




 Lo Stereotipo che la Plastica sia un Materiale Artificiale. Vediamo perché No.
Lo Stereotipo che la Plastica sia un Materiale Artificiale. Vediamo perché No.Si discute su ciò che è naturale e su ciò che è artificiale, seguendo più le mode che i fattidi Marco ArezioSe guardiamo in po' indietro nella nostra storia l’uomo ha prevalentemente usato, per la fabbricazione degli oggetti, ciò che aveva pronto e disponibile, come la pietra, il legno, la pelle e le ossa. In una fase successiva, l’unione tra le materie prime disponibili, l’energia e la conoscenza, ha portato alla creazione di materiali naturali trasformati, facendo nascere il vetro, i metalli e la terracotta per citarne solo alcuni. Questi ultimi, che vengono largamente utilizzati anche al giorno d’oggi, sono comunemente ed erroneamente considerati materiali naturali, frutto di millenari utilizzi da parte dell’uomo, ma che in natura non esistono allo stato del nostro impiego, ma sono frutto della convergenza tra le materie prime naturali e l’ingegno dell’uomo. In epoca molto più recente, a partire dagli anni ’60 del secolo scorso, la proliferazione degli oggetti in plastica nel mercato mondiale, ha cambiato per sempre le abitudini di acquisto e utilizzo dei materiali, sia nell’ambito famigliare che industriale. La plastica, si sa, racchiudeva in sé una serie di vantaggi inarrivabili da parte di altri prodotti, in termini di leggerezza, resistenza, durabilità, colorabilità, economicità, isolamento elettrico, resistenza agli agenti chimici e molti altri vantaggi, che ne hanno fatto un elemento trainante dell’industria e onnipresente nella nostra vita. Durante gli ultimi 60 anni l’uso della plastica ha fatto nascere anche un risvolto di preoccupazione ambientale per la stupidità, l’ignoranza e l’inefficienza dell’uomo nel gestire, come per altri prodotti, il rifiuto che ne derivava dalla fine del suo uso. Non solo questo, ma dobbiamo anche considerare quanto sia stato sbagliato, a volte, l’approccio industriale e commerciale dell’uso della plastica, in cui si è privilegiato l’aspetto economico ad altri, creando quindi oggetti durevoli venduti come usa e getta. Il mondo del packaging, per esempio, ha incarnato perfettamente questa dicotomia, creando imballi con materiali quasi immortali, venduti per un uso di poche ore o pochi giorni. Ma la plastica è un materiale artificiale? L’opinione pubblica considera la plastica il prodotto artificiale per eccellenza, dove vede nella chimica la responsabilità della creazione di un mostro di cui non riusciamo a liberarci. In realtà, le materie prime che compongono la plastica sono naturali quanto il vetro o il metallo, infatti la sua origine è organica, composta da sale, carbone, gas e petrolio, anch’esso naturale, che proviene dalle sedimentazioni millenarie, frutto della decomposizione di animali e vegetali vissuti milioni di anni fa e possono condurre ad una lettura dei materiali plastici del tutto opposta a quella reale. L’aspetto artificiale della plastica è dato esclusivamente, come per molti altri materiali che vengono considerati “naturali”, dalla lavorazione delle materie prime naturali attraverso processi chimici e termici. Dal punto di vista comparativo, la rinnovabilità del vetro, del metallo, dei laterizi, dei legni composti, materiali consideranti antichi e naturali, è identica a quella della plastica, ma un aspetto emotivo e visibile del suo inquinamento ambientale, non causato dal prodotto ma dal suo distorto uso, ne fa un materiale avverso ai più. Quindi, molti materiali considerati naturali, hanno subito trasformazioni, artifizi, attraverso i quali non possono più tornare alla natura autonomamente e in tempi bervi, per cui è necessario che vengano riciclati per tornare in vita molte altre volte. Come abbiamo visto non stiamo solo parlando solo della plastica, ma di una gamma enorme di materiali, nati come naturali e diventati, quasi tutti, artificiali, adattati alle esigenze dell’uomo, con ingegno e sapienza. Quello che non va bene è creare discriminazioni tra elementi, frutto di lobbies, ignoranza e convenienza. Categoria: notizie - tecnica - plastica - materiale artificiale - naturale
SCOPRI DI PIU' Polimeri Fluorurati: Proprietà, Produzione, Utilizzi e Soluzioni per il Riciclo
Polimeri Fluorurati: Proprietà, Produzione, Utilizzi e Soluzioni per il RicicloScopri tutto sui polimeri fluorurati: cosa sono, come vengono prodotti, le loro caratteristiche uniche, le applicazioni in diversi settori e le sfide legate al riciclo sostenibiledi Marco ArezioI polimeri fluorurati rappresentano una famiglia di materiali straordinariamente performanti, capaci di resistere alle condizioni più estreme senza comprometterne le proprietà. Questa categoria di polimeri si distingue per l’inclusione di atomi di fluoro nella loro struttura molecolare, una caratteristica che ne determina le eccezionali proprietà chimiche e fisiche. Tra i polimeri più noti, è sufficiente menzionare il politetrafluoroetilene (PTFE, meglio conosciuto come Teflon) e il polivinilidene fluoruro (PVDF), ampiamente utilizzati in applicazioni industriali, scientifiche e tecnologiche. La loro produzione e il loro utilizzo, tuttavia, comportano anche sfide rilevanti, in particolare per quanto riguarda il loro riciclo e la gestione a fine vita, questioni cruciali nell’ottica di una transizione verso un’economia circolare più sostenibile. I polimeri fluorurati: una panoramica generale I polimeri fluorurati sono materiali sintetici in cui gli atomi di fluoro sono legati ai carboni della catena polimerica. La presenza del fluoro conferisce a questi polimeri una straordinaria stabilità chimica e una inerzia reattiva che li rende virtualmente immuni alla maggior parte degli agenti chimici, termici e ambientali. Queste caratteristiche li rendono ideali per applicazioni in contesti particolarmente aggressivi, dove altri materiali fallirebbero. Tra i principali polimeri fluorurati, troviamo: PTFE (Politetrafluoroetilene): noto commercialmente come Teflon, è famoso per la sua antiaderenza e la capacità di resistere a temperature estreme, oltre a essere uno dei materiali più inerti conosciuti. PVDF (Polivinilidene fluoruro): è apprezzato per la resistenza chimica e le proprietà meccaniche, risultando un ottimo compromesso tra lavorabilità e prestazioni. FEP (Etilene-propilene fluorurato): simile al PTFE, ma con maggiore flessibilità e una leggera trasparenza. ETFE (Etilentetrafluoroetilene): conosciuto per la combinazione di resistenza, leggerezza e trasparenza, trova ampio uso nelle coperture architettoniche innovative. PFA (Perfluoroalcossi): ideale per applicazioni in ambienti estremi grazie alla resistenza termica e chimica. Il processo di produzione dei polimeri fluorurati La sintesi dei polimeri fluorurati è un processo complesso che richiede tecnologie avanzate e controlli rigorosi. Uno dei metodi più utilizzati è la polimerizzazione in sospensione, impiegata, ad esempio, per la produzione del PTFE. In questo processo, il monomero di base, il tetrafluoroetilene (TFE), viene sottoposto a reazione in una soluzione acquosa con l’ausilio di agenti iniziatori che ne favoriscono la polimerizzazione. Il risultato è un polimero ad alto peso molecolare, estremamente cristallino e resistente. Accanto alla sospensione, troviamo la polimerizzazione emulsionata, utilizzata per produrre altri polimeri come il PVDF e il FEP. Qui, il monomero viene disperso finemente in acqua, grazie a tensioattivi che stabilizzano l’emulsione e permettono una reazione più controllata. In altri casi, come per l’ETFE, si utilizza la polimerizzazione in fase gassosa, un processo particolarmente efficiente ma complesso dal punto di vista industriale. La produzione di questi materiali, sebbene essenziale per l’industria, è notoriamente costosa e presenta criticità ambientali, in quanto richiede sostanze come il fluoruro di idrogeno (HF), altamente corrosivo e pericoloso. Caratteristiche distintive dei polimeri fluorurati Ciò che rende i polimeri fluorurati così preziosi in ambito industriale è l’insieme delle loro proprietà uniche, difficilmente replicabili con altri materiali. Queste includono: Elevata resistenza chimica: i polimeri fluorurati sono praticamente inattaccabili dalla maggior parte degli acidi, basi e solventi, il che li rende ideali per ambienti corrosivi. Stabilità termica: possono sopportare temperature molto elevate senza degradarsi, mantenendo le loro proprietà meccaniche e strutturali. Basso coefficiente di attrito: questa caratteristica, particolarmente evidente nel PTFE, li rende estremamente antiaderenti. Ottime proprietà dielettriche: sono eccellenti isolanti elettrici, motivo per cui trovano applicazione in cavi e dispositivi elettronici. Idrofobicità: respingono acqua e contaminanti, mantenendo le superfici pulite e prive di residui. Queste proprietà li rendono materiali indispensabili in contesti tecnologicamente avanzati. Le applicazioni dei polimeri fluorurati Grazie alle loro caratteristiche, i polimeri fluorurati sono utilizzati in numerosi settori: Industria chimica: rivestimenti anti-corrosione per serbatoi, valvole e tubazioni esposte ad agenti aggressivi. Aerospazio e difesa: componenti leggeri e resistenti al calore utilizzati nei velivoli e nelle missioni spaziali. Elettronica: isolamento di cavi elettrici, circuiti stampati e componenti per semiconduttori. Industria alimentare: il PTFE è il materiale di riferimento per le superfici antiaderenti di pentole e utensili da cucina. Settore medico: rivestimenti per dispositivi biocompatibili, come cateteri e protesi. Architettura: l’ETFE è celebre per l’uso in strutture architettoniche innovative, grazie alla sua trasparenza e resistenza. Le sfide del riciclo: il problema della sostenibilità Nonostante i numerosi vantaggi, i polimeri fluorurati presentano una grande criticità: la difficoltà di riciclo. La loro stabilità chimica, che li rende tanto utili, li rende altrettanto difficili da smaltire e riutilizzare. Tecniche di riciclo esistenti Riciclo meccanico: consiste nella riduzione in polvere del materiale usato, che può essere riutilizzato come additivo o per produrre nuovi materiali compositi. Questa tecnica è applicabile soprattutto al PTFE. Riciclo chimico: processi come la pirolisi permettono di degradare i polimeri e recuperare monomeri di base come il tetrafluoroetilene. Tuttavia, richiedono alte temperature e costi elevati. Incenerimento controllato: permette di recuperare energia, ma deve essere effettuato in impianti specializzati per evitare l’emissione di sostanze tossiche, come i PFAS e il fluoruro di idrogeno. La complessità del riciclo impone una riflessione sul ciclo di vita dei polimeri fluorurati. L’ottimizzazione dei processi produttivi e il riutilizzo degli scarti di lavorazione rappresentano strategie efficaci per ridurre l’impatto ambientale. Conclusioni I polimeri fluorurati sono materiali di straordinaria utilità che hanno trovato applicazione in settori essenziali dell’economia globale. Tuttavia, la loro produzione e la difficoltà di smaltimento rappresentano sfide significative. In un contesto sempre più orientato alla sostenibilità e all’economia circolare, è fondamentale investire in tecnologie che consentano un riciclo più efficiente e una riduzione dell’impatto ambientale. La ricerca, in questo ambito, è essenziale per garantire che l’utilizzo di questi materiali possa continuare a rispondere alle esigenze del presente senza compromettere il futuro.© Riproduzione Vietata
SCOPRI DI PIU' EPDM Riciclato: Da Dove Viene e Cosa E’
EPDM Riciclato: Da Dove Viene e Cosa E’Vediamo cosa sono i polimeri in EPDM, quelli miscelati con il PP e quali sono le fonti del loro riciclo. di Marco ArezioNel mondo dei polimeri, la gomma EPDM viene definita terpolimero, perché ottenuta dalla copolimerizzazione dell’etilene, del propilene e da un monomero di diene. Nell’analisi dei componenti dell’EPDM, il valore dell’etilene può essere rappresentato da una percentuale che varia dal 45 al 75. Questo lasso percentuale incide sulle caratteristiche della miscela di gomma, infatti maggiore è la percentuale di etilene e migliori saranno la lavorabilità, il caricamento e l’estrusione. Per quanto riguarda la vulcanizzazione a base di perossido delle miscele in gomma EPDM, queste si caratterizzano con una maggiore densità di reticolazione rispetto ad altri polimeri analoghi. L’EPDM si presta egregiamente anche a blends con il polipropilene, in quanto ha una rigidità e una temperatura di rammollimento elevata, compatibili con entrambi i polimeri. Le caratteristiche tecniche delle miscele tra PP ed EPDM dipendono dal grado di miscelazione dei componenti, infatti, con una percentuale di PP intorno al 90% si ottengono le stesse caratteristiche tecniche del PP originale, ma con una rigidità ed una temperatura di rammollimento inferiori. Di contro le miscele che conterranno una percentuale di PP intorno al 40%, presenteranno le caratteristiche tipiche di una gomma termoplastica. Inoltre la scelta della tipologia di polipropilene, se homopolimero o copolimero, cambieranno le caratteristiche finali della miscela. Quali sono le proprietà dell’EPDM? I prodotti in EPDM hanno una buona resistenza all’acqua calda e fredda, resistenza al calore, all’ozono, agli agenti atmosferici e al vapore. Di contro, hanno una bassa resistenza alla benzina, al cherosene, agli idrocarburi aromatici alifatici, ai solventi e agli acidi concentrati. Quali sono gli impieghi? L’utilizzo più comune dell’EPDM è sicuramente il settore dell’automotive, dove viene impiegato per i seguenti principali prodotti: • guarnizioni di porte • finestrini • bagagliai • parabrezza Nel settore dell’edilizia: • membrane dei tetti • geomembrane per laghetti • miscelati con poliuretani vengono impiegati su pavimenti, tetti, asfalto, mattoni e legno • per creare pavimenti non scivolosi • guarnizioni per infissi Nel settore degli elettrodomestici ed degli impianti: • frigoriferi • radiatori • cinghie • lavatrici • tubi • isolamento elettrico Come si ricicla l’EPDM?I prodotti in EPDM possono derivare dal settore industriale, espressi in scarti di lavorazione, oppure dal settore civile, come scarti della raccolta differenziata. In entrambi i casi gli oggetti da riciclare devono essere preventivamente analizzati in quanto potrebbero contenere materiali diversi dal solo EPDM. Per esempio, il riciclo dei paraurti delle auto, deve essere preceduto da una lavorazione per togliere eventuali dati o viti che potrebbero essere contenuti nel prodotto, oppure, nel campo del post consumo, i paraurti potrebbero presentare verniciature dannose alla qualità finale della materia prima da riciclare. Inoltre, spesso, nell’industria dell’automotive, i componenti in EPDM potrebbero avere degli isolanti attaccati come, per esempio, il polietilene reticolato che peggiora la qualità dello scarto da lavorare. L’EPDM riciclato viene utilizzato, normalmente, sotto forma di macinato in diverse forme dimensionali, ma anche come granulo adatto agli estrusori o alle presse ad iniezione. Categoria: notizie - tecnica - plastica - riciclo - EPDM
