- Le plastique recyclé fond à l'intérieur de l'extrudeuse
- Types et caractéristiques des matières premières recyclées
- Types et caractéristiques de l'extrudeuse
- Types et caractéristiques des filtres
Extrudeuses pour plastiques: voyons ce qui se passe à l'intérieur pendant le fonctionnement
Pour tous ceux qui utilisent ou utilisent des extrudeuses pour les plastiques, surtout s'il utilise des polymères recyclés, doit avoir connaissance du comportement de la masse fondue à l'intérieur du cylindre, des phases de transformation de l'état solide à l'état visqueux et des implications négatives qui peuvent survenir lors du traitement.
Ces implications peuvent générer des défauts sur le polymère en cours de production ou sur les articles manufacturés qui sont directement connectés à l'extrudeuse.
L'article ne doit pas s'adresser aux employés de la production, qui connaissent probablement bien le comportement du polymère en transit dans l'extrudeuse, mais principalement aux vendeurs de produits finis produits en plastique ou en polymères recyclés.
Connaître les phases de production et les enjeux critiques qu'elles peuvent représenter, est un bagage technique qui permet de résoudre, le plus rapidement et le plus professionnellement possible, les problèmes avec les clients concernant qualité.
Pour faire un discours général on peut prendre en considération les éléments qui entrent en jeu pour mener à bien une phase d'extrusion de matières plastiques :
• La matière première
• L'extrudeur
• Le filtre
Matière première
La matière première, en fonction de l'utilisation prévue de l'extrudeuse, peut se présenter sous forme de broyat ou de granulés.
Dans les deux cas, la matière recyclée doit avoir subi les bons traitements de sélection, broyage, déferrage, lavage en cuve, essorage, séchage (densification éventuelle pour matériaux légers).
Plus les étapes préliminaires qui amènent le produit semi-fini à l'extrudeuse sont bien faites, meilleure sera la qualité du produit qui en sortira, évitant l'augmentation des problèmes de produits finis à fabriquer.
Toute phase préliminaire non effectuée correctement aura des conséquences négatives lors de la fusion du plastique à l'intérieur de l'extrudeuse, qui peuvent être des impuretés représentées par des plastiques rigides non fusibles à l'intérieur la masse, la dégradation du matériau causée par une sélection incorrecte, la présence de pièces métalliques causées par un lavage imprudent ou des résidus de matériaux élastiques non filtrables.
Plus la qualité attendue pour la fabrication du produit est élevée, plus l'attention à apporter aux phases de recyclage du produit semi-fini est grande, plus la des épaisseurs à atteindre sur le produit fini, par exemple une bouteille, plus le plastique doit être propre et homogène.
Extrudeuse
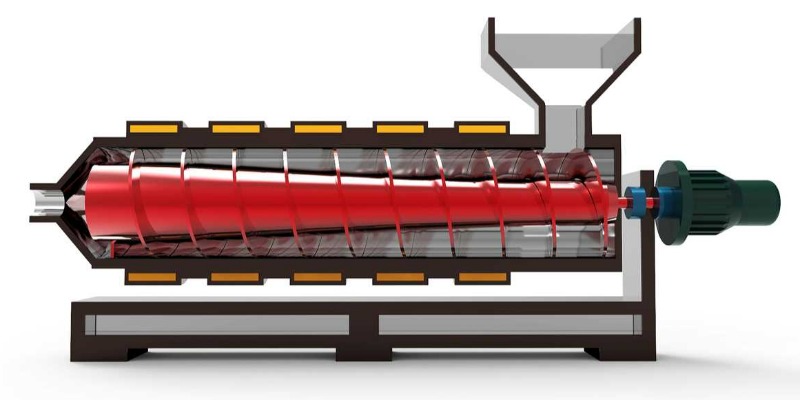
Une ligne d'extrusion, afin de ne pas trop s'immiscer dans la technicité du sujet, est composée d'une trémie d'entrée de matière première, d'un cylindre de confinement en polymère, une ou plusieurs vis de mouvement, un filtre (dans la plupart des cas) et une tête finale.
Jusqu'à présent, chaque partie est visible et intuitive dans son travail, mais que se passe-t-il à l'intérieur de ces parties?
Commençons par la trémie de chargement des polymères qui alimenteront l'extrudeuse, une sorte de grand entonnoir avec lequel alimenter l'usine, à la fois en utilisant les polymères ci-dessous forme de billes que de sol ou densifié.
La descente de la matière première à l'intérieur du cylindre se fait normalement par gravité, ainsi le granulé est attiré vers la partie inférieure de l'entonnoir grâce à son propre poids, offrant une faible résistance au glissement.
La même chose ne se produit pas toujours pour les moulus et densifiés, car ils ont des formes plus anguleuses et de par leur nature ils ont tendance à s'agréger, surtout s'ils ne sont pas bien sec, créant quelques difficultés dans la descente.
Une fois que la matière première atteint l'embouchure du cylindre, elle entre en contact avec une ou plusieurs vis, constituées d'éléments hélicoïdaux qui ont pour but d'entraîner le matière première encore solide le long du cylindre et retour à la tête, à la fin du parcours, le plastique fond pour fabriquer le produit ou pour créer les granulés de plastique.
