



 Polimeri Biocompatibili per Applicazioni Mediche: Innovazione nei Materiali per Impianti e Sistemi di Rilascio di Farmaci
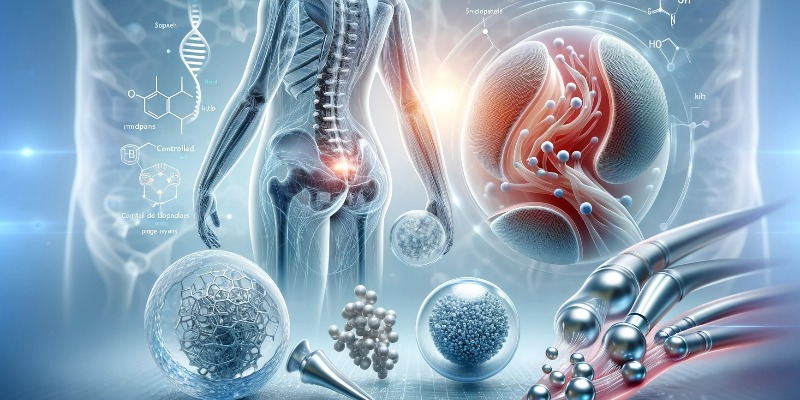
Polimeri Biocompatibili per Applicazioni Mediche: Innovazione nei Materiali per Impianti e Sistemi di Rilascio di FarmaciMateriali polimerici avanzati per impianti medici e tecnologie di rilascio controllato dei farmaci, capaci di migliorare sicurezza ed efficacia terapeuticadi Marco ArezioI polimeri biocompatibili rappresentano un'area di grande interesse nella ricerca medica, grazie alle loro caratteristiche uniche e versatili che li rendono ideali per numerose applicazioni nel campo della salute. Dagli impianti medici ai sistemi di rilascio controllato di farmaci, questi materiali stanno rivoluzionando l'ingegneria biomedica. Lo sviluppo di nuovi polimeri con proprietà specifiche può migliorare significativamente l'efficacia, la sicurezza e la durabilità delle soluzioni terapeutiche. In questo articolo esploreremo i principali progressi nella ricerca sui polimeri biocompatibili e le loro applicazioni future, con particolare attenzione agli impianti biocompatibili e ai sistemi di rilascio controllato di farmaci. Polimeri Biocompatibili: Definizione e Caratteristiche Un polimero biocompatibile è un materiale capace di interagire con i tessuti e i fluidi corporei senza provocare reazioni avverse come infiammazioni, tossicità o rigetto da parte del sistema immunitario. La biocompatibilità, quindi, non si riferisce solo all'assenza di effetti negativi, ma anche alla capacità del materiale di integrarsi e funzionare correttamente all'interno del corpo umano. I principali parametri per valutare la biocompatibilità includono la citotossicità, l'emocompatibilità e la degradazione controllata. Nella pratica, i polimeri biocompatibili devono essere: Non tossici: Non devono rilasciare sostanze che possano danneggiare i tessuti o interferire con le funzioni fisiologiche. Degradabili: Alcuni polimeri devono essere progettati per degradarsi in modo prevedibile e sicuro, particolarmente nei casi in cui il materiale viene utilizzato per impianti temporanei o sistemi di rilascio di farmaci. Stabili: Devono mantenere le loro proprietà meccaniche e chimiche per tutto il tempo richiesto dalla loro funzione. Modulabili: Le proprietà del polimero (rigidità, porosità, resistenza alla deformazione, ecc.) devono essere adattabili a seconda delle specifiche applicazioni mediche. Tipologie di Polimeri Biocompatibili I polimeri biocompatibili possono essere di origine naturale o sintetica, ognuno con vantaggi e svantaggi a seconda delle applicazioni previste. Polimeri Naturali I polimeri naturali, come il collagene, la chitina, la cellulosa e l'acido ialuronico, sono spesso preferiti per applicazioni in cui è richiesta una perfetta integrazione con i tessuti biologici. Questi materiali tendono a degradarsi in modo naturale e non provocano reazioni immunitarie significative. Tuttavia, la loro variabilità e la difficoltà di produzione su larga scala rappresentano spesso un problema. Un esempio rilevante è rappresentato dalla chitosano, un derivato della chitina, utilizzato per applicazioni come la guarigione delle ferite e come vettore per il rilascio di farmaci. La sua biocompatibilità, associata a un'eccellente capacità di adesione ai tessuti, lo rende ideale per queste applicazioni. Polimeri Sintetici I polimeri sintetici, come il polietilenglicole (PEG), il polilattico-co-glicolico (PLGA) e il polietilene, sono più facili da produrre e da manipolare in termini di proprietà meccaniche. Questi materiali permettono una maggiore precisione nella creazione di dispositivi medici su misura, come gli impianti ortopedici o i sistemi di rilascio di farmaci. Un aspetto importante è che la degradazione di alcuni polimeri sintetici può essere progettata in modo controllato, consentendo una somministrazione temporizzata di farmaci o la degradazione di un impianto una volta completata la sua funzione. Impianti Biocompatibili: Nuovi Materiali e Tecnologie Gli impianti medici biocompatibili stanno evolvendo rapidamente grazie all'introduzione di nuovi polimeri in grado di interagire meglio con i tessuti umani. Questo progresso ha un impatto significativo su molte discipline mediche, in particolare ortopedia, odontoiatria e chirurgia cardiovascolare. Uno dei materiali più promettenti per gli impianti è il PLGA, un copolimero che combina acido lattico e acido glicolico. Il PLGA ha la capacità di degradarsi gradualmente in prodotti non tossici (acido lattico e acido glicolico), che vengono metabolizzati e rimossi dal corpo. Questa caratteristica lo rende particolarmente utile per impianti temporanei, come stent o sistemi di fissazione ossea, che non richiedono una rimozione chirurgica una volta completata la loro funzione. Un altro sviluppo interessante riguarda i polimeri a memoria di forma, come il polietilene tereftalato modificato, che possono cambiare forma in risposta a stimoli esterni (temperatura, luce, ecc.). Questi polimeri vengono utilizzati per creare impianti che possono adattarsi a diverse condizioni anatomiche, riducendo la necessità di interventi chirurgici multipli. Sistemi di Rilascio Controllato di Farmaci: Il Ruolo dei Polimeri Il rilascio controllato di farmaci è un altro campo in cui i polimeri biocompatibili stanno avendo un impatto significativo. I polimeri degradabili, come il PLGA e il PEG, sono ampiamente utilizzati per la formulazione di microsfere, nanoparticelle e gel che permettono un rilascio prolungato e controllato del principio attivo. Ciò è particolarmente utile in terapie dove il mantenimento di una concentrazione costante di farmaco nel corpo è cruciale, come nel trattamento del cancro o delle malattie croniche. Microsfere e Nanoparticelle Le microsfere e le nanoparticelle polimeriche sono utilizzate per incapsulare farmaci, proteggendoli da un rapido metabolismo e permettendo il loro rilascio graduale. Le particelle di PLGA, ad esempio, vengono impiegate per il rilascio di farmaci antitumorali, antibiotici e ormoni, poiché il tasso di degradazione del polimero può essere regolato variando il rapporto tra acido lattico e glicolico. Idrogel Biocompatibili Gli idrogel, reti polimeriche tridimensionali in grado di trattenere grandi quantità di acqua, sono utilizzati come supporto per il rilascio di farmaci o come scaffold per la rigenerazione tissutale. Grazie alla loro struttura porosa e alla loro biocompatibilità, gli idrogel sono ideali per applicazioni come la somministrazione di farmaci oftalmici o per la rigenerazione della pelle nei pazienti con ustioni gravi. Polimeri Stimolo-Responsivi Una delle aree più avanzate nella ricerca sui polimeri per il rilascio di farmaci è quella dei polimeri stimolo-responsivi, in grado di rilasciare il farmaco in risposta a cambiamenti nell'ambiente biologico, come il pH, la temperatura o la presenza di enzimi specifici. Questo approccio può migliorare l'efficacia terapeutica riducendo gli effetti collaterali, poiché il farmaco viene rilasciato solo quando e dove necessario. Prospettive Future La ricerca sui polimeri biocompatibili per applicazioni mediche è in continua evoluzione, con nuovi materiali e tecnologie che promettono di migliorare ulteriormente le prestazioni degli impianti e dei sistemi di rilascio controllato. Le direzioni future comprendono l'uso di polimeri intelligenti in grado di rispondere a stimoli esterni, lo sviluppo di materiali biocompatibili con proprietà antibatteriche e la combinazione di polimeri con nanotecnologie per un targeting più preciso dei farmaci. In conclusione, i polimeri biocompatibili stanno trasformando il campo della medicina moderna, offrendo soluzioni innovative per migliorare la qualità della vita dei pazienti. Dai nuovi materiali per impianti agli avanzati sistemi di rilascio controllato di farmaci, questi progressi rappresentano una frontiera promettente per la scienza e la medicina del futuro.
SCOPRI DI PIU' Difetti di iniezione con materiali riciclati: striature superficiali
Difetti di iniezione con materiali riciclati: striature superficialiDa cosa sono causati i difetti di iniezione e come è possibile risolverli quando si utilizzano dei polimeri riciclati? di Marco ArezioCi sono dei difetti estetici che potrebbero formarsi durante il lavoro di iniezione utilizzando dei granuli rigenerati, che siano da provenienza post consumo o post industriali. Il granulo post consumo si presta maggiormente, in ogni caso, alla possibile creazione di difetti estetici in quanto la composizione polimerica del granulo stesso può comprendere frazioni di materiali non del tutto omogenei (PP/PE per esempio). Le carenze estetiche espresse in striature superficiali, dette anche marmoree, normalmente non causano un difetto tecnico del prodotto stampato, ma solitamente un difetto estetico che, in ogni caso, può comportare il rifiuto del prodotto da parte del cliente finale. Abbiamo già affrontato l’argomento che riguarda la riconsiderazione degli aspetti estetici dei manufatti realizzati con un granulo riciclato, in presenza di piccoli difetti, in un’ottica di incremento della circolarità dei rifiuti plastici, proprio per avere un giudizio corretto sulle aspettative estetiche di prodotti che impiegano la plastica riciclata. Nella fase di stampaggio, la plastica utilizzata come materia prima, raggiunge temperature tra i 175° e i 400°, in base al materiale utilizzato, creando vari processi di trasformazione all’interno della massa fusa. L’acqua viene vaporizzata, e alcuni additivi e polimeri a basso peso molecolare si potrebbero degradare producendo sostanze volatili che accompagneranno la massa fusa all’interno dello stampo. Inoltre la velocità di stampaggio potrebbe agire sulle molecole polimeriche creando una certa percentuale di degradazione plastica. A causa della differenza di densità tra la massa fusa, le sostanze volatili e quelle degradate, ci sarà all’interno dello stampo una separazione tra le parti più pesanti e quelle più leggere, dove queste ultime arriveranno per prime verso le pareti dello stampo stesso, seguite poi dalla massa fusa, di cui si sporcheranno. Quindi, qualsiasi parte volatile e/o degradata che verrà spinta verso la parete dello stampo dal polimero riciclato fuso, creerà sulle pareti del prodotto finito, striature o parti marmorizzate che possono essere antiestetiche. Le cause di questi difetti si possono riassumere in: • Umidità del materiale • Degrado delle parti in plastica a causa dell’alta temperatura • Tempi di stampaggio eccessivi con degradazione dei polimeri • Contropressione troppo bassa • Punti di iniezione troppo piccoli che potrebbero degradare la materia prima • Eccessiva usura del mandrino • Sporco vicino ai punti di espulsione del gas nello stampo o numero insufficiente di punti In considerazione di quanto sopra esposto, per evitare o ridurre questi fenomeni antiestetici, bisognerebbe prendere tutti gli accorgimenti necessari per la regolazione dei parametri macchina e stampo, oltre a verificare, attraverso lo studio del DSC del polimero riciclato da usare, il peso delle componenti che potrebbero degradare.Categoria: notizie - tecnica - plastica - riciclo - iniezione - stampi - produzione
SCOPRI DI PIU' Polipropilene Atattico vs Isotattico: Caratteristiche, Produzione e Applicazioni
Polipropilene Atattico vs Isotattico: Caratteristiche, Produzione e ApplicazioniConosciamo meglio i componenti della famiglia del Polipropilenedi Marco ArezioIl polipropilene, un polimero termoplastico ampiamente utilizzato in vari settori, esiste in diverse forme configurazionali, tra cui le più note sono l'atattico e l'isotattico. Questi termini descrivono la disposizione tattica (ordine di successione) dei gruppi metilici (-CH3) lungo la catena principale del polimero. La comprensione di queste forme e le loro proprietà è cruciale per l'industria delle materie plastiche, in quanto determina le applicazioni e i metodi di produzione del materiale. Cosa è il Polipropilene Atattico? Il polipropilene atattico (a-PP) presenta una disposizione casuale dei gruppi metilici lungo la catena polimerica. Questa configurazione atattica conferisce al materiale una flessibilità maggiore rispetto alla sua controparte isotattica, ma con una minore cristallinità e resistenza termica. L'a-PP è tipicamente amorfo, con una bassa densità e una resistenza chimica relativamente alta. La sua produzione avviene attraverso processi di polimerizzazione in fase gassosa, in soluzione o in sospensione, utilizzando catalizzatori specifici che favoriscono questa disposizione casuale. Cosa è il Polipropilene Isotattico? Il polipropilene isotattico (i-PP), al contrario, si caratterizza per la disposizione uniforme dei gruppi metilici, tutti orientati dalla stessa parte della catena polimerica. Questa configurazione conferisce al materiale un'elevata cristallinità, rendendolo più rigido e resistente al calore rispetto al polipropilene atattico. L'i-PP è prodotto mediante catalizzatori Ziegler-Natta o metalloceni, che consentono un controllo preciso sull'orientamento dei gruppi metilici. Questo tipo di polipropilene trova ampio uso in applicazioni che richiedono robustezza e resistenza termica, come l'imballaggio alimentare, i componenti automobilistici e i tessuti non tessuti. Produzione e Vantaggi sulle Miscele Plastiche La produzione di entrambe le forme di polipropilene richiede accurati processi di controllo per ottenere le proprietà desiderate. Il polipropilene isotattico, grazie alla sua cristallinità e resistenza termica, è ideale per applicazioni strutturali e di imballaggio, mentre l'atattico, con la sua flessibilità, trova applicazione come additivo per migliorare l'impatto e la lavorabilità di altre materie plastiche. I vantaggi dell'utilizzo di miscele di polipropilene includono la possibilità di ottimizzare le proprietà del materiale finale, come la resistenza agli urti, la trasparenza, e la lavorabilità, combinando le caratteristiche uniche di polimeri diversi. Ad esempio, l'aggiunta di polipropilene atattico a miscele plastiche può migliorare la loro elasticità e flessibilità, rendendole più adatte per applicazioni specifiche che richiedono tali caratteristiche. Differenze Tecniche nella Produzione di Prodotti Finiti La scelta tra polipropilene atattico e isotattico nella produzione di prodotti finiti dipende strettamente dalle proprietà fisiche richieste dall'applicazione finale. Il polipropilene isotattico, essendo più rigido e resistente, è spesso preferito per creare oggetti che devono sopportare carichi o temperature elevate. D'altra parte, l'atattico, con la sua maggiore flessibilità, è ideale per applicazioni che richiedono una certa elasticità, come film sottili o componenti che devono assorbire gli urti senza rompersi. In conclusione, la comprensione delle differenze tra polipropilene atattico e isotattico è fondamentale per l'industria delle materie plastiche. Questa conoscenza permette di scegliere il materiale più adatto in base alle esigenze specifiche di ogni applicazione, sfruttando al meglio le proprietà uniche di ciascuna forma per produrre articoli con le prestazioni desiderate. Con l'evoluzione continua dei processi produttivi e dei catalizzatori, si prevede che l'innovazione nel campo dei polimeri continuerà a offrire nuove opportunità per lo sviluppo di materiali sempre più avanzati e sostenibili.