SCOPRI DI PIU'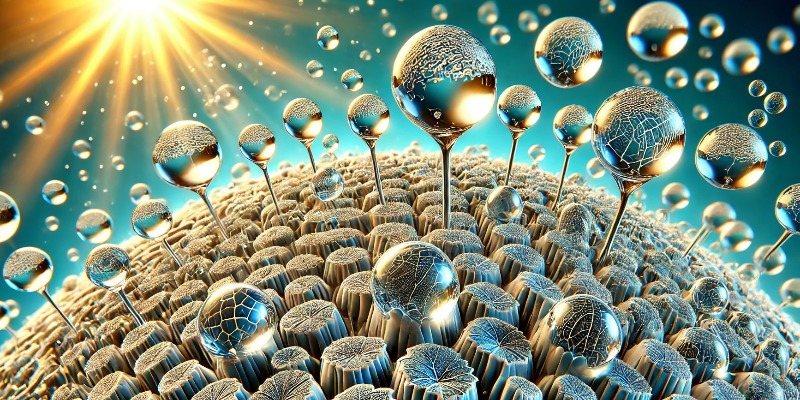 Polimeri Idrofobici e Super-Idrofobici: Innovazioni nei Rivestimenti Polimerici per Superfici Impermeabili e Autopulenti
Polimeri Idrofobici e Super-Idrofobici: Innovazioni nei Rivestimenti Polimerici per Superfici Impermeabili e AutopulentiLe ultime scoperte e tecnologie nei polimeri idrofobici in grado di rendere superfici impermeabili e autopulenti, con applicazioni in svariati settori industrialidi Marco ArezioNegli ultimi anni, la ricerca sui materiali polimerici ha fatto passi da gigante, con particolare attenzione ai polimeri idrofobici e super-idrofobici. Questi materiali, grazie alle loro proprietà uniche di impermeabilità e capacità autopulente, stanno trovando applicazioni sempre più diffuse in settori come l'industria tessile e l'aerospaziale. In questo articolo analizzeremo le caratteristiche di questi polimeri, il loro principio di funzionamento, le tecnologie impiegate per svilupparli e le potenziali applicazioni industriali. Polimeri Idrofobici e Super-Idrofobici: Definizione e Principi di Funzionamento I polimeri idrofobici sono materiali che respingono l'acqua grazie alla loro particolare struttura chimica. Questa proprietà si manifesta quando le molecole di acqua, invece di aderire alla superficie del materiale, formano delle gocce sferiche che scivolano via. L'efficacia di questa repulsione è misurata dall'angolo di contatto tra la goccia d'acqua e la superficie: un angolo superiore a 90° è indicativo di un materiale idrofobico. Questo fenomeno è particolarmente importante per applicazioni in cui è essenziale mantenere le superfici asciutte e pulite, riducendo la formazione di umidità e l'adesione di particelle indesiderate. I polimeri super-idrofobici spingono questa capacità ancora più in là. Questi materiali presentano angoli di contatto superiori a 150°, il che significa che l'acqua non solo viene respinta, ma praticamente "rimbalza" sulla superficie. Questo fenomeno, spesso ispirato dalla natura (ad esempio, l'effetto loto), deriva dalla combinazione di microstrutture superficiali e specifiche caratteristiche chimiche. L'effetto loto si osserva in natura sulle foglie della pianta del loto, le quali, grazie a una combinazione di rugosità e composizione cerosa, riescono a mantenere la superficie asciutta e libera da impurità. Questo principio è stato emulato nella progettazione di materiali polimerici super-idrofobici per varie applicazioni. Tecnologie ed Innovazioni nei Rivestimenti Polimerici La produzione di rivestimenti idrofobici e super-idrofobici sfrutta diverse tecniche avanzate, tra cui: Deposizione di Film Sottile (Thin Film Deposition): Questa tecnica permette di applicare un sottile strato di polimero su una superficie. I polimeri fluorurati, come il politetrafluoroetilene (PTFE), sono comunemente usati grazie alle loro eccellenti proprietà idrofobiche. Con metodi di deposizione fisica da vapore (PVD) e deposizione chimica da vapore (CVD), è possibile ottenere strati sottili uniformi che offrono alta resistenza all'acqua. L'utilizzo di questi film sottili consente di controllare lo spessore e la composizione del rivestimento, ottenendo superfici ad alte prestazioni sia in termini di idrofobicità che di durabilità. Nano-strutturazione della Superficie: La creazione di rugosità a livello nanometrico è cruciale per ottenere un'elevata super-idrofobicità. Le nanostrutture intrappolano l'aria tra la superficie e la goccia d'acqua, riducendo il contatto e migliorando l'effetto idrofobico. Tecniche come l'incisione al laser e l'elettrospinning vengono frequentemente utilizzate per creare questa struttura superficiale. L'incisione al laser permette di creare micro e nano-pattern specifici che imitano le superfici naturali, mentre l'elettrospinning può essere usato per produrre fibre molto sottili che aumentano la rugosità superficiale. Questi metodi di nano-strutturazione sono spesso combinati per massimizzare l'effetto super-idrofobico e garantire una maggiore stabilità del rivestimento. Polimeri a Bassa Energia Superficiale: La chimica dei polimeri gioca un ruolo fondamentale nell'idrofobicità. Polimeri come il polidimetilsilossano (PDMS) hanno una bassa energia superficiale, che facilita la formazione di gocce d'acqua che scivolano facilmente dalla superficie trattata. Questo tipo di polimeri è spesso combinato con tecniche di nano-strutturazione per ottenere un effetto super-idrofobico più efficace. La bassa energia superficiale riduce la tendenza dell'acqua a diffondersi sulla superficie, il che è particolarmente utile in applicazioni dove è necessario limitare il contatto con i liquidi. Applicazioni dei Rivestimenti Idrofobici e Super-Idrofobici Le applicazioni dei rivestimenti polimerici idrofobici e super-idrofobici sono sempre più diffuse, grazie alle loro proprietà di impermeabilità e autopulizia. Questi rivestimenti non solo migliorano l'aspetto estetico delle superfici, ma offrono anche vantaggi funzionali significativi: Industria Tessile: I tessuti trattati con rivestimenti super-idrofobici respingono liquidi e sporco, rendendoli ideali per abbigliamento tecnico e sportivo. Questi tessuti non solo mantengono asciutto l'utilizzatore, ma riducono anche la necessità di lavaggi frequenti, con un impatto positivo sull'ambiente. Ad esempio, giacche impermeabili e pantaloni da trekking con rivestimenti super-idrofobici possono mantenere la loro performance in condizioni climatiche estreme, migliorando il comfort dell'utilizzatore e riducendo l'usura del tessuto stesso. Questa tecnologia ha anche implicazioni significative nel settore medico, dove materiali tessili idrofobici possono aiutare a prevenire la contaminazione e migliorare la sicurezza. Settore Costruzioni: Rivestire materiali da costruzione come cemento e vetro con rivestimenti idrofobici aiuta a proteggere le superfici dall'umidità e dal degrado. Le facciate degli edifici trattate con questi materiali mantengono un aspetto pulito nel tempo, riducendo i costi di manutenzione. Inoltre, questi rivestimenti possono prevenire la formazione di muffe e licheni, prolungando la durata delle strutture. I materiali da costruzione trattati con rivestimenti super-idrofobici possono anche migliorare la resistenza al gelo, prevenendo il danno causato dall'acqua che penetra nelle crepe e si espande durante il congelamento. In questo modo, si garantisce una maggiore durabilità degli edifici in ambienti soggetti a condizioni atmosferiche avverse. Automotive e Aerospaziale: Nell'industria automobilistica, i rivestimenti idrofobici vengono utilizzati per migliorare la visibilità dei parabrezza e per ridurre l'accumulo di fango e sporco. Nel settore aerospaziale, questi rivestimenti sono fondamentali per ridurre il rischio di formazione di ghiaccio sulle superfici esterne degli aeromobili, migliorando l'efficienza e la sicurezza. L'uso di rivestimenti super-idrofobici su droni e velivoli senza pilota è in fase di sperimentazione per ridurre il peso causato dall'accumulo di acqua e migliorare le capacità operative in condizioni meteo avverse. Anche i componenti del motore e le superfici delle ali possono beneficiare di questi rivestimenti, migliorando l'aerodinamica e riducendo la necessità di frequenti interventi di manutenzione. Dispositivi Elettronici: I rivestimenti super-idrofobici sono utilizzati anche per proteggere circuiti e componenti elettronici dall'acqua e dall'umidità, garantendo una maggiore durata e affidabilità dei dispositivi, soprattutto in ambienti difficili. Questo è particolarmente rilevante per i dispositivi elettronici indossabili e i sensori esposti alle intemperie, che necessitano di protezione contro l'umidità per garantire il corretto funzionamento. Ad esempio, sensori utilizzati nell'agricoltura di precisione o dispositivi IoT posizionati all'esterno possono beneficiare enormemente di questa tecnologia, migliorando la loro robustezza e riducendo la necessità di sostituzioni frequenti. Problematiche e Prospettive Future Nonostante i notevoli progressi tecnologici, la realizzazione di rivestimenti super-idrofobici durevoli presenta ancora alcune problematiche. La principale è la stabilità nel tempo: molti rivestimenti perdono la loro efficacia idrofobica a causa dell'usura meccanica o dell'esposizione a condizioni ambientali avverse. Questa perdita di efficacia limita la durata e l'applicabilità dei rivestimenti in molti contesti industriali. Le ricerche attuali si concentrano su metodi per migliorare la resistenza meccanica e la durata di questi rivestimenti. Una delle strategie più promettenti consiste nell'utilizzare materiali compositi e combinare polimeri con nanoparticelle inorganiche. Le nanoparticelle possono migliorare la resistenza all'abrasione e la stabilità termica, rendendo il rivestimento più durevole anche in condizioni di utilizzo intensivo. Inoltre, la ricerca ispirata dalla natura, che prende spunto da fenomeni come le ali delle farfalle o la pelle dei pesci, sta portando allo sviluppo di nuove superfici che combinano proprietà autopulenti, anti-gelo e anti-batteriche. Queste superfici multifunzionali potrebbero aprire la strada a una nuova generazione di rivestimenti intelligenti in grado di adattarsi alle condizioni ambientali e fornire una protezione su misura. Un'altra direzione di ricerca promettente riguarda l'uso di materiali eco-compatibili per la produzione di rivestimenti idrofobici. La crescente attenzione all'ambiente spinge i ricercatori a sviluppare polimeri e metodi di sintesi che siano meno dannosi per l'ecosistema, mantenendo al contempo le prestazioni desiderate. Questo potrebbe portare a soluzioni sostenibili che riducono l'impatto ambientale senza compromettere le prestazioni del materiale. Conclusioni I polimeri idrofobici e super-idrofobici rappresentano un'innovazione di grande interesse nel campo dei materiali avanzati. La capacità di rendere le superfici impermeabili e autopulenti apre nuove possibilità in numerosi settori industriali, dalla produzione tessile all'industria aerospaziale. Nonostante le sfide legate alla durata e alla resistenza dei rivestimenti, le prospettive per il futuro sono promettenti, grazie all'evoluzione continua delle tecnologie e a un approccio sempre più bioispirato. La combinazione di soluzioni innovative per migliorare la durata e la sostenibilità ambientale contribuirà a rendere questi rivestimenti sempre più accessibili e versatili, favorendo la loro adozione su larga scala. L'adozione di materiali idrofobici e super-idrofobici in ambito industriale potrebbe anche rivoluzionare la manutenzione delle superfici, riducendo la necessità di interventi periodici e migliorando l'efficienza operativa. Con il progresso continuo delle tecniche di nano-strutturazione e l'integrazione di nuovi materiali, ci aspettiamo che questi rivestimenti diventino sempre più sofisticati, offrendo non solo proprietà idrofobiche, ma anche resistenza chimica, protezione dai raggi UV e capacità di autoriparazione. Questo ampio spettro di funzionalità trasformerà il modo in cui concepiamo le superfici, rendendole sempre più adattabili e performanti.© Riproduzione Vietata Fonti Barthlott, W., & Neinhuis, C. (1997). Purity of the sacred lotus, or escape from contamination in biological surfaces. Planta, 202(1), 1-8. Marmur, A. (2004). The lotus effect: Superhydrophobicity and metastability. Langmuir, 20(9), 3517-3519. Gao, L., & McCarthy, T. J. (2006). Contact angle hysteresis explained. Langmuir, 22(14), 6234-6237. Nosonovsky, M., & Bhushan, B. (2007). Hierarchical roughness and wetting of engineering surfaces. Microsystem Technologies, 13(3-4), 357-364. Zhang, X., Shi, F., Niu, J., Jiang, Y., & Wang, Z. (2008). Superhydrophobic surfaces: From structural control to functional application. Journal of Materials Chemistry, 18(6), 621-633.
SCOPRI DI PIU' Il Comportamento Termo-Meccanico dei Polimeri Reticolati
Il Comportamento Termo-Meccanico dei Polimeri ReticolatiCome l’impatto delle temperature può influire sui valori prestazionali dei polimeri altamente reticolati di Marco ArezioNel campo dei polimeri plastici esistono quelli classificabili come reticolati e quelli definiti lineari o ramificati, i quali esprimono differenze sostanziali nella distribuzione e nel collegamento tra i punti delle molecole. Si può quindi definire un polimero “reticolato” se esistono due o più linee che collegano due punti qualsiasi della sua molecola, mentre si può definire un polimero “lineare” o “ramificato” se non esistono catene laterali intestate in due o più punti. La caratteristica delle catene reticolate è che sono unite tra loro da legami covalenti, aventi un'energia di legame pari a quella degli atomi sulle catene e non sono perciò indipendenti le une dalle altre. Per questo motivo un polimero reticolato è generalmente una plastica rigida, che a seguito di un’azione di riscaldamento, si decompone o brucia, anziché rammollirsi e fondere come un polimero lineare o ramificato. Infatti, mentre un elastomero, soggetto ad una normale temperatura ambiente esprime il punto di rammollimento, i polimeri reticolati rimangono rigidi in condizioni termiche ambientali, ma anche a temperature superiori, fino a giungere un livello termico che causa la sua degradazione. Di conseguenza, se si sottopone un polimero reticolato a temperature superiori ai 200 °C, è facile che si crei il fenomeno di degradazione che rende il polimero difficilmente utilizzabile, nello stesso tempo, si è notato che l’aggiunta di cariche migliora la resistenza termica del compound. L’influenza della temperatura agisce facilmente sui polimeri lineari, ma non trova grande riscontro su quelli reticolati, questo a causa della fitta reticolazione che caratterizza la struttura polimerica che impedisce qualunque movimento molecolare che possa coinvolgere grandi deformazioni. A temperatura elevata, i polimeri densamente reticolati possono accennare a mostrare fenomeni viscoelastici ma, allo stesso tempo si manifestano reazioni chimiche, che alterano la struttura del materiale. Il motivo per cui spesso si creano legami reticolati è che i polimeri lineari non sono abbastanza resistenti per alcune applicazioni che richiedono una speciale robustezza, o una grande elasticità. In questi casi vengono creati dei legami incrociati tra le catene per ottenere polimeri reticolati più forti, ma che non sono più rimodellabili per fusione. Per quanto riguarda i comportamenti meccanici di un polimero densamente reticolato, come può essere le resine fenoliche, questi avranno delle reazioni differenti ed opposte, per esempio, rispetto agli elastomeri. Il diagramma sforzo-deformazione a trazione dei polimeri densamente reticolati indica, quindi, sempre un comportamento fragile, con piccoli allungamenti a rottura e alti carichi a rottura. In realtà bisogna anche considerare che i polimeri densamente reticolati che sono in commercio, possono contenere anche quantità di cariche di varia tipologia, come la cellulosa, i cascami di cotone, la farina di legno, la fibra di vetro e molte altre, per cui lo studio del comportamento meccanico non è sempre di facile intuizione.
