




 Nel 1678 con Robert Hooke nasce la Strada per la Reologia dei Polimeri Plastici
Nel 1678 con Robert Hooke nasce la Strada per la Reologia dei Polimeri PlasticiRobert Hooke il precursore della reologia dei polimeridi Marco ArezioSebbene la reologia non sia un concetto applicabile solo alle materie plastiche e, quindi al mondo dei polimeri, ma spazi anche nel settore farmaceutico, alimentare, delle gomme e della ceramica, la reologia applicata ai polimeri plastici ha una componente importante nelle applicazioni di tutti i giorni.E’ evidente che nel 1678 non esistevano i polimeri plastici, ma la storia ci ha insegnato a fare tesoro degli studi e delle scoperte che uomini brillanti, come Robert Hooke, hanno realizzato nella loro vita e che, le conclusioni scientifiche da loro sperimentate, come la legge di Hook, inerente ai comportamenti elastici delle materie prime, ci accompagnano ancora oggi. Robert Hook nasce il 18 Luglio del 1635 in Inghilterra presso Freshwater, nell'Isola di Wight, da una famiglia di umili origini, dove il padre esercitava la sua professione come curato della locale parrocchia. Di salute cagionevole si dimostrò molto incline alla pittura tanto che, nel 1648, alla morte del padre, si trasferì a Londra e andò a lavorare come apprendista presso la bottega del pittore Peter Lely, frequentando comunque la scuola che lo portò nel 1653 all’università di Oxford. Nel 1662 fu assunto alla Royal Society con un ruolo inedito per l’epoca, in quanto fu il primo scienziato ad eseguire esperimenti tecnici con un regolare contratto di lavoro. Nel suo mansionario c’era il compito di eseguire settimanalmente degli esperimenti scientifici da mostrare durante le riunioni dei soci della Royal Society. La sua attività di ricerca e di sperimentazione lo portò al vertice della società scientifica in cui lavorava, ma si attrasse le invidie e le divergenze da parte di altri scienziati, uno tra questi fu Newton. Tra le molteplici attività scientifiche svolte, dimostrò il comportamento elastico della materia, coniando un insieme di teorie che sono racchiuse nella legge di Hook, a lui intitolata. Nel 1678 Hook arrivò a dimostrare che un corpo elastico, quale ad esempio una molla, subisce una deformazione direttamente proporzionale alla forza ad esso applicato. Nel corso degli anni successivi molti scienziati lavorarono, migliorarono e sperimentarono, nuovi concetti sul comportamento elastico della materia, come la legge di Newton sulla viscosità nel 1687, il concetto di viscoelasticità da James Clerk Maxwell nel 1868, l’effetto delle sollecitazioni composte dei materiali a cura di Ludwig Boltzmann nel 1878, fino ad arrivare nel 1920 quando viene fondata la società di reologia dagli scienziati Eugene C. Bingham, Wolfgang Ostwald, Ludwig Prandtl e Markus Reiner. Nel mondo odierno dei polimeri vergini e riciclati i comportamenti reologici sono di primaria importanza per poter realizzare ricette corrette, per trasformare le materie prime attraverso lo stampaggio, l’estrusione, il soffiaggio, la termoformatura e per creare articoli apprezzabili sia dal punto di vista estetico che meccanico. Categoria: notizie - tecnica - plastica - reologia - polimeri - storia
SCOPRI DI PIU'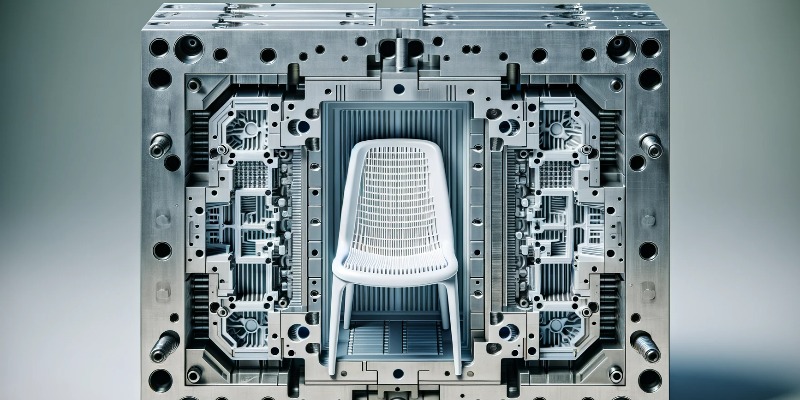 Ottimizzare la Qualità e l'Efficienza nella Progettazione di uno Stampo ad Iniezione per le Materie Plastiche
Ottimizzare la Qualità e l'Efficienza nella Progettazione di uno Stampo ad Iniezione per le Materie PlasticheStrategie e Consigli per Migliorare la Stampabilità e Ridurre i Difetti nei Processi Produttividi Marco ArezioLa progettazione di uno stampo ad iniezione per le materie plastiche riveste un ruolo cruciale nel garantire la qualità e l’efficienza del processo produttivo. Prima di avviare la produzione, è fondamentale considerare una serie di aspetti progettuali che possono migliorare la stampabilità dei pezzi e ridurre i difetti. In questo articolo esploreremo i principali fattori da tenere in considerazione per ottimizzare il processo di stampaggio a iniezione. Angolo di Spoglia e Raggi di Curvatura L’applicazione dell’angolo di spoglia e dei raggi di curvatura è uno degli aspetti più critici nella progettazione per lo stampaggio a iniezione. Un angolo di spoglia adeguato facilita l’espulsione dei pezzi dallo stampo, riducendo la possibilità di difetti come graffi e deformazioni. Si consiglia un angolo di spoglia minimo di 1 grado ogni 25 mm di profondità della cavità, variabile in base al materiale utilizzato e alle specifiche dello stampo. Inoltre, l’adozione di angoli arrotondati favorisce un flusso uniforme della resina plastica, minimizzando le deformazioni e i difetti estetici. Spessore di Parete e Alleggerimento delle Parti Il controllo dello spessore delle pareti è fondamentale per la qualità del pezzo finito. Uno spessore uniforme delle pareti assicura un flusso costante della resina durante lo stampaggio, evitando sollecitazioni eccessive che possono portare a deformazioni o rotture. L’introduzione di nervature di supporto può aiutare a mantenere la robustezza strutturale del pezzo riducendone al contempo il peso. Le transizioni graduali tra diverse geometrie sono essenziali per evitare accumuli di materiale e garantire una distribuzione omogenea della resina. Nucleo-Cavità e Sottosquadri L’adozione del metodo nucleo-cavità è una strategia efficace per ottimizzare il processo di stampaggio, riducendo i tempi e i costi. Questo approccio implica l’applicazione di un angolo di spoglia sia alle pareti esterne che interne dello stampo, garantendo uno spessore di parete costante. I sottosquadri esterni o l’uso di inserti possono facilitare l’espulsione dei pezzi, prevenendo danni allo stampo e migliorando la qualità complessiva del prodotto. Accessi e Perni dell’Espulsore La progettazione degli accessi e dei perni dell’espulsore è cruciale per un riempimento uniforme dello stampo e una corretta espulsione dei pezzi. La posizione degli accessi deve essere scelta con attenzione per minimizzare i residui superficiali e garantire un riempimento omogeneo. Tra le opzioni comuni, gli accessi a linguetta e i sub-gate offrono vantaggi specifici a seconda delle caratteristiche del pezzo. La scelta del tipo di accesso più appropriato deve essere basata sulle esigenze del progetto e sulle caratteristiche del materiale utilizzato. Ulteriori Dettagli Tecnici sullo Stampaggio ad Iniezione delle Materie Plastiche Approfondire alcuni aspetti tecnici può fornire una comprensione ancora maggiore delle best practice nella progettazione per lo stampaggio a iniezione. Materiali: La scelta del materiale è fondamentale. Polimeri diversi hanno proprietà uniche che influenzano il comportamento durante lo stampaggio. È essenziale selezionare il materiale giusto per garantire la compatibilità con il design dello stampo e le caratteristiche desiderate del prodotto finito. Temperatura di Stampaggio: La temperatura di stampaggio deve essere ottimizzata in base al tipo di resina utilizzata. Temperature troppo alte o troppo basse possono causare difetti quali bolle, linee di saldatura e deformazioni. Pressione di Iniezione: La pressione di iniezione deve essere adeguata per garantire un riempimento completo dello stampo senza causare eccessive sollecitazioni che potrebbero portare a rotture o deformazioni del pezzo. Tempi di Raffreddamento: I tempi di raffreddamento devono essere sufficienti per permettere alla resina di solidificarsi correttamente senza provocare ritiri o deformazioni. Un raffreddamento uniforme è essenziale per mantenere la qualità del pezzo. Considerazioni Finali sulla Progettazione di uno Stampo per le Materie Plastiche La progettazione di uno stampo a iniezione richiede una comprensione approfondita dei principi di ingegneria e dei processi di produzione. Ottimizzare il design dei pezzi non solo migliora la qualità e l’efficienza della produzione, ma può anche contribuire a ridurre i costi e i tempi di sviluppo. L’integrazione di queste considerazioni progettuali fin dalle prime fasi di sviluppo può portare a prodotti di alta qualità, minimizzando i difetti e migliorando la soddisfazione del cliente.
SCOPRI DI PIU' Ciclo di Vita e Applicazioni Sostenibili dell'EPDM Riciclato
Ciclo di Vita e Applicazioni Sostenibili dell'EPDM RiciclatoAnalisi sulla Produzione, Utilizzo e Strategie di Riciclo nel Settore dei Teli e delle Barriere Impermeabili di Marco ArezioIl presente articolo esplora il ciclo di vita del telo in EPDM (Etilene Propilene Diene Monomero) riciclato, mettendo in evidenza i processi di produzione, le principali applicazioni e le strategie per il suo ulteriore riciclo. L'obiettivo è valutare l'impatto ambientale del materiale e le sue potenzialità nel contesto dell'economia circolare.Caratteristiche e Produzione dell'EPDM Riciclato L'Etilene Propilene Diene Monomero (EPDM) è un elastomero termoplastico ampiamente impiegato in vari settori industriali grazie alle sue notevoli proprietà di resistenza all'invecchiamento, agli agenti atmosferici, agli UV e a numerosi prodotti chimici. Questo polimero si distingue per la sua versatilità e durabilità, che lo rendono ideale per applicazioni esterne, in particolare in condizioni ambientali estreme.Composizione e Proprietà dell'EPDM Il polimero EPDM è un terpolimero di etilene, propilene e un diene che consente la vulcanizzazione con zolfo. La struttura molecolare unica dell'EPDM gli conferisce eccellenti proprietà fisiche, tra cui una notevole resistenza alle variazioni termiche, mantenendo la sua flessibilità a temperature molto basse e resistendo efficacemente al calore e al vapore acqueo. Tali proprietà rendono l'EPDM particolarmente efficace per applicazioni come guarnizioni, isolamenti, coperture per tetti e membrane impermeabilizzanti.Processi di Riciclo dell'EPDMNonostante l'EPDM abbia una lunga durata, alla fine del suo ciclo di vita può essere trasformato e riciclato attraverso vari processi che mirano a ridurre l'impatto ambientale e promuovere l'uso sostenibile delle risorse. Riciclo meccanico: Questo è il metodo più comune per il riciclo dell'EPDM. Il materiale viene raccolto, pulito e sminuzzato in granuli o polveri. Questi possono essere riutilizzati per produrre nuovi articoli di gomma, compresi altri teli in EPDM, mattonelle per pavimenti, o come aggregato in applicazioni di costruzione. Il processo meccanico è preferito per la sua semplicità e costo relativamente basso, ma può comportare una certa perdita di proprietà meccaniche nel materiale riciclato. Riciclo chimico: Anche se più costoso e tecnologicamente avanzato, il riciclo chimico offre il vantaggio di poter recuperare monomeri puri che possono essere reintegrati nella produzione di nuovi polimeri. Questo processo implica l'uso di solventi o catalizzatori chimici per spezzare i legami polimerici dell'EPDM, trasformandolo in materiali più semplici che possono essere facilmente rigenerati. Riciclo energetico: In alcune circostanze, quando il riciclo materiale non è praticabile, l'EPDM può essere utilizzato come combustibile per la produzione di energia. La combustione di EPDM produce una quantità significativa di energia, ma questa pratica è meno favorevole dal punto di vista ambientale e viene generalmente considerata come ultima opzione.Produzione di Teli in EPDM Riciclato Il processo di produzione di teli in EPDM riciclato inizia con la selezione e la preparazione del materiale riciclato, che viene pulito per rimuovere contaminanti e poi triturato. Il materiale viene quindi miscelato con un certo quantitativo di EPDM vergine e vari additivi, come antiossidanti e agenti vulcanizzanti, per garantire che il telo finale possieda le qualità richieste. Il composto ottenuto è successivamente processato attraverso calandre per formare teli. Questi vengono poi vulcanizzati, un processo in cui il materiale viene riscaldato in presenza di zolfo per formare legami incrociati che migliorano le proprietà elastiche e meccaniche del prodotto finale. La produzione di teli in EPDM riciclato non solo contribuisce a ridurre i rifiuti e l'uso di risorse vergini, ma rappresenta anche un'eccellente opportunità per promuovere pratiche industriali più sostenibili. Attraverso l'adozione di processi di riciclo e produzione responsabili, è possibile ottenere un significativo impatto ambientale positivo, riducendo l'impronta di carbonio e promuovendo l'economia circolare nel settore dei materiali sintetici.Applicazioni del Telo in EPDM Riciclato Il telo in EPDM riciclato, grazie alle sue proprietà di durabilità e resistenza agli agenti atmosferici, trova numerose applicazioni in vari settori industriali, contribuendo a promuovere una gestione più sostenibile delle risorse. Questo capitolo esplora le principali applicazioni industriali del telo in EPDM riciclato, evidenziando i vantaggi specifici e presentando alcuni studi di caso significativi.Applicazioni in Edilizia e nell'Ingegneria CivileEdilizia: Nel settore edilizio, il telo in EPDM riciclato è largamente utilizzato per le sue eccellenti proprietà di impermeabilizzazione. Viene impiegato come membrana per tetti piani o leggermente inclinati, offrendo una soluzione duratura e resistente agli UV e alle intemperie. Inoltre, è usato come barriera anti-radice in giardini pensili e come rivestimento per stagni artificiali e piscine, garantendo l'isolamento e la protezione contro le perdite.Ingegneria civile: L'EPDM riciclato trova impiego anche in progetti di ingegneria civile, come nella costruzione di barriere per il controllo dell'erosione e nel rivestimento di canali e bacini idrici. Le sue proprietà meccaniche garantiscono durabilità e resistenza, essenziali in applicazioni che richiedono una lunga durata e minimi interventi di manutenzione.Vantaggi Specifici L'impiego di EPDM riciclato porta con sé numerosi benefici, sia economici che ambientali: Sostenibilità: Utilizzare EPDM riciclato riduce la quantità di rifiuti destinati alle discariche e la dipendenza da risorse non rinnovabili. Questo non solo aiuta a conservare le risorse naturali ma anche a ridurre l'emissione di gas serra durante la produzione di nuovi materiali. Costo-Efficacia: Il riciclo dell'EPDM può ridurre significativamente i costi di produzione. I materiali riciclati sono generalmente meno costosi rispetto alle loro controparti vergini, rendendo il prodotto finale più accessibile e competitivo sul mercato. Performance: Nonostante sia riciclato, il telo in EPDM mantiene eccellenti proprietà fisiche e meccaniche, rendendolo adeguato per applicazioni che richiedono resistenza e durabilità. Questo assicura che l'uso di materiali riciclati non comprometta la qualità o l'efficacia del prodotto finale.Riciclo e Vita Futura dell'EPDM Riciclato Il ciclo di vita dell'EPDM riciclato non termina con la sua prima o seconda applicazione; le opportunità per ulteriori ricicli o