SCOPRI DI PIU' Piccoli suggerimenti per migliorare lo stampaggio a iniezione
Piccoli suggerimenti per migliorare lo stampaggio a iniezionePiccoli suggerimenti per migliorare lo stampaggio a iniezionedi Marco ArezioAbbiamo già affrontato negli articoli presenti sul portale, alcuni argomenti riguardanti i difetti che si creano in fase di stampaggio, e le soluzioni che si suggeriscono, sia per quanto riguarda la gestione degli stampi, che per i difetti che si possono riscontrare sul prodotto finito. Come sapete lo stampaggio delle materie plastiche è una scienza imperfetta in quanto il buon esito del lavoro di stampaggio è influenzato da una quantità davvero importante di fattori. Possiamo partire dalla tipologia della macchina, dai suoi componenti e dal loro stato di usura, dalla progettazione dello stampo e dal suo mantenimento in buone condizioni, dalle materie prime utilizzate, con particolare attenzione a quelle rigenerate, alla regolazione dei parametri macchina e stampo. Tutte queste cose messe insieme vanno, alla fine, ad influire sul buon esito del lavoro e, con esso, sul buon esito finanziario del vostro lavoro. Infatti, anche questo aspetto, che forse i tecnici puri trascurano, è da tenere in considerazione tanto quanto la qualità e la tecnica in produzione. Vediamo brevemente alcuni difetti che possono capitare frequentemente: Striature sulle pareti dei prodotti Sono dette anche linee di flusso che comprendono strisciate, macchie e colorazioni differenti che possono essere causate dal profilo di raffreddamento e del percorso che compie la plastica per raggiungere le parti dello stampo. Ci sono alcuni modi per ovviare a questo inconveniente che riguardano l'aumento della velocità di iniezione per migliorare il riempimento delle cavità, oppure lo smorzamento di alcune angolature dello stampo in cui passa il flusso. Piccole cavità sulle superfici dei prodotti Si formano normalmente sulle pareti dei prodotti delle piccole depressioni o avvallamenti specialmente nelle aree dove lo spessore è maggiore o dove il flusso subisce dei restringimenti. In questi casi si consiglia di ridurre la temperatura dello stampo, aumentare la pressione di iniezione e il tempo di stampaggio per migliorare la polimerizzazione e il raffreddamento. Se fosse possibile, al fine di migliorare il raffreddamento, si consiglia di ridurre lo spessore delle pareti ove il manufatto lo consenta. Vuoti Se precedentemente abbiamo parlato di piccole cavità o piccoli avvallamenti che si possono riscontrare sulle superfici qui possiamo parlare di veri e propri vuoti caratterizzati da un'incompleta finitura della parete. Il motivo per cui si creano questi vuoti possono essere molteplici. Normalmente sono originati da sacche d'aria che si oppongono al buon deflusso dell'impasto nello stampo, le cui cause si possono riscontrare in un'eccessiva presenza di gas all'interno, formato per esempio dalla degradazione del polimero nella vite della macchina, che non viene correttamente sfogato. Cosa che può capitare facilmente se si utilizzano polimeri composti, come il PP/PE e non si tiene in giusta considerazione il rapporto tra temperatura di estrusione e composizione del materiale. Un'altra causa potrebbe essere l'eccessiva viscosità della materia prima utilizzata su cui si può intervenire con una idonea scelta della fluidità del prodotto. Anche il mantenimento del corretto allineamento dello stampo in fase di iniezione può aiutare a ridurre queste problematiche. Delaminazione delle superfici Può capitare che le pareti del prodotto stampato presentino piccoli strati che si possono sfogliare. Le cause sono da attribuire, tra gli altri, ad alcuni fattori quali l'eccessiva presenza di umidità o l'utilizzo di polimeri rigenerati nei quali sono presenti polimeri con gradi di fusione diversi dal principale. E' sempre consigliabile, specialmente se si usano granuli rigenerati, asciugarli in silos prima di metterli in macchina. Inoltre la corretta scelta dei granuli riciclati passa dalla conoscenza del DSC dei polimeri che si usano, in quanto, maggiore è la percentuale di polimeri con gradi di fusione diversa, maggiore è la possibilità di creare stress termici nei polimeri. Un altro consiglio è quello di aumentare la temperatura dello stampo. Linee di saldatura In prossimità delle linee di saldatura si possono creare imperfezioni estetiche a causa delle diverse direzioni di movimento della plastica liquida. In primo luogo la corretta chiusura di uno stampo permette una buona performace non solo del polimero all'interno ma anche una migliore finitura dei prodotti. Inoltre la corretta scelta della fluidità del prodotto e del tonnellaggio della macchina, in funzione del prodotto finale che si deve produrre, permette una produzione corretta senza sforzare ne lo stampaggio che il polimero, a tutto vantaggio della qualità dell'elemento stampato. Infine il design dello stampo che tiene conto dei corretti flussi del polimero in presenza della saldatura del prodotto sono da tener presente quando si dovessero verificare problemi estetici sulla saldatura e, in questo caso, valutare un intervento sullo stampo che possa essere risolutivo al problema.Categoria: notizie - tecnica - plastica - riciclo - stampi - difetti di produzione
SCOPRI DI PIU' Quali sono gli Inquinanti Durante le Fasi di Riciclo della Plastica
Quali sono gli Inquinanti Durante le Fasi di Riciclo della PlasticaUna moltitudine di inquinanti possono inficiare la qualità del riciclo della plasticadi Marco ArezioIl riciclo meccanico è un’attività complessa in quanto si occupa di una varietà elevata di tipologie di plastiche differenti, e con esse, sono da gestire prodotti che possono inquinare i processi di riciclo riducendone la qualità. I fattori e i prodotti che possono degenerare e compromettere le operazioni di riciclo sono molti, diversificati tra loro ai quali bisogna prestare molta attenzione per non produrre materiali mediocri. Il processo del riciclo meccanico deve essere gestito in modo tale da poter produrre una materia prima riciclata che sia la migliore possibile per poter essere, quando possibile, una valida alternativa ai polimeri vergini. Più alta è la qualità del riciclato maggiore sarà la sostituzione della materia prima che deriva dalla raffinazione petrolifera. Pertanto, per competere con la resina vergine, i requisiti tecnici di processabilità dei vari materiali plastici riciclati richiedono un elevato grado di purezza, esente da problemi di contaminazione, cosa ancora più critica nelle applicazioni di contenitori che saranno a contatto con gli alimenti. I fenomeni e i materiali che possono inquinare i processi sono molti e di diversa tipologia, quindi cerchiamo di andare passo per passo per illustrare i principali. Contaminazione da altre plasticheOggi è comune trovare diversi tipi di resine nella stessa applicazione. Ad esempio, nel mercato dei prodotti per la pulizia e l'igiene personale, i contenitori in plastica hanno componenti realizzati in vari materiali, come polipropilene (PP), polietilene ad alta densità (HDPE), PVC e PET, che generano grandi problemi durante le fasi di riciclo. Tra i principali problemi riscontrati vi è la diversa struttura chimica tra i materiali, nonché il comportamento di scorrimento della plastica fusa, molto diversi tra loro, che portano ad evidenziare l'eterogeneità e l'incompatibilità tra i diversi materiali. PET E PVC Una delle loro applicazioni è la produzione di contenitori per shampoo, con la caratteristica comune che entrambi sono trasparenti, quindi spesso si contaminano a vicenda. Questo può presentare la difficoltà ad essere separati con i metodi di flottazione convenzionali, a causa della densità molto simile tra i due (1,30-1,35 gr/cm3). Ma se il PET è contaminato dal PVC, anche a basse concentrazioni, il PVC si degrada alla temperatura di lavorazione del PET (intorno a 260-280°C), formando acidi che disgregano la struttura chimico-fisica del PET e generano un cambiamento chimico progressivo, con un comportamento friabile di PET. Quantità minime di 100 ppm di PVC provocano lo scolorimento del PET durante la fase di essiccazione e la generazione di punti neri durante l'estrusione. PET e HDPE A causa degli elevati volumi di consumo di entrambi nella loro applicazione per il confezionamento, la probabilità di miscelazione aumenta. Queste due plastiche sono incompatibili allo stato fuso, rimanendo indipendenti una volta solidificate. Le porzioni di HDPE contaminante sono visivamente imperfette e possono causare fragilità meccanica ed inquinamento del PE. Inoltre, esistono problematiche legate alle temperature di fusione, in quanto il PET non si scioglie alle temperature dell'HDPE, rischiando di ostruire i canali e l’ugello di iniezione. PP e HDPE Il polipropilene è spesso utilizzato nella produzione di tappi e chiusure per contenitori in HDPE, con applicazioni in detersivi, candeggine e shampoo. PP e HDPE sono inseparabili con metodi fisici, a causa del loro peso specifico molto simile. Durante la fusione di entrambe le materie plastiche esiste un problema di incompatibilità, che si riflette sia nei prodotti estrusi in HDPE, sia nei contenitori ottenuti per soffiaggio, che presentano deformazioni. Inoltre una presenta accentuata di PP in una miscela con prevalenza di HDPE deputata alla creazione di flaconi, crea una fragilità sulla linea di saldatura del flacone stesso. Questo, nella maggior parte dei casi, quando verrà riempito il flacone e posto sui bancali, magari con altri bancali di materiali sovrapposti, una crepa sul punto di saldatura con la fuoriuscita del contenuto. Contaminazioni durante la lavorazioneContaminazione da metalliDurante la lavorazione delle materie plastiche, la contaminazione da metalli può essere causata dalla presenza di frammenti o bave metalliche, che potrebbero essere generate dal mal funzionamento di apparecchiature, quali estrusori, mulini o adattatori di alluminio. Il loro logoramento causato da un utilizzo continuativo può portare alla perdita di piccoli frammenti che si mischiano con i materiali plastici da utilizzare per il soffiaggio, stampaggio od estrusione. Questi piccoli frammenti possono graffiare il cilindro dell'estrusore o bloccare gli ugelli nelle macchine ad iniezione, oltre a produrre elementi estrusi o stampati ad iniezione con difetti. Inquinamento da polimeri degradatiFrequentemente, durante la lavorazione sia della resina vergine che dell'HDPE riciclato, sulla superficie possono essere presenti punti neri o striature, come manifestazione di un materiale parzialmente ossidato o degradato che è stato carbonizzato, rimanendo intrappolato in superfici ruvide o cavità. Queste impurità possono essere presenti nel cilindro e sulla superficie della vite o nelle teste degli impianti di estrusione-soffiaggio, per un tempo prolungato, con conseguente generazione di difetti nel prodotto finito. Allo stesso modo, anche i contaminanti presenti nella plastica come macinati sporchi, materiali estranei e colori diversi, nonché quei materiali con una temperatura di fusione inferiore, sono cause di punti neri. Frequentemente, tale contaminazione può anche apparire di colore giallo, marrone o ambrato, a seconda dell'entità del degrado. Contaminazione da gelI gel (comunemente chiamati fisheyes), a forma di ellisse allungata, sono la prova di problemi di qualità sia nella pellicola trasparente che in quelle colorate, visibili con uno spessore inferiore a 130 micron. I gel sono principalmente difetti visivi, che riflettono e trasmettono la luce in modo diverso dal resto del materiale, causati da diversi motivi: piccole tracce di materiali ad alto peso molecolare materiali reticolati causati dal surriscaldamento particelle fini di materiale rimacinato residui di catalizzatore sostanze organiche o contaminanti inorganici Contaminazione da umidità. Acqua o umiditàL'acqua o l'umidità sono contaminanti che inducono la rottura della catena idrolitica, quindi i materiali devono essere rigorosamente asciutti prima di essere lavorati. Nel caso di una resina igroscopica, come il PET, le scaglie riciclate devono essere essiccate a temperature di 160-180°C per abbassare il contenuto di umidità a 50 ppm, necessario per la lavorazione di stampaggio iniezione-soffiaggio adatto per preforme in PET e contenitori, al fine di evitare una riduzione del peso molecolare. In ogni caso, anche per materiali od applicazioni meno nobili come la detergenza o la cosmetica o il prodotti per il food, è buona regola essiccare preventivamente ogni materiale plastico riciclato che deve essere utilizzato come materia prima, evitando in ogni caso riduzioni qualitative dei prodotti finiti. A causa della grande diversità delle fonti inquinanti, la gamma di effetti attribuiti al problema dell'inquinamento può essere: variazione di colore bassa qualità estetica del prodotto odori indesiderati e formazione di fumi intasamento degli ugelli di iniezione plastificazione e bassa resistenza agli urti Pertanto, i trasformatori che lavorano con materiali riciclati devono stabilire limiti sempre più severi sulla contaminazione dei loro materiali in ingresso e per i loro prodotti, monitorando con attenzione tutto l’input da lavorare. Da quanto sopra descritto si può concludere che i due principali fattori che amplificano l'effetto degli inquinanti sono, l'eterogeneità e l'incompatibilità della natura chimica delle materie plastiche riciclate, che conferiscono perfomances qualitative negative, determinando un basso valore aggiunto del prodotto rielaborato. Tre elementi importanti da considerare nel monitoraggio della qualità dei materiali riciclati rispetto alla presenza di contaminazione: controllo della fonte di approvvigionamento e determinazione del grado di contaminazione delle stesse l'efficienza della pulizia nel sistema di riciclaggio controlli di qualità analitici dei prodotti realizzati per tracciare il risultato di ciò che si produce.Categoria: notizie - tecnica - plastica - riciclo - inquinanti - post consumo