SCOPRI DI PIU' Sistemi di Sicurezza EMAS: Letti di Arresto per Aerei a Base di Materiali Riciclati
Sistemi di Sicurezza EMAS: Letti di Arresto per Aerei a Base di Materiali RiciclatiInnovazione e Sostenibilità nella Prevenzione degli Incidenti Fuori Pista negli Aeroporti di Tutto il MondoI letti di arresto per aerei, conosciuti come EMAS (Engineered Materials Arrestor Systems), rappresentano una soluzione tecnologica avanzata per garantire la sicurezza degli aeromobili che potrebbero superare la fine della pista durante l'atterraggio o il decollo. Questi sistemi, sempre più diffusi negli aeroporti di tutto il mondo, sono cruciali per prevenire incidenti potenzialmente catastrofici, salvaguardando sia i passeggeri che gli equipaggi. Composizione e Materiali Gli EMAS sono progettati per assorbire e dissipare l'energia di un aereo in movimento, rallentandolo fino a fermarlo completamente. La loro struttura è composta principalmente da materiali ad alta capacità di assorbimento di energia, tra cui schiuma di cemento e polistirolo espanso. Negli ultimi anni, l’uso di materiali riciclati ha guadagnato attenzione, aggiungendo un valore ambientale significativo al sistema. Ad esempio, plastica riciclata e gomma proveniente da pneumatici dismessi possono essere incorporati nella composizione dei materiali per migliorare la sostenibilità. La schiuma di cemento è una miscela che incorpora aria, creando una struttura porosa ma resistente, mentre il polistirolo espanso è noto per la sua leggerezza e capacità di deformarsi, assorbendo l'energia dell'impatto. I materiali riciclati, oltre a contribuire alla sostenibilità, offrono le stesse proprietà di assorbimento di energia necessarie per la funzionalità del sistema. Realizzazione dei Letti di Arresto per AereiLa costruzione di un letto di arresto EMAS inizia con un'attenta progettazione, volta a determinare la posizione ottimale e le dimensioni del sistema in base al tipo di aeromobili che operano nell'aeroporto e allo spazio disponibile. Successivamente, si prepara il sito destinato all'installazione, che include la livellazione del terreno e la rimozione di eventuali ostacoli. Una volta preparato il sito, i materiali vengono installati con precisione. I pannelli o i blocchi di materiale, compresi quelli riciclati, vengono posizionati e fissati saldamente. L'installazione richiede una grande accuratezza per garantire che il sistema funzioni correttamente in caso di emergenza. Infine, il sistema viene sottoposto a rigorosi test per verificare che rispetti gli standard di sicurezza previsti, inclusi test di resistenza e simulazioni di arresto. Funzionamento dei Letti di Arresto per AereiIl funzionamento degli EMAS si basa su un principio di decelerazione controllata. Quando un aereo esce dalla pista e entra in un letto di arresto, i pneumatici iniziano a sbriciolare il materiale del sistema, creando una resistenza che aumenta progressivamente. Questo processo rallenta l'aereo fino a fermarlo completamente, evitando così potenziali incidenti. Al primo contatto, il materiale si frantuma sotto i pneumatici dell’aereo, incrementando la resistenza man mano che il velivolo avanza. Questo meccanismo di decelerazione è stato progettato per funzionare con una vasta gamma di aeromobili, dai più piccoli ai più grandi, e ha dimostrato la sua efficacia in molte situazioni reali. Applicazioni Note Gli EMAS sono stati implementati con successo in diversi aeroporti a livello globale, dimostrando la loro efficacia in contesti reali. Un esempio notevole è l'Aeroporto Internazionale John F. Kennedy (JFK) di New York, dove gli EMAS hanno fermato in sicurezza numerosi aeromobili che avevano superato la fine della pista. Anche l'Aeroporto Internazionale di Chicago O'Hare utilizza questi sistemi per migliorare la sicurezza delle operazioni aeroportuali. A Miami, gli EMAS sono stati installati per gestire emergenze simili, garantendo la sicurezza di passeggeri e personale. Un altro esempio significativo è l'Aeroporto di Yeager, in West Virginia, dove gli EMAS hanno fermato con successo un jet privato che aveva superato la pista, dimostrando la loro efficacia anche in aeroporti di dimensioni più ridotte. Vantaggi e Limiti Gli EMAS offrono numerosi vantaggi. Innanzitutto, aumentano significativamente la sicurezza aeroportuale, riducendo il rischio di incidenti fuori pista e proteggendo così le vite dei passeggeri e dell'equipaggio. La loro efficacia è comprovata da numerosi incidenti evitati o mitigati grazie a questi sistemi. Inoltre, gli EMAS possono essere installati in aeroporti con spazi limitati, dove l'estensione della pista non è praticabile. L'integrazione di materiali riciclati nei sistemi EMAS contribuisce inoltre a promuovere la sostenibilità ambientale. Tuttavia, esistono anche alcuni limiti. L'installazione e la manutenzione degli EMAS possono essere costose, richiedendo un investimento significativo. Inoltre, richiedono un'area dedicata alla fine della pista, che potrebbe non essere disponibile in tutti gli aeroporti. Infine, i materiali utilizzati nei sistemi EMAS possono degradarsi nel tempo, richiedendo manutenzione regolare per garantire l'efficacia del sistema. Conclusione Gli EMAS rappresentano una soluzione innovativa e efficace per migliorare la sicurezza negli aeroporti, specialmente in contesti con spazi limitati. La loro capacità di fermare in modo controllato e sicuro gli aeromobili in situazioni di emergenza è un elemento chiave nella gestione della sicurezza aeroportuale moderna. Nonostante i costi e la necessità di manutenzione, i benefici in termini di vite umane salvate e incidenti evitati giustificano ampiamente l'investimento in questi sistemi. L'integrazione di materiali riciclati non solo migliora la sostenibilità, ma rappresenta un passo avanti verso un'aviazione più responsabile dal punto di vista ambientale.© Riproduzione Vietata
SCOPRI DI PIU' Il tuo estrusore si lamenta? prova un cambia filtri in continuo
Il tuo estrusore si lamenta? prova un cambia filtri in continuoDai cambiafiltri automatici ai sistemi a backflush, laser, tamburo rotante e doppio stadio: come la filtrazione del melt sta cambiando il riciclo meccanico delle plastiche post consumo nel 2026di Marco ArezioDescrizione autore: Marco Arezio si occupa di economia circolare, riciclo dei polimeri e filiere industriali delle materie plastiche. Attraverso la piattaforma rMIX segue l’evoluzione tecnica dei processi di selezione, lavaggio, estrusione, filtrazione e valorizzazione delle materie prime seconde. Data dell'articolo: Aprile 2020Data aggiornamento: Marzo 2026Come abbiamo avuto modo di affrontare in altri articoli, la qualità dell’input della plastica proveniente dalla raccolta differenziata, ha subito negli ultimi anni un generale peggioramento, anche a causa della chiusura delle importazioni sul mercato cinese della fine del 2017. L’aumento della presenza di plastiche miste, come i poli accoppiati, il PVC o le contaminazioni di altre plastiche all’interno della balla di scarti da post consumo che arriva agli impianti di lavorazione delle materie plastiche, mette in difficoltà il produttore di polimeri sul mantenimento di un’idonea qualità dei polimeri da produrre. Perché oggi la filtrazione del melt è diventata decisiva nel riciclo delle plastiche post consumo Nel 2020 il tema dei cambiafiltri in continuo veniva ancora affrontato soprattutto come una soluzione pratica per evitare fermate macchina, alleggerire il lavoro dell’operatore e limitare la presenza di impurità visibili nel granulo. Oggi, nel 2026, la filtrazione del melt ha assunto un ruolo molto più centrale. Non è più soltanto un accessorio dell’estrusore, ma una tecnologia che incide direttamente sulla costanza qualitativa del granulo, sulla stabilità della linea, sulla perdita di polimero utile e, in molti casi, anche sulla durabilità del manufatto finale. Le analisi più recenti mostrano infatti che impurità polimeriche e non polimeriche residue possono ridurre in modo marcato la vita utile dei prodotti ottenuti da riciclato, soprattutto nelle applicazioni durevoli, dove disomogeneità e inclusioni diventano punti di innesco per rotture premature. Questo cambiamento di prospettiva nasce da una realtà industriale evidente: la qualità media del post consumo è più variabile di quanto non fosse alcuni anni fa. I flussi in ingresso contengono una maggiore eterogeneità compositiva, più residui cartacei, più frazioni elastiche, più contaminanti minerali e più polimeri incompatibili presenti in tracce. Anche quando la selezione ottica e il lavaggio lavorano bene, il riciclatore si trova quasi sempre davanti a un melt che non può essere inviato alla pelletizzazione senza una fase di pulizia finale efficace. Per questa ragione, la filtrazione non deve più essere vista come una barriera finale contro lo sporco, ma come uno stadio di raffinazione del polimero fuso. Perché il solo lavaggio non basta a garantire un granulo stabile e pulito Un impianto di lavaggio ben dimensionato resta indispensabile. Riduce le contaminazioni superficiali, separa una parte degli inerti, diminuisce il carico organico e abbassa il rischio di carbonizzazioni in estrusione. Tuttavia, il lavaggio non è in grado di eliminare tutte le impurità che compromettono il comportamento del melt. Restano infatti materiali non fondenti, frammenti elastomerici, residui di carta e legno, particelle metalliche sottili, polimeri estranei a più alto punto di fusione e contaminanti che, una volta entrati nell’estrusore, diventano particolarmente difficili da gestire. Le evidenze sperimentali più recenti sul PE post consumo mostrano che la filtrazione singola e doppia modifica in modo misurabile la qualità del materiale, riducendo quantità e dimensione dei contaminanti, ma influenzando anche parametri come MFR, contenuto di ceneri e stabilità all’ossidazione. Questo conferma che la filtrazione non è un semplice passaggio accessorio, bensì una fase di processo che condiziona il profilo finale del granulo. Il punto fondamentale è che il filtro non lavora su una materia “vergine”, ma su una massa polimerica già sottoposta a stress termici e meccanici. Ogni bar di pressione, ogni secondo di permanenza, ogni accumulo di contaminante sulla superficie filtrante può influenzare la qualità del prodotto. Per questo i sistemi più recenti sono stati progettati non solo per trattenere impurità, ma anche per limitare le perdite di carico, ridurre il tempo di residenza del contaminante caldo sullo schermo e mantenere la pressione di processo entro valori il più possibile costanti. Come si sono evoluti i sistemi di filtrazione delle plastiche riciclate L’evoluzione più importante degli ultimi anni riguarda il passaggio dai sistemi discontinui, che richiedevano soste frequenti o cambi manuali delle reti, ai sistemi continui e autopulenti. Oggi i migliori cambiafiltri non si limitano a trattenere lo sporco, ma gestiscono in modo dinamico il rapporto tra pressione, scarico del contaminante, area filtrante disponibile e perdita di polimero utile. L’obiettivo industriale non è più soltanto ottenere un granulo visivamente più pulito, ma farlo senza compromettere produttività, resa e stabilità della linea. Le famiglie tecnologiche oggi più interessanti possono essere lette come risposte diverse a problemi diversi. Ci sono sistemi pensati per flussi moderatamente contaminati, altri per feedstock con picchi molto elevati di sporco; alcuni privilegiano la finezza di filtrazione, altri la continuità di marcia; alcuni sono ideali per film in poliolefine, altri per PET, ABS, PS, poliammidi o materiali ad alta fluidità. La scelta corretta dipende dal mix tra tipo di polimero, natura del contaminante, livello di contaminazione e applicazione finale del granulo. I cambiafiltri continui a raschiatore: la risposta più concreta ai flussi sporchi e instabili Una delle architetture più diffuse oggi è quella del cambiafiltro continuo con raschiatore. In questi sistemi il melt attraversa una superficie filtrante mentre un organo meccanico pulisce in continuo o quasi continuo lo schermo, convogliando le impurità verso una zona di espulsione. Il vantaggio principale è la continuità della produzione: il filtro non si intasa fino al fermo, ma viene mantenuto funzionale durante il processo. In molte configurazioni l’apertura della valvola di scarico è gestita in funzione della contaminazione, della pressione o di una temporizzazione controllata. Questo approccio è particolarmente utile quando il feedstock presenta picchi irregolari di sporco. I sistemi a raschiatore di ultima generazione sono molto apprezzati perché permettono di mantenere la superficie filtrante operativa, limitano la formazione di cake e riducono l’accumulo prolungato di impurità calde sullo schermo. In termini industriali questo significa meno gel, meno punti neri, meno odori da materiale carbonizzato e una pressione di processo più regolare. Per PE, PP, PS, ABS e altri polimeri largamente impiegati nel riciclo meccanico, questa tipologia rappresenta oggi una delle soluzioni più robuste e versatili. I sistemi backflush: quando serve continuità senza perdere la superficie filtrante Un’altra tecnologia ormai consolidata è quella del backflush segmentato o parziale. In questi sistemi una parte della superficie filtrante continua a lavorare mentre un’altra parte viene rigenerata tramite controlavaggio. La logica è particolarmente interessante perché consente di mantenere la filtrazione attiva durante la pulizia dello schermo, evitando le discontinuità dei vecchi sistemi a cassetta. Le configurazioni più evolute mantengono disponibile la superficie filtrante anche durante il controlavaggio e puntano a conservare costanti pressione, volume di melt e condizioni di processo. Il vantaggio del backflush è evidente nei contesti in cui la contaminazione non è estrema ma è sufficientemente elevata da rendere