altre forme di riutilizzo continuano a espandere il potenziale di questo materiale versatile. Questo capitolo esplora le opzioni di fine vita per l'EPDM riciclato, esamina le barriere al riciclo e discute le prospettive future che possono influenzare il suo uso sostenibile.Opzioni a Fine Vita del Telo in EPDMRi-riciclo: L'EPDM riciclato può essere sottoposto a processi di riciclo ripetuti, mantenendo una qualità accettabile per diverse applicazioni. Tuttavia, ogni ciclo di riciclo può potenzialmente degradare alcune delle proprietà fisiche del materiale, il che può limitare l'uso finale dei prodotti di riciclo. Innovazioni nel trattamento e nella preparazione del materiale possono estendere la vita utile dell'EPDM riciclato, consentendo una maggiore reintroduzione nel ciclo produttivo. Upcycling: Trasformare l'EPDM usato in prodotti di valore superiore è un'opzione intrigante. Ad esempio, l'EPDM riciclato può essere trasformato in compositi di alta qualità per applicazioni in settori tecnologicamente avanzati, come componenti per veicoli elettrici o infrastrutture intelligenti, dove le sue proprietà di isolamento e durabilità sono particolarmente preziose. Downcycling: In molti casi, l'EPDM riciclato viene utilizzato per produrre materiali che richiedono meno prestazioni rispetto all'applicazione originale, come sottofondi per pavimentazioni o materiali di riempimento per costruzioni. Questo permette di sfruttare materiali altrimenti destinati allo smaltimento, anche se non valorizza pienamente il potenziale del polimero.Barriere al Riciclo del Telo in EPDMIl riciclo dell'EPDM riciclato si scontra con diverse problematiche, che possono variare da aspetti tecnici a questioni economiche e regolamentari: Tecnologia: I processi di riciclo per l'EPDM possono essere complessi e costosi, specialmente il riciclo chimico, che richiede investimenti significativi in ricerca e sviluppo per migliorare l'efficienza e ridurre i costi. Economia: La raccolta e il trattamento dell'EPDM post-consumo possono essere economicamente svantaggiosi senza incentivi adeguati. La variabilità dei prezzi del petrolio può anche influenzare la competitività dell'EPDM riciclato rispetto a quello vergine. Normative: Le leggi e le politiche ambientali possono sia favorire sia ostacolare il riciclo dell'EPDM. Le normative che impongono standard rigorosi per i materiali riciclati possono limitare l'uso di EPDM riciclato in certe applicazioni, mentre incentivi per pratiche di produzione sostenibile possono promuovere il suo uso.Prospettive Future per il Riciclo del Telo in EPDMLe tendenze attuali e le innovazioni future giocano un ruolo cruciale nel determinare il ruolo dell'EPDM riciclato nell'economia circolare: Innovazione Tecnologica: Sviluppi nei metodi di riciclo chimico potrebbero migliorare l'efficienza del processo e la qualità del materiale riciclato, rendendo l'EPDM riciclato più competitivo. La ricerca in catalizzatori più efficaci e processi meno energivori è fondamentale. Tendenze di Mercato: Con una crescente consapevolezza ambientale e una spinta verso la sostenibilità, la domanda per materiali riciclati è destinata ad aumentare. Questo potrebbe incentivare ulteriori investimenti in tecnologie di riciclo e aumentare la scala di produzione per l'EPDM riciclato. Politiche Ambientali: Le politiche governative che impongono l'utilizzo di materiali riciclati e offrono incentivi finanziari per il riciclo possono spingere le industrie a adottare pratiche più sostenibili. Concludendo, l'EPDM riciclato possiede un potenziale significativo per contribuire a un'economia più circolare e sostenibile. Superare le sfide tecniche ed economiche e sfruttare le opportunità emergenti sarà fondamentale per il suo futuro impiego e per la sua accettazione su scala più ampia nel panorama industriale globale.
SCOPRI DI PIU' Polimero con Talina: La Rivoluzione nella Resistenza agli Urti
Polimero con Talina: La Rivoluzione nella Resistenza agli UrtiL'integrazione della talina nei polimeri offre una nuova frontiera nei materiali ad alte prestazioni, migliorando la resistenza agli urtidi Marco ArezioNegli ultimi anni, la ricerca sui materiali ha fatto passi da gigante, portando alla scoperta di nuove tecnologie in grado di migliorare significativamente le proprietà dei polimeri. Una di queste innovazioni è rappresentata dall'integrazione della talina nei polimeri, che ha dimostrato di aumentare notevolmente la resistenza agli urti. Questo articolo esplora in profondità questa tecnologia emergente, analizzando le sue caratteristiche, le applicazioni e gli studi scientifici che ne supportano l'efficacia.La Magia della Talina La talina è un minerale naturale che appartiene al gruppo dei silicati. È noto per la sua struttura lamellare e per le sue proprietà uniche, come la resistenza al calore, la capacità lubrificante e la non reattività chimica. Queste caratteristiche hanno reso la talina un materiale di interesse in vari settori, ma è solo di recente che i ricercatori hanno iniziato a esplorare il suo potenziale nei polimeri. Proprietà della Talina La talina è principalmente composta da silicato di magnesio idrato. La sua struttura stratificata permette una facile scorrevolezza tra gli strati, conferendo al materiale un effetto lubrificante naturale. Inoltre, può resistere a temperature elevate senza degradarsi, il che la rende ideale per applicazioni che richiedono stabilità termica. La sua inerzia chimica garantisce che non reagisca con la maggior parte dei composti chimici, mantenendo intatte le proprietà del materiale composito. L'Integrazione nei Polimeri La combinazione di talina e polimeri ha dato vita a materiali con proprietà meccaniche superiori. Questo processo prevede la dispersione di particelle di talina all'interno della matrice polimerica, creando un materiale composito con caratteristiche migliorate. Tecniche di Integrazione Esistono diverse tecniche per integrare la talina nei polimeri. La miscelazione a fusione è una delle più comuni, in cui la talina viene miscelata con il polimero fuso per garantire una distribuzione uniforme delle particelle. La polimerizzazione in situ è un'altra tecnica, dove la talina viene aggiunta durante il processo di polimerizzazione, permettendo una migliore interazione tra la matrice polimerica e le particelle di talina. Infine, il compounding utilizza estrusori per combinare la talina con polimeri in forma granulare, migliorando la dispersione e l'adesione tra le componenti.Effetti sulla Resistenza agli Urti L'inclusione della talina nei polimeri ha dimostrato di aumentare significativamente la resistenza agli urti del materiale composito. Questo miglioramento è dovuto a diversi fattori, tra cui l'aumento della durezza, l'assorbimento dell'energia d'urto e il rafforzamento della matrice polimerica. Le particelle di talina aumentano la durezza complessiva del materiale, rendendolo più resistente agli impatti. La struttura lamellare della talina consente un migliore assorbimento e distribuzione dell'energia d'urto, riducendo il rischio di fratture. Inoltre, agiscono come rinforzo all'interno del polimero, migliorandone la robustezza e la durata.Applicazioni dei Polimeri con Talina Grazie alle loro migliorate proprietà meccaniche, i polimeri con talina trovano applicazione in diversi settori industriali. Industria Automobilistica Nell'industria automobilistica, la resistenza agli urti è una caratteristica cruciale per la sicurezza e la durabilità dei veicoli. I polimeri con talina sono utilizzati per la produzione di paraurti, cruscotti e altri componenti interni che devono resistere a impatti elevati senza deformarsi o rompersi. Studi recenti hanno dimostrato che l'uso di polimeri rinforzati con talina può aumentare la resistenza agli urti dei componenti automobilistici del 30% rispetto ai materiali convenzionali.Settore Aerospaziale L'industria aerospaziale richiede materiali leggeri ma resistenti, capaci di sopportare le estreme condizioni di volo. I polimeri con talina offrono una combinazione ideale di leggerezza e resistenza, risultando in componenti più sicuri e affidabili. La NASA e altre agenzie spaziali stanno attualmente conducendo ricerche sull'uso di questi materiali nei satelliti e nelle strutture dei razzi, con risultati preliminari molto promettenti. Elettronica e Dispositivi di Consumo Nel settore dell'elettronica, la resistenza agli urti è essenziale per proteggere i dispositivi durante l'uso quotidiano. I polimeri con talina vengono utilizzati in custodie per smartphone, laptop e altri dispositivi portatili, garantendo una maggiore protezione contro cadute e urti accidentali. Un recente studio pubblicato su "Journal of Applied Polymer Science" ha evidenziato che l'aggiunta di talina ai polimeri utilizzati nelle custodie per smartphone può ridurre i danni da caduta del 40%.Impatti sul Mercato e Sostenibilità L'adozione di polimeri con talina ha anche implicazioni significative per il mercato e la sostenibilità ambientale. Competitività di Mercato L'introduzione di polimeri ad alta resistenza agli urti ha aumentato la competitività delle aziende che adottano questa tecnologia. La capacità di offrire prodotti più duraturi e sicuri rappresenta un vantaggio competitivo significativo, specialmente in settori dove la resistenza agli urti è un fattore determinante per la scelta del consumatore. Aziende leader come BASF e Dow Chemical stanno investendo massicciamente in questa tecnologia, prevedendo una crescita significativa del mercato nei prossimi anni.Sostenibilità Ambientale L'integrazione della talina nei polimeri può contribuire a migliorare la sostenibilità dei prodotti. La talina è un minerale abbondante e a basso costo, e l'uso di materiali compositi più resistenti può ridurre la necessità di sostituzioni frequenti, diminuendo così l'impatto ambientale complessivo. Inoltre, i processi di produzione dei polimeri con talina possono essere ottimizzati per minimizzare gli sprechi e l'uso di energia. Uno studio del 2023 condotto dall'Università di Cambridge ha dimostrato che l'uso di talina nei polimeri può ridurre le emissioni di CO2 del 20% rispetto ai polimeri tradizionali.Problemi e Prospettive Future Nonostante i numerosi vantaggi, l'integrazione della talina nei polimeri presenta alcune problematiche tecniche e di mercato. Problemi Tecnici La dispersione uniforme della talina all'interno della matrice polimerica è cruciale per ottenere le proprietà desiderate. Questo richiede tecniche di produzione avanzate e un controllo preciso dei parametri di processo. Inoltre, l'adesione tra le particelle di talina e la matrice polimerica deve essere ottimizzata per massimizzare i benefici meccanici. La ricerca in corso presso il MIT sta esplorando nuovi metodi di dispersione della talina per migliorare ulteriormente queste proprietà. Adozione di Mercato L'adozione su larga scala dei polimeri con talina dipende dalla disponibilità di infrastrutture produttive adeguate e dalla sensibilizzazione del mercato sui benefici di questi materiali. Le aziende devono investire in ricerca e sviluppo per migliorare ulteriormente le proprietà dei polimeri con talina e ridurre i costi di produzione. Tuttavia, con il crescente interesse per materiali sostenibili e ad alte prestazioni, le prospettive per l'adozione di questi polimeri sono molto positive.Prospettive Future Il futuro dei polimeri con talina appare promettente, con potenziali applicazioni in nuovi settori e miglioramenti continui nelle tecnologie di produzione. La ricerca continua può portare a scoperte ancora più innovative, come la combinazione della talina con altri nanomateriali per creare compositi con proprietà meccaniche e funzionali senza precedenti. Gli studi in corso presso l'Università di Tokyo stanno investigando l'uso di talina in combinazione con grafene per creare materiali super resistenti e leggeri. Conclusioni Il polimero con talina rappresenta una delle innovazioni più significative nel campo dei materiali ad alta resistenza agli urti. Grazie alle sue eccezionali proprietà meccaniche e alla sua versatilità applicativa, questo materiale ha il potenziale per rivoluzionare numerosi settori industriali, dalla produzione automobilistica all'elettronica di consumo. Nonostante le sfide tecniche e di mercato, le prospettive future sono estremamente positive, con continue ricerche che promettono di svelare ulteriori miglioramenti e nuove applicazioni per i polimeri con talina.© Riproduzione Vietata
SCOPRI DI PIU' La Storia del Perossido e il Suo Uso nelle Materie Plastiche Riciclate
La Storia del Perossido e il Suo Uso nelle Materie Plastiche RiciclateLa scoperta, l'impiego nelle materie plastiche e le reazioni nelle ricette polimerichedi Marco ArezioParlando di additivi delle materie plastiche riciclate, oggi raccontiamo, non solo la storia del perossido, noto fluidificante del polipropilene con radici che risalgono a due secoli fa, ma anche di come utilizzarlo nella modifica delle ricette e quali aspetti negativi e positivi può avere, sulle altre caratteristiche fisico-meccaniche della plastica. Il perossido di idrogeno, comunemente noto come acqua ossigenata, è un elemento chimico composto da due atomi di idrogeno e due atomi di ossigeno (H2O2). La sua scoperta e il suo sviluppo sono stati un processo graduale nel corso della storia.Nel 1818, il chimico francese Louis Jacques Thénard è stato il primo a isolare il perossido di idrogeno in forma di cristalli bianchi. Ha preparato il composto facendo reagire l'acido solforico concentrato con il perossido di barite. Nel 1857, il chimico tedesco Richard Wolffenstein ha sintetizzato il perossido di idrogeno in forma liquida per la prima volta. Successivamente, nel 1894, l'ingegnere chimico francese Charles-Adolphe Wurtz ha sviluppato un metodo per produrre perossido di idrogeno commerciale. Durante il XX secolo, il perossido è diventato un composto chimico sempre più utilizzato in vari settori. È stato impiegato come disinfettante, agente sbiancante, ossidante, combustibile per razzi e in altre applicazioni. Durante gli anni '70 del secolo scorso, il perossido ha attirato l'attenzione come alternativa più ecologica ai composti di cloro nell'industria della carta e della polpa di legno. Le sue proprietà ossidanti e sbiancanti sono state sfruttate per ridurre l'impatto ambientale dello sbiancamento con il cloro. Negli ultimi decenni, il perossido di idrogeno ha continuato a essere utilizzato in molti settori industriali e commerciali, diventando un ingrediente comune in prodotti per la cura personale, detergenti per la casa, soluzioni disinfettanti e molte altre applicazioni. Applicazioni nel campo delle materie plastiche Negli anni '60 e '70 del secolo scorso, sono stati condotti studi sulla modificazione dei polimeri attraverso l'uso di perossidi organici. Il perossido di idrogeno è