SCOPRI DI PIU' Cosa e Quali Sono i Polimeri Conduttori di Elettricità
Cosa e Quali Sono i Polimeri Conduttori di ElettricitàI polimeri plastici non solo sono ottimi isolanti elettrici ma possono essere anche conduttoridi Marco ArezioE’ universalmente risaputo che, normalmente, gli oggetti realizzati con i polimeri plastici sono degli ottimi isolanti elettrici, tanto che in presenza di apparecchi o accessori in cui vi sia la presenza di un passaggio di elettricità, possiamo facilmente trovare un elemento in plastica. Per isolamento elettrico di un corpo in plastica si intende la sua capacità, di ridurre drasticamente o bloccare completamente il passaggio di una corrente elettrica all’interno della sua massa, evitando il pericolo alle persone o alle cose. Per questo motivo troviamo molti oggetti come gli interruttori, cavi elettrici, impianti di illuminazione e circuiti stampati in cui vi è la presenza di elementi in plastica. Per determinare il grado di isolamento elettrico o la sua capacità di inibire il passaggio della corrente, si usa un parametro chiamato CTI (Comparative Tracking Index), ottenibile attraverso uno specifico test, che fornisce una valutazione della resistenza all’isolamento elettrico di un materiale alle scariche superficiali. Di contro, può anche essere necessario che questo flusso di corrente elettrica, che normalmente viene impedito dai materiali plastici, debba passare in modo controllato, attraverso il corpo polimerico, con lo scopo, per esempio, di ridurre le cariche elettrostatiche, per schermare parti in plastica dalle onde elettromagnetiche, per produrre elettrodi, diodi luminosi e molti altri prodotti. Per fare questo è necessario affidarsi a polimeri, che per loro natura o formulazione, possano permettere il passaggio di elettricità, mantenendo invariate le altre caratteristiche chimico-fisiche tipiche delle materie plastiche. Per creare o potenziare i compound termoplastici conduttori ci si affida a specifiche cariche o degli agenti di rinforzo che conducono l’elettricità, creando appunto, un polimero conduttore. Lo studio dei polimeri conduttori ha dovuto bilanciare, nel tempo, le caratteristiche di conducibilità elettrica con quelle di lavorabilità e produttività degli elementi, fattori che a volte erano in aperto contrasto tra loro. Infatti, i primi polimeri conduttori erano insolubili e fondevano con difficoltà, portando così la ricerca a trovare il giusto equilibrio tra solubilità, caratteristiche termiche di fusione e conducibilità elettrica. Il principio della conducibilità elettrica si basa sull’inserimento, nelle miscele, di donatori o accettori di elettroni, atomi o molecole, che cedono o accettano elettroni aumentandone notevolmente la mobilità. In virtù di questa elevata mobilità, si ritrovano dei singoli elettroni liberi, cioè non legati al corpo dell’atomo, che scivolando sulle molecole trasportando la carica elettrica. Un’altra caratteristica dei polimeri conduttori è l’elettroluminescenza, intesa come la capacità di emettere luce quando viene applicata una tensione elettrica, permettendo lo sviluppo di diodi organici che emettono luce, definiti OLED (Organic Light Emitting Dios). I principali polimeri conduttori sono: - Poliacetilene (PAC)- Polifenilene - Poliparafenilvinilene (PPV) - Polieteroaromatici - Polianilina (PANI) - Polifenilenammina - Polietilendiossitiofene (PEDT) - Polietilendiossitiofene – Polistirensolfanato (PEDT – PSS) - Polifenilensolfuro (PPS) - Polifenilenbutadine (PPB) - Poliparapirridina (PPYR) - Poliparapirridinvinilene (PPYV) - Polipirrolo (PPY) - Politiofene (PT) - Polifurano (PFU) - Polietilendiossitiofene (PEDT) - Poliacene Le applicazioni più comuni sono le seguenti: - Dotazioni antistatiche - Nastri per resistenze - Fusibili - Sensori - Batterie - Condensatori elettrolitici - Strati conduttori su vetro e plastica - Strati trasparenti antistatici su pellicole fotografiche, vetro, diodi luminosi Categoria: notizie - tecnica - polimeri conduttori - luminescenza
SCOPRI DI PIU' Forze di Chiusura nello Stampaggio ad Iniezione: Analisi Tecnica ed Ottimizzazione
Forze di Chiusura nello Stampaggio ad Iniezione: Analisi Tecnica ed OttimizzazioneGuida sulle pressioni interne, calcolo e metodi avanzati per ottimizzare la forza di chiusura e migliorare qualità ed efficienza nello stampaggio plasticodi Marco ArezioLo stampaggio a iniezione è una tecnologia ampiamente utilizzata nell'industria manifatturiera per la produzione di componenti in plastica, apprezzata per la sua capacità di realizzare pezzi con geometrie complesse e dimensioni estremamente precise. Tra gli aspetti tecnici più critici del processo, la gestione delle forze di chiusura riveste un ruolo fondamentale. Queste forze, se correttamente gestite, permettono di assicurare una qualità costante del prodotto, ridurre i costi operativi e aumentare l'efficienza produttiva degli impianti. Il Processo di Stampaggio a Iniezione Il processo di stampaggio a iniezione segue una sequenza di operazioni ben definita. In una prima fase, il materiale plastico viene riscaldato e portato allo stato fuso. Successivamente, esso viene iniettato nello stampo tramite un apposito sistema di alimentazione, in cui avviene il riempimento della cavità. Segue una fase di mantenimento della pressione, essenziale per contrastare il naturale fenomeno di contrazione del materiale durante il raffreddamento e assicurare stabilità dimensionale. Una volta completato il raffreddamento e la solidificazione del materiale, il componente finito viene estratto dallo stampo. Durante la fase iniziale dell'iniezione, le alte pressioni che si generano all’interno dello stampo tendono a separare le due metà dello stampo stesso. Pertanto, è indispensabile applicare una forza opposta, definita forza di chiusura, per mantenere lo stampo chiuso in modo stabile durante tutto il ciclo di produzione. Concetto e Significato della Forza di Chiusura La forza di chiusura è definita come la forza applicata dalla macchina di stampaggio per tenere unite saldamente le due metà dello stampo durante il processo di iniezione. Una gestione accurata di questa forza evita l'apertura accidentale dello stampo, prevenendo difetti comuni quali bave, imprecisioni dimensionali o difetti superficiali nel prodotto finale. Pertanto, calibrare con precisione la forza di chiusura non solo garantisce affidabilità nella produzione, ma permette anche di minimizzare il consumo energetico e prolungare la vita utile degli stampi e delle macchine utilizzate. Analisi delle Pressioni Interne nello Stampo Durante l'iniezione, lo stampo è soggetto a elevate pressioni interne che dipendono da diversi parametri operativi e materiali, come il tipo di polimero impiegato, le sue proprietà reologiche, la temperatura di lavorazione, la velocità di iniezione e la geometria della cavità dello stampo stesso. Tipicamente, la pressione massima si verifica in prossimità del gate, cioè nel punto di ingresso del materiale, e diminuisce progressivamente lungo il percorso del flusso del polimero. Analizzare attentamente la distribuzione della pressione, tramite strumenti e software avanzati, permette di determinare con precisione la forza necessaria per mantenere lo stampo correttamente chiuso durante l'intera fase di stampaggio. Metodo di Calcolo della Forza di Chiusura La determinazione accurata della forza di chiusura necessaria nello stampaggio a iniezione avviene tramite una semplice relazione matematica:F = P x A x K Dove: P indica la pressione media registrata nello stampo durante la fase di iniezione; A è l'area proiettata massima del componente stampato, ovvero la superficie perpendicolare alla direzione della forza di chiusura; K rappresenta un coefficiente di sicurezza, generalmente compreso tra 1,1 e 1,5, che tiene conto di eventuali fluttuazioni della pressione durante il processo produttivo. Strategie per l'Ottimizzazione della Forza di Chiusura L'ottimizzazione della forza di chiusura è fondamentale per migliorare la qualità del prodotto finito e ridurre i costi di produzione. Tra le principali strategie adottate figurano le simulazioni numeriche avanzate (CAE), che consentono di prevedere con precisione il comportamento del polimero durante l'iniezione e ottimizzare così la progettazione dello stampo. Inoltre, tecnologie di controllo adattativo basate su sensori e sistemi intelligenti regolano dinamicamente e automaticamente la forza di chiusura durante il processo, adattandosi in tempo reale alle condizioni operative variabili. Una progettazione accurata dello stampo, focalizzata sulla riduzione dell'area proiettata e sulla scelta strategica dei punti di ingresso del materiale (gate), contribuisce ulteriormente a ridurre le pressioni interne e, di conseguenza, la forza necessaria. Risultati e Benefici dell'Ottimizzazione Studi sperimentali e applicazioni industriali confermano che una corretta ottimizzazione delle forze di chiusura porta benefici significativi, quali una riduzione dei consumi energetici, un miglioramento della qualità dimensionale ed estetica dei prodotti e una maggiore durata utile degli stampi. Inoltre, una gestione ottimizzata della forza di chiusura consente di ridurre significativamente gli interventi di manutenzione straordinaria e i tempi di fermo macchina legati alla sostituzione degli stampi, incrementando così la produttività complessiva. Conclusioni La gestione accurata delle forze di chiusura nello stampaggio a iniezione non costituisce soltanto un requisito tecnico essenziale, ma rappresenta anche un fattore strategico importante per migliorare la competitività industriale. Attraverso l'integrazione di tecnologie avanzate, simulazioni precise e una progettazione accurata degli stampi, è possibile ottenere risultati eccellenti in termini di qualità del prodotto, efficienza energetica e contenimento dei costi, dimostrando la fondamentale importanza di una corretta ottimizzazione delle forze nello stampaggio a iniezione.© Riproduzione Vietata
SCOPRI DI PIU' Cosa è la Resina Epossidica e come si Ricicla
Cosa è la Resina Epossidica e come si RiciclaUn composto polimerico di estrema importanza per gli usi più disparati a cui è destinato, ma con un complicato rapporto con il riciclo di Marco ArezioUna resina epossidica è un tipo di polimero termoindurente che, una volta miscelato con un indurente, subisce una reazione chimica chiamata "reticolazione". Questo processo trasforma la resina da uno stato liquido o viscoso a uno stato solido e rigido. Le principali caratteristiche e aspetti delle resine epossidiche:Struttura Molecolare Le resine epossidiche contengono gruppi epossidici (un atomo di ossigeno legato a due atomi di carbonio adiacenti in una catena) che sono reattivi e permettono la reticolazione con vari indurenti. Indurenti Perché una resina epossidica si indurisca, deve essere miscelata con un indurente (o agente di reticolazione). Questo indurente reagisce con i gruppi epossidici della resina, formando una struttura tridimensionale solida. Proprietà Una volta reticolate, le resine epossidiche hanno eccellenti proprietà meccaniche, resistenza chimica e adesione. Sono anche elettricamente isolanti. Applicazioni A causa delle loro ottime proprietà, le resine epossidiche sono utilizzate in una vasta gamma di applicazioni, come adesivi, rivestimenti, compositi rinforzati con fibre, circuiti stampati e molto altro. Manipolazione Le resine epossidiche possono essere modificate per avere proprietà specifiche. Ad esempio, possono essere formulate per avere tempi di indurimento rapidi o lenti, o per resistere a temperature estreme. Estetica Esistono resine epossidiche trasparenti che sono utilizzate in applicazioni artistiche e decorative, come rivestimenti per tavoli o creazioni di gioielli. È importante notare che, una volta che una resina epossidica è completamente reticolata, diventa termoindurente. Ciò significa che, a differenza dei polimeri termoplastici, non può essere rifusa o modellata con l'applicazione di calore. Le resine epossidiche riciclate La ricerca sulle resine epossidiche riciclabili è al centro di grandi interessi negli ultimi anni. Questi tipi di polimeri, come abbiamo detto, sono termoindurenti, il che significa che una volta reticolate o indurite, non possono essere facilmente riciclate o riprocessate. Tuttavia, ci sono studi volti a sviluppare resine epossidiche "riciclabili" o "riproducibili" che possono quindi essere depolimerizzate o riportate a uno stato liquido dopo il processo di reticolazione. Alcune di queste resine epossidiche riciclabili sono state progettate per depolimerizzarsi attraverso specifici stimoli, come il calore o l'esposizione a certi prodotti chimici. L'idea dietro questi materiali è che, una volta depolimerizzati, possano essere riciclati. Ricerche sulle resine episodiche riciclate Le resine epossidiche sono ampiamente utilizzate in una varietà di applicazioni industriali in virtù delle loro ottime proprietà meccaniche di adesione e di resistenza chimica. Tuttavia, una delle principali sfide associate a queste resine è la difficoltà nel loro riciclo a causa della loro natura termoindurente. Diverse soluzioni di riciclo sono state proposte per risolvere il problema: Depolimerizzazione chimica Questo processo coinvolge l'uso di agenti chimici per rompere i legami crociati nella rete epossidica. Una volta depolimerizzate, le resine possono essere potenzialmente riprocessate. Reticolazione dinamica Alcune resine epossidiche sono state