




 Sintesi e Caratterizzazione dei Poliesteri Biodegradabili: Soluzioni Innovative per il Futuro della Medicina
Sintesi e Caratterizzazione dei Poliesteri Biodegradabili: Soluzioni Innovative per il Futuro della MedicinaMateriali Rivoluzionari per Applicazioni Biomedicali: Un'Analisi Approfondita sui Poliesteri Biodegradabilidi Marco ArezioNegli ultimi anni, i poliesteri biodegradabili si sono affermati come una delle soluzioni più promettenti nel campo della medicina. Grazie alla loro capacità di degradarsi in maniera controllata e sicura all’interno dell’organismo, questi materiali stanno rivoluzionando settori come l’ingegneria tissutale, i sistemi di rilascio di farmaci e gli impianti chirurgici. Questo articolo si propone di approfondire i processi di sintesi, le tecniche di caratterizzazione e le principali applicazioni di questi polimeri, mettendo in luce anche le sfide e le opportunità future nel settore. Un’Introduzione ai Poliesteri Biodegradabili I poliesteri biodegradabili rappresentano una classe di polimeri sintetici e semi-sintetici capaci di degradarsi in prodotti innocui grazie a processi biologici. Queste caratteristiche li rendono particolarmente adatti per utilizzi in campo biomedicale, dove è fondamentale garantire un’eliminazione sicura dei materiali impiegati. Tra i poliesteri più studiati si annoverano l’acido polilattico (PLA), il poliglicolico (PGA), il policaprolattone (PCL) e i copolimeri derivati da queste molecole. L’interesse verso questi materiali è cresciuto notevolmente con l’evolversi della scienza dei materiali e della chimica dei polimeri. I poliesteri biodegradabili non sono solo biocompatibili, ma possono anche essere progettati per adattarsi a specifiche esigenze mediche, rendendoli una scelta versatile e innovativa. Come Nascono i Poliesteri Biodegradabili: Metodi di Sintesi La sintesi dei poliesteri biodegradabili può avvenire attraverso diverse tecniche, ciascuna con caratteristiche peculiari che le rendono adatte a specifici contesti applicativi. Tra i metodi più diffusi troviamo: - Polimerizzazione a condensazione, un processo in cui dioli e diacidi organici reagiscono per formare catene polimeriche, con la necessità di rimuovere sottoprodotti come acqua o alcoli per ottenere materiali ad alto peso molecolare. - Polimerizzazione a apertura d’anello (ROP), una tecnica largamente impiegata per poliesteri come il PLA e il PCL. Questa metodologia utilizza monomeri ciclici che, grazie all’azione di catalizzatori, si aprono e si uniscono per formare lunghe catene polimeriche. - Sintesi enzimatica, un approccio innovativo e sostenibile che utilizza enzimi, come le lipasi, per facilitare la polimerizzazione in condizioni più delicate, riducendo l’uso di catalizzatori chimici potenzialmente dannosi. Caratterizzare i Poliesteri per Comprenderne il Comportamento Per garantire l’efficacia dei poliesteri biodegradabili in campo medico, è essenziale analizzarne a fondo le proprietà. Diverse tecniche vengono impiegate per caratterizzare questi materiali: - Analisi termiche come la calorimetria a scansione differenziale (DSC) e l’analisi termogravimetrica (TGA) permettono di studiare le transizioni termiche e la stabilità dei polimeri. - Tecniche spettroscopiche, tra cui l’FTIR e l’NMR, sono fondamentali per identificare i gruppi funzionali e analizzare la struttura chimica. - Microscopia elettronica (SEM) consente di osservare la morfologia superficiale e i cambiamenti indotti dalla degradazione. - Test meccanici, infine, valutano le prestazioni del materiale in termini di resistenza e flessibilità, fattori critici per applicazioni come suture e scaffold. Applicazioni dei Poliesteri in Medicina La versatilità e la biocompatibilità dei poliesteri biodegradabili ne fanno dei candidati ideali per molteplici applicazioni biomedicali. Alcuni esempi includono: - Sistemi di rilascio di farmaci, dove poliesteri come il PLA e il PLGA vengono utilizzati per creare microsfere o matrici in grado di rilasciare farmaci in modo controllato, migliorandone l’efficacia terapeutica. - Ingegneria tissutale, con scaffold tridimensionali che favoriscono la rigenerazione di tessuti grazie a una struttura porosa e personalizzabile. - Suture e impianti biodegradabili, ampiamente impiegati in chirurgia per la loro capacità di dissolversi gradualmente senza necessità di rimozione. Le Sfide e le Opportunità Future Nonostante i progressi compiuti, il settore dei poliesteri biodegradabili deve affrontare diverse sfide. La principale riguarda il controllo preciso del tasso di degradazione, che deve essere adattato alle specifiche esigenze applicative. Inoltre, è cruciale garantire la compatibilità immunologica e sviluppare metodi di produzione sostenibili e scalabili. Le prospettive future sono comunque promettenti. Tecnologie avanzate come la stampa 3D e l’integrazione di polimeri “intelligenti”, capaci di rispondere a stimoli esterni, stanno già aprendo nuove possibilità nel campo biomedicale. Conclusioni I poliesteri biodegradabili rappresentano un pilastro per lo sviluppo di soluzioni innovative in campo medico. Grazie alle loro caratteristiche uniche e alla possibilità di personalizzazione, questi materiali offrono un vasto potenziale per migliorare la qualità delle cure e ridurre l’impatto ambientale dei dispositivi medici. Ulteriori ricerche e innovazioni saranno fondamentali per superare le sfide attuali e massimizzare i benefici di questi straordinari polimeri. Parole chiave: poliesteri biodegradabili, materiali biomedicali, PLA, ingegneria tissutale, rilascio controllato di farmaci, innovazione medica.© Riproduzione Vietata
SCOPRI DI PIU'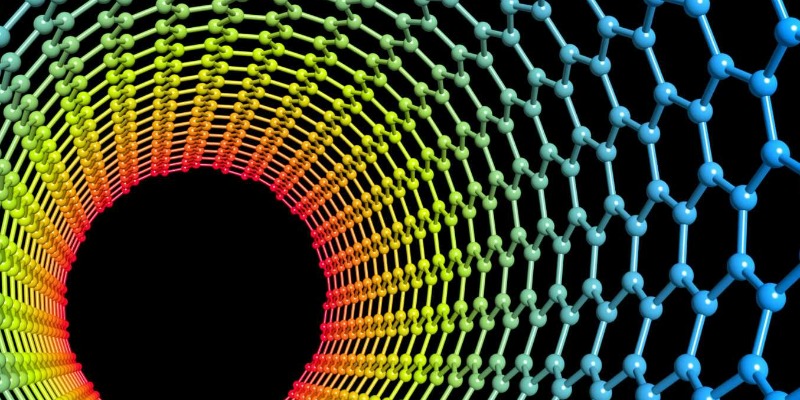 Rivestimenti Nano Polimerici con Proprietà Antimicrobiche. A che Punto Siamo?
Rivestimenti Nano Polimerici con Proprietà Antimicrobiche. A che Punto Siamo?Polimeri contenenti nanoparticelle con la capacità di inibire la proliferazione di molti microrganismi, nel settore del packaging, trasporto ed ospedaliero di Marco ArezioI microorganismi che ci circondano e che possono causare fastidi, malattie e persino la morte in alcuni casi, sono invisibili all’occhio dell’uomo ma, non solo ci fanno compagnia in ogni posto in cui stiamo, ma spesso siamo noi stessi che li trasportiamo da una parte all’altra, durante la nostra vita quotidiana.La ricerca scientifica da anni sta studiando il fenomeno, non è tanto concentrata sull’intervento diretto alla disinfezione delle superfici che tocchiamo, ma quanto ad evitare il meccanismo di prolificazione dei microrganismi sulle superfici. Per superfici intendiamo tutti quegli oggetti che, in maniera diretta od indiretta, possono essere vettori di contatto con il nostro corpo e, di conseguenza, potrebbero fare insorgere delle malattie di rapida diffusione. Questo vale per il mondo del packaging, per quello ospedaliero, per mezzi di trasporto, nelle nostre case, per i luoghi di aggregazione sociale, insomma, in tutte quelle situazioni in cui i microorganismi hanno facile vita nel replicarsi. Dal punto di vista tecnico questo fenomeno può essere compreso in quello che si definisce biofouling, cioè processi di contaminazione biologica depositati sulla superficie dei materiali. Questo processo inizia con la formazione di un film primario sulla superficie del materiale in presenza di almeno due variabili, microrganismi e umidità. Tra i microrganismi predominanti ci sono batteri e diatomee, che producono una grande quantità di materia organica, ad esempio acidi polisaccaridi che formano una pellicola in superficie con molti nutrienti, che viene utilizzata per la colonizzazione di altri organismi più grandi. Per esempio, in campo sanitario, si è scoperto che si possono formare micro-pellicole, composte da microrganismi, in dispositivi medici come cateteri vascolari, protesi articolari e cateteri urinari, che risultavo, a volte, resistenti agli antibiotici. Altri ambiti sotto osservazione sono per esempio i mezzi di trasporto o gli ambiti ospedalieri, la cui lotta contro i microrganismi infettivi viene combattuta con nanoparticelle metalliche disponibili in molti tipi e quantità. In questo modo, le nanoparticelle Cu, ZnO, Se, ZrO 2, SiO, TiO 2, tra le altre, possono essere utilizzate in tutti i luoghi sociali e nostre case in presenza di elevata umidità. Il vettore per le nanoparticelle può essere un polimero, di qualsiasi tipologia, che costituisce i prodotti, per esempio, le nanoparticelle d’argento o di rame, sono materiali interessanti che possono essere utilizzati per combattere il biofouling, poiché hanno proprietà antimicrobiche ad ampio spettro e sono efficaci contro molteplici batteri, virus e funghi. Inoltre, le nanoparticelle di ossido di ferro, hanno anche caratteristiche antimicrobiche, ma il loro studio è stato meno ampio rispetto alle nanoparticelle Ag e Cu, ma è importante notare che la loro biocompatibilità è un motivo importante per implementarne l'uso nei prodotti commerciali come quelli per il packaging. Categoria: notizie - tecnica - plastica - nanopolimeri - antimicrobici
SCOPRI DI PIU' Polimeri Idrofobici Innovativi: Rivestimenti Impermeabili per la Sostenibilità Ambientale
Polimeri Idrofobici Innovativi: Rivestimenti Impermeabili per la Sostenibilità AmbientaleScopri come i polimeri idrofobici avanzati stanno rivoluzionando i rivestimenti impermeabili, offrendo soluzioni ecocompatibili per edilizia, automotive, tessile e infrastrutturedi Marco ArezioLa crescente preoccupazione per la sostenibilità ambientale ha spinto l'industria dei materiali verso l'innovazione, in particolare nello sviluppo di polimeri idrofobici. Questi polimeri, caratterizzati dalla capacità di respingere l'acqua, sono fondamentali per la creazione di rivestimenti impermeabili che proteggono le superfici da agenti atmosferici, corrosione e degrado ambientale. Questo articolo esplora le recenti innovazioni nella sintesi e progettazione di polimeri idrofobici, analizzando le loro proprietà chimico-fisiche e le applicazioni pratiche nei rivestimenti impermeabili. Viene inoltre discusso il loro impatto ambientale positivo e le sfide future che il settore deve affrontare. Introduzione In un mondo sempre più attento all'ambiente, la ricerca di materiali che combinino efficienza protettiva e sostenibilità è diventata una priorità. I rivestimenti impermeabili a base di polimeri idrofobici rappresentano una soluzione promettente, capaci di estendere la vita utile delle strutture e ridurre la necessità di manutenzione frequente. Questi rivestimenti non solo proteggono le superfici dall'umidità e dagli agenti atmosferici, ma contribuiscono anche a migliorare l'efficienza energetica degli edifici e a prevenire la corrosione nei componenti metallici. L'adozione di polimeri idrofobici in diversi settori, tra cui edilizia, automotive, tessile e infrastrutturale, evidenzia la loro versatilità e importanza crescente. Tipologie di Polimeri Idrofobici Polimeri Siliconici I polimeri siliconici, noti comunemente come siliconi, sono tra i più utilizzati nei rivestimenti impermeabili grazie alla loro eccezionale resistenza all'acqua e alle variazioni termiche. La loro struttura a backbone di silossano (Si-O-Si) conferisce ai materiali una flessibilità e una durabilità superiori, permettendo ai rivestimenti di adattarsi alle deformazioni delle superfici sottostanti senza compromettere l'integrità del rivestimento stesso. Ad esempio, i siliconi RTV (Room Temperature Vulcanizing) sono ampiamente impiegati come sigillanti in edilizia, offrendo una barriera impermeabile resistente ai raggi UV e agli agenti atmosferici. Un altro esempio è il silicone liquido, utilizzato su tetti e facciate, che garantisce una protezione duratura contro le infiltrazioni d'acqua. Le proprietà meccaniche dei polimeri siliconici, come l'alta elasticità e la resistenza alla trazione, li rendono ideali per applicazioni che richiedono materiali duraturi e flessibili. Inoltre, la loro resistenza all'ossidazione e alla degradazione ambientale assicura una lunga durata nel tempo, riducendo la necessità di sostituzioni frequenti e, di conseguenza, l'impatto ambientale associato. Polimeri Fluorurati I polimeri fluorurati, come il politetrafluoroetilene (PTFE) e il fluoropolimero di etilene (FEP), sono rinomati per la loro straordinaria resistenza chimica e idrofobicità. La presenza di legami carbonio-fluoro (C-F) conferisce a questi materiali una bassa energia superficiale, rendendoli altamente resistenti all'adesione di acqua e contaminanti. Questa caratteristica li rende ideali per applicazioni in cui è necessaria una barriera altamente impermeabile, come nei rivestimenti antiaderenti per utensili da cucina o nelle membrane impermeabili per abbigliamento tecnico. Ad esempio, il PTFE (comunemente conosciuto come Teflon) è utilizzato non solo nelle pentole antiaderenti, ma anche nelle membrane utilizzate in abbigliamento tecnico per garantire impermeabilità e traspirabilità. Anche se i polimeri fluorurati offrono prestazioni superiori, il loro impatto ambientale rappresenta una sfida significativa, poiché la loro decomposizione è complessa e possono contribuire all'inquinamento se non gestiti correttamente. Polimeri Naturali Modificati Con l'aumento della domanda di materiali sostenibili, l'attenzione si è spostata verso polimeri naturali come la cellulosa, il chitosano e la lignina. Questi polimeri vengono modificati chimicamente per acquisire proprietà idrofobiche, offrendo un'alternativa ecocompatibile ai polimeri sintetici tradizionali. Ad esempio, la cellulosa modificata è utilizzata nei rivestimenti per carta e tessuti, combinando impermeabilità con traspirabilità, essenziale per applicazioni che richiedono sia protezione dall'umidità che comfort. Il chitosano, derivato dai gusci dei crostacei, è un altro polimero naturale che, una volta trattato, può offrire elevate proprietà idrofobiche. Utilizzato principalmente negli imballaggi alimentari, il chitosano idrofobico garantisce una barriera efficace contro l'umidità, prolungando la shelf-life dei prodotti e riducendo lo spreco alimentare. Inoltre, la lignina, un sottoprodotto della lavorazione del legno, viene impiegata per sviluppare rivestimenti impermeabili che non solo proteggono le superfici ma contribuiscono anche alla riduzione dei rifiuti industriali. Le caratteristiche tecniche di questi polimeri naturali modificati includono una biodegradabilità superiore rispetto ai polimeri sintetici, riducendo significativamente l'impatto ambientale. La compatibilità ambientale li rende ideali per applicazioni in cui la sostenibilità è un requisito chiave, come nell'industria tessile e nell'edilizia verde. Inoltre, le proprietà meccaniche possono essere migliorate tramite processi di reticolazione, aumentando la resistenza e la durabilità dei rivestimenti applicati. Metodi di Sintesi e Modificazione Polimerizzazione in Emulsione La polimerizzazione in emulsione rappresenta una tecnica cruciale per la produzione di polimeri idrofobici con particelle di dimensioni controllate. Questo processo coinvolge la dispersione di monomeri idrofobici in una fase acquosa, stabilizzata da tensioattivi, seguita dalla polimerizzazione in presenza di un iniziatore. Questo metodo permette di ottenere rivestimenti omogenei e uniformi, migliorando significativamente le proprietà impermeabili del materiale finale. I monomeri utilizzati in questo processo sono spesso stile o acrilati modificati con gruppi idrofobici, che conferiscono al polimero finale la capacità di respingere l'acqua. I tensioattivi, come il dodecilsolfato di sodio (SDS) o tensioattivi non ionici, svolgono un ruolo fondamentale nel stabilizzare le particelle polimeriche durante la reazione. Le condizioni di reazione, generalmente comprese tra 60-80°C e a pressione atmosferica, vengono attentamente controllate per garantire una polimerizzazione efficace e una distribuzione uniforme delle particelle. Un esempio pratico di questo metodo è la produzione di rivestimenti acrilici utilizzati nelle vernici per esterni. Questi rivestimenti offrono una resistenza all'acqua e ai raggi UV, essenziali per mantenere l'integrità estetica e strutturale delle superfici dipinte. Inoltre, i polimeri prodotti tramite polimerizzazione in emulsione trovano applicazione nelle membrane per filtrazione e separazione, dove l'impermeabilità e la selettività sono requisiti fondamentali. Reticolazione Chimica La reticolazione chimica è un processo che migliora le proprietà meccaniche e la stabilità termica dei polimeri idrofobici attraverso la formazione di legami covalenti tra le catene polimeriche. Questo rafforzamento è essenziale per garantire la durabilità dei rivestimenti in ambienti aggressivi, dove sono esposti a temperature estreme e agenti chimici corrosivi. Gli agenti reticolanti utilizzati includono composti come la formaldeide, la glutaraldeide o agenti a base di silice. Questi agenti facilitano la formazione di legami covalenti durante la reazione, che avviene solitamente a temperature elevate e in presenza di catalizzatori specifici. Il risultato è un polimero più resistente alla trazione, con una maggiore resistenza chimica e una stabilità dimensionale superiore. Un'applicazione pratica di questo metodo è nei rivestimenti protettivi per metalli, utilizzati in ambienti industriali per prevenire la corrosione. Questi rivestimenti formano una barriera duratura che protegge i metalli dagli effetti deleteri dell'acqua e degli agenti chimici. Inoltre, i materiali compositi utilizzati nell'industria aerospaziale beneficiano della reticolazione chimica, poiché combinano resistenza strutturale e impermeabilità, cruciali per le applicazioni ad alte prestazioni. Funzionalizzazione Superficiale La funzionalizzazione superficiale è una tecnica avanzata che mira a migliorare le proprietà idrofobiche dei polimeri attraverso l'introduzione di gruppi funzionali specifici sulla loro superficie. Questo processo può essere realizzato tramite reazioni chimiche come la silanizzazione o l'uso di agenti fluorurati, permettendo di aumentare la repellenza all'acqua senza alterare significativamente le proprietà meccaniche del materiale. La silanizzazione, ad esempio, coinvolge la reazione di gruppi silanol (Si-OH) presenti sulla superficie del polimero con agenti di silanizzazione come l'esilliciltrimetossisilano (TESPT). Questo introduce gruppi idrofobici sulla superficie, migliorando la resistenza all'acqua. Gli agenti fluorurati, d'altra parte, utilizzano fluorocombustibili o silani