stato utilizzato come agente di innesco per reazioni di polimerizzazione controllata, che hanno portato allo sviluppo di nuove miscele di polipropilene con proprietà migliorate. Durante gli anni '80 del secolo scorso, l'uso del perossido di idrogeno nella miscelazione del polipropilene ha avuto un ruolo significativo nell'ottimizzazione delle proprietà delle miscele polimeriche. L'obiettivo principale era migliorare la resistenza agli urti del polipropilene, riducendo al contempo la rigidità e la fragilità. Nel corso degli anni '90 del secolo scorso, sono stati sviluppati metodi per la miscelazione in-situ del polipropilene con perossido di idrogeno, al fine di migliorare la compatibilità delle miscele polimeriche. Questi studi hanno dimostrato che l'uso di perossido di idrogeno come agente di miscelazione può aumentare l'omogeneità delle miscele e migliorare le proprietà meccaniche. Nel corso dei primi anni 2000, l'utilizzo del perossido di idrogeno nelle miscele di polipropilene si è concentrato sulla modifica delle proprietà termiche e di resistenza al calore. Sono stati sviluppati processi di cross-linking controllato attraverso l'uso di perossido di idrogeno per migliorare la stabilità termica e la resistenza alle alte temperature delle miscele. Attualmente, l'uso del perossido di idrogeno nelle miscele di polipropilene è ampiamente studiato per diversi obiettivi, come la modifica delle proprietà meccaniche, termiche e di resistenza agli agenti esterni. La ricerca continua a valutare le potenzialità dell'utilizzo del perossido di idrogeno per migliorare le proprietà delle miscele polimeriche e per sviluppare nuovi materiali con prestazioni superiori. Come si svolge il processo di fluidificazione del polipropilene utilizzando il perossido Il perossido di idrogeno (H2O2) si utilizza nella fluidificazione del polipropilene per migliorarne le proprietà reologiche e facilitare il processo di lavorazione. La fluidificazione del polipropilene consiste nel ridurre la viscosità del materiale plastico per consentirne un migliore flusso durante l'iniezione o l'estrazione da uno stampo. Il perossido crea una reazione di degradazione controllata del polimero. La reazione del perossido con il polipropilene porta alla rottura delle catene polimeriche, diminuendo così la viscosità del materiale e migliorando la sua lavorabilità. Come il perossido influisce sulla resistenza meccanica del polipropilene L'effetto del perossido sulla resistenza meccanica del polipropilene dipende dalle condizioni di trattamento, dalla percentuale di perossido utilizzato nella ricetta, e dal tempo di esposizione. In generale, l'uso del perossido nella fluidificazione del polipropilene può portare a una diminuzione della resistenza meccanica del materiale. Tuttavia, questo effetto dipende da diversi fattori: Percentuali d’uso del perossido: l'utilizzo di concentrazioni più elevate dell’additivo può causare una maggiore degradazione del polipropilene, che a sua volta, come abbiamo detto, può ridurre la resistenza meccanica del materiale. È importante bilanciare la percentuale del perossido per ottenere una fluidificazione adeguata senza compromettere eccessivamente la resistenza meccanica. Tempo di esposizione: il tempo di esposizione al perossido influisce sulla quantità di degradazione che avviene nel polipropilene. Un tempo di trattamento più lungo può comportare una maggiore degradazione e, di conseguenza, una riduzione della resistenza meccanica. Tipo di polipropilene: diversi tipi di polipropilene possono reagire in modo diverso al trattamento con perossido. La composizione e la struttura molecolare del polipropilene possono influenzare la sua suscettibilità alla degradazione e, quindi, la sua resistenza meccanica. È importante valutare attentamente le condizioni di impiego del perossido, per ottenere un equilibrio tra fluidificazione ottimale e mantenimento delle proprietà meccaniche desiderate del polipropilene. La scelta delle percentuali di perossido e dei parametri di trattamento dovrebbe essere basata sulle specifiche esigenze dell'applicazione finale e sulle proprietà richieste del polipropilene. Vantaggi dell’uso del perossido nelle miscele di polipropilene riciclato L'uso del perossido nelle miscele di polipropilene riciclato può contribuire a migliorare le proprietà del materiale e facilitare il suo utilizzo in diverse applicazioni. Alcuni dei vantaggi e applicazioni dell'utilizzo del perossido nelle miscele di polipropilene riciclato possono essere: Miglioramento della compatibilità: l'aggiunta di perossido alle miscele di polipropilene riciclato può migliorare la compatibilità tra i componenti del materiale. Questo può favorire una migliore miscelazione e una maggiore omogeneità, migliorando le proprietà meccaniche e termiche del polimero riciclato. Rimozione delle impurità: il perossido di idrogeno può aiutare a rimuovere impurità e contaminanti presenti nel polipropilene riciclato. L'azione ossidante del perossido può contribuire alla rimozione di sostanze indesiderate e migliorare la qualità del materiale riciclato. Modifica delle proprietà: l'uso del perossido può consentire la modifica delle proprietà del polipropilene riciclato per renderlo adatto a specifiche applicazioni. Ad esempio, il trattamento con perossido può aumentare la resistenza all'urto, la resistenza termica o la resistenza chimica del polipropilene riciclato. Riduzione degli odori: il perossido può contribuire a ridurre gli odori indesiderati associati al polipropilene riciclato. L'azione ossidante del perossido di idrogeno può aiutare a eliminare o ridurre le molecole che causano gli odori, migliorando così la qualità del materiale riciclato.
SCOPRI DI PIU' Applicazione di Agenti Espandenti e Schiumogeni nel Settore dei Polimeri Riciclati
Applicazione di Agenti Espandenti e Schiumogeni nel Settore dei Polimeri RiciclatiAnalisi dei Processi di Produzione, Controllo delle Proprietà del Materiale e Implicazioni per la Riciclabilità e la Sostenibilità Ambientale di Marco ArezioNel campo della plastica, gli agenti schiumogeni e gli espandenti sono additivi utilizzati per modificare le proprietà dei materiali plastici, rendendoli più leggeri, isolanti o riducendo l'uso della materia prima. Questi additivi sono fondamentali in molte applicazioni, inclusi i processi di economia circolare, consentendo l'uso efficiente delle risorse e la riduzione degli impatti ambientali. Di seguito, analizzeremo in dettaglio le differenze tra agenti schiumogeni ed espandenti, esplorando le loro caratteristiche, applicazioni e impatti nell'economia circolare. Gli Agenti Schiumogeni per i Polimeri Gli agenti schiumogeni giocano un ruolo cruciale nel settore delle materie plastiche, non solo per le loro applicazioni dirette ma anche per il loro impatto sulle pratiche di economia circolare. Essi consentono la produzione di materiali più leggeri, con miglior isolamento e minor uso di risorse. Esplorando in modo più approfondito il funzionamento, i tipi e le applicazioni degli agenti schiumogeni, possiamo comprendere meglio il loro contributo all'industria delle materie plastiche e all'ambiente. Tipi di Agenti SchiumogeniAgenti Schiumogeni Chimici: Sono composti che si decompongono sotto l'effetto del calore rilasciando gas. Sono ampiamente usati per la loro capacità di produrre celle uniformi e per la loro relativa facilità di controllo nel processo di schiumatura. Esempi includono:- Azodicarbonamide (ADA)- Bicarbonato di sodio- Acido citrico in combinazione con bicarbonati- Benzenesulfonidrazide (OBSH)Agenti Schiumogeni Fisici: Sono meno impattanti sull'ambiente rispetto a quelli chimici e includono CO2, azoto, acqua o idrocarburi. Sono preferiti in applicazioni dove la tossicità e l'impatto ambientale sono di primaria importanza. Meccanismo di Azione degli Agenti Schiumogeni Il processo di schiumatura inizia quando l'agente schiumogeno viene miscelato con il polimero e successivamente riscaldato durante il processo di trasformazione. Gli agenti schiumogeni chimici si decompongono termicamente, rilasciando gas come azoto, anidride carbonica, o ammoniaca, che si diffondono nella matrice polimerica creando una struttura cellulare. Gli agenti schiumogeni fisici, invece, subiscono un cambio di stato (da liquido a gas, ad esempio) sotto l'effetto del calore, espandendo il materiale. ApplicazioniGli agenti schiumogeni trovano applicazione in una vasta gamma di prodotti e settori, tra cui: Imballaggi: La produzione di imballaggi protettivi, leggeri e con buone proprietà di assorbimento degli urti. Componenti Automobilistici: Parti interne e esterne di veicoli dove il peso ridotto contribuisce alla riduzione del consumo di carburante. Edilizia: Materiali isolanti per l'edilizia, inclusi pannelli e lastre schiumate, dove l'isolamento termico e acustico è essenziale. Articoli Sportivi: Attrezzature leggere e resistenti, come i materassini da yoga o i giubbotti di salvataggio. Vantaggi nell'Economia Circolare Riduzione delle Risorse: La produzione di materiali schiumati riduce il consumo di materie prime polimeriche e, di conseguenza, l'impatto ambientale associato all'estrazione e alla lavorazione di queste risorse. Efficienza Energetica: I materiali con buone proprietà isolanti contribuiscono significativamente alla riduzione del consumo energetico negli edifici, allineandosi ai principi dell'efficienza energetica e della sostenibilità. Riciclabilità e Riutilizzo: Anche se la presenza di agenti schiumogeni può presentare dei problemi nel riciclo dei materiali plastici, lo sviluppo di nuove tecnologie e processi sta migliorando la riciclabilità di tali materiali, favorendo l'integrazione nel ciclo di vita dei prodotti secondo i principi dell'economia circolare. In conclusione, gli agenti schiumogeni offrono numerosi vantaggi per l'industria delle materie plastiche, migliorando le proprietà dei materiali e contribuendo agli obiettivi di sostenibilità e economia circolare. La ricerca e lo sviluppo continui in questo campo sono fondamentali per superare le sfide associate alla loro applicazione, come la riciclabilità. Gli Agenti Espandenti per i Polimeri Gli agenti espandenti nelle materie plastiche svolgono un ruolo fondamentale nel modificare le proprietà fisiche dei materiali, migliorandone l'applicabilità in diversi settori industriali. A differenza degli agenti schiumogeni, che sono progettati principalmente per creare una struttura cellulare all'interno di una matrice polimerica, gli agenti espandenti mirano a incrementare il volume dei materiali attraverso l'espansione. Questo processo può o non può generare una schiuma, a seconda della natura dell'agente utilizzato e del metodo di applicazione. Esaminiamo più da vicino il ruolo, i tipi e le applicazioni degli agenti espandenti, oltre al loro impatto sull'economia circolare. Ruolo degli Agenti Espandenti Il ruolo primario degli agenti espandenti è di aumentare il volume di un polimero durante il processo di lavorazione. Questo viene realizzato attraverso la generazione di gas o attraverso l'espansione fisica di un additivo preesistente, risultando in un materiale con densità ridotta e, in alcuni casi, proprietà isolate migliorate. Questi agenti possono essere utilizzati per ottenere una distribuzione uniforme del gas all'interno del materiale, senza necessariamente cercare di formare una struttura cellulare chiusa o aperta come nel caso degli agenti schiumogeni. Tipologia di Espandenti Chimici Gli espandenti chimici producono gas attraverso reazioni chimiche quando riscaldati, espandendo il materiale plastico. Questo processo di decomposizione termica genera una pressione interna che forma celle gassose all'interno della matrice polimerica, risultando in un materiale espanso. Azodicarbonamide (ADA): È uno degli espandenti chimici più comunemente utilizzati nelle materie plastiche, specialmente in PVC, poliolefine e schiume. Si decompone termicamente, rilasciando azoto, anidride carbonica e ammoniaca, che fungono da agenti espandenti. Acido Citrico e Bicarbonato di Sodio: Questa combinazione è un esempio di sistema espandente che rilascia anidride carbonica quando riscaldato. È considerato un sistema espandente ecocompatibile, spesso utilizzato in applicazioni dove la sostenibilità è una preoccupazione. Idrazidi: Composti come l'acido benzenesulfonico idrazide (OBSH) e l'acido toluenesulfonico idrazide (TSH) sono agenti espandenti chimici che si decompongono termicamente rilasciando azoto e vapore acqueo. Sono utilizzati per ottenere schiume con celle fini e uniformi. Tipologia degli Espandenti Fisici Gli espandenti fisici sono sostanze che, sottoposte a riscaldamento, cambiano stato da liquido a gas, espandendo il materiale senza reazioni chimiche. La scelta dell'espandente fisico dipende dalla sua compatibilità con il polimero e dal processo di produzione. Idrocarburi: Composti come il butano, l'etano, il pentano o l'isobutano sono utilizzati come espandenti fisici, specialmente nelle schiume poliolefiniche. Sono scelti per la loro capacità di produrre schiume con buone proprietà meccaniche e termiche. Gas Inerti: Anidride carbonica e azoto sono gas inerti comunemente usati come agenti espandenti fisici. Sono considerati opzioni più sicure e ambientalmente sostenibili rispetto ad altri agenti espandenti, ma possono richiedere attrezzature specifiche per l'iniezione e il mantenimento delle pressioni desiderate durante il processo di schiumatura. Acqua: L'acqua è un agente espandente fisico utilizzato in alcuni processi di schiumatura per polimeri termoplastici. Quando riscaldata, si vaporizza, espandendo il materiale. Questo metodo è considerato ecologico, ma la quantità di espansione ottenibile è relativamente limitata rispetto ad altri agenti espandenti. Applicazioni Gli agenti espandenti trovano applicazione in numerosi settori, tra cui: Componenti per l'Automotive: Riduzione del peso dei componenti interni e esterni dei veicoli per migliorare l'efficienza del carburante e ridurre le emissioni. Imballaggi: Sviluppo di imballaggi protettivi leggeri che richiedono meno materiale e offrono una migliore protezione. Prodotti per la Costruzione: Materiali da costruzione leggeri e isolanti, come blocchi di cemento espanso, che contribuiscono all'isolamento termico degli edifici. Impatto sull'Economia Circolare Gli agenti espandenti contribuiscono significativamente ai principi dell'economia circolare: Efficienza delle Risorse: Riducendo la densità dei materiali, si riduce l'utilizzo delle materie prime e si aumenta l'efficienza del trasporto, riducendo così le emissioni associate. Isolamento ed Efficienza Energetica: I materiali espansi possono offrire miglioramenti nelle proprietà di isolamento, contribuendo all'efficienza energetica degli edifici e alla riduzione del consumo di energia. Riciclabilità: Sebbene la presenza di