




 La Riparazione delle Vetrate Istoriate: Come la Saldatura a Freddo Protegge il Patrimonio Artistico
La Riparazione delle Vetrate Istoriate: Come la Saldatura a Freddo Protegge il Patrimonio ArtisticoUn’innovativa tecnica di restauro che preserva l’integrità e la bellezza delle vetrate istoriate senza stress termicidi Marco ArezioLe vetrate istoriate sono tra le espressioni più affascinanti dell’arte decorativa, capaci di raccontare storie, evocare emozioni e catturare la luce in modi straordinari. Questi capolavori di vetro e colore, spesso ospitati in chiese, palazzi storici e dimore prestigiose, sono però vulnerabili al trascorrere del tempo e alle condizioni ambientali. Crepe, rotture o deformazioni possono compromettere la loro bellezza e, con essa, il valore artistico e culturale. La riparazione di una vetrata istoriata è un compito delicato, che richiede competenza, pazienza e rispetto per l’opera originale. Tra le tecniche più moderne ed efficaci emerge la saldatura a freddo, una metodologia che, evitando l’uso di calore, protegge il vetro da stress termici e garantisce risultati duraturi e reversibili. Il fascino fragile del vetro: una sfida per il restauro Il vetro, nonostante la sua durezza apparente, è un materiale fragile, che risente delle sollecitazioni meccaniche e termiche. Nelle vetrate istoriate, questa fragilità è ulteriormente amplificata dalla presenza di giunti metallici, spesso in piombo, che col tempo possono corrodersi o deformarsi. Quando si interviene su un’opera danneggiata, il rischio di peggiorare la situazione è alto: basta una variazione improvvisa di temperatura per provocare microfratture o altri danni irreversibili. Ecco perché la saldatura a freddo è diventata una soluzione sempre più apprezzata. Questa tecnica innovativa sfrutta adesivi ad alte prestazioni per unire i frammenti di vetro senza sottoporli a calore. Il risultato è una riparazione precisa e rispettosa, che conserva l’integrità del materiale originale. La magia discreta della saldatura a freddo La saldatura a freddo è una metodologia che unisce precisione tecnica e delicatezza. A differenza dei metodi tradizionali, che utilizzano il calore per fondere e sigillare i materiali, questa tecnica sfrutta resine polimeriche o adesivi specializzati, progettati per offrire resistenza meccanica e flessibilità. Questi adesivi, oltre a essere incredibilmente efficaci, possono essere formulati per integrarsi perfettamente con i colori e le trasparenze del vetro, garantendo un risultato che rispetta l’estetica originale della vetrata. Inoltre, la saldatura a freddo consente interventi mirati e localizzati, riducendo il rischio di compromettere l’intera struttura. Formulazioni degli Adesivi per la Saldatura a Freddo nelle Vetrate Istoriate La scelta dell’adesivo giusto è una delle fasi più critiche nella saldatura a freddo per il restauro delle vetrate istoriate. La formulazione dell’adesivo deve rispondere a esigenze specifiche, come l’aderenza al vetro, la resistenza alle sollecitazioni meccaniche, la trasparenza, e la capacità di rimanere stabile nel tempo senza alterarsi chimicamente o otticamente. Di seguito, vengono presentati alcuni esempi pratici di formulazioni utilizzate in questo campo, con particolare attenzione alle loro applicazioni e ai vantaggi. 1. Resine epossidiche trasparenti ad alta resistenza Le resine epossidiche sono tra gli adesivi più utilizzati per la riparazione del vetro grazie alla loro eccezionale resistenza meccanica e chimica. Una formulazione tipica potrebbe includere: - Componente base (resina epossidica): Bisfenolo-A o Bisfenolo-F, materiali noti per le loro proprietà adesive e trasparenza ottica. - Agente indurente: Ammina ciclica o poliammide, che garantiscono un processo di polimerizzazione a temperatura ambiente senza contrazioni significative. - Additivi stabilizzanti: Per prevenire l’ingiallimento causato dalla luce UV, si aggiungono stabilizzatori ottici, come benzofenoni. - Diluenti reattivi: Per migliorare la lavorabilità e consentire l’applicazione su superfici di piccole dimensioni, possono essere inclusi diluenti come il glicidil etere. Esempio d’uso: Una crepa lineare in una sezione di vetro blu viene riparata utilizzando una resina epossidica con stabilizzatori UV. Il risultato è una giunzione resistente, invisibile alla luce naturale, che non altera la trasparenza o il colore del vetro. 2. Adesivi a base di resine acriliche per interventi cromatici Le resine acriliche offrono un eccellente equilibrio tra adesione e flessibilità, rendendole ideali per situazioni in cui il vetro riparato sarà sottoposto a leggere deformazioni o vibrazioni. Una formulazione tipica comprende: - Monomeri acrilici: Come il metacrilato di metile (MMA) o l’etacrilato di etile (EMA), che offrono alta trasparenza e resistenza agli urti. - Inibitori di polimerizzazione: Come l’idrochinone, per evitare la solidificazione prematura durante lo stoccaggio. - Additivi per il controllo della viscosità: Utili per applicazioni di precisione, specialmente su giunzioni strette. - Coloranti compatibili: Aggiunti in tracce per abbinare il colore della giunzione al vetro circostante. Esempio d’uso: Una sezione di vetro verde chiaro è stata frammentata in più pezzi. Un adesivo acrilico leggermente colorato, con pigmenti compatibili, viene utilizzato per ricostruire il pezzo, ottenendo una giunzione praticamente invisibile, sia alla luce naturale che artificiale. 3. Polimeri siliconici per flessibilità e resistenza ambientale I siliconi adesivi sono apprezzati per la loro capacità di adattarsi a variazioni termiche ed elastiche, rendendoli particolarmente adatti per vetrate istoriate installate in ambienti esterni. Una formulazione comune include: - Polidimetilsilossano (PDMS): Materiale base, noto per la sua flessibilità e resistenza alle temperature estreme. - Reticolanti: Come il triacetossisilano, che consente la formazione di legami forti a temperatura ambiente. - Riempitivi trasparenti: Silice colloidale o ossido di titanio in tracce per migliorare la stabilità dimensionale. - Catalizzatori: Come il platino, per accelerare la reticolazione in presenza di umidità. Esempio d’uso: Una vetrata esposta alle intemperie presenta diverse microfratture. L’adesivo siliconico, applicato con precisione, garantisce la tenuta delle giunzioni, preservando la flessibilità necessaria per far fronte alle dilatazioni termiche stagionali. 4. Adesivi ibridi per riparazioni specialistiche Gli adesivi ibridi combinano le proprietà migliori di diversi tipi di polimeri, offrendo soluzioni versatili per le riparazioni più complesse. Una formulazione ibrida potrebbe includere: - Base poliuretanica: Per resistenza chimica e meccanica. - Componenti epossidiche: Per aumentare l’adesione e la trasparenza. - Agenti elastomerici: Come la gomma nitrilica, per migliorare la flessibilità. Esempio d’uso: Una vetrata istoriata danneggiata da un urto presenta schegge mancanti lungo i bordi. Un adesivo ibrido viene impiegato per riempire e rinforzare le aree danneggiate, garantendo una riparazione discreta e duratura. Considerazioni per la scelta dell’adesivo La selezione della formulazione dipende da diversi fattori, tra cui: Tipo e colore del vetro: Alcuni adesivi possono alterare la tonalità del materiale. Ambiente d’installazione: Le vetrate esposte a luce solare diretta o intemperie richiedono adesivi con alta stabilità UV e resistenza agli agenti atmosferici. Dimensione e posizione della frattura: Riparazioni su bordi o superfici interne possono necessitare adesivi con caratteristiche specifiche di viscosità. Le formulazioni degli adesivi per la saldatura a freddo rappresentano un equilibrio tra scienza e arte. Ogni intervento richiede un’attenta valutazione delle esigenze specifiche dell’opera, dimostrando come l’innovazione chimica possa preservare la bellezza del passato per il futuro. Un processo di restauro rispettoso e sostenibile Ogni intervento di restauro con saldatura a freddo inizia con un’accurata analisi della vetrata. I frammenti danneggiati vengono puliti con cura per rimuovere residui e impurità, creando una superficie adatta all’applicazione dell’adesivo. Successivamente, la resina viene stesa con strumenti di precisione, evitando eccessi che potrebbero compromettere l’estetica dell’opera. Una volta uniti i pezzi, il fissaggio è temporaneo, per dare al materiale il tempo necessario per indurirsi senza alterazioni. Infine, eventuali discontinuità cromatiche o estetiche vengono corrette con sottili interventi di pittura a freddo o l’applicazione di pellicole decorative. Uno degli aspetti più importanti di questa tecnica è la sua reversibilità: gli adesivi utilizzati possono essere rimossi senza danneggiare il vetro, un principio fondamentale per il restauro conservativo. Questo approccio non solo protegge le opere per il futuro, ma si allinea anche ai principi di sostenibilità, eliminando il consumo energetico e le emissioni legate all’uso del calore. Tradizione e innovazione per il futuro del patrimonio artistico La saldatura a freddo non è solo una tecnica; è una filosofia che unisce tradizione e innovazione per preservare il nostro patrimonio artistico. Permette di affrontare il restauro con un approccio rispettoso, che valorizza l’opera originale senza comprometterne l’autenticità. Grazie a questa metodologia, le vetrate istoriate danneggiate possono tornare a splendere, continuando a raccontare le loro storie senza interruzioni. In un’epoca in cui la conservazione del patrimonio culturale è sempre più importante, tecniche come la saldatura a freddo dimostrano che l’arte del restauro può essere anche un atto d’amore per il passato e per le generazioni future.© Riproduzione Vietata
SCOPRI DI PIU' Granulo in Plastica Riciclata da Post Consumo con Certificazione dell’Odore
Granulo in Plastica Riciclata da Post Consumo con Certificazione dell’OdoreI Prodotti in Plastica Riciclata Puzzano? Si, No, Forse, un Po', Ogni Tanto, Spesso…in questo campo vige l’incertezzadi Marco ArezioLa plastica riciclata da post consumo sta entrando in modo sempre più nelle produzioni degli oggetti che quotidianamente utilizziamo e che troviamo sugli scaffali dei negozi, nelle catene distributive di mobili od oggetti per la casa, negli interni delle nostre auto e in molti prodotti che maneggiamo ogni giorno. Non sempre l’uso della plastica da post consumo è stata una scelta volontaria da parte dei produttori di articoli in plastica, in quanto la sua provenienza dalla raccolta differenziata, porta con sé delle problematiche odorose che, se non gestite bene, possono compromettere i prodotti finali creando fastidi ai clienti. Ma la necessità impellente di riutilizzare la quantità più alta possibile di plastica riciclata nelle produzioni di articoli, al fine di ridurre i rifiuti, ha imposto un nuovo modo di vedere le miscele per fare i prodotti plastici. Le grandi catene distributive di articoli per la casa, per esempio, si sono indirizzati alla produzione dei loro articoli con una percentuale di plastica riciclata da post consumo, ma impongono che la materia prima non porti con sé odori molesti. La verifica dell’accettabilità o meno della materia prima viene fatta, normalmente con un sistema di tests compiuti da persone che mettono a diposizione il loro naso per avvallare gli acquisti della materia prima e la messa in commercio dei prodotti. Normalmente sono valutazioni empiriche, soggettive e personali che lasciano ampi spazi di discussione su ciò che è un odore molesto e quello che può essere una fragranza. Tra il produttore di materia prima e il distributore di prodotti per la casa vige una costante incertezza tra cosa sarà vendibile in termini di materia prima e cosa sarà acquistabile dal cliente finale se l’odore dovesse essere percepito in modo diverso rispetto ai testers. E’ necessario, quindi, stabilire in modo scientifico ed analitico i gradienti degli odori e la loro provenienza chimica per stabilire, tra le parti, un range che tuteli sia la produzione ma anche la vendita finale dei prodotti per la casa. Oggi la tecnologia ci viene incontro attraverso una macchina da laboratorio che intercetta, in modo analitico, le sostanze odorose dei campioni liquidi, solidi o in polvere, restituendo una valutazione esatta dei componenti chimici presenti e delle loro quantità, confrontati con un archivio di 80.000 sostanze odorose. Il sistema di controllo è utile al produttore di materia prima, non solo alla fine del processo, attraverso l’analisi tecnica dei livelli odorosi dei granuli plastici che andrà a vendere, ma sarà molto utile anche per analizzare la materia prima d’ingresso, per classificare in modo esatto il suo comportamento nelle successive ricette. Il conoscere in modo certo l’apporto odoroso del rifiuto o del semilavorato in entrata, permette di gestire in modo più semplice le ricette che porteranno alla produzione di un granulo con i gradienti odorosi stabiliti. L’utilità della macchina è tangibile anche per chi acquista la materia prima e la trasforma in prodotti finali, in quanto ha la certezza di immettere nel circuito un granulo certificato dal punto dell’odore e può realizzare un controllo di qualità, dal punto di vista dell’impatto odoroso, sui prodotti che andrà a proporre al pubblico. Categoria: notizie - tecnica - plastica - riciclo - post consumo - certificazione odoriVedi maggiori informazioni sul riciclo
SCOPRI DI PIU'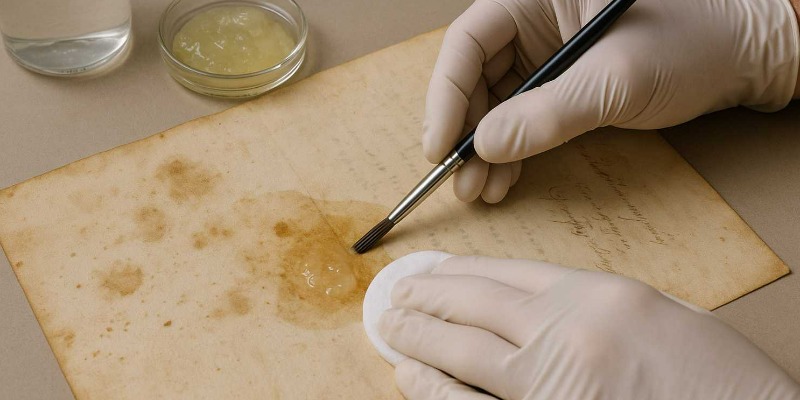 Pulitura enzimatica dei manufatti cartacei antichi: nuove metodologie per la conservazione dei documenti storici