inefficiente una semplice rete tradizionale. Inoltre, il controlavaggio segmentato riduce il rischio che il filtro diventi un punto di forte instabilità idraulica. Per molte linee di riciclo meccanico, soprattutto dove si lavora con materiali già discretamente preparati a monte, il backflush rappresenta un buon compromesso tra automazione, pulizia del melt e contenimento del melt loss. I filtri a disco microforato e i sistemi “laser”: maggiore precisione e controllo dello spurgo Fra i sistemi più avanzati emersi negli ultimi anni rientrano quelli basati su schermi microforati ad alta precisione, spesso associati a dischi paralleli e a organi di raschiatura che rimuovono in continuo il contaminante trattenuto. Queste soluzioni sono nate per trattare feedstock difficili, con impurità fini, elastomeriche o miste, mantenendo una pressione relativamente costante e una qualità di melt elevata. La loro forza non è solo la finezza della separazione, ma anche il controllo molto più sofisticato dello scarico delle impurità. La tendenza più recente riguarda infatti i sistemi intelligenti di controllo dello spurgo. Nei modelli più aggiornati, il software rileva picchi di contaminazione, variazioni di throughput, aumento di viscosità o progressiva riduzione dell’area filtrante utile e adegua automaticamente la velocità del raschiatore e del sistema di scarico. In alcuni casi questo approccio ha permesso di ridurre il melt loss fino al 50% rispetto ai controlli precedenti, mantenendo più stabile la filtrazione nel tempo. In parallelo, l’aumento della superficie filtrante disponibile in alcune nuove geometrie ha reso possibile lavorare a throughput più elevati senza sacrificare la qualità del filtrato. I filtri a tamburo rotante: la soluzione per contaminazioni molto elevate Quando il feedstock è particolarmente sporco, con percentuali elevate di contaminanti solidi o elastomerici, i sistemi a tamburo rotante rappresentano una delle architetture più efficaci. In questa configurazione il melt fluisce attraverso un tamburo perforato, generalmente dall’esterno verso l’interno. Le impurità vengono trattenute sulla superficie esterna e rimosse quasi immediatamente da un raschiatore, che le convoglia verso lo scarico. Il vantaggio tecnico è notevole: il contaminante resta poco tempo nella zona calda, la superficie filtrante viene continuamente liberata e la pressione di processo rimane più costante rispetto a molte soluzioni tradizionali. Questo tipo di filtro si è dimostrato adatto anche a feedstock con contaminazioni molto importanti, fino a circa il 16% in peso in alcune configurazioni industriali. È inoltre efficace su contaminanti difficili come particelle metalliche sottili, alluminio, gomma, silicone e altri residui che nei sistemi convenzionali possono deformarsi o spingere il filtro verso l’intasamento rapido. La possibilità di regolare in modo indipendente la velocità del tamburo e quella del sistema di scarico permette una taratura fine fra qualità del filtrato, perdita di polimero e stabilità della linea. I sistemi a nastro continuo: semplicità operativa e produzione non stop Una tecnologia meno discussa ma molto interessante è quella del cambiafiltro a nastro continuo. In questi impianti la superficie filtrante viene sostituita gradualmente attraverso l’avanzamento di una rete o di un nastro, in modo da offrire sempre una nuova area di filtrazione senza fermare l’estrusione. Il vantaggio principale è la semplicità concettuale abbinata a una buona continuità di esercizio. In contesti produttivi con esigenze di lunga autonomia e personale ridotto, i sistemi a nastro possono risultare molto competitivi, soprattutto quando il feedstock ha contaminazioni moderate ma persistenti. Dal punto di vista economico, questi sistemi sono interessanti perché sfruttano in modo ordinato e progressivo la superficie disponibile, riducendo le interruzioni e semplificando la manutenzione ordinaria. Non sempre rappresentano la scelta migliore per contaminazioni estreme, ma possono offrire un ottimo equilibrio fra produttività, regolarità di marcia e facilità di gestione. La doppia filtrazione e la filtrazione a cascata: quando una sola barriera non basta Uno degli sviluppi più rilevanti del periodo recente è il crescente utilizzo di schemi a doppio stadio o a cascata. In questo approccio il primo filtro svolge una funzione di sgrossatura, trattenendo i contaminanti più grossolani e proteggendo gli organi a valle, mentre il secondo filtro realizza una pulizia più fine del melt. Il vantaggio è duplice: si riduce l’usura delle apparecchiature successive e si ottiene un controllo più raffinato sulla qualità finale del granulo. Nei sistemi più spinti, soprattutto per fibre, non tessuti o applicazioni molto esigenti, la seconda filtrazione può arrivare a finezze nell’ordine di 15 micron, mentre per filtrazioni molto fini si ricorre a configurazioni speciali di tipo cascade. Tuttavia, la doppia filtrazione non deve essere considerata una soluzione universale. Gli studi più recenti sul PE post consumo mostrano che il secondo stadio riduce effettivamente contaminazione e dimensione dei difetti, ma può influenzare anche proprietà significative del materiale. In altre parole, filtrare di più non equivale sempre a ottenere un riciclato migliore in senso assoluto. Tutto dipende da quanto il mercato remunera quel salto qualitativo e da quanto stress termomeccanico aggiuntivo il materiale può sopportare senza degradarsi inutilmente. Il rapporto tra filtrazione, degasaggio e rimozione degli odori Un aspetto molto importante, oggi, è la crescente integrazione tra filtrazione e degasaggio. Nei processi più evoluti la rimozione dei contaminanti solidi avviene prima delle sezioni di degasaggio, così da migliorare l’estrazione dei volatili e ridurre il contributo di carta, residui organici e particelle carbonizzabili alla formazione di odori. Questo è particolarmente rilevante per PET, fibre, non tessuti e flussi da imballaggi post consumo, nei quali la componente odorigena e i composti volatili possono compromettere la qualità percepita del riciclato anche se il granulo appare pulito visivamente. La filtrazione moderna, quindi, non deve essere valutata solo sulla base del micronaggio. Conta la posizione del filtro nella linea, la sua interazione con la pompa melt, la sua capacità di lavorare prima di un degasaggio efficiente e la sua attitudine a non trattenere troppo a lungo contaminanti termicamente instabili. Un filtro che pulisce bene ma surriscalda il contaminante o genera troppo melt loss può essere meno vantaggioso di un sistema apparentemente meno fine ma più equilibrato. Quali sono oggi i criteri reali per scegliere un sistema di filtrazione La scelta di un filtro per plastiche riciclate non dovrebbe mai partire soltanto dal grado di filtrazione dichiarato. I criteri corretti sono più complessi. Il primo è la natura del contaminante: un inerte minerale, un frammento metallico, una particella carboniosa, un elastomero o un polimero incompatibile non si comportano allo stesso modo sulla superficie filtrante. Il secondo è la concentrazione media e la variabilità dei picchi di contaminazione. Il terzo è il tipo di polimero da trattare: PE, PP, PS, ABS, PET e poliammidi rispondono diversamente a pressione, temperatura e tempo di residenza. Il quarto è l’applicazione finale: tubo, film, lastra, fibra, non tessuto, stampaggio o compound tecnico richiedono livelli qualitativi differenti. A questi elementi se ne aggiungono altri di natura economica: stabilità di pressione, frequenza di manutenzione, perdita di polimero allo spurgo, durata dello schermo, consumo energetico e capacità del sistema di restare efficiente quando il feedstock cambia leggermente da lotto a lotto. È qui che i sistemi più recenti fanno la differenza, perché non puntano solo alla filtrazione fine ma a una filtrazione più stabile, più automatizzata e meno dissipativa. Cosa la filtrazione non può fare da sola Per quanto evoluti, i sistemi di filtrazione non possono sostituire una filiera corretta di riciclo meccanico. Non possono correggere tutte le incompatibilità tra polimeri, non possono rigenerare una matrice già fortemente degradata e non possono da soli garantire l’idoneità del riciclato per applicazioni particolarmente sensibili. Nel caso dei materiali destinati al contatto alimentare, inoltre, il quadro normativo europeo aggiornato nel 2025 conferma che il tema non riguarda solo la presenza di impurità visibili, ma anche qualità del processo, purezza, controllo dei contaminanti e conformità del sistema di decontaminazione. Questo significa che il filtro deve essere visto come un passaggio fondamentale, ma inserito all’interno di una strategia più ampia che comprende selezione, lavaggio, asciugatura, estrusione corretta, degasaggio, eventuale additivazione e controllo qualità finale. Il riciclato di alto livello non nasce da una sola macchina, ma dall’interazione coerente di più stadi di processo. Conclusioni Riscrivere oggi un articolo del 2020 sui cambiafiltri in continuo significa riconoscere che la filtrazione del melt è diventata una delle vere tecnologie chiave del riciclo meccanico. Il problema non è più soltanto fermare lo sporco, ma farlo in modo continuo, con bassa perdita di materiale, pressione stabile, contaminante espulso rapidamente e qualità del granulo coerente con l’applicazione finale. I sistemi più maturi oggi si distinguono per automazione, capacità di gestire feedstock instabili, riduzione del melt loss, controllo dello spurgo, possibilità di doppio stadio e integrazione con degasaggio e pompaggio del melt. In questa prospettiva, i filtri continui a raschiatore, i sistemi backflush, i filtri microforati ad alta precisione, le architetture a tamburo rotante, i sistemi a nastro continuo e la filtrazione a cascata non sono tecnologie concorrenti in senso assoluto, ma risposte diverse a feedstock diversi. La scelta migliore non è quella più sofisticata in astratto, ma quella che riesce a trovare il giusto equilibrio tra pulizia del melt, resa produttiva, costo operativo e destinazione del granulo. Nel riciclo delle plastiche post consumo, oggi più che mai, la filtrazione è un fattore di qualità, marginalità e credibilità industriale. FAQ Qual è oggi il miglior sistema di filtrazione per plastiche riciclate? Non esiste un sistema universalmente migliore. Per feedstock molto sporchi funzionano bene i sistemi continui con raschiatore, i tamburi rotanti e alcune configurazioni a doppio stadio; per materiali più puliti possono essere molto efficaci anche i backflush e i sistemi a filtrazione fine. La doppia filtrazione migliora sempre il granulo? No. Riduce quantità e dimensione dei contaminanti, ma può modificare alcune proprietà del materiale. Va adottata quando l’applicazione finale richiede davvero quel livello di purezza. I sistemi più recenti riducono anche il melt loss? Sì. I controlli intelligenti di scarico introdotti negli ultimi anni possono ridurre in modo sensibile la perdita di polimero utile, in alcuni casi fino al 50% rispetto a controlli precedenti, a seconda del tipo di materiale e della contaminazione. Quanto conta la filtrazione nella qualità finale del manufatto? Conta molto, perché le impurità residue possono influenzare proprietà meccaniche, stabilità nel tempo e affidabilità del prodotto, soprattutto nelle applicazioni durevoli. Per il food contact basta un filtro molto fine? No. La filtrazione è importante, ma per le applicazioni a contatto con alimenti servono anche processi conformi, controllo dei contaminanti, qualità del feedstock e rispetto del quadro normativo aggiornato. FontiMessiha, M. et al., “How Impurities affect the Lifetime of Plastic Products”, Polymer Testing, 2025. Studio utile per inquadrare l’impatto delle impurità polimeriche e non polimeriche sulla durabilità dei manufatti in plastica riciclata. “Influence of pre-treatment and single-/double-stage melt filtration on the material properties of post-consumer recycled PE film”, Polymers / PMC, 2024. Riferimento importante per valutare gli effetti della filtrazione singola e doppia su contaminanti, MFR, ceneri e stabilità del riciclato in PE post consumo. Demets, R. et al., “Addressing the complex challenge of understanding and quantifying substitution potential of mechanical recycling for plastics”, Resources, Conservation and Recycling, 2021. Fonte utile per contestualizzare l’eterogeneità delle balle selezionate e il ruolo delle contaminazioni nelle prestazioni del riciclato. Commission Regulation (EU) 2025/351, EUR-Lex, 2025. Riferimento normativo aggiornato per materiali e oggetti in plastica destinati al contatto con alimenti, con modifiche rilevanti anche sul tema delle plastiche riciclate e del controllo qualità. Regulation (EU) 2022/1616 e aggiornamenti collegati sul riciclo delle plastiche per contatto alimentare, EUR-Lex. Base normativa da considerare quando nell’articolo si accenna ai limiti della sola filtrazione nelle applicazioni food contact. EFSA – Plastic recycling process application procedure, aggiornamento 2026. Documento utile per chiarire che, allo stato attuale, la valutazione di sicurezza EFSA riguarda i processi di riciclo meccanico del PET post consumo destinato al food contact. EFSA – Recycled plastic materials, aggiornamento 2025–2026. Fonte istituzionale utile per richiamare l’evoluzione del quadro valutativo europeo sui processi di riciclo delle plastiche. Mapping of Plastics Recycling Processes & Technologies, 2026. Documento tecnico utile per inquadrare il ruolo della melt filtration nelle linee di riciclo meccanico e nella sequenza selezione–lavaggio–estrusione–filtrazione–pelletizzazione. Recycling Plastics from Residual Municipal Solid Waste, VTT, 2025. Fonte tecnica utile per il collegamento tra miglioramento della selezione, lavaggio e filtrazione industriale con filtri autopulenti.