agenti espandenti possa presentare dei problemi nel processo di riciclo, la ricerca e lo sviluppo di nuovi materiali e processi stanno migliorando la riciclabilità di questi materiali. In sintesi, gli agenti espandenti svolgono un ruolo importante nell'industria delle materie plastiche, non solo per le loro applicazioni dirette ma anche per il loro contributo all'efficienza delle risorse e alla sostenibilità. L'innovazione continua in questo campo è essenziale per sviluppare materiali che siano sia funzionali sia compatibili con i principi dell'economia circolare. Come scegliere un agente espandente o uno schiumogeno per la produzione con polimeri plastici La comprensione delle caratteristiche specifiche e delle applicazioni di ciascun tipo di agente espandente è fondamentale per ottimizzare le proprietà del materiale finito e soddisfare le esigenze del progetto, mantenendo al contempo un occhio di riguardo.Obiettivi del Progetto e Proprietà del Materiale Densità del Materiale: Se l'obiettivo è ridurre significativamente la densità del prodotto finale, gli agenti schiumogeni sono generalmente preferiti perché creano una struttura cellulare all'interno del materiale, riducendone il peso. Proprietà Meccaniche: È importante considerare come l'aggiunta dell'agente influenzerà le proprietà meccaniche del materiale, come la resistenza alla trazione, l'elasticità e la resilienza. Gli agenti schiumogeni possono ridurre alcune di queste proprietà a causa della formazione di celle. Proprietà Termiche e Acustiche: Per applicazioni che richiedono miglioramenti nell'isolamento termico o acustico, gli agenti schiumogeni sono spesso preferibili poiché la struttura cellulare intrappola l'aria, migliorando l'isolamento. Compatibilità del Processo di Produzione Metodo di Lavorazione: La scelta tra agenti schiumogeni ed espandenti può dipendere dal processo di produzione utilizzato (ad esempio, estrusione, stampaggio a iniezione). Alcuni agenti possono essere più adatti a specifici processi di lavorazione. Temperatura di Decomposizione: È fondamentale che la temperatura di decomposizione dell'agente sia compatibile con le temperature del processo di produzione. Gli agenti schiumogeni chimici e gli espandenti hanno diverse temperature di attivazione che devono essere considerate. Impatto Ambientale Sostenibilità: La scelta tra agenti fisici e chimici può essere influenzata dalla loro impronta ecologica. Gli agenti fisici, come l'anidride carbonica o l'azoto, possono avere un impatto ambientale minore rispetto ad alcuni agenti chimici. Riciclabilità: La presenza di alcuni agenti schiumogeni o espandenti può influenzare la riciclabilità del prodotto finale. È importante considerare come l'agente selezionato influenzerà il ciclo di vita del materiale e la sua compatibilità con le pratiche di economia circolare. Costi Oltre all'efficacia, il costo degli agenti schiumogeni o espandenti e il loro impatto sui costi di produzione complessivi sono fattori critici. Alcuni agenti possono richiedere attrezzature speciali o modifiche al processo produttivo, influenzando il costo finale. Normative e Compliance Infine, è essenziale considerare eventuali restrizioni normative relative all'uso di determinati agenti schiumogeni o espandenti, soprattutto in settori regolamentati come l'alimentare, il medicale o l'edilizia. Conclusione La scelta tra un agente schiumogeno e uno espandente richiede un'analisi attenta degli obiettivi del progetto, delle proprietà desiderate del materiale, della compatibilità con il processo di produzione e dell'impatto ambientale. Collaborare con fornitori di materie prime e sfruttare le conoscenze tecniche disponibili può aiutare a identificare la soluzione ottimale per le specifiche esigenze di produzione. Con quali polimeri riciclati si legano gli agenti espandenti e gli schiumogeni Gli agenti espandenti e gli schiumogeni possono essere utilizzati con una varietà di polimeri riciclati, con l'obiettivo di migliorarne le proprietà, ridurne il peso, e aumentarne l'efficienza di produzione. La compatibilità di questi agenti con specifici tipi di polimeri riciclati dipende da vari fattori, tra cui la struttura chimica del polimero, il processo di trasformazione utilizzato, e le proprietà desiderate nel prodotto finito. Di seguito, vengono esaminati alcuni dei polimeri riciclati comunemente associati con l'uso di agenti espandenti e schiumogeni. Polietilene (PE) Il PE riciclato è ampiamente utilizzato in applicazioni di packaging, contenitori, e prodotti per l'edilizia. Gli agenti schiumogeni possono essere utilizzati per produrre schiume di PE riciclato che offrono un miglior isolamento termico o riducono il peso del materiale per applicazioni come i pannelli isolanti o i prodotti di imballaggio protettivo. Polipropilene (PP) Il PP riciclato beneficia dell'uso di agenti schiumogeni o espandenti per migliorare la lavorabilità e le proprietà meccaniche dei prodotti finiti. Questi possono includere componenti automobilistici, contenitori per alimenti, e materiali da costruzione, dove la riduzione del peso e il miglioramento dell'isolamento sono vantaggi chiave. Polistirene (PS) Il PS riciclato, sia nella forma espansa (EPS) che solida, è un candidato ideale per l'applicazione di agenti schiumogeni, specialmente per produrre materiale di imballaggio o isolamento termico. Gli agenti espandenti possono essere utilizzati per aumentare ulteriormente il volume del materiale, riducendo così il consumo di risorse. Polietilentereftalato (PET) Il PET riciclato viene spesso utilizzato in fibre per tessuti, contenitori per alimenti e bevande, e in alcune applicazioni di ingegneria. L'aggiunta di agenti schiumogeni può essere sfruttata per ridurre il peso e migliorare le proprietà termiche dei prodotti in PET riciclato, come nel caso di pannelli isolanti o componenti automobilistici. PVC (Policloruro di Vinile) Il PVC riciclato può essere schiumato per produrre una varietà di prodotti con miglior isolamento, riduzione del peso e proprietà acustiche. Gli agenti espandenti e schiumogeni possono essere utilizzati per produrre profili per finestre, tubi, e pannelli per l'edilizia con PVC riciclato. Considerazioni sull'Uso di Agenti Espandenti e Schiumogeni con Polimeri Riciclati Pulizia del Materiale: La presenza di contaminanti nei polimeri riciclati può influenzare l'efficacia degli agenti schiumogeni o espandenti e le proprietà del prodotto finito. Processo di Riciclo: Il processo di riciclo può alterare le proprietà chimiche e fisiche del polimero, influenzando la sua compatibilità con specifici agenti schiumogeni o espandenti. Obiettivi di Sostenibilità: L'uso di agenti espandenti o schiumogeni con polimeri riciclati dovrebbe essere valutato anche in termini di impatto ambientale, assicurandosi che l'approccio adottato sia in linea con gli obiettivi di sostenibilità e economia circolare. In conclusione, l'integrazione di agenti espandenti e schiumogeni con polimeri riciclati offre notevoli opportunità per migliorare le prestazioni e ridurre l'impatto ambientale dei prodotti plastici. Tuttavia, è fondamentale considerare attentamente la selezione degli agenti e le condizioni di lavorazione per ottimizzare le proprietà dei materiali riciclati e realizzare prodotti di alta qualità ed ecocompatibili. Quali attenzioni bisogna considerare in produzione utilizzando gli agenti espandenti o schiumogeni L'integrazione di agenti espandenti e schiumogeni nella produzione con polimeri plastici richiede una serie di considerazioni tecniche e ambientali per garantire la qualità del prodotto, l'efficienza del processo e la sostenibilità ambientale. Qui di seguito sono riportate alcune delle principali attenzioni da tenere in considerazione: Selezione degli Agenti Compatibilità: Scegliere un agente (espandente o schiumogeno) compatibile con il tipo di polimero utilizzato, considerando la reattività chimica e le condizioni di lavorazione. Obiettivi del Prodotto: Definire gli obiettivi specifici del prodotto (ad esempio, riduzione del peso, isolamento termico, assorbimento degli urti) per selezionare l'agente più adatto che possa soddisfare tali esigenze. Processo di Produzione Controllo della Temperatura: Ottimizzare le condizioni di temperatura per garantire che l'agente si attivi al momento giusto, evitando decomposizione precoce o incompleta che può influire sulla qualità del prodotto. Distribuzione dell'Agente: Assicurarsi che l'agente sia distribuito uniformemente nel polimero per ottenere una struttura cellulare o un'espansione omogenea. Pressione e Velocità di Espansione: Monitorare la pressione e la velocità di espansione per controllare la dimensione e la densità delle celle, influenzando direttamente le proprietà fisiche del materiale finale. Salute e Sicurezza Tossicità: Verificare la tossicità degli agenti utilizzati e adottare misure di protezione adeguate per i lavoratori, inclusi dispositivi di protezione individuale e sistemi di ventilazione. Rischi di Processo: Gestire i rischi associati alla manipolazione e al riscaldamento degli agenti espandenti e schiumogeni, compresi i rischi di esplosione o incendio. Riciclabilità e Economia Circolare Riciclabilità del Prodotto Finale: Considerare come la presenza di agenti espandenti o schiumogeni influenzerà la riciclabilità del prodotto finale e esplorare opzioni per il riciclo o il riutilizzo. Economia Circolare: Integrare principi di economia circolare nella progettazione del prodotto, valutando la possibilità di utilizzare polimeri riciclati e sviluppando prodotti che possono essere facilmente riciclati o smaltiti in modo sostenibile. Prendere in considerazione queste attenzioni può aiutare a massimizzare l'efficacia dell'uso di agenti espandenti e schiumogeni nei polimeri plastici, migliorando la qualità del prodotto, ottimizzando il processo di produzione e riducendo l'impatto ambientale.
SCOPRI DI PIU' Come Realizzare e Utilizzare un Densificato in LDPE Post Consumo Performante
Come Realizzare e Utilizzare un Densificato in LDPE Post Consumo PerformanteMolti preconcetti ruotano attorno all’uso del densificato in LDPE, frutto di produzioni non attente e utilizzi con aspettative troppo elevatedi Marco ArezioIl rifiuto in LDPE che proviene dallo scarto plastico della raccolta differenziata dovrebbe essere una selezione di film plastici, monoprodotto, da avviare al riciclo. In realtà, molte volte, questi flussi di rifiuti possono contenere materiali diversi, sotto forma di altre plastiche e di inquinanti, come etichette, carta e altre frazioni. La mancanza di un vero mercato di riferimento, nella vendita del densificato in LDPE, porta l’industria del riciclo a preferire la granulazione del materiale cercando, nella fase di estrusione, di ridurre questi corpi estranei in modo da qualificare al meglio la materia prima. In questo caso si rinuncia, un po' a priori, di porre maggiori attenzioni alla fase di selezione e desificazione del rifiuto in LDPE. Il risultato, spesso, è un granulo che rimane nella fascia bassa del mercato, che può essere utilizzato per lo stampaggio di articoli non estetici, come i vasi e i mastelli per il settore dell’ortofrutta, ma difficilmente si presta alla produzione di film con spessori sottili o alla produzione di tubi. A questo punto, tal volta, ci si chiede se non sia meglio qualificare il densificato, per il settore dello stampaggio ad iniezione, anziché spendere tempo, soldi ed energia per granulare l’LDPE. Per percorrere questa strada bisogna qualificare meglio il densificato, in modo che l’utilizzo nelle presse possa non far rimpiangere il processo di iniezione con un granulo filtrato. Ma vediamo cosa è il densificato in LDPE Il termine "densificato", in relazione all'LDPE, si riferisce al polimero che è stato compattato, nel contesto del riciclo meccanico. La produzione di densificato in LDPE da scarti post-consumo è parte integrante del processo di riciclo di questo materiale. Il processo produttivo possiamo suddividerlo in queste fasi: - Gli scarti di LDPE vengono acquisiti dai punti di raccolta designati, che si occupano degli scarti della raccolta differenziata, - Una volta arrivati in un impianto di riciclaggio, gli scarti di LDPE vengono separati dagli altri materiali. Questa separazione può essere effettuata manualmente o attraverso macchine come i separatori a aria. - I rifiuti di LDPE vengono quindi lavati per rimuovere le impurità come residui di cibo, terra o altre contaminazioni. Questo assicura che il prodotto finale sia di buona qualità. - Dopo la pulizia, il LDPE viene triturato in piccoli pezzi o scaglie. Questo facilita il processo di densificazione. - Ci sono diverse tecniche per densificare l'LDPE: - Per agglomerazione: l’LDPE macinato viene esposto al calore e all’agitazione. Questo causa la parziale fusione dei pezzi, che si agglomerano formando grumi più grandi. - Per compattazione: Il processo implica l'uso di macchine compattatrici che pressano il materiale in blocchi o agglomerati. E’ importante sottolineare che la qualità del densificato di LDPE dipende in gran parte dalla purezza del materiale di partenza e dall'efficacia dei processi di pulizia e separazione. Pertanto, un'attenzione particolare viene data a questi passaggi per assicurare che il densificato prodotto sia di buona qualità e libero da contaminazioni significative. Come creare un compound performante con il densificato in LDPE L’ LDPE (Polietilene a bassa densità) è spesso utilizzato in combinazione con altre resine plastiche, per sfruttare le caratteristiche complementari dei diversi polimeri e ottenere prodotti con proprietà specifiche. Tuttavia, la decisione di miscelare LDPE post-consumo con altri polimeri dipende da vari fattori, tra cui le proprietà desiderate del prodotto finale, la compatibilità dei polimeri stessi e la presenza di compatibilizzanti. Vediamo alcune combinazioni: - HDPE (Polietilene ad alta densità): LDPE e HDPE sono spesso compatibili tra loro e possono essere miscelati per ottenere prodotti con proprietà intermedie tra i due. Ad esempio, una miscela di LDPE e HDPE potrebbe offrire una combinazione di flessibilità e resistenza. - EVA (Etilene Vinil Acetato): L'aggiunta di EVA all'LDPE può migliorare la tenacità e l'elasticità del prodotto finale. L’EVA è anche utilizzato per migliorare la resistenza all'UV e la flessibilità del LDPE. - PP (Polipropilene): Sebbene il polipropilene e il polietilene non siano intrinsecamente compatibili, possono essere miscelati in presenza di compatibilizzanti specifici. Questa miscela può essere utilizzata in applicazioni specifiche dove si desiderano combinare le proprietà di entrambi i polimeri. - LLDPE (Polietilene lineare a bassa densità): L'LDPE e l'LLDPE possono essere miscelati per regolare le proprietà meccaniche e la lavorabilità del prodotto finale. Bisogna comunque fare attenzione perchè