recuperare stabilità dimensionale e caratteristiche meccaniche. Proprietà funzionali del PPS riciclato: cosa si perde e cosa si mantiene Dal punto di vista tecnico, il PPS rigenerato mostra un comportamento sorprendentemente solido, a patto che provenga da una fonte pulita e omogenea. Le sue proprietà possono subire un decadimento limitato, in particolare nella resistenza a trazione e nella temperatura di deflessione sotto carico. Tuttavia, in molte applicazioni non strutturali o dove la sicurezza meccanica non è primaria, queste variazioni sono perfettamente tollerabili. I dati indicano che un PPS GF40 rigenerato mantiene oltre il 90% del modulo elastico e tra l’80 e il 95% della resistenza a trazione, con una buona tenuta chimica residua. Il comportamento termico, inteso come temperatura massima di utilizzo in continuo, rimane superiore ai 240 °C nella maggior parte dei casi, rendendolo idoneo per impieghi interni nei motori, in ambienti caldi o in contatto con oli tecnici. Un ruolo chiave è svolto dagli additivi compatibilizzanti, che migliorano l’adesione tra fase polimerica e cariche, e da agenti antiossidanti e stabilizzanti che contrastano i fenomeni di degradazione termica cumulata nei polimeri recuperati. Applicazioni industriali: quando il PPS rigenerato è la scelta più efficiente Nel mondo della plastica tecnica, spesso si fa fatica ad accettare il compromesso del riciclato. Ma nel caso del PPS, dove il prezzo del materiale vergine può superare i 10 €/kg, la disponibilità di una materia prima seconda ben caratterizzata può rappresentare un vantaggio economico importante. Il PPS riciclato trova oggi impiego in: - Automotive, per staffaggi, alloggiamenti, supporti interni, guide e distanziali non visibili; - Elettrotecnica, in involucri, interruttori, canaline di derivazione termoresistenti; - Elettrodomestici professionali, dove le parti interne richiedono resistenza al vapore e agli agenti chimici; - Strumentazione industriale, per parti tecniche secondarie in ambienti acidi o alcalini. In tutti questi ambiti, il rapporto tra prestazione richiesta e qualità disponibile del PPS rigenerato è favorevole, soprattutto quando il materiale è ben gestito in filiera, testato e certificato secondo gli standard applicativi. Un futuro circolare per i polimeri ingegneristici Guardando avanti, il potenziale del PPS riciclato si giocherà su due piani: da un lato la raffinatezza tecnica dei processi di selezione e compounding, e dall’altro la scalabilità di nuove tecnologie di recupero, come il riciclo chimico. Quest’ultimo, ancora in fase di sperimentazione, mira alla depolimerizzazione selettiva del PPS, per restituire precursori aromatici riutilizzabili nella sintesi ex novo. Un processo complesso e costoso, ma promettente per trattare materiali reticolati o contaminati, oggi fuori portata del riciclo meccanico. Nel frattempo, la domanda cresce, e con essa la necessità di standard qualitativi condivisi, database di tracciabilità per i compound, e logiche di progettazione dei componenti che tengano conto — sin dalla fase di design — della futura rigenerabilità. Il PPS riciclato, in questo contesto, non è solo un materiale: è un indicatore dell’evoluzione industriale verso una manifattura tecnica più sostenibile, dove la performance non è in antitesi con la responsabilità ambientale.© Riproduzione Vietata
SCOPRI DI PIU'