modificate per avere legami crociati dinamici che possono scambiarsi sotto determinate condizioni. Ciò significa che possono essere reticolate (indurite) e poi "de-reticolate" quando esposte a determinati stimoli come calore o luce. Riciclo meccanico Invece di cercare di depolimerizzare la resina, questo approccio si concentra sul triturare o frantumare il materiale epossidico indurito in particelle, che possono poi essere riutilizzate come riempitivi o rinforzi in nuovi compositi. Recupero di riempitivi e rinforzi In molti compositi epossidici, la matrice epossidica è solo una componente. Altri componenti, come fibre di carbonio o vetro, possono essere recuperati dal composto e riutilizzati. La ricerca in questo campo è in continua evoluzione. Mentre alcune di queste tecniche sono ancora in fase di sviluppo e potrebbero non essere commercialmente pronte o economicamente fattibili su larga scala, rappresentano comunque importanti passi avanti verso una maggiore sostenibilità nel campo dei materiali epossidici. Storia delle resine epossidiche Le resine epossidiche sono polimeri che sono diventati fondamentali in molte industrie per le loro eccezionali proprietà meccaniche, di adesione e di resistenza chimica. Ecco una breve storia delle resine epossidiche: Primi anni (1930-1940) Le resine epossidiche furono sviluppate per la prima volta negli anni '30. Il chimico svizzero Paul Schlack è spesso accreditato per aver realizzato la prima resina epossidica mentre lavorava per la società tedesca IG Farben. Poco dopo, negli Stati Uniti, la Devoe & Raynolds Company iniziò a sviluppare resine epossidiche basate su bisfenolo A e epossicloridrina. Seconda guerra mondiale Durante la seconda guerra mondiale, c'era un crescente bisogno di materiali ad alte prestazioni, e le resine epossidiche iniziarono a essere utilizzate in applicazioni militari. Anni '50 e '60 Dopo la guerra, la produzione e l'utilizzo delle resine epossidiche si espansero notevolmente. Furono sviluppati nuovi tipi di resine e indurenti, portando a una vasta gamma di proprietà e applicazioni. Durante questo periodo, le resine epossidiche divennero popolari come adesivi strutturali e come matrici per compositi rinforzati con fibra. Anni '70 La crescente consapevolezza ambientale portò alla ricerca di sistemi epossidici senza solventi e a basso contenuto di composti organici volatili (COV). Durante questo periodo, le resine epossidiche divennero anche fondamentali nella produzione di circuiti stampati. Anni '80 e '90 L'industria aerospaziale ha iniziato a utilizzare in modo significativo le resine epossidiche per compositi leggeri e ad alte prestazioni. La ricerca si concentrò anche sul miglioramento delle proprietà termiche e sulla riduzione delle tensioni interne durante la reticolazione. 2000 – Oggi Con la crescente necessità di materiali sostenibili, c'è stato un interesse nella ricerca di resine epossidiche riciclabili o biodegradabili. La tendenza alla miniaturizzazione in elettronica ha anche portato a resine epossidiche con proprietà specifiche per applicazioni come l'incapsulamento di semiconduttori. Oggi, le resine epossidiche sono onnipresenti in molte industrie, da quelle edilizie e navali, all'elettronica, all'aerospaziale, e oltre. Le continue innovazioni e la ricerca in questo campo continuano a espandere le potenzialità e le applicazioni di questi versatili materiali. Dove vengono impiegate le tesine epossidiche Le resine epossidiche sono utilizzate in una vasta gamma di applicazioni. Ecco alcune delle principali applicazioni delle resine epossidiche: Adesivi Questi polimeri sono notevolmente adesivi e sono utilizzati come collanti strutturali per molte applicazioni industriali. Possono aderire a una vasta gamma di materiali, compresi metalli, plastica, legno e ceramica. Rivestimenti Le resine epossidiche sono utilizzate per rivestire pavimenti industriali e commerciali, offrendo resistenza all'abrasione, resistenza chimica e una facile pulizia. Compositi Questi polimeri sono spesso utilizzati come matrice in compositi rinforzati con fibre, come quelli con fibre di carbonio o fibra di vetro. Queste applicazioni sono comuni in settori come l'aerospaziale, l'automotive e lo sport. Circuiti stampati Le resine epossidiche sono un componente fondamentale nella produzione di circuiti stampati utilizzati in elettronica. Protezione Le resine epossidiche sono utilizzate per proteggere componenti elettronici sensibili, isolandoli dall'ambiente esterno. Strutture marine Grazie alla loro resistenza chimica, le resine epossidiche sono utilizzate per la riparazione e la protezione di strutture marine, come scafi di barche. Riparazioni A causa della loro forte adesione e delle loro proprietà strutturali, le resine epossidiche sono spesso utilizzate per la riparazione di una varietà di oggetti, compresi quelli fatti di metallo, ceramica e legno. Attività dentistiche Alcuni tipi di resine epossidiche sono utilizzati in odontoiatria per riempimenti e adesivi. Arte e artigianato Le resine epossidiche trasparenti sono diventate popolari nell'arte e nell'artigianato, utilizzate per creare gioielli, mobili, opere d'arte e altri oggetti artistici. Strutture in calcestruzzo Le resine epossidiche sono utilizzate per la riparazione, il rafforzamento e la protezione delle strutture in calcestruzzo.
SCOPRI DI PIU' Nuovi Additivi per Migliorare la Durabilità delle Plastiche Riciclate: Un'Analisi delle Innovazioni nei Composti Chimici
Nuovi Additivi per Migliorare la Durabilità delle Plastiche Riciclate: Un'Analisi delle Innovazioni nei Composti ChimiciRicerca e sviluppo di additivi per potenziare la resistenza e le prestazioni meccaniche delle plastiche rigenerate nell'ambito dell'economia circolaredi Marco ArezioNel contesto dell'economia circolare, la gestione efficiente delle risorse e il riciclo dei materiali rappresentano una sfida strategica per ridurre l'impatto ambientale e promuovere un uso sostenibile delle materie prime. Le plastiche, essendo materiali ampiamente utilizzati per le loro proprietà versatili, sono al centro di questo dibattito. Tuttavia, uno dei principali ostacoli al loro riciclo è il degrado delle proprietà meccaniche e chimiche durante i processi di rigenerazione.Le plastiche riciclate spesso mostrano una riduzione della resistenza e della durabilità rispetto ai materiali vergini, limitando le loro applicazioni nei settori più esigenti. Di fronte a questo problema, la ricerca scientifica e tecnologica si è concentrata sull'identificazione e lo sviluppo di nuovi additivi chimici in grado di migliorare la qualità e le prestazioni delle plastiche rigenerate, rendendole competitive in termini di durabilità, resistenza e sicurezza d'uso. L'obiettivo di questo articolo è esplorare le recenti ricerche e innovazioni sugli additivi chimici che possono essere utilizzati per migliorare le proprietà delle plastiche riciclate, con particolare attenzione ai meccanismi di azione e ai benefici che apportano in termini di resistenza e durabilità. Questi additivi, che includono stabilizzanti, antiossidanti e modificatori di impatto, svolgono un ruolo cruciale nel contrastare i fenomeni di degradazione termica e ossidativa, migliorando così le prestazioni finali dei prodotti in plastica riciclata. Degradazione delle Plastiche Durante il Riciclo: Problemi e Sfide La degradazione delle plastiche durante il riciclo è un problema ben documentato nella letteratura scientifica. Questo processo è causato principalmente dai meccanismi di ossidazione e depolimerizzazione che avvengono durante l'esposizione a calore, luce e agenti chimici durante il processo di riciclo. Questi meccanismi portano alla rottura delle catene polimeriche, che a sua volta causa una perdita di proprietà meccaniche come la resistenza alla trazione, l'elasticità e la resistenza all'impatto. I polimeri termoplastici, come il polietilene (PE), il polipropilene (PP) e il polietilentereftalato (PET), sono particolarmente sensibili a questi processi di degradazione. Il degrado ossidativo, in particolare, si verifica quando i radicali liberi generati dal calore o dalla radiazione ultravioletta (UV) reagiscono con l'ossigeno atmosferico, portando alla formazione di prodotti di ossidazione che indeboliscono le catene polimeriche. Senza interventi adeguati, le plastiche riciclate mostrano una significativa riduzione delle prestazioni meccaniche e della resistenza nel tempo, limitando la loro idoneità per applicazioni critiche. Additivi per la Stabilizzazione delle Plastiche Riciclate Per contrastare gli effetti della degradazione durante il processo di riciclo, la ricerca ha sviluppato una serie di additivi progettati per proteggere i polimeri dalle condizioni avverse. Gli additivi stabilizzanti possono essere classificati in diverse categorie in base al loro meccanismo d'azione: Antiossidanti: Questi composti sono progettati per prevenire o rallentare l'ossidazione del polimero durante il trattamento termico. Gli antiossidanti primari, come le fenoli (ad esempio, il butilidrossitoluene o BHT), agiscono neutralizzando i radicali liberi prima che possano reagire con il polimero. Gli antiossidanti secondari, come i fosfiti, sono invece efficaci nel decomporre i perossidi che si formano durante l'ossidazione del polimero. L'uso combinato di antiossidanti primari e secondari offre una protezione sinergica, migliorando significativamente la resistenza termica e ossidativa delle plastiche riciclate. Stabilizzatori UV: Poiché l'esposizione ai raggi UV può accelerare la degradazione delle plastiche, gli stabilizzatori UV sono fondamentali per migliorare la durabilità dei prodotti riciclati utilizzati in ambienti esterni. Questi additivi agiscono assorbendo la radiazione UV o dissipando l'energia in eccesso sotto forma di calore. Alcuni dei più comuni stabilizzatori UV includono benzotriazoli e benzofenoni. Stabilizzatori termici: Questi additivi proteggono i polimeri durante i processi di trasformazione ad alta temperatura, impedendo la degradazione termica delle catene polimeriche. Gli stabilizzatori termici più comuni includono composti a base di stagno, calcio-zinco e stearati di metalli. Modificatori di Impatto per Migliorare la Resistenza Meccanica Le plastiche riciclate, soprattutto dopo ripetuti cicli di lavorazione, tendono a perdere parte della loro resistenza meccanica. I modificatori di impatto sono additivi progettati per migliorare la tenacità dei polimeri rigenerati, aumentandone la capacità di resistere alle fratture sotto sforzo. Questi additivi includono copolimeri elastomerici e plasticizzanti che si integrano nella matrice polimerica, aumentando la flessibilità e la capacità di dissipare l'energia dell'impatto. Un esempio comune di modificatore di impatto è rappresentato dai copolimeri a blocchi stirenici (SBC), che sono ampiamente utilizzati per migliorare la resistenza all'urto di plastiche come il polipropilene e il polistirene riciclato. Altri materiali, come i copolimeri etilene-vinilacetato (EVA), sono utilizzati per migliorare la resistenza all'impatto delle plastiche flessibili e degli imballaggi. Compatibilizzanti per Leghe Polimeriche Riciclate Le plastiche riciclate spesso derivano dalla miscelazione di diverse tipologie di polimeri, che possono essere incompatibili a livello molecolare, causando una separazione delle fasi e una riduzione delle proprietà meccaniche. I compatibilizzanti sono additivi utilizzati per promuovere l'adesione tra polimeri diversi, migliorando la coesione interna e la stabilità della miscela. Tra i compatibilizzanti più efficaci si trovano i copolimeri a blocchi funzionalizzati, come quelli a base di stirene-etilene-butadiene-stirene (SEBS), che migliorano l'adesione tra polimeri polari e non polari. Un altro approccio è l'uso di agenti grafting, che legano chimicamente le catene polimeriche diverse, creando una struttura più omogenea e resistente. Ricerca Innovativa sugli Additivi per Plastiche Riciclate Le nuove direzioni di ricerca si concentrano sulla progettazione di additivi più sostenibili e specifici per le plastiche riciclate, in modo da minimizzare l'impatto ambientale e migliorare ulteriormente le prestazioni meccaniche e termiche dei materiali rigenerati. Gli sviluppi più recenti includono l'uso di additivi basati su biomasse o fonti rinnovabili, come gli antiossidanti naturali estratti da piante o le fibre naturali come compatibilizzanti. Uno studio innovativo ha esplorato l'uso di nanomateriali, come nanoparticelle di argilla o grafene, per migliorare le proprietà barriera e la resistenza meccanica delle plastiche riciclate. Questi nanocomposti formano una struttura reticolata all'interno della matrice polimerica, migliorando la resistenza al calore, l'impermeabilità ai gas e la stabilità dimensionale, con potenziali applicazioni in settori ad alte prestazioni, come l'automotive e l'imballaggio alimentare. Conclusioni Il miglioramento delle prestazioni delle plastiche riciclate attraverso l'uso di additivi chimici rappresenta una strategia fondamentale per incrementare la sostenibilità delle catene produttive e aumentare l'accettazione di materiali rigenerati in settori industriali di alto valore. Gli additivi, come antiossidanti, stabilizzatori UV, modificatori di impatto e compatibilizzanti, non solo permettono di prolungare la vita utile dei materiali riciclati, ma contribuiscono anche a ridurre il bisogno di materie prime vergini, allineandosi agli obiettivi dell'economia circolare. La continua innovazione nella progettazione di additivi più efficienti e sostenibili è fondamentale per rispondere alle sfide ambientali e tecniche del riciclo delle plastiche, garantendo al contempo prestazioni competitive per le applicazioni più esigenti.