non tutte le plastiche sono compatibili tra loro, e la miscelazione di polimeri incompatibili può portare a prodotti con proprietà indesiderate o inadeguate. Inoltre, la presenza di contaminanti o additivi nei materiali post-consumo può influenzare la compatibilità e le proprietà del prodotto miscelato.Quali sono le temperature di fusione ideali per realizzare prodotti finito in LDPE Il LDPE (Polietilene a bassa densità) ha una struttura ramificata, il che significa che non ha la stessa disposizione regolare e ordinata delle catene molecolari come altri polietileni, ad esempio l'HDPE (Polietilene ad alta densità). Questa struttura ramificata rende l'LDPE più flessibile ma anche meno denso e con un punto di fusione più basso rispetto all'HDPE. La temperatura di fusione del LDPE varia generalmente tra 105°C a 115°C (220°F a 240°F). Tuttavia, quando si tratta di trasformare il LDPE attraverso tecniche come l'estrusione o lo stampaggio ad iniezione, le temperature possono variare in base alle specifiche esigenze dell'applicazione e alla presenza di eventuali additivi. Ecco alcune indicazioni generali per l'elaborazione dell'LDPE - Estrusione: 150°C a 220°C (300°F a 430°F). - Stampaggio a iniezione: 140°C a 250°C (285°F to 480°F). Queste temperature sono solo indicazioni generali e potrebbero variare in base allo scarto di LDPE, alle condizioni della macchina e ad altri fattori. Quali caratteristiche fisiche porta l'aggiunta di un densificato in LDPE in un compound con il PP La miscelazione di LDPE (Polietilene a bassa densità) e PP (Polipropilene) è una pratica comune in alcune applicazioni, specialmente quando si desidera sfruttare le proprietà complementari di entrambi i polimeri. L'aggiunta di un densificato di LDPE in un compound con il PP può influenzare le caratteristiche fisiche del blend in vari modi: Compatibilità Innanzitutto, è essenziale notare che LDPE e PP non sono intrinsecamente compatibili. Questo significa che senza l'uso di compatibilizzanti o modifica delle condizioni di fusione, le due resine tendono a separarsi in fasi distinte, potenzialmente portando a proprietà meccaniche inferiori o inadeguate nel prodotto finale. Elasticità e Flessibilità L'LDPE è generalmente più flessibile e duttile rispetto al PP. L'aggiunta di LDPE può quindi aumentare la flessibilità e la tenacità del blend, riducendo al contempo la rigidità. Punto di Fusione Poiché l'LDPE ha un punto di fusione inferiore rispetto al PP, la miscelazione dei due può portare a una diminuzione del punto di fusione complessivo del blend, a seconda delle proporzioni utilizzate. Trasparenza LDPE è in genere più opaco rispetto al PP. La sua aggiunta può quindi ridurre la trasparenza e la brillantezza del blend, rendendolo più opaco o lattiginoso. Resistenza Chimica LDPE e PP sono entrambi resistenti a molte sostanze chimiche, ma la loro combinazione potrebbe avere un profilo di resistenza chimica leggermente diverso rispetto ai polimeri puri. Trasformazione La lavorabilità del mix può cambiare con l'aggiunta di un densificato di LDPE. Ad esempio, la viscosità durante l'estrusione o la stampa a iniezione potrebbe mutare, influenzando le condizioni di lavorabilità ideali Quali inestetismi si possono creare nella produzione di prodotti in LDPE utilizzando una temperatura di fusione troppo alta L'uso di una temperatura di fusione eccessivamente alta durante la lavorazione dell'LDPE (Polietilene a bassa densità) può portare a vari inestetismi e problemi di qualità nei prodotti finiti. Possiamo ricordare alcuni dei potenziali problemi: - L'LDPE può degradarsi quando esposto a temperature troppo elevate. Questa degradazione può causare cambiamenti nelle proprietà meccaniche del materiale e produrre gas e/o composti volatili che possono formare bolle o vuoti nel prodotto finito. - La degradazione termica può anche portare a una decolorazione del polimero. Un LDPE sovra-riscaldato può assumere una colorazione giallastra o bruna. - La degradazione termica può produrre composti con odori sgradevoli. Ciò può essere particolarmente problematico per applicazioni in cui la presenza dell'odore è un fattore importante, come nel caso di imballaggi alimentari. - Temperature eccessivamente alte possono causare un raffreddamento non uniforme durante la formazione del pezzo, portando a deformazioni o ritiri non corretti. - L'uso di temperature troppo alte può causare la formazione di strisce o macchie superficiali sul prodotto, soprattutto se ci sono impurità o additivi nel materiale. - La degradazione termica può influenzare negativamente le proprietà meccaniche, termiche e chimiche dell'LDPE. Ciò potrebbe tradursi in prodotti con resistenza, tenacità o durata ridotte. - A temperature eccessivamente alte, l'LDPE potrebbe diventare troppo fluido, rendendo difficile la formazione di dettagli precisi o mantenendo le tolleranze desiderate. Problemi delle etichette di alluminio nel densificato in LDPE Spesso capita che, nonostante i lavaggi per decantazione e per centrifuga degli scarti plastici in LDPE, nel densificato vi sia ancora la presenza di parti di alluminio flessibile. Dobbiamo tenere ben presente la differenza tra le impurità costituite da frazioni di alluminio rigido da quelle costituite da alluminio in foglia. Se nel primo caso la rigidità dell’impurità metallica non può essere tollerata, per una serie di problematiche negative che queste possono dare agli impianti di iniezione, che sono frutto di una selezione e di un lavaggio scadente, la presenza di parti di alluminio in foglia non creano problemi tecnici. Queste parti sono costituite dalle etichette degli imballi che possono contaminare i film ma, essendo morbide, non arrecando danni agli impianti o ai prodotti finali. Resta un aspetto estetico che bisogna considerare, ma nell’ottica di realizzare prodotti non estetici, il puntino brillante che richiama una presenza della foglia di alluminio, deve essere considerato “parte del gioco”. Questa accettazione dell’impurità dell’alluminio in foglia può portare notevoli vantaggi di prezzo sul prodotto finale e una considerevole disponibilità di materia prima sul mercato.
SCOPRI DI PIU' PMMA o Polimetilmetacrilato Riciclato: da Dove Viene e Cosa è?
PMMA o Polimetilmetacrilato Riciclato: da Dove Viene e Cosa è?Caratteristiche, lavorazioni, applicazioni e sistemi di riciclo del PMMAdi Marco ArezioIl PMMA, o Polimetilmetacrilato, è una resina termoplastica che appartiene al gruppo dei tecnopolimeri, ottenuta dalla polimerizzazione del metacrilato (MMA). E’ comunemente considerato un vetro acrilico, in quanto vanta una migliore trasparenza rispetto al vetro tradizionale, tanto che in molte applicazioni è stato sostituito dal PMMA. La storia del PMMA nasce nel 1938 quando in Germania, a cura di Otto Rohm, viene immesso sul mercato il primo prodotto chiamato plexiglass. Come abbiamo detto, ha la caratteristica evidente della trasparenza, ma può mantenere, a differenza del vetro, anche un’ottima resistenza meccanica, che si realizza grazie a differenti mescole polimeriche, tanto che viene usato anche per la realizzazione di vetri di sicurezza. Quali sono le caratteristiche del PMMA • densità: 1,18 – 1,19 gr/cm3 • temperatura di fusione Tm: 105-160 °C • temperatura di transizione vetrosa Tg: 80-105 °C • buona rigidità • resistenza meccanica • resistenza all'impatto e durezza elevate. • buona resistenza a trazione • buoni valori di compressione e flessione • elevata stabilità ai raggi UV • ottima resistenza all’invecchiamento • sensibilità ai graffi e alle abrasioni • buona resistenza alle intemperie • ottime proprietà ottiche, di chiarezza e trasparenza • ottime proprietà elettriche • buona resistenza termica • resistenza chimica ai sali • resistenza agli idrocarburi alifatici • non resiste agli idrocarburi clorurati, acidi concentrati, nitro e vernici Come si lavora il PMMA Il Polimetilmetacrilato può essere lavorato attraverso l’estrusione e la termoformatura, che rappresentano due sistemi di lavorazione delle materie plastiche tradizionali. Ne esiste un terzo, chiamato per colatura, che viene impiegato normalmente per la produzione delle lastre in PMMA, utilizzando una pasta acrilica, definita “sciroppo”, ottenuta pre-polimerizzando il monomero di MMA in un reattore mediante agitazione. Applicazioni del PMMA Il Polimetilmetacrilato ha una vastissima area di applicazioni, in settori diversi e con innumerevoli prodotti che potremmo riassumere di seguito: Edilizia lastre per serramenti vetrate infrangibili lucernari vasche da bagno piatti per doccia cabine per doccia cabine per impieghi sanitari in genere elementi di piscine lavandini lastre alveolari per serre Illuminazione insegne luminose per esterni insegne per il traffico targhe pubblicitarie lettere luminose targhe luminose per istruzioni Settore trasporti fanali per automobili catarifrangenti dischi per tachimetri triangoli di segnalazione fanali di lampeggiamento parabrezza per aerei e impieghi spaziali Settore medicale filtri parti di apparecchi per dialisi contenitori per il sangue impieghi ortopedici protesi dentarie imballaggio di cosmetici lenti Industria elettrica ed elettronica interruttori pulsanti di comando memorizzatori ottici CD e DVD displays per cellulari elementi in fibra ottica Come riciclare il PMMA Il riciclo del Polimetilmetacrilato inizia con la raccolta e la selezione dei prodotti a fine vita o degli sfridi di lavorazioni industriali, differenziandoli in base al colore così da creare fonti omogenee tra loro. A questo punto esistono due sistemi di riciclo: quello meccanico, come una normale poliolefina, e quello chimico, che punta alla depolimerizzazione del PMMA. Utilizzando il riciclo meccanico il materiale da riciclare viene macinato in dimensioni idonee per il successivo utilizzo e reimmesso nella produzione, per esempio delle lastre, attraverso il processo termico indotto da un estrusore. Utilizzando il riciclo chimico, gli scarti di PMMA subiranno un processo di depolimerizzazione, che consiste nella dissociazione delle molecole del materiale da riciclare. Dopo l’opportuna purificazione, si genera l’MMA, il quale, tramite reazione di polimerizzazione, dà vita al nuovo polimero rPMMA puro al 99%. Il ciclo è completamente ad impatto zero, in quanto il processo viene realizzato a circuito chiuso e tutti i sottoprodotti di questo processo chimico vengo riutilizzati all’interno del ciclo produttivo. Lo svantaggio del riciclo chimico è che alla fine del processo si avrà un rPMMA meno traslucido, avendo un costo di riciclo alto e un consumo energetico importante. Nomi commerciali comuni del PMMA Acridite ACRYLITE Acryvill Altuglas Amanite Cyrolite Green Cast LuciteOptix Oroglas Perspex Plexiglas R-Cast Setacryl Crylux TrespexZylar Categoria: notizie - tecnica - plastica - riciclo - PMMA
SCOPRI DI PIU' Machine Learning nello Stampaggio delle Materie Plastiche: Come Migliorare Efficienza e Qualità
Machine Learning nello Stampaggio delle Materie Plastiche: Come Migliorare Efficienza e QualitàScopri come l'intelligenza artificiale rivoluziona lo stampaggio a iniezione, ottimizzando i parametri di produzione, riducendo gli sprechi e migliorando la sostenibilitàdi Marco ArezioLo stampaggio delle materie plastiche rappresenta uno dei processi industriali più diffusi, un pilastro fondamentale nella produzione di beni in una vasta gamma di settori. Tuttavia, questa tecnica, sebbene consolidata, presenta ancora sfide significative, come l’ottimizzazione dei parametri, la riduzione degli sprechi e il miglioramento della qualità del prodotto. In questo contesto, il machine learning (ML) si sta affermando come una tecnologia rivoluzionaria, capace di trasformare i metodi tradizionali e di introdurre un nuovo paradigma basato su efficienza, precisione e sostenibilità. Una tecnologia antica incontra l’intelligenza artificiale L’arte dello stampaggio delle materie plastiche si basa sull’iniezione di materiali fusi in stampi predefiniti, dove si raffreddano per prendere forma. Sebbene il principio sia semplice, il controllo delle variabili che influenzano la qualità finale del prodotto richiede esperienza e attenzione. La temperatura, la pressione, la velocità di iniezione e i tempi di raffreddamento devono essere calibrati con precisione, poiché un errore in uno di questi parametri può portare a difetti quali deformazioni, bolle o superfici irregolari. Storicamente, questa ottimizzazione è stata un processo empirico, affidato alle competenze dei tecnici. Tuttavia, la crescente complessità dei materiali, l’esigenza di ridurre i costi e la pressione per una maggiore sostenibilità richiedono soluzioni più avanzate. Ed è qui che il machine learning entra in gioco. L’intelligenza che apprende dai dati Il machine learning, una branca dell’intelligenza artificiale, si basa sulla capacità degli algoritmi di analizzare enormi quantità di dati, identificare schemi e prendere decisioni autonome. Nel contesto dello stampaggio delle materie plastiche, ciò significa che i sistemi di ML possono elaborare informazioni provenienti da sensori installati nei macchinari e tradurle in azioni correttive in tempo reale. Immaginiamo una macchina per lo stampaggio dotata di sensori che monitorano costantemente variabili come temperatura, pressione e viscosità del materiale. I dati raccolti vengono analizzati da modelli predittivi che non solo identificano configurazioni ottimali per un dato prodotto, ma sono anche in grado di adattarsi a cambiamenti improvvisi, come variazioni nella composizione del materiale o condizioni ambientali. Questo apprendimento continuo consente una calibrazione più precisa, riducendo al minimo i difetti e gli sprechi. Un controllo qualità senza precedenti Un aspetto fondamentale dello stampaggio è il controllo qualità, che tradizionalmente richiede ispezioni manuali o test successivi alla produzione. Il machine learning, combinato con sistemi di visione artificiale, permette invece di monitorare la qualità in tempo reale, direttamente sulla linea di produzione. Grazie all’utilizzo di reti neurali convoluzionali, i macchinari possono identificare difetti come deformazioni, crepe o imperfezioni superficiali con un livello di accuratezza superiore a quello umano. Questa tecnologia non si limita a individuare i prodotti difettosi, ma fornisce anche un feedback istantaneo, permettendo di correggere i parametri operativi e prevenire errori ricorrenti. Il risultato è un processo produttivo più fluido, con una qualità costante e un minor spreco di risorse. Prevedere i problemi prima che si verifichino Un altro campo in cui il machine learning sta facendo la differenza è la manutenzione predittiva. I macchinari per lo stampaggio, come qualsiasi altra apparecchiatura industriale, sono soggetti a usura e guasti, che spesso comportano costosi fermi macchina. Grazie al ML, i dati raccolti dai