Pulitura enzimatica dei manufatti cartacei antichi: nuove metodologie per la conservazione dei documenti storiciVantaggi, tecniche e prospettive future dell’utilizzo degli enzimi nella rimozione selettiva di macchie e adesivi dai materiali cartacei antichidi Marco ArezioNel settore del restauro dei manufatti cartacei, la pulitura è da sempre un momento delicato e cruciale. L’esigenza di eliminare depositi estranei, macchie, residui di adesivi o sporco organico si scontra spesso con la necessità di preservare l’integrità fisica, chimica ed estetica del supporto. Le metodiche tradizionali basate sull’impiego di solventi, impacchi o trattamenti chimici presentano limiti e rischi noti, dalla possibile alterazione della fibra cartacea fino alla mobilizzazione di inchiostri, pigmenti o filigrane. In questo contesto, la ricerca scientifica e le innovazioni nel campo della biochimica hanno aperto la strada a un nuovo approccio: l’applicazione controllata di specifici enzimi per la pulitura selettiva di macchie e adesivi.Fondamenti biochimici delle tecniche enzimaticheGli enzimi sono catalizzatori biologici dotati di straordinaria specificità, capaci di accelerare reazioni chimiche mirate senza coinvolgere le strutture indesiderate. In ambito conservativo, si selezionano tipicamente enzimi come proteasi, amilasi, lipasi e, in casi particolari, cellulasi, in base alla natura delle sostanze da rimuovere. La logica d’impiego si fonda sulla possibilità di agire in modo selettivo: le proteasi idrolizzano residui proteici (come colle animali o depositi biologici), le amilasi degradano macchie a base di amido (tipiche di incollaggi o residui vegetali), mentre lipasi e cellulasi trovano impiego in casi più specifici su sostanze grasse o croste organiche.Il vantaggio principale delle tecniche enzimatiche sta nella capacità di rispettare la matrice cellulosica della carta, intervenendo unicamente sulle molecole bersaglio. Questo consente un trattamento estremamente mirato, limitando al minimo il rischio di danneggiamenti accidentali, come l’idrolisi delle fibre cartacee o la dissoluzione dei pigmenti sensibili.Metodologie operative e protocolli applicativiIl percorso operativo delle tecniche enzimatiche per la pulitura della carta parte da un’attenta diagnosi del manufatto, utilizzando spesso indagini spettroscopiche, imaging multispettrale o test microchimici non invasivi per identificare la tipologia di contaminante presente. Una volta individuata la natura del deposito (proteico, amilaceo, lipidico), si seleziona la categoria di enzimi più adatta e si definisce la modalità di applicazione.Per garantire sicurezza e controllo, la soluzione enzimatica viene generalmente veicolata tramite supporti gelificati (come gel di agar, carbossimetilcellulosa, idrogel di ultima generazione) oppure con l’ausilio di membrane semi-permeabili che permettono un rilascio graduale e localizzato dell’enzima. Questa strategia consente di limitare la penetrazione della soluzione nelle profondità della carta, evitando eccessiva imbibizione e il rischio di deformazione o migrazione degli inchiostri.Il tempo di esposizione è attentamente monitorato (solitamente variabile dai 15 ai 60 minuti), in relazione alla reattività dell’enzima selezionato e alla sensibilità del manufatto. Al termine, il gel viene rimosso con delicatezza e la superficie viene sottoposta a un risciacquo leggero con acqua deionizzata o tamponi assorbenti, così da eliminare completamente eventuali residui enzimatici e le sostanze idrolizzate. Quest’ultima fase è cruciale per evitare processi di degradazione secondaria o la permanenza di residui che potrebbero influenzare negativamente la stabilità a lungo termine del materiale restaurato.Vantaggi delle tecniche enzimatiche rispetto ai metodi convenzionaliL’utilizzo di enzimi nella pulitura dei manufatti cartacei introduce una serie di benefici significativi per i restauratori:Selettività: Gli enzimi operano su specifici legami chimici, garantendo la rimozione esclusiva delle sostanze indesiderate, senza intaccare la carta né i materiali grafici originali.Delicatezza: L’azione avviene prevalentemente in ambiente acquoso, spesso gelificato, minimizzando rischi di alterazione fisica (come imbrunimento, deformazione, migrazione dell’inchiostro) rispetto ai solventi tradizionali.Sicurezza ambientale e dell’operatore: Gli enzimi sono biodegradabili, utilizzati in basse concentrazioni e non rilasciano composti tossici, rendendo il processo ecologicamente sostenibile e sicuro per il personale.Efficacia sui contaminanti organici complessi: Macchie proteiche, colle animali e amidi spesso risultano refrattari ai trattamenti fisici e chimici convenzionali, ma vengono rapidamente degradati dagli enzimi mirati, restituendo omogeneità visiva e integrità ai documenti storici.Tuttavia, è essenziale una formazione specifica dell’operatore, non solo per scegliere l’enzima appropriato ma anche per evitare effetti collaterali dovuti a diagnosi errate. Un esempio può essere la presenza di pigmenti organici instabili, che potrebbero essere accidentalmente intaccati se non viene scelto correttamente il protocollo. Anche il controllo dei parametri ambientali (temperatura, pH, concentrazione enzimatica) è fondamentale per ottenere risultati ottimali.Applicazioni pratiche e risultati ottenutiL’applicazione di queste tecniche si sta rapidamente affermando nei principali laboratori di restauro, con risultati notevoli su una vasta gamma di manufatti: manoscritti medievali, incunaboli, registri d’archivio, disegni e stampe storiche. Nei casi in cui la carta fosse affetta da adesivi animali induriti o macchie proteiche stratificate, l’impiego di proteasi ha consentito di eliminare i residui senza che la fibra cartacea subisse perdita di coesione o modifica della texture originale. Analogamente, laddove si presentavano incrostazioni amilacee dovute a vecchi incollaggi, le amilasi hanno permesso una rimozione completa e selettiva, restituendo ai supporti trasparenza e morbidezza.Anche le problematiche legate alla presenza di muffe, esiti di attacchi biologici o contaminazioni da alimenti sono state affrontate con successo mediante l’utilizzo combinato di diversi enzimi, spesso in sinergia con impacchi adsorbenti e blandi risciacqui finali. Il risultato è un significativo miglioramento estetico e funzionale del manufatto, con una netta riduzione del rischio di danni permanenti.Prospettive di sviluppo e nuove frontiere della pulitura enzimaticaL’ambito della pulitura enzimatica è oggetto di intensa ricerca e innovazione. Si stanno studiando formulazioni sempre più stabili, con enzimi ingegnerizzati per agire in condizioni ambientali estreme o in presenza di substrati particolarmente difficili. Particolare attenzione viene data ai sistemi di rilascio controllato (nano-gel, microcapsule, idrogel reattivi), che permettono un dosaggio ancora più preciso e localizzato, riducendo il rischio di azione aspecifica.L’interdisciplinarità tra chimica, biotecnologia, scienza dei materiali e conservazione sta portando alla messa a punto di tecniche di monitoraggio in tempo reale, in grado di valutare in maniera non invasiva l’avanzamento della reazione e di rilevare eventuali criticità, anche tramite imaging multispettrale e sensori di superficie.Il futuro del settore vede la progressiva integrazione delle tecniche enzimatiche nei protocolli standard di restauro, affiancate da una crescente offerta formativa per restauratori e conservatori, che potranno così operare in autonomia, personalizzando il trattamento in funzione della tipologia di manufatto e del tipo di contaminante.Conclusioni: un salto di qualità per la conservazione cartaceaL’utilizzo delle tecniche enzimatiche nella pulitura dei manufatti cartacei rappresenta una delle innovazioni più promettenti nel campo della conservazione preventiva e del restauro. L’elevata selettività d’azione, la delicatezza sui supporti antichi e la sostenibilità ambientale ne fanno una soluzione ideale per molte problematiche tradizionalmente considerate irrisolvibili o ad alto rischio. La diffusione delle competenze e la standardizzazione dei protocolli contribuiranno a rendere questa metodologia un punto di riferimento stabile, capace di assicurare la salvaguardia del patrimonio cartaceo per le generazioni future, nel pieno rispetto della sua autenticità materiale e storica.© Riproduzione VietataFonti:Questo articolo si basa su studi specialistici pubblicati da Laura Neri e Paolo Conti e sull’analisi delle più recenti ricerche tecniche in ambito conservativo.
SCOPRI DI PIU' Consolidamento Avanzato dei Dipinti su Tela: Tecniche Innovative tra Materiali Sintetici e Naturali
Consolidamento Avanzato dei Dipinti su Tela: Tecniche Innovative tra Materiali Sintetici e NaturaliNuove strategie e materiali per il restauro conservativo dei dipinti su tela: l’evoluzione dei consolidanti e delle metodologie applicativedi Marco ArezioIl consolidamento dei dipinti su tela costituisce uno degli aspetti più complessi e sensibili della conservazione e del restauro artistico. Si tratta di un intervento cruciale quando la struttura del dipinto risulta indebolita da degrado, agenti ambientali, precedenti restauri non idonei o semplicemente dal naturale invecchiamento dei materiali originali. Negli ultimi decenni, la ricerca scientifica ha fatto passi da gigante nel perfezionare materiali e metodologie per garantire risultati più efficaci, durevoli e rispettosi dell’integrità dell’opera d’arte. Questo articolo analizza le più recenti metodologie di consolidamento dei dipinti su tela, con particolare attenzione alle innovazioni nell’uso di materiali sia sintetici che naturali, e alle modalità di applicazione che consentono di massimizzare efficacia e reversibilità, minimizzando al contempo i rischi di alterazione dell’aspetto e della struttura originari. L’evoluzione dei materiali consolidanti Tradizionalmente, il consolidamento delle tele pittoriche si basava sull’uso di sostanze naturali come colle animali, amidi, cere e resine vegetali. Questi materiali, sebbene compatibili con i componenti originali, mostrano limiti importanti in termini di stabilità nel tempo, suscettibilità agli attacchi microbiologici, rischi di ingiallimento e difficoltà nella rimozione. Questi inconvenienti hanno spinto la ricerca verso l’introduzione di polimeri sintetici già a partire dalla seconda metà del Novecento. Resine acriliche, copolimeri vinilici, polivinilacetati e poliuretani si sono imposti come soluzioni più stabili e, in alcuni casi, più facilmente reversibili. I principali criteri di selezione di un materiale consolidante oggi comprendono: efficacia meccanica, compatibilità con i materiali originali, stabilità chimica, trasparenza ottica, facilità di applicazione e reversibilità dell’intervento. Tecniche innovative e materiali di nuova generazione Consolidanti sintetici avanzati La ricerca contemporanea punta a sviluppare materiali sintetici con proprietà sempre più selettive e “su misura”. Le resine acriliche come il Paraloid B-72 e i copolimeri etilene-vinilacetato (EVA) sono tra i più diffusi per la loro flessibilità, resistenza agli agenti atmosferici e buona trasparenza. Sono spesso utilizzati in dispersione o soluzione, permettendo una penetrazione controllata tra le fibre della tela senza irrigidire eccessivamente il supporto. Una delle innovazioni più rilevanti riguarda l’introduzione di consolidanti “nanostrutturati”. Le nanoparticelle di silice o di nanocellulosa, per esempio, vengono utilizzate come additivi per migliorare la distribuzione del consolidante all’interno della trama tessile e rafforzare la coesione strutturale senza incidere sul comportamento meccanico globale della tela. Queste tecniche consentono un controllo maggiore sull’efficacia dell’intervento e sulla compatibilità ottica con l’opera. Consolidanti naturali rivisitati Accanto alle soluzioni sintetiche, una nuova attenzione si sta rivolgendo anche ai materiali naturali, ma in formulazioni avanzate rispetto al passato. L’amido modificato, la gelatina depurata, la caseina raffinata e le gomme naturali purificate sono esempi di sostanze tradizionali rivalutate in ottica moderna grazie a processi di purificazione e modificazione chimica che ne migliorano resistenza, stabilità e reversibilità. Materiali innovativi di origine biologica come chitina e chitosano, ottenuti da fonti rinnovabili, si stanno imponendo come alternative promettenti grazie alla loro elevata compatibilità, alle buone proprietà meccaniche e alla facilità di applicazione in soluzione acquosa. Questi bio-polimeri consentono di rinforzare la struttura della tela mantenendo traspirabilità e flessibilità. Approcci ibridi e tecniche a basso impatto Le metodologie più all’avanguardia oggi tendono a combinare materiali sintetici e naturali in modo sinergico. Ad esempio, l’integrazione di nanoparticelle in una matrice di gelatina o amido consente di ottenere consolidanti dalle performance meccaniche elevate e, al contempo, una buona reversibilità. Un altro fronte di innovazione è rappresentato dalle tecniche di applicazione: l’uso di micro-siringhe, tamponi a rilascio controllato, o sistemi nebulizzatori permette un dosaggio preciso e una minimizzazione dei rischi di eccesso di prodotto. Il consolidamento selettivo su aree localizzate riduce ulteriormente l’impatto degli interventi sulle parti non interessate dal degrado. Valutazione degli effetti a lungo termine e reversibilità Uno degli aspetti cardine nella scelta del consolidante e nella progettazione dell’intervento è la reversibilità. Un buon consolidante deve poter essere rimosso in modo sicuro, anche a distanza di anni, senza provocare danni permanenti alla tela o alla pellicola pittorica. Test di invecchiamento accelerato, esposizioni a cicli di luce e umidità e analisi spettroscopiche sono ormai pratiche standard per valutare la durata e la sicurezza degli interventi. Dai dati raccolti su casi studio e sperimentazioni di laboratorio emerge che i materiali sintetici garantiscono, nella maggior parte dei casi, una maggiore stabilità e protezione. Tuttavia, in presenza di condizioni ambientali sfavorevoli o di errori di applicazione, alcune resine possono indurire troppo, diventando difficilmente rimovibili. I consolidanti naturali, specialmente nelle nuove formulazioni, tendono a essere più facilmente rimovibili, ma richiedono una manutenzione regolare e un attento monitoraggio delle condizioni ambientali per evitare deterioramenti secondari. Prospettive future nella conservazione dei dipinti su tela Il settore del restauro è oggi caratterizzato da un approccio multidisciplinare, in cui chimici, fisici, restauratori e storici dell’arte collaborano per definire protocolli sempre più affidabili e rispettosi della materia originale. Il consolidamento delle tele pittoriche si sta spostando verso soluzioni personalizzate, in cui la scelta del materiale e della tecnica di applicazione viene calibrata sulle caratteristiche specifiche di ogni opera. L’uso di tecniche diagnostiche avanzate, come la spettroscopia FTIR, la microscopia elettronica e le analisi microstrutturali, consente di mappare con precisione lo stato di conservazione e di prevedere le interazioni tra i nuovi materiali e quelli originali. Questo approccio consente di minimizzare i rischi di interventi invasivi e di favorire l’utilizzo di metodologie sempre più “su misura”. Il futuro vedrà probabilmente una crescita nell’impiego di bio-polimeri e nanomateriali eco-sostenibili, in linea con una crescente sensibilità verso la sostenibilità ambientale e la salvaguardia a lungo termine delle opere d’arte,© Riproduzione VietataFonti Rossi M., Bianchi L., “Metodologie avanzate per il consolidamento dei dipinti su tela”, 2024. Baglioni, P., Chelazzi, D., “Nanotechnologies in the Conservation of Cultural Heritage: A Compendium of Materials and Techniques”, Springer, 2020. Cremonesi, P., “Materiali e metodi innovativi per il restauro dei dipinti”, Edifir, 2016. Phenix, A., Sutherland, K., “Acrylic Polymers in the Conservation of Paintings and Works of Art”, Reviews in Conservation, 2001. Herm, C., “Recent Developments in the Use of Natural and Synthetic Consolidants in Canvas Painting Conservation”, Studies in Conservation, 2022.