SCOPRI DI PIU' Tossicologia delle Materie Plastiche: gli Ftalati nei Plastificanti
Tossicologia delle Materie Plastiche: gli Ftalati nei PlastificantiTossicologia delle Materie Plastiche: gli Ftalati nei Plastificanti. Cosa dobbiamo sapere per una corretta gestionedi Marco ArezioCon l’avvento del polipropilene sul mercato, a seguito della scoperta fatta da Giulio Natta negli anni ’50 del secolo scorso, che gli valse il Nobel, i tradizionali prodotti da imballo in vetro e metallo, vennero rapidamente sostituiti dalle materie plastiche per maggiore leggerezza, sicurezza, gradevolezza ed economicità. L’industria del packaging alimentare sperimentò diversi polimeri, tra i quali anche il PVC, usato sia nelle strutture rigide che nei film di protezione per la realizzazione degli imballi. I polimeri, tra cui anche il PVC, hanno bisogno di additivi per poterli modellare nella produzione, per renderli flessibili e, alle alte temperature, per evitarne la degradazione. La scelta dell’additivo da impiegare dipende dal polimero a cui si deve legare e dall’applicazione finale del prodotto che si intende realizzare. Il plastificante è un additivo largamente usato per realizzare gli imballi alimentari e deve avere caratteristiche precise e normate:• Chimicamente inerte • Facilmente miscelabile con il polimero • Non deve creare l’effetto essudazione, cioè la migrazione verso la superficie • Deve essere termosaldabile • Deve essere foto saldabile • Non deve essere volatile Tra i più comuni plastificanti troviamo gli Ftalati, famiglia di prodotti che sposa in modo egregio le richieste della catena produttiva e distributiva richieste ad un imballo. Gli Ftalati non si legano chimicamente al PVC ma agiscono da additivi creando le migliori condizioni affinché il polimero assuma una maggiore flessibilità. Le maggiori famiglie di Ftalati utilizzati nel PVC per la realizzazione degli imballi rientrano nelle sigle DEHP, DIDP e DINP, racchiudendo in esse diverse proprietà fisico-chimiche a seconda delle lunghezze delle catene alchiliche del gruppo funzionale estere. Le caratteristiche principali degli Ftalati sono:• Liposolubili • Poco solubili all’acqua • Inodori • Incolori • Volatili Gli Ftalati non li troviamo solamente negli imballi alimentari ma in moltissimi prodotti di uso comune come i giocattoli, gli indumenti impermeabili, gli interni delle auto, nei rivestimenti delle case, nelle gomme, negli adesivi, nei sigillanti, nelle vernici, nelle tende esterne, nei cavi, nei cosmetici, nei profumi, nei dispositivi medici come cateteri, sacche per trasfusioni e in molti altri prodotti. Proprio per la loro larghissima diffusione è importante sapere quali effetti sull’uomo potrebbe avere la diffusione non regolamentata degli ftalati nell’ambiente, in quanto sono prodotti che persistono nell’acqua, nell’aria e nel suolo, introducendosi nella catena alimentare animale e, di conseguenza, dell’uomo. I danni che posso causare all’uomo riguardano l’azione che gli Ftalati hanno come interferenti endocrini, che sono stati studiati già nel 2009 dalla Endocrine Society, che ha confermato gli effetti nocivi di questi interferenti endocrini nei sistemi fisiologicamente sensibili agli ormoni, quali:• Cervello • Testicoli e prostata nei maschi • Ovaie e utero per le femmine • Ghiandola pituitaria • Tiroide • Sistema cardiovascolare • Pancreas • Tessuto adiposo • Ghiandole mammarie • Sistema neuroendocrino dell’ippotalamo L’EFSA (European Food Safety Authority) nel 2019 ha ridefinito i limiti massimi di utilizzo di quattro dei cinque Ftalati più usati nei polimeri (DBP, BBP, DEHP e DINP) indicando la dose giornaliera massima tollerabile dall’uomo che corrisponde a 0,05 mg./Kg. corporeo. Questi dati tengono in considerazione l’utilizzo di polimeri vergini ma, in considerazione del ciclo di vita delle plastiche a fine vita nell’ambiente, con la possibilità che gli Ftalati possano trasferirsi nelle catene alimentari, sarebbe doveroso creare una catena di controllo sulla filiera. Per quanto riguarda la plastica riciclata, vista la facile diffusione di questi agenti chimici nell’ambiente, una maggiore perfomance in termini quantitativi del riciclo rispetto alla plastica vergine prodotta sarebbe un doveroso obbiettivo anche ambientale. Inoltre la trasformazione dello scarto plastico in una nuova materia prima, imporrebbe un controllo analitico delle sostanze chimiche all’interno della stessa, attraverso uno strumento di analisi come un gascromatografo abbinato ad uno spettrometro a mobilità ionica, che ne caratterizzi i componenti chimici che andranno sul mercato. Cosa comunque raccomandata anche nell’utilizzo di materia prima vergine ad uso alimentare, anche non direttamente correlata al packaging, per esempio i tubi in materia plastica per il trasporto dell’acqua potabile, prodotti secondo la norma UNI 1622, che riguarda odori e sapori del liquido trasportato, che potrebbero nel tempo rilasciare sostanze incompatibili con la salute dell’uomo.Categoria: notizie - tecnica - plastica - tossicologia - ftalati - imballi - packaging Vedi maggiori informazioni sulle materie plastiche
SCOPRI DI PIU' Flaconi in HDPE Riciclato: Come Gestire i Difetti di Superficie
Flaconi in HDPE Riciclato: Come Gestire i Difetti di SuperficieCome risolvere i problemi estetici nella produzione di flaconi in HDPE riciclatodi Marco ArezioLa produzione di flaconi per la detergenza, per i liquidi industriali ed agricoli, fino a poco tempo fa venivano prodotti con materiali vergini nonostante alcune forme e colori consentivano l’uso di un granulo in HDPE riciclato. L’impatto mediatico dell’inquinamento da plastica dispersa dall’uomo nell’ambiente, ha fatto muovere le coscienze dei consumatori mettendo sotto pressione gli stati, che si occupano della legislazione ambientale, ma anche i produttori delle sostanze contenute nei flaconi che non possono, per questioni commerciali, perdere il consenso dei propri clienti finali. La richiesta di HDPE rigenerato per soffiaggio ha avuto una forte impennata negli ultimi, trovando sicuramente, una parte dei produttori, non totalmente preparati a gestire il granulo riciclato nelle proprie macchine. Non è stata solo una questione di tipologia di granulo che può differire leggermente, dal punto di vista tecnico, dalle materie prime vergini nel comportamento in macchina, ma si sono dovute affrontare problematiche legate alla tonalità dei colori, allo stress cracking, alla tenuta delle saldature, ai micro fori e ad altre questioni minori. In articoli precedenti abbiamo affrontato la genesi dell’HDPE riciclato nel soffiaggio dei flaconi e la corretta scelta delle materie prime riciclate, mentre oggi vediamo alcuni aspetti estetici che potrebbero presentarsi usando il granulo riciclato in HDPE al 100%. Ci sono quattro aspetti, dal punto di vista estetico, che possono incidere negativamente sul buon risultato di produzione: 1) Una marcata porosità detta “buccia d’arancia” che si forma prevalentemente all’interno del flacone ma, non raramente, è visibile anche all’esterno. Si presenta come una superficie irregolare, con presenza di micro cavità continue che danno un aspetto rugoso alla superficie. Normalmente le problematiche sono da ricercare nel granulo, dove una possibile presenza eccessiva di umidità superficiale non permette una perfetta stesura della parete in HDPE in uscita dallo stampo. In questo caso il problema si può risolvere asciugando il materiale in un silos in modo che raggiunga un grado di umidità tale per cui non influirà negativamente sulle superfici. In linea generale è sempre un’operazione raccomandata quando si vuole produrre utilizzando al 100% un materiale rigenerato. 2) Le striature sul flacone sono un altro problema estetico che capita per ragioni differenti, specialmente se si utilizza un granulo già colorato. Le cause possono dipendere da una percentuale di plastica diversa all’interno del granulo in HDPE, anche in percentuali minime, tra il 2 e il 4 %, in quanto, avendo le plastiche punti di fusione differenti, il comportamento estetico sulla parete del flacone può essere leggermente diverso, andando ad influenzare il colore nell’impasto. E’ importante notare che non si devono confondere le striature di tonalità con le striature di struttura, le quali sono normalmente creare dallo stampo del flacone a causa di usura o di sporcizia che si accumula lavorando. Un altro motivo può dipendere dalla resistenza al calore del master che si usa, in quanto non è infrequente che a temperature troppo elevate, sia in fase di estrusione del granulo che di soffiaggio dell’elemento, si possa creare un fenomeno di degradazione del colore con la creazione di piccole strisciate sulle pareti del flacone. 3) Una perfetta saldabilità in un flacone è di estrema importanza in quanto un’eventuale distacco delle pareti, una volta raffreddato e riempito il flacone, comporta danni seri con costi da sostenere per la perdita dell’imballo, delle sostanze contenute e della sostituzione del materiale con costi logistici importanti. Il flacone appena prodotto normalmente non presenta il possibile difetto in quanto la temperatura d’uscita dalla macchina “nasconde” un po’ il problema, ma una volta che la bottiglia si è raffreddata, riempita e sottoposta al peso dei bancali che vengono impilati sopra di essa, un difetto di saldatura si può presentare in tutta la sua problematica. La causa di questo problema normalmente deve essere ricercata nella percentuale di polipropilene che il granulo in HDPE può contenere a causa di una selezione delle materie prime a monte della produzione del granulo non ottimale. Una scadente selezione dei flaconi tra di essi, ma soprattutto dai tappi che essi contengono, possono aumentare la quota percentuale di polipropilene nella miscela del granulo. Esistono in commercio macchine a selezione ottica del macinato lavato che aiutano a ridurre in modo sostanziale questa percentuale, potendola riportare sotto 1,5-2%. Al momento dell’acquisto del carico di HDPE riciclato è sempre buona cosa chiedere un test del DSC per controllare la composizione del granulo per la produzione. L’effetto di una percentuale di PP eccessiva ha come diretta conseguenza l’impedimento di una efficace saldatura delle superfici di contatto che formano il flacone. Oltre ad intervenire sul granulo sarebbe buona regola, se si desiderasse utilizzare al 100% la materia prima riciclata, aumentare leggermente lo spessore di sovrapposizione delle due lati del flacone per favorirne il corretto punto di saldatura. 4) La presenza di micro o macro fori in un flacone, visibili direttamente attraverso un’ispezione o, per quelli più piccoli, tramite la prova della tenuta dell’aria, possono dipendere dalla presenza di impurità all’interno del granulo, quando il lavaggio e la filtratura della materia prima non è stata fatta a regola d’arte. Un altro motivo può dipende da una scarsa pulizia della vite della macchina soffiatrice che può accumulare residui di polimero degradato e trasportarli, successivamente, all’esterno verso lo stampo. Specialmente se si usano ricette con carica minerale è possibile che si presenti il problema subito dopo il cambio della ricetta tra una senza carica a una che la contenga. L’utilizzo di ricette miste tra materiale vergine e rigenerato può mitigare alcuni di questi punti ma non risolvere totalmente gli eventuali problemi se non si ha l’accortezza di seguire la filiera della fornitura del granulo riciclatoCategoria: notizie - tecnica - plastica - riciclo - HDPE - flaconi - soffiaggio
SCOPRI DI PIU' Assemblaggio dei Componenti Plastici dopo la Produzione