sensori possono essere analizzati per individuare segnali precoci di anomalie. Vibrazioni insolite, variazioni nei consumi energetici o cambiamenti nei tempi ciclo possono indicare la necessità di un intervento, permettendo di pianificare la manutenzione in anticipo e ridurre i tempi di inattività. Un nuovo approccio ai materiali Con l’aumento dell’attenzione verso la sostenibilità, i produttori stanno sperimentando materiali più ecologici, come bioplastiche e polimeri riciclati. Tuttavia, questi materiali presentano proprietà diverse rispetto alla plastica tradizionale, rendendo necessario un approccio più flessibile alla loro lavorazione. Il machine learning può simulare il comportamento di nuovi materiali durante lo stampaggio, prevedendo problemi di flusso o raffreddamento e ottimizzando i parametri senza la necessità di lunghi test fisici. Oltre il processo: l’efficienza della supply chain Il potenziale del machine learning non si esaurisce nei confini del reparto produttivo. Analizzando i dati storici e le tendenze di mercato, gli algoritmi possono prevedere la domanda futura di prodotti, ottimizzare gli ordini di materie prime e ridurre le scorte in eccesso. Questo approccio sistemico garantisce che ogni fase della produzione, dalla fornitura alla distribuzione, sia ottimizzata per ridurre i costi e migliorare l’efficienza complessiva. Prospettive future Il connubio tra machine learning e stampaggio delle materie plastiche rappresenta un’opportunità straordinaria per il settore manifatturiero. Oltre ai vantaggi immediati in termini di qualità, efficienza e sostenibilità, questa tecnologia apre la strada a innovazioni ancora più ambiziose. L’integrazione con digital twin, sistemi robotici avanzati e persino il quantum computing promette di rivoluzionare ulteriormente il processo produttivo, rendendolo sempre più intelligente e adattabile. Conclusione Il machine learning non è solo una tecnologia all’avanguardia, ma una necessità per il futuro dell’industria della plastica. In un’epoca in cui precisione, sostenibilità e competitività sono più cruciali che mai, adottare soluzioni basate sull’intelligenza artificiale significa non solo migliorare l’efficienza operativa, ma anche contribuire a un’industria più responsabile. Questo è il futuro dello stampaggio delle materie plastiche: intelligente, sostenibile e in continua evoluzione.© Riproduzione Vietata
SCOPRI DI PIU' HDPE da Post Consumo Neutro: Provenienza e Utilizzo
HDPE da Post Consumo Neutro: Provenienza e UtilizzoHDPE da Post Consumo Neutro: Provenienza e Utilizzo. Odore, brillantezza e semitrasparenza in un HDPE da post consumodi Marco ArezioI materiali che provengono dal post consumo, che siano in HDPE o LDPE o PP o PET, per citarne solo in più comuni, sono prodotti, espressi sotto forma di imballi, che vengono raccolti dalle nostre case come rifiuti, nei quali si realizza una grossolana separazione tra altri imballi come carta, vetro e metallo.La frazione dei rifiuti plastici viene messa nei sacchi creando un mix tra plastiche di varie tipologie, dalle bottiglie in PET, agli involucri di PP, alle vaschette alimentari in poliaccoppiati, ai flaconi dei detersivi in HDPE, ai tappi, agli imballi in Polistirolo. Con essi, possiamo trovare al loro interno anche dei residui dei prodotti che hanno contenuto, da quelli alimentari a quelli chimici come i detersivi. Questo complesso di prodotti plastici viene avviato al riciclo meccanico, attraverso il quale si separano le tipologie di plastica per famiglie di prodotti chimici, che verranno successivamente macinate, lavate per poter poi essere estruse e creare nuova materia prima. Il riciclo meccanico ha tuttavia dei limiti nella separazione degli elementi in entrata in quanto usa delle macchine a lettura ottica, ad altissima velocità, che leggono la densità dei materiali, ma che poco possono fare per esempio nei prodotti composti da plastiche accoppiate, conservando comunque una certa percentuale di errore, che si potrebbe ridurre se il rifiuto immesso fosse maggiormente selezionato alla fonte. Inoltre il lavaggio delle plastiche selezionate e macinate, non sempre è gestito in modo efficacie per separare ulteriormente frazioni di plastica con densità diversa e per pulirla dai residui di prodotti che gli imballi contenevano. I limiti, quindi, possono essere organizzativi, tecnici o gestionali, generando delle deficienze qualitative sul granulo finale che viene dedicato al soffiaggio o all’estrusione dei prodotti. Le maggiori problematiche per un HDPE riciclato per soffiaggio ed estrusione sono: • Presenza di una frazione di PP normalmente determinata dalla presenza di tappi sugli imballi • Impurità di piccolo diametro che potrebbero creare buchi nel soffiaggio di flaconi o irregolarità delle superfici nei prodotti estrusi • Difficoltà di creare colori brillanti in quanto la provenienza da imballi colorati crea una certa opacità nelle colorazioni successive • Odori persistenti nella materia prima finale specialmente per la degradazione di elementi organici o per la presenza di tensioattivi in un materiale poroso come l’HDPE. • Degradazione della miscela plastica in fase di estrusione per la presenza di plastiche diverse dall’HDPE. Per alcune applicazioni non estetiche i problemi sopra esposti si possono ridurre attraverso l’ottimizzazione delle fasi di controllo della produzione del rifiuto e del granulo finale. Ma nelle produzioni in cui è richiesto una colorazione brillante, l’assenza di odore e una qualità estetica del manufatto elevata, come per esempio i flaconi di alcune tipologie di settori del packaging, è importante scegliere un prodotto da post consumo che provenga da una filiera separata all’origine, in cui i flaconi devono essere in HDPE neutri, quindi senza colori e che non contengano residui di tensioattivi o rifiuti organici. Il riciclo del mono prodotto crea una filiera in grado di generare un granulo neutro, senza odori, adatto agli impieghi più alti in termini di struttura, colorazione, assenza di odori, permettendo la semitrasparenza dei flaconi. Questa tipologia di granulo si può facilmente impiegare, per le sue doti di brillantezza e di fedeltà dei colori anche nell’estrusione di profili, lastre e tubi di colorazioni a RAL.Categoria: notizie - tecnica - plastica - riciclo - HDPE - post consumo - neutro
SCOPRI DI PIU' HDPE: Produzione di Flaconi con Plastica Riciclata | Alcuni Consigli
HDPE: Produzione di Flaconi con Plastica Riciclata | Alcuni ConsigliCome risolvere i problemi estetici nella produzione di flaconi in HDPE riciclatodi Marco Arezio La richiesta di HDPE rigenerato (riciclato) per soffiaggio ha avuto una forte impennata negli ultimi anni, trovando sicuramente, una parte dei produttori, non totalmente preparati a gestire il granulo riciclato nelle proprie macchine. Non è stata solo una questione di tipologia di granulo che può differire leggermente, dal punto di vista tecnico, dalle materie prime vergini nel comportamento in macchina, ma si sono dovute affrontare problematiche legate alla tonalità dei colori, allo stress cracking, alla tenuta delle saldature, ai micro fori e ad altre questioni minori. In articoli precedenti abbiamo affrontato la genesi dell’HDPE riciclato nel soffiaggio dei flaconi e la corretta scelta delle materie prime riciclate, mentre oggi vediamo alcuni aspetti estetici che potrebbero presentarsi usando il granulo riciclato in HDPE al 100%. Ci sono quattro aspetti, dal punto di vista estetico, che possono incidere negativamente sul buon risultato di produzione: 1) Una marcata porosità detta “buccia d’arancia” che si forma prevalentemente all’interno del flacone ma, non raramente, è visibile anche all’esterno. Si presenta come una superficie irregolare, con presenza di micro cavità continue che danno un aspetto rugoso alla superficie. Normalmente le problematiche sono da ricercare nel granulo, dove una possibile presenza eccessiva di umidità superficiale non permette una perfetta stesura della parete in HDPE in uscita dallo stampo. In questo caso il problema si può risolvere asciugando il materiale in un silos in modo che raggiunga un grado di umidità tale per cui non influirà negativamente sulle superfici. In linea generale è sempre un’operazione raccomandata quando si vuole produrre utilizzando al 100% un materiale rigenerato. 2) Le striature sul flacone sono un altro problema estetico che capita per ragioni differenti, specialmente se si utilizza un granulo già colorato. Le cause possono dipendere da una percentuale di plastica diversa all’interno del granulo in HDPE, anche in percentuali minime, tra il 2 e il 4 %, in quanto, avendo le plastiche punti di fusione differenti, il comportamento estetico sulla parete del flacone può essere leggermente diverso, andando ad influenzare il colore nell’impasto. E’ importante notare che non si devono confondere le striature di tonalità con le striature di struttura, le quali sono normalmente creare dallo stampo del flacone a causa di usura o di sporcizia che si accumula lavorando. Un altro motivo può dipendere dalla resistenza al calore del master che si usa, in quanto non è infrequente che a temperature troppo elevate, sia in fase di estrusione del granulo che di soffiaggio dell’elemento, si possa creare un fenomeno di degradazione del colore con la creazione di piccole strisciate sulle pareti del flacone. 3) Una perfetta saldabilità in un flacone è di estrema importanza in quanto un’eventuale distacco delle pareti, una volta raffreddato e riempito il flacone, comporta danni seri con costi da sostenere per la perdita dell’imballo, delle sostanze contenute e della sostituzione del materiale con costi logistici importanti. Il flacone appena prodotto normalmente non presenta il possibile difetto in quanto la temperatura d’uscita dalla macchina “nasconde” un po’ il problema, ma una volta che la bottiglia si è raffreddata, riempita e sottoposta al peso dei bancali che vengono impilati sopra di essa, un difetto di saldatura si può presentare in tutta la sua problematica. La causa di questo problema normalmente deve essere ricercata nella percentuale di polipropilene che il granulo in HDPE può contenere a causa di una selezione delle materie prime a monte della produzione del granulo non ottimale. Una scadente selezione dei flaconi tra di essi, ma soprattutto dai tappi che essi contengono, possono aumentare la quota percentuale di polipropilene nella miscela del granulo. Esistono in commercio macchine a selezione ottica del macinato lavato che aiutano a ridurre in modo sostanziale questa percentuale, potendola riportare sotto 1,5-2%. Al momento dell’acquisto del carico di HDPE riciclato è sempre buona cosa chiedere un test del DSC per controllare la composizione del granulo per la produzione. L’effetto di una percentuale di PP eccessiva ha come diretta conseguenza l’impedimento di una efficace saldatura delle superfici di contatto che formano il flacone. Oltre ad intervenire sul granulo sarebbe buona regola, se si desiderasse utilizzare al 100% la materia prima riciclata, aumentare leggermente lo spessore di sovrapposizione delle due lati del flacone per favorirne il corretto punto di saldatura. 4) La presenza di micro o macro fori in un flacone, visibili direttamente attraverso un’ispezione o, per quelli più piccoli, tramite la prova della tenuta dell’aria, possono dipendere dalla presenza di impurità all’interno del granulo, quando il lavaggio e la filtratura della materia prima non è stata fatta a regola d’arte. Un altro motivo può dipende da una scarsa pulizia della vite della macchina soffiatrice che può accumulare residui di polimero degradato e trasportarli, successivamente, all’esterno verso lo stampo. Specialmente se si usano ricette con carica minerale è possibile che si presenti il problema subito dopo il cambio della ricetta tra una senza carica a una che la contenga.Categoria: notizie - tecnica - plastica - riciclo - HDPE - post consumo - flaconi
SCOPRI DI PIU' Dalla Canapa al Nylon: Evoluzione delle Corde e la Rivoluzione nell'Alpinismo
Dalla Canapa al Nylon: Evoluzione delle Corde e la Rivoluzione nell'AlpinismoScopri la storia del passaggio dalle corde in canapa a quelle in nylon, le innovazioni tecnologiche, i vantaggi tecnici e l'impatto sulla sicurezza e sulle prestazioni alpinistichedi Marco ArezioL'evoluzione dei materiali ha avuto un impatto significativo su numerosi settori, incluso l'alpinismo. Uno dei progressi più rivoluzionari è stato il passaggio dalle corde in canapa a quelle in nylon, una trasformazione che ha ridefinito gli standard di sicurezza e prestazioni nelle scalate. Fin dall'antichità, le corde sono state fondamentali per l'esplorazione, la navigazione e l'architettura, diventando successivamente strumenti essenziali per gli alpinisti. Le corde in fibra naturale, come la canapa, hanno accompagnato gli alpinisti per secoli. Tuttavia, le loro limitazioni in termini di elasticità, resistenza e durabilità hanno reso evidente la necessità di un materiale innovativo. Con l’avvento delle fibre sintetiche nel XX secolo, si è assistito a una svolta decisiva: l’introduzione del nylon ha portato a miglioramenti senza precedenti in termini di resistenza, elasticità e sicurezza, segnando un punto di svolta nello sviluppo delle attrezzature alpinistiche. Questo articolo esamina l'evoluzione storica di questo cambiamento, analizzando le caratteristiche tecniche dei materiali, i vantaggi del nylon rispetto alla canapa e i processi produttivi, con particolare attenzione all’uso di queste corde nell’alpinismo moderno. Le Corde in Canapa: Storia e Utilizzo La canapa (Cannabis sativa) è stata coltivata per millenni grazie alla sua fibra robusta, impiegata in settori come la navigazione, l’agricoltura e l’industria tessile. Le civiltà mesopotamiche e cinesi utilizzavano la canapa per produrre corde resistenti, essenziali per il commercio e le costruzioni. Nel Medioevo, la canapa divenne cruciale per la marina, poiché le sue corde erano fondamentali nella costruzione di vele e reti da pesca. Nel XIX e all'inizio del XX secolo, le corde in canapa erano lo standard nell'alpinismo, utilizzate da pionieri come Edward Whymper durante la prima ascensione del Cervino nel 1865. La loro robustezza e disponibilità le rendevano ideali per le spedizioni alpinistiche. Tuttavia, presentavano notevoli limitazioni: - Bassa elasticità, che aumentava il rischio di rottura e non assorbiva l’energia della caduta. - Alto assorbimento d’acqua, rendendo la corda più pesante e meno resistente in condizioni umide. - Scarsa durabilità, con una rapida usura dovuta all’attrito e all’esposizione agli agenti atmosferici. Questi fattori hanno spinto la ricerca verso materiali più avanzati, culminando nell’introduzione del nylon come alternativa superiore. L'Avvento del Nylon e l'Innovazione nel Settore Il nylon, sviluppato