fluorurati per potenziare ulteriormente la repellenza all'acqua, sfruttando le proprietà delle catene C-F. Le tecniche di applicazione includono la spruzzatura, l'immersione e la laminazione, che assicurano una copertura uniforme e duratura dei rivestimenti. Un esempio pratico di funzionalizzazione superficiale è nei rivestimenti per vetrate degli edifici, che migliorano la resistenza all'acqua e riducono la formazione di macchie, mantenendo al contempo una trasparenza ottimale. Nei tessuti tecnici, questa tecnica viene utilizzata per applicare rivestimenti su abbigliamento sportivo, garantendo impermeabilità e traspirabilità, essenziali per il comfort e la performance in condizioni climatiche avverse. Applicazioni nei Rivestimenti Impermeabili Edilizia Nel settore edilizio, i rivestimenti idrofobici svolgono un ruolo fondamentale nella protezione delle strutture dagli agenti atmosferici. Questi rivestimenti impediscono l'infiltrazione d'acqua nelle pareti, nei tetti e nelle fondazioni, prevenendo danni strutturali e prolungando la vita utile degli edifici. Oltre alla protezione fisica, i rivestimenti impermeabili contribuiscono all'efficienza energetica degli edifici, riducendo la dispersione termica e minimizzando la necessità di riscaldamento e raffreddamento. Un esempio significativo è rappresentato dalle membrane bituminose, utilizzate per impermeabilizzare tetti e fondazioni. Queste membrane offrono una resistenza eccellente all'acqua e ai raggi UV, garantendo una protezione duratura anche in condizioni climatiche estreme. I rivestimenti a base di poliuretano, invece, forniscono superfici lisce e impermeabili ideali per pareti interne ed esterne, facilitando la pulizia e riducendo l'accumulo di sporco. Inoltre, l'uso di nanocompositi nei rivestimenti edilizi sta emergendo come una soluzione innovativa. L'inclusione di nanoparticelle nei polimeri idrofobici migliora le proprietà meccaniche del rivestimento, aumentando la resistenza all'usura e alla deformazione. Questo approccio non solo migliora la durabilità del rivestimento, ma ne potenzia anche le proprietà protettive, rendendolo più efficace contro l'infiltrazione d'acqua e la degradazione ambientale. Automotive Nel mondo automotive, i rivestimenti idrofobici sono indispensabili per migliorare la resistenza alla corrosione dei componenti metallici e per ridurre l'accumulo di sporco e acqua sulle superfici. Questi rivestimenti facilitano la pulizia delle superfici, prolungando la vita dei veicoli e mantenendo un aspetto estetico gradevole per un periodo più lungo. Un esempio pratico è rappresentato dalle vernici protettive a base di polimeri fluorurati, applicate sulle carrozzerie dei veicoli. Queste vernici non solo offrono una finitura lucida e resistente, ma proteggono anche i metalli sottostanti dagli agenti atmosferici e dalla corrosione. I rivestimenti per componenti interni, come parti metalliche e plastiche, utilizzano polimeri idrofobici per prevenire la formazione di ruggine e mantenere l'estetica del veicolo. I trattamenti anti appannamento per i vetri dei veicoli rappresentano un'altra applicazione cruciale. Questi trattamenti migliorano la visibilità in condizioni di umidità elevata, riducendo la formazione di condensa e prevenendo l'accumulo di goccioline d'acqua che possono ostacolare la visibilità del conducente. La combinazione di resistenza alla corrosione e facilità di manutenzione offerta dai rivestimenti idrofobici contribuisce significativamente alla longevità e alla funzionalità dei veicoli. Tessile Nel settore tessile, i polimeri idrofobici sono utilizzati per conferire ai tessuti proprietà impermeabili e traspiranti, rendendoli ideali per abbigliamento tecnico e equipaggiamenti outdoor. Questi rivestimenti garantiscono comfort e protezione in condizioni climatiche avverse, migliorando al contempo la durata e le prestazioni dei tessuti. Ad esempio, le giacche e i pantaloni outdoor sono spesso rivestiti con polimeri a base di PTFE, che offrono un'eccellente impermeabilità senza compromettere la traspirabilità del tessuto. Questo permette al vapore acqueo di fuoriuscire, prevenendo la formazione di condensa e mantenendo il comfort termico dell'utilizzatore. I tessuti per zaini e borse utilizzano rivestimenti idrofobici per proteggere il contenuto dall'umidità, garantendo che gli oggetti all'interno rimangano asciutti anche in condizioni di pioggia intensa. Le calzature impermeabili rappresentano un altro esempio significativo. I rivestimenti idrofobici applicati alle calzature migliorano la resistenza all'acqua, mantenendo al contempo leggerezza e comfort. Questo è particolarmente importante per gli sport all'aperto e le attività in ambienti umidi, dove la protezione dall'acqua è essenziale per prevenire disagio e deterioramento del materiale. Protezione delle Infrastrutture Le infrastrutture critiche, come ponti, strade e acquedotti, traggono grande beneficio dai rivestimenti impermeabili che prevengono degrado e deterioramento causati da umidità e esposizione prolungata agli agenti atmosferici. L'applicazione di polimeri idrofobici su queste strutture contribuisce a mantenere l'integrità strutturale e a prolungare la loro vita utile, riducendo al contempo i costi di manutenzione. Ad esempio, i rivestimenti per ponti sono progettati per proteggere acciai e calcestruzzo dalla corrosione e dall'assorbimento d'acqua. Questi rivestimenti formano una barriera protettiva che impedisce all'acqua e agli agenti chimici di penetrare nelle strutture, prevenendo danni strutturali e prolungando la durata del ponte. Le strade impermeabili utilizzano polimeri idrofobici per prevenire l'infiltrazione d'acqua nelle strutture stradali, riducendo i danni da gelo e il degrado del manto stradale. Le barriere protettive per acquedotti rappresentano un'altra applicazione critica. Questi rivestimenti impediscono la penetrazione di acqua e sostanze chimiche dannose, mantenendo l'integrità delle strutture e garantendo un flusso d'acqua sicuro e affidabile. L'uso di polimeri idrofobici in queste applicazioni non solo protegge le infrastrutture, ma contribuisce anche a prevenire disastri ambientali causati da infiltrazioni d'acqua e corrosione. Vantaggi Ambientali L'adozione di polimeri idrofobici nei rivestimenti impermeabili offre numerosi vantaggi ambientali. La loro capacità di prolungare la vita utile delle strutture e ridurre la necessità di manutenzione frequente contribuisce a diminuire l'impatto ambientale associato alla produzione e allo smaltimento dei materiali. Inoltre, l'utilizzo di polimeri naturali e biodegradabili rappresenta un passo significativo verso la sostenibilità nel settore dei rivestimenti. Riduzione dell'Impatto Ecologico Uno dei principali vantaggi ambientali dei rivestimenti idrofobici è la riduzione del consumo di risorse. Rivestimenti duraturi riducono la necessità di sostituzioni frequenti, diminuendo il consumo di materie prime e l'energia necessaria per la produzione. Questo si traduce in una minore impronta ecologica complessiva, contribuendo a preservare le risorse naturali e a ridurre le emissioni di carbonio associate alla produzione dei materiali. Inoltre, prolungando la vita dei prodotti e delle strutture, si riduce la quantità di rifiuti solidi generati. Questo è particolarmente importante in settori come l'edilizia e l'automotive, dove la sostituzione frequente dei rivestimenti può portare a un aumento significativo dei rifiuti plastici. La riduzione dei rifiuti non solo allevia la pressione sui sistemi di smaltimento, ma contribuisce anche a prevenire l'inquinamento ambientale. Le emissioni di carbonio rappresentano un altro aspetto cruciale. Processi di produzione più efficienti e l'utilizzo di materiali a bassa emissione di carbonio contribuiscono a mitigare l'impatto climatico dei rivestimenti impermeabili. L'adozione di polimeri naturali e biodegradabili, oltre a ridurre le emissioni dirette, favorisce una gestione più sostenibile dei materiali a fine vita, promuovendo un'economia circolare. Sostenibilità dei Materiali La sostenibilità dei materiali utilizzati nei rivestimenti impermeabili è un aspetto fondamentale per ridurre l'impatto ambientale complessivo. I polimeri biodegradabili, derivati da risorse naturali come la cellulosa e il chitosano, offrono una soluzione ecocompatibile che non compromette le proprietà idrofobiche necessarie. Questi polimeri possono essere degradati in modo sicuro nell'ambiente, riducendo la presenza di rifiuti plastici persistenti. La riciclabilità dei polimeri rappresenta un altro importante vantaggio. Sviluppare polimeri facilmente riciclabili o rigenerabili promuove un'economia circolare, in cui i materiali vengono riutilizzati anziché essere scartati. Questo non solo riduce la quantità di rifiuti, ma diminuisce anche la necessità di estrarre nuove risorse, contribuendo a una gestione più sostenibile delle materie prime. L'uso di materiali a base rinnovabile è un ulteriore passo verso la sostenibilità. Sostituire componenti fossili con monomeri derivati da risorse rinnovabili riduce la dipendenza da fonti non sostenibili e diminuisce l'impatto ambientale associato alla produzione di polimeri sintetici. Questo approccio non solo favorisce la conservazione delle risorse naturali, ma contribuisce anche a ridurre le emissioni di gas serra legate alla produzione dei materiali. Esempi di Implementazione Sostenibile L'implementazione di rivestimenti idrofobici sostenibili si sta diffondendo in vari settori, dimostrando come l'innovazione possa andare di pari passo con la sostenibilità ambientale. Nell'edilizia verde, ad esempio, l'uso di rivestimenti a base di polimeri naturali per edifici a basso impatto ambientale rappresenta una strategia efficace per ridurre l'impronta ecologica delle costruzioni. Questi rivestimenti non solo proteggono le strutture dall'umidità, ma migliorano anche l'efficienza energetica degli edifici, contribuendo a un uso più responsabile delle risorse. Nell'industria tessile, l'adozione di abbigliamento tecnico realizzato con tessuti trattati con polimeri biodegradabili sta riducendo l'inquinamento da microplastiche. Questi tessuti non solo offrono prestazioni elevate in termini di impermeabilità e traspirabilità, ma si degradano in modo sicuro nell'ambiente, minimizzando l'impatto ambientale legato alla fine del ciclo di vita del prodotto. La protezione delle infrastrutture pubbliche è un altro ambito in cui i rivestimenti ecocompatibili stanno facendo la differenza. Applicare rivestimenti a base di polimeri naturali su ponti e strade non solo migliora la durabilità delle strutture, ma promuove anche pratiche di costruzione sostenibili. Questo approccio integrato contribuisce a creare infrastrutture più resilienti e a ridurre l'impatto ambientale complessivo delle opere pubbliche. Sfide e Prospettive Future Nonostante i numerosi vantaggi, lo sviluppo di polimeri idrofobici per rivestimenti impermeabili deve affrontare diverse problematiche. Tra queste, bilanciare le proprietà idrofobiche con la sostenibilità ambientale, ridurre i costi di produzione e ottimizzare le prestazioni in condizioni estreme. Guardando al futuro, la ricerca si concentra su nuovi polimeri eco-compatibili, innovazioni nei processi di sintesi e collaborazioni interdisciplinari per creare soluzioni integrate. Sfide Attuali Una delle principali problematiche nel campo dei polimeri idrofobici è la sostenibilità ambientale. Molti polimeri tradizionali, come i fluoropolimeri, presentano problemi significativi legati alla loro decomposizione e al potenziale impatto ecotossicologico. La loro resistenza alla degradazione rende difficile lo smaltimento e può contribuire all'inquinamento se non gestiti correttamente. Pertanto, è essenziale sviluppare alternative più sostenibili che mantengano elevate prestazioni idrofobiche senza compromettere l'ambiente. Un'altra sfida riguarda i costi di produzione. La sintesi di polimeri avanzati può essere costosa, limitando la loro adozione su larga scala. Per rendere i rivestimenti impermeabili idrofobici più accessibili, è necessario ottimizzare i processi di sintesi, ridurre i costi dei materiali e migliorare l'efficienza produttiva. Questo richiede investimenti significativi nella ricerca e nello sviluppo, nonché collaborazioni tra industria e istituzioni accademiche. Garantire prestazioni elevate in condizioni estreme rappresenta un'ulteriore sfida. I rivestimenti impermeabili devono mantenere le loro proprietà idrofobiche anche in ambienti altamente corrosivi o soggetti a variazioni termiche estreme. Ciò richiede lo sviluppo di polimeri con una resistenza chimica e termica superiore, nonché l'adozione di strategie innovative di design e funzionalizzazione superficiale. Prospettive Future Le prospettive future nel campo dei polimeri idrofobici sono promettenti, con numerose opportunità di innovazione e miglioramento. La ricerca di nuovi materiali è in costante evoluzione, con un focus crescente su polimeri derivati da risorse rinnovabili che combinano alte prestazioni idrofobiche con sostenibilità ambientale. Questi nuovi polimeri mirano a sostituire i tradizionali fluoropolimeri, offrendo soluzioni più eco-compatibili senza compromettere le proprietà desiderate. Le tecnologie di sintesi avanzate giocano un ruolo cruciale nel superare le sfide attuali. Metodi di sintesi più efficienti e meno inquinanti, come la polimerizzazione a basse temperature o l'uso di catalizzatori verdi, possono ridurre significativamente l'impatto ambientale dei processi produttivi. Inoltre, l'ottimizzazione delle reazioni chimiche e l'adozione di tecniche di sintesi innovative possono migliorare la qualità e la performance dei polimeri idrofobici, rendendoli più competitivi sul mercato. L'integrazione con altri materiali rappresenta un'altra area di sviluppo promettente. Creare rivestimenti compositi che combinano polimeri idrofobici con nanoparticelle o fibre rinforzanti può migliorare le proprietà meccaniche e funzionali dei rivestimenti, rendendoli più resistenti e duraturi. Questa sinergia tra materiali diversi permette di ottenere soluzioni avanzate che soddisfano le esigenze di applicazioni complesse e ad alte prestazioni. Le regolamentazioni e gli standard sono fondamentali per promuovere l'adozione di materiali sostenibili. Sviluppare normative che incentivino l'uso di polimeri eco-compatibili e la riduzione dell'impatto ambientale dei rivestimenti impermeabili può accelerare l'innovazione e favorire una transizione verso pratiche più sostenibili. Inoltre, la creazione di standard di qualità e sostenibilità può garantire che i nuovi materiali soddisfino le aspettative di prestazioni e sicurezza richieste dal mercato. Innovazioni Tecnologiche Le innovazioni tecnologiche stanno rivoluzionando il campo dei polimeri idrofobici, offrendo nuove opportunità per migliorare le proprietà e le applicazioni dei rivestimenti impermeabili. La nanotecnologia, ad esempio, permette l'inclusione di nanoparticelle nei polimeri, aumentando la resistenza meccanica e la capacità di auto-riparazione dei rivestimenti. Questo non solo migliora la durabilità del rivestimento, ma ne potenzia anche le proprietà protettive, rendendolo più efficace contro l'infiltrazione d'acqua e la degradazione ambientale. La biomimetica è un'altra area di innovazione significativa. Ispirandosi ai meccanismi naturali di idrofobicità, come le superfici delle foglie di loto, i ricercatori stanno creando polimeri con strutture altamente repellenti all'acqua. Questi polimeri imitano le microstrutture naturali che conferiscono alle foglie di loto la loro eccezionale capacità di respingere l'acqua, offrendo soluzioni avanzate per rivestimenti impermeabili. Gli smart coatings rappresentano un'ulteriore frontiera dell'innovazione. Questi rivestimenti intelligenti sono in grado di rispondere a cambiamenti ambientali, come umidità o temperatura, adattando dinamicamente le loro proprietà protettive. Ad esempio, uno smart coating potrebbe aumentare la sua idrofobicità in presenza di umidità elevata, migliorando la sua capacità di respingere l'acqua e proteggere la superficie sottostante. Questa capacità di adattamento rende gli smart coatings particolarmente utili in applicazioni dove le condizioni ambientali possono variare rapidamente e in modo imprevedibile. Conclusione L'evoluzione dei polimeri idrofobici ha aperto nuove possibilità nella progettazione di rivestimenti impermeabili efficaci e sostenibili. Questi materiali rispondono alle esigenze di protezione ambientale, offrendo soluzioni versatili per diversi settori industriali. Grazie alle innovazioni nella sintesi, nella progettazione e nella funzionalizzazione, i polimeri idrofobici stanno diventando sempre più performanti e sostenibili, contribuendo a una riduzione significativa dell'impatto ambientale. Per affrontare le sfide ambientali e promuovere una crescita sostenibile, è essenziale continuare a investire nella ricerca e nello sviluppo di polimeri innovativi. La collaborazione interdisciplinare tra chimici, ingegneri dei materiali e professionisti dell'industria è cruciale per sviluppare soluzioni integrate e avanzate. Inoltre, promuovere la conoscenza delle proprietà e dei benefici dei polimeri idrofobici tra decisori e consumatori può favorire l'adozione di tecnologie più sostenibili, accelerando la transizione verso pratiche industriali responsabili.© Riproduzione VietataRiferimenti Rossi, M., & Bianchi, L. (2023). Innovazioni nei Rivestimenti Polimerici Idrofobici. Journal of Polymer Science, 58(4), 123-135. Verdi, A., & Neri, S. (2023). Sostenibilità nei Materiali Idrofobici. Environmental Materials Journal, 47(2), 89-102. Ferrari, G., & Conti, P. (2023). Tecniche di Functionalizzazione dei Polimeri per Rivestimenti Impermeabili. Chemical Engineering Reviews, 92(1), 45-60. Martini, F., & Galli, M. (2023). Polimeri Naturali per Rivestimenti Ecocompatibili. Green Chemistry Journal, 15(3), 210-225. Russo, D., & Lombardi, E. (2023). Nanotecnologie nei Rivestimenti Idrofobici. Advanced Materials, 34(7), 567-580. Conti, P., & Ferrari, G. (2023). Polimerizzazione in Emulsione per Rivestimenti Impermeabili. Polymer Chemistry, 12(2), 98-112. Moretti, S., & Rossi, L. (2023). Silanizzazione Superficiale per Aumentare l'Idrofobicità dei Polimeri. Surface Science Reports, 78(5), 345-360. Bianchi, L., & Verdi, A. (2023). Reticolazione Chimica dei Polimeri per Migliorare le Proprietà Meccaniche. Journal of Applied Polymer Science, 110(9), 450-465.