SCOPRI DI PIU' Cosa è il Nuovo Enzima che Mangia i Rifiuti di PET in Tempi Rapidi
Cosa è il Nuovo Enzima che Mangia i Rifiuti di PET in Tempi RapidiLa depolimerizzazione della plastica attraverso i nuovi enzimi sarà l'alternativa al riciclo meccanico e chimico?di Marco ArezioOggi la produzione di rifiuti plastici continua ad essere superiore alla capacità del loro riciclo meccanico, tanto è vero che si stanno studiando soluzioni integrative per ridurre questo gap. Oltre alle innumerevoli strade che potrebbe aprire il riciclo chimico, l’ingegneria biologica sta facendo passi enormi sull’individuazione di corretti enzimi che possano degradare la plastica. Attraverso uno studio da parte di un team di scienziati Americani, volto ad individuare un enzima modificato, sono state studiate combinazioni di aminoacidi che potessero degradare il PET in tempi più veloci rispetto al passato. L'organismo ha due enzimi che idrolizzano il polimero prima in mono-(2-idrossietil) tereftalato e poi in glicole etilenico e acido tereftalico da utilizzare come fonte di energia. Un enzima in particolare, la PETasi, è diventato l'obiettivo degli sforzi di ingegneria proteica per renderlo stabile a temperature più elevate e aumentare la sua attività catalitica. Un team attorno ad Hal Alper dell'Università del Texas ad Austin negli Stati Uniti, ha creato una PETasi in grado di degradare 51 diversi prodotti in PET, inclusi contenitori e bottiglie di plastica interi. Nella costruzione dello studio si sono avvalsi di un algoritmo che ha utilizzato 19.000 proteine di dimensioni simili e, per ogni aminoacido di PETase, il programma ha studiato il loro adattamento all’ambiente in cui vivevano rispetto ad altre proteine. Un amminoacido che non si adatta bene può essere fonte di instabilità e l'algoritmo suggerisce un amminoacido diverso al suo posto. Si sono poi verificate milioni di combinazioni e, alla fine del lavoro di analisi, i ricercatori hanno puntato su tre soluzioni che sembravano quelle più promettenti. Intervenendo ulteriormente con modifiche dirette, gli scienziati hanno creato un enzima molto attivo sul PET che lavorava con rapidità e a temperature più basse rispetto al passato. A 50°C, l'enzima è quasi due volte più attivo nell'idrolizzare un piccolo campione di un contenitore per alimenti in PET rispetto a un'altra PETasi ingegnerizzata a 70°C. L'enzima ha persino depolimerizzato un intero vassoio di plastica per torte in 48 ore e il team ha dimostrato che può creare un nuovo oggetto di plastica dai rifiuti degradati. E’ importante sottolineare che i tests sono stati fatti non su campioni di PET amorfo appositamente realizzati in laboratorio, ma su imballi in PET acquistati direttamente ai supermercati. Questo avvicina ancora di più le prove eseguite al contesto in cui si dovrebbe operare, cioè nell’ambito del riciclo o della depolimerizzazione delle plastiche. Resta da vedere se la depolimerizzazione enzimatica verrà infine utilizzata per il riciclaggio su larga scala. Infatti, la maggior parte del PET nel mondo viene riciclato non per depolimerizzazione, ma per fusione e rimodellamento, ma le sue proprietà si deteriorano ad ogni ciclo. Come abbiamo detto esistono alcuni metodi di depolimerizzazione chimica, ma comportano un consumo di energia molto alto e, nell’ottica della circolarità dei prodotti, l’aspetto dell’impatto ambientale che il riciclo comporta è da tenere in considerazione, specialmente quando non si dispone di energie rinnovabili. Il grande vantaggio degli enzimi è che possono essere molto più specifici dei catalizzatori chimici e, quindi, potrebbe essere più semplice, in teoria, degradare un flusso di rifiuti. Gli scienziati non nascondono però che lo studio degli enzimi che depolimerizzano il PET, per quanto complicato e lungo, potrebbe essere addirittura più semplice rispetto alla loro applicazioni su poliolefine o su plastiche miste.Categoria: notizie - tecnica - plastica - riciclo - PET - depolimerizzazione
SCOPRI DI PIU' PTFE Espanso: Materiale Innovativo dalle Incredibili Proprietà
PTFE Espanso: Materiale Innovativo dalle Incredibili ProprietàStoria, produzione, riciclo e principali applicazioni di un polimero versatile che ha rivoluzionato settori come la filtrazione, la medicina e l'abbigliamento tecnicodi Marco ArezioIl politetrafluoroetilene (PTFE) espanso è una forma modificata del PTFE, un polimero sintetico scoperto nel 1938 da Roy Plunkett, un chimico della DuPont. Il PTFE è noto per le sue straordinarie proprietà di resistenza chimica e termica, nonché per il suo bassissimo coefficiente di attrito, che lo rende un materiale idoneo per una vasta gamma di applicazioni industriali e commerciali. La variante espansa di questo materiale, comunemente nota come ePTFE (expanded PTFE), è caratterizzata da una struttura microporosa che lo rende più flessibile, leggero e resistente, mantenendo comunque le proprietà chimiche e fisiche fondamentali del PTFE. Come si produce il PTFE Espanso Il processo di produzione del PTFE espanso inizia con la sintesi del PTFE attraverso la polimerizzazione del tetrafluoroetilene. Questo polimero, originariamente sotto forma di polvere o pasta, viene poi sottoposto a un processo di estrusione per formare un nastro o una pellicola. La chiave per ottenere il PTFE espanso risiede nel processo di espansione: il nastro di PTFE viene riscaldato e successivamente sottoposto a un'azione di stiramento o trazione meccanica, la quale induce la formazione di una struttura microporosa all'interno del materiale. Questo processo di espansione non solo aumenta la superficie specifica del materiale, ma modifica anche la sua struttura interna, conferendo al PTFE espanso caratteristiche uniche rispetto al PTFE convenzionale. Proprietà del PTFE Espanso Il PTFE espanso conserva molte delle proprietà del PTFE, tra cui l'incredibile resistenza alla corrosione chimica, l'inerzia chimica e la resistenza alle alte temperature (fino a circa 260°C). Tuttavia, grazie alla sua struttura microporosa, il PTFE espanso offre anche una maggiore flessibilità e leggerezza. La sua porosità lo rende anche più adatto per applicazioni che richiedono permeabilità ai gas o ai liquidi, oltre che per l'uso come materiale filtrante. Riciclo del PTFE Espanso Il riciclo del PTFE, inclusa la sua forma espansa, rappresenta una sfida significativa a causa della sua inerzia chimica e della difficoltà nel riutilizzare il materiale senza comprometterne le proprietà. Tuttavia, esistono alcuni metodi per recuperare il PTFE usato, che includono: Riciclo Meccanico: Questa tecnica comporta la macinazione del PTFE in piccole particelle o polveri che possono essere riutilizzate in altre applicazioni, come riempitivi o additivi in compositi. Tuttavia, questa tecnica è limitata e non sempre economicamente vantaggiosa. Pirolisi: Un metodo più avanzato di riciclo prevede la decomposizione termica del PTFE a temperature elevate (superiori a 500°C) in un ambiente privo di ossigeno. Questo processo produce principalmente carbonio e composti gassosi come tetrafluoroetilene, che possono essere recuperati e riutilizzati nella produzione di nuovo PTFE. Riciclo Chimico: In alcuni casi, è possibile decomporsi chimicamente il PTFE per recuperare monomeri o altri composti utili. Tuttavia, questo processo è complesso e richiede un'infrastruttura avanzata. A causa della difficoltà e del costo del riciclo, il PTFE e il PTFE espanso sono spesso inceneriti alla fine del loro ciclo di vita, una pratica che, sebbene non ideale dal punto di vista ambientale, è comune a causa delle limitate alternative. Prodotti di Maggiore Diffusione Realizzati con il PTFE Espanso Il PTFE espanso trova applicazione in una vasta gamma di prodotti e settori, grazie alle sue proprietà uniche: Membrane Filtranti: Grazie alla sua porosità, il PTFE espanso è ampiamente utilizzato per la produzione di membrane filtranti, utilizzate nei sistemi di filtrazione dell'aria e dell'acqua, nonché nelle mascherine e nei dispositivi di protezione individuale. Guarnizioni e Sigillanti: Il PTFE espanso è comunemente utilizzato per la produzione di guarnizioni e sigillanti per applicazioni industriali, specialmente dove è richiesta resistenza chimica e termica. Protesi Mediche: In campo medico, il PTFE espanso viene utilizzato per realizzare protesi vascolari e innesti chirurgici, grazie alla sua biocompatibilità e alla capacità di essere modellato in forme complesse. Tessuti Tecnici: Il PTFE espanso viene utilizzato anche nella produzione di tessuti tecnici, come i tessuti traspiranti e impermeabili impiegati nell'abbigliamento outdoor e nei materiali per tende e coperture. Componenti Elettrici: Grazie alla sua eccellente proprietà dielettrica, il PTFE espanso è utilizzato in componenti elettrici e cablaggi, dove è essenziale l'isolamento elettrico. Storia del PTFE Espanso Il PTFE fu scoperto per caso da Roy Plunkett nel 1938 mentre lavorava per la DuPont. Tuttavia, il processo per espandere il PTFE fu sviluppato solo decenni dopo. Negli anni '60, Robert W. Gore, un ingegnere chimico, scoprì un metodo per espandere il PTFE, creando il materiale che oggi conosciamo come ePTFE. Gore stava cercando un modo per migliorare le proprietà del PTFE per applicazioni industriali quando scoprì che, sottoponendo il PTFE a un'azione di stiramento rapido, poteva creare una struttura microporosa. Questa scoperta portò alla fondazione di Gore-Tex®, un materiale rivoluzionario per l'abbigliamento tecnico che è diventato sinonimo di tessuti impermeabili e traspiranti. Conclusioni Il PTFE espanso è un materiale versatile e altamente performante con applicazioni in numerosi settori. La sua produzione richiede tecniche avanzate di espansione del PTFE, che lo trasformano in un materiale leggero, flessibile e poroso con proprietà uniche. Nonostante le difficoltà legate al riciclo, l'ePTFE rimane un componente fondamentale in molti prodotti, grazie alla sua combinazione di resistenza chimica, flessibilità e biocompatibilità. La storia del PTFE espanso, dalla sua scoperta accidentale all'innovazione tecnica che ha portato alla sua forma espansa, riflette l'importanza della ricerca e sviluppo nell'evoluzione dei materiali ad alte prestazioni.© Riproduzione Vietata
SCOPRI DI PIU' Produzione di fumi Durante la Fusione delle Plastiche Riciclate da Post Consumo
Produzione di fumi Durante la Fusione delle Plastiche Riciclate da Post ConsumoQuali possibili danni per la salute dei lavoratori e quali comportamenti da adottaredi Marco ArezioI fumi, generati durante l'estrusione o l’iniezione delle materie plastiche da post consumo, possono contenere una varietà di sostanze chimiche e particelle solide, alcune delle quali possono essere tossiche o potenzialmente dannose per la salute umana.Tipologia di inquinanti nella fusione delle materie plasticheLa tossicità dei fumi dipende dalla composizione specifica delle materie plastiche da post consumo e dalle condizioni operative del processo di estrusione. Alcuni dei potenziali rischi per la salute associati ai fumi di estrusione includono: Particelle solide: durante l'estrusione, possono essere generati fumi che contengono particelle solide sospese nell'aria. Queste particelle possono includere residui di plastica non completamente fusi o frammenti di plastica, che possono essere inalati e causare irritazione delle vie respiratorie o problemi respiratori. Emissioni gassose: i fumi possono contenere emissioni gassose derivanti dalla decomposizione o combustione incompleta dei materiali plastici. Queste emissioni possono includere sostanze chimiche tossiche o irritanti come monomeri, polimeri degradati, agenti di stabilizzazione termica o additivi chimici presenti nelle materie plastiche da post consumo. Composti organici volatili (COV): alcuni fumi possono contenere composti organici volatili, come solventi o altre sostanze organiche che si vaporizzano a temperature elevate. L'esposizione a COV può causare irritazione delle vie respiratorie, mal di testa, nausea, vertigini o effetti a lungo termine sulla salute. Additivi chimici: le materie plastiche da post consumo possono contenere additivi chimici, come plastificanti, ritardanti di fiamma o additivi antistatici. Durante l'estrusione, questi additivi possono degradarsi o essere rilasciati nei fumi, potenzialmente causando rischi per la salute umana a seconda delle sostanze chimiche coinvolte. Polveri e particelle ultrafini: l'estrusione può generare polveri e particelle ultrafini che possono essere inalate e penetrare profondamente nei polmoni. Queste particelle possono causare irritazione polmonare, infiammazione o effetti a lungo termine sulla salute respiratoria. La valutazione specifica dei rischi per la salute dei fumi di estrusione delle materie plastiche da post consumo richiede una conoscenza dettagliata della composizione chimica dei materiali utilizzati e delle condizioni operative specifiche. Fattori di insorgenza degli inquinanti I principali fattori che influenzano la pericolosità dei fumi durante la fusione delle plastiche riciclate si raggruppano in questi fattori: Composizione dei materiali riciclatiLa composizione delle plastiche riciclate può variare notevolmente a seconda delle fonti di riciclo e dei processi di riciclaggio utilizzati. Alcuni materiali riciclati possono contenere sostanze chimiche nocive o additivi che possono essere rilasciati durante l'estrusione. Temperatura di estrusioneLa fusione delle plastiche richiede temperature elevate, e il riscaldamento dei materiali riciclati può causare la generazione di fumi e vapori. Alcune sostanze chimiche presenti nelle plastiche riciclate possono decomporsi a temperature elevate, producendo composti potenzialmente pericolosi. Durata dell'esposizioneLa durata dell'esposizione ai fumi durante la fusione delle plastiche riciclate può influenzare il potenziale impatto sulla salute dei lavoratori. Effetti sulla salute dei lavoratori Gli effetti sulla salute dei lavoratori possono dipendere dalla concentrazione e dalla durata dell'esposizione ai fumi nocivi.I fumi che scaturiscono dalla fusione delle materie plastiche possono rappresentare diversi rischi per la salute dei lavoratori, tra cui: Irritazione delle vie respiratorie I fumi possono irritare le vie respiratorie, causando tosse, difficoltà respiratorie, congestione e infiammazione delle mucose. Effetti sul sistema nervoso Alcune sostanze chimiche presenti nei fumi possono avere effetti sul sistema nervoso, come mal di testa, vertigini, affaticamento o disturbi neurologici. Effetti sul sistema cardiovascolare L'esposizione a fumi nocivi può influenzare il sistema cardiovascolare, aumentando il rischio di malattie cardiovascolari. Effetti sul fegato e sui reni Alcune sostanze chimiche presenti nei fumi possono essere tossiche per il fegato e i reni, se assorbite nel corpo. Effetti cancerogeni Alcuni composti chimici presenti nei fumi possono essere cancerogeni o aumentare il rischio di sviluppare malattie tumorali. Mitigazione dei rischi sanitari nelle produzioni di materie plastiche per fusione Per mitigare i rischi per la salute dei lavoratori durante l'estrusione delle plastiche riciclate, sono necessarie misure di prevenzione e sicurezza appropriate, tra cui: Ventilazione adeguata: è importante garantire una buona ventilazione nell'area di lavoro per diluire e rimuovere i fumi generati durante l'estrusione. Uso di dispositivi di protezione individuale (DPI): i lavoratori devono utilizzare DPI appropriati, come maschere respiratorie, occhiali di protezione e guanti, per ridurre le possibili esposizioni ai fumi nocivi. Monitoraggio dell'ambiente di lavoro: è consigliabile effettuare il monitoraggio regolare dell'ambiente di lavoro per valutare la presenza di sostanze nocive nei fumi e per garantire che i livelli di esposizione siano al di sotto dei limiti di sicurezza. Formazione e sensibilizzazione dei lavoratori: è importante fornire una formazione adeguata ai lavoratori riguardo ai rischi associati all'estrusione delle plastiche riciclate, inclusi i fumi generati, e alle misure di sicurezza da adottare per proteggere la propria salute. Buone pratiche di gestione e manipolazione: adottare buone pratiche di gestione e manipolazione dei materiali riciclati, tra cui l'uso di sistemi chiusi, la riduzione dell'esposizione alla polvere e l'adozione di procedure di pulizia adeguate. Monitoraggio medico: è consigliabile effettuare un monitoraggio medico regolare dei lavoratori esposti ai fumi per identificare eventuali effetti sulla salute e intervenire tempestivamente. Tecnologie per la riduzione degli inquinanti nei reparti di fusione delle plastiche Per la filtrazione dei fumi provenienti dall'estrusione delle materie plastiche da post consumo, vengono utilizzati sistemi di filtrazione industriale, appositamente progettati per catturare e rimuovere le particelle solide e le sostanze inquinanti presenti nei fumi. Alcune delle tipologie di filtrazione industriali comunemente impiegate includono: Filtrazione a cartucce Questo tipo di filtrazione prevede l'utilizzo di cartucce filtranti che catturano le particelle solide e altre sostanze inquinanti presenti nei fumi. Le cartucce filtranti possono essere realizzate con materiali diversi, come polipropilene, poliestere o fibra di vetro, a seconda delle esigenze specifiche dell'applicazione. Filtrazione a sacchi I sistemi di filtrazione a sacchi utilizzano sacchi filtranti per trattenere le particelle solide presenti nei fumi. I sacchi filtranti sono realizzati in materiali porosi che consentono il passaggio dell'aria mentre intrappolano le particelle. Filtrazione elettrostatica La filtrazione elettrostatica sfrutta la carica elettrostatica per attirare e trattenere le particelle presenti nei fumi. I sistemi di filtrazione elettrostatica utilizzano elettrodi carichi e filtri carichi elettrostaticamente per catturare le particelle. Filtrazione a secco La filtrazione a secco prevede l'utilizzo di dispositivi, come precipitatori elettrostatici a secco o filtri a gravità, per separare e trattenere le particelle solide presenti nei fumi. Questi dispositivi possono essere efficaci nella rimozione di particelle di grandi dimensioni. Filtrazione a umido La filtrazione a umido coinvolge l'utilizzo di sistemi di scrubbing o lavaggio che rimuovono le particelle solide e i gas inquinanti dai fumi attraverso l'utilizzo di acqua o altri liquidi. È importante valutare attentamente le esigenze specifiche del processo di estrusione delle materie plastiche da post consumo per determinare la tipologia di filtrazione industriale più adatta. Le scelte dipenderanno dalle caratteristiche dei fumi generati, dalla dimensione delle particelle da rimuovere e dagli obiettivi di purificazione dell'aria.
