- Cómo funciona una extrusora para materiales plásticos: fases internas y dinámica
- El comportamiento de la masa fundida en la extrusora: cómo afecta a la calidad del producto final
- Materiales plásticos reciclados: el papel de la extrusora en el procesamiento y cuestiones críticas
- Fases de extrusión y problemas comunes en el procesamiento de polímeros reciclados
- El funcionamiento del filtro en la extrusora: cómo evitar defectos en los polímeros
- La importancia de la preparación de la materia prima en el proceso de extrusión de plástico.
- El empuje mecánico del tornillo en la extrusora: cómo afecta a la fusión de los polímeros
- La extrusora de polímeros reciclados: cómo influyen la presión y el calor en la calidad del producto final
Extrusoras para plásticos: veamos qué sucede en el interior durante el funcionamiento
Para cualquiera que use o use extrusoras para plásticos, especialmente si utiliza polímeros reciclados, debe tener conocimiento del comportamiento de la masa fundida dentro del cilindro, de las fases de transformación de estado sólido a viscoso y de las implicaciones negativas que pueden surgir durante el procesamiento.
Estas implicaciones pueden generar defectos en el polímero que se está produciendo o en los artículos fabricados que están directamente conectados a la extrusora.
El artículo no debe estar dirigido a los empleados de producción, que probablemente conocen bien el comportamiento del polímero en tránsito en la extrusora, sino principalmente al personal de ventas de acabados. productos en plástico o polímeros reciclados.
Conocer las fases de producción y los problemas críticos que pueden representar, es un bagaje técnico que le permite resolver, de la manera más rápida y profesional posible, los problemas con los clientes sobre calidad.
Para hacer un discurso general podemos tomar en consideración los elementos que entran en juego para completar una fase de extrusión de materiales plásticos:
• La materia prima
• La extrusora
• El filtro
Materia prima
La materia prima, según el uso previsto de la extrusora, puede estar en forma de molido o gránulos.
En ambos casos, el material reciclado deberá haber pasado por los correctos tratamientos de selección, trituración, desferrización, lavado en cuba, lavado por centrifugado, secado (posible densificación para materiales ligeros).
Cuanto más bien se realicen las etapas preliminares que llevan el producto semielaborado a la extrusora, mejor será la calidad del producto que sale de ella, evitando el aumento de problemas en los productos terminados a realizar.
Cualquier fase preliminar no realizada correctamente tendrá consecuencias negativas durante la fusión del plástico dentro de la extrusora, que pueden ser impurezas representadas por plásticos rígidos que no se funden dentro la masa, degradación del material por selección incorrecta, presencia de partes metálicas por lavado descuidado o residuos de materiales elásticos no filtrables.
Cuanto mayor sea la calidad esperada para la fabricación del producto, mayor será la atención a utilizar en las fases de reciclaje del producto semielaborado, menor será la espesores a realizar sobre el producto acabado, por ejemplo una botella, cuanto más limpio y homogéneo debe ser el plástico.
Extrusor
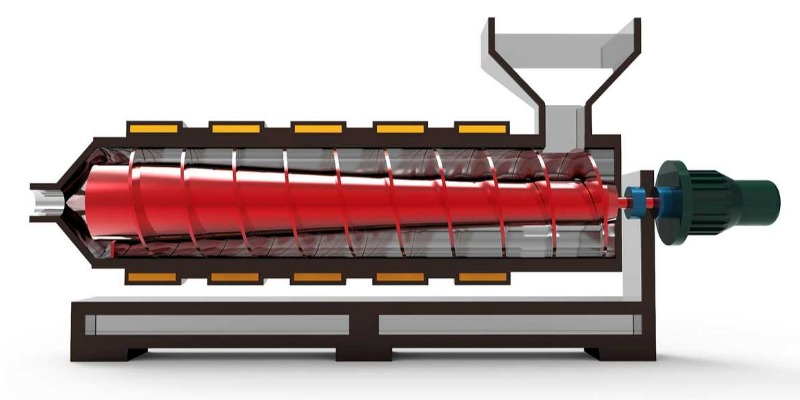
Una línea de extrusión, para no involucrarnos demasiado en el tecnicismo del tema, se compone de una tolva de entrada de materia prima, un cilindro de contención de polímero, uno o más tornillos de movimiento, un filtro (en la mayoría de los casos) y una cabeza final.
Hasta ahora, cada parte es visible e intuitiva en su trabajo, pero ¿qué sucede dentro de estas partes?
Empecemos por la tolva de carga de los polímeros que alimentarán la extrusora, una especie de gran embudo con el que alimentar la planta, ambos utilizando los polímeros debajo de la forma de bolas que de triturado o densificado.