SCOPRI DI PIU' Coltelli per Macinatori in Acciaio e Carburo di Tungsteno per Materiali da Riciclo
Coltelli per Macinatori in Acciaio e Carburo di Tungsteno per Materiali da RicicloColtelli per Macinatori in Acciaio e Carburo di Tungsteno per Materiali da Riciclodi Marco ArezioGli strumenti di taglio in acciaio a disposizione degli impianti di macinazione per i materiali da riciclo, sono soggetti ad una notevole usura in virtù del loro impiego e, tanto maggiore sarà l’abrasività dei materiali da ridurre di dimensioni, tanto maggiore sarà la loro usura e tanto minore sarà il tempo necessario al loro consumo. Tutto questo si traduce in costi. Infatti, un’usura veloce dei coltelli di taglio comporta frequenti fermi della macchina per la loro sostituzione, con una perdita della produzione giornaliera, che non si compensa con l’utilizzo di coltelli più economici e meno performanti. Inoltre, quando inizia l’usura dell’acciaio, aumentano, generalmente, le vibrazioni della macchina, la polvere per un’imperfezione di taglio e un consumo maggiore di energia elettrica in quanto la macchina impiega più tempo per svolgere il lavoro. C’è poi da considerare che i materiali da frantumare hanno durezze diverse e che per questo la scelta della composizione dei coltelli deve tener conto di questo importante fattore. A volte non è sufficiente scegliere tipologie di acciaio con durezza differente, ma occorre impiegare coltelli che abbiano degli inserti con materiali estremamente tenaci come il carburo di tungsteno. Ma cos’è il carburo di tungsteno e perché è così efficace nei coltelli dei macinatori? Il carburo di tungsteno si prepara principalmente tramite carburizzazione, facendo reagire tungsteno metallico con nerofumo o grafite a 1400–2000 °C, in atmosfera di idrogeno o sotto vuoto. Si presenta come una polvere di colore grigio con lucentezza metallica, praticamente insolubile in acqua e in acidi diluiti, ma solubile in miscele di acido nitrico e acido fluoridrico. In soluzione acquosa viene ossidato facilmente dal perossido di idrogeno Il carburo di tungsteno ha un punto di fusione di 2 785 °C quindi è un materiale estremamente duro, situandosi a circa 9 nella Scala di Mohs e a circa 2600 nella Scala Vickers. Ha un modulo di Young di circa 700 GPa, un modulo di compressibilità di 630–655 GPa[3] e un modulo di taglio di 274 GPa. Per usi pratici lo si unisce a metalli di transizione, principalmente cobalto o nichel lavorandolo a partire da polveri, con tecniche di sinterizzazione a temperature intorno ai 1200–1500 ºC. Il composto che ne deriva è un materiale ceramico-metallico denominato carburo cementato, metallo duro o widia. Per ottenere del metallo duro possono essere aggiunti anche altri elementi come cromo o tantalio, allo scopo di evitare la crescita dei grani di carburo, fungendo da inibitori.Le polveri di carburo di tungsteno e del metallo subiscono tre passaggi: • Macinazione, per mescolare tra di loro polveri di diversa qualità e creare una miscela omogenea di polveri. • Riscaldamento a 100 °C con aggiunta di legante (cobalto) per formare una massa solida grazie all'unione dei granelli. • Sinterizzazione tra 1200 e 1600 °C, per consentire al cobalto di fondere, saldare i grani ed eliminare le porosità. Nel caso degli utensili da taglio destinati agli impianti di macinazione dei rifiuti riciclabili, questi hanno una grande tenacità e durevolezza che permettono un risparmio generale dei costi di macinazione, anche se i coltelli costino di più rispetto ai comuni coltelli in acciaio, ma permettono anche di ottenere un prodotto tagliato in modo uniforme senza sbavature o polveri eccessive. I coltelli in metallo e carburo di tungsteno sono indicati per i seguenti materiali tenaci:• PET • Plastiche caricate con fibra • Plastiche caricate con cariche minerali • Raffia • Polietilene da serra o proveniente dalla campagna • Rifiuti elettronici • Pneumatici • LegnoCategoria: notizie - tecnica - acciaio - riciclo - coltelli - macinazione
SCOPRI DI PIU' I Cavi Sottomarini per le Telecomunicazioni: Struttura, Materiali, Produzione, Posa, Durata e Riciclo
I Cavi Sottomarini per le Telecomunicazioni: Struttura, Materiali, Produzione, Posa, Durata e RicicloDal polietilene ad alta densità al poliuretano: come sono fatti, come vengono posati e quanto durano i cavi sottomarini che mantengono il mondo connessodi Marco ArezioI cavi sottomarini per le telecomunicazioni sono la spina dorsale del traffico globale di dati, permettendo a Internet e alle reti telefoniche di collegare continenti distanti. Nonostante l'immagine spesso invisibile che abbiamo di queste infrastrutture, i cavi sottomarini sono essenziali per mantenere il mondo connesso. Ma come sono fatti? Quali materiali vengono utilizzati e come riescono a durare così a lungo negli ambienti ostili degli oceani? Esploriamo questi aspetti con un focus particolare sui polimeri utilizzati e le loro funzioni. Struttura di un Cavo Sottomarino per le Telecomunicazioni La struttura di un cavo sottomarino può sembrare semplice, ma è un concentrato di tecnologia progettato per resistere a pressioni enormi e a condizioni ambientali difficili. Al cuore del cavo troviamo le fibre ottiche, che trasportano segnali sotto forma di luce, rendendo possibile la trasmissione di grandi quantità di dati. Queste fibre sono incredibilmente sottili e fragili, quindi devono essere protette da diversi strati di materiali. Il nucleo delle fibre è circondato da un rivestimento protettivo in polimero, solitamente un polimero acrilico. Questo strato è fondamentale per mantenere l'integrità delle fibre, evitando che subiscano danni fisici o vengano a contatto con l'umidità. Tra le fibre ottiche e i successivi strati del cavo, spesso si utilizza un gel impermeabile che agisce come barriera ulteriore contro l'acqua. Man mano che si aggiungono strati di protezione, troviamo una guaina metallica, generalmente in acciaio o alluminio, per proteggere il nucleo del cavo. Questo strato di metallo è resistente alla corrosione e impedisce che il cavo venga danneggiato da pressioni esterne, colpi o persino morsi di creature marine. Il rivestimento finale del cavo è composto da materiali polimerici, i quali offrono la protezione più esterna e determinano la sua longevità nelle profondità marine. Polimeri Utilizzati nella Costruzione del Cavo Uno dei principali protagonisti della costruzione dei cavi sottomarini è il polietilene ad alta densità (HDPE). Questo polimero è largamente utilizzato grazie alle sue proprietà: è resistente all'acqua, chimicamente stabile, durevole e relativamente economico da produrre. Essendo un polimero termoplastico, l'HDPE è anche facile da modellare e lavorare in spessori sottili o più consistenti, a seconda delle esigenze strutturali del cavo. Oltre alla sua funzione di isolante, l'HDPE è fondamentale per proteggere il cavo dall'usura causata da correnti marine, sabbia e detriti sottomarini. Un altro polimero chiave è il poliuretano, utilizzato principalmente come rivestimento esterno nei cavi destinati a condizioni particolarmente estreme, come zone vulcaniche o aree a elevata attività sismica. Il poliuretano è elastico e ha un'alta resistenza all'abrasione, due caratteristiche che lo rendono ideale per proteggere il cavo da eventuali danni fisici. Oltre ai polimeri principali come HDPE e poliuretano, altri materiali polimerici, come le resine acriliche, vengono utilizzati nei rivestimenti interni che avvolgono le singole fibre ottiche, proteggendole dall'umidità e da micro urti che potrebbero comprometterne la funzionalità. Infine, in alcune applicazioni specifiche si possono utilizzare materiali come il polipropilene, che ha una resistenza chimica superiore e viene talvolta preferito nei cavi posati in acque particolarmente aggressive dal punto di vista chimico. Produzione dei Cavi Sottomarini per le Telecomunicazioni La produzione di un cavo sottomarino è un processo estremamente complesso, suddiviso in varie fasi. In primo luogo, vengono prodotte le fibre ottiche, le vere protagoniste del trasporto dei dati. Queste fibre vengono realizzate tramite un processo chiamato tiratura, in cui un preformato di vetro viene riscaldato e allungato fino a ottenere un filo sottile. Una volta pronte, le fibre vengono avvolte nei polimeri acrilici, che le proteggono dai danni fisici. Successivamente, si procede con l’aggiunta degli strati di protezione in acciaio o alluminio. Questi materiali metallici sono essenziali per proteggere il cavo dalle forze esterne e dalla corrosione. L’intero nucleo viene poi rivestito con strati multipli di HDPE o poliuretano, a seconda delle esigenze del cavo e delle condizioni a cui sarà sottoposto. Prima di essere inviati per la posa in mare, i cavi sono sottoposti a test rigorosi per assicurare che siano in grado di resistere alle enormi pressioni sottomarine e alle sollecitazioni meccaniche che incontreranno durante la loro lunga vita operativa. Posa dei Cavi Cavi Sottomarini per le Telecomunicazioni La posa di un cavo sottomarino è un'operazione che richiede una pianificazione meticolosa e un’attrezzatura altamente specializzata. Il primo passo è la mappatura dei fondali marini, un’operazione che prevede l’utilizzo di sonar e altri strumenti di rilevamento per trovare il percorso ottimale. Le navi posacavi, enormi e dotate di attrezzature avanzate, hanno il compito di rilasciare lentamente il cavo sul fondale, evitando qualsiasi danno durante il processo. In alcune zone, dove il fondale è particolarmente accidentato o dove c’è rischio di collisioni con altre infrastrutture o attività umane, vengono utilizzati aratri sottomarini che scavano una trincea in cui posare il cavo. Questa operazione consente al cavo di rimanere protetto da eventuali urti o incidenti. Una volta che il cavo raggiunge la costa, viene collegato alle infrastrutture terrestri e testato per verificare che tutto funzioni correttamente. Durata e Manutenzione dei Cavi Cavi Sottomarini per le Telecomunicazioni I cavi sottomarini sono progettati per durare tra i 25 e i 30 anni, ma la loro durata può variare in base alle condizioni ambientali. Alcuni cavi possono necessitare di manutenzione prima del termine della loro vita operativa, specialmente in aree caratterizzate da attività umane, come la pesca o il traffico marittimo. La manutenzione di un cavo sottomarino è un'operazione delicata. Se si verifica un guasto, navi specializzate vengono inviate a localizzare il punto danneggiato, sollevare il cavo dalla profondità del mare e ripararlo in superficie. Questo processo può essere molto costoso e richiede tempo, ma è essenziale per garantire la continuità delle comunicazioni globali. Riciclo dei Cavi Sottomarini per le TelecomuunicazioniUna volta che un cavo sottomarino ha terminato la sua vita utile, sorge la questione del riciclo. Tradizionalmente, molti cavi venivano lasciati sul fondo del mare, ma oggi, con l'attenzione crescente verso la sostenibilità, si cerca sempre più di recuperare e riciclare queste infrastrutture. Il processo di riciclo inizia con il recupero del cavo dal fondale, un'operazione simile a quella della posa. Una volta portato a terra, il cavo viene trasportato in impianti specializzati, dove viene separato in componenti. I metalli come il rame e l'acciaio vengono recuperati e riutilizzati in nuovi processi produttivi, mentre i polimeri possono essere riciclati o, in alcuni casi, utilizzati per il recupero energetico. Il riciclo dei cavi sottomarini è un passo importante verso la creazione di un’economia circolare e sostenibile, riducendo al minimo l'impatto ambientale delle infrastrutture telecomunicative. Conclusioni I cavi sottomarini per le telecomunicazioni sono delle vere e proprie meraviglie tecnologiche. Costruiti con materiali avanzati come l'HDPE e il poliuretano, questi cavi sono progettati per resistere per decenni nelle profondità marine, trasmettendo dati e comunicazioni vitali per l'economia globale. Nonostante la loro complessità, il futuro dei cavi sottomarini guarda sempre più verso un approccio sostenibile, puntando sul riciclo e sull'uso di materiali che possano essere recuperati e riutilizzati in modo efficace.