nel 1935 dal chimico Wallace Carothers nei laboratori DuPont, rappresentò una svolta rivoluzionaria nel campo delle fibre sintetiche. Durante la Seconda Guerra Mondiale, il nylon fu impiegato nella produzione di paracaduti, corde di traino, vele per navi militari ed equipaggiamenti aeronautici, grazie alla sua straordinaria resistenza e leggerezza. Il suo successo in ambito bellico ne accelerò l’adozione nel settore civile. Negli anni '50, le corde in nylon iniziarono a essere utilizzate nell'alpinismo, dapprima nelle operazioni militari e poi nelle spedizioni sportive. Grazie alla loro elasticità e alla capacità di assorbire gli shock delle cadute, queste corde divennero rapidamente lo standard per la sicurezza degli alpinisti. La diffusione dell’alpinismo sportivo e l’innovazione nei materiali consolidarono il nylon come scelta imprescindibile. Vantaggi delle Corde in Nylon Le corde in nylon offrirono diversi miglioramenti rispetto a quelle in canapa: - Elasticità superiore, riducendo il rischio di rottura e assorbendo l’energia in caso di caduta. - Resistenza meccanica elevata, con una maggiore durata rispetto alle fibre naturali. - Idrorepellenza, impedendo l’assorbimento di acqua e garantendo prestazioni costanti in ambienti umidi. - Minore peso, agevolando il trasporto e la gestione durante le ascensioni. Grazie a questi vantaggi, il nylon ha rivoluzionato la sicurezza e le prestazioni nell'alpinismo, rendendo le scalate più accessibili e meno rischiose. L'elasticità del nylon è stata un fattore chiave nel suo impiego alpinistico, riducendo il rischio di rottura e migliorando la sicurezza. Ciò si rivelò particolarmente cruciale durante spedizioni leggendarie come quelle di Hermann Buhl e le ascensioni dell’Himalaya negli anni '50 e '60, dove le corde in nylon permisero agli alpinisti di affrontare sfide più estreme con maggiore affidabilità. Processo di Produzione delle Corde Produzione delle Corde in Canapa La produzione delle corde in canapa segue diverse fasi, radicate in tecniche tradizionali che hanno subito miglioramenti nel tempo per ottimizzarne la qualità e la durabilità. - Coltivazione e raccolta: le piante vengono essiccate per ottenere fibre lunghe e resistenti. - Macerazione e separazione: le fibre vengono estratte e lavorate per migliorarne la qualità. - Filatura e torcitura: i filamenti vengono filati e intrecciati per formare la corda. - Trattamenti superficiali: oli naturali o cere vengono applicati per migliorarne la resistenza all'acqua e all’usura. Produzione delle Corde in Nylon Le corde in nylon vengono prodotte attraverso un processo industriale avanzato, che prevede l'impiego di tecnologie di sintesi chimica, estrusione e intrecciatura per garantire resistenza e flessibilità ottimali. Questo processo si è evoluto nel tempo per migliorare le prestazioni delle corde, aumentando la loro durata e la sicurezza nell'uso alpinistico e industriale. - Sintesi chimica: il nylon si ottiene tramite polimerizzazione per condensazione, formando lunghe catene polimeriche di poliammide. - Estrusione e filatura: il materiale sintetico viene estruso in fibre sottili. - Torcitura e intrecciatura: i fili di nylon vengono uniti in diverse configurazioni, come corde a treccia singola o con anima e guaina. - Trattamenti termici e test: le corde vengono sottoposte a test di resistenza e trattamenti per migliorarne la durata e le prestazioni. Conclusione Il passaggio dalle corde in canapa a quelle in nylon ha segnato una rivoluzione nell'alpinismo, migliorando notevolmente sicurezza, affidabilità e prestazioni. Grazie alle sue caratteristiche superiori, il nylon ha reso le scalate più sicure e ha permesso agli alpinisti di affrontare sfide sempre più impegnative. Oggi, il nylon è lo standard di riferimento nelle attrezzature alpinistiche, ma la storia delle corde in canapa rimane un elemento affascinante nell'evoluzione delle tecnologie di sicurezza in montagna. © Riproduzione Vietata
SCOPRI DI PIU' Ottimizzare i Consumi: Strategie Avanzate per l'Efficienza Energetica nell'Estrusione e nel Soffiaggio Plastico
Ottimizzare i Consumi: Strategie Avanzate per l'Efficienza Energetica nell'Estrusione e nel Soffiaggio PlasticoTecniche e Tecnologie All'avanguardia per Ridurre i Costi Operativi e l'Impatto Ambientale negli Impianti di Lavorazione delle Materie Plastichedi Marco Arezio L'industria della trasformazione delle materie plastiche, pilastro fondamentale di numerosi settori manifatturieri, si affida in larga misura a processi ad alta intensità energetica come l'estrusione e il soffiaggio. In un contesto economico globale sempre più competitivo e caratterizzato da una crescente sensibilità verso le tematiche ambientali, l'ottimizzazione del consumo energetico non rappresenta più una mera opportunità di risparmio, ma diviene un imperativo strategico per garantire la sostenibilità economica e ambientale degli impianti produttivi. Analizzare e intervenire sui flussi energetici è essenziale per mitigare i costi operativi significativi e ridurre l'impronta ecologica associata a queste lavorazioni. Il Fabbisogno Energetico: Una Panoramica Critica Per comprendere appieno il potenziale di efficientamento, è fondamentale delineare il panorama del consumo energetico tipico di un impianto di estrusione o soffiaggio. Le principali aree in cui l'energia viene impiegata e, di conseguenza, potenzialmente dispersa, sono molteplici e interconnesse. Al centro vi sono gli azionamenti dei motori elettrici che alimentano le viti degli estrusori, le pompe idrauliche, i sistemi di trasporto e altre componenti meccaniche vitali per il processo. Questi motori rappresentano sovente la quota preponderante del consumo totale. Un altro ambito critico è il riscaldamento. L'energia termica è indispensabile per portare la materia prima polimerica alla temperatura di processo ottimale, mantenendo condizioni termiche precise lungo la canna dell'estrusore, nelle testate di estrusione, negli stampi e negli accumulatori. Questo apporto termico è tipicamente garantito da resistenze elettriche, la cui gestione incide notevolmente sull'efficienza complessiva. Parallelamente al riscaldamento, il raffreddamento gioca un ruolo energetico non trascurabile. È necessario dissipare il calore generato dal processo per solidificare il materiale estruso o soffiato, controllare la temperatura degli stampi, raffreddare l'olio dei sistemi idraulici e mantenere operative le apparecchiature elettroniche. Questi processi di raffreddamento, spesso basati su circolazione di acqua o aria, comportano un dispendio energetico per il funzionamento di pompe, ventilatori e chiller. Infine, non si possono trascurare i sistemi ausiliari che supportano l'operatività dell'impianto. I compressori d'aria, indispensabili nel processo di soffiaggio e per altre funzionalità pneumatiche, le pompe per vuoto, i sistemi di alimentazione e trasporto del materiale contribuiscono al carico energetico complessivo. Nelle macchine che impiegano sistemi idraulici, l'efficienza delle pompe e delle valvole ha un impatto diretto sui consumi, specialmente se non adeguatamente dimensionate e controllate. Identificare e quantificare precisamente l'energia assorbita da ciascuna di queste aree attraverso audit energetici mirati e l'implementazione di sistemi di monitoraggio dei consumi in tempo reale costituisce il punto di partenza essenziale per delineare una strategia di efficientamento efficace. Un Approccio Olistico all'Efficienza: Tecniche e Tecnologie Chiave L'ottimizzazione energetica negli impianti di estrusione e soffiaggio richiede un approccio multiforme, che integri l'adozione di tecnologie avanzate con l'implementazione di migliori pratiche operative. Il cuore dell'efficienza spesso risiede nell'ottimizzazione degli azionamenti e dei motori. Sostituire i motori elettrici obsoleti o a bassa efficienza con unità conformi agli standard più elevati (classi IE3, IE4 e oltre) garantisce intrinsecamente un minor assorbimento di potenza grazie a perdite interne minimizzate. Tuttavia, l'impatto più significativo si ottiene con l'integrazione di Variatori di Velocità (VSD). Questi dispositivi permettono di modulare con precisione la velocità del motore in funzione del carico effettivo e del reale fabbisogno del processo. Questo è particolarmente vantaggioso per gli azionamenti principali come le viti estrusore o le pompe idrauliche, che spesso operano a carico parziale. Evitando il funzionamento a velocità fissa eccessiva, i VSD consentono risparmi energetici sostanziali, proporzionali alla riduzione di velocità richiesta dal processo. Per quanto concerne i sistemi di riscaldamento, l'evoluzione tecnologica offre soluzioni decisamente più efficienti rispetto al passato. L'impiego di riscaldatori a fascia in ceramica o, ancor meglio, a induzione, consente un trasferimento di calore più diretto ed efficiente alla canna dell'estrusore o agli stampi, riducendo drasticamente le dispersioni termiche. I riscaldatori a induzione, in particolare, scaldando la canna per effetto di correnti indotte, offrono un controllo termico molto più reattivo e preciso, minimizzando i tempi di riscaldamento e stabilizzazione e le dispersioni. A complemento, un isolamento termico adeguato di canne, testate e stampi è indispensabile. L'utilizzo di coperture isolanti progettate su misura, realizzate con materiali ad alte prestazioni, può ridurre significativamente le perdite di calore verso l'ambiente circostante, diminuendo l'energia necessaria per mantenere le temperature di processo. Anche i sistemi di raffreddamento presentano ampi margini di efficientamento. Un controllo più granulare e localizzato dei fluidi di raffreddamento, regolando flussi e temperature solo dove e quando strettamente necessario, evita sprechi energetici. Sistemi di controllo avanzati possono monitorare in tempo reale le temperature e adattare dinamicamente l'intensità del raffreddamento. L'adozione di sistemi di raffreddamento adiabatico o a ciclo chiuso può inoltre portare a risparmi idrici ed energetici. I sistemi a ciclo chiuso, in particolare, minimizzano la necessità di reintegro dell'acqua e i costi associati al suo trattamento, riducendo l'energia impiegata per la sua movimentazione e refrigerazione. Considerando i sistemi ausiliari, l'efficienza dei compressori d'aria nel soffiaggio è cruciale. Investire in compressori d'aria ad alta efficienza, ottimizzare la pressione di esercizio e implementare programmi di manutenzione rigorosi per individuare e riparare le perdite nella rete di distribuzione sono azioni a elevato ritorno. Inoltre, il calore generato dai compressori può essere recuperato e riutilizzato per altri scopi, come il riscaldamento di acqua o ambienti, trasformando una perdita energetica in una risorsa. Analogamente, le pompe per vuoto, se presenti, dovrebbero essere selezionate per la loro efficienza e gestite in modo da operare solo al bisogno. L'ottimizzazione di processo offre ulteriori opportunità di risparmio. Un design della vite estrusore ottimizzato per il polimero specifico e il prodotto finale massimizza il lavoro meccanico impartito al materiale, riducendo la dipendenza dall'apporto termico elettrico per la plastificazione. L'implementazione di sistemi di controllo avanzato basati su algoritmi predittivi o adattivi permette di gestire dinamicamente i parametri di processo (temperature, velocità della vite, pressioni) per raggiungere la qualità desiderata con il minimo dispendio energetico. Ridurre gli scarti di produzione e ottimizzare le procedure di avviamento e cambio formato minimizza i tempi di inattività e la quantità di materiale e energia sprecati. Infine, il recupero del calore di scarto rappresenta una strategia potente per valorizzare l'energia altrimenti dissipata. Il calore residuo proveniente dalla canna estrusore, dai sistemi idraulici o dai compressori d'aria può essere efficacemente catturato attraverso scambiatori di calore dedicati e riutilizzato per preriscaldare la materia prima in ingresso, per il riscaldamento di acqua di processo o addirittura per il riscaldamento degli edifici. Questo non solo riduce il fabbisogno di energia primaria, ma contribuisce anche a una maggiore integrazione e circolarità dei flussi energetici all'interno dell'impianto. Implementazione e i Molteplici Vantaggi Intraprendere un percorso verso una maggiore efficienza energetica richiede un'analisi approfondita e una pianificazione oculata. Un approccio basato sulla priorità degli interventi con il più rapido ritorno sull'investimento può facilitare l'avvio del processo, per poi estendersi progressivamente ad azioni più complesse. I benefici derivanti da un incremento dell'efficienza energetica sono molteplici e si estendono oltre la semplice riduzione dei costi: - Riduzione dei costi operativi: Il beneficio più immediato e tangibile è la significativa diminuzione delle spese energetiche, che impatta positivamente sui margini di profitto. - Incremento della competitività: Minori costi di produzione consentono alle aziende di posizionarsi in modo più aggressivo sul mercato. - Miglioramento della sostenibilità: La riduzione dei consumi energetici porta a una minore emissione di gas serra e a un'impronta ambientale più contenuta, rispondendo alle crescenti aspettative normative e sociali. - Aumento della produttività: Processi ottimizzati per l'efficienza tendono ad essere anche più stabili e performanti, riducendo i fermi macchina e migliorando la capacità produttiva complessiva. - Maggiore durata delle apparecchiature: Un funzionamento più controllato e temperature gestite in modo ottimale riducono lo stress termico e meccanico sui componenti, estendendone la vita utile e riducendo i costi di manutenzione. Considerazioni Conclusive In conclusione, l'efficienza energetica negli impianti di estrusione e soffiaggio non è più un traguardo opzionale, ma una componente essenziale di una gestione industriale moderna e responsabile. Attraverso una comprensione approfondita dei modelli di consumo, l'adozione mirata di tecnologie all'avanguardia come VSD, motori ad alta efficienza, sistemi di riscaldamento avanzati, isolamento termico efficace e l'implementazione di strategie di ottimizzazione di processo e recupero di calore, le aziende possono realizzare risparmi significativi, migliorare la propria sostenibilità e rafforzare la propria posizione nel mercato globale. Investire nell'efficienza energetica significa non solo tagliare i costi, ma anche costruire un futuro più resiliente e sostenibile per l'industria della plastica. L'analisi continua, l'innovazione tecnologica e l'impegno verso il miglioramento continuo sono le leve fondamentali per sbloccare il pieno potenziale di efficienza in questo settore vitale.© Riproduzione Vietata
SCOPRI DI PIU' Plastica da Post Consumo: Raccolta, Riciclo e Riuso