Assemblaggio dei Componenti Plastici dopo la ProduzioneQuali sistemi utilizzare per l’assemblaggio dei componenti plastici prodottidi Marco ArezioEsistono prodotti plastici che vengono stampati od estrusi singolarmente ed assemblati tra loro in fasi successive, con lo scopo di creare un prodotto finito composto da più parti. L’attività di assemblaggio dei vari pezzi, e il loro serraggio, comporta un’analisi approfondita di quali strumenti di chiusura utilizzare, per essere compatibili con le materie plastiche usate e anche funzionale con l’utilizzo del prodotto finito. I sistemi di fissaggio principali dei componenti plastici li possiamo raggruppare in:• Fissaggio attraverso viti in plastica • Fissaggio attraverso viti in metallo • Fissaggio attraverso chiodatura • Fissaggio attraverso saldatura • Fissaggio attraverso compressione Viti in Plastica Il fissaggio degli elementi da assemblare attraverso l’utilizzo di viti in plastica ha un limitato utilizzo, in quanto esprimono una bassa resistenza meccanica e una bassa rigidità. A dispetto delle basse performance strutturali, le viti in plastica trovano grande utilizzo in quei prodotti ove sia richiesto un isolamento elettrico continuo, una resistenza molto elevata alla corrosione e una continuità delle tonalità di colore scelto, per rendere il manufatto cromaticamente più continuo. Viti in Metallo Il fissaggio con viti in metallo è di gran lunga il metodo più usato per assemblare gli elementi plastici, per via dell’ottima resistenza meccanica e della buona presa tra plastica e elemento metallico. Le viti possono essere metriche o autofilettanti. Quelle metriche, in alcune situazioni meccaniche, possono presentare dei cedimenti dei fianchi che si sono filettati nel materiale plastico, questo può essere causato in presenza di un basso modulo elastico del polimero che compone l’elemento in plastica. Infatti, la resistenza meccanica di un filetto metrico nel materiale plastico è generalmente limitata, quindi è consigliabile usare viti metriche con degli inserti in ottone a filettatura interna. Questi inserti vengono inseriti, prima dello stampaggio nello stampo stesso o successivamente attraverso l’uso degli ultrasuoni. Dal punto di vista economico non è quasi mai conveniente utilizzare questo tipo di inserti, a causa della perdita di tempo nel loro posizionamento, tuttavia l’utilizzo di una vite metrica rende più veloce l’assemblaggio successivo del prodotto. Quelle autofilettanti sono costituite da forme e filetti differenti in base al lavoro meccanico che devono compiere e al tipo di plastica in cui andranno inserite. I filetti possono essere più o meno ravvicinati, quindi con un numero di spirali differenti, avere angoli di inclinazione delle spirali da 30 a 60° e un diametro dell’anima della vite e della sua spirale variabile. Nel caso, per esempio, dei manufatti realizzati con resine termoindurenti, è assolutamente necessario utilizzare viti autofilettanti, infatti questo tipo di polimero non si conforma, come altre materie plastiche, alla vite, ma viene forato con l’asportazione del truciolo risultante. In questo caso si consiglia un profilo di vite asimmetrico con un’angolazione della spirale a 30°. Chiodatura Un’altra tipologia di assemblaggio dei componenti plastici può avvenire con il metodo della chiodatura degli elementi. I chiodi plasmabili utilizzati sono generalmente composti da ottone, rame, alluminio o con chiodi cavi da rivoltare. Se utilizziamo i chiodi da rivoltare, l’impulso della battitura deve sempre tenere in considerazione la resistenza alla rottura e alla fessurazione del polimero plastico su cui stiamo lavorando, avendo l’accortezza di calcolare bene il rapporto tra massa e velocità di battitura. Nel caso gli elementi da assemblare siano in materiale termoplastico, l’estremità del nocciolo del manufatto può essere finito a caldo o a freddo sulla testa del chiodo. Saldatura I materiali termoplastici posso essere assemblati anche attraverso il processo di saldatura con i metodi per attrito, con gli ultrasuoni o con strumenti a caldo. E’ sempre da tenere in considerazione che il punto di saldatura o le estremità saldate, se in continuo, non avranno mai una resistenza meccanica paragonabile all’elemento base. Inoltre le fasi di saldatura possono creare delle tensioni interne rispetto alle molecole di cui il polimero è costituito e, quando presenti, interagire negativamente sulle fibre di rinforzo. In linea generale, in base alle materie plastiche e al tipo di saldatura, l’esperienza sul campo ci dice che la resistenza meccanica di una saldatura può essere inferiore tra il 40 all’80% rispetto al materiale plastico originario. Questo indebolimento viene inoltre accentuato se il manufatto deve sopportare carichi elevati nel tempo o sopportare particolari sollecitazioni dinamiche o attacchi chimici al materiale plastico. Assemblaggio per compressione Il sistema dell’assemblaggio per compressione degli elementi risulta il più economico e il più veloce, tuttavia bisogna fare alcune considerazioni importanti. Se si verificassero situazioni di assemblaggio ad incastro tra elementi plastici e metallici, è buona regola progettare il calcolo degli sforzi a compressione tarati sui materiali plastici e non su quelli metallici. Inoltre quando gli elementi saranno in funzione, per esempio le parti di un ventilatore, è da tenere presente la maggiore dilatazione termica della plastica rispetto agli elementi metallici e, nel caso di polimeri igroscopici, anche i possibili rigonfiamenti. Categoria: notizie - tecnica - plastica - assemblaggio - prodotti plastici
SCOPRI DI PIU' Il Comportamento Termo-Meccanico dei Polimeri Reticolati
Il Comportamento Termo-Meccanico dei Polimeri ReticolatiCome l’impatto delle temperature può influire sui valori prestazionali dei polimeri altamente reticolati di Marco ArezioNel campo dei polimeri plastici esistono quelli classificabili come reticolati e quelli definiti lineari o ramificati, i quali esprimono differenze sostanziali nella distribuzione e nel collegamento tra i punti delle molecole. Si può quindi definire un polimero “reticolato” se esistono due o più linee che collegano due punti qualsiasi della sua molecola, mentre si può definire un polimero “lineare” o “ramificato” se non esistono catene laterali intestate in due o più punti. La caratteristica delle catene reticolate è che sono unite tra loro da legami covalenti, aventi un'energia di legame pari a quella degli atomi sulle catene e non sono perciò indipendenti le une dalle altre. Per questo motivo un polimero reticolato è generalmente una plastica rigida, che a seguito di un’azione di riscaldamento, si decompone o brucia, anziché rammollirsi e fondere come un polimero lineare o ramificato. Infatti, mentre un elastomero, soggetto ad una normale temperatura ambiente esprime il punto di rammollimento, i polimeri reticolati rimangono rigidi in condizioni termiche ambientali, ma anche a temperature superiori, fino a giungere un livello termico che causa la sua degradazione. Di conseguenza, se si sottopone un polimero reticolato a temperature superiori ai 200 °C, è facile che si crei il fenomeno di degradazione che rende il polimero difficilmente utilizzabile, nello stesso tempo, si è notato che l’aggiunta di cariche migliora la resistenza termica del compound. L’influenza della temperatura agisce facilmente sui polimeri lineari, ma non trova grande riscontro su quelli reticolati, questo a causa della fitta reticolazione che caratterizza la struttura polimerica che impedisce qualunque movimento molecolare che possa coinvolgere grandi deformazioni. A temperatura elevata, i polimeri densamente reticolati possono accennare a mostrare fenomeni viscoelastici ma, allo stesso tempo si manifestano reazioni chimiche, che alterano la struttura del materiale. Il motivo per cui spesso si creano legami reticolati è che i polimeri lineari non sono abbastanza resistenti per alcune applicazioni che richiedono una speciale robustezza, o una grande elasticità. In questi casi vengono creati dei legami incrociati tra le catene per ottenere polimeri reticolati più forti, ma che non sono più rimodellabili per fusione. Per quanto riguarda i comportamenti meccanici di un polimero densamente reticolato, come può essere le resine fenoliche, questi avranno delle reazioni differenti ed opposte, per esempio, rispetto agli elastomeri. Il diagramma sforzo-deformazione a trazione dei polimeri densamente reticolati indica, quindi, sempre un comportamento fragile, con piccoli allungamenti a rottura e alti carichi a rottura. In realtà bisogna anche considerare che i polimeri densamente reticolati che sono in commercio, possono contenere anche quantità di cariche di varia tipologia, come la cellulosa, i cascami di cotone, la farina di legno, la fibra di vetro e molte altre, per cui lo studio del comportamento meccanico non è sempre di facile intuizione.
SCOPRI DI PIU' Lavorazione CNC del PMMA: dalla scelta del materiale all’innovazione sostenibile
Lavorazione CNC del PMMA: dalla scelta del materiale all’innovazione sostenibileGuida alle proprietà, tecniche di lavorazione e applicazioni del polimetilmetacrilato, con uno sguardo al riciclo e alla sostenibilitàdi Marco ArezioNel panorama delle materie plastiche trasparenti, il PMMA – polimetilmetacrilato, meglio conosciuto con i marchi commerciali Plexiglas®, Perspex®, Acrylite® – ha assunto nel tempo un ruolo di protagonista, sia per le sue doti ottiche che per la sua lavorabilità. Oggi, le richieste del mercato non si limitano alla sola performance tecnica: l’attenzione alla sostenibilità e al recupero delle materie prime sta spingendo sempre più operatori e progettisti a valutare non solo le proprietà del materiale vergine, ma anche il comportamento dei polimeri riciclati. E la lavorazione CNC, con la sua flessibilità e precisione, gioca un ruolo decisivo sia nella valorizzazione del materiale che nell’evoluzione verso una produzione più responsabile. Il polimetilmetacrilato è un polimero termoplastico amorfo caratterizzato da un’elevata trasparenza (fino al 92% di trasmissione della luce visibile), da una buona resistenza agli agenti atmosferici e ai raggi UV, oltre che da un’eccellente stabilità dimensionale. Dal punto di vista meccanico, il PMMA offre una durezza superiore rispetto ad altri polimeri trasparenti (come il policarbonato), ma risulta più fragile, con una bassa resistenza all’urto. - Densità: circa 1,19 g/cm³ - Modulo di elasticità: 2.400-3.200 MPa - Carico di rottura: 55-75 MPa - Temperatura di esercizio: da -40°C a +80°C - Temperatura di transizione vetrosa (Tg): circa 105°C Una delle principali doti del PMMA è la possibilità di mantenere tolleranze strette e superfici otticamente perfette dopo la lavorazione CNC, condizione fondamentale per applicazioni nei settori ottico e medicale. Il fascino (e le sfide) di lavorare il PMMA Chi si avvicina per la prima volta alla lavorazione CNC del PMMA resta spesso sorpreso dalla facilità con cui è possibile ottenere superfici limpide, sagome complesse e tolleranze strette. Eppure, la vera sfida è mantenere queste qualità su scala industriale, senza scendere a compromessi su qualità ottica e stabilità dimensionale. Il PMMA, grazie alla sua struttura amorfa, si presta bene alla fresatura, alla foratura e alla tornitura, restituendo una trasparenza quasi cristallina se il processo viene gestito correttamente. Tuttavia, è un materiale sensibile: teme il calore generato dall’attrito degli utensili, soffre le vibrazioni e può andare incontro a microfessurazioni o opacizzazione se si sbagliano i parametri di taglio. Per i responsabili di produzione, il primo passo è sempre la scelta della lastra. La qualità del materiale di partenza, la presenza di protezioni superficiali, persino il tipo di invecchiamento subito dal polimero (esposizione a luce UV o agenti chimici) influenzano il risultato finale. Non si tratta di dettagli: per la produzione di lenti ottiche, schermi protettivi o componenti medicali, anche una piccola alterazione nella trasparenza o una minuscola crepa possono decretare la scartabilità del pezzo. Dall’officina alla sala metrologica: strategie operative vincenti La lavorazione CNC del PMMA si basa su alcuni capisaldi, affinati negli anni da operatori esperti e laboratori di ricerca. Gli utensili più indicati sono quelli in metallo duro, affilati con geometrie dedicate alle plastiche. La velocità di rotazione è alta, ma l’avanzamento resta moderato: l’obiettivo è tagliare il polimero senza “impastarlo” o farlo sciogliere. Un raffreddamento leggero, preferibilmente ad aria, previene surriscaldamenti e consente di evacuare il truciolo senza depositi. Nel lavoro di ogni giorno, le prove di taglio, la pulizia accurata delle superfici e la manutenzione degli utensili diventano routine irrinunciabile. Chi punta all’eccellenza spesso integra le lavorazioni meccaniche con una lucidatura finale, a volte persino a fiamma per restituire brillantezza e rimuovere le micro-opacità residue. Una buona programmazione del percorso utensile è altrettanto decisiva: evitare bruschi cambi di direzione, minimizzare le accelerazioni improvvise e frazionare le passate aiuta a conservare la trasparenza e a prevenire tensioni interne nel materiale. Applicazioni tra innovazione e precisione La versatilità della lavorazione CNC del PMMA si esprime in molti settori. Nella strumentazione scientifica e nell’ottica, la richiesta è spesso di parti estremamente precise, come lenti, guide di luce e coperture per sensori. Qui, la qualità ottica non è solo un plus, ma una necessità funzionale. In campo medicale, si richiedono invece superfici pulite, prive di contaminanti e facili da sterilizzare: il PMMA, lavorato in condizioni controllate, soddisfa pienamente questi requisiti. Anche nel design e nell’arredamento, la libertà progettuale del CNC permette di creare oggetti unici, talvolta veri pezzi d’arte industriale. Dai display alle insegne luminose, dai componenti per l’automotive alle applicazioni architettoniche, le possibilità sono virtualmente illimitate. PMMA riciclato: un nuovo standard per la sostenibilità? Negli ultimi anni, il recupero e il riciclo del PMMA nella produzione sta assumendo un’importanza crescente, in linea con i principi dell’economia circolare. Il riciclo del PMMA può avvenire sia in forma meccanica, macinando scarti e ritrasformandoli in granuli, sia in forma chimica, depolimerizzando il materiale fino a ottenere il monomero originale. Dal punto di vista pratico, il materiale riciclato si presenta spesso come una sfida supplementare per chi lavora al CNC. Non tutto il PMMA riciclato è uguale: la qualità dipende dalla purezza della raccolta, dalla presenza di additivi, coloranti e contaminanti. Le proprietà meccaniche restano generalmente buone, ma si può registrare una diminuzione della trasparenza o la comparsa di lievi difetti interni, come microbolle o inclusioni. Per questo, nelle applicazioni dove la perfezione ottica è imprescindibile (ad esempio in lenti di precisione o vetrature espositive di fascia alta) si preferisce ancora il materiale vergine, mentre il riciclato trova ampio impiego in pannelli tecnici, protezioni, divisori, arredi e persino in soluzioni innovative di eco-design. Lavorare il PMMA riciclato al CNC richiede quindi qualche accortezza in più: una selezione accurata della materia prima, l’utilizzo di strategie di taglio meno aggressive, e una fase di controllo qualità particolarmente attenta. I vantaggi, però, sono evidenti sia dal punto di vista ambientale che economico: si riducono gli scarti in discarica, si abbassano i costi di approvvigionamento, si dà nuova vita a materiali che altrimenti sarebbero destinati all’abbandono. Verso una produzione responsabile e ad alta precisione Per i tecnici, gli ingegneri e i responsabili di produzione, la lavorazione CNC del PMMA rappresenta un laboratorio di innovazione continuo, dove precisione, efficienza e sostenibilità si intrecciano ogni giorno. L’arrivo sul mercato di materiali riciclati di alta qualità, insieme allo sviluppo di nuove strategie di lavorazione e software di simulazione sempre più avanzati, sta cambiando il modo di progettare e produrre pezzi in PMMA. Le aziende più attente adottano politiche di recupero degli scarti, implementano sistemi di controllo metrologico digitalizzato e investono nella formazione degli operatori, consapevoli che la competitività passa dalla capacità di offrire soluzioni su misura, ottimizzate e a basso impatto ambientale. Conclusioni: PMMA, CNC e il futuro della plastica trasparente Lavorare il PMMA su macchine CNC è molto più che un’operazione tecnica: è un esercizio di precisione, un banco di prova per l’innovazione industriale e, oggi più che mai, un’opportunità per ridurre l’impatto ambientale senza rinunciare alle prestazioni. La sfida della sostenibilità si vince anche scegliendo materie prime riciclate, perfezionando i processi produttivi e trasmettendo queste competenze alle nuove generazioni di ingegneri e tecnici. Sperimentare, valutare, migliorare: la lavorazione CNC del PMMA, sia esso vergine o riciclato, resta uno degli ambiti più stimolanti della moderna ingegneria plastica, capace di coniugare creatività, tecnologia e rispetto per l’ambiente. © Riproduzione Vietata Acquista il libro Acquista il libro