SCOPRI DI PIU' L’Uso delle Cariche Minerali nella Produzione di Flaconi in HDPE Riciclato
L’Uso delle Cariche Minerali nella Produzione di Flaconi in HDPE RiciclatoVantaggi e svantaggi nel soffiaggio dei flaconi con il granulo riciclato in HDPE caricato Talco o Carbonato di Calcio di Marco ArezioLa produzione di flaconi, monostrato in HDPE, è sempre stata di competenza del polimero vergine fino a qualche anno fa, con il quale si realizzavano colori, spessori, finiture, profumazioni e forme senza preoccuparsi troppo del rapporto polimero-soffiatrice. L’avvento dell’HDPE riciclato nel mondo del soffiaggio è stato graduale e abbastanza complicato, in quanto vigeva una certa diffidenza sull’impiego dell’rHDPE, motivata da ipotetici dubbi sulle resistenze meccaniche, sulla qualità delle superfici, sulla tenuta del manico, sull’odore dell’imballo soffiato, sulla realizzazione dei colori e della trasparenza per vedere i liquidi all’interno, sulla tenuta delle saldature, sulle micro forature delle superfici, sulla reperibilità del materiale e sulla differenza esigua del prezzo rispetto alla materia prima vergine. Tutte obbiezioni lecite per chi era abituato ad usare il polimero vergine, ma molte di esse erano preconcetti generali sul materiale riciclato, che era ancora visto come sinonimo di minor qualità generale. Non c’è dubbio che i primi anni in cui è arrivato sul mercato l’HDPE riciclato in granuli per soffiaggio, la qualità degli impianti di riciclo e selezione attribuivano alla materia prima alcuni limiti oggettivi. Le maggiori criticità erano legate ad alcuni fattori tecnici: • Impurità contenute nel granulo • Presenza eccessiva di PP • Presenza di umidità residua • Odore persistente • Colore difficilmente gestibile Non ci addentriamo su come il settore del riciclo ha tecnicamente, negli anni, risolto le problematiche esposte, riuscendo a creare un granulo in HDPE riciclato che è paragonabile, dal punto delle prestazioni generali, molte volte a quello vergine. Forse, in alcuni casi e con alcune macchine, la questione dello spessore del flacone, è ancora un argomento aperto, in quanto, a volte, può essere necessario un incremento dello spessore utilizzando l’rHDPE rispetto a quello di prima scelta. Il motivo per cui a volte può essere necessario, dipende da molti fattori, come la conformazione e la dimensione del flacone, la macchina per il soffiaggio che si usa, la qualità del granulo riciclato, elementi tutti necessari per raggiungere un corretto rapporto, tra la resistenza a compressione del flacone e il peso che grava su di esso una volta inserito in un bancale verticale. E’ possibile ovviare a questo inconveniente, dopo aver verificato e risolto le problematiche precedenti, attraverso l’uso di cariche minerali come il talco o il carbonato di calcio. La funzione delle cariche minerali è quella di aumentare la resistenza a compressione verticale del flacone, senza dover aumentare il suo spessore, attraverso l’uso di percentuali che non superano solitamente il 10-15%, in funzione della dimensione del prodotto da realizzare. Si noti, impegnando granuli caricati, che il flacone gode di vantaggi relativi alla resistenza al carico e alla torsione, migliorando quindi la trasportabilità e l’economicità in fase produttiva. Esistono però, a dire il vero, alcune informazioni da tenere ben presente quando si decide di operare attraverso il soffiaggio con un granulo in rHDPE caricato con talco o caco3: • Le viti della soffiatrice devono essere pulite spesso, in quanto le prime fasi dell’utilizzo di una miscela abrasiva, come l’HDPE caricato, facilita il trasporto di contaminazioni presenti nella macchina di soffiaggio con la possibilità di creare buchi nel flacone. • La presenza di cariche minerali può influire sulla trasparenza, o semi trasparenza, del prodotto. • La creazione di colori deve tenere conto di un possibile risultato cromatico differente rispetto ad un rHDPE senza cariche. • La presenza di PP, anche in percentuale basse, in un granulo caricato, riduce ulteriormente la capacità di saldatura e di tenuta del flacone, specialmente nei manici o in punti con angoli particolari. Categoria: notizie - tecnica - plastica - riciclo - cariche minerali - flaconi - soffiaggio - HDPE
SCOPRI DI PIU' Lo strato Interno del Tubo Corrugato
Lo strato Interno del Tubo CorrugatoCome ottenere una corretta parete interna di un tubo corrugato con un granulo rigenerato in LDPE di Marco ArezioProducendo tubi corrugati in HDPE rigenerato flessibili in rotoli o rigidi di piccolo diametro a doppia parete, la problematica di realizzare lo strato interno di buona qualità ha spinto i produttori ad utilizzare, frequentemente, polimeri vergini a causa della difficoltà di generare una parete corretta e duratura con il materiale rigenerato. In realtà lo strato interno del tubo, per le sue caratteristiche, ha bisogno di un’attenzione particolare a causa dell’esiguo spessore della parete, delle tensioni che si creano in fase di co-estrusione e dei movimenti termici differenti con la parete esterna. La scelta della materia prima normalmente ricade sull’LDPE la cui caratteristica principale richiesta è l’elasticità e la buona adesione allo strato esterno in HDPE. Se si vuole utilizzare un granulo LDPE rigenerato bisogna tenere presente e analizzare alcuni fattori produttivi importanti per poter scegliere un granulo di LDPE di qualità adatta allo scopo. Quando si parla di granulo rigenerato non è sufficiente verificare se il prodotto che ci viene proposto ha un grado “da tubo” come erroneamente a volte viene venduto in quanto la parete interna di un tubo corrugato necessità un granulo dalle caratteristiche ben definite. Come prima cosa dobbiamo accertarci della provenienza dell’input del materiale che costituisce il granulo, iniziando a capire se proviene da una filiera post industriale e dal post consumo. Queste due famiglie, vedremo più avanti, hanno caratteristiche molto diverse tra loro che andranno ad influenzare in modo differente la produzione del tubo. Come seconda cosa dobbiamo verificare da che prodotto è costituito l’input per capire la storia del materiale che viene riciclato e i possibili problemi che ha incontrato nella sua vita di riciclo. Come terza cosa è verificarne i valori tecnici, quindi il melt index, il DSC e la densità del materiale che ci farà capire esattamente come è fatto il granulo che useremo per la parete interna del tubo corrugato. Come quarta cosa è sapere il processo produttivo del granulo proposto in particolare come viene fatta la selezione del rifiuto, il lavaggio e l’estrusione per avere dati in più che ci aiutino a scegliere il prodotto più adatto. L’ultima cosa, molto importante per il granulo che proviene dal post consumo è capire il grado di umidità presente nel prodotto al momento dell’acquisto in quanto un valore alto andrà ad inficiare la qualità della parete se non si prendono opportuni provvedimenti. È ovvio che i punti sopra elencati non siano totalmente esaustivi in fase di analisi tecnica di un granulo, ma posso dire che per l’applicazione di cui parliamo oggi, sono una buona base di partenza considerando che sono dei dati di non difficile reperibilità. Se vogliamo approfondire i punti sopra esposti inizieremo a parlare delle famiglie di input che si possono usare per la produzione della parete interna del tubo corrugato. Abbiamo visto che si può produrre un granulo con materiale proveniente dalla raccolta differenziata o dagli scarti industriali. La filiera del post consumo permette di avere una fonte quantitativa di gran lunga maggiore rispetto a quella proveniente dagli scarti industriali e quindi sembrerebbe la via maestra per soddisfare le esigenze produttive, ma le caratteristiche tecniche che richiede la produzione della parete interna in LDPE di un tubo corrugato mette dei paletti al suo utilizzo. Per sua natura l’LDPE che proviene dalla raccolta differenziata, nonostante una buona selezione e lavaggio, presenta una percentuale di materiali estranei (pvc, poli-accoppiati, pp, ecc..) che hanno comportamenti in contrasto rispetto a quanto ci aspettiamo dal punto di vista qualitativo. Gli scarti che provengono invece dalla produzione di articoli in LDPE sono, normalmente, materiali vergini o Off grade, che per loro natura sono composti da mono-plastiche e quindi non contengono impurità. Di solito non c’è bisogno di lavarli e hanno caratteristiche tecniche ben precise. Esistono in commercio anche Compounds in LDPE realizzati utilizzando porzioni di post consumo e di post industriale, combinando tra loro una selezione di materiali adatti alla produzione della parete interna. Se la verifica della provenienza dell’input post industriale non comporta grande impegno, per le altre due categorie bisogna prestare più attenzione. Per il post consumo si consiglia di privilegiare materiale come il film ma che non sia venuto a contatto con la raccolta differenziata domestica, per esempio i sacchi della pattumiera o gli imballi alimentari, che si portano con se inquinanti difficili da eliminare completamente. Un’altra fonte consigliabile sono i tubi da irrigazione che però hanno bisogno di cicli di lavaggio molto accurati in quanto contengono una frazione di sabbia che ne pregiudica le qualità se non tolta integralmente. Per la realizzazione di compound misti post consumo/post industriali si utilizzano normalmente film provenienti da imballi industriali che hanno una filiera di raccolta separata dai rifiuti domestici, mantenendo caratteristiche qualitative più alte. Per quanto riguarda il controllo qualitativo del granulo prodotto ci sono alcuni tests direi irrinunciabili. Il calcolo dell’MFI ci dice se il materiale è adatto all’operazione di estrusione della nostra parete, questo valore dovrebbe stare tra lo 0,5 e l’1 a 190’/ 2,16 Kg. Il secondo test è il DSC che ci da’ la radiografia del nostro granulo, test indispensabile soprattutto se si vuole utilizzare una fonte da post consumo. Questa prova ci dice quanto LDPE in % è contenuto nella ricetta e quanti e quali altri componenti sono presenti. Il DSC, in particolar modo ci dice se un granulo può essere idoneo a creare pareti sottili, omogenee e lisce. Fatto il test del DSC è più facile intuire il risultato del valore della densità che è influenzata, rispetto al valore standard dell’LDPE, da materiali inclusi diversi da quello primario. Una buona regola per la valutazione della qualità del granulo da scegliere sarebbe conoscere la storia del riciclo che ha portato alla nascita dello stesso. Dopo avere parlato della scelta dell’input è buona regola conoscere il metodo di riciclo che il fornitore adotta. In particolare il tipo di lavaggio influenza in maniera importante la presenza di inquinanti con densità alta nello scarto, quindi, se l’operazione viene svolta in vasche corte o/e con una velocità di transito dello stesso alta, o con una concentrazione elevata di inquinanti nell’acqua di lavaggio a causa del suo basso ricambio, la probabilità di avere un elevato accumulo di gas o parti rigide all’interno del granulo è molto probabile. La seconda cosa da verificare è la qualità di filtrazione che è molto influenzata dalla qualità del lavaggio. Potremmo dire che ad un incremento dell’attenzione durante il lavaggio può corrispondere una minor esigenza di performance degli impianti di filtraggio. In realtà un corretto lavaggio in termini di dimensioni di vasche, velocità di transito dell’input e qualità dell’acqua non sono argomenti che destano una grande popolarità tra i riciclatori in quanto tutto si traduce in maggiori costi produttivi e a volte i prezzi dei granuli da post consumo sono decisamente compressi a causa anche della presenza sul mercato di un’offerta qualitativamente bassa a prezzi bassi. In ogni caso se si vuole realizzare un buon granulo per la parete interna del tubo corrugato flessibile queste attenzioni bisognerebbe rispettarle compresa l’operazione di filtraggio corretta che prevederebbe l’impiego di impianti in continuo o raschianti con filtri progressivi fino a 50 micron. Come ultima segnalazione in termini di materia prima suggerisco un’attenzione al grado di umidità presente nel big bag di LDPE che si acquista in quanto la presenza di questa comporta una micro deformazione della pellicola superficiale che compone la parete del nostro tubo e una difficoltà maggiore in termini di velocità dell’estrusore. L’umidità eccessiva crea quell’effetto buccia d’arancio sulle pareti che è una sorta di rugosità antiestetica e non funzionale. Tuttavia le conseguenze dell’umidità, per altro normalmente risolvibili durante l’estrusione del tubo, non è da confondere con il risultato negativo prodotto da un accumulo di gas all’interno del granulo, per il quale si hanno poche armi a disposizione.Categoria: notizie - tecnica - plastica - riciclo - tubi corrugati - LDPE - HDPE - strato internoVedi prodotto finito
SCOPRI DI PIU' Cosa è la Resina Epossidica e come si Ricicla
Cosa è la Resina Epossidica e come si RiciclaUn composto polimerico di estrema importanza per gli usi più disparati a cui è destinato, ma con un complicato rapporto con il riciclo di Marco ArezioUna resina epossidica è un tipo di polimero termoindurente che, una volta miscelato con un indurente, subisce una reazione chimica chiamata "reticolazione". Questo processo trasforma la resina da uno stato liquido o viscoso a uno stato solido e rigido. Le principali caratteristiche e aspetti delle resine epossidiche:Struttura Molecolare Le resine epossidiche contengono gruppi epossidici (un atomo di ossigeno legato a due atomi di carbonio adiacenti in una catena) che sono reattivi e permettono la reticolazione con vari indurenti. Indurenti Perché una resina epossidica si indurisca, deve essere miscelata con un indurente (o agente di reticolazione). Questo indurente reagisce con i gruppi epossidici della resina, formando una struttura tridimensionale solida. Proprietà Una volta reticolate, le resine epossidiche hanno eccellenti proprietà meccaniche, resistenza chimica e adesione. Sono anche elettricamente isolanti. Applicazioni A causa delle loro ottime proprietà, le resine epossidiche sono utilizzate in una vasta gamma di applicazioni, come adesivi, rivestimenti, compositi rinforzati con fibre, circuiti stampati e molto altro. Manipolazione Le resine epossidiche possono essere modificate per avere proprietà specifiche. Ad esempio, possono essere formulate per avere tempi di indurimento rapidi o lenti, o per resistere a temperature estreme. Estetica Esistono resine epossidiche trasparenti che sono utilizzate in applicazioni artistiche e decorative, come rivestimenti per tavoli o creazioni di gioielli. È importante notare che, una volta che una resina epossidica è completamente reticolata, diventa termoindurente. Ciò significa che, a differenza dei polimeri termoplastici, non può essere rifusa o modellata con l'applicazione di calore. Le resine epossidiche riciclate La ricerca sulle resine epossidiche riciclabili è al centro di grandi interessi negli ultimi anni. Questi tipi di polimeri, come abbiamo detto, sono termoindurenti, il che significa che una volta reticolate o indurite, non possono essere facilmente riciclate o riprocessate. Tuttavia, ci sono studi volti a sviluppare resine epossidiche "riciclabili" o "riproducibili" che possono quindi essere depolimerizzate o riportate a uno stato liquido dopo il processo di reticolazione. Alcune di queste resine epossidiche riciclabili sono state progettate per depolimerizzarsi attraverso specifici stimoli, come il calore o l'esposizione a certi prodotti chimici. L'idea dietro questi materiali è che, una volta depolimerizzati, possano essere riciclati. Ricerche sulle resine episodiche riciclate Le resine epossidiche sono ampiamente utilizzate in una varietà di applicazioni industriali in virtù delle loro ottime proprietà meccaniche di adesione e di resistenza chimica. Tuttavia, una delle principali sfide associate a queste resine è la difficoltà nel loro riciclo a causa della loro natura termoindurente. Diverse soluzioni di riciclo sono state proposte per risolvere il problema: Depolimerizzazione chimica Questo processo coinvolge l'uso di agenti chimici per rompere i legami crociati nella rete epossidica. Una volta depolimerizzate, le resine possono essere potenzialmente riprocessate. Reticolazione dinamica Alcune resine epossidiche sono state modificate per avere legami crociati dinamici che possono scambiarsi sotto determinate condizioni. Ciò significa che possono essere reticolate (indurite) e poi "de-reticolate" quando esposte a determinati stimoli come calore o luce. Riciclo meccanico Invece di cercare di depolimerizzare la resina, questo approccio si concentra sul triturare o frantumare il materiale epossidico indurito in particelle, che possono poi essere riutilizzate come riempitivi o rinforzi in nuovi compositi. Recupero di riempitivi e rinforzi In molti compositi epossidici, la matrice epossidica è solo una componente. Altri componenti, come fibre di carbonio o vetro, possono essere recuperati dal composto e riutilizzati. La ricerca in questo campo è in continua evoluzione. Mentre alcune di queste tecniche sono ancora in fase di sviluppo e potrebbero non essere commercialmente pronte o economicamente fattibili su larga scala, rappresentano comunque importanti passi avanti verso una maggiore sostenibilità nel campo dei materiali epossidici. Storia delle resine epossidiche Le resine epossidiche sono polimeri che sono diventati fondamentali in molte industrie per le loro eccezionali proprietà meccaniche, di adesione e di resistenza chimica. Ecco una breve storia delle resine epossidiche: Primi anni (1930-1940) Le resine epossidiche furono sviluppate per la prima volta negli anni '30. Il chimico svizzero Paul Schlack è spesso accreditato per aver realizzato la prima resina epossidica mentre lavorava per la società tedesca IG Farben. Poco dopo, negli Stati Uniti, la Devoe & Raynolds Company iniziò a sviluppare resine epossidiche basate su bisfenolo A e epossicloridrina. Seconda guerra mondiale Durante la seconda guerra mondiale, c'era un crescente bisogno di materiali ad alte prestazioni, e le resine epossidiche iniziarono a essere utilizzate in applicazioni militari. Anni '50 e '60 Dopo la guerra, la produzione e l'utilizzo delle resine epossidiche si espansero notevolmente. Furono sviluppati nuovi tipi di resine e indurenti, portando a una vasta gamma di proprietà e applicazioni. Durante questo periodo, le resine epossidiche divennero popolari come adesivi strutturali e come matrici per compositi rinforzati con fibra. Anni '70 La crescente consapevolezza ambientale portò alla ricerca di sistemi epossidici senza solventi e a basso contenuto di composti organici volatili (COV). Durante questo periodo, le resine epossidiche divennero anche fondamentali nella produzione di circuiti stampati. Anni '80 e '90 L'industria aerospaziale ha iniziato a utilizzare in modo significativo le resine epossidiche per compositi leggeri e ad alte prestazioni. La ricerca si concentrò anche sul miglioramento delle proprietà termiche e sulla riduzione delle tensioni interne durante la reticolazione. 2000 – Oggi Con la crescente necessità di materiali sostenibili, c'è stato un interesse nella ricerca di resine epossidiche riciclabili o biodegradabili. La tendenza alla miniaturizzazione in elettronica ha anche portato a resine epossidiche con proprietà specifiche per applicazioni come l'incapsulamento di semiconduttori. Oggi, le resine epossidiche sono onnipresenti in molte industrie, da quelle edilizie e navali, all'elettronica, all'aerospaziale, e oltre. Le continue innovazioni e la ricerca in questo campo continuano a espandere le potenzialità e le applicazioni di questi versatili materiali. Dove vengono impiegate le tesine epossidiche Le resine epossidiche sono utilizzate in una vasta gamma di applicazioni. Ecco alcune delle principali applicazioni delle resine epossidiche: Adesivi Questi polimeri sono notevolmente adesivi e sono utilizzati come collanti strutturali per molte applicazioni industriali. Possono aderire a una vasta gamma di materiali, compresi metalli, plastica, legno e ceramica. Rivestimenti Le resine epossidiche sono utilizzate per rivestire pavimenti industriali e commerciali, offrendo resistenza all'abrasione, resistenza chimica e una facile pulizia. Compositi Questi polimeri sono spesso utilizzati come matrice in compositi rinforzati con fibre, come quelli con fibre di carbonio o fibra di vetro. Queste applicazioni sono comuni in settori come l'aerospaziale, l'automotive e lo sport. Circuiti stampati Le resine epossidiche sono un componente fondamentale nella produzione di circuiti stampati utilizzati in elettronica. Protezione Le resine epossidiche sono utilizzate per proteggere componenti elettronici sensibili, isolandoli dall'ambiente esterno. Strutture marine Grazie alla loro resistenza chimica, le resine epossidiche sono utilizzate per la riparazione e la protezione di strutture marine, come scafi di barche. Riparazioni A causa della loro forte adesione e delle loro proprietà strutturali, le resine epossidiche sono spesso utilizzate per la riparazione di una varietà di oggetti, compresi quelli fatti di metallo, ceramica e legno. Attività dentistiche Alcuni tipi di resine epossidiche sono utilizzati in odontoiatria per riempimenti e adesivi. Arte e artigianato Le resine epossidiche trasparenti sono diventate popolari nell'arte e nell'artigianato, utilizzate per creare gioielli, mobili, opere d'arte e altri oggetti artistici. Strutture in calcestruzzo Le resine epossidiche sono utilizzate per la riparazione, il rafforzamento e la protezione delle strutture in calcestruzzo.