SCOPRI DI PIU' Flaconi in HDPE Riciclato: Come Gestire i Difetti di Superficie
Flaconi in HDPE Riciclato: Come Gestire i Difetti di SuperficieCome risolvere i problemi estetici nella produzione di flaconi in HDPE riciclatodi Marco ArezioLa produzione di flaconi per la detergenza, per i liquidi industriali ed agricoli, fino a poco tempo fa venivano prodotti con materiali vergini nonostante alcune forme e colori consentivano l’uso di un granulo in HDPE riciclato. L’impatto mediatico dell’inquinamento da plastica dispersa dall’uomo nell’ambiente, ha fatto muovere le coscienze dei consumatori mettendo sotto pressione gli stati, che si occupano della legislazione ambientale, ma anche i produttori delle sostanze contenute nei flaconi che non possono, per questioni commerciali, perdere il consenso dei propri clienti finali. La richiesta di HDPE rigenerato per soffiaggio ha avuto una forte impennata negli ultimi, trovando sicuramente, una parte dei produttori, non totalmente preparati a gestire il granulo riciclato nelle proprie macchine. Non è stata solo una questione di tipologia di granulo che può differire leggermente, dal punto di vista tecnico, dalle materie prime vergini nel comportamento in macchina, ma si sono dovute affrontare problematiche legate alla tonalità dei colori, allo stress cracking, alla tenuta delle saldature, ai micro fori e ad altre questioni minori. In articoli precedenti abbiamo affrontato la genesi dell’HDPE riciclato nel soffiaggio dei flaconi e la corretta scelta delle materie prime riciclate, mentre oggi vediamo alcuni aspetti estetici che potrebbero presentarsi usando il granulo riciclato in HDPE al 100%. Ci sono quattro aspetti, dal punto di vista estetico, che possono incidere negativamente sul buon risultato di produzione: 1) Una marcata porosità detta “buccia d’arancia” che si forma prevalentemente all’interno del flacone ma, non raramente, è visibile anche all’esterno. Si presenta come una superficie irregolare, con presenza di micro cavità continue che danno un aspetto rugoso alla superficie. Normalmente le problematiche sono da ricercare nel granulo, dove una possibile presenza eccessiva di umidità superficiale non permette una perfetta stesura della parete in HDPE in uscita dallo stampo. In questo caso il problema si può risolvere asciugando il materiale in un silos in modo che raggiunga un grado di umidità tale per cui non influirà negativamente sulle superfici. In linea generale è sempre un’operazione raccomandata quando si vuole produrre utilizzando al 100% un materiale rigenerato. 2) Le striature sul flacone sono un altro problema estetico che capita per ragioni differenti, specialmente se si utilizza un granulo già colorato. Le cause possono dipendere da una percentuale di plastica diversa all’interno del granulo in HDPE, anche in percentuali minime, tra il 2 e il 4 %, in quanto, avendo le plastiche punti di fusione differenti, il comportamento estetico sulla parete del flacone può essere leggermente diverso, andando ad influenzare il colore nell’impasto. E’ importante notare che non si devono confondere le striature di tonalità con le striature di struttura, le quali sono normalmente creare dallo stampo del flacone a causa di usura o di sporcizia che si accumula lavorando. Un altro motivo può dipendere dalla resistenza al calore del master che si usa, in quanto non è infrequente che a temperature troppo elevate, sia in fase di estrusione del granulo che di soffiaggio dell’elemento, si possa creare un fenomeno di degradazione del colore con la creazione di piccole strisciate sulle pareti del flacone. 3) Una perfetta saldabilità in un flacone è di estrema importanza in quanto un’eventuale distacco delle pareti, una volta raffreddato e riempito il flacone, comporta danni seri con costi da sostenere per la perdita dell’imballo, delle sostanze contenute e della sostituzione del materiale con costi logistici importanti. Il flacone appena prodotto normalmente non presenta il possibile difetto in quanto la temperatura d’uscita dalla macchina “nasconde” un po’ il problema, ma una volta che la bottiglia si è raffreddata, riempita e sottoposta al peso dei bancali che vengono impilati sopra di essa, un difetto di saldatura si può presentare in tutta la sua problematica. La causa di questo problema normalmente deve essere ricercata nella percentuale di polipropilene che il granulo in HDPE può contenere a causa di una selezione delle materie prime a monte della produzione del granulo non ottimale. Una scadente selezione dei flaconi tra di essi, ma soprattutto dai tappi che essi contengono, possono aumentare la quota percentuale di polipropilene nella miscela del granulo. Esistono in commercio macchine a selezione ottica del macinato lavato che aiutano a ridurre in modo sostanziale questa percentuale, potendola riportare sotto 1,5-2%. Al momento dell’acquisto del carico di HDPE riciclato è sempre buona cosa chiedere un test del DSC per controllare la composizione del granulo per la produzione. L’effetto di una percentuale di PP eccessiva ha come diretta conseguenza l’impedimento di una efficace saldatura delle superfici di contatto che formano il flacone. Oltre ad intervenire sul granulo sarebbe buona regola, se si desiderasse utilizzare al 100% la materia prima riciclata, aumentare leggermente lo spessore di sovrapposizione delle due lati del flacone per favorirne il corretto punto di saldatura. 4) La presenza di micro o macro fori in un flacone, visibili direttamente attraverso un’ispezione o, per quelli più piccoli, tramite la prova della tenuta dell’aria, possono dipendere dalla presenza di impurità all’interno del granulo, quando il lavaggio e la filtratura della materia prima non è stata fatta a regola d’arte. Un altro motivo può dipende da una scarsa pulizia della vite della macchina soffiatrice che può accumulare residui di polimero degradato e trasportarli, successivamente, all’esterno verso lo stampo. Specialmente se si usano ricette con carica minerale è possibile che si presenti il problema subito dopo il cambio della ricetta tra una senza carica a una che la contenga. L’utilizzo di ricette miste tra materiale vergine e rigenerato può mitigare alcuni di questi punti ma non risolvere totalmente gli eventuali problemi se non si ha l’accortezza di seguire la filiera della fornitura del granulo riciclatoCategoria: notizie - tecnica - plastica - riciclo - HDPE - flaconi - soffiaggio
SCOPRI DI PIU' Il Degrado dei Polimeri Riciclati
Il Degrado dei Polimeri RiciclatiCosa si intende per degrado dei polimeri riciclati: biologico, ossidativo, foto-degradazione e termico?di Marco ArezioNegli anni dal dopo guerra in poi, le materie plastiche hanno preso sempre più mercato andando a sostituire prodotti fatti con altre tipologie di materiali in quanto si evidenziarono subito gli innumerevoli vantaggi che questo nuovo materiale portava. Tra i vantaggi delle materie plastiche che si possono sottolineare, troviamo la leggerezza, la facilità di lavorazione, la possibilità di colorazione e il basso costo di produzione. In realtà in quegli anni ci siamo concentrati sui vantaggi indiscussi delle materie plastiche senza approfondire le questioni che ne determinavano il loro degrado. Oggi, con la grande esperienza che gli utilizzatori e i produttori di materie plastiche hanno acquisito, possiamo bilanciare vantaggi e svantaggi di un materiale così innovativo. Possiamo classificare gli svantaggi tra interni ed esterni: Svantaggi Interni modificazione chimiche e fisiche processo di produzione del polimero reattività chimica degli additivi Svantaggi Esterni variazioni termo-igrometriche esposizione ai raggi UV agenti inquinanti calore microrganismi ossigeno cause accidentali Inoltre, la degradazione può essere di tipo fisico che chimico. Nel degrado fisico si può notare un aumento della cristallinità e di conseguenza della densità, con la nascita di tensioni interne, fessurazioni e deformazioni. Quello chimico, che avviene a livello molecolare, in base all’agente degradante, va ad influenzare le catene polimeriche con una perdita di coesione e una diminuzione del peso molecolare. DEGRADO OSSIDATIVO DELLE MATERIE PLASTICHE Nonostante la degradazione dei polimeri organici e inorganici sotto l’effetto dell’ossigeno sia molto lenta, questa provoca il rilascio di sostanze chimiche che portano all’auto-catalizzazione del polimero stesso, cioè, gli agenti chimici frutto della degradazione attaccano a loro volta la catena polimerica, attivando un processo autodistruttivo. Inoltre, se questa fase viene interessata dalla formazione di radicali liberi per azione del calore o della luce, allora la reazione tra il polimero e l’ossigeno aumenta la velocità di scissione delle catene, che porta alla reticolazione e alla formazione di elementi volatili. Questo processo viene chiamato foto-ossidazione o termo-ossidazione, a seconda se il fattore scatenante sia stata la luce o il calore. Le conseguenze dirette sulla qualità del polimero si possono notare attraverso la riduzione delle proprietà meccaniche, specialmente per quanto riguarda l’elasticità e la resistenza alla rottura. DEGRADO BIOLOGICO DELLE MATERIE PLASTICHE Per degrado biologico si intende l’attacco da parte di funghi e batteri sui alcuni polimeri, specialmente quelli di derivazione naturale. Questi sono soggetti al fenomeno della Idrolisi, che può espone il polimero, in presenza di un alto tasso di umidità, alla rottura delle catene. Per bloccare il degrado si può optare per una conservazione in un ambiente privo di ossigeno, ma è necessario conoscere bene l’origine del polimero in quanto non è un trattamento universalmente valido. DEGRADO TERMICO DELLE MATERIE PLASTICHE Il fenomeno della degradazione termica è causato dalla presenza di idrogeni mobili nella catena o dall’attività radicalica che vengono innescati dal calore, causando la rottura della catena con la formazione di rotture e la produzione di elementi volatili. La mancanza di ossigeno porta alla depolimerizzazione della catena che avviene in tre fasi dissociative: iniziazione, trasferimento molecolare e propagazione. Per aumentare la resistenza chimica dei polimeri al degrado termico la soluzione migliore è l’aggiunta di additivi in fase di produzione. FOTO-DEGRADAZIONE DELLE MATERIE PLASTICHE Il fenomeno di foto-degradazione avviene quando il polimero è soggetto all’influenza dei raggi UV nel range di lunghezza d’onda tra 290 e 400 nm. A livello atomico sappiamo che le radiazioni di luce funzionano come flusso di particelle, nello specifico i fotoni, che entrando in contatto con le molecole dei materiali e, in certe condizioni, possono interagire passando da uno stato di bassa energia ad uno ad alta eccitazione energetica. Questi particolari flussi e movimenti si definiscono come Foto-fisici e/o Foto-chimici. Nel primo caso non intervengono modificazioni chimiche tra le molecole dei polimeri, mentre per il processo di Foto-chimica, esistono possibilità che le molecole alterino la loro caratteristica chimica in virtù della presenza di una abbondante energia. In alcune macromolecole sintetiche, l’energia dei fotoni contenute nelle radiazioni UV hanno la facoltà di provocare rotture dei legami covalenti.Categoria: notizie - tecnica - plastica - polimeri - degrado Vedi maggiori informazioni sulle materie plastiche
SCOPRI DI PIU' L'Evoluzione della Produzione delle Suole in Materiali Plastici: Storia, Processi e Innovazioni Sostenibili
L'Evoluzione della Produzione delle Suole in Materiali Plastici: Storia, Processi e Innovazioni SostenibiliDalle prime suole in plastica agli attuali progressi tecnologici ed ambientalidi Marco ArezioLa produzione delle suole in materiali plastici ha una storia affascinante, che riflette l'evoluzione della tecnologia dei materiali e delle tecniche di produzione. Dalla metà del XX secolo, quando le prime suole in plastica cominciarono a sostituire le tradizionali suole in cuoio, fino ai giorni nostri, l'industria ha compiuto enormi progressi. Questo articolo racconta la storia della produzione delle suole in plastica, i vari passaggi del processo produttivo, le macchine utilizzate e le materie prime coinvolte, con un focus particolare sui materiali riciclati. Storia delle Suole in Plastica Negli anni '50, con l'avvento di nuovi materiali sintetici, le suole in plastica cominciarono a emergere come un'alternativa economica e versatile alle suole in cuoio. Il poliuretano (PU) e il polivinilcloruro (PVC) furono tra i primi materiali utilizzati. Negli anni '70 e '80, l'introduzione dell'etilene vinil acetato (EVA) rivoluzionò ulteriormente il settore grazie alle sue proprietà ammortizzanti e alla leggerezza. Con il passare degli anni, la tecnologia di produzione è diventata sempre più sofisticata, permettendo la realizzazione di suole con proprietà specifiche per diverse tipologie di calzature, dalle quelle sportive a quelle eleganti. Oggi, la sostenibilità è al centro dell'innovazione nel settore, con un crescente utilizzo di materiali riciclati e bioplastici per ridurre l'impatto ambientale. Materie Prime Le materie prime utilizzate per la produzione di suole in plastica sono varie e ciascuna offre specifiche proprietà fisiche e meccaniche. Tra le più comuni troviamo: Poliuretano (PU): Conosciuto per la sua leggerezza e resistenza all'abrasione. È spesso utilizzato per suole confortevoli e flessibili. Etilene Vinil Acetato (EVA): Materiale leggero e ammortizzante, utilizzato prevalentemente per suole sportive. Polivinilcloruro (PVC): Utilizzato per la sua economicità e versatilità, sebbene sia meno performante in termini di comfort rispetto a PU ed EVA. Gomma termoplastica (TPR): Coniuga le proprietà della plastica e della gomma, risultando ideale per suole resistenti e flessibili. Nylon e Polietilene ad Alta Densità (HDPE): Utilizzati per specifiche applicazioni che richiedono alta resistenza e durabilità. Oltre a queste materie prime tradizionali, l'industria sta sempre più adottando materiali riciclati per ridurre l'impatto ambientale. Tra i materiali riciclati più utilizzati troviamo: Poliuretano Riciclato (rPU): Derivato da scarti di produzione o da prodotti a fine vita, rPU mantiene molte delle proprietà del poliuretano vergine, offrendo una valida alternativa sostenibile. Etilene Vinil Acetato Riciclato (rEVA): I ritagli e i prodotti EVA scartati possono essere rigenerati e riutilizzati per nuove produzioni, contribuendo a ridurre i rifiuti. PVC Riciclato (rPVC): Il PVC può essere riciclato molte volte senza una perdita significativa della qualità, rendendolo un'opzione interessante per la produzione sostenibile. Gomma Riciclata (rRubber): Derivata da pneumatici usati e altri prodotti in gomma, questa materia prima riciclata è particolarmente resistente e adatta per suole durevoli. Polimeri Bio-based: Prodotti da fonti rinnovabili come l'amido di mais o l'olio di ricino, questi polimeri offrono una riduzione significativa delle emissioni di CO2 rispetto ai materiali derivati dal petrolio. Dettagli Produttivi Il processo produttivo delle suole in materiali plastici si articola in diverse fasi, ciascuna delle quali richiede l'uso di macchinari specifici e tecniche precise. 