SCOPRI DI PIU' Machine Learning per la Predizione del Grammage della Carta: Algoritmi e Sensori nelle Cartiere Moderne
Machine Learning per la Predizione del Grammage della Carta: Algoritmi e Sensori nelle Cartiere ModerneCome l’intelligenza artificiale e le misurazioni sensoriali stanno rivoluzionando il controllo qualità e l’efficienza produttiva nel settore cartariodi Orizio LucaL’industria della carta, pur essendo una delle più antiche nel panorama manifatturiero, sta attraversando una fase di profonda innovazione tecnologica. La combinazione tra digitalizzazione dei processi, sensoristica avanzata e intelligenza artificiale sta trasformando radicalmente il modo in cui si gestisce la produzione, con un impatto diretto sulla qualità e sull’efficienza delle operazioni. Uno degli aspetti più delicati e critici della produzione cartaria è il controllo del grammage, ovvero la grammatura: il peso della carta espresso in grammi per metro quadrato. Questo parametro incide direttamente sulla funzionalità del prodotto finito, che si tratti di carta da stampa, imballaggi o prodotti tissue. Tradizionalmente, la verifica del grammage è sempre stata effettuata con sistemi a campionamento manuale e successiva analisi di laboratorio. Ma oggi, grazie all’integrazione di sensori e algoritmi di machine learning, è possibile prevedere e controllare questo valore in tempo reale, con un grado di precisione e tempestività impensabili fino a pochi anni fa. La Centralità del Grammage nella Filiera Cartaria In un settore industriale che opera a ritmi serrati e con margini sempre più compressi, la stabilità del grammage è sinonimo di efficienza e competitività. Ogni deviazione dalla grammatura ottimale può causare problemi a catena: dalla non conformità del prodotto alle richieste del cliente, fino a sprechi materiali ed energetici, con ricadute anche sull’ambiente. Consideriamo, ad esempio, una linea di produzione di imballaggi. Una grammatura troppo elevata comporta un utilizzo eccessivo di cellulosa e additivi chimici, oltre a un peso maggiore nei trasporti. Una grammatura troppo bassa, invece, potrebbe non garantire la resistenza meccanica necessaria, portando al rigetto del lotto da parte del cliente. È facile intuire come anche una minima variazione possa incidere su costi, logistica e sostenibilità. Per questo motivo, negli ultimi decenni, la filiera cartaria ha compiuto sforzi significativi per migliorare il controllo qualità, mirando a una standardizzazione che minimizzi le variabilità e massimizzi le prestazioni. Dalla Misurazione Manuale alla Sensoristica Intelligente Il metodo tradizionale per determinare il grammage si basava sul prelievo di campioni cartacei a intervalli regolari. Questi venivano analizzati tramite bilance di precisione e strumenti di laboratorio che calcolavano la grammatura a partire dal peso e dalla superficie del foglio. Sebbene accurata, questa procedura ha un limite evidente: non è integrata nel flusso produttivo in tempo reale. Con la diffusione di sensori industriali ad alta risoluzione, oggi è possibile monitorare parametri come lo spessore della carta, la sua umidità residua, la densità superficiale e persino l’assorbimento di radiazioni beta o gamma, tutti dati indirettamente correlabili alla grammatura. Questi dispositivi, installati lungo la linea produttiva, raccolgono continuamente dati e forniscono un quadro dinamico dell’intero processo. Ma raccogliere dati non basta. Per dare un senso a questi flussi informativi serve qualcosa di più: servono algoritmi in grado di apprendere, adattarsi e prevedere. È qui che entra in gioco il machine learning. Il Machine Learning al Servizio delle Cartiere Il concetto di machine learning – un sottoinsieme dell’intelligenza artificiale – si basa sull’idea che un sistema possa apprendere da una serie di dati osservati, riconoscere pattern nascosti e formulare previsioni. In ambito cartario, questo significa costruire un modello in grado di stimare la grammatura della carta direttamente dai valori registrati dai sensori, senza dover attendere l’analisi di laboratorio. Il processo si articola in diverse fasi. In primo luogo, è necessario raccogliere una grande quantità di dati: spessore, temperatura, umidità, pressione della pasta, velocità di avanzamento del nastro, composizione chimica. Questi vengono poi allineati con i valori effettivi di grammatura, ottenuti da misurazioni di riferimento. Il passo successivo è la pulizia e la preparazione dei dati – la cosiddetta fase di data preprocessing – in cui si eliminano le anomalie, si uniformano le unità di misura e si sincronizzano i dataset. A questo punto, attraverso tecniche di feature engineering, si identificano le variabili più influenti. Il cuore dell’intero sistema è il modello predittivo: può trattarsi di una regressione lineare, di una rete neurale, di una foresta casuale. Dopo una fase di addestramento e validazione, il modello viene implementato nella catena produttiva per fornire stime in tempo reale, con possibilità di correggere immediatamente i parametri di lavorazione. Algoritmi in Azione: Quale Scelta per Quale Cartiera La scelta dell’algoritmo da utilizzare non è mai un’operazione banale. Dipende dal tipo di processo, dalla quantità di dati, dalla variabilità delle condizioni operative e, naturalmente, dalle competenze disponibili all’interno dell’organizzazione. Regressione lineare multipla: adatta in contesti semplici, con poche variabili e relazioni ben definite. Alberi decisionali e Random Forest: permettono di esplorare in modo efficiente le interazioni tra molteplici variabili, anche in scenari non lineari. Reti neurali artificiali: estremamente potenti nel riconoscere pattern complessi, richiedono però dataset ampi e una notevole potenza computazionale. Support Vector Machines (SVM): ideali per ambienti rumorosi o con variabili fortemente correlate. In ogni caso, il modello va costantemente monitorato, aggiornato e ritarato, soprattutto quando intervengono modifiche nei materiali, negli impianti o nei prodotti richiesti. Perché il Machine Learning Cambia le Regole del Gioco L’introduzione del machine learning in cartiera non è solo un’innovazione tecnica, ma un vero cambio di paradigma. I benefici sono molteplici: - Monitoraggio continuo: la grammatura viene stimata istante per istante, riducendo i tempi di reazione. - Riduzione degli scarti: le correzioni avvengono subito, prima che il prodotto diventi inutilizzabile. - Risparmio energetico e materico: la precisione nella dosatura delle materie prime incide direttamente sulla sostenibilità. - Tracciabilità e qualità certificata: ogni decisione è documentata, ogni dato conservato, semplificando audit e conformità normativa. - Fidelizzazione del cliente: la costanza qualitativa del prodotto migliora la reputazione aziendale e abbassa i tassi di reclamo. Le Sfide di un Cambiamento Non Solo Tecnologico Naturalmente, l’adozione del machine learning non è priva di ostacoli. Le principali difficoltà riguardano: - Affidabilità dei dati: sensori mal calibrati o dati corrotti possono minare l’intero processo. - Competenze specialistiche: servono figure capaci di unire conoscenza del dominio cartario con abilità di data science. - Integrazione IT/OT: la comunicazione tra sistemi informatici aziendali e macchine di produzione deve essere stabile, sicura, flessibile. - Manutenzione dei modelli: gli algoritmi devono essere adattati ai cambiamenti nel tempo, attraverso cicli di riaddestramento. - Cultura aziendale: è essenziale coinvolgere il personale nella transizione, superando eventuali diffidenze nei confronti dell’automazione decisionale. Casi Reali: Esperienze e Risultati Numerose cartiere in Europa e nel mondo stanno già sperimentando con successo l’applicazione dell’AI al controllo del grammage. In Scandinavia, una delle maggiori aziende produttrici di carta patinata ha implementato un sistema predittivo basato su reti neurali, riducendo del 40% le oscillazioni di grammatura e ottenendo un risparmio energetico quantificabile in diverse migliaia di euro al mese. In Italia, cartiere specializzate nel settore del packaging stanno applicando modelli di regressione e machine learning per adattare la grammatura in funzione del tipo di imballaggio e delle richieste dei brand. Parallelamente, alcuni fornitori di soluzioni industriali stanno proponendo pacchetti completi che includono sensoristica, dashboard cloud, interfacce grafiche intuitive e strumenti di manutenzione predittiva, aprendo la strada alla digitalizzazione anche per le PMI del settore. Guardando Avanti: la Smart Factory Cartaria Quello che oggi vediamo come un’applicazione avanzata, in futuro sarà la norma. Il prossimo passo è l’integrazione del machine learning in una logica di smart factory: impianti interconnessi, dati elaborati in tempo reale anche ai margini della rete (edge computing), algoritmi capaci di adattarsi in autonomia alle variazioni operative e sistemi in grado di apprendere dai propri errori. L’obiettivo non è solo migliorare la produttività, ma trasformare completamente il modo in cui la carta viene progettata, prodotta e tracciata. In questa visione, la predizione del grammage diventa uno dei tanti tasselli di un ecosistema produttivo intelligente, sostenibile e altamente competitivo. Conclusione Il machine learning applicato alla predizione del grammage non è una moda passeggera, ma una leva strategica per la trasformazione del settore cartario. Grazie alla sinergia tra dati sensoriali e modelli predittivi, le cartiere possono ottenere un controllo fine del processo produttivo, riducendo scarti, costi e impatto ambientale. Seppur con le sue sfide, questa tecnologia segna l’inizio di una nuova era: quella della fabbrica autonoma, in cui il sapere umano e la potenza dell’intelligenza artificiale collaborano per produrre meglio, con meno. E chi saprà cogliere questa opportunità sarà pronto ad affrontare con successo le sfide dell’industria 5.0.© Riproduzione Vietata
SCOPRI DI PIU' Modifica delle Fibre nella Carta Riciclata: Tecniche Avanzate per Migliorare Qualità e Durabilità
Modifica delle Fibre nella Carta Riciclata: Tecniche Avanzate per Migliorare Qualità e DurabilitàScopri i trattamenti chimici innovativi per ottimizzare le proprietà delle fibre di cellulosa e migliorare la resistenza, la stampabilità e la sostenibilità della carta riciclatadi Marco ArezioLa modifica delle fibre è una pratica essenziale per migliorare la qualità della carta e garantirne la sostenibilità nei processi industriali, in particolare nel contesto del riciclo. Durante i cicli di riutilizzo, le fibre di cellulosa subiscono deterioramenti sia meccanici che chimici, compromettendone le caratteristiche originali. Per contrastare questi effetti, vengono applicate tecniche di trattamento mirate, tra cui la modifica chimica, che consente di ripristinare e migliorare proprietà fondamentali come la resistenza, la durabilità e la stampabilità della carta. Recentemente, la ricerca ha privilegiato metodologie innovative ed ecocompatibili, come l’uso di biopolimeri e trattamenti a basso impatto ambientale, per massimizzare le prestazioni del materiale senza compromettere la sostenibilità del processo produttivo. Tecniche di Modifica Chimica delle Fibre Le fibre di cellulosa possono essere trattate con diverse metodologie chimiche per migliorarne le prestazioni. Tra i trattamenti più diffusi troviamo lo sbiancamento e la rimozione delle impurità, essenziali per garantire un prodotto finale più puro e brillante. L'impiego di agenti come il perossido di idrogeno e il biossido di cloro consente di eliminare residui indesiderati senza compromettere la resistenza delle fibre. Negli ultimi anni, sono stati introdotti nuovi agenti ecologici capaci di ridurre l’impatto ambientale e migliorare il recupero delle fibre. Un'altra tecnica importante è il crosslinking delle fibre, che consiste nell’applicazione di resine e agenti reticolanti, come la gliceraldeide e le resine epossidiche, per conferire maggiore resistenza all’umidità e migliorare la stabilità dimensionale della carta. Tecnologie più recenti prevedono l’uso di enzimi naturali che migliorano la coesione delle fibre senza alterarne la biodegradabilità. L’aggiunta di cariche e leganti rappresenta un’ulteriore strategia per ottimizzare le proprietà della carta. Il carbonato di calcio, il caolino e il biossido di titanio vengono frequentemente impiegati per aumentare la stampabilità e l’opacità, mentre gli amidi modificati e i polimeri sintetici favoriscono la coesione delle fibre e la resistenza superficiale. Recentemente, lo sviluppo di nanomateriali, come la nanocellulosa e i nanotubi di carbonio, sta rivoluzionando il settore, conferendo alla carta caratteristiche avanzate come maggiore resistenza meccanica e ridotta permeabilità ai liquidi. Infine, la modifica della superficie delle fibre è una strategia chiave per aumentare la resistenza della carta agli agenti esterni. L’applicazione di composti idrofobizzanti, come i silani, incrementa la resistenza all’acqua, mentre l’uso di polielettroliti ottimizza l’adesione tra le fibre, facilitando la formazione del foglio di carta. Le più recenti innovazioni prevedono trattamenti al plasma e rivestimenti polimerici biodegradabili, che migliorano la resistenza meccanica e la stampabilità della carta riciclata. Applicazioni nel Riciclo della Carta Le tecniche di modifica delle fibre sono ampiamente utilizzate nel settore del riciclo, contribuendo a preservare e migliorare la qualità della carta anche dopo numerosi cicli di utilizzo. Tra le applicazioni principali troviamo la produzione di carta da giornale e riviste, dove i trattamenti di sbiancamento e deinking sono fondamentali per ottenere una stampa nitida e uniforme. Nel settore degli imballaggi, l’aggiunta di cariche minerali e resine migliora la rigidità e la resistenza agli urti, garantendo prodotti finali più performanti. Per la carta destinata all’uso igienico, l’impiego di enzimi e modificatori chimici aiuta a ottenere fibre più morbide e resistenti, migliorando il comfort e l’assorbenza del materiale. La modifica delle fibre è utilizzata anche per la produzione di carta per usi speciali, come imballaggi avanzati o carte resistenti all’umidità, grazie all’integrazione di biopolimeri e nanocellulosa. Infine, l’utilizzo di materiali biodegradabili sta aprendo la strada alla produzione di carta compostabile e a basso impatto ambientale, riducendo i rifiuti e favorendo un’economia circolare. Innovazioni Recenti e Prospettive Future L’evoluzione della ricerca sulla modifica delle fibre sta portando all’adozione di soluzioni sempre più avanzate e sostenibili. L’impiego della nanocellulosa e della cellulosa microfibrillata è una delle innovazioni più promettenti, in quanto consente di migliorare la resistenza della carta senza ricorrere a trattamenti chimici invasivi. Parallelamente, lo sviluppo di bioadesivi e agenti di legame naturali riduce la necessità di utilizzare prodotti chimici di sintesi, rendendo il processo produttivo più ecologico. Altri progressi significativi riguardano l’implementazione di processi di modifica delle fibre a bassa temperatura e a ridotto consumo energetico, che ottimizzano l’efficienza del riciclo. L’uso di tecnologie enzimatiche avanzate, inoltre, consente una maggiore selettività nella modifica delle fibre, minimizzando gli effetti collaterali indesiderati e garantendo una qualità superiore della carta ottenuta. Conclusioni La modifica chimica delle fibre è un elemento chiave per migliorare la qualità della carta riciclata e ampliarne le possibilità di utilizzo in vari ambiti industriali. Grazie ai progressi tecnologici e all’introduzione di metodologie sostenibili, il settore della carta sta evolvendo verso una maggiore efficienza e un minore impatto ambientale. L’integrazione di materiali innovativi e processi più ecologici rappresenta il futuro del settore, consentendo di ottenere prodotti con elevate prestazioni senza compromettere la sostenibilità. Investire in queste tecnologie non solo garantirà una maggiore competitività per l’industria della carta, ma contribuirà anche a ridurre l’impatto ambientale della produzione e del riciclo, favorendo un modello più circolare e sostenibile. © Riproduzione Vietata