SCOPRI DI PIU' Controllo Predittivo e in Linea della Qualità del Riciclato
Controllo Predittivo e in Linea della Qualità del RiciclatoOttimizzazione dei processi di estrusione e trasformazione dei polimeri riciclati tramite spettroscopia NIR, Raman e visori iperspettralidi Marco ArezioL'economia circolare rappresenta il paradigma dominante per la sostenibilità industriale del XXI secolo, con il riciclo dei materiali plastici che ne costituisce una colonna portante. Tuttavia, la piena realizzazione del potenziale del riciclo è intrinsecamente legata alla capacità di garantire una qualità costante e prevedibile del materiale riciclato. La variabilità intrinseca delle materie prime post-consumo, unita alle complessità dei processi di trasformazione, rende il controllo qualità una sfida cruciale. È in questo contesto che l'implementazione di sensori avanzati e sistemi di analisi in tempo reale emerge come soluzione indispensabile per rivoluzionare il settore, minimizzando scarti, riducendo i costi di rilavorazione e massimizzando il valore dei polimeri riciclati. L'Urgenza del Controllo Qualità nel Riciclo dei Polimeri Il mercato globale dei polimeri riciclati è in costante espansione, spinto da normative sempre più stringenti, dalla crescente consapevolezza ambientale dei consumatori e dalla domanda di prodotti sostenibili da parte delle aziende. Tuttavia, la fiducia nel materiale riciclato è spesso minata dalla percezione di una qualità inferiore o inconsistente rispetto ai polimeri vergini. Questa percezione non è infondata; la presenza di contaminanti, la degradazione termica durante i cicli di vita precedenti e la miscelazione di polimeri diversi possono compromettere significativamente le proprietà meccaniche, termiche e estetiche del riciclato. Senza un controllo qualità rigoroso e affidabile, l'adozione su larga scala di questi materiali in applicazioni ad alto valore aggiunto rimane limitata, frenando di fatto la transizione verso un'economia circolare pienamente efficiente. La necessità di superare queste barriere è impellente, e le tecnologie di analisi in linea offrono una risposta concreta. Le Sfide della Qualità nel Materiale Riciclato Le sfide che affronta la qualità del riciclato sono molteplici e complesse. Innanzitutto, la variabilità della materia prima in ingresso è enorme. I flussi di rifiuti plastici sono eterogenei, contenendo spesso miscele di polimeri diversi (es. PET, HDPE, PP, PVC, PS), additivi, coloranti, residui alimentari e impurità. Questa eterogeneità rende difficile prevedere le proprietà finali del granulato riciclato. In secondo luogo, i processi di riciclo meccanico, in particolare l'estrusione, possono indurre ulteriore degradazione del polimero, alterandone la viscosità, la resistenza e la stabilità. Il controllo manuale o l'analisi di laboratorio off-line, sebbene fondamentali, presentano limiti intrinseci: sono lenti, costosi e non consentono interventi correttivi in tempo reale. Questo porta a lotti di produzione non conformi, scarti elevati e la necessità di rilavorazioni costose, incidendo negativamente sulla redditività e sull'impatto ambientale complessivo del processo di riciclo. Tecnologie di Sensori Avanzati: NIR, Raman e Iperspettrale Per affrontare queste sfide, la ricerca e lo sviluppo si sono concentrati sull'integrazione di sensori avanzati direttamente nelle linee di produzione. Tra le tecnologie più promettenti spiccano la spettroscopia nel vicino infrarosso (NIR), la spettroscopia Raman e i visori iperspettrali. Spettroscopia NIR (Near-Infrared): Questa tecnica si basa sull'interazione della luce NIR con le vibrazioni molecolari dei polimeri. Ogni polimero e molti contaminanti presentano uno "spettro" NIR unico, una sorta di impronta digitale molecolare. I sensori NIR possono identificare rapidamente e in modo non distruttivo la composizione polimerica, la presenza di umidità, alcuni tipi di contaminanti organici e persino la densità o la viscosità del fuso polimerico in tempo reale. Sono particolarmente efficaci per la segregazione dei polimeri e per il monitoraggio di parametri chiave durante l'estrusione. Spettroscopia Raman: Complementare al NIR, la spettroscopia Raman fornisce informazioni dettagliate sulla struttura molecolare e sulla composizione chimica. È sensibile a legami specifici e può rilevare impurità a basse concentrazioni che potrebbero sfuggire al NIR. Sebbene tradizionalmente più lenta, i progressi nella tecnologia dei sensori Raman hanno reso possibile l'integrazione in linea, offrendo un'analisi chimica più profonda e specifica, utile per identificare contaminanti problematici come il PVC in flussi di PET o la presenza di additivi indesiderati. Visori Iperspettrali (Hyperspectral Imaging - HSI): L'HSI combina le capacità di imaging con quelle spettroscopiche. Invece di catturare solo un'immagine visibile, un visore iperspettrale acquisisce centinaia di immagini a diverse lunghezze d'onda, creando un "cubo di dati" per ogni punto dell'immagine. Questo permette di identificare non solo la presenza di diversi materiali ma anche la loro distribuzione spaziale. Nell'ambito del riciclo, l'HSI è eccezionale per rilevare e mappare contaminanti visibili e non visibili, come frammenti di metallo, etichette, residui di carta o altri tipi di plastica, su un nastro trasportatore o direttamente nel fuso. La sua capacità di fornire una "visione chimica" rende possibile una segregazione dei contaminanti estremamente precisa. Implementazione dei Sistemi di Analisi in Linea nell'Estrusione L'integrazione di queste tecnologie avanzate direttamente nelle linee di estrusione e trasformazione rappresenta il cuore del controllo qualità predittivo e in linea. I sensori vengono posizionati strategicamente in punti critici del processo: all'ingresso del materiale nel dosatore, nella sezione di estrusione per monitorare il fuso, o dopo la pellettizzazione per analizzare il granulato finale. Durante l'estrusione, ad esempio, un sensore NIR o Raman può monitorare continuamente la composizione del fuso polimerico, rilevando variazioni nella miscela o la presenza di degradazione. Se vengono rilevate anomalie, il sistema può inviare un segnale al PLC (Programmable Logic Controller) dell'estrusore, che può automaticamente regolare parametri come la temperatura, la velocità della vite o la percentuale di additivi per compensare le variazioni e mantenere la qualità del prodotto entro le specifiche. Analogamente, i visori iperspettrali possono ispezionare il macinato o i granuli di plastica prima o dopo l'estrusione, identificando e scartando automaticamente i contaminanti indesiderati tramite sistemi di soffiaggio ad aria o bracci robotici. Il Ruolo del Controllo Predittivo nella Gestione della Qualità Il controllo in linea non si limita alla semplice rilevazione di anomalie; la sua vera forza risiede nella capacità di abilitare il "controllo predittivo". Questo significa che i dati raccolti in tempo reale dai sensori non vengono utilizzati solo per reazioni immediate, ma anche per costruire modelli predittivi. Algoritmi avanzati, spesso basati su machine learning e intelligenza artificiale, analizzano i flussi di dati continui per prevedere la qualità del prodotto finale prima ancora che sia completamente formato. Ad esempio, un modello predittivo può correlare le variazioni spettrali nel fuso con le proprietà meccaniche attese del granulato. Se il modello prevede che il prodotto finale non soddisferà le specifiche, il sistema può attivare azioni correttive preventive, come l'aggiunta di agenti compatibilizzanti, stabilizzanti o modificatori d'impatto, o l'alterazione dei parametri di processo, prima che si verifichi una non conformità. Questo approccio proattivo riduce drasticamente la produzione di scarti e la necessità di rilavorazioni, ottimizzando l'efficienza produttiva e la sostenibilità. Benefici Economici e Ambientali del Monitoraggio in Tempo Reale L'adozione di sistemi di controllo qualità predittivo e in linea porta a una serie di benefici tangibili, sia economici che ambientali: Riduzione degli Scarti e delle Rilavorazioni: La capacità di identificare e correggere i problemi in tempo reale significa meno materiale non conforme che finisce come scarto o che richiede costose rilavorazioni. Questo si traduce direttamente in un risparmio di materie prime, energia e tempo. Miglioramento della Qualità e Consistenza del Prodotto: Il monitoraggio continuo assicura che il riciclato mantenga le proprietà desiderate, aumentando la fiducia dei clienti e aprendo nuove opportunità di mercato per applicazioni più esigenti. Ottimizzazione dei Processi: La comprensione dettagliata del processo fornita dai dati dei sensori permette di affinare e ottimizzare i parametri operativi, migliorando l'efficienza energetica e la produttività complessiva. Competitività Accresciuta: Le aziende che implementano queste tecnologie possono offrire prodotti riciclati di qualità superiore a costi inferiori, acquisendo un vantaggio competitivo significativo nel mercato. Sostenibilità Ambientale: Minori scarti e maggiore efficienza si traducono in un minore impatto ambientale, riducendo il consumo di risorse e le emissioni, e contribuendo attivamente agli obiettivi dell'economia circolare. Integrazione dei Dati e Intelligenza Artificiale per l'Ottimizzazione La vera potenza di questi sistemi risiede nell'integrazione dei dati. I sensori generano enormi quantità di informazioni che, se opportunamente aggregate e analizzate, possono rivelare correlazioni e pattern complessi. Qui entra in gioco l'Intelligenza Artificiale (AI) e il Machine Learning (ML). Algoritmi di AI possono apprendere dalle deviazioni di processo e dai risultati di qualità, affinando continuamente i modelli predittivi e suggerendo ottimizzazioni autonome. Sistemi SCADA (Supervisory Control and Data Acquisition) e MES (Manufacturing Execution Systems) integrano i dati dei sensori con altre informazioni di produzione (es. consumo energetico, velocità di linea, manutenzione predittiva), creando una visione olistica dell'impianto. Questa integrazione permette non solo il controllo in tempo reale, ma anche l'analisi retrospettiva per l'ottimizzazione a lungo termine, la tracciabilità completa del prodotto e la conformità normativa. L'AI può persino identificare le cause radice di problemi di qualità ricorrenti, suggerendo modifiche alla formulazione del materiale o alla configurazione dell'impianto. Prospettive Future: Verso un Riciclo 4.0 Il cammino verso un riciclo pienamente integrato e intelligente è ancora in evoluzione. Le prospettive future includono lo sviluppo di sensori ancora più miniaturizzati e robusti, capaci di operare in ambienti estremi, e l'integrazione di nuove tecniche analitiche. La fusione di dati provenienti da diverse fonti (multi-sensor fusion) e l'applicazione di gemelli digitali (digital twins) degli impianti di riciclo permetteranno simulazioni e ottimizzazioni ancora più sofisticate. L'obiettivo finale è un "Riciclo 4.0", dove gli impianti sono autonomi, auto-ottimizzanti e in grado di adattarsi dinamicamente alle variazioni della materia prima e alle richieste del mercato. Questo non solo massimizzerà il valore del materiale riciclato, ma consoliderà anche il ruolo del riciclo come pilastro fondamentale di un'economia veramente circolare e sostenibile, riducendo la dipendenza dalle risorse vergini e mitigando l'impatto ambientale dell'industria dei polimeri. L'investimento in queste tecnologie non è più un'opzione, ma una necessità strategica per le aziende che mirano alla leadership nel futuro dell'industria manifatturiera e del riciclo.© Riproduzione Vietata
SCOPRI DI PIU' Cosa sono i Polimeri Autoestinguenti (Flame Retard): Applicazioni e Differenze
Cosa sono i Polimeri Autoestinguenti (Flame Retard): Applicazioni e DifferenzeAdditivi, prove di laboratorio, differenze ed impieghi commerciali ed industriali dei polimeri flame retard (autoestinguenti) di Marco ArezioLe plastiche flame retardant (resistenti al fuoco o autoestinguenti) sono materiali polimerici modificati per resistere all'ignizione e rallentare la propagazione delle fiamme. Questa proprietà è particolarmente importante in numerosi ambiti applicativi, come l'elettronica, l'edilizia e i trasporti, dove la resistenza al fuoco è cruciale per la sicurezza. L'aggiunta di additivi flame retardant è il metodo più comune per conferire alle plastiche proprietà resistenti al fuoco. Tipi di Additivi Flame Retardant Gli additivi flame retardant si classificano in diverse categorie, a seconda della loro composizione chimica e del meccanismo d'azione: Additivi Alogeni: Comprendono composti a base di bromo e cloro. Funzionano rilasciando alogeni che interferiscono con la reazione di combustione nella fase gassosa. Additivi Fosforati: Operano principalmente nella fase solida, promuovendo la carbonizzazione e riducendo la quantità di materiale infiammabile vaporizzato. Idrossidi di Metallo: Come l'idrossido di alluminio e di magnesio, questi additivi rilasciano acqua quando si scaldano, che aiuta a raffreddare il materiale e a diluire i gas combustibili. Additivi Intumescenti: Formano una schiuma carboniosa protettiva sulla superficie del materiale quando esposti al calore, isolando il materiale sottostante dalla fonte di calore. Funzionamento dell'Inibizione della Fiamma L'inibizione della fiamma nelle plastiche funziona attraverso vari meccanismi, a seconda del tipo di additivo utilizzato: Diluizione dei Gas Combustibili: Alcuni additivi rilasciano gas inerti che diluiscono i gas combustibili nell'area della fiamma, riducendo la combustione. Barriera Fisica: Gli additivi intumescenti formano una barriera carboniosa che isola termicamente il materiale e impedisce l'accesso dell'ossigeno. Raffreddamento: L'acqua rilasciata dagli idrossidi di metallo assorbe calore, abbassando la temperatura della combustione. Interferenza Chimica: Alogeni e altri composti possono interferire con le reazioni radicaliche nella zona di combustione, rallentando la reazione. Prove di Laboratorio per Catalogare le Plastiche Non Infiammabili Vediamo quali sono le prove principali per catalogare il grado di infiammabilità e come si eseguono:Test UL 94 Il test UL 94, gestito da Underwriters Laboratories (UL), è uno dei metodi più riconosciuti e ampiamente utilizzati per valutare le proprietà di infiammabilità dei materiali polimerici utilizzati in dispositivi elettrici ed elettronici. Questo test classifica i materiali in base alla loro capacità di estinguere le fiamme dopo essere stati accesi in condizioni controllate. Il test viene eseguito applicando una fiamma a un campione del materiale per un periodo specificato e osservando il comportamento del materiale in termini di tempo di combustione dopo la rimozione della fiamma, il gocciolamento di materiale infiammabile e la lunghezza della combustione.In base ai risultati, i materiali sono classificati in diverse categorie, come V-0, V-1, V-2, HB, 5VB, e 5VA:V-0, V-1, V-2: Indicano che il materiale si autoestingue entro un certo tempo dopo l'accensione. La distinzione tra le classi dipende dal tempo di autoestinguenza e dalla presenza di gocciolamento di particelle infiammate. HB: La classificazione più bassa, indica una velocità di combustione orizzontale in un certo intervallo. 5VB e 5VA: Sono test più severi che valutano la resistenza all'accensione quando il campione è sottoposto a un carico termico elevato. 5VA rappresenta la massima resistenza alla fiamma senza gocciolamento di materiale, mentre 5VB: permette un certo gocciolamento. Test di Ossigeno Limitante (LOI) Il test di Ossigeno Limitante (LOI) misura la percentuale minima di ossigeno nell'atmosfera necessaria per sostenere la combustione di un materiale polimerico. Viene eseguito in un'apposita apparecchiatura dove il campione viene posto in una colonna di vetro e esposto a una miscela controllata di azoto e ossigeno, aumentando gradualmente la concentrazione di ossigeno fino a quando il materiale non continua a bruciare per un tempo prestabilito dopo l'accensione. Il valore di LOI è una misura diretta dell'infiammabilità del materiale: maggiore è il valore di LOI, minore è l'infiammabilità del materiale. Materiali con valori di LOI superiori al 21% (la percentuale di ossigeno nell'aria) sono considerati più resistenti al fuoco. Questo test è particolarmente utile per confrontare la resistenza al fuoco di diversi materiali sotto un'unica metrica standardizzata. Test di Infiammabilità a Cono Calorimetrico Il test di infiammabilità a cono calorimetrico è un metodo avanzato che fornisce dati dettagliati sulla risposta di un materiale all'esposizione al calore. Durante il test, un campione del materiale viene esposto a un flusso radiante crescente in presenza di una sorgente di accensione, simulando gli effetti di un incendio in fase iniziale. Il cono calorimetrico misura la velocità di rilascio di calore, la produzione di fumo e la perdita di massa del campione nel tempo, fornendo un profilo completo della sua reattività al fuoco. Questi dati aiutano a comprendere come il materiale contribuirà alla crescita e alla propagazione dell'incendio, consentendo agli ingegneri di progettare materiali e prodotti con prestazioni migliorate di sicurezza antincendio. Questo test è particolarmente utile nella valutazione di materiali per l'edilizia e l'ingegneria dei trasporti Rendere Flame Retardant un Polimero Riciclato Il processo di rendere flame retardant un polimero riciclato, sia da post-consumo che da post-industriale, richiede attenzione nella selezione degli additivi compatibili con il tipo di polimero e nel mantenimento delle proprietà meccaniche del materiale riciclato. Il processo include: Analisi del Materiale: Identificazione della composizione del polimero riciclato per scegliere gli additivi più adatti. Incorporazione degli Additivi: Gli additivi possono essere miscelati meccanicamente con il polimero durante il processo di estrusione o possono essere applicati come rivestimenti superficiali. Mantenimento delle Caratteristiche dopo il Riciclo Meccanico Il riciclo meccanico può influenzare le proprietà flame retardant dei polimeri a causa della degradazione termica o meccanica del polimero e degli additivi durante il processo di riciclo. La stabilità delle proprietà flame retardant in un polimero riciclato dipende da: - La stabilità termica degli additivi flame retardant. - La compatibilità degli additivi con il processo di riciclo. - La capacità di ridistribuire uniformemente gli additivi nel polimero durante il riciclo. Per mantenere le caratteristiche flame retardant, può essere necessario aggiungere ulteriori additivi o stabilizzatori durante il processo di riciclo. La valutazione delle proprietà del materiale riciclato attraverso test di laboratorio è cruciale per garantire che il materiale riciclato soddisfi i requisiti di sicurezza e di prestazione. Impiego dei Polimeri Autoestinguenti per la Produzione di Articoli ad uso Industriale e Civile I polimeri flame retardant sono utilizzati in una vasta gamma di applicazioni, specialmente in edilizia, dove la resistenza al fuoco è cruciale per la sicurezza degli edifici. Questi materiali sono progettati per ridurre la velocità di combustione, limitare la diffusione delle fiamme e contribuire a prevenire incendi. Nell'edilizia, i polimeri flame retardant trovano applicazione in numerosi prodotti, tra cui isolanti termici, rivestimenti, cavi elettrici, e componenti strutturali. Polimeri Flame Retardant Utilizzati in Edilizia Polistirene Espanso (EPS) e Polistirene Estruso (XPS): Sono ampiamente utilizzati come isolanti termici per cappotti esterni e per l'isolamento di pavimenti, tetti e muri. Possono essere trattati con additivi flame retardant per ridurre l'infiammabilità. Polietilene Espanso (EPE): Utilizzato per l'isolamento termico e l'ammortizzazione degli impatti, l'EPE può essere modificato per migliorare la resistenza al fuoco, rendendolo adatto per applicazioni in edilizia. Polimeri Intumescenti: Questi materiali si espandono quando esposti al calore, formando una barriera carboniosa che protegge il materiale sottostante dalle fiamme. Sono utilizzati in vernici, mastici, e rivestimenti per cavi elettrici. Polivinilcloruro (PVC) Flame Retardant: Il PVC è utilizzato in una varietà di applicazioni in edilizia, inclusi i rivestimenti per cavi e i tubi. Il PVC può essere reso flame retardant attraverso l'aggiunta di additivi specifici. Polimeri Fenolici: Questi materiali sono noti per le loro eccellenti proprietà di resistenza al fuoco e sono utilizzati in schiume isolanti e compositi. Applicazioni di Articoli Autoestinguenti in Edilizia Isolamento Termico: I materiali isolanti flame retardant sono essenziali per prevenire la diffusione del fuoco attraverso le cavità dei muri e altri spazi isolati negli edifici. Rivestimenti e Vernici: Forniscono una protezione passiva contro il fuoco a strutture, travi e colonne, contribuendo a mantenere l'integrità strutturale in caso di incendio. Cavi elettrici e Tubi: L'utilizzo di materiali flame retardant in questi componenti riduce il rischio di incendi elettrici e limita la diffusione del fuoco. Differenze nelle Resistenze al Fuoco degli Isolanti per Cappotti Termici Gli isolanti termici possono variare significativamente nella loro resistenza al fuoco a seconda del materiale, della densità, e della presenza di additivi flame retardant. Ecco alcune differenze chiave: Resistenza Termica: Alcuni isolanti, come quelli a base di fibra minerale (lana di roccia, lana di vetro), offrono migliori prestazioni di resistenza al fuoco rispetto a quelli organici (EPS, XPS) a causa della loro natura incombustibile. Emissione di Fumi e Gas Tossici: I materiali organici tendono a produrre fumi densi e gas tossici quando bruciano, mentre i materiali inorganici hanno prestazioni migliori in questo aspetto. Classificazione di Reazione al Fuoco: I materiali isolanti sono classificati secondo norme europee (ad esempio, Euroclassi A1, A2, B, C, ecc.) che indicano la loro reattività al fuoco. Materiali classificati come A1 sono non combustibili, mentre quelli in classe B, C, ecc., hanno crescenti livelli di infiammabilità. Applicazione e Spessore: La resistenza al fuoco di un isolante può anche dipendere dall'applicazione specifica e dallo spessore del materiale. Maggiore è lo spessore, migliore può essere la resistenza al fuoco, ma questo dipende anche dalla composizione del materiale e dalla presenza di additivi flame retardant. Per esempio, un isolante più spesso può offrire un tempo di resistenza al fuoco maggiore perché richiede più tempo per essere completamente compromesso dalle fiamme. Tuttavia, non è solo lo spessore a determinare l'efficacia, la qualità del materiale e la sua capacità di resistere alla propagazione del fuoco sono altrettanto cruciali. Nei materiali isolanti, gli additivi flame retardant possono agire in sinergia con lo spessore per migliorare la resistenza al fuoco. Materiali con densità maggiore o trattati con specifici additivi chimici possono esibire prestazioni superiori anche con spessori minori. Pertanto, la scelta del materiale isolante adeguato per un'applicazione specifica richiede un'attenta considerazione non solo delle proprietà fisiche come lo spessore ma anche della composizione chimica e della capacità di resistere al fuoco. Nell'ambito dell'edilizia, la normativa vigente spesso specifica requisiti minimi per la resistenza al fuoco degli isolanti, tenendo conto sia dello spessore che della composizione del materiale. Questi standard garantiscono che i materiali utilizzati negli edifici offrano un livello adeguato di protezione in caso di incendio, contribuendo così alla sicurezza degli occupanti e alla preservazione della struttura stessa.