1. Progettazione e Sviluppo del Modello Prima di iniziare la produzione vera e propria, è fondamentale sviluppare un modello della suola. Questo processo coinvolge designer e ingegneri che utilizzano software CAD (Computer-Aided Design) per creare un modello tridimensionale dettagliato. 2. Preparazione delle Materie Prime Le materie prime vengono selezionate e preparate per il processo di produzione. Il materiale plastico grezzo, sotto forma di granuli o polveri, viene mescolato con additivi come agenti schiumogeni, coloranti e plastificanti per migliorare le proprietà fisiche e meccaniche del prodotto finale. 3. Stampaggio ad Iniezione Il metodo più comune per la produzione di suole in plastica è lo stampaggio ad iniezione. Questo processo coinvolge diverse fasi: Riscaldamento: I granuli di plastica vengono riscaldati in una macchina per stampaggio ad iniezione fino a raggiungere uno stato fuso. Iniezione: La plastica fusa viene iniettata in uno stampo, che ha la forma della suola. Lo stampo viene mantenuto a una temperatura costante per garantire una distribuzione uniforme del materiale. Raffreddamento: Una volta che la plastica è stata iniettata nello stampo, il materiale si raffredda e solidifica. Estrazione: La suola formata viene estratta dallo stampo e sottoposta a un controllo di qualità per verificare eventuali difetti. Questo metodo permette una produzione rapida e precisa, con la possibilità di realizzare suole complesse con dettagli intricati. 4. Stampaggio a Compressione Un'altra tecnica utilizzata è lo stampaggio a compressione, particolarmente adatta per materiali come il PU: Posizionamento: Il materiale plastico viene posizionato in una cavità dello stampo. Compressione: Gli stampi vengono chiusi e compressi ad alta pressione, distribuendo il materiale in modo uniforme. Riscaldamento e Raffreddamento: Il materiale viene riscaldato per consentire la fusione e poi raffreddato per solidificarsi. Il vantaggio principale dello stampaggio a compressione è la capacità di produrre suole con proprietà meccaniche superiori e con un livello di densità controllato, ideale per applicazioni che richiedono una maggiore resistenza e durata. 5. Estrusione Per alcune applicazioni specifiche, può essere utilizzato il processo di estrusione: Riscaldamento: Il materiale plastico viene riscaldato e fuso. Estrusione: La plastica fusa viene spinta attraverso una matrice per creare una forma continua che viene poi tagliata nella lunghezza desiderata. Questo metodo è particolarmente utile per la produzione di suole di forma semplice e continua, come quelle utilizzate per calzature da lavoro o casual. Le estrusioni possono essere ulteriormente lavorate per aggiungere texture o tagli specifici. RifinituraUna volta che le suole sono state formate, devono essere rifinite. Questo può includere: Taglio e Sagomatura: Le suole vengono tagliate e sagomate per ottenere la forma finale desiderata. Trattamenti di Superficie: Applicazione di rivestimenti anti-scivolo, stampe decorative o texture. Assemblaggio: Se necessario, le suole possono essere assemblate con altre componenti della scarpa. Controllo di Qualità Ogni fase del processo produttivo include rigorosi controlli di qualità per garantire che le suole soddisfino gli standard di performance e durabilità. Questo può includere test di resistenza all'abrasione, flessibilità, aderenza e durata. Macchinari Utilizzati La produzione di suole in plastica richiede l'uso di vari macchinari specializzati. Ecco i principali con dettagli tecnici e consigli sulla scelta: Macchine per Stampaggio ad Iniezione: Queste macchine sono fondamentali per la fusione e l'iniezione della plastica nello stampo. Le macchine per stampaggio ad iniezione possono variare per dimensioni e capacità. Capacità di Iniezione: Misurata in grammi o in centimetri cubi, indica la quantità di plastica che la macchina può iniettare per ciclo. Forza di Chiusura: Misurata in tonnellate, è la pressione necessaria per mantenere lo stampo chiuso durante l'iniezione. Macchine con forze di chiusura superiori sono adatte per suole più grandi e complesse. Velocità di Ciclo: La velocità con cui la macchina può completare un ciclo di iniezione e raffreddamento. Macchine ad alta velocità migliorano la produttività. Consiglio sulla Scelta: Scegliere una macchina con capacità di iniezione e forza di chiusura adeguate alla dimensione e complessità delle suole da produrre. Considerare anche la velocità di ciclo per ottimizzare la produttività. Stampi per Compressione: Utilizzati principalmente per materiali come il PU, questi stampi devono essere robusti e capaci di distribuire uniformemente la pressione. Materiale degli Stampi: Gli stampi sono generalmente realizzati in acciaio temprato per resistere alla pressione e al calore. Sistema di Riscaldamento: Essenziale per garantire che il materiale venga fuso uniformemente. Può essere integrato nello stampo stesso o nella pressa. Sistema di Raffreddamento: Aiuta a solidificare rapidamente la suola dopo la compressione, migliorando l'efficienza produttiva. Consiglio sulla Scelta: Optare per stampi con un sistema di riscaldamento e raffreddamento efficace e un materiale di alta qualità per garantire la durabilità e la precisione. Estrusori: Macchinari che fondono ed estrudono la plastica per formare una striscia continua. Importanti per produzioni specifiche. Diametro della Vite: Determina la quantità di materiale che può essere estruso. Viti di diametro maggiore sono adatte per grandi volumi. Lunghezza della Vite: Influisce sul tempo di passaggio del materiale nella vite, importante per una fusione uniforme. Sistema di Raffreddamento: Necessario per mantenere la temperatura ideale durante l'estrusione. Consiglio sulla Scelta: Scegliere un estrusore con diametro e lunghezza della vite adeguati al tipo di suola da produrre. Un sistema di raffreddamento efficace è cruciale per mantenere la qualità del prodotto finale. Considerazioni Ambientali L'industria della plastica è spesso criticata per il suo impatto ambientale. Tuttavia, ci sono vari sforzi in corso per rendere la produzione di suole in plastica più sostenibile: Riciclo: L'uso di materiali riciclati è in aumento. Ad esempio, l'EVA può essere riciclato e riutilizzato nella produzione di nuove suole. Bioplastiche: Si stanno sviluppando materiali plastici derivati da fonti rinnovabili, come l'amido di mais, che offrono una riduzione dell'impatto ambientale. Efficienza Energetica: Le tecnologie avanzate permettono di ridurre il consumo energetico durante il processo produttivo. Conclusione La produzione di suole in materiali plastici è un processo sofisticato che coinvolge una serie di fasi tecniche e l'uso di macchinari avanzati. Con un'attenzione sempre maggiore alla sostenibilità, l'industria sta evolvendo per integrare materiali riciclati e tecnologie ecologiche, migliorando l'impatto ambientale senza compromettere la qualità del prodotto finale. La storia delle suole in plastica è una testimonianza dell'evoluzione tecnologica e della capacità dell'industria di adattarsi a nuove sfide, puntando sempre più verso un futuro sostenibile.© Riproduzione Vietata
SCOPRI DI PIU' L'Importanza degli Agenti Nucleanti nelle Materie Plastiche: Miglioramento delle Prestazioni e delle Proprietà
L'Importanza degli Agenti Nucleanti nelle Materie Plastiche: Miglioramento delle Prestazioni e delle ProprietàUna panoramica tecnica sull'uso degli agenti nucleanti per ottimizzare la cristallinità, la trasparenza e le proprietà meccaniche delle materie plastiche semi-cristalline, con un focus sulle applicazioni industrialidi Marco ArezioLe materie plastiche semi-cristalline, come il polipropilene (PP) e il polietilene (PE), sono materiali ampiamente utilizzati nell'industria grazie alle loro eccellenti proprietà meccaniche, termiche e chimiche. Tuttavia, le caratteristiche finali di questi materiali sono strettamente legate alla loro struttura cristallina, che può essere influenzata durante il processo di produzione. Per migliorare la cristallinità, la trasparenza e altre proprietà delle plastiche semi-cristalline, vengono aggiunti agenti nucleanti, che svolgono un ruolo cruciale nell'ottimizzazione delle performance del materiale. Questo articolo tecnico approfondisce il funzionamento degli agenti nucleanti, le loro tipologie e i vantaggi che apportano nel processo di produzione delle materie plastiche. Cosa sono gli agenti nucleanti? Gli agenti nucleanti sono additivi utilizzati per migliorare la struttura cristallina delle materie plastiche semi-cristalline. Questi agenti promuovono la formazione di nuclei cristallini durante il raffreddamento del materiale plastico fuso, velocizzando il processo di cristallizzazione. Questo porta a una struttura più fine e controllata, con conseguente miglioramento delle proprietà meccaniche e ottiche del materiale. Funzionamento degli agenti nucleanti Il processo di cristallizzazione delle materie plastiche semi-cristalline è un fattore determinante nella loro performance finale. In assenza di agenti nucleanti, il polimero cristallizza lentamente, generando sferoliti di grandi dimensioni, che influiscono negativamente sulle proprietà ottiche e meccaniche. Gli agenti nucleanti, invece, agiscono come "germi" su cui la cristallizzazione può iniziare, accelerando il processo di formazione dei cristalli e riducendo le dimensioni degli sferoliti. L'aggiunta di agenti nucleanti porta quindi a una cristallizzazione più veloce, riducendo i tempi di ciclo di produzione, e a una struttura cristallina più fine e omogenea, che migliora la stabilità dimensionale del prodotto finale. Tipologie di agenti nucleanti Gli agenti nucleanti possono essere suddivisi in due principali categorie: agenti nucleanti insolubili e agenti nucleanti solubili. Agenti nucleanti insolubili Questi additivi, spesso costituiti da ossidi di metallo, silice, talco o nitruro di boro, rimangono dispersi nel materiale plastico fuso e agiscono come siti di nucleazione su cui possono formarsi i cristalli. Questi materiali sono particolarmente efficaci per migliorare le proprietà meccaniche e termiche delle materie plastiche, ma non sempre offrono una trasparenza ottimale. Agenti nucleanti solubili (Clarifier) I clarificanti, come quelli utilizzati nel polipropilene, si dissolvono nel polimero fuso e formano una rete tridimensionale fibrosa durante il raffreddamento, sulla quale avviene la cristallizzazione. La nucleazione così ottenuta è molto densa e uniforme, garantendo la produzione di materiali con un'elevata trasparenza e migliori proprietà ottiche. Questi additivi sono particolarmente utilizzati per migliorare l'aspetto dei prodotti plastici trasparenti. Vantaggi dell'uso degli agenti nucleanti L'impiego di agenti nucleanti offre numerosi vantaggi nella lavorazione delle materie plastiche semi-cristalline. Tra questi: Velocità di cristallizzazione: La presenza di agenti nucleanti aumenta la velocità di formazione dei cristalli, riducendo il tempo necessario per il raffreddamento e la solidificazione del pezzo plastico. Questo si traduce in una maggiore efficienza produttiva, con una riduzione dei tempi di ciclo. Miglioramento delle proprietà meccaniche: La struttura cristallina più fine ottenuta grazie agli agenti nucleanti aumenta la rigidità, la resistenza agli urti e la stabilità dimensionale del materiale plastico. Trasparenza: I clarificanti, in particolare, permettono di ottenere materiali plastici trasparenti e con ottime proprietà ottiche, essenziali per applicazioni che richiedono un'estetica di alta qualità. Riduzione dei difetti estetici: Una cristallizzazione più controllata riduce i segni di affondamento e altri difetti estetici che possono verificarsi durante il raffreddamento del materiale plastico. Applicazioni industriali degli Agenti NucleantiGli agenti nucleanti trovano impiego in una vasta gamma di settori industriali, tra cui: Imballaggi Nel settore degli imballaggi, la trasparenza è spesso un requisito fondamentale. I clarificanti sono utilizzati per migliorare la trasparenza del polipropilene, ad esempio nella produzione di contenitori per alimenti. Settore automobilistico Le plastiche semicristalline rinforzate con agenti nucleanti offrono una maggiore resistenza e stabilità dimensionale, rendendole ideali per la produzione di componenti automobilistici leggeri e resistenti. Elettronica Le proprietà migliorate delle plastiche nucleate, come la stabilità dimensionale e la resistenza al calore, le rendono adatte per componenti elettrici ed elettronici. Arredamento e prodotti di consumo I materiali plastici trasparenti e resistenti, ottenuti con l'uso di agenti nucleanti, sono ampiamente utilizzati nella produzione di articoli casalinghi, mobili in plastica e dispositivi di consumo. Conclusioni Gli agenti nucleanti sono essenziali per migliorare le prestazioni delle materie plastiche semicristalline, offrendo vantaggi significativi in termini di velocità di produzione, proprietà meccaniche, estetica e trasparenza. Con lo sviluppo continuo di nuovi additivi e tecnologie, l'uso degli agenti nucleanti continuerà a svolgere un ruolo cruciale nell'ottimizzazione delle materie plastiche per una vasta gamma di applicazioni industriali.