SCOPRI DI PIU' Sostenibilità nella stampa 3D: polimeri riciclati e processi eco-friendly
Sostenibilità nella stampa 3D: polimeri riciclati e processi eco-friendlyDifferenze tecniche, vantaggi ambientali e innovazioni per un futuro più sostenibile nella produzione additiva (3D)di Marco ArezioLa stampa 3D, conosciuta anche come produzione additiva, sta rivoluzionando il panorama industriale grazie alla sua capacità di produrre oggetti personalizzati e alla sua potenzialità di ridurre gli sprechi. Tuttavia, il crescente utilizzo di questa tecnologia ha sollevato dubbi sull'impatto ambientale e ha spinto il settore verso pratiche più sostenibili. L'adozione di materiali riciclati e di processi eco-friendly è diventata fondamentale per ridurre i rifiuti plastici e promuovere un'economia circolare. In questo contesto, è cruciale comprendere le differenze dell'utilizzo dei polimeri riciclati e di quelli vergini, poiché queste influenzano direttamente le prestazioni e l'applicabilità dei materiali nella stampa 3D. Materiali Riciclati nella Stampa 3D I polimeri sono i materiali più utilizzati nella stampa 3D grazie alla loro versatilità e adattabilità. L'adozione di polimeri riciclati sta crescendo rapidamente per affrontare le sfide ambientali legate alla produzione di plastica vergine. Tra i principali materiali riciclati utilizzati nella stampa 3D troviamo il PLA, il PETG, il nylon, l'ABS e altri polimeri tecnici, ognuno con caratteristiche e applicazioni specifiche. Differenze tra Polimeri Vergini e Riciclati Nonostante i vantaggi ambientali, i polimeri riciclati presentano differenze significative rispetto a quelli vergini, che possono influenzare la qualità della stampa e le proprietà meccaniche del prodotto finale. Composizione Chimica La composizione chimica rappresenta una delle differenze principali tra polimeri vergini e riciclati. I polimeri vergini sono costituiti da molecole polimeriche integre e non degradate, garantendo proprietà meccaniche ottimali come resistenza, elasticità e stabilità termica. I polimeri riciclati, invece, subiscono una degradazione molecolare durante il processo di riciclo, come la triturazione e la rigranulazione. Questo porta a una riduzione della lunghezza delle catene polimeriche, compromettendo così la resistenza meccanica e la stabilità termica. Proprietà Meccaniche Le proprietà meccaniche dei polimeri riciclati sono generalmente inferiori rispetto ai materiali vergini. I polimeri vergini offrono una resistenza meccanica superiore, rendendoli ideali per applicazioni strutturali o che richiedono elevate prestazioni. I materiali riciclati, d'altro canto, tendono ad essere meno resistenti e più fragili, risultando quindi adatti solo per applicazioni meno critiche. Inoltre, la degradazione chimica dei materiali riciclati riduce l'elasticità, aumentando la fragilità rispetto ai polimeri vergini. Qualità Superficiale La qualità superficiale dei prodotti stampati con polimeri vergini è migliore rispetto a quella dei polimeri riciclati. I polimeri vergini producono superfici lisce e uniformi, grazie alla loro purezza e consistenza. Al contrario, i polimeri riciclati possono contenere impurità o presentare micro-difetti derivanti dai processi di recupero, il che può portare a superfici ruvide o irregolari durante la stampa, richiedendo così un'ulteriore lavorazione per ottenere risultati soddisfacenti. Comportamento Durante la Stampa I polimeri vergini garantiscono una fluidità ottimale durante l'estrusione, assicurando precisione dimensionale e una buona adesione tra gli strati. I materiali riciclati, invece, possono avere una viscosità variabile, rendendo necessario un aggiustamento accurato delle impostazioni di stampa. Inoltre, la riduzione della qualità chimica nei materiali riciclati può compromettere l'adesione tra gli strati, influenzando negativamente la robustezza complessiva dell'oggetto stampato. Stabilità Termica La stabilità termica è un altro aspetto critico che differenzia i polimeri vergini dai riciclati. I polimeri vergini sono progettati per mantenere una stabilità termica costante durante i processi di stampa, mentre i polimeri riciclati tendono ad avere una tolleranza termica ridotta. Questo richiede un controllo più rigoroso della temperatura durante la stampa, per evitare deformazioni e difetti. Analisi dei Materiali Riciclati più Utilizzati PLA Riciclato Il PLA è uno dei materiali più popolari nella stampa 3D grazie alla sua biodegradabilità e alla sua origine da risorse rinnovabili. Il PLA riciclato, ottenuto da scarti di stampa o da rifiuti industriali, rappresenta una soluzione ecologica per molte applicazioni. Tuttavia, rispetto al PLA vergine, il PLA riciclato ha una stabilità termica inferiore e una resistenza meccanica ridotta, limitandone l'uso in contesti strutturali o in applicazioni ad alta performance. PETG Riciclato Il PETG riciclato, spesso derivato da bottiglie di plastica post-consumo, offre buone proprietà meccaniche e termiche, sebbene siano leggermente inferiori rispetto a quelle del materiale vergine. Questo materiale è particolarmente adatto per applicazioni che richiedono una buona resistenza chimica e termica, come prototipi e parti funzionali. Nylon Riciclato Il nylon riciclato è ottenuto da scarti tessili o da reti da pesca e mantiene eccellenti proprietà meccaniche, anche se può mostrare una ridotta elasticità rispetto al nylon vergine. Questo lo rende ideale per applicazioni industriali, come la produzione di componenti tecnici che non necessitano di una particolare flessibilità. ABS Riciclato L'ABS riciclato presenta alcune problematiche significative. Durante il processo di riciclo, le proprietà del materiale possono degradarsi, influenzando negativamente la qualità del prodotto finale. Per compensare queste limitazioni, vengono spesso aggiunti additivi per migliorare la fluidità e la resistenza, rendendo l'ABS riciclato adatto per applicazioni decorative o non strutturali. Strategie per Migliorare i Materiali Riciclati Le problematiche poste dall'uso di polimeri riciclati nella stampa 3D richiedono strategie avanzate per colmare il divario con i materiali vergini. Diverse tecnologie sono state sviluppate e sono in fase di sperimentazione per migliorare le prestazioni di questi materiali. Aggiunta di Additivi Chimici Una delle strategie più promettenti è l'aggiunta di additivi chimici, come plastificanti, antiossidanti e agenti rinforzanti. I plastificanti possono ridurre la fragilità dei materiali riciclati migliorandone la duttilità, mentre gli antiossidanti limitano la degradazione dovuta all'esposizione prolungata al calore durante la stampa. Gli agenti rinforzanti, come le fibre di vetro o carbonio, possono essere aggiunti per migliorare la resistenza meccanica e la stabilità termica. Miscelazione con Polimeri Vergini Un'altra strategia comune è la miscelazione dei materiali riciclati con una percentuale di polimeri vergini. Questo approccio permette di sfruttare le proprietà migliori dei polimeri vergini, come la maggiore resistenza e stabilità, mentre si riduce il contenuto di plastica vergine, mantenendo un focus sostenibile. La scelta della percentuale di polimero vergine da miscelare dipende dal tipo di applicazione finale e dal livello di prestazione richiesto. Filtrazione e Separazione Avanzate I materiali riciclati spesso contengono impurità che possono comprometterne le prestazioni. Per migliorare la qualità del materiale riciclato, sono utilizzati processi avanzati di filtrazione e separazione. Questi includono tecnologie come la filtrazione in fusione, in cui il materiale viene fatto passare attraverso filtri sottili per rimuovere contaminanti solidi, e la separazione chimica per eliminare componenti indesiderati. Questo garantisce un materiale riciclato più omogeneo e adatto alla stampa 3D. Controllo della Viscosità e Reologia Il controllo delle caratteristiche reologiche dei polimeri riciclati è essenziale per ottenere buone prestazioni durante la stampa. Tecniche come la modifica del peso molecolare attraverso la reazione di reticolazione o l'aggiunta di modificatori reologici possono essere utilizzate per migliorare la viscosità e la fluidità del materiale. Questo consente una migliore estrusione e una maggiore precisione dimensionale nei prodotti stampati. Compatibilizzanti per Materiali Misti Spesso i polimeri riciclati provengono da fonti diverse, portando a una miscela di materiali che può risultare non compatibile durante il processo di stampa. L'uso di compatibilizzanti, che agiscono come agenti di legame tra polimeri di diversa natura, può migliorare la coesione del materiale, garantendo una migliore adesione tra gli strati durante la stampa e, quindi, una maggiore robustezza del prodotto finale.Trattamenti Termici e Riciclo Meccanico I trattamenti termici possono essere utilizzati per migliorare le proprietà dei materiali riciclati. Un esempio è il processo di annealing, che consiste nel riscaldare il materiale a una temperatura specifica per un certo periodo di tempo per rilassare le tensioni interne e aumentare la cristallinità. Anche il riciclo meccanico, come la rigranulazione dei materiali scartati e la rifusione, è una strategia efficace per migliorare l'omogeneità dei polimeri riciclati. Innovazioni Futuristiche: Riciclo Chimico Oltre alle tecniche di riciclo meccanico, il riciclo chimico rappresenta una promettente innovazione per migliorare i materiali riciclati. Questo processo consente di scomporre i polimeri nei loro monomeri originali, che possono poi essere purificati e ricombinati per produrre nuovi polimeri di qualità comparabile a quella dei materiali vergini. Sebbene il riciclo chimico richieda attualmente elevati investimenti energetici e tecnologici, rappresenta una frontiera importante per ottenere materiali riciclati di alta qualità in futuro. Applicazioni Sostenibili e Prospettive Future L'integrazione di materiali riciclati e tecniche di stampa eco-friendly sta già trovando applicazione in diversi settori. Nell'industria manifatturiera, i materiali riciclati vengono utilizzati per la produzione di componenti leggeri e riparabili, mentre nell'edilizia vengono impiegati per creare mattoni stampati in 3D. Anche nel consumo domestico, i filamenti rigenerati stanno diventando popolari per la realizzazione di oggetti personalizzati e accessori. Con l'evoluzione delle tecnologie di riciclo e l'adozione di processi sempre più sostenibili, la stampa 3D ha il potenziale per diventare un elemento centrale dell'economia circolare, contribuendo a ridurre l'impatto ambientale e a promuovere un uso più responsabile delle risorse. Le differenze tecniche tra polimeri vergini e riciclati rappresentano certamente un problema, ma anche un'opportunità per innovare e migliorare i processi produttivi. Investire nella ricerca e nello sviluppo di materiali riciclati più performanti, insieme all'ottimizzazione dei processi di stampa, consentirà di colmare il divario tecnico e di favorire una maggiore adozione di soluzioni sostenibili. Conclusioni La stampa 3D non è solo una tecnologia rivoluzionaria, ma rappresenta anche un potente strumento per affrontare le sfide ambientali del nostro tempo. Sfruttando al massimo il potenziale dei materiali riciclati e delle soluzioni sostenibili, possiamo favorire l'adozione di modelli produttivi più efficienti e creare un futuro in cui innovazione e rispetto per l'ambiente siano in perfetta sinergia.© Riproduzione Vietata
SCOPRI DI PIU' Rivestimenti Nano Polimerici con Proprietà Antimicrobiche. A che Punto Siamo?