SCOPRI DI PIU' Dal Legno alla Plastica: La Nuova Frontiera del PET Sostenibile
Dal Legno alla Plastica: La Nuova Frontiera del PET SostenibileUn innovativo polimero bio-based da lignocellulosa promette di rivoluzionare il packaging e il tessile, con riciclabilità totale e un ciclo di vita circolaredi Marco ArezioIl polietilene tereftalato (PET) è un materiale molto diffuso, utilizzato in una vasta gamma di applicazioni che spaziano dalle bottiglie monouso all'abbigliamento, fino agli imballaggi alimentari e industriali. Tuttavia, le problematiche ambientali legate alla produzione di PET da fonti fossili e alla sua lunga resistenza alla degradazione naturale hanno spinto la ricerca verso alternative più sostenibili. Recentemente, un gruppo di ricerca, composto da Xianyuan, Maxim V. Galkin, Tobias Stern, Zhuohua Sun e Katalin Barta, ha sviluppato una soluzione innovativa: un nuovo tipo di PET interamente derivato dalla lignocellulosa, la componente strutturale legnosa delle piante. Questo studio, pubblicato sul "Journal of Sustainable Chemistry", offre nuove prospettive per ridurre l'uso di risorse fossili e promuovere materiali che si inseriscano perfettamente in un sistema di economia circolare. Come Funziona il Nuovo PET Bio-Based Il processo sviluppato parte dalla lignina, una componente principale della lignocellulosa, che viene convertita in una molecola chiave: il diolo 4-(3-idrossipropil) cicloesan-1-olo (PC). La lignina è un polimero naturale che conferisce rigidità alla struttura delle pareti cellulari delle piante e rappresenta una delle fonti più abbondanti di carbonio rinnovabile. Il diolo 4-(3-idrossipropil) cicloesan-1-olo è un alcol alifatico, una molecola caratterizzata da una struttura lineare o ciclica non aromatica, che viene poi combinato con esteri di acidi derivati dalla cellulosa per formare polimeri con proprietà comparabili a quelle del PET tradizionale. Una caratteristica eccezionale di questo nuovo materiale è la capacità di mantenere le caratteristiche termiche e meccaniche del PET convenzionale, offrendo al contempo un'elevata riciclabilità. Tramite un semplice processo di metanolisi, è possibile recuperare i monomeri di questo nuovo PET e riutilizzarli per la produzione di nuovi oggetti, senza perdita di qualità. Applicazioni Pratiche: Non Solo Bottiglie e Imballaggi Le possibili applicazioni di questo PET bio-based sono ampie e riguardano diversi settori dove la sostenibilità è una priorità crescente. In un contesto in cui la riduzione dell'uso di plastiche fossili è essenziale, questo materiale bio-based rappresenta una risposta concreta e innovativa. Imballaggi Alimentari Il PET lignocellulosico è ideale per creare imballaggi resistenti e leggeri destinati ad alimenti e bevande. Grazie alla sua stabilità termica e alla sua alta riciclabilità, può sostituire gli imballaggi monouso tradizionali, spesso difficili da riciclare. Inoltre, l'assenza di componenti derivati dal petrolio potrebbe essere percepita positivamente dai consumatori, sempre più attenti alla sicurezza e alla sostenibilità dei materiali. Settore Tessile Come il PET convenzionale, anche questo materiale può essere filato in fibre per la produzione di tessuti. Questo potrebbe rappresentare un'importante innovazione per l'industria della moda, dove è crescente l'interesse per materiali riciclati e riciclabili. Capi d'abbigliamento e tessuti tecnici per l'outdoor prodotti interamente da materiali bio-based potrebbero essere rigenerati una volta giunti al termine del loro ciclo di vita, contribuendo a ridurre l'accumulo di rifiuti tessili, che è una delle problematiche più pressanti del settore. Componenti Industriali e Automobilistici Il nuovo PET bio-based presenta un'elevata resistenza, che lo rende adatto per l'impiego in componenti industriali e automobilistici. Parti di veicoli, componenti elettronici o elementi di arredo potrebbero trarre vantaggio dall'uso di un materiale durevole e completamente riciclabile, riducendo così l'impatto complessivo della produzione. Inoltre, la resistenza al calore lo rende ideale per applicazioni che richiedono stabilità anche a temperature elevate, rappresentando una valida alternativa alle plastiche tradizionali oggi impiegate in questi settori. Packaging per Prodotti Farmaceutici e Cosmetici Il settore farmaceutico e cosmetico richiede standard elevati di purezza e sicurezza. Il PET bio-based, prodotto interamente da fonti rinnovabili e privo di contaminanti fossili, può soddisfare queste esigenze, fornendo un materiale sicuro e riciclabile per flaconi, blister e contenitori. Questo tipo di imballaggio non solo aiuta a preservare l'ambiente, ma contribuisce anche a migliorare l'immagine sostenibile delle aziende, rispondendo alle crescenti richieste di trasparenza e responsabilità ambientale da parte dei consumatori. Il Vantaggio della Riciclabilità Uno degli aspetti più innovativi di questo PET lignocellulosico è la sua completa riciclabilità tramite un processo semplice ed efficiente. Il metodo di riciclo, noto come metanolisi, consente di scindere i componenti principali del polimero, che possono essere riconvertiti in nuovi prodotti. Ciò significa che ogni articolo prodotto con questo materiale può essere recuperato e trasformato in un nuovo prodotto, riducendo notevolmente l'accumulo di rifiuti plastici e le emissioni derivanti dalla produzione di nuova plastica. Conclusioni: Un Futuro Sostenibile a Portata di Mano La produzione di un PET completamente bio-based rappresenta un passo significativo verso un futuro più sostenibile. Grazie alla sua versatilità e alle sue proprietà di riciclo, questo materiale ha il potenziale di ridurre la dipendenza dalle plastiche tradizionali e di promuovere un ciclo di vita dei materiali realmente circolare. Sebbene ci siano ancora ostacoli tecnici e commerciali da affrontare, il potenziale di questo nuovo materiale è notevole. Per chi è impegnato nella ricerca di soluzioni più sostenibili, supportare l'adozione su larga scala di polimeri bio-based come questo rappresenta un'opportunità concreta per trasformare il modo in cui produciamo e consumiamo. Aziende, ricercatori e consumatori possono tutti contribuire, ciascuno nel proprio ambito, a promuovere un modello economico più responsabile e rispettoso dell'ambiente.© Riproduzione Vietata
SCOPRI DI PIU'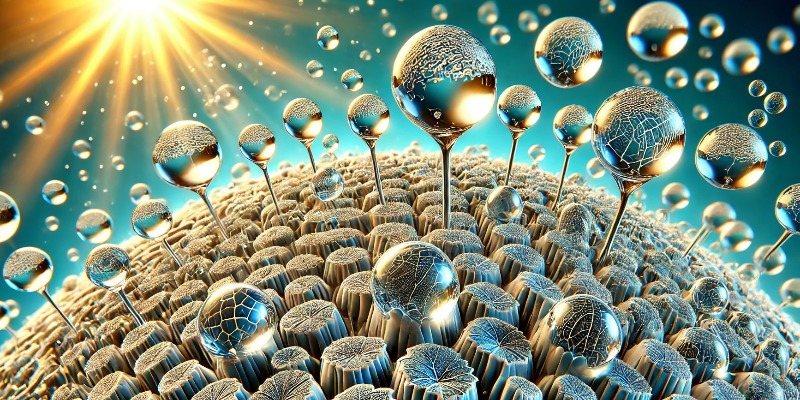 Polimeri Idrofobici e Super-Idrofobici: Innovazioni nei Rivestimenti Polimerici per Superfici Impermeabili e Autopulenti
Polimeri Idrofobici e Super-Idrofobici: Innovazioni nei Rivestimenti Polimerici per Superfici Impermeabili e AutopulentiLe ultime scoperte e tecnologie nei polimeri idrofobici in grado di rendere superfici impermeabili e autopulenti, con applicazioni in svariati settori industrialidi Marco ArezioNegli ultimi anni, la ricerca sui materiali polimerici ha fatto passi da gigante, con particolare attenzione ai polimeri idrofobici e super-idrofobici. Questi materiali, grazie alle loro proprietà uniche di impermeabilità e capacità autopulente, stanno trovando applicazioni sempre più diffuse in settori come l'industria tessile e l'aerospaziale. In questo articolo analizzeremo le caratteristiche di questi polimeri, il loro principio di funzionamento, le tecnologie impiegate per svilupparli e le potenziali applicazioni industriali. Polimeri Idrofobici e Super-Idrofobici: Definizione e Principi di Funzionamento I polimeri idrofobici sono materiali che respingono l'acqua grazie alla loro particolare struttura chimica. Questa proprietà si manifesta quando le molecole di acqua, invece di aderire alla superficie del materiale, formano delle gocce sferiche che scivolano via. L'efficacia di questa repulsione è misurata dall'angolo di contatto tra la goccia d'acqua e la superficie: un angolo superiore a 90° è indicativo di un materiale idrofobico. Questo fenomeno è particolarmente importante per applicazioni in cui è essenziale mantenere le superfici asciutte e pulite, riducendo la formazione di umidità e l'adesione di particelle indesiderate. I polimeri super-idrofobici spingono questa capacità ancora più in là. Questi materiali presentano angoli di contatto superiori a 150°, il che significa che l'acqua non solo viene respinta, ma praticamente "rimbalza" sulla superficie. Questo fenomeno, spesso ispirato dalla natura (ad esempio, l'effetto loto), deriva dalla combinazione di microstrutture superficiali e specifiche caratteristiche chimiche. L'effetto loto si osserva in natura sulle foglie della pianta del loto, le quali, grazie a una combinazione di rugosità e composizione cerosa, riescono a mantenere la superficie asciutta e libera da impurità. Questo principio è stato emulato nella progettazione di materiali polimerici super-idrofobici per varie applicazioni. Tecnologie ed Innovazioni nei Rivestimenti Polimerici La produzione di rivestimenti idrofobici e super-idrofobici sfrutta diverse tecniche avanzate, tra cui: Deposizione di Film Sottile (Thin Film Deposition): Questa tecnica permette di applicare un sottile strato di polimero su una superficie. I polimeri fluorurati, come il politetrafluoroetilene (PTFE), sono comunemente usati grazie alle loro eccellenti proprietà idrofobiche. Con metodi di deposizione fisica da vapore (PVD) e deposizione chimica da vapore (CVD), è possibile ottenere strati sottili uniformi che offrono alta resistenza all'acqua. L'utilizzo di questi film sottili consente di controllare lo spessore e la composizione del rivestimento, ottenendo superfici ad alte prestazioni sia in termini di idrofobicità che di durabilità. Nano-strutturazione della Superficie: La creazione di rugosità a livello nanometrico è cruciale per ottenere un'elevata super-idrofobicità. Le nanostrutture intrappolano l'aria tra la superficie e la goccia d'acqua, riducendo il contatto e migliorando l'effetto idrofobico. Tecniche come l'incisione al laser e l'elettrospinning vengono frequentemente utilizzate per creare questa struttura superficiale. L'incisione al laser permette di creare micro e nano-pattern specifici che imitano le superfici naturali, mentre l'elettrospinning può essere usato per produrre fibre molto sottili che aumentano la rugosità superficiale. Questi metodi di nano-strutturazione sono spesso combinati per massimizzare l'effetto super-idrofobico e garantire una maggiore stabilità del rivestimento. Polimeri a Bassa Energia Superficiale: La chimica dei polimeri gioca un ruolo fondamentale nell'idrofobicità. Polimeri come il polidimetilsilossano (PDMS) hanno una bassa energia superficiale, che facilita la formazione di gocce d'acqua che scivolano facilmente dalla superficie trattata. Questo tipo di polimeri è spesso combinato con tecniche di nano-strutturazione per ottenere un effetto super-idrofobico più efficace. La bassa energia superficiale riduce la tendenza dell'acqua a diffondersi sulla superficie, il che è particolarmente utile in applicazioni dove è necessario limitare il contatto con i liquidi. Applicazioni dei Rivestimenti Idrofobici e Super-Idrofobici Le applicazioni dei rivestimenti polimerici idrofobici e super-idrofobici sono sempre più diffuse, grazie alle loro proprietà di impermeabilità e autopulizia. Questi rivestimenti non solo migliorano l'aspetto estetico delle superfici, ma offrono anche vantaggi funzionali significativi: Industria Tessile: I tessuti trattati con rivestimenti super-idrofobici respingono liquidi e sporco, rendendoli ideali per abbigliamento tecnico e sportivo. Questi tessuti non solo mantengono asciutto l'utilizzatore, ma riducono anche la necessità di lavaggi frequenti, con un impatto positivo sull'ambiente. Ad esempio, giacche impermeabili e pantaloni da trekking con rivestimenti super-idrofobici possono mantenere la loro performance in condizioni climatiche estreme, migliorando il comfort dell'utilizzatore e riducendo l'usura del tessuto stesso. Questa tecnologia ha anche implicazioni significative nel settore medico, dove materiali tessili idrofobici possono aiutare a prevenire la contaminazione e migliorare la sicurezza. Settore Costruzioni: Rivestire materiali da costruzione come cemento e vetro con rivestimenti idrofobici aiuta a proteggere le superfici dall'umidità e dal degrado. Le facciate degli edifici trattate con questi materiali mantengono un aspetto pulito nel tempo, riducendo i costi di manutenzione. Inoltre, questi rivestimenti possono prevenire la formazione di muffe e licheni, prolungando la durata delle strutture. I materiali da costruzione trattati con rivestimenti super-idrofobici possono anche migliorare la resistenza al gelo, prevenendo il danno causato dall'acqua che penetra nelle crepe e si espande durante il congelamento. In questo modo, si garantisce una maggiore durabilità degli edifici in ambienti soggetti a condizioni atmosferiche avverse. Automotive e Aerospaziale: Nell'industria automobilistica, i rivestimenti idrofobici vengono utilizzati per migliorare la visibilità dei parabrezza e per ridurre l'accumulo di fango e sporco. Nel settore aerospaziale, questi rivestimenti sono fondamentali per ridurre il rischio di formazione di ghiaccio sulle superfici esterne degli aeromobili, migliorando l'efficienza e la sicurezza. L'uso di rivestimenti super-idrofobici su droni e velivoli senza pilota è in fase di sperimentazione per ridurre il peso causato dall'accumulo di acqua e migliorare le capacità operative in condizioni meteo avverse. Anche i componenti del motore e le superfici delle ali possono beneficiare di questi rivestimenti, migliorando l'aerodinamica e riducendo la necessità di frequenti interventi di manutenzione. Dispositivi Elettronici: I rivestimenti super-idrofobici sono utilizzati anche per proteggere circuiti e componenti elettronici dall'acqua e dall'umidità, garantendo una maggiore durata e affidabilità dei dispositivi, soprattutto in ambienti difficili. Questo è particolarmente rilevante per i dispositivi elettronici indossabili e i sensori esposti alle intemperie, che necessitano di protezione contro l'umidità per garantire il corretto funzionamento. Ad esempio, sensori utilizzati nell'agricoltura di precisione o dispositivi IoT posizionati all'esterno possono beneficiare enormemente di questa tecnologia, migliorando la loro robustezza e riducendo la necessità di sostituzioni frequenti. Problematiche e Prospettive Future Nonostante i notevoli progressi tecnologici, la realizzazione di rivestimenti super-idrofobici durevoli presenta ancora alcune problematiche. La principale è la stabilità nel tempo: molti rivestimenti perdono la loro efficacia idrofobica a causa dell'usura meccanica o dell'esposizione a condizioni ambientali avverse. Questa perdita di efficacia limita la durata e l'applicabilità dei rivestimenti in molti contesti industriali. Le ricerche attuali si concentrano su metodi per migliorare la resistenza meccanica e la durata di questi rivestimenti. Una delle strategie più promettenti consiste nell'utilizzare materiali compositi e combinare polimeri con nanoparticelle inorganiche. Le nanoparticelle possono migliorare la resistenza all'abrasione e la stabilità termica, rendendo il rivestimento più durevole anche in condizioni di utilizzo intensivo. Inoltre, la ricerca ispirata dalla natura, che prende spunto da fenomeni come le ali delle farfalle o la pelle dei pesci, sta portando allo sviluppo di nuove superfici che combinano proprietà autopulenti, anti-gelo e anti-batteriche. Queste superfici multifunzionali potrebbero aprire la strada a una nuova generazione di rivestimenti intelligenti in grado di adattarsi alle condizioni ambientali e fornire una protezione su misura. Un'altra direzione di ricerca promettente riguarda l'uso di materiali eco-compatibili per la produzione di rivestimenti idrofobici. La crescente attenzione all'ambiente spinge i ricercatori a sviluppare polimeri e metodi di sintesi che siano meno dannosi per l'ecosistema, mantenendo al contempo le prestazioni desiderate. Questo potrebbe portare a soluzioni sostenibili che riducono l'impatto ambientale senza compromettere le prestazioni del materiale. Conclusioni I polimeri idrofobici e super-idrofobici rappresentano un'innovazione di grande interesse nel campo dei materiali avanzati. La capacità di rendere le superfici impermeabili e autopulenti apre nuove possibilità in numerosi settori industriali, dalla produzione tessile all'industria aerospaziale. Nonostante le sfide legate alla durata e alla resistenza dei rivestimenti, le prospettive per il futuro sono promettenti, grazie all'evoluzione continua delle tecnologie e a un approccio sempre più bioispirato. La combinazione di soluzioni innovative per migliorare la durata e la sostenibilità ambientale contribuirà a rendere questi rivestimenti sempre più accessibili e versatili, favorendo la loro adozione su larga scala. L'adozione di materiali idrofobici e super-idrofobici in ambito industriale potrebbe anche rivoluzionare la manutenzione delle superfici, riducendo la necessità di interventi periodici e migliorando l'efficienza operativa. Con il progresso continuo delle tecniche di nano-strutturazione e l'integrazione di nuovi materiali, ci aspettiamo che questi rivestimenti diventino sempre più sofisticati, offrendo non solo proprietà idrofobiche, ma anche resistenza chimica, protezione dai raggi UV e capacità di autoriparazione. Questo ampio spettro di funzionalità trasformerà il modo in cui concepiamo le superfici, rendendole sempre più adattabili e performanti.© Riproduzione Vietata Fonti Barthlott, W., & Neinhuis, C. (1997). Purity of the sacred lotus, or escape from contamination in biological surfaces. Planta, 202(1), 1-8. Marmur, A. (2004). The lotus effect: Superhydrophobicity and metastability. Langmuir, 20(9), 3517-3519. Gao, L., & McCarthy, T. J. (2006). Contact angle hysteresis explained. Langmuir, 22(14), 6234-6237. Nosonovsky, M., & Bhushan, B. (2007). Hierarchical roughness and wetting of engineering surfaces. Microsystem Technologies, 13(3-4), 357-364. Zhang, X., Shi, F., Niu, J., Jiang, Y., & Wang, Z. (2008). Superhydrophobic surfaces: From structural control to functional application. Journal of Materials Chemistry, 18(6), 621-633.