SCOPRI DI PIU' REACH, RoHS, TSCA, SDWTA: la Legislazione sui Prodotti Chimici
REACH, RoHS, TSCA, SDWTA: la Legislazione sui Prodotti ChimiciREACH, RoHS, TSCA, SDWTA: la Legislazione sui Prodotti Chimicidi Marco ArezioOgni oggetto che compriamo, utilizziamo e poi, a fine vita gettiamo, è un composto di sostanze chimiche che, legate tra loro, offrono le caratteristiche estetiche, fisiche e di utilizzo che gli richiediamo.Il contenuto chimico del prodotto è la somma di una lunga catena di attività, che arriva a monte attraverso la catena di produzione. La fabbricazione di un oggetto può coinvolgere molti elementi, da poche sostanze chimiche comuni, fino a centinaia di sostanze chimiche sintetiche. Prendiamo per esempio un tipico prodotto per la pulizia della casa che può contenere una dozzina di sostanze chimiche diverse, oppure un gadget elettronico che potrebbe essere il risultato di diverse centinaia di sostanze utilizzate durante la sua fabbricazione. Alcuni composti chimici finiscono nel prodotto finale mentre altri servono come intermedi nella catena di produzione. Molto probabilmente alcune sostanze chimiche tossiche potrebbero far parte della miscela che serve per la sua produzione, infatti, le sostanze chimiche con attributi speciali vengono utilizzate per ottenere alcune proprietà del prodotto come durata, consistenza, colore o fragranze, ecc. Non è un caso che le sostanze chimiche con proprietà tossiche possano essere abbondanti tra queste sostanze chimiche speciali, ad esempio, lo sforzo di creare proprietà "durevoli" (come i tessuti idrorepellenti) tende a favorire le sostanze chimiche che sono più difficili da riconoscere e da abbattere per i sistemi biologici e viventi, infatti, possono resistere alla dissoluzione e possono raggiungere alti livelli nocivi in natura. Quindi si può presumere che anche le sostanze tossiche possano far parte di alcuni prodotti che potremmo utilizzare. Vediamo alcune famiglie di prodotti chimici: Plastica Le materie plastiche sono un ampio gruppo di materiali a base di polimeri. I polimeri comunemente usati sono polietilene (PE), polipropilene (PP), polivinilcloruro (PVC), polistirene (PS) e poliuretano (PU o PUR). Tuttavia, l'elenco dei polimeri è molto più lungo e vengono associate costantemente nuove ricette ed additivi.Anche la miscelazione di polimeri diversi (come i materiali multistrato) è un processo normale che serve per migliorare il funzionamento delle materie plastiche. La scelta del polimero da utilizzare nella produzione dipende dalla funzione desiderata. Quasi tutti i polimeri sono prodotti dalla materia prima fossile di derivazione petrolifera. I polimeri a base biologica, come il PLA ottenuto da materie prime agricole, vengono sempre più utilizzati sebbene abbiano ancora una quota di mercato molto marginale. Alcune limitazione del loro sviluppo dipendono da un non trascurabile impatto ecologico nella loro produzione. La maggior parte dei materiali plastici contiene numerosi additivi (sostanze chimiche funzionali) per migliorare le prestazioni. La quantità di additivi applicati può variare dallo 0 al 95% a seconda del polimero e del tipo di prodotto. Molte delle proprietà negative delle plastiche derivano spesso dagli additivi piuttosto che dai polimeri stessi. Plastificanti Questi sono usati normalmente per ammorbidire la plastica, Infatti, mentre alcuni polimeri sono intrinsecamente "morbidi", altri polimeri richiedono notevoli quantità di plastificanti per diventare flessibili. Il PVC è il tipico polimero dove si fa un uso importante dei plastificanti. Gli ftalati sono un gruppo comune di plastificanti che vengono utilizzati in grandi quantità, spesso circa il 30-60% della composizione totale della plastica. Diversi ftalati hanno proprietà pericolose, come abbiamo visto in un articolo recente. Poiché gli ftalati non sono legati chimicamente al materiale plastico e possono fuoriuscire dal prodotto, è probabile che gli utilizzatori finali ne siano esposti durante il suo uso o addirittura attraverso la catena alimentare, in quanto gli ftalati possono essere assorbiti nell’ambiente. Ritardanti di fiamma I ritardanti di fiamma vengono utilizzati per rendere un prodotto meno infiammabile e, in base alle caratteristiche tecniche del prodotto da realizzare, può essere richiesto l’impegno di questi additivi. Esempi di tali utilizzi li possiamo trovare, per esempio, negli indumenti protettivi, nelle tende e nei tessuti utilizzati nei mobili, per citarne solo alcuni. Alcuni ritardanti di fiamma attualmente utilizzati, in particolare i composti alogenati, hanno dimostrato di avere proprietà pericolose, e, alcuni, sono soggetti a normative internazionali e / o nazionali. Storicamente, i ritardanti di fiamma bromurati (BFR) sono stati ampiamente utilizzati, dimostrandosi tossici in quanto avviene un bio accumulo e persistono nell'ambiente. La regolamentazione delle sostanze chimiche nei prodotti è una conquista relativamente recente, infatti non è stato sempre così. Per decenni, le sostanze chimiche sono state poco o per nulla normate, con alcune esenzioni specifiche, mentre la stragrande maggioranza delle sostanze chimiche poteva essere utilizzata senza la necessità di fornire prove della loro sicurezza. Se una sostanza era stata identificata come un inquinante tossico grave, lo si era scoperto più in seguito ad una coincidenza piuttosto che sulla base di un esame sistematico. Non era stato richiesto normalmente alcun test generale delle sostanze chimiche per le proprietà nocive. Questo è leggermente cambiato negli ultimi anni. L'UE ha applicato il REACH (registrazione, valutazione, autorizzazione e restrizione delle sostanze chimiche), un quadro giuridico completo che si occupa di tutte le sostanze chimiche in uso, richiedendo alle aziende che commercializzano sostanze chimiche di presentare una serie di dati di prova. L'equivalente statunitense, TSCA (Toxic Substances Control Act), stabilisce alcuni requisiti di base ma ha una portata molto più limitata. Cosa è il REACH Nel 2007 l'Unione Europea ha introdotto una legislazione quadro completa per le sostanze chimiche, chiamata Reach. Questo richiede che le aziende, che producono o importano sostanze chimiche, le registrino presso un'agenzia centrale (ECHA , con sede in Finlandia). Con la registrazione, le aziende devono anche riportare le proprietà di base della sostanza chimica e, se prodotta / importata in volumi maggiori, anche le informazioni che indicano se la sostanza è pericolosa. Lo scopo è rendere i produttori e gli importatori responsabili dei prodotti che mettono sul mercato e migliorare la conoscenza delle sostanze chimiche utilizzate. Il regolamento Reach contiene anche un sistema per il "solo uso autorizzato" di sostanze chimiche altamente pericolose per la salute e l'ambiente. Cosa è il TSCA Il Toxic Substances Control Act (TSCA) è un regolamento statunitense che riguarda la produzione, la lavorazione, la distribuzione, l'uso e lo smaltimento di prodotti chimici commerciali e industriali. Introdotto nel 1976, si concentra principalmente sulle nuove sostanze introdotte dopo il riconoscimento del TSCA. Cosa è il RoHS RoHS è una direttiva dell'Unione europea introdotta nel 2006 per limitare l'uso di alcune sostanze chimiche pericolose nella produzione di apparecchiature elettroniche ed elettriche. Attualmente vieta o limita dieci sostanze / gruppi di sostanze; 4 metalli pesanti, 4 ftalati e 2 gruppi di ritardanti di fiamma bromurati. Cosa è il California “Proposition 65”. Nel 1986, lo Stato della California ha introdotto il "Safe Drinking Water and Toxic Enforcement Act", ma più spesso indicato come "Proposition 65". Richiede allo Stato di pubblicare un elenco di sostanze chimiche note che possono causare il cancro o difetti alla nascita o altri danni riproduttivi. L'elenco viene aggiornato frequentemente e attualmente comprende circa 800 sostanze chimiche. La legge impone alle aziende di notificare ai californiani, quantità significative di sostanze chimiche nei prodotti che acquistano, nelle loro case o nei luoghi di lavoro o che vengono rilasciate nell'ambiente. La Proposition 65 vieta inoltre alle aziende californiane di scaricare consapevolmente quantità significative di sostanze chimiche elencate in presenza di falde d’acqua potabile.Categoria: notizie - tecnica - REACH - ROHS - SDWTA Vedi maggiori informazioni sulla chimica applicataFonti chemsec
SCOPRI DI PIU' Cromatura e Nichelatura: Tecniche Essenziali per la Durabilità e l'Estetica dei Metalli
Cromatura e Nichelatura: Tecniche Essenziali per la Durabilità e l'Estetica dei MetalliCome i Trattamenti di Superficie Migliorano le Prestazioni e l'Aspetto dei Componenti Industriali di Marco ArezioI processi di cromatura e nichelatura dei metalli sono tecniche di finitura superficiale estremamente importanti nel settore industriale odierno. Questi trattamenti consistono nell'applicazione di strati di cromo o nichel su substrati metallici, con l'obiettivo di migliorare significativamente sia le proprietà meccaniche che estetiche dei materiali trattati. Questi rivestimenti offrono una protezione efficace contro la corrosione, migliorano l'aspetto estetico e aumentano la resistenza all'usura dei materiali. La loro rilevanza è trasversale a numerosi settori industriali, poiché contribuiscono alla produzione di componenti che non solo durano nel tempo, ma mantengono anche un elevato standard estetico.Perché Utilizzare la Cromatura e la Nichelatura? Protezione dalla Corrosione Una delle principali ragioni per cui si utilizzano la cromatura e la nichelatura è la loro capacità di creare una barriera protettiva che impedisce al metallo sottostante di ossidarsi e corrodersi. Questo è particolarmente utile in ambienti aggressivi, dove la resistenza alla corrosione è cruciale per garantire la longevità e l'integrità strutturale dei componenti. Miglioramento Estetico Oltre alle proprietà funzionali, la cromatura e la nichelatura sono apprezzate per il miglioramento estetico che offrono. La finitura lucida e riflettente ottenuta con questi trattamenti rende i materiali particolarmente attraenti per applicazioni decorative e di design, conferendo un aspetto elegante e professionale ai prodotti finali. Incremento della Durezza Superficiale Un altro vantaggio significativo di questi trattamenti è l'aumento della durezza superficiale dei metalli trattati. Questo rende i materiali meno suscettibili a danni meccanici come graffi e abrasioni, prolungando la loro vita utile, soprattutto in condizioni di utilizzo intensivo.I Processi di Cromatura e Nichelatura Cromatura Il processo di cromatura si basa sull'elettrodeposizione di cromo su un substrato metallico. Questo avviene tramite l'immersione del metallo in una soluzione elettrolitica contenente cromato di sodio o potassio. L'acido solforico viene aggiunto alla soluzione per mantenere un pH ottimale e favorire la formazione di un rivestimento uniforme e aderente. Nichelatura Similmente, la nichelatura prevede l'elettrodeposizione di nichel da una soluzione contenente solfato di nichel. Questo processo è reso più efficiente grazie all'aggiunta di cloruro di nichel e acido borico, che agiscono rispettivamente come catalizzatori e stabilizzanti del pH. Fasi del Trattamento Entrambi i processi richiedono una meticolosa preparazione della superficie, che comprende pulizia e decapaggio, per assicurare l'adesione ottimale del rivestimento. Dopo l'elettrodeposizione, segue un trattamento post-deposizione per migliorare ulteriormente le caratteristiche fisiche del rivestimento, come la resistenza alla corrosione e l'aspetto estetico.Applicazioni nelle Macchine per la Produzione Industriale La cromatura e la nichelatura trovano vasta applicazione nelle macchine utilizzate per la produzione industriale, giocando un ruolo cruciale sia nella fase iniziale di produzione sia nei successivi interventi di manutenzione. Questi trattamenti migliorano le caratteristiche funzionali ed estetiche di diverse componenti meccaniche, contribuendo significativamente alla loro efficienza operativa e durata nel tempo. Componenti in Movimento Per componenti come ingranaggi, alberi e cuscinetti, la cromatura e la nichelatura sono essenziali per ridurre l'attrito e resistere all'usura causata dal movimento continuo. Questo prolunga la vita utile delle parti meccaniche, riducendo la frequenza delle sostituzioni e delle manutenzioni. Superfici di Contatto Le superfici di contatto tra strumenti e materiali lavorati, come le punte di utensili da taglio o le matrici per lo stampaggio, beneficiano notevolmente dei trattamenti di cromatura. L'aumento della durezza superficiale e la resistenza alla corrosione permettono di mantenere l'efficacia degli strumenti anche in ambienti estremamente sollecitanti. Protezione da Corrosione In ambienti industriali aggressivi, caratterizzati dalla presenza di umidità, sostanze chimiche e variazioni termiche, la cromatura e la nichelatura offrono una protezione indispensabile contro la corrosione per componenti esposte come valvole, tubature e serbatoi. Estetica e Pulizia Per macchinari destinati alla produzione di beni di consumo, l'aspetto estetico può essere un fattore rilevante. La finitura lucida garantita da questi trattamenti facilita inoltre la pulizia e il mantenimento dell'igiene, particolarmente importante in settori come l'industria alimentare e farmaceutica.Importanza nella Manutenzione Durante le operazioni di manutenzione, la cromatura e la nichelatura giocano un ruolo vitale nel ripristinare o migliorare le caratteristiche delle macchine industriali. Rinnovare i rivestimenti può estendere significativamente il ciclo di vita dei componenti, migliorando la resilienza alla corrosione e l'efficienza operativa, riducendo così i costi a lungo termine associati a fermi macchina e sostituzioni. Inoltre, l'aggiornamento dei trattamenti superficiali può essere un'opportunità per implementare le ultime innovazioni nel campo dei rivestimenti, aumentando ulteriormente le prestazioni e la sostenibilità delle macchine. In sintesi, i processi di cromatura e nichelatura sono fondamentali per migliorare le proprietà dei metalli utilizzati in numerosi ambiti industriali. Offrono protezione, migliorano l'estetica e aumentano la durata dei materiali, contribuendo a un'efficienza operativa superiore e a una riduzione dei costi di manutenzione e sostituzione.