Plastica da Post Consumo: Raccolta, Riciclo e RiusoPlastica da Post Consumo: Raccolta, Riciclo e Riusodi Marco ArezioLa plastica riciclata da post consumo e i polimeri in plastica riciclata che derivano dalla raccolta differenziata dei rifiuti domestici sono una conquista, relativamente recente, in un mondo che si muove verso la circolarità dei beni e delle risorse. Nell’ambito dell’economia circolare, quell’area di interesse che riguarda lo studio e l’applicazione di metodi, sistemi produttivi e legislativi, atti a riciclare i prodotti a fine vita, la plastica è sicuramente un attore primario della raccolta, lavorazione e riuso. La plastica riciclata si definisce da post consumo quando il prodotto, sotto forma di imballo o di oggetto finito, esaurisce il compito per cui viene prodotto e viene conferito, attraverso la raccolta differenziata, agli impianti di riciclo meccanici, per creare nuova materia prima in una sorta di circolarità continua. In Italia la raccolta dei rifiuti da post consumo e la loro selezione di base è affidata, prevalentemente, a consorzi nazionali, quali il Corepla per gli imballi come l’HDPE, il PP, l’LDPE, il PET e il PS, il Coripet per i soli imballi in PET e il Conip per gli imballi rigidi dal settore ortofrutticolo, solo per citarne alcuni. Ma ogni paese, in cui la raccolta differenziata è normata e organizzata, ha la propria o le proprie struttura di raccolta nazionali.Tra i prodotti più raccolti e riciclati troviamo:• LDPE, polietilene a bassa densità, che viene dalla raccolta degli imballi flessibili, come i sacchetti, i film da imballo, i teli da copertura e gli imballi rigidi come possono essere i vasi dei fiori. • HDPE, polietilene ad alta densità, che viene principalmente dalla raccolta dei flaconi dei detersivi e delle taniche per i liquidi. • PP, polipropilene, che deriva da imballi flessibili come i film per il packaging ma anche da imballi rigidi come cassette, paraurti, giochi, sedie, tavoli, prodotti per l’edilizia, come tubi, sifoni, griglie, vespai, piastrelle, secchi. • PS, Polistirolo, che proviene dagli imballi per il packaging, dai vasi e da molti articoli per l’edilizia e il settore elettrico, come prese per la corrente, quadri elettrici. • PET, polietilene tereftalato, nella plastica da post consumo è principalmente espresso dalle bottiglie dell’acqua minerale e delle bibite. La lavorazione degli imballi in plastica post consumo comporta la conoscenza approfondita della filiera della raccolta, dei sistemi di riciclo industriale del rifiuto e dell’applicazione della materia prima che ne deriva per la realizzazione di nuovi prodotti. La raccolta differenziata dei materiali plastici, ma anche degli altri prodotti raccolti, come il vetro, i metalli, il legno, la carta, la gomma contribuiscono in modo determinante alla riduzione dell’impronta carbonica, a regolare la gestione dei rifiuti in modo che non vadano dispersi nell’ambiente e a risparmiare le materie prime che diversamente dovrebbero essere estratte dal pianeta. Raccogliere i rifiuti, riciclarli, creare nuove materie prime dagli scarti, produrre nuovi prodotti attraverso la circolarità del sistema di produzione e di consumo è una delle chiavi, ma non la sola, che permette la progettazione di un mondo migliore. Una filiera di grande importanza, anche a livello economico, che contribuisce in modo attivo ai bilanci degli stati, a dare lavoro e a creare un’importante sostenibilità tra l’uomo e la natura. Una filiera che contempla non solo la produzione di materie prime ricavate dai rifiuti, ma anche l’industria della macchine e degli stampi per la produzione e il suo controllo, i produttori di oggetti finiti fatti in plastica riciclata, di società di servizi, di trasporto, gli enti di ricerca e molto altro. Categoria: notizie - tecnica - plastica - riciclo - post consumo . produzione
SCOPRI DI PIU' L’Uso delle Cariche Minerali nella Produzione di Flaconi in HDPE Riciclato
L’Uso delle Cariche Minerali nella Produzione di Flaconi in HDPE RiciclatoVantaggi e svantaggi nel soffiaggio dei flaconi con il granulo riciclato in HDPE caricato Talco o Carbonato di Calcio di Marco ArezioLa produzione di flaconi, monostrato in HDPE, è sempre stata di competenza del polimero vergine fino a qualche anno fa, con il quale si realizzavano colori, spessori, finiture, profumazioni e forme senza preoccuparsi troppo del rapporto polimero-soffiatrice. L’avvento dell’HDPE riciclato nel mondo del soffiaggio è stato graduale e abbastanza complicato, in quanto vigeva una certa diffidenza sull’impiego dell’rHDPE, motivata da ipotetici dubbi sulle resistenze meccaniche, sulla qualità delle superfici, sulla tenuta del manico, sull’odore dell’imballo soffiato, sulla realizzazione dei colori e della trasparenza per vedere i liquidi all’interno, sulla tenuta delle saldature, sulle micro forature delle superfici, sulla reperibilità del materiale e sulla differenza esigua del prezzo rispetto alla materia prima vergine. Tutte obbiezioni lecite per chi era abituato ad usare il polimero vergine, ma molte di esse erano preconcetti generali sul materiale riciclato, che era ancora visto come sinonimo di minor qualità generale. Non c’è dubbio che i primi anni in cui è arrivato sul mercato l’HDPE riciclato in granuli per soffiaggio, la qualità degli impianti di riciclo e selezione attribuivano alla materia prima alcuni limiti oggettivi. Le maggiori criticità erano legate ad alcuni fattori tecnici: • Impurità contenute nel granulo • Presenza eccessiva di PP • Presenza di umidità residua • Odore persistente • Colore difficilmente gestibile Non ci addentriamo su come il settore del riciclo ha tecnicamente, negli anni, risolto le problematiche esposte, riuscendo a creare un granulo in HDPE riciclato che è paragonabile, dal punto delle prestazioni generali, molte volte a quello vergine. Forse, in alcuni casi e con alcune macchine, la questione dello spessore del flacone, è ancora un argomento aperto, in quanto, a volte, può essere necessario un incremento dello spessore utilizzando l’rHDPE rispetto a quello di prima scelta. Il motivo per cui a volte può essere necessario, dipende da molti fattori, come la conformazione e la dimensione del flacone, la macchina per il soffiaggio che si usa, la qualità del granulo riciclato, elementi tutti necessari per raggiungere un corretto rapporto, tra la resistenza a compressione del flacone e il peso che grava su di esso una volta inserito in un bancale verticale. E’ possibile ovviare a questo inconveniente, dopo aver verificato e risolto le problematiche precedenti, attraverso l’uso di cariche minerali come il talco o il carbonato di calcio. La funzione delle cariche minerali è quella di aumentare la resistenza a compressione verticale del flacone, senza dover aumentare il suo spessore, attraverso l’uso di percentuali che non superano solitamente il 10-15%, in funzione della dimensione del prodotto da realizzare. Si noti, impegnando granuli caricati, che il flacone gode di vantaggi relativi alla resistenza al carico e alla torsione, migliorando quindi la trasportabilità e l’economicità in fase produttiva. Esistono però, a dire il vero, alcune informazioni da tenere ben presente quando si decide di operare attraverso il soffiaggio con un granulo in rHDPE caricato con talco o caco3: • Le viti della soffiatrice devono essere pulite spesso, in quanto le prime fasi dell’utilizzo di una miscela abrasiva, come l’HDPE caricato, facilita il trasporto di contaminazioni presenti nella macchina di soffiaggio con la possibilità di creare buchi nel flacone. • La presenza di cariche minerali può influire sulla trasparenza, o semi trasparenza, del prodotto. • La creazione di colori deve tenere conto di un possibile risultato cromatico differente rispetto ad un rHDPE senza cariche. • La presenza di PP, anche in percentuale basse, in un granulo caricato, riduce ulteriormente la capacità di saldatura e di tenuta del flacone, specialmente nei manici o in punti con angoli particolari. Categoria: notizie - tecnica - plastica - riciclo - cariche minerali - flaconi - soffiaggio - HDPE
SCOPRI DI PIU' Tecnologie ed applicazioni dei polimeri lignocellulosici per una produzione sostenibile di bioplastiche e combustibili
Tecnologie ed applicazioni dei polimeri lignocellulosici per una produzione sostenibile di bioplastiche e combustibiliUna panoramica sui polimeri sintetizzati da biomassa lignocellulosica, tra opportunità, sfide e sviluppi futuri per l'economia circolaredi Marco ArezioL'attenzione verso i polimeri derivati da biomassa è cresciuta negli ultimi anni in risposta alla necessità di ridurre la dipendenza dai combustibili fossili e diminuire l'impatto ambientale della produzione di plastica e combustibili. La biomassa lignocellulosica, composta principalmente da lignina, cellulosa ed emicellulosa, rappresenta una delle fonti più promettenti per la sintesi di polimeri sostenibili. Questo articolo esplora lo stato dell'arte nella ricerca sui polimeri lignocellulosici e il loro impiego nella produzione di bioplastiche e biocombustibili, esaminando i vantaggi, le sfide e le applicazioni emergenti. La biomassa lignocellulosica come fonte di polimeri La biomassa lignocellulosica, presente in abbondanza in fonti vegetali non alimentari come residui agricoli, scarti forestali e rifiuti urbani, è una risorsa rinnovabile costituita principalmente da tre polimeri naturali: la cellulosa, l'emicellulosa e la lignina. La cellulosa è un polisaccaride lineare di unità di glucosio, mentre l'emicellulosa è un gruppo eterogeneo di polisaccaridi, e la lignina è una macromolecola complessa di polifenoli. La struttura chimica complessa e la diversità molecolare della biomassa lignocellulosica rendono possibile la sintesi di polimeri con proprietà specifiche, utilizzabili in numerose applicazioni industriali. Processi di conversione della biomassa in polimeri Per convertire la biomassa lignocellulosica in polimeri funzionali, sono impiegate diverse tecnologie chimiche, termochimiche e biochimiche. I principali metodi di conversione includono: Idrolisi enzimatica e chimica: Questo processo converte la cellulosa e l'emicellulosa in zuccheri fermentabili, che possono essere successivamente trasformati in biopolimeri come il polilattico (PLA), utilizzato per bioplastiche compostabili. Termochimica: Tecniche come la pirolisi e la gassificazione permettono di convertire la biomassa in composti chimici intermedi come bio-olio, gas di sintesi e biochar, che possono essere utilizzati nella sintesi di biopolimeri e biocombustibili. Trattamenti chimici della lignina: La lignina può essere convertita in monomeri aromatici e altre molecole funzionali, impiegabili come materie prime per la produzione di poliuretani, resine e altri polimeri ad alte prestazioni. Polimeri derivati da biomassa lignocellulosica per bioplastiche Tra i polimeri derivati da biomassa lignocellulosica, i biopolimeri ottenuti da zuccheri derivati dalla cellulosa sono i più promettenti per la produzione di bioplastiche. Ad esempio: Polilattico (PLA): È un polimero biodegradabile prodotto a partire dall'acido lattico, un derivato fermentato degli zuccheri della biomassa. Il PLA è largamente utilizzato nel packaging, nell'industria alimentare e nei settori medicali, grazie alla sua compostabilità e alle buone proprietà meccaniche. Poliidrossialcanoati (PHA): Sono polimeri prodotti da batteri attraverso la fermentazione degli zuccheri e sono completamente biodegradabili. I PHA trovano applicazioni in ambiti medici e come materiali per imballaggi grazie alla loro resistenza e biodegradabilità in ambienti naturali. Poliuretani a base di lignina: La lignina, un sottoprodotto della lavorazione della biomassa, può essere utilizzata come fonte di fenoli per produrre poliuretani, una classe di polimeri versatili impiegati per rivestimenti, schiume e materiali compositi. La lignina offre vantaggi in termini di resistenza chimica e riduzione dei costi di produzione rispetto ai poliuretani convenzionali. Polimeri lignocellulosici per combustibili sostenibili Oltre alla produzione di bioplastiche, la biomassa lignocellulosica è studiata anche per la sintesi di biocombustibili. I principali approcci includono: Bioetanolo: Prodotto attraverso la fermentazione degli zuccheri della biomassa, il bioetanolo è un combustibile rinnovabile che può sostituire la benzina o essere miscelato con essa. La sua produzione riduce le emissioni di gas serra e sfrutta fonti di biomassa ampiamente disponibili. Biodiesel: Sebbene il biodiesel sia comunemente prodotto da oli vegetali, esistono approcci per sintetizzare combustibili simili a partire dalla lignina e da altri composti lignocellulosici. Questi processi coinvolgono spesso la pirolisi e la gassificazione per ottenere oli bio-compatibili con i motori a combustione interna. Biogas: La digestione anaerobica della biomassa lignocellulosica produce biogas, una miscela di metano e anidride carbonica. Questo combustibile può essere utilizzato per generare energia o calore e rappresenta un’alternativa sostenibile ai gas naturali fossili. Vantaggi e sfide nell'uso della biomassa lignocellulosica L'impiego della biomassa lignocellulosica presenta numerosi vantaggi, tra cui la riduzione delle emissioni di carbonio, la diminuzione della dipendenza dai combustibili fossili e l'utilizzo di risorse rinnovabili. Tuttavia, la sua applicazione pratica comporta ancora alcune problematiche significative: Costi di produzione: I processi di conversione della biomassa sono spesso più costosi rispetto ai metodi tradizionali basati su fonti fossili, specialmente per la produzione su larga scala. Efficienza di conversione: La complessità strutturale della lignina e la resistenza naturale della biomassa lignocellulosica alla degradazione rendono difficile l'ottenimento di rendimenti elevati nei processi di conversione. Compatibilità delle infrastrutture: L'adattamento delle infrastrutture esistenti per l’uso di bioplastiche e biocombustibili è una questione critica, soprattutto nel settore energetico e dei trasporti, dove i costi di transizione possono essere elevati. Applicazioni e prospettive future I polimeri derivati da biomassa lignocellulosica sono già in uso in vari settori e le loro applicazioni continuano ad espandersi. Oltre agli usi comuni nel packaging e nei materiali da costruzione, i biopolimeri lignocellulosici stanno emergendo nel settore dell’automotive per la produzione di componenti leggeri e biodegradabili. Le tecnologie di stampa 3D potrebbero inoltre facilitare l'uso di materiali lignocellulosici personalizzabili per la produzione di oggetti su misura e prodotti durevoli. La ricerca in corso si concentra sull'ottimizzazione dei processi di conversione e sulla creazione di nuove formulazioni di biopolimeri per migliorare le proprietà meccaniche, termiche e chimiche