SCOPRI DI PIU' Plastica da Post Consumo: Raccolta, Riciclo e Riuso
Plastica da Post Consumo: Raccolta, Riciclo e RiusoPlastica da Post Consumo: Raccolta, Riciclo e Riusodi Marco ArezioLa plastica riciclata da post consumo e i polimeri in plastica riciclata che derivano dalla raccolta differenziata dei rifiuti domestici sono una conquista, relativamente recente, in un mondo che si muove verso la circolarità dei beni e delle risorse. Nell’ambito dell’economia circolare, quell’area di interesse che riguarda lo studio e l’applicazione di metodi, sistemi produttivi e legislativi, atti a riciclare i prodotti a fine vita, la plastica è sicuramente un attore primario della raccolta, lavorazione e riuso. La plastica riciclata si definisce da post consumo quando il prodotto, sotto forma di imballo o di oggetto finito, esaurisce il compito per cui viene prodotto e viene conferito, attraverso la raccolta differenziata, agli impianti di riciclo meccanici, per creare nuova materia prima in una sorta di circolarità continua. In Italia la raccolta dei rifiuti da post consumo e la loro selezione di base è affidata, prevalentemente, a consorzi nazionali, quali il Corepla per gli imballi come l’HDPE, il PP, l’LDPE, il PET e il PS, il Coripet per i soli imballi in PET e il Conip per gli imballi rigidi dal settore ortofrutticolo, solo per citarne alcuni. Ma ogni paese, in cui la raccolta differenziata è normata e organizzata, ha la propria o le proprie struttura di raccolta nazionali.Tra i prodotti più raccolti e riciclati troviamo:• LDPE, polietilene a bassa densità, che viene dalla raccolta degli imballi flessibili, come i sacchetti, i film da imballo, i teli da copertura e gli imballi rigidi come possono essere i vasi dei fiori. • HDPE, polietilene ad alta densità, che viene principalmente dalla raccolta dei flaconi dei detersivi e delle taniche per i liquidi. • PP, polipropilene, che deriva da imballi flessibili come i film per il packaging ma anche da imballi rigidi come cassette, paraurti, giochi, sedie, tavoli, prodotti per l’edilizia, come tubi, sifoni, griglie, vespai, piastrelle, secchi. • PS, Polistirolo, che proviene dagli imballi per il packaging, dai vasi e da molti articoli per l’edilizia e il settore elettrico, come prese per la corrente, quadri elettrici. • PET, polietilene tereftalato, nella plastica da post consumo è principalmente espresso dalle bottiglie dell’acqua minerale e delle bibite. La lavorazione degli imballi in plastica post consumo comporta la conoscenza approfondita della filiera della raccolta, dei sistemi di riciclo industriale del rifiuto e dell’applicazione della materia prima che ne deriva per la realizzazione di nuovi prodotti. La raccolta differenziata dei materiali plastici, ma anche degli altri prodotti raccolti, come il vetro, i metalli, il legno, la carta, la gomma contribuiscono in modo determinante alla riduzione dell’impronta carbonica, a regolare la gestione dei rifiuti in modo che non vadano dispersi nell’ambiente e a risparmiare le materie prime che diversamente dovrebbero essere estratte dal pianeta. Raccogliere i rifiuti, riciclarli, creare nuove materie prime dagli scarti, produrre nuovi prodotti attraverso la circolarità del sistema di produzione e di consumo è una delle chiavi, ma non la sola, che permette la progettazione di un mondo migliore. Una filiera di grande importanza, anche a livello economico, che contribuisce in modo attivo ai bilanci degli stati, a dare lavoro e a creare un’importante sostenibilità tra l’uomo e la natura. Una filiera che contempla non solo la produzione di materie prime ricavate dai rifiuti, ma anche l’industria della macchine e degli stampi per la produzione e il suo controllo, i produttori di oggetti finiti fatti in plastica riciclata, di società di servizi, di trasporto, gli enti di ricerca e molto altro. Categoria: notizie - tecnica - plastica - riciclo - post consumo . produzione
SCOPRI DI PIU' Polimero con Talina: La Rivoluzione nella Resistenza agli Urti
Polimero con Talina: La Rivoluzione nella Resistenza agli UrtiL'integrazione della talina nei polimeri offre una nuova frontiera nei materiali ad alte prestazioni, migliorando la resistenza agli urtidi Marco ArezioNegli ultimi anni, la ricerca sui materiali ha fatto passi da gigante, portando alla scoperta di nuove tecnologie in grado di migliorare significativamente le proprietà dei polimeri. Una di queste innovazioni è rappresentata dall'integrazione della talina nei polimeri, che ha dimostrato di aumentare notevolmente la resistenza agli urti. Questo articolo esplora in profondità questa tecnologia emergente, analizzando le sue caratteristiche, le applicazioni e gli studi scientifici che ne supportano l'efficacia.La Magia della Talina La talina è un minerale naturale che appartiene al gruppo dei silicati. È noto per la sua struttura lamellare e per le sue proprietà uniche, come la resistenza al calore, la capacità lubrificante e la non reattività chimica. Queste caratteristiche hanno reso la talina un materiale di interesse in vari settori, ma è solo di recente che i ricercatori hanno iniziato a esplorare il suo potenziale nei polimeri. Proprietà della Talina La talina è principalmente composta da silicato di magnesio idrato. La sua struttura stratificata permette una facile scorrevolezza tra gli strati, conferendo al materiale un effetto lubrificante naturale. Inoltre, può resistere a temperature elevate senza degradarsi, il che la rende ideale per applicazioni che richiedono stabilità termica. La sua inerzia chimica garantisce che non reagisca con la maggior parte dei composti chimici, mantenendo intatte le proprietà del materiale composito. L'Integrazione nei Polimeri La combinazione di talina e polimeri ha dato vita a materiali con proprietà meccaniche superiori. Questo processo prevede la dispersione di particelle di talina all'interno della matrice polimerica, creando un materiale composito con caratteristiche migliorate. Tecniche di Integrazione Esistono diverse tecniche per integrare la talina nei polimeri. La miscelazione a fusione è una delle più comuni, in cui la talina viene miscelata con il polimero fuso per garantire una distribuzione uniforme delle particelle. La polimerizzazione in situ è un'altra tecnica, dove la talina viene aggiunta durante il processo di polimerizzazione, permettendo una migliore interazione tra la matrice polimerica e le particelle di talina. Infine, il compounding utilizza estrusori per combinare la talina con polimeri in forma granulare, migliorando la dispersione e l'adesione tra le componenti.Effetti sulla Resistenza agli Urti L'inclusione della talina nei polimeri ha dimostrato di aumentare significativamente la resistenza agli urti del materiale composito. Questo miglioramento è dovuto a diversi fattori, tra cui l'aumento della durezza, l'assorbimento dell'energia d'urto e il rafforzamento della matrice polimerica. Le particelle di talina aumentano la durezza complessiva del materiale, rendendolo più resistente agli impatti. La struttura lamellare della talina consente un migliore assorbimento e distribuzione dell'energia d'urto, riducendo il rischio di fratture. Inoltre, agiscono come rinforzo all'interno del polimero, migliorandone la robustezza e la durata.Applicazioni dei Polimeri con Talina Grazie alle loro migliorate proprietà meccaniche, i polimeri con talina trovano applicazione in diversi settori industriali. Industria Automobilistica Nell'industria automobilistica, la resistenza agli urti è una caratteristica cruciale per la sicurezza e la durabilità dei veicoli. I polimeri con talina sono utilizzati per la produzione di paraurti, cruscotti e altri componenti interni che devono resistere a impatti elevati senza deformarsi o rompersi. Studi recenti hanno dimostrato che l'uso di polimeri rinforzati con talina può aumentare la resistenza agli urti dei componenti automobilistici del 30% rispetto ai materiali convenzionali.Settore Aerospaziale L'industria aerospaziale richiede materiali leggeri ma resistenti, capaci di sopportare le estreme condizioni di volo. I polimeri con talina offrono una combinazione ideale di leggerezza e resistenza, risultando in componenti più sicuri e affidabili. La NASA e altre agenzie spaziali stanno attualmente conducendo ricerche sull'uso di questi materiali nei satelliti e nelle strutture dei razzi, con risultati preliminari molto promettenti. Elettronica e Dispositivi di Consumo Nel settore dell'elettronica, la resistenza agli urti è essenziale per proteggere i dispositivi durante l'uso quotidiano. I polimeri con talina vengono utilizzati in custodie per smartphone, laptop e altri dispositivi portatili, garantendo una maggiore protezione contro cadute e urti accidentali. Un recente studio pubblicato su "Journal of Applied Polymer Science" ha evidenziato che l'aggiunta di talina ai polimeri utilizzati nelle custodie per smartphone può ridurre i danni da caduta del 40%.Impatti sul Mercato e Sostenibilità L'adozione di polimeri con talina ha anche implicazioni significative per il mercato e la sostenibilità ambientale. Competitività di Mercato L'introduzione di polimeri ad alta resistenza agli urti ha aumentato la competitività delle aziende che adottano questa tecnologia. La capacità di offrire prodotti più duraturi e sicuri rappresenta un vantaggio competitivo significativo, specialmente in settori dove la resistenza agli urti è un fattore determinante per la scelta del consumatore. Aziende leader come BASF e Dow Chemical stanno investendo massicciamente in questa tecnologia, prevedendo una crescita significativa del mercato nei prossimi anni.Sostenibilità Ambientale L'integrazione della talina nei polimeri può contribuire a migliorare la sostenibilità dei prodotti. La talina è un minerale abbondante e a basso costo, e l'uso di materiali compositi più resistenti può ridurre la necessità di sostituzioni frequenti, diminuendo così l'impatto ambientale complessivo. Inoltre, i processi di produzione dei polimeri con talina possono essere ottimizzati per minimizzare gli sprechi e l'uso di energia. Uno studio del 2023 condotto dall'Università di Cambridge ha dimostrato che l'uso di talina nei polimeri può ridurre le emissioni di CO2 del 20% rispetto ai polimeri tradizionali.Problemi e Prospettive Future Nonostante i numerosi vantaggi, l'integrazione della talina nei polimeri presenta alcune problematiche tecniche e di mercato. Problemi Tecnici La dispersione uniforme della talina all'interno della matrice polimerica è cruciale per ottenere le proprietà desiderate. Questo richiede tecniche di produzione avanzate e un controllo preciso dei parametri di processo. Inoltre, l'adesione tra le particelle di talina e la matrice polimerica deve essere ottimizzata per massimizzare i benefici meccanici. La ricerca in corso presso il MIT sta esplorando nuovi metodi di dispersione della talina per migliorare ulteriormente queste proprietà. Adozione di Mercato L'adozione su larga scala dei polimeri con talina dipende dalla disponibilità di infrastrutture produttive adeguate e dalla sensibilizzazione del mercato sui benefici di questi materiali. Le aziende devono investire in ricerca e sviluppo per migliorare ulteriormente le proprietà dei polimeri con talina e ridurre i costi di produzione. Tuttavia, con il crescente interesse per materiali sostenibili e ad alte prestazioni, le prospettive per l'adozione di questi polimeri sono molto positive.Prospettive Future Il futuro dei polimeri con talina appare promettente, con potenziali applicazioni in nuovi settori e miglioramenti continui nelle tecnologie di produzione. La ricerca continua può portare a scoperte ancora più innovative, come la combinazione della talina con altri nanomateriali per creare compositi con proprietà meccaniche e funzionali senza precedenti. Gli studi in corso presso l'Università di Tokyo stanno investigando l'uso di talina in combinazione con grafene per creare materiali super resistenti e leggeri. Conclusioni Il polimero con talina rappresenta una delle innovazioni più significative nel campo dei materiali ad alta resistenza agli urti. Grazie alle sue eccezionali proprietà meccaniche e alla sua versatilità applicativa, questo materiale ha il potenziale per rivoluzionare numerosi settori industriali, dalla produzione automobilistica all'elettronica di consumo. Nonostante le sfide tecniche e di mercato, le prospettive future sono estremamente positive, con continue ricerche che promettono di svelare ulteriori miglioramenti e nuove applicazioni per i polimeri con talina.© Riproduzione Vietata
SCOPRI DI PIU' Ciclo di Vita e Applicazioni Sostenibili dell'EPDM Riciclato
Ciclo di Vita e Applicazioni Sostenibili dell'EPDM RiciclatoAnalisi sulla Produzione, Utilizzo e Strategie di Riciclo nel Settore dei Teli e delle Barriere Impermeabili di Marco ArezioIl presente articolo esplora il ciclo di vita del telo in EPDM (Etilene Propilene Diene Monomero) riciclato, mettendo in evidenza i processi di produzione, le principali applicazioni e le strategie per il suo ulteriore riciclo. L'obiettivo è valutare l'impatto ambientale del materiale e le sue potenzialità nel contesto dell'economia circolare.Caratteristiche e Produzione dell'EPDM Riciclato L'Etilene Propilene Diene Monomero (EPDM) è un elastomero termoplastico ampiamente impiegato in vari settori industriali grazie alle sue notevoli proprietà di resistenza all'invecchiamento, agli agenti atmosferici, agli UV e a numerosi prodotti chimici. Questo polimero si distingue per la sua versatilità e durabilità, che lo rendono ideale per applicazioni esterne, in particolare in condizioni ambientali estreme.Composizione e Proprietà dell'EPDM Il polimero EPDM è un terpolimero di etilene, propilene e un diene che consente la vulcanizzazione con zolfo. La struttura molecolare unica dell'EPDM gli conferisce eccellenti proprietà fisiche, tra cui una notevole resistenza alle variazioni termiche, mantenendo la sua flessibilità a temperature molto basse e resistendo efficacemente al calore e al vapore acqueo. Tali proprietà rendono l'EPDM particolarmente efficace per applicazioni come guarnizioni, isolamenti, coperture per tetti e membrane impermeabilizzanti.Processi di Riciclo dell'EPDMNonostante l'EPDM abbia una lunga durata, alla fine del suo ciclo di vita può essere trasformato e riciclato attraverso vari processi che mirano a ridurre l'impatto ambientale e promuovere l'uso sostenibile delle risorse. Riciclo meccanico: Questo è il metodo più comune per il riciclo dell'EPDM. Il materiale viene raccolto, pulito e sminuzzato in granuli o polveri. Questi possono essere riutilizzati per produrre nuovi articoli di gomma, compresi altri teli in EPDM, mattonelle per pavimenti, o come aggregato in applicazioni di costruzione. Il processo meccanico è preferito per la sua semplicità e costo relativamente basso, ma può comportare una certa perdita di proprietà meccaniche nel materiale riciclato. Riciclo chimico: Anche se più costoso e tecnologicamente avanzato, il riciclo chimico offre il vantaggio di poter recuperare monomeri puri che possono essere reintegrati nella produzione di nuovi polimeri. Questo processo implica l'uso di solventi o catalizzatori chimici per spezzare i legami polimerici dell'EPDM, trasformandolo in materiali più semplici che possono essere facilmente rigenerati. Riciclo energetico: In alcune circostanze, quando il riciclo materiale non è praticabile, l'EPDM può essere utilizzato come combustibile per la produzione di energia. La combustione di EPDM produce una quantità significativa di energia, ma questa pratica è meno favorevole dal punto di vista ambientale e viene generalmente considerata come ultima opzione.Produzione di Teli in EPDM Riciclato Il processo di produzione di teli in EPDM riciclato inizia con la selezione e la preparazione del materiale riciclato, che viene pulito per rimuovere contaminanti e poi triturato. Il materiale viene quindi miscelato con un certo quantitativo di EPDM vergine e vari additivi, come antiossidanti e agenti vulcanizzanti, per garantire che il telo finale possieda le qualità richieste. Il composto ottenuto è successivamente processato attraverso calandre per formare teli. Questi vengono poi vulcanizzati, un processo in cui il materiale viene riscaldato in presenza di zolfo per formare legami incrociati che migliorano le proprietà elastiche e meccaniche del prodotto finale. La produzione di teli in EPDM riciclato non solo contribuisce a ridurre i rifiuti e l'uso di risorse vergini, ma rappresenta anche un'eccellente opportunità per promuovere pratiche industriali più sostenibili. Attraverso l'adozione di processi di riciclo e produzione responsabili, è possibile ottenere un significativo impatto ambientale positivo, riducendo l'impronta di carbonio e promuovendo l'economia circolare nel settore dei materiali sintetici.Applicazioni del Telo in EPDM Riciclato Il telo in EPDM riciclato, grazie alle sue proprietà di durabilità e resistenza agli agenti atmosferici, trova numerose applicazioni in vari settori industriali, contribuendo a promuovere una gestione più sostenibile delle risorse. Questo capitolo esplora le principali applicazioni industriali