SCOPRI DI PIU' Ottimizzazione dell'Estrusione di un Film Multistrato
Ottimizzazione dell'Estrusione di un Film MultistratoStrategie e Parametri per Migliorare Efficienza e Qualità nella Produzione di Film anche con Polimeri Riciclatidi Marco ArezioLa produzione di film multistrato tramite estrusione soffiata è una tecnologia chiave nel settore degli imballaggi, utilizzata per creare materiali ad alte prestazioni con caratteristiche uniche come barriera, resistenza meccanica e trasparenza. L’ottimizzazione dei parametri di processo è fondamentale per migliorare la qualità del prodotto finito, ridurre gli sprechi e massimizzare l'efficienza produttiva. Questo articolo esplora i metodi più avanzati per ottimizzare l’estrusione di film multistrato, basandosi su ricerche e pratiche industriali attuali. Comprendere la Dinamica del Processo di Estrusione Il processo di estrusione di film multistrato prevede la fusione di polimeri diversi, anche riciclati, che vengono combinati per formare strati distinti. Ogni strato è progettato per svolgere una funzione specifica, come protezione dagli agenti esterni o miglioramento della resistenza. La qualità del prodotto finale dipende dalla corretta regolazione dei parametri chiave, tra cui: Temperatura del cilindro: Influisce sulla fusione e sull’omogeneità del materiale. Velocità di estrusione: Determina lo spessore dei vari strati. Rapporto di soffiaggio (BUR, Blow-Up Ratio): Influisce sulla stabilità del film e sulle sue proprietà meccaniche. Un controllo preciso di questi parametri è essenziale per evitare difetti come la delaminazione, le bolle d’aria o uno spessore irregolare. Scelta dei Materiali Polimerici La selezione dei polimeri è un aspetto critico nell'estrusione di film multistrato. Materiali come il polietilene (PE), il polipropilene (PP) e l’etilene vinil alcol (EVOH) vengono spesso combinati per ottenere un equilibrio ottimale tra costo, lavorabilità e prestazioni. La compatibilità tra i polimeri è cruciale per garantire una buona adesione tra gli strati. Additivi e agenti compatibilizzanti possono essere utilizzati per migliorare l'interfaccia tra materiali non compatibili. Ottimizzazione della Testa di Estrusione La testa di estrusione è il cuore del sistema di estrusione soffiata. Il design della testa influisce direttamente sulla distribuzione dello spessore del film e sulla qualità degli strati. Le tecnologie moderne offrono teste di estrusione con controllo automatico dello spessore, che utilizzano sensori per monitorare continuamente il processo e apportare regolazioni in tempo reale. Controllo della Stabilità del Film Il mantenimento della stabilità del film durante il processo di raffreddamento è essenziale per garantire uniformità e ridurre i difetti. La stabilità può essere migliorata ottimizzando: Flusso d’aria del sistema di raffreddamento: Per garantire un raffreddamento uniforme. Tensionamento del film: Per evitare deformazioni durante l’avvolgimento. Geometria della bolla: Per prevenire il collasso o le pieghe. Estrusione con PE o PP Riciclato da Scarti Post Consumo L’uso di polietilene (PE) o polipropilene (PP) riciclato da scarti post consumo presenta specifiche sfide tecniche che richiedono attenzioni particolari durante l’estrusione di un film in bolla. Tra i principali aspetti da considerare: Qualità del materiale riciclato: Assicurarsi che il materiale sia adeguatamente pulito e decontaminato per evitare difetti nel film. Proprietà del materiale: Il materiale riciclato può presentare una variabilità nelle proprietà meccaniche e termiche, che devono essere attentamente monitorate e compensate durante il processo. Impostazioni della temperatura: La fusione del materiale riciclato richiede temperature controllate con precisione per evitare degrado termico o formazione di gel. Additivi: L’aggiunta di stabilizzanti termici o modificatori di processo può migliorare la lavorabilità e le proprietà del film finito. Compatibilità: In caso di miscele di materiali riciclati, è fondamentale garantire una buona compatibilità tra le componenti per evitare problemi di adesione o uniformità. Test di qualità: Monitorare costantemente lo spessore, la trasparenza e la resistenza meccanica del film prodotto per garantire conformità agli standard richiesti. Monitoraggio e Automazione I sistemi di automazione e monitoraggio avanzati stanno rivoluzionando l'industria dell'estrusione. L’utilizzo di sensori e software per il controllo del processo consente di rilevare rapidamente le anomalie e ottimizzare i parametri in tempo reale. Questi sistemi migliorano non solo la qualità del film ma anche l'efficienza complessiva, riducendo al minimo i tempi di inattività e gli scarti. Manutenzione Preventiva La manutenzione regolare delle apparecchiature è essenziale per mantenere prestazioni ottimali. Gli operatori dovrebbero ispezionare periodicamente componenti critici come la vite, il cilindro e la testa di estrusione per prevenire problemi legati all'usura o all'accumulo di materiali. Tra le attività consigliabili: Pulizia della vite e del cilindro: Per evitare accumuli di residui. Controllo delle resistenze: Per garantire una distribuzione uniforme del calore. Lubrificazione: Per ridurre l’usura delle parti mobili. Ispezione della testa di estrusione: Per verificare l’assenza di blocchi o danni. Sostituzione dei filtri: Per assicurare un flusso costante del materiale. Conclusione L'ottimizzazione dell'estrusione di film multistrato richiede una combinazione di conoscenza tecnica, tecnologia avanzata e una gestione accurata dei materiali e dei processi. Le aziende che investono in attrezzature moderne e nella formazione del personale possono beneficiare di una maggiore efficienza produttiva, di una qualità superiore del prodotto e di una riduzione dei costi operativi.© Riproduzione Vietatafoto wikimedia
SCOPRI DI PIU' Come Realizzare e Utilizzare un Densificato in LDPE Post Consumo Performante
Come Realizzare e Utilizzare un Densificato in LDPE Post Consumo PerformanteMolti preconcetti ruotano attorno all’uso del densificato in LDPE, frutto di produzioni non attente e utilizzi con aspettative troppo elevatedi Marco ArezioIl rifiuto in LDPE che proviene dallo scarto plastico della raccolta differenziata dovrebbe essere una selezione di film plastici, monoprodotto, da avviare al riciclo. In realtà, molte volte, questi flussi di rifiuti possono contenere materiali diversi, sotto forma di altre plastiche e di inquinanti, come etichette, carta e altre frazioni. La mancanza di un vero mercato di riferimento, nella vendita del densificato in LDPE, porta l’industria del riciclo a preferire la granulazione del materiale cercando, nella fase di estrusione, di ridurre questi corpi estranei in modo da qualificare al meglio la materia prima. In questo caso si rinuncia, un po' a priori, di porre maggiori attenzioni alla fase di selezione e desificazione del rifiuto in LDPE. Il risultato, spesso, è un granulo che rimane nella fascia bassa del mercato, che può essere utilizzato per lo stampaggio di articoli non estetici, come i vasi e i mastelli per il settore dell’ortofrutta, ma difficilmente si presta alla produzione di film con spessori sottili o alla produzione di tubi. A questo punto, tal volta, ci si chiede se non sia meglio qualificare il densificato, per il settore dello stampaggio ad iniezione, anziché spendere tempo, soldi ed energia per granulare l’LDPE. Per percorrere questa strada bisogna qualificare meglio il densificato, in modo che l’utilizzo nelle presse possa non far rimpiangere il processo di iniezione con un granulo filtrato. Ma vediamo cosa è il densificato in LDPE Il termine "densificato", in relazione all'LDPE, si riferisce al polimero che è stato compattato, nel contesto del riciclo meccanico. La produzione di densificato in LDPE da scarti post-consumo è parte integrante del processo di riciclo di questo materiale. Il processo produttivo possiamo suddividerlo in queste fasi: - Gli scarti di LDPE vengono acquisiti dai punti di raccolta designati, che si occupano degli scarti della raccolta differenziata, - Una volta arrivati in un impianto di riciclaggio, gli scarti di LDPE vengono separati dagli altri materiali. Questa separazione può essere effettuata manualmente o attraverso macchine come i separatori a aria. - I rifiuti di LDPE vengono quindi lavati per rimuovere le impurità come residui di cibo, terra o altre contaminazioni. Questo assicura che il prodotto finale sia di buona qualità. - Dopo la pulizia, il LDPE viene triturato in piccoli pezzi o scaglie. Questo facilita il processo di densificazione. - Ci sono diverse tecniche per densificare l'LDPE: - Per agglomerazione: l’LDPE macinato viene esposto al calore e all’agitazione. Questo causa la parziale fusione dei pezzi, che si agglomerano formando grumi più grandi. - Per compattazione: Il processo implica l'uso di macchine compattatrici che pressano il materiale in blocchi o agglomerati. E’ importante sottolineare che la qualità del densificato di LDPE dipende in gran parte dalla purezza del materiale di partenza e dall'efficacia dei processi di pulizia e separazione. Pertanto, un'attenzione particolare viene data a questi passaggi per assicurare che il densificato prodotto sia di buona qualità e libero da contaminazioni significative. Come creare un compound performante con il densificato in LDPE L’ LDPE (Polietilene a bassa densità) è spesso utilizzato in combinazione con altre resine plastiche, per sfruttare le caratteristiche complementari dei diversi polimeri e ottenere prodotti con proprietà specifiche. Tuttavia, la decisione di miscelare LDPE post-consumo con altri polimeri dipende da vari fattori, tra cui le proprietà desiderate del prodotto finale, la compatibilità dei polimeri stessi e la presenza di compatibilizzanti. Vediamo alcune combinazioni: - HDPE (Polietilene ad alta densità): LDPE e HDPE sono spesso compatibili tra loro e possono essere miscelati per ottenere prodotti con proprietà intermedie tra i due. Ad esempio, una miscela di LDPE e HDPE potrebbe offrire una combinazione di flessibilità e resistenza. - EVA (Etilene Vinil Acetato): L'aggiunta di EVA all'LDPE può migliorare la tenacità e l'elasticità del prodotto finale. L’EVA è anche utilizzato per migliorare la resistenza all'UV e la flessibilità del LDPE. - PP (Polipropilene): Sebbene il polipropilene e il polietilene non siano intrinsecamente compatibili, possono essere miscelati in presenza di compatibilizzanti specifici. Questa miscela può essere utilizzata in applicazioni specifiche dove si desiderano combinare le proprietà di entrambi i polimeri. - LLDPE (Polietilene lineare a bassa densità): L'LDPE e l'LLDPE possono essere miscelati per regolare le proprietà meccaniche e la lavorabilità del prodotto finale. Bisogna comunque fare attenzione perchè non tutte le plastiche sono compatibili tra loro, e la miscelazione di polimeri incompatibili può portare a prodotti con proprietà indesiderate o inadeguate. Inoltre, la presenza di contaminanti o additivi nei materiali post-consumo può influenzare la compatibilità e le proprietà del prodotto miscelato.Quali sono le temperature di fusione ideali per realizzare prodotti finito in LDPE Il LDPE (Polietilene a bassa densità) ha una struttura ramificata, il che significa che non ha la stessa disposizione regolare e ordinata delle catene molecolari come altri polietileni, ad esempio l'HDPE (Polietilene ad alta densità). Questa struttura ramificata rende l'LDPE più flessibile ma anche meno denso e con un punto di fusione più basso rispetto all'HDPE. La temperatura di fusione del LDPE varia generalmente tra 105°C a 115°C (220°F a 240°F). Tuttavia, quando si tratta di trasformare il LDPE attraverso tecniche come l'estrusione o lo stampaggio ad iniezione, le temperature possono variare in base alle specifiche esigenze dell'applicazione e alla presenza di eventuali additivi. Ecco alcune indicazioni generali per l'elaborazione dell'LDPE - Estrusione: 150°C a 220°C (300°F a 430°F). - Stampaggio a iniezione: 140°C a 250°C (285°F to 480°F). Queste temperature sono solo indicazioni generali e potrebbero variare in base allo scarto di LDPE, alle condizioni della macchina e ad altri fattori. Quali caratteristiche fisiche porta l'aggiunta di un densificato in LDPE in un compound con il PP La miscelazione di LDPE (Polietilene a bassa densità) e PP (Polipropilene) è una pratica comune in alcune applicazioni, specialmente quando si desidera sfruttare le proprietà complementari di entrambi i polimeri. L'aggiunta di un densificato di LDPE in un compound con il PP può influenzare le caratteristiche fisiche del blend in vari modi: Compatibilità Innanzitutto, è essenziale notare che LDPE e PP non sono intrinsecamente compatibili. Questo significa che senza l'uso di compatibilizzanti o modifica delle condizioni di fusione, le due resine tendono a separarsi in fasi distinte, potenzialmente portando a proprietà meccaniche inferiori o inadeguate nel prodotto finale. Elasticità e Flessibilità L'LDPE è generalmente più flessibile e duttile rispetto al PP. L'aggiunta di LDPE può quindi aumentare la flessibilità e la tenacità del blend, riducendo al contempo la rigidità. Punto di Fusione Poiché l'LDPE ha un punto di fusione inferiore rispetto al PP, la miscelazione dei due può portare a una diminuzione del punto di fusione complessivo del blend, a seconda delle proporzioni utilizzate. Trasparenza LDPE è in genere più opaco rispetto al PP. La sua aggiunta può quindi ridurre la trasparenza e la brillantezza del blend, rendendolo più opaco o lattiginoso. Resistenza Chimica LDPE e PP sono entrambi resistenti a molte sostanze chimiche, ma la loro combinazione potrebbe avere un profilo di resistenza chimica leggermente diverso rispetto ai polimeri puri. Trasformazione La lavorabilità del mix può cambiare con l'aggiunta di un densificato di LDPE. Ad esempio, la viscosità durante l'estrusione o la stampa a iniezione potrebbe mutare, influenzando le condizioni di lavorabilità ideali Quali inestetismi si possono creare nella produzione di prodotti in LDPE utilizzando una temperatura di fusione troppo alta L'uso di una temperatura di fusione eccessivamente alta durante la lavorazione dell'LDPE (Polietilene a bassa densità) può portare a vari inestetismi e problemi di qualità nei prodotti finiti. Possiamo ricordare alcuni dei potenziali problemi: - L'LDPE può degradarsi quando esposto a temperature troppo elevate. Questa degradazione può causare cambiamenti nelle proprietà meccaniche del materiale e produrre gas e/o composti volatili che possono formare bolle o vuoti nel prodotto finito. - La degradazione termica può anche portare a una decolorazione del polimero. Un LDPE sovra-riscaldato può assumere una colorazione giallastra o bruna. - La degradazione termica può produrre composti con odori sgradevoli. Ciò può essere particolarmente problematico per applicazioni in cui la presenza dell'odore è un fattore importante, come nel caso di imballaggi alimentari. - Temperature eccessivamente alte possono causare un raffreddamento non uniforme durante la formazione del pezzo, portando a deformazioni o ritiri non corretti. - L'uso di temperature troppo alte può causare la formazione di strisce o macchie superficiali sul prodotto, soprattutto se ci sono impurità o additivi nel materiale. - La degradazione termica può influenzare negativamente le proprietà meccaniche, termiche e chimiche dell'LDPE. Ciò potrebbe tradursi in prodotti con resistenza, tenacità o durata ridotte. - A temperature eccessivamente alte, l'LDPE potrebbe diventare troppo fluido, rendendo difficile la formazione di dettagli precisi o mantenendo le tolleranze desiderate. Problemi delle etichette di alluminio nel densificato in LDPE Spesso capita che, nonostante i lavaggi per decantazione e per centrifuga degli scarti plastici in LDPE, nel densificato vi sia ancora la presenza di parti di alluminio flessibile. Dobbiamo tenere ben presente la differenza tra le impurità costituite da frazioni di alluminio rigido da quelle costituite da alluminio in foglia. Se nel primo caso la rigidità dell’impurità metallica non può essere tollerata, per una serie di problematiche negative che queste possono dare agli impianti di iniezione, che sono frutto di una selezione e di un lavaggio scadente, la presenza di parti di alluminio in foglia non creano problemi tecnici. Queste parti sono costituite dalle etichette degli imballi che possono contaminare i film ma, essendo morbide, non arrecando danni agli impianti o ai prodotti finali. Resta un aspetto estetico che bisogna considerare, ma nell’ottica di realizzare prodotti non estetici, il puntino brillante che richiama una presenza della foglia di alluminio, deve essere considerato “parte del gioco”. Questa accettazione dell’impurità dell’alluminio in foglia può portare notevoli vantaggi di prezzo sul prodotto finale e una considerevole disponibilità di materia prima sul mercato.