Rivestimenti Nano Polimerici con Proprietà Antimicrobiche. A che Punto Siamo?Polimeri contenenti nanoparticelle con la capacità di inibire la proliferazione di molti microrganismi, nel settore del packaging, trasporto ed ospedaliero di Marco ArezioI microorganismi che ci circondano e che possono causare fastidi, malattie e persino la morte in alcuni casi, sono invisibili all’occhio dell’uomo ma, non solo ci fanno compagnia in ogni posto in cui stiamo, ma spesso siamo noi stessi che li trasportiamo da una parte all’altra, durante la nostra vita quotidiana.La ricerca scientifica da anni sta studiando il fenomeno, non è tanto concentrata sull’intervento diretto alla disinfezione delle superfici che tocchiamo, ma quanto ad evitare il meccanismo di prolificazione dei microrganismi sulle superfici. Per superfici intendiamo tutti quegli oggetti che, in maniera diretta od indiretta, possono essere vettori di contatto con il nostro corpo e, di conseguenza, potrebbero fare insorgere delle malattie di rapida diffusione. Questo vale per il mondo del packaging, per quello ospedaliero, per mezzi di trasporto, nelle nostre case, per i luoghi di aggregazione sociale, insomma, in tutte quelle situazioni in cui i microorganismi hanno facile vita nel replicarsi. Dal punto di vista tecnico questo fenomeno può essere compreso in quello che si definisce biofouling, cioè processi di contaminazione biologica depositati sulla superficie dei materiali. Questo processo inizia con la formazione di un film primario sulla superficie del materiale in presenza di almeno due variabili, microrganismi e umidità. Tra i microrganismi predominanti ci sono batteri e diatomee, che producono una grande quantità di materia organica, ad esempio acidi polisaccaridi che formano una pellicola in superficie con molti nutrienti, che viene utilizzata per la colonizzazione di altri organismi più grandi. Per esempio, in campo sanitario, si è scoperto che si possono formare micro-pellicole, composte da microrganismi, in dispositivi medici come cateteri vascolari, protesi articolari e cateteri urinari, che risultavo, a volte, resistenti agli antibiotici. Altri ambiti sotto osservazione sono per esempio i mezzi di trasporto o gli ambiti ospedalieri, la cui lotta contro i microrganismi infettivi viene combattuta con nanoparticelle metalliche disponibili in molti tipi e quantità. In questo modo, le nanoparticelle Cu, ZnO, Se, ZrO 2, SiO, TiO 2, tra le altre, possono essere utilizzate in tutti i luoghi sociali e nostre case in presenza di elevata umidità. Il vettore per le nanoparticelle può essere un polimero, di qualsiasi tipologia, che costituisce i prodotti, per esempio, le nanoparticelle d’argento o di rame, sono materiali interessanti che possono essere utilizzati per combattere il biofouling, poiché hanno proprietà antimicrobiche ad ampio spettro e sono efficaci contro molteplici batteri, virus e funghi. Inoltre, le nanoparticelle di ossido di ferro, hanno anche caratteristiche antimicrobiche, ma il loro studio è stato meno ampio rispetto alle nanoparticelle Ag e Cu, ma è importante notare che la loro biocompatibilità è un motivo importante per implementarne l'uso nei prodotti commerciali come quelli per il packaging. Categoria: notizie - tecnica - plastica - nanopolimeri - antimicrobici
SCOPRI DI PIU' Filtrazione Avanzata del Fuso per Polimeri Riciclati Altamente Contaminati: Strategie e Tecnologie per l'Efficienza Produttiva
Filtrazione Avanzata del Fuso per Polimeri Riciclati Altamente Contaminati: Strategie e Tecnologie per l'Efficienza ProduttivaScopri le soluzioni nella filtrazione del fuso per riciclati complessi: sistemi a retrolavaggio continuo, a raschiamento e laserdi Marco ArezioIl settore del riciclo dei polimeri è in costante crescita, spinto dalla crescente domanda di sostenibilità e dalla necessità di ridurre l'impatto ambientale. Tuttavia, la gestione di flussi di rifiuti plastici altamente contaminati rappresenta una delle sfide più significative. Impurità come metalli, carta, legno, fibre tessili e, in particolare, i gel (polimeri degradati o reticolati) possono compromettere seriamente la qualità del prodotto finale e l'efficienza del processo di estrusione. La filtrazione del fuso è un'operazione critica che mira a rimuovere queste impurità, garantendo un polimero riciclato di alta qualità e minimizzando le interruzioni della produzione. I sistemi di filtrazione tradizionali spesso non sono all'altezza delle esigenze dei materiali altamente contaminati, portando a frequenti fermi macchina per la pulizia o la sostituzione degli elementi filtranti. Questo articolo tecnico esplora le innovazioni più recenti nella progettazione e ottimizzazione dei sistemi di filtrazione del fuso, capaci di gestire carichi elevati di impurità e gel, migliorando significativamente l'efficienza produttiva e la sostenibilità del processo di riciclo. L'Evoluzione dei Sistemi di Filtrazione del Fuso: Oltre il Filtro a Candela I filtri a candela, sebbene efficaci per materiali con basse percentuali di contaminanti, mostrano i loro limiti con i riciclati post-consumo. La loro superficie filtrante limitata e la necessità di interruzioni frequenti per la pulizia o la sostituzione li rendono poco idonei per applicazioni ad alta contaminazione. La ricerca e lo sviluppo hanno portato all'introduzione di tecnologie più sofisticate, progettate per operare in continuo o con minimi fermi macchina, garantendo una maggiore produttività e una migliore qualità del prodotto. Filtri a Retrolavaggio Continuo: La Soluzione per l'Operatività Ininterrotta I filtri a retrolavaggio continuo rappresentano una pietra miliare nell'evoluzione della filtrazione del fuso. Il loro principio di funzionamento si basa sulla presenza di due o più elementi filtranti (schermi o cartucce) che operano in parallelo. Quando un elemento filtrante si intasa, una parte del fuso pulito viene deviata e fatta fluire in senso inverso attraverso l'elemento intasato, espellendo le impurità accumulate. Questo processo avviene automaticamente e senza interruzioni del flusso principale, permettendo una produzione continua. I sistemi più avanzati utilizzano sensori di pressione differenziale per monitorare il grado di intasamento e avviare il retrolavaggio solo quando necessario, ottimizzando l'efficienza e riducendo lo spreco di materiale. L'efficacia di questi sistemi dipende dalla corretta progettazione della geometria degli schermi e dalla gestione della pressione e della temperatura durante il retrolavaggio. Filtri a Raschiamento: Robustezza e Autopulizia per Contaminanti Abrasivi I filtri a raschiamento, noti anche come filtri a superficie raschiante, sono particolarmente adatti per la gestione di materiali con elevate quantità di impurità fibrose, abrasive o di grandi dimensioni. Questi sistemi sono dotati di un elemento filtrante cilindrico o conico, sulla cui superficie interna o esterna ruota una lama o un sistema di raschiamento. Le impurità vengono rimosse meccanicamente dalla superficie filtrante e convogliate in una camera di raccolta, da cui possono essere scaricate periodicamente senza interrompere il processo. La robustezza di questi filtri li rende ideali per applicazioni gravose, dove altri sistemi potrebbero subire danni o intasamenti rapidi. L'ottimizzazione del design delle lame e della velocità di rotazione è cruciale per massimizzare l'efficienza di pulizia e minimizzare l'usura. Tecnologie Laser per la Filtrazione: Precisione e Durata Senza Precedenti Una delle innovazioni più promettenti nel campo della filtrazione del fuso è l'applicazione della tecnologia laser. I filtri laser utilizzano una matrice di fori microscopici creati con precisione laser su un tamburo rotante o una piastra. Il fuso passa attraverso questi fori, mentre le impurità più grandi vengono trattenute sulla superficie. Un sistema di raschiamento o un getto d'aria/gas rimuove continuamente le impurità dalla superficie del tamburo. La dimensione e la forma dei fori possono essere controllate con estrema precisione, consentendo una filtrazione molto fine e una maggiore efficienza nella rimozione dei gel. La durabilità degli elementi filtranti laser è superiore rispetto agli schermi tradizionali, riducendo i costi di manutenzione e i tempi di fermo. Questa tecnologia è particolarmente vantaggiosa per la produzione di film sottili o fibre, dove la presenza di anche minime impurità può compromettere gravemente la qualità del prodotto. Gestione dei Gel e delle Micro-Impurità: Sfide e Soluzioni Integrate I gel rappresentano una sfida unica nella filtrazione del fuso. Essendo di natura polimerica, spesso hanno una densità simile al polimero fuso e possono deformarsi sotto pressione, rendendo difficile la loro rimozione meccanica. Le innovazioni nella progettazione degli elementi filtranti, come l'uso di geometrie a spirale o a "labirinto", e l'ottimizzazione delle condizioni operative (temperatura e pressione) possono migliorare l'efficienza nella cattura dei gel. Inoltre, l'integrazione di più stadi di filtrazione con diverse finezze e tipologie di filtri (ad esempio, un filtro a raschiamento per le impurità più grandi seguito da un filtro a retrolavaggio o laser per le micro-impurità e i gel) è una strategia efficace per affrontare la complessità dei riciclati altamente contaminati. Ottimizzazione del Processo: Monitoraggio, Automazione e Manutenzione Predittiva L'efficienza di un sistema di filtrazione non dipende solo dalla tecnologia del filtro, ma anche dalla sua integrazione nel processo di estrusione. Sistemi di monitoraggio avanzati, che misurano continuamente la pressione differenziale, la temperatura e la portata, consentono di rilevare in tempo reale l'intasamento degli elementi filtranti e di attivare automaticamente le procedure di pulizia o retrolavaggio. L'automazione dei sistemi di scarico delle impurità e la gestione intelligente dei cicli di pulizia riducono al minimo l'intervento umano e massimizzano l'uptime. L'implementazione di strategie di manutenzione predittiva, basate sull'analisi dei dati operativi, permette di anticipare l'usura degli elementi filtranti e di pianificare gli interventi di manutenzione, evitando fermi macchina non programmati. Impatto sulla Qualità del Prodotto Finale e Sostenibilità Economica L'adozione di sistemi di filtrazione avanzati ha un impatto diretto sulla qualità del polimero riciclato. La rimozione efficiente di impurità e gel si traduce in un prodotto con migliori proprietà meccaniche, ottiche ed estetiche, rendendolo competitivo con i polimeri vergini per un'ampia gamma di applicazioni. Questo non solo aumenta il valore del materiale riciclato, ma apre anche nuove opportunità di mercato. Dal punto di vista economico, la riduzione dei tempi di fermo macchina, l'ottimizzazione del consumo energetico (grazie a una minore pressione di filtrazione) e la diminuzione degli scarti contribuiscono a una significativa riduzione dei costi operativi e a un aumento della redditività complessiva del processo di riciclo. Prospettive Future: Intelligenza Artificiale e Materiali Autopulenti Il futuro della filtrazione del fuso per riciclati altamente contaminati si orienta verso soluzioni ancora più intelligenti e autonome. L'integrazione dell'intelligenza artificiale (AI) e del machine learning (ML) permetterà ai sistemi di filtrazione di "apprendere" dal comportamento del fuso e delle impurità, ottimizzando dinamicamente i parametri operativi per massimizzare l'efficienza e la durata degli elementi filtranti. La ricerca sui materiali autopulenti e sulle superfici con proprietà anti-adesive potrebbe rivoluzionare ulteriormente il design dei filtri, riducendo la frequenza delle operazioni di pulizia e prolungando la vita utile dei componenti. Queste innovazioni apriranno nuove frontiere per il riciclo dei polimeri, rendendolo ancora più efficiente, sostenibile ed economicamente vantaggioso.© Riproduzione Vietata
SCOPRI DI PIU'