SCOPRI DI PIU' Studio dei Process Oils da Fonti Rinnovabili e la loro Compatibilità con Gomme Sintetiche
Studio dei Process Oils da Fonti Rinnovabili e la loro Compatibilità con Gomme SinteticheUn’analisi tecnica sulle alternative sostenibili agli oli minerali nell’industria della gommadi Marco ArezioNell’industria della gomma sintetica, i process oils rappresentano un elemento invisibile ma decisivo. Questi oli non si limitano a rendere i compound più lavorabili: ne condizionano le proprietà dinamiche, la resistenza meccanica e persino la sostenibilità ambientale. Per lungo tempo, la produzione ha fatto affidamento quasi esclusivamente su derivati del petrolio, in particolare oli aromatici e paraffinici, la cui efficacia è stata comprovata da decenni di utilizzo. Tuttavia, le normative europee, unite alla crescente sensibilità ecologica, hanno spinto verso un ripensamento strutturale del settore. Da qui nasce l’interesse per i process oils di origine rinnovabile, derivati da oli vegetali o da biomasse, che promettono di unire compatibilità tecnica e responsabilità ambientale. Caratteristiche dei process oils tradizionali Gli oli minerali impiegati come plasticizzanti e fluidificanti hanno da sempre garantito un’ottima processabilità dei compound e una buona interazione con elastomeri come SBR, BR, NBR ed EPDM. Il loro ruolo consiste principalmente nel ridurre la viscosità durante la miscelazione, favorire la dispersione di filler rinforzanti e modulare le proprietà meccaniche del prodotto finale. Tuttavia, la presenza di composti policiclici aromatici (PAH), ritenuti tossici e regolamentati dalle direttive europee, ha reso urgente il ricorso a soluzioni più sicure e meno impattanti. Il passaggio da una base fossile a una bio-based non è quindi soltanto un miglioramento tecnologico, ma anche una risposta necessaria a vincoli ambientali e normativi. Origine e tipologie di process oils da fonti rinnovabili Le ricerche accademiche degli ultimi anni hanno esplorato numerose fonti per la produzione di oli alternativi. Gli oli vegetali naturali, come quelli di soia, colza, palma o girasole, costituiscono il gruppo più immediatamente disponibile. Accanto a essi, si collocano gli esteri sintetici derivati da acidi grassi, ottenuti attraverso processi di transesterificazione, capaci di garantire maggiore stabilità termica. In fase sperimentale troviamo i derivati dalla lignina o da oli pirolitici di biomassa, insieme ai plasticizzanti prodotti a partire da sottoprodotti agro-industriali come glicerolo o acido citrico. La caratteristica comune a tutti questi oli è la loro rinnovabilità e biodegradabilità, ma la sfida rimane il raggiungimento di prestazioni comparabili, in termini di durabilità e compatibilità, a quelle offerte dai corrispettivi fossili. Compatibilità con gomme sintetiche La compatibilità di un olio con un elastomero dipende in larga parte dalla polarità delle molecole e dalla capacità di interazione con la catena polimerica. Le prove di laboratorio hanno evidenziato come gli esteri a bassa polarità derivati da oli vegetali siano efficaci con gomme a base idrocarburica, come SBR e BR. Nei compound EPDM, oli idrogenati e a catena lunga hanno migliorato le prestazioni dinamiche riducendo l’isteresi. Per elastomeri più polari, come l’NBR, si sono rivelati più adatti esteri di acidi grassi funzionalizzati, in grado di interagire con i gruppi nitrilici e migliorare la resistenza all’olio. La compatibilità non è quindi uniforme, ma varia a seconda della natura chimica dell’elastomero e del grado di polarità del plasticizzante. Proprietà meccaniche e reologiche Un aspetto centrale riguarda le proprietà che i process oils trasmettono al compound. Gli oli rinnovabili riducono la viscosità Mooney in misura simile agli oli minerali, rendendo i compound processabili senza compromessi significativi. Le prove meccaniche hanno dimostrato che l’elasticità e la resistenza alla trazione rimangono comparabili, mentre alcuni esteri funzionalizzati hanno persino migliorato la resistenza alla lacerazione. In applicazioni come i pneumatici, si è osservato un effetto positivo sulla riduzione della resistenza al rotolamento, che si traduce in maggiore efficienza energetica. I dati sperimentali confermano dunque che la sostituzione di oli fossili con alternative rinnovabili non comporta necessariamente un decadimento delle prestazioni, anzi in alcuni casi porta a benefici misurabili. Stabilità termica e ossidativa Se le prestazioni reologiche e meccaniche appaiono promettenti, la stabilità rappresenta ancora un punto critico. Gli oli vegetali naturali, caratterizzati da catene insature, sono particolarmente vulnerabili all’ossidazione, fenomeno che può portare a indurimento del materiale e riduzione della vita utile del prodotto. Per ovviare a questo problema, si ricorre a modifiche chimiche mirate: idrogenazione parziale per saturare i doppi legami, epossidazione per incrementare la resistenza termica o processi di esterificazione per stabilizzare la molecola. Parallelamente, l’aggiunta di pacchetti antiossidanti specifici permette di prolungare la durata e di assicurare prestazioni costanti nel tempo. La ricerca scientifica è oggi orientata proprio a rafforzare questi aspetti, così da colmare il divario con gli oli minerali convenzionali. Implicazioni ambientali e industriali Sul piano ambientale, l’introduzione di process oils bio-based rappresenta un passo avanti significativo. La ridotta tossicità, la biodegradabilità e la possibilità di provenire da sottoprodotti industriali conferiscono a questi oli un profilo ecologico superiore rispetto ai derivati fossili. Tuttavia, l’analisi non può fermarsi al solo impatto diretto: occorre valutare il bilancio complessivo, considerando il consumo di suolo, l’uso di risorse idriche e il potenziale conflitto con la filiera alimentare. Per questo, la ricerca più avanzata guarda con interesse a oli ottenuti da colture non destinate all’alimentazione o da scarti agro-industriali, così da evitare competizioni indesiderate. Dal punto di vista industriale, l’adozione di process oils rinnovabili apre prospettive di lungo periodo: riduzione della dipendenza dalle fonti fossili, allineamento alle normative europee e possibilità di costruire catene del valore più resilienti. Conclusioni Il passaggio dai process oils di origine fossile a quelli derivati da fonti rinnovabili non è solo una tendenza, ma una necessità strategica. Le ricerche condotte in ambito accademico hanno già dimostrato la compatibilità con diversi elastomeri e l’efficacia in termini di lavorabilità e proprietà meccaniche. Rimangono aperte questioni cruciali, come la stabilità ossidativa e la standardizzazione industriale, ma le soluzioni sono in fase avanzata e promettono di rendere gli oli rinnovabili competitivi su larga scala. Nei prossimi anni, è prevedibile una crescente diffusione di queste alternative, con benefici sia per l’ambiente sia per l’industria, in un percorso che coniuga performance tecnica e sostenibilità.© Riproduzione Vietata
SCOPRI DI PIU' Cosa è il PLA Riciclato (Acido Polilattico) e da Dove Viene
Cosa è il PLA Riciclato (Acido Polilattico) e da Dove VieneBiodegradabile, stampabile, adatto per la realizzazione di film plastici, il PLA è un polimero sorprendente di Marco ArezioIl polimero PLA, o più tecnicamente chiamato acido polilattico, è un poliestere biodegradabile che non troviamo in natura, ma che viene realizzato sinterizzando lo zucchero attraverso procedure industriali. Infatti, facendo fermentare lo zucchero, avviene una fase di trasformazione della materia prima in acido lattico e, nella fase intermedia del processo, si esegue la polimerizzato in PLA. Il polimero così ottenuto è trasparente, cristallino, rigido e presenta un’ottima resistenza meccanica, rendendolo adatto alla produzione di molti oggetti. Inoltre, il PLA è uno dei polimeri più utilizzati per la realizzazione di prodotti attraverso l’uso di stampanti 3D, utili non solo alla produzione in serie di oggetti identici, ma anche per i processi di prototipazione rapida in molti campi ingegneristici. Come avvengono le fasi produttive del PLA Per realizzare il polimero biodegradabile PLA sono necessarie le seguenti fasi di lavoro della materia prima, composta principalmente da zucchero, melasse e siero di latte e, in alternativa, utilizzando Bacillus Coagulans: - Lavorazione dell’amido attraverso la separazione delle fibre e del glutine - Saccarificazione e liquefazione dell’amido - Fermentazione della parte proteica dell’amido - Trattamento delle soluzioni di sale dell’acido lattico - Polimerizzazione Il polimero così ottenuto ha una densità di 1,25 g./c3, con una resistenza a trazione pari a 70 Mpa e un modulo elastico pari a 3600 Mpa. Quali sono le caratteristiche principali del polimero in PLA Le caratteristiche principali del polimero si possono riassumere in reologiche, meccaniche e di biodegradabilità. Le caratteristiche reologiche si esprimono in una elasticità del fuso inferiore a quella delle olefine. Le caratteristiche meccaniche sono comprese tra quelle di un polimero amorfo e uno semicristallino e, in particolare, si avvicinano a quelle comprese tra un PET e un Polistirene. Se parliamo di temperatura di transizione vetrose del PLA possiamo dire che è maggiore della temperatura ambiente. Permettendo di ottenere composti trasparenti. Per quanto riguarda la biodegradabilità è necessario fare attenzione al significato della parola “biodegradabile”, in quanto è importante sapere che, nonostante il PLA sia definito un polimero biodegradabile, esso non lo è se non si verificano alcune fondamentali condizioni. La biodegradabilità si innesca se il PLA è sottoposto a idrolisi, in presenza di temperature superiori a 60 °C e con un tasso di umidità maggiore del 20%. I tempi di biodegradazione sono molto variabili a seconda delle condizioni ambientali in cui l’oggetto prodotto con PLA si trova, in ogni caso possiamo indicarle in un tempo tra 1 e 4 anni, che, confrontato con la plastica tradizionale che impiega, in base alle condizioni in cui si trova, da 100 anni in su, è ritenuto breve. Quali sono i vantaggi del polimero in PLA? - Se venisse bruciato non rilascia fumi dannosi come gas tossici o metalli pesanti - Se disperso in mare in modo accidentale, la combinazione del sole, dell’acqua e del vento lo riducono in microplastiche. Queste non risulteranno tossiche né per i pesci né per l’uomo attraverso la catena alimentare - Riduce la dipendenza dal petrolio Quali sono gli svantaggi del polimero in PLA? - Contrariamente a quanto esprime la parola “biodegradabile” non può essere usato per fare il compost domestico, in quanto come citato in precedenza, ha bisogno di subire un processo industriale di biodegradazione. - Se buttato in una discarica miscelato ad altri rifiuti, non accelera i processi di decomposizione rispetto alla plastica tradizionale, in quanto non è supportato dalla luce solare, impiegando nella decomposizione gli stessi tempi delle altre tipologie di plastiche. - Non può essere mischiata con altre plastiche nelle fasi di riciclo, cosa molto importante durante la separazione dei rifiuti nella raccolta differenziata. Una piccola quantità di PLA può contaminare un flusso di rifiuti composte da plastiche tradizionali, compromettendo il loro riciclo. - Dal punto di vista ambientale, per produrre la materia prima del PLA, è necessario impiegare terreni che potrebbero essere sottratti alle coltivazioni per la catena alimentare o, peggio, si potrebbe incrementare la deforestazione per carcare di avere maggiori disponibilità di terre da coltivare. Come si ricicla il PLA Come abbiamo visto, il PLA è un polimero riciclabile, ma deve essere separato alla fonte dagli altri rifiuti plastici per questioni di incompatibilità dei materiali. Una volta creato il corretto flusso di scarti in PLA, il materiale segue le stesse attività operative di un rifiuto plastico che proviene dal post consumo, quindi dalla raccolta differenziata. Infatti, dopo un’attenta selezione, in cui siamo certi di trattare solo PLA, viene macinato, lavato in vasche di decantazione a lento flusso, asciugato e successivamente insaccato, se venduto come macinato, oppure passerà alla fase di estrusione se si volesse realizzare un PLA in granuli.
SCOPRI DI PIU' L’Importanza della Deumidificazione dei Polimeri Plastici Riciclati
L’Importanza della Deumidificazione dei Polimeri Plastici RiciclatiCome e perché è necessario ridurre l’umidità nei polimeri riciclati prima del loro usodi Marco ArezioCome descritto nell’articolo “l’Assorbimento dell’umidità nei polimeri” la presenza dell’umidità sulla superficie esterna e all’interno delle masse polimeriche, crea diverse tipologie di problemi alle caratteristiche della materia prima da impiegare. Sia i polimeri plastici riciclati igroscopici sia quelli non igroscopici sono soggetti all’effetto dannoso dell’umidità, che può essere assorbita nelle fasi di lavorazione, di trasporto o di stoccaggio, attraverso la ricerca di un equilibrio con l’ambiente in cui si trovano. Come abbiamo visto, nei polimeri riciclati non igroscopici, l’umidità è trattenuta superficialmente, mentre in quelli igroscopici la si troverà anche all’interno del granulo plastico. L’umidità, che si trovi in superficie o all’interno del granulo, influisce negativamente sull’aspetto estetico e meccanico del manufatto finale e, quindi, per produrre una materia prima plastica che non incontri queste problematiche, è necessario che la si deumidifichi prima di utilizzarla. La percentuale di umidità residua tollerata dalla materia prima riciclata è solitamente indicata dai produttori attraverso il controllo di qualità delle merci in uscita e può variare a seconda della tipologia di polimero preso in considerazione e del tipo di manufatto che si intende realizzare. Bisogna tenere in considerazione che le materie plastiche riciclate, dopo la fase di confezionamento, passano tempi più o meno lunghi nelle operazioni di trasporto e di stoccaggio, tempi in cui è possibile che i polimeri assumano nuova umidità. Per questa ragione si consiglia sempre, prima di usare il granulo, di effettuare l’operazione di deumidificazione che, in base al polimero, può necessitare di tempi variabili, raggiungendo un’umidità residua finale così espressa per una campionatura di polimeri: • ABS Temperatura dell’aria: 80° Tempo di trattamento: 2-3 ore Umidità residua: 200 ppm • PE Temperatura dell’aria: 90° Tempo di trattamento: 1 ora Umidità residua: 100 ppm • PP Temperatura dell’aria: 90° Tempo di trattamento: 1 ora Umidità residua: 200 ppm • PVC Temperatura dell’aria: 70° Tempo di trattamento: 1 ora Umidità residua: 200 ppm Il sistema più comune per deumidificare i polimeri riciclati consiste nel fare incontrare la materia plastica con una corrente d’aria calda, in quanto questa ha la capacità di trattenere l’umidità e tanto maggiore sarà la temperatura, tanto maggiore sarà il volume di umidità asportato. L’aria ha la possibilità di trattenere l’acqua fino alla sua saturazione e, questa quantità, varia in funzione dell’aumento della temperatura. Ad esempio 1 Kg. di aria è resa satura a: • 20° - 14,7 grammi di acqua • 35° - 36,6 grammi di acqua • 50° - 82,6 grammi di acqua Nei cicli di deumidificazione dei polimeri è possibile impiegare l’aria proveniente dall’ambiente, definita semplice essicazione, solo in situazioni di temperatura e umidità favorevoli. Mentre si può impiegare un’aria preventivamente essiccata, detta deumidificata, per realizzare un’azione di asciugatura importante anche in condizioni non favorevoli. Teniamo in considerazione che un granulo secco, se messo a contatto con l’aria, inizia l’assorbimento dell’umidità, la cui percentuale varierà al variare delle condizioni climatiche in cui si trova, quindi la tipologia dell’intervento di deumidificazione varierà a seconda di questi parametri. In un processo di essicazione l’aria calda investirà il granulo, che sarà posto in una tramoggia, il quale rilascerà dalla sua superficie e dal suo interno l’umidità che migrerà verso il flusso d’aria creato. Le variabili principali, quindi, durante un processo di essicazione sono: • Tipologia di polimero • Umidità di partenza del granulo • Punto di rugiada dell’aria di processo • Umidità residua richiesta • Tempo di essicazione • Temperatura dell’aria di processo • Dimensioni del granulo Tutto il processo di essicazione ruota introno all’umidità residua accettata, in funzione della tipologia del manufatto da produrre e dalla tecnica di produzione e, tanto minore sarà il processo di essicazione, tanto maggiore sarà la temperatura impiegata, fermo restando i limiti tecnici di ogni polimero sul grado di rammollimento e di emanazione di sostanze nocive. Il fabbisogno di aria per i processi di deumidificazioni sarà espresso in mc di aria per ogni Kg. di polimero da essiccare, tenendo conto della quantità di granulo movimentato in tramoggia, della temperatura dell’aria e del consumo di corrente. Anche la dimensione e la forma del granulo hanno una loro influenza nel processo di deumidificazione, in quanto, al crescere della sua dimensione e della superficie per unità di misura (cubo, cilindro o sfera) aumenta il tempo di essicazione.Categoria: notizie - tecnica - plastica - riciclo - deumidificazione Vedi maggiori informazioni sulle materie plasticheVedi maggiori informazioni sul riciclo
SCOPRI DI PIU'