SCOPRI DI PIU' Fisica della Visione Artificiale: Dalla Rifrazione alla Polarizzazione nei Sistemi di Rilevamento Automatico
Fisica della Visione Artificiale: Dalla Rifrazione alla Polarizzazione nei Sistemi di Rilevamento AutomaticoPrincipi fisici, applicazioni ingegneristiche e sfide dell’elaborazione visiva tra riflessione, rifrazione, polarizzazione e tecniche di automazione avanzatadi Marco ArezioLa visione artificiale rappresenta uno dei campi di frontiera nella ricerca tecnologica e ingegneristica, combinando i principi fondamentali della fisica ottica con l’intelligenza artificiale e l’automazione. Capire le basi fisiche di fenomeni come riflessione, rifrazione e polarizzazione della luce è cruciale per progettare sensori e sistemi di rilevamento automatico affidabili e sempre più sofisticati. In questa analisi, ci addentreremo negli aspetti fisici che regolano il funzionamento della visione artificiale, esaminando non solo la teoria, ma anche le ricadute applicative e le sfide ingegneristiche che caratterizzano questo settore in rapida evoluzione. Fondamenti fisici della visione artificiale Alla base di qualsiasi sistema di visione artificiale si trova la capacità di manipolare e interpretare la luce, sfruttando i principi della fisica ottica. In natura, la visione umana è resa possibile dalla riflessione della luce sulle superfici e dalla rifrazione attraverso le lenti oculari. Allo stesso modo, nei sistemi artificiali, la luce interagisce con diversi materiali e superfici, generando dati visivi che possono essere acquisiti, analizzati e utilizzati per il rilevamento automatico. La conoscenza dei fenomeni di riflessione, rifrazione e polarizzazione diventa così fondamentale per la progettazione di dispositivi ottici avanzati, come telecamere industriali, sensori robotici e sistemi di imaging per l’automazione. Il ruolo della riflessione nella percezione visiva automatica La riflessione rappresenta il primo punto di contatto tra la luce e il mondo fisico. In visione artificiale, è essenziale comprendere la differenza tra riflessione speculare e diffusa. La riflessione speculare, tipica di superfici lisce come metalli o vetro, consente la formazione di immagini nitide, mentre la riflessione diffusa, propria di materiali opachi e irregolari, distribuisce la luce in modo più omogeneo. I sistemi di rilevamento automatico devono essere progettati per distinguere queste tipologie di riflessione, adattando algoritmi e filtri ottici per massimizzare il contrasto e minimizzare i falsi positivi, soprattutto in applicazioni dove l’identificazione precisa degli oggetti è cruciale (robotica, controllo qualità, automotive). Rifrazione e modellazione delle lenti nei sistemi di visione artificiale La rifrazione è il fenomeno per cui la luce cambia direzione attraversando materiali con indice di rifrazione diverso, come aria, vetro o plastiche ottiche. Questo principio è sfruttato nella realizzazione di lenti e sistemi ottici complessi, fondamentali per mettere a fuoco le immagini e correggere le distorsioni. Nel campo della visione artificiale, la progettazione delle lenti non si limita alla semplice raccolta della luce, ma implica la modellazione dettagliata dei percorsi ottici, l’uso di materiali innovativi e la simulazione numerica per minimizzare aberrazioni cromatiche e geometriche. Queste soluzioni permettono di realizzare sensori in grado di operare in ambienti industriali difficili, dove polveri, vibrazioni e variazioni termiche possono compromettere la qualità dell’immagine. Polarizzazione della luce: principi e applicazioni nei sensori La polarizzazione descrive l’orientamento del campo elettrico della luce. In molti casi, la luce riflessa da superfici non metalliche risulta parzialmente polarizzata, un fenomeno che può essere sfruttato per aumentare il contrasto o eliminare riflessi indesiderati. Nei sistemi di visione artificiale avanzata, filtri polarizzatori e sensori specializzati vengono integrati per separare le componenti di luce polarizzata, migliorando l’identificazione di oggetti, la lettura di superfici lucide o bagnate e il riconoscimento di materiali. In campo industriale, la polarizzazione viene usata anche per monitorare tensioni interne nei materiali trasparenti o per distinguere tra materiali compositi simili dal punto di vista cromatico. Dalla fisica alla tecnologia: materiali ottici e componenti chiave L’innovazione nei materiali ottici ha avuto un impatto decisivo nello sviluppo della visione artificiale. Oltre ai tradizionali vetri ottici, si utilizzano oggi polimeri ingegnerizzati, rivestimenti antiriflesso e materiali nanostrutturati capaci di manipolare la luce a livello submicrometrico. Tali materiali permettono la realizzazione di componenti come micro-lenti, filtri interferenziali, griglie di polarizzazione e moduli ottici miniaturizzati per dispositivi portatili o integrati in linee di produzione automatizzata. La scelta del materiale influisce direttamente su trasparenza, resistenza, peso e risposta agli agenti ambientali, rappresentando un fattore chiave nell’affidabilità e longevità dei sistemi di visione. Algoritmi di rilevamento automatico basati su fenomeni fisici La fisica non si ferma all’hardware: anche gli algoritmi di interpretazione delle immagini si basano su modelli fisici della luce. Ad esempio, le tecniche di fotometria computazionale analizzano l’intensità e la distribuzione della luce riflessa per estrarre informazioni tridimensionali, identificare difetti o ricostruire superfici. Altri algoritmi sfruttano la polarizzazione per separare segnali utili da rumori di fondo, mentre la modellazione della rifrazione permette di correggere automaticamente le distorsioni dovute a lenti o cambiamenti ambientali. L’integrazione tra fisica ottica e intelligenza artificiale sta portando allo sviluppo di sistemi in grado di apprendere e adattarsi, migliorando la capacità di rilevamento in condizioni imprevedibili. Limiti e sfide nella progettazione di sistemi ottici artificiali La progettazione di sistemi di visione artificiale pone sfide notevoli, sia dal punto di vista fisico che computazionale. Tra le principali criticità figurano la gestione dei riflessi parassiti, la correzione delle aberrazioni ottiche, la resistenza alle condizioni estreme e la calibrazione dinamica dei sensori. In molti casi, le soluzioni richiedono un bilanciamento tra prestazioni ottiche, velocità di acquisizione dati e complessità computazionale. L’implementazione in ambienti industriali, spesso caratterizzati da polveri, umidità e vibrazioni, impone inoltre requisiti stringenti in termini di robustezza e manutenzione dei dispositivi. Casi applicativi: visione robotica, automotive e industria 4.0 Le applicazioni della fisica della visione artificiale sono trasversali a numerosi settori. Nell’automotive, i sistemi di rilevamento automatico utilizzano telecamere stereo, lidar e sensori polarimetrici per la guida assistita e autonoma, sfruttando i fenomeni ottici per migliorare la sicurezza e la precisione nella lettura dell’ambiente. In ambito robotico, la visione artificiale consente la manipolazione di oggetti, l’identificazione di difetti nei processi produttivi e il monitoraggio della qualità. Nell’industria 4.0, la combinazione tra fisica ottica e intelligenza artificiale sta rivoluzionando la manutenzione predittiva, il controllo qualità e la tracciabilità dei materiali. L’impatto della qualità della luce su prestazioni e affidabilità Un aspetto spesso sottovalutato è la qualità della luce ambiente e il suo impatto sulle prestazioni dei sistemi di visione artificiale. La variabilità della sorgente luminosa, la presenza di ombre, riflessi indesiderati o inquinamento luminoso possono alterare la risposta dei sensori, generando errori di rilevamento o perdite di efficienza. Per questo motivo, nei contesti industriali più evoluti, si progettano ambienti illuminotecnici controllati e si adottano soluzioni ottiche dinamiche in grado di compensare le variazioni ambientali, migliorando l’affidabilità e la ripetibilità delle misure. Tendenze future della fisica applicata alla visione artificiale Il futuro della visione artificiale vedrà un’integrazione ancora più spinta tra fisica, materiali avanzati e tecniche di machine learning. La ricerca si sta orientando verso sensori hyperspettrali, dispositivi quantistici e soluzioni basate su metamateriali in grado di manipolare la luce a livelli oggi impensabili. Parallelamente, l’evoluzione degli algoritmi permetterà di estrarre informazioni sempre più dettagliate dalle immagini, anche in condizioni limite, aprendo nuove possibilità in settori come la medicina, l’agricoltura di precisione e la sicurezza urbana. La comprensione approfondita dei principi fisici rimane il fondamento su cui costruire questa rivoluzione tecnologica. Applicazioni delle teorie fisiche nella visione artificiale per l’industria produttiva La fisica della visione artificiale trova un campo di applicazione privilegiato nell’industria manifatturiera, dove i processi produttivi richiedono controllo continuo, precisione e rapidità di intervento. Le teorie della riflessione, rifrazione e polarizzazione, combinate con sistemi di rilevamento automatico sempre più evoluti, permettono oggi di progettare impianti automatizzati in grado di “vedere” e valutare ciò che accade sulle linee di produzione con una precisione superiore a quella umana. Controllo qualità automatizzato Uno dei maggiori ambiti di utilizzo è il controllo qualità senza contatto: grazie all’analisi della riflessione e della rifrazione della luce su materiali e prodotti, è possibile rilevare difetti minimi come microfratture, bolle, graffi, contaminazioni superficiali e variazioni cromatiche che sfuggirebbero a un controllo visivo tradizionale. Nei settori del vetro, dei polimeri, della ceramica, dei componenti metallici e della microelettronica, l’impiego di telecamere ad alta risoluzione abbinate a fonti luminose e filtri polarizzatori consente di amplificare la differenza tra materiale conforme e difettoso. Allineamento e posizionamento ad alta precisione L’interazione della luce con le superfici viene sfruttata anche nei sistemi di allineamento e posizionamento di precisione, dove la rifrazione attraverso lenti o micro-prismi permette di tracciare la posizione di componenti con errori inferiori al decimo di millimetro. L’uso di sensori ottici in grado di discriminare tra superfici speculari e diffuse, o di leggere pattern luminosi polarizzati, trova applicazione in assemblaggi robotizzati, packaging automatico, stampa industriale e processi di pick & place, aumentando efficienza e riducendo lo scarto. Ispezione di materiali trasparenti e complessi Nel caso di materiali trasparenti o multistrato (vetro stratificato, pellicole, laminati plastici, pannelli solari), la capacità di manipolare rifrazione e polarizzazione è determinante per l’ispezione di eventuali inclusioni, distacchi interni, bolle d’aria o micro-delaminazioni. In queste situazioni, la combinazione di tecniche fisiche avanzate e algoritmi di elaborazione consente di analizzare non solo la superficie, ma anche le strutture interne del materiale, prevenendo difetti che potrebbero manifestarsi solo dopo mesi di utilizzo. Lettura e riconoscimento di codici, segni e marcature La riflessione e la polarizzazione sono fondamentali per la lettura automatica di codici a barre, datamatrix, QR code o marcature laser su superfici riflettenti o traslucide. Sistemi dotati di illuminazione polarizzata e filtri ottici adeguati sono in grado di distinguere il segnale utile anche in presenza di riflessi parassiti, polveri o graffi, garantendo tracciabilità e autenticità del prodotto in tutte le fasi della supply chain. Monitoraggio dei processi e sicurezza Un altro ambito critico è il monitoraggio in tempo reale di processi industriali complessi, come la saldatura, la verniciatura o la lavorazione laser. Qui, la visione artificiale basata su principi fisici permette di riconoscere anomalie nel comportamento del plasma, nella diffusione di calore o nella formazione di scorie e proiezioni. L’utilizzo di camere multispettrali e polarimetriche, unito a software di intelligenza artificiale, consente di attivare interventi correttivi o di arrestare l’impianto in caso di rischio, migliorando la sicurezza e l’affidabilità. Vantaggi e prospettive evolutive L’integrazione della fisica ottica con la visione artificiale in ambito produttivo offre vantaggi competitivi evidenti: maggiore velocità di ispezione, riduzione degli errori umani, abbattimento degli scarti, tracciabilità end-to-end e possibilità di processare enormi volumi di dati in tempo reale. Le evoluzioni future vedranno una crescente miniaturizzazione dei sensori, l’adozione di materiali intelligenti capaci di modificare dinamicamente le proprie proprietà ottiche e lo sviluppo di sistemi di rilevamento sempre più “intelligenti”, capaci di apprendere dalle condizioni di processo per adattarsi a nuove esigenze produttive. In sintesi, le teorie fisiche della visione artificiale sono oggi il cuore pulsante della fabbrica digitale e della produzione avanzata, abilitando scenari in cui qualità, sicurezza ed efficienza vengono portate a livelli prima inimmaginabili. © Riproduzione Vietata
SCOPRI DI PIU' Polimeri Plastici Riciclati: Essicazione o Deumidificazione?
Polimeri Plastici Riciclati: Essicazione o Deumidificazione?Polimeri Plastici Riciclati: Essicazione o Deumidificazione?di Marco ArezioTutte le materie plastiche, vergini o riciclate, sotto forma di granulo o di macinato o di densificato, hanno la tendenza a trattenere l’umidità, fino a raggiungere un equilibrio con l’ambiente esterno. Questa capacità di assorbimento dipende, come precedentemente accennato in un altro articolo, dalla tipologia di polimero, dalla temperatura dell’aria e dalla sua umidità.In base alle considerazioni sopra esposte i polimeri li possiamo dividere in igroscopici e in non igroscopici. Infatti, nei materiali igroscopici, l’acqua è assorbita all’interno della struttura legandosi chimicamente con la stessa, mentre nei polimeri non igroscopici l’umidità rimane all’esterno della massa interferendo successivamente nel processo di lavorazione. I polimeri plastici, espressi nelle forme di granulo, macinato, densificato o polveri vengono avviati alla loro trasformazione in base al prodotto da realizzare e al tipo di processo stabilito. Che i materiali siano igroscopici o non igroscopici, la presenza dell’umidità durante la fase di fusione della massa polimerica crea notevoli problemi in quanto l’acqua può diventare vapore, creando striature, bolle superficiali, ritiri termici irregolari, tensioni strutturali, deformazioni o rotture. L’umidità è una delle principali cause di imperfezioni o difetti sui prodotti plastici realizzati ma, nello stesso tempo, è un problema largamente trascurato o sottovalutato dagli operatori che utilizzano soprattutto le materie plastiche riciclate. Se vogliamo elencare alcuni difetti evidenti causati dalla presenza dell’umidità nei polimeri possiamo citare: • Aspetto opaco del prodotto • Striature brune • Striature argentate • Linee di saldatura deboli • Pezzi incompleti • Sbavature • Bolle • Soffiature • Diminuzione delle proprietà meccaniche • Deformazioni dell’elemento • Degradazione del polimero • Invecchiamento irregolare • Ritiri irregolari Per ovviare a questi inconvenienti è buona regola asciugare il materiale prima del suo utilizzo attraverso getti di aria. In questo caso possiamo elencare due sistemi di intervento, simili tra loro, ma con risultati differenti, che sono rappresentati dall’essicazione e dalla deumidificazione. Per essicazione possiamo considerare un processo di insufflazione di aria aspirata in ambiente e immessa in una tramoggia in cui si trova la materia plastica da trattare, per un determinato tempo ad una temperatura stabilita. Questo sistema dipende molto dalle condizioni metereologiche in essere e dal grado di umidità dell’aria ed è consigliato solo per i materiali non igroscopici. Per i materiali igroscopici, come per esempio le poliolefine, (PP, HDPE, LDPE, PP/PE solo per citarne alcune), il sistema di essicazione ad aria forzata visto precedentemente non è sufficiente, in quanto il contenuto di umidità intrinseco nel polimero, ne rende il processo di scarsa efficacia. In questo caso è consigliabile l’essicazione dei polimeri attraverso la deumidificazione, che comporta l’insufflazione all’interno della tramoggia, non più di aria a condizioni ambientali variabili, ma di un’aria deumidificata attraverso un dryer ad una temperatura stabilita. La tramoggia dovrà essere coibentata per ridurre la dispersione di calore di processo e il materiale sarà in movimento, in modo che durante la fase di transito all’interno della tramoggia sia possibile investirlo con getti di aria calda e deumidificata. Il dryer produrrà un flusso costante di aria calda e secca che avrà la capacità di ridurre notevolmente l’umidità interna dei polimeri igroscopici.Categoria: notizie - tecnica - plastica - riciclo - polimeri - essicazione - deumidificazione
SCOPRI DI PIU' Prestazioni di Polimeri ad Alto Contenuto di Solfoni per lo Stoccaggio Energetico
Prestazioni di Polimeri ad Alto Contenuto di Solfoni per lo Stoccaggio EnergeticoMiglioramento delle Membrane a Scambio Protonico per le Tecnologie Energetiche del Futurodi Marco Arezio Il crescente bisogno di tecnologie di stoccaggio energetico efficienti e sostenibili ha spinto la ricerca verso materiali innovativi, tra cui i polimeri ad alto contenuto di solfoni. Questi polimeri sono utilizzati per migliorare le prestazioni delle membrane a scambio protonico, una componente essenziale per molte tecnologie energetiche, tra cui celle a combustibile e batterie a flusso redox. In questo articolo verranno esplorati i recenti sviluppi nell'uso di polimeri solfonati per lo stoccaggio energetico, con un approfondimento sulle loro proprietà chimiche, sulle prestazioni e sui progressi nella stabilità termica e meccanica, nonché una spiegazione dettagliata del funzionamento delle membrane a scambio protonico, delle celle a combustibile e delle batterie a flusso redox. Introduzione alle Membrane a Scambio Protonico (PEM) Le membrane a scambio protonico (PEM, Proton Exchange Membranes) sono dispositivi chiave per numerose applicazioni nel campo delle energie rinnovabili, in particolare nelle celle a combustibile e nelle batterie a flusso redox. Le PEM sono membrane polimeriche che permettono il passaggio selettivo dei protoni (ioni H⁺) mentre impediscono il passaggio di altri ioni e gas. Questa caratteristica è fondamentale per la conversione e lo stoccaggio dell'energia elettrochimica, in quanto consente un efficiente trasferimento di carica nelle reazioni redox. Le PEM sono costituite principalmente da materiali polimerici solfonati, che favoriscono una conduttività protonica elevata, necessaria per il buon funzionamento delle tecnologie energetiche avanzate. Struttura e Proprietà dei Polimeri Solfonati I polimeri ad alto contenuto di solfoni sono caratterizzati dalla presenza di gruppi solfonici (-SO₃H) lungo la catena polimerica. Questi gruppi sono responsabili dell'elevata conduzione protonica, fondamentale per l'efficienza delle PEM. Il contenuto di solfoni influisce direttamente sulla capacità del polimero di trasportare protoni, poiché i gruppi solfonici forniscono i siti necessari per la migrazione protonica. Tuttavia, la presenza di un elevato numero di gruppi solfonici può compromettere la stabilità meccanica e termica del polimero, rendendo necessaria un'ottimizzazione tra conduttività e resistenza strutturale. Modifiche Strutturali per Migliorare le Prestazioni Per migliorare le prestazioni delle membrane, i polimeri ad alto contenuto di solfoni vengono spesso modificati con l'introduzione di rinforzi fisici o chimici. Un approccio comune è l'uso di materiali compositi, in cui i polimeri solfonati sono combinati con microcristalli di cellulosa o altre nanoparticelle per aumentare la stabilità meccanica senza ridurre significativamente la conduttività protonica. Altri metodi prevedono la reticolazione chimica, che migliora la resistenza termica del materiale, riducendo la solubilizzazione in acqua, una delle principali cause di degrado delle PEM. Prestazioni Elettrochimiche e Stoccaggio Energetico Le prestazioni elettrochimiche dei polimeri solfonati dipendono in gran parte dalla loro capacità di mantenere elevati livelli di conduzione protonica in condizioni operative variabili. I polimeri con un elevato contenuto di solfoni mostrano un'elevata conduttività, ma sono suscettibili a problemi di idratazione e stabilità termica. Recenti sviluppi hanno portato all'introduzione di nuovi polimeri che combinano un'elevata densità di gruppi solfonici con miglioramenti nella resistenza meccanica, grazie all'uso di reticolanti o materiali rinforzanti. Celle a Combustibile a Membrana a Scambio Protonico (PEMFC) Le celle a combustibile a membrana a scambio protonico (PEMFC) sono dispositivi elettrochimici che convertono l'energia chimica di un combustibile (generalmente idrogeno) direttamente in energia elettrica, con l'acqua come unico prodotto di scarto. Nelle PEMFC, la membrana a scambio protonico agisce come un elettrolita solido, separando i reagenti (idrogeno e ossigeno) e facilitando il trasferimento di protoni dall'anodo al catodo. Questo processo è cruciale per la produzione di energia elettrica, poiché consente un'elevata efficienza di conversione e riduce significativamente le emissioni inquinanti rispetto ai metodi tradizionali di produzione di energia. Batterie a Flusso Redox e il Ruolo delle Membrane a Scambio Protonico Le batterie a flusso redox sono un'altra applicazione significativa delle membrane a scambio protonico. Queste batterie immagazzinano energia in soluzioni elettrolitiche contenenti specie redox, che circolano attraverso una cella elettrochimica. Le PEM fungono da barriera selettiva tra i due serbatoi di elettroliti, permettendo il passaggio dei protoni e impedendo la miscelazione delle soluzioni. Questa separazione è fondamentale per mantenere l'efficienza della reazione redox e garantire una lunga durata della batteria. Le batterie a flusso redox sono particolarmente interessanti per l'accumulo di energia da fonti rinnovabili intermittenti, come l'energia solare ed eolica, poiché offrono una grande flessibilità e scalabilità. Sfide e Prospettive Future nello Sviluppo di Polimeri per lo Stoccaggio Energetico Nonostante i progressi, rimangono problemi significativi per l'uso diffuso di polimeri solfonati nelle applicazioni energetiche. La principale sfida è rappresentata dalla necessità di bilanciare la conduttività protonica con la stabilità meccanica e chimica. Studi futuri potrebbero concentrarsi su nuovi approcci di reticolazione o sulla sintesi di polimeri con una distribuzione più ottimale dei gruppi solfonici lungo la catena polimerica. Inoltre, lo sviluppo di materiali compositi e l'uso di nanomateriali rappresentano promettenti direzioni di ricerca per migliorare le prestazioni delle PEM senza compromettere la loro stabilità. Conclusioni I polimeri ad alto contenuto di solfoni rappresentano una soluzione promettente per lo stoccaggio energetico, grazie alla loro elevata conduttività protonica e alle applicazioni nelle tecnologie elettrochimiche avanzate come le celle a combustibile e le batterie a flusso redox. La ricerca è in continua evoluzione per superare le limitazioni attuali, e i recenti progressi nella modifica strutturale dei polimeri e nello sviluppo di compositi indicano un percorso promettente verso l'adozione su larga scala di queste tecnologie.© Riproduzione Vietata
SCOPRI DI PIU' Il Cartone Riciclato a Nido d'Ape: Un Materiale Innovativo per l'Isolamento Acustico
Il Cartone Riciclato a Nido d'Ape: Un Materiale Innovativo per l'Isolamento AcusticoSostenibilità e Prestazioni Acustiche: Esplorazione delle Potenzialità del Cartone Ondulato a Struttura Alveolare nelle Applicazioni Domestiche e Industrialidi Marco ArezioL'interesse per i materiali fibrosi naturali è in costante crescita grazie alla loro sostenibilità, biodegradabilità e potenziale di riciclo. Tra questi materiali, i derivati della cellulosa, come il cartone riciclato, rappresentano un'alternativa promettente ai materiali sintetici comunemente utilizzati, grazie alla loro capacità di combinare proprietà acustiche con un basso impatto ambientale. In particolare, il cartone riciclato a nido d'ape sta guadagnando attenzione per le sue potenzialità nel campo dell'isolamento acustico. Questo articolo esplora le caratteristiche e le applicazioni di questo materiale innovativo. Struttura del Cartone a Nido d'Ape Il cartone a nido d'ape è caratterizzato da una struttura interna simile a quella di un alveare, con celle esagonali che forniscono una combinazione unica di resistenza meccanica e leggerezza. Questa configurazione permette al materiale di avere una serie di vantaggi significativi: - Resistenza Meccanica e Leggerezza: Il design a nido d'ape offre una notevole resistenza meccanica pur mantenendo una leggerezza significativa. Questa caratteristica rende il materiale facile da maneggiare, trasportare e installare, riducendo i costi logistici e migliorando l'efficienza nei processi costruttivi. - Proprietà Isolanti: La struttura alveolare intrappola l'aria all'interno delle celle, contribuendo a un efficace isolamento sia termico che acustico. L'aria intrappolata funge da barriera contro la trasmissione del calore e del suono, migliorando le prestazioni complessive del materiale. - Assorbimento Acustico: Diversi studi hanno dimostrato che il cartone ondulato, specialmente nelle configurazioni a nido d'ape, può avere buone proprietà di assorbimento acustico, specialmente alle medie-alte frequenze. Questa caratteristica è particolarmente utile in ambienti dove il controllo del rumore è essenziale, come uffici, sale conferenze e spazi residenziali. Studi e Risultati Comportamento Acustico del Cartone Ondulato Uno studio del 2015 (Asdrubali et al., 2015) ha evidenziato che i campioni di cartone ondulato testati presentano un comportamento di assorbimento acustico piuttosto scarso a causa della struttura interna e della sua eccessiva resistenza al flusso. La resistenza al flusso è un parametro chiave che influisce sulla capacità di un materiale di assorbire il suono: una resistenza troppo elevata impedisce al suono di penetrare nel materiale e di essere assorbito efficacemente. Tuttavia, l'orientamento degli elementi di cartone può modificare queste prestazioni. Ad esempio, i pannelli disposti parallelamente alla direzione dell'onda sonora mostrano migliori valori di isolamento acustico rispetto a quelli con configurazione ortogonale. Questa configurazione riduce le oscillazioni interne e crea un sistema più rigido e meno performante dal punto di vista acustico. Ottimizzazione della Configurazione Campioni di cartone ondulato testati tramite tubo a impedenza hanno mostrato che un foglio ondulato disposto in modo da formare canali di foratura lungo la direzione del flusso d'aria presenta una bassa resistenza al flusso (250 – 50 Rayl/m), migliorando le capacità di fonoassorbenza alle medie-alte frequenze, ma con scarso contributo sotto i 400 Hz (Berardi e Iannace, 2015). Analisi Comparativa Secchi et al. (2015) hanno condotto un'analisi comparativa e una verifica in camera riverberante, evidenziando che i prodotti a base cellulosa, come il cartone a nido d'ape, mostrano un assorbimento acustico superiore rispetto ad altri materiali fonoassorbenti tradizionali. Un prototipo specifico ha evidenziato che l'orientamento dei canali di foratura incide significativamente sulle proprietà fonoassorbenti. L'orientamento parallelo ai canali sonori consente una maggiore dissipazione dell'energia sonora, mentre l'orientamento ortogonale porta a una maggiore rigidità strutturale, riducendo l'efficacia dell'assorbimento. Sostenibilità e Innovazione Dal punto di vista della sostenibilità, il cartone riciclato a nido d'ape rappresenta una soluzione interessante non solo per le sue proprietà acustiche, ma anche per la sua origine ecologica. La produzione di questo materiale utilizza carta riciclata, riducendo così il consumo di nuove risorse e minimizzando l'impatto ambientale. Questo processo non solo contribuisce alla riduzione dei rifiuti, ma favorisce anche l'economia circolare, dove i materiali vengono continuamente riutilizzati e riciclati. Le innovazioni nel design e nella configurazione dei pannelli di cartone possono ulteriormente migliorare le prestazioni acustiche. Ad esempio, la combinazione di cartone a nido d'ape con altri materiali fonoassorbenti o l'implementazione di tecniche di fabbricazione avanzate possono portare a soluzioni ancora più efficaci. L'uso di tecniche di fabbricazione additiva, come la stampa 3D, potrebbe permettere la creazione di strutture a nido d'ape ottimizzate per specifiche applicazioni acustiche, aumentando l'efficienza del materiale. Applicazioni Pratiche Il cartone riciclato a nido d'ape può essere utilizzato in una vasta gamma di applicazioni pratiche, grazie alla sua versatilità e alle sue proprietà uniche: - Costruzioni Edili: In ambito edilizio, il cartone a nido d'ape può essere utilizzato come materiale isolante in pareti, soffitti e pavimenti. La sua leggerezza facilita l'installazione, mentre le sue proprietà fonoassorbenti migliorano il comfort acustico degli ambienti interni. - Arredamento e Design: Il cartone a nido d'ape è ideale per la realizzazione di mobili e complementi d'arredo, come pannelli divisori, librerie e sedute. La combinazione di estetica, funzionalità e sostenibilità rende questo materiale una scelta innovativa per designer e architetti. - Industria Automobilistica: Nel settore automobilistico, il cartone a nido d'ape può essere impiegato per ridurre il rumore all'interno dei veicoli, migliorando il comfort dei passeggeri. La leggerezza del materiale contribuisce anche a ridurre il peso complessivo del veicolo, migliorando l'efficienza energetica. - Spazi Commerciali e Uffici: In contesti commerciali e lavorativi, i pannelli di cartone a nido d'ape possono essere utilizzati per creare ambienti acusticamente confortevoli, riducendo il rumore di fondo e migliorando la produttività. Conclusione In conclusione, il cartone riciclato a nido d'ape rappresenta una valida alternativa ai materiali tradizionali per l'isolamento acustico, grazie alle sue proprietà di assorbimento del suono, leggerezza e sostenibilità. La continua ricerca e sviluppo in questo campo promette di migliorare ulteriormente le prestazioni di questo materiale, rendendolo una scelta sempre più attraente per applicazioni sia domestiche che industriali. La combinazione di innovazione e rispetto per l'ambiente rende il cartone a nido d'ape un protagonista chiave nella costruzione di un futuro più sostenibile. La sfida futura sarà quella di perfezionare ulteriormente le tecniche di produzione e ottimizzazione del cartone a nido d'ape, al fine di massimizzare le sue potenzialità acustiche e garantirne l'adozione su larga scala in una varietà di settori. L'adozione di questo materiale può rappresentare un passo significativo verso un mondo più eco-compatibile, dove le soluzioni sostenibili diventano la norma anziché l'eccezione.© Riproduzione VietataFonti- Berardi, U., & Iannace, G. (2015)- Asdrubali, F., D’Alessandro, F., & Schiavoni, S. (2015)- Secchi, S., D'Alessandro, F., & Pispola, G. (2015)- Kishore, V., Khandelwal, H., & Reddy, K. S. (2021)
SCOPRI DI PIU' Le Strutture Metal-Organiche: le Prigioni Molecolari che Cambieranno l’Industria del Futuro
Le Strutture Metal-Organiche: le Prigioni Molecolari che Cambieranno l’Industria del FuturoDalle “microprigioni” per atomi ai nuovi materiali per l’ambiente, l’energia e la medicinadi Marco ArezioLe strutture metal-organiche, note in ambito scientifico come MOF (Metal-Organic Frameworks), rappresentano una delle scoperte più affascinanti della chimica dei materiali degli ultimi trent’anni. Si tratta di reti cristalline tridimensionali costituite da ioni metallici o cluster di metalli uniti tra loro da leganti organici, in genere molecole contenenti ossigeno, azoto o zolfo. Questa combinazione genera strutture ordinate e porose, simili a una spugna molecolare o ad una prigione capace di trattenere atomi e molecole. Il punto di forza dei MOF è la loro architettura interna, che può essere progettata con precisione quasi atomica. Ogni “cella” della struttura possiede cavità di dimensioni controllate, tali da ospitare gas, ioni o altre molecole, con un’efficienza senza paragoni rispetto ad altri materiali porosi come il carbone attivo o la zeolite. Come si formano le gabbie molecolari dei MOF La formazione dei MOF avviene attraverso processi di autoassemblaggio chimico. In laboratorio, si combinano ioni metallici (come zinco, rame, ferro o zirconio) con molecole organiche in soluzione. Le forze di coordinazione tra i metalli e i leganti portano spontaneamente alla costruzione di una rete regolare e geometrica, la cui forma finale dipende dal tipo di metallo e dal legante utilizzato. Il risultato è un materiale cristallino formato da miliardi di minuscole celle tridimensionali. Ogni cella, pur essendo “microbica come un atomo”, può intrappolare gas o molecole più grandi. È per questo che si parla di prigioni molecolari: spazi minuscoli che riescono a contenere quantità enormi di sostanze rispetto al loro peso. Alcuni MOF raggiungono superfici specifiche di oltre 7000 m² per grammo: ciò significa che un solo grammo di materiale possiede una superficie interna paragonabile a quella di un campo da calcio. Le straordinarie capacità di assorbimento dei MOF L’enorme superficie interna rende i MOF materiali eccezionali per l’assorbimento e l’immagazzinamento di sostanze gassose o liquide. I loro pori agiscono come trappole selettive, capaci di distinguere tra molecole simili per dimensioni o polarità. Ciò li rende ideali per filtrare, catturare o separare gas, ma anche per rilasciare gradualmente composti immagazzinati al loro interno. Tra gli impieghi più noti rientrano: - la cattura dell’anidride carbonica (CO₂) dai fumi industriali - l’immagazzinamento di idrogeno o metano per applicazioni energetiche - la purificazione dell’aria o dell’acqua da composti tossici o metalli pesanti In ciascun caso, la struttura dei MOF può essere modificata chimicamente per adattarsi allo scopo: cambiare un legante o un metallo significa modificare le dimensioni dei pori e la loro affinità per determinate molecole. MOF e ambiente: cattura della CO₂ e depurazione dell’aria Uno dei campi più promettenti di applicazione è la lotta al cambiamento climatico. I MOF sono in grado di catturare la CO₂ con un’efficienza superiore a quella dei materiali tradizionali. Alcuni studi hanno dimostrato che una piccola quantità di MOF può assorbire fino a 180 volte il proprio volume in CO₂, trattenendola in modo reversibile. Questo apre la strada a sistemi di filtrazione industriale in grado di ridurre le emissioni dei combustibili fossili e a dispositivi di riciclo della CO₂, dove il gas serra viene trasformato in materia prima per nuovi processi chimici. Altri MOF sono stati progettati per adsorbire composti organici volatili (COV) o neutralizzare sostanze tossiche nell’aria, fungendo da filtro intelligente in ambienti chiusi, veicoli o persino maschere protettive. Dalle energie pulite alla catalisi chimica: i nuovi impieghi industriali Le proprietà dei MOF non si limitano alla capacità di assorbimento. Molti ricercatori hanno scoperto che le gabbie metal-organiche possono agire da catalizzatori chimici, accelerando reazioni fondamentali nella produzione di combustibili, fertilizzanti o farmaci. I metalli presenti nelle loro strutture funzionano come centri attivi, mentre i leganti organici creano ambienti controllati che facilitano l’ingresso e la trasformazione delle molecole reagenti. Ciò rende i MOF strumenti ideali per la chimica verde, perché permettono di ridurre l’uso di solventi e temperature elevate, aumentando la resa e diminuendo gli sprechi energetici. Nei sistemi energetici, i MOF stanno trovando impiego anche come materiali per batterie e supercondensatori, grazie alla loro conducibilità ionica e alla possibilità di integrare metalli diversi in una singola matrice porosa. Le applicazioni biomediche delle prigioni molecolari Nel campo della biomedicina, i MOF rappresentano una nuova frontiera per la somministrazione controllata dei farmaci. Le loro cavità possono essere caricate con principi attivi, che vengono poi rilasciati in modo graduale e mirato all’interno dell’organismo. Alcuni tipi di MOF sono biodegradabili e non tossici, il che li rende adatti per applicazioni terapeutiche o diagnostiche, come nel rilascio di anticancro o nel trasporto di enzimi sensibili. Inoltre, grazie alla loro struttura ordinata e modulabile, i MOF possono essere utilizzati per imaging molecolare, biosensori e sistemi di detezione selettiva di biomarcatori. Limiti attuali e sfide per la stabilità dei MOF Nonostante le enormi potenzialità, i MOF devono affrontare alcune sfide tecniche. Il principale problema riguarda la stabilità in presenza di umidità o solventi, che può compromettere la struttura cristallina. Alcuni MOF si degradano facilmente quando esposti all’acqua o a variazioni di temperatura. Per superare questo limite, i ricercatori stanno sviluppando nuove generazioni di MOF idrotermicamente stabili, con leganti più robusti o metalli resistenti all’ossidazione. Un’altra sfida riguarda la produzione su larga scala, ancora costosa e complessa, che richiede il miglioramento dei processi di sintesi e riciclo dei materiali. Il futuro della scienza dei materiali: verso reti molecolari intelligenti I MOF rappresentano oggi uno dei campi più dinamici della scienza dei materiali. Le loro potenzialità abbracciano discipline diverse — dalla chimica alla fisica, dalla biologia all’ingegneria — e aprono prospettive rivoluzionarie per un’economia più sostenibile e intelligente. Immaginare materiali capaci di trattenere gas nocivi, generare energia pulita o curare malattie significa riscrivere i confini tra scienza e tecnologia. Le strutture metal-organiche sono la prova che, anche nel mondo invisibile degli atomi, la materia può essere organizzata in architetture razionali, leggere, flessibili e intelligenti: vere e proprie microprigioni di innovazione, dove la scienza sta imparando a custodire il futuro.© Riproduzione Vietata
SCOPRI DI PIU' Cosa è la Resina Epossidica e come si Ricicla
Cosa è la Resina Epossidica e come si RiciclaUn composto polimerico di estrema importanza per gli usi più disparati a cui è destinato, ma con un complicato rapporto con il riciclo di Marco ArezioUna resina epossidica è un tipo di polimero termoindurente che, una volta miscelato con un indurente, subisce una reazione chimica chiamata "reticolazione". Questo processo trasforma la resina da uno stato liquido o viscoso a uno stato solido e rigido. Le principali caratteristiche e aspetti delle resine epossidiche:Struttura Molecolare Le resine epossidiche contengono gruppi epossidici (un atomo di ossigeno legato a due atomi di carbonio adiacenti in una catena) che sono reattivi e permettono la reticolazione con vari indurenti. Indurenti Perché una resina epossidica si indurisca, deve essere miscelata con un indurente (o agente di reticolazione). Questo indurente reagisce con i gruppi epossidici della resina, formando una struttura tridimensionale solida. Proprietà Una volta reticolate, le resine epossidiche hanno eccellenti proprietà meccaniche, resistenza chimica e adesione. Sono anche elettricamente isolanti. Applicazioni A causa delle loro ottime proprietà, le resine epossidiche sono utilizzate in una vasta gamma di applicazioni, come adesivi, rivestimenti, compositi rinforzati con fibre, circuiti stampati e molto altro. Manipolazione Le resine epossidiche possono essere modificate per avere proprietà specifiche. Ad esempio, possono essere formulate per avere tempi di indurimento rapidi o lenti, o per resistere a temperature estreme. Estetica Esistono resine epossidiche trasparenti che sono utilizzate in applicazioni artistiche e decorative, come rivestimenti per tavoli o creazioni di gioielli. È importante notare che, una volta che una resina epossidica è completamente reticolata, diventa termoindurente. Ciò significa che, a differenza dei polimeri termoplastici, non può essere rifusa o modellata con l'applicazione di calore. Le resine epossidiche riciclate La ricerca sulle resine epossidiche riciclabili è al centro di grandi interessi negli ultimi anni. Questi tipi di polimeri, come abbiamo detto, sono termoindurenti, il che significa che una volta reticolate o indurite, non possono essere facilmente riciclate o riprocessate. Tuttavia, ci sono studi volti a sviluppare resine epossidiche "riciclabili" o "riproducibili" che possono quindi essere depolimerizzate o riportate a uno stato liquido dopo il processo di reticolazione. Alcune di queste resine epossidiche riciclabili sono state progettate per depolimerizzarsi attraverso specifici stimoli, come il calore o l'esposizione a certi prodotti chimici. L'idea dietro questi materiali è che, una volta depolimerizzati, possano essere riciclati. Ricerche sulle resine episodiche riciclate Le resine epossidiche sono ampiamente utilizzate in una varietà di applicazioni industriali in virtù delle loro ottime proprietà meccaniche di adesione e di resistenza chimica. Tuttavia, una delle principali sfide associate a queste resine è la difficoltà nel loro riciclo a causa della loro natura termoindurente. Diverse soluzioni di riciclo sono state proposte per risolvere il problema: Depolimerizzazione chimica Questo processo coinvolge l'uso di agenti chimici per rompere i legami crociati nella rete epossidica. Una volta depolimerizzate, le resine possono essere potenzialmente riprocessate. Reticolazione dinamica Alcune resine epossidiche sono state modificate per avere legami crociati dinamici che possono scambiarsi sotto determinate condizioni. Ciò significa che possono essere reticolate (indurite) e poi "de-reticolate" quando esposte a determinati stimoli come calore o luce. Riciclo meccanico Invece di cercare di depolimerizzare la resina, questo approccio si concentra sul triturare o frantumare il materiale epossidico indurito in particelle, che possono poi essere riutilizzate come riempitivi o rinforzi in nuovi compositi. Recupero di riempitivi e rinforzi In molti compositi epossidici, la matrice epossidica è solo una componente. Altri componenti, come fibre di carbonio o vetro, possono essere recuperati dal composto e riutilizzati. La ricerca in questo campo è in continua evoluzione. Mentre alcune di queste tecniche sono ancora in fase di sviluppo e potrebbero non essere commercialmente pronte o economicamente fattibili su larga scala, rappresentano comunque importanti passi avanti verso una maggiore sostenibilità nel campo dei materiali epossidici. Storia delle resine epossidiche Le resine epossidiche sono polimeri che sono diventati fondamentali in molte industrie per le loro eccezionali proprietà meccaniche, di adesione e di resistenza chimica. Ecco una breve storia delle resine epossidiche: Primi anni (1930-1940) Le resine epossidiche furono sviluppate per la prima volta negli anni '30. Il chimico svizzero Paul Schlack è spesso accreditato per aver realizzato la prima resina epossidica mentre lavorava per la società tedesca IG Farben. Poco dopo, negli Stati Uniti, la Devoe & Raynolds Company iniziò a sviluppare resine epossidiche basate su bisfenolo A e epossicloridrina. Seconda guerra mondiale Durante la seconda guerra mondiale, c'era un crescente bisogno di materiali ad alte prestazioni, e le resine epossidiche iniziarono a essere utilizzate in applicazioni militari. Anni '50 e '60 Dopo la guerra, la produzione e l'utilizzo delle resine epossidiche si espansero notevolmente. Furono sviluppati nuovi tipi di resine e indurenti, portando a una vasta gamma di proprietà e applicazioni. Durante questo periodo, le resine epossidiche divennero popolari come adesivi strutturali e come matrici per compositi rinforzati con fibra. Anni '70 La crescente consapevolezza ambientale portò alla ricerca di sistemi epossidici senza solventi e a basso contenuto di composti organici volatili (COV). Durante questo periodo, le resine epossidiche divennero anche fondamentali nella produzione di circuiti stampati. Anni '80 e '90 L'industria aerospaziale ha iniziato a utilizzare in modo significativo le resine epossidiche per compositi leggeri e ad alte prestazioni. La ricerca si concentrò anche sul miglioramento delle proprietà termiche e sulla riduzione delle tensioni interne durante la reticolazione. 2000 – Oggi Con la crescente necessità di materiali sostenibili, c'è stato un interesse nella ricerca di resine epossidiche riciclabili o biodegradabili. La tendenza alla miniaturizzazione in elettronica ha anche portato a resine epossidiche con proprietà specifiche per applicazioni come l'incapsulamento di semiconduttori. Oggi, le resine epossidiche sono onnipresenti in molte industrie, da quelle edilizie e navali, all'elettronica, all'aerospaziale, e oltre. Le continue innovazioni e la ricerca in questo campo continuano a espandere le potenzialità e le applicazioni di questi versatili materiali. Dove vengono impiegate le tesine epossidiche Le resine epossidiche sono utilizzate in una vasta gamma di applicazioni. Ecco alcune delle principali applicazioni delle resine epossidiche: Adesivi Questi polimeri sono notevolmente adesivi e sono utilizzati come collanti strutturali per molte applicazioni industriali. Possono aderire a una vasta gamma di materiali, compresi metalli, plastica, legno e ceramica. Rivestimenti Le resine epossidiche sono utilizzate per rivestire pavimenti industriali e commerciali, offrendo resistenza all'abrasione, resistenza chimica e una facile pulizia. Compositi Questi polimeri sono spesso utilizzati come matrice in compositi rinforzati con fibre, come quelli con fibre di carbonio o fibra di vetro. Queste applicazioni sono comuni in settori come l'aerospaziale, l'automotive e lo sport. Circuiti stampati Le resine epossidiche sono un componente fondamentale nella produzione di circuiti stampati utilizzati in elettronica. Protezione Le resine epossidiche sono utilizzate per proteggere componenti elettronici sensibili, isolandoli dall'ambiente esterno. Strutture marine Grazie alla loro resistenza chimica, le resine epossidiche sono utilizzate per la riparazione e la protezione di strutture marine, come scafi di barche. Riparazioni A causa della loro forte adesione e delle loro proprietà strutturali, le resine epossidiche sono spesso utilizzate per la riparazione di una varietà di oggetti, compresi quelli fatti di metallo, ceramica e legno. Attività dentistiche Alcuni tipi di resine epossidiche sono utilizzati in odontoiatria per riempimenti e adesivi. Arte e artigianato Le resine epossidiche trasparenti sono diventate popolari nell'arte e nell'artigianato, utilizzate per creare gioielli, mobili, opere d'arte e altri oggetti artistici. Strutture in calcestruzzo Le resine epossidiche sono utilizzate per la riparazione, il rafforzamento e la protezione delle strutture in calcestruzzo.
SCOPRI DI PIU' I Grigliati Erbosi in Plastica Riciclata. Consigli per una Scelta Corretta
I Grigliati Erbosi in Plastica Riciclata. Consigli per una Scelta CorrettaI Grigliati Erbosi in Plastica Riciclata. Consigli per una scelta correttadi Marco ArezioFino agli inizi degli anni ‘90 del secolo scorso i parcheggi “verdi” venivano realizzati utilizzando dei blocchi in cemento con aperture che permettevano il passaggio del traffico veicolare e nello stesso tempo la formazione di un rado prato erboso in superficie tra un setto di cemento e l’altro.In quel periodo era già stata fatta una piccola rivoluzione in quanto si era passati dai parcheggi in asfalto a quelli con un aspetto più “green”. I grigliati in cemento avevano però vantaggi e svantaggi: Nei vantaggi possiamo annoverare: - Alta resistenza al traffico veicolare - Durabilità del manufatto - Resistenza agli agenti atmosferici - Forme superficiali differenti - Alta stabilità dimensionale sotto l’effetto del sole Negli svantaggi possiamo annoverare: - Alto peso del pezzo singolo - Alti costi di posa - Alti costi di trasporto - Ridotta superficie erbosa - Alta probabilità di seccatura dell’erba in estate - Ridotta superficie drenante A cavallo del secolo si sono imposti sul mercato i grigliati erbosi carrabili in plastica riciclata (salvaprato) che hanno preso un grosso spazio nella realizzazione dei parcheggi verdi, sia per alcuni vantaggi tecnici di cui godono rispetto al prodotto in cemento, sia per le nuove normative che impongono un rapporto tra le superfici costruite rispetto al verde e sia sulla necessità di rendere il più possibile drenanti le aree orizzontali. I materiali che si usano normalmente sono di tre tipi: - L’LDPE per superfici non carrabili - L’HDPE e il PP/PE per superfici carrabili Parlando di parcheggi carrabili, l’HDPE è un materiale che permette una buona elasticità del prodotto ma nello stesso tempo una buona resistenza a compressione, a flessione e a torsione. Quest’ultimo elemento è da considerare con cura in quanto il grigliato deve sopportare la forza che una macchina ferma imprime sul manufatto girando le ruote. Inoltre ha un’ottima resistenza alle basse temperature ma, allo stesso tempo, una minore stabilità sotto l’effetto dell’irraggiamento solare se non debitamente controbilanciato con cariche minerali. Il compound PP/PE ha una buona resistenza a compressione e alle alte temperature solari, ma ha una scarsa resistenza alla torsione e alla flessione. Anche la resistenza alla flessione, oltre a quella a torsione che abbiamo visto prima, è un elemento da considerare quando il sottofondo non assolve a dovere il suo compito di portata statica e di complanarità rispetto al piano in plastica. Inoltre ha una scarsa resistenza alle basse temperature con la possibilità di sbriciolamento delle parti in plastica fuori terra. La scelta dei due materiali che hanno vantaggi e svantaggi è da farsi considerando la stagionalità, la latitudine del cantiere, la perizia nella posa e il tipo di traffico veicolare. Esistono comunque ricette correttive da utilizzare, una volta che si hanno tutti gli elementi progettuali, che tengono anche in considerazione il costo della materia prima differente tra le due famiglie, la tipologia di stampo, la macchina per la stampa del prodotto, i colori e gli additivi protettivi richiesti. Naturalmente la corretta scelta delle materie prime rigenerate non esaurisce le decisioni che si devono fare per progettare e realizzare un buon parcheggio “verde”. Possiamo qui di seguito elencare alcuni particolari da tenere presente: - La forma dell’alveolo è consigliabile sia a nido d’ape o circolare in modo che le tensioni si distribuiscano in modo omogeneo - L’aggancio tra una piastrella e l’altra deve tenere in considerazione la dilatazione termica che il prodotto subisce sotto il sole. In assenza di spazio tra gli elementi bisogna considerare di lasciare dei giunti di dilatazione in entrambi le direzioni. - I piedini nell’intradosso del grigliato dovrebbero essere di una lunghezza non inferiore ai 3,5 cm. per permettere un idoneo aggrappo al terreno sottostante - La stratificazione su cui appoggia il grigliato erboso deve prevedere due materiali inerti con granulometria diversa divisi da un tessuto non tessuto drenante, meglio se in polipropilene a filo continuo e uno di finitura adatto alla semina dell’erba. - Il livellamento meccanico attraverso pressatura è molto importante per prevenire cedimenti della pavimentazione - Dotare l’area di una irrigazione automatica e prevedere concimazioni e ripristino della terra da coltura mancante dopo l’apertura dell’area sarebbe consigliato.Categoria: notizie - tecnica - plastica - riciclo - grigliato erboso - HDPE - PP - PP/PE - edilizia Vedi il prodotto finito
SCOPRI DI PIU'