del telo in EPDM riciclato, evidenziando i vantaggi specifici e presentando alcuni studi di caso significativi.Applicazioni in Edilizia e nell'Ingegneria CivileEdilizia: Nel settore edilizio, il telo in EPDM riciclato è largamente utilizzato per le sue eccellenti proprietà di impermeabilizzazione. Viene impiegato come membrana per tetti piani o leggermente inclinati, offrendo una soluzione duratura e resistente agli UV e alle intemperie. Inoltre, è usato come barriera anti-radice in giardini pensili e come rivestimento per stagni artificiali e piscine, garantendo l'isolamento e la protezione contro le perdite.Ingegneria civile: L'EPDM riciclato trova impiego anche in progetti di ingegneria civile, come nella costruzione di barriere per il controllo dell'erosione e nel rivestimento di canali e bacini idrici. Le sue proprietà meccaniche garantiscono durabilità e resistenza, essenziali in applicazioni che richiedono una lunga durata e minimi interventi di manutenzione.Vantaggi Specifici L'impiego di EPDM riciclato porta con sé numerosi benefici, sia economici che ambientali: Sostenibilità: Utilizzare EPDM riciclato riduce la quantità di rifiuti destinati alle discariche e la dipendenza da risorse non rinnovabili. Questo non solo aiuta a conservare le risorse naturali ma anche a ridurre l'emissione di gas serra durante la produzione di nuovi materiali. Costo-Efficacia: Il riciclo dell'EPDM può ridurre significativamente i costi di produzione. I materiali riciclati sono generalmente meno costosi rispetto alle loro controparti vergini, rendendo il prodotto finale più accessibile e competitivo sul mercato. Performance: Nonostante sia riciclato, il telo in EPDM mantiene eccellenti proprietà fisiche e meccaniche, rendendolo adeguato per applicazioni che richiedono resistenza e durabilità. Questo assicura che l'uso di materiali riciclati non comprometta la qualità o l'efficacia del prodotto finale.Riciclo e Vita Futura dell'EPDM Riciclato Il ciclo di vita dell'EPDM riciclato non termina con la sua prima o seconda applicazione; le opportunità per ulteriori ricicli o altre forme di riutilizzo continuano a espandere il potenziale di questo materiale versatile. Questo capitolo esplora le opzioni di fine vita per l'EPDM riciclato, esamina le barriere al riciclo e discute le prospettive future che possono influenzare il suo uso sostenibile.Opzioni a Fine Vita del Telo in EPDMRi-riciclo: L'EPDM riciclato può essere sottoposto a processi di riciclo ripetuti, mantenendo una qualità accettabile per diverse applicazioni. Tuttavia, ogni ciclo di riciclo può potenzialmente degradare alcune delle proprietà fisiche del materiale, il che può limitare l'uso finale dei prodotti di riciclo. Innovazioni nel trattamento e nella preparazione del materiale possono estendere la vita utile dell'EPDM riciclato, consentendo una maggiore reintroduzione nel ciclo produttivo. Upcycling: Trasformare l'EPDM usato in prodotti di valore superiore è un'opzione intrigante. Ad esempio, l'EPDM riciclato può essere trasformato in compositi di alta qualità per applicazioni in settori tecnologicamente avanzati, come componenti per veicoli elettrici o infrastrutture intelligenti, dove le sue proprietà di isolamento e durabilità sono particolarmente preziose. Downcycling: In molti casi, l'EPDM riciclato viene utilizzato per produrre materiali che richiedono meno prestazioni rispetto all'applicazione originale, come sottofondi per pavimentazioni o materiali di riempimento per costruzioni. Questo permette di sfruttare materiali altrimenti destinati allo smaltimento, anche se non valorizza pienamente il potenziale del polimero.Barriere al Riciclo del Telo in EPDMIl riciclo dell'EPDM riciclato si scontra con diverse problematiche, che possono variare da aspetti tecnici a questioni economiche e regolamentari: Tecnologia: I processi di riciclo per l'EPDM possono essere complessi e costosi, specialmente il riciclo chimico, che richiede investimenti significativi in ricerca e sviluppo per migliorare l'efficienza e ridurre i costi. Economia: La raccolta e il trattamento dell'EPDM post-consumo possono essere economicamente svantaggiosi senza incentivi adeguati. La variabilità dei prezzi del petrolio può anche influenzare la competitività dell'EPDM riciclato rispetto a quello vergine. Normative: Le leggi e le politiche ambientali possono sia favorire sia ostacolare il riciclo dell'EPDM. Le normative che impongono standard rigorosi per i materiali riciclati possono limitare l'uso di EPDM riciclato in certe applicazioni, mentre incentivi per pratiche di produzione sostenibile possono promuovere il suo uso.Prospettive Future per il Riciclo del Telo in EPDMLe tendenze attuali e le innovazioni future giocano un ruolo cruciale nel determinare il ruolo dell'EPDM riciclato nell'economia circolare: Innovazione Tecnologica: Sviluppi nei metodi di riciclo chimico potrebbero migliorare l'efficienza del processo e la qualità del materiale riciclato, rendendo l'EPDM riciclato più competitivo. La ricerca in catalizzatori più efficaci e processi meno energivori è fondamentale. Tendenze di Mercato: Con una crescente consapevolezza ambientale e una spinta verso la sostenibilità, la domanda per materiali riciclati è destinata ad aumentare. Questo potrebbe incentivare ulteriori investimenti in tecnologie di riciclo e aumentare la scala di produzione per l'EPDM riciclato. Politiche Ambientali: Le politiche governative che impongono l'utilizzo di materiali riciclati e offrono incentivi finanziari per il riciclo possono spingere le industrie a adottare pratiche più sostenibili. Concludendo, l'EPDM riciclato possiede un potenziale significativo per contribuire a un'economia più circolare e sostenibile. Superare le sfide tecniche ed economiche e sfruttare le opportunità emergenti sarà fondamentale per il suo futuro impiego e per la sua accettazione su scala più ampia nel panorama industriale globale.
SCOPRI DI PIU' Studio dei Process Oils da Fonti Rinnovabili e la loro Compatibilità con Gomme Sintetiche
Studio dei Process Oils da Fonti Rinnovabili e la loro Compatibilità con Gomme SinteticheUn’analisi tecnica sulle alternative sostenibili agli oli minerali nell’industria della gommadi Marco ArezioNell’industria della gomma sintetica, i process oils rappresentano un elemento invisibile ma decisivo. Questi oli non si limitano a rendere i compound più lavorabili: ne condizionano le proprietà dinamiche, la resistenza meccanica e persino la sostenibilità ambientale. Per lungo tempo, la produzione ha fatto affidamento quasi esclusivamente su derivati del petrolio, in particolare oli aromatici e paraffinici, la cui efficacia è stata comprovata da decenni di utilizzo. Tuttavia, le normative europee, unite alla crescente sensibilità ecologica, hanno spinto verso un ripensamento strutturale del settore. Da qui nasce l’interesse per i process oils di origine rinnovabile, derivati da oli vegetali o da biomasse, che promettono di unire compatibilità tecnica e responsabilità ambientale. Caratteristiche dei process oils tradizionali Gli oli minerali impiegati come plasticizzanti e fluidificanti hanno da sempre garantito un’ottima processabilità dei compound e una buona interazione con elastomeri come SBR, BR, NBR ed EPDM. Il loro ruolo consiste principalmente nel ridurre la viscosità durante la miscelazione, favorire la dispersione di filler rinforzanti e modulare le proprietà meccaniche del prodotto finale. Tuttavia, la presenza di composti policiclici aromatici (PAH), ritenuti tossici e regolamentati dalle direttive europee, ha reso urgente il ricorso a soluzioni più sicure e meno impattanti. Il passaggio da una base fossile a una bio-based non è quindi soltanto un miglioramento tecnologico, ma anche una risposta necessaria a vincoli ambientali e normativi. Origine e tipologie di process oils da fonti rinnovabili Le ricerche accademiche degli ultimi anni hanno esplorato numerose fonti per la produzione di oli alternativi. Gli oli vegetali naturali, come quelli di soia, colza, palma o girasole, costituiscono il gruppo più immediatamente disponibile. Accanto a essi, si collocano gli esteri sintetici derivati da acidi grassi, ottenuti attraverso processi di transesterificazione, capaci di garantire maggiore stabilità termica. In fase sperimentale troviamo i derivati dalla lignina o da oli pirolitici di biomassa, insieme ai plasticizzanti prodotti a partire da sottoprodotti agro-industriali come glicerolo o acido citrico. La caratteristica comune a tutti questi oli è la loro rinnovabilità e biodegradabilità, ma la sfida rimane il raggiungimento di prestazioni comparabili, in termini di durabilità e compatibilità, a quelle offerte dai corrispettivi fossili. Compatibilità con gomme sintetiche La compatibilità di un olio con un elastomero dipende in larga parte dalla polarità delle molecole e dalla capacità di interazione con la catena polimerica. Le prove di laboratorio hanno evidenziato come gli esteri a bassa polarità derivati da oli vegetali siano efficaci con gomme a base idrocarburica, come SBR e BR. Nei compound EPDM, oli idrogenati e a catena lunga hanno migliorato le prestazioni dinamiche riducendo l’isteresi. Per elastomeri più polari, come l’NBR, si sono rivelati più adatti esteri di acidi grassi funzionalizzati, in grado di interagire con i gruppi nitrilici e migliorare la resistenza all’olio. La compatibilità non è quindi uniforme, ma varia a seconda della natura chimica dell’elastomero e del grado di polarità del plasticizzante. Proprietà meccaniche e reologiche Un aspetto centrale riguarda le proprietà che i process oils trasmettono al compound. Gli oli rinnovabili riducono la viscosità Mooney in misura simile agli oli minerali, rendendo i compound processabili senza compromessi significativi. Le prove meccaniche hanno dimostrato che l’elasticità e la resistenza alla trazione rimangono comparabili, mentre alcuni esteri funzionalizzati hanno persino migliorato la resistenza alla lacerazione. In applicazioni come i pneumatici, si è osservato un effetto positivo sulla riduzione della resistenza al rotolamento, che si traduce in maggiore efficienza energetica. I dati sperimentali confermano dunque che la sostituzione di oli fossili con alternative rinnovabili non comporta necessariamente un decadimento delle prestazioni, anzi in alcuni casi porta a benefici misurabili. Stabilità termica e ossidativa Se le prestazioni reologiche e meccaniche appaiono promettenti, la stabilità rappresenta ancora un punto critico. Gli oli vegetali naturali, caratterizzati da catene insature, sono particolarmente vulnerabili all’ossidazione, fenomeno che può portare a indurimento del materiale e riduzione della vita utile del prodotto. Per ovviare a questo problema, si ricorre a modifiche chimiche mirate: idrogenazione parziale per saturare i doppi legami, epossidazione per incrementare la resistenza termica o processi di esterificazione per stabilizzare la molecola. Parallelamente, l’aggiunta di pacchetti antiossidanti specifici permette di prolungare la durata e di assicurare prestazioni costanti nel tempo. La ricerca scientifica è oggi orientata proprio a rafforzare questi aspetti, così da colmare il divario con gli oli minerali convenzionali. Implicazioni ambientali e industriali Sul piano ambientale, l’introduzione di process oils bio-based rappresenta un passo avanti significativo. La ridotta tossicità, la biodegradabilità e la possibilità di provenire da sottoprodotti industriali conferiscono a questi oli un profilo ecologico superiore rispetto ai derivati fossili. Tuttavia, l’analisi non può fermarsi al solo impatto diretto: occorre valutare il bilancio complessivo, considerando il consumo di suolo, l’uso di risorse idriche e il potenziale conflitto con la filiera alimentare. Per questo, la ricerca più avanzata guarda con interesse a oli ottenuti da colture non destinate all’alimentazione o da scarti agro-industriali, così da evitare competizioni indesiderate. Dal punto di vista industriale, l’adozione di process oils rinnovabili apre prospettive di lungo periodo: riduzione della dipendenza dalle fonti fossili, allineamento alle normative europee e possibilità di costruire catene del valore più resilienti. Conclusioni Il passaggio dai process oils di origine fossile a quelli derivati da fonti rinnovabili non è solo una tendenza, ma una necessità strategica. Le ricerche condotte in ambito accademico hanno già dimostrato la compatibilità con diversi elastomeri e l’efficacia in termini di lavorabilità e proprietà meccaniche. Rimangono aperte questioni cruciali, come la stabilità ossidativa e la standardizzazione industriale, ma le soluzioni sono in fase avanzata e promettono di rendere gli oli rinnovabili competitivi su larga scala. Nei prossimi anni, è prevedibile una crescente diffusione di queste alternative, con benefici sia per l’ambiente sia per l’industria, in un percorso che coniuga performance tecnica e sostenibilità.© Riproduzione Vietata
SCOPRI DI PIU' Come Viene Formato un Flacone in Plastica Riciclata
Come Viene Formato un Flacone in Plastica RiciclataEstrusione del polimero riciclato, formazione del parison, soffiaggio del flacone e distacco delle materozzedi Marco ArezioI flaconi dei prodotti per la pulizia della casa o per i liquidi industriali, realizzati in plastica riciclata, comprati abitualmente nei negozi, hanno avuto una grandissima diffusione negli ultimi anni, andando a sostituire progressivamente quelli in vetro e in metallo. Sono senza dubbio più leggeri, hanno un costo di produzione più basso e sono facilmente riciclabili con un impatto ambientale inferiore ad altri imballi per liquidi. Un flacone prodotto con la platica riciclata può essere prodotto, usato, riciclato e riusato per un numero elevato di volte con un consistente risparmio di materie prime naturali. Ma ci siamo mai chiesti come viene prodotto un flacone di detersivo in plastica? L’industria del riciclo ha fatto enormi passi avanti creando granuli in HDPE, il polimero principe per i flaconi dei prodotti liquidi per la pulizia della casa, sempre più performanti e puliti, che possono essere impiegati al 100% almeno fino ad un volume di 5 litri di prodotto. Questi polimeri provengono principalmente dal riciclo dei flaconi degli stessi detersivi, attraverso un attento lavoro di selezione del rifiuto raccolto e una serie di operazioni di miglioramento della materia prima seconda, che permette la creazione di un altro flacone dagli spessori di pochi micron. Per poter produrre un falcone in HDPE riciclato, oltre al polimero, dobbiamo disporre di un impianto di estrusione e soffiaggio dell’imballo. Questi impianti sono composti, in modo molto schematico, da un alimentatore in cui si metterà il polimero di HDPE in granuli, un estrusore che avrà il compito di sciogliere il granulo plastico creando un fuso modellabile, un filtro che avrà il compito, specialmente se si utilizza un HDPE riciclato da post consumo, di ridurre al massimo eventuali inquinanti presenti nel polimero ed infine uno stampo in cui avviene la formazione del flacone. Sorvolando sulla prima parte del processo di estrusione, argomento già trattato in un articolo precedente, vediamo cosa succede nel processo di produzione a valle dell’estrusione. L’HDPE fuso dall’estrusore sarà incanalato in un impianto atto alla produzione di una lingua di materiale plastico, detto parison, che costituirà la materia prima per il nostro futuro flacone. Una volta regolata la quantità di materiale che costituisce il parison, le due parti dello stampo si chiuderanno fra loro imprigionandolo. A questo punto verrà insufflata dell’aria all’interno del parison, che gonfierà il materiale sulle pareti dello stampo creando e raffreddando il flacone. La forza con cui viene immessa l’aria non è, generalmente, superiore a 10 Bar, permettendo una corretta formazione del prodotto all’interno dello stampo, ma la durata di soffiatura dipende dalla dimensione volumetrica del flacone da realizzare. Essendo questo processo il più lungo rispetto ai precedenti, è possibile ottimizzare le tempistiche utilizzando, per esempio, il ricambio dell’aria di soffiaggio per permettere una più veloce fase di raffreddamento del prodotto all’interno dello stampo. Come in tutte le operazioni di stampaggio, anche nella produzione dei flaconi è possibile che si creino delle materozze intorno al flacone grezzo, che un tempo venivano tolte a mano. Attualmente le soffiatrici dispongono di appostiti taglienti che, in modo automatico, rifilano le eccedenze di plastica presenti sui flaconi, velocizzando notevolmente il lavoro. Una volta formato il flacone, un nastro trasportatore lo indirizzerà ad un altro impianto di soffiatura automatico che avrà il compito, attraverso l’insufflazione di aria al suo interno, di verificare che non vi siano imperfezioni costruttive, come dei fori, che ne comprometterebbe la tenuta una volta riempiti di prodotto. Superata questa fase di controllo il flacone potrà essere idoneo alla successiva fase di riempimento con i detersivi o gli altri liquidi da commercializzare. Categoria: notizie - tecnica - plastica - riciclo - produzione - soffiaggio - flacone - HDPE
SCOPRI DI PIU'