El descenso de la materia prima dentro del cilindro normalmente ocurre por gravedad, por lo que el gránulo es atraído hacia la parte inferior del embudo en virtud de su propio peso, ofreciendo poca resistencia al deslizamiento.
No siempre ocurre lo mismo con los triturados y densificados, ya que tienen formas más angulosas y por su naturaleza tienden a agregarse, sobre todo si no están bien seco, creando algunas dificultades en el descenso.
Una vez que la materia prima llega a la boca del cilindro, entra en contacto con uno o más tornillos, formados por elementos helicoidales que tienen la finalidad de arrastrar el materia prima aún sólida a lo largo del cilindro y regresa a la cabeza, al final del camino, el plástico se derrite para hacer el producto o para crear los gránulos de plástico.
La zona de entrada del extrusor siempre se enfría con agua, para evitar que el calor generado por las resistencias que calientan el cilindro derrita el polímero que estaba estacionado en el área, cuando la extrusora está parada.
El polímero, caído de la tolva, se adhiere a las paredes entre las que se encuentra, las de la rosca, el núcleo del tornillo y el cilindro.
En este punto, los gránulos adheridos al tornillo giran con él y por lo tanto no pueden avanzar, mientras que los adheridos al cilindro son empujados hacia la salida de la cresta del tornillo. el hilo que toca y raspa la superficie del propio cilindro.
La conclusión es que cuanto más tienden los gránulos a adherirse al cilindro, y por lo tanto a no girar con el tornillo, mayor es el empuje hacia adelante que ejercen las roscas , que transfieren la fuerza impulsora del motor al polímero para empujarlo fuera del cilindro.
La máxima velocidad de avance del polímero será en contacto con el cilindro tanto para los gránulos, en alimentación, como para las moléculas de polímero después de la fusión , mientras que en las capas inferiores la velocidad irá disminuyendo progresivamente hasta ser nula en contacto con el corazón de la vid.
Una creencia común con respecto al trabajo de la extrusora es que las resistencias térmicas tienen el propósito de fundir la materia prima, sólida, a lo largo del camino por el cual la cilindro pasa a través de su salida en la cabeza.
Esto no es del todo cierto, ya que las resistencias intervienen principalmente en la fase inicial de contacto entre la materia prima que entra en la tolva con el tornillo sinfín. En la siguiente fase, la fuerza que el motor le da al tornillo, que al girar crea fricción entre la materia prima y el cilindro, genera el calor necesario para la fusión del material.
El comportamiento del volumen de la masa plástica en el interior del cilindro, en correspondencia con el tornillo, cambia a su paso por la extrusora. De hecho, desde que comienza la fusión, la cantidad de sólido que se encuentra entre los dos hilos es siempre menor que la que hay entre los dos hilos anteriores.
El avance del husillo está por lo tanto determinado, tanto por el empuje mecánico de las roscas del tornillo, como por la diferencia de presión que se crea en el interior del cilindro, facilitando el movimiento hacia el exterior. empuje del polímero fundido en virtud de una presión más baja.
El área de transporte de fusión puede adquirir mayor importancia cuando también se requiere que la extrusora funcione de manera diferente, además de la fusión, como mezclar el polímero. Para ello, se puede modificar la sección final del tornillo para mejorar el mezclado del extrusionado.
Filtrar
Al trabajar con polímeros reciclados no siempre se conoce la calidad de preparación de los gránulos que deben ingresar a la extrusora o de los triturados o densificados, por lo tanto, insertar en extruir un polímero reciclado sin tomar precauciones para realizar una operación de filtrado puede ser peligroso.
Antiguamente los filtros consistían en un disco perforado sobre el que se montaban mallas metálicas, que tenían como finalidad filtrar y eliminar las posibles impurezas presentes en la masa fundida. Las redes, en número y con diámetros de malla variables, se montaron al final del cilindro sobre bridas y proporcionaron una forma de mejorar la calidad del polímero.
Sin embargo, la presencia del filtro provoca un aumento de presión en el extremo del tornillo, igual a la caída de presión que se necesita para pasar la masa fundida a través del filtrar.
La variación de presión se debe a que a medida que se obstruyen las redes, aumenta la presión en el cabezal y, por tanto, sube el reflujo en el tornillo. El aumento de la presión hace que el tornillo demande más trabajo del motor para empujar la misma cantidad de material fuera de la matriz y, a medida que el aumento del trabajo del tornillo se transforma en calor transferido al polímero, la temperatura de fusión en la salida aumentará. ser mayor y la viscosidad menor que cuando no hay filtro.
El aumento de la temperatura durante períodos prolongados puede causar la degradación del polímero, con consecuencias negativas en la producción del producto. Y es por ello que hoy en día existen nuevos cambiadores de filtros automáticos que regulan esta delicada fase.
Traducción automática. Nos disculpamos por cualquier inexactitud. Artículo original en italiano.