La zone d'entrée de l'extrudeuse est toujours refroidie à l'eau, pour éviter que la chaleur générée par les résistances qui chauffent le cylindre ne fasse fondre le polymère qui y est stationné la zone, lorsque l'extrudeuse est arrêtée.
Le polymère, tombé de la trémie, adhère aux parois entre lesquelles il se trouve, celles du filetage, du noyau de la vis et du cylindre.
A ce stade, les granulés adhérant à la vis tournent avec elle et ne peuvent donc pas avancer, tandis que ceux adhérant au cylindre sont poussés vers la sortie de l'arête de le fil qui touche et gratte la surface du cylindre lui-même.
La conclusion est que plus les granulés ont tendance à adhérer au cylindre, et donc à ne pas tourner avec la vis, plus la poussée vers l'avant exercée par les filets est importante , qui transfèrent la force motrice du moteur au polymère pour le pousser hors du cylindre.
La vitesse maximale d'avancement du polymère sera au contact du cylindre aussi bien pour les granulés, en alimentation, que pour les molécules de polymère après fusion, tandis que dans les couches sous-jacentes la vitesse sera progressivement réduite jusqu'à ce qu'elle soit nulle au contact du cœur de la vigne.
Une croyance commune en ce qui concerne le travail de l'extrudeuse est que les résistances thermiques ont pour but de faire fondre la matière première, solide, le long du chemin par lequel le cylindre traverse à sa sortie dans la culasse.
Ce n'est pas tout à fait vrai, car les résistances interviennent principalement dans la phase initiale de contact entre la matière première entrant dans la trémie avec la vis. Dans la phase suivante, la force que le moteur donne à la vis, qui en tournant crée un frottement entre la matière première et le cylindre, crée la chaleur nécessaire à la fusion de la matière.
Le comportement du volume de la masse plastique à l'intérieur du cylindre, en correspondance avec la vis, change lors de son passage dans l'extrudeuse. En effet, depuis le début de la fusion, la quantité de solide se trouvant entre les deux filets est toujours inférieure à celle entre les deux filets précédents.
L'avancement de la broche est donc déterminé, à la fois par la poussée mécanique des pas de vis, mais également par la différence de pression créée à l'intérieur du cylindre, facilitant l'aller vers l'extérieur poussée du polymère fondu grâce à une pression plus faible.
La zone de transport de la matière fondue peut prendre une importance supplémentaire lorsque l'extrudeuse doit également fonctionner différemment, en plus de la fusion, comme le mélange du polymère. A cet effet, la section finale de la vis peut être modifiée pour améliorer le malaxage de l'extrudat.
Filtrer
En travaillant avec des polymères recyclés, on ne connaît pas toujours la qualité de préparation des granulés qui doivent entrer dans l'extrudeuse ou des granulés broyés ou densifiés, donc insérer dans une extrusion d'un polymère recyclé sans prendre les précautions nécessaires pour effectuer une opération de filtrage peut être dangereuse.
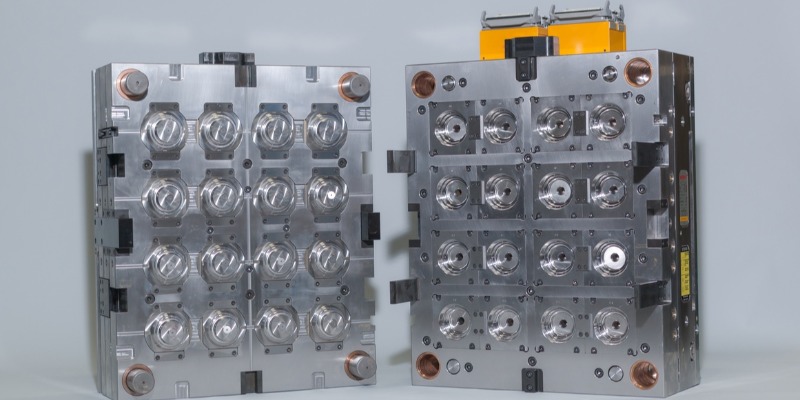
Autrefois, les filtres consistaient en un disque perforé sur lequel étaient montées des mailles métalliques, qui avaient pour but de filtrer et d'éliminer les impuretés présentes dans la masse fondue. Les filets, en nombre et avec des diamètres de mailles variables, étaient montés en bout de cylindre sur des brides et permettaient d'améliorer la qualité du polymère.
La présence du filtre, cependant, provoque une augmentation de la pression à l'extrémité de la vis, égale à la chute de pression nécessaire pour faire passer la matière fondue à travers le filtre.
La variation de pression est due au fait qu'au fur et à mesure que les réseaux se bouchent, la pression dans la tête augmente et, par conséquent, le reflux dans la vis augmente.
L'augmentation de la pression amène la vis à exiger plus de travail du moteur pour pousser la même quantité de matériau hors de la matrice, et comme le travail accru de la vis est transformé en chaleur transférée au polymère, la température de fusion à la sortie va être plus élevé et la viscosité plus faible que lorsqu'il n'y a pas de filtre.
L'augmentation de la température pendant des périodes prolongées peut entraîner une dégradation du polymère, avec des conséquences négatives sur la production du produit. Et c'est pour cette raison qu'il existe aujourd'hui de nouveaux changeurs de filtres automatiques qui régulent cette phase délicate.
Traduction automatique. Nous nous excusons pour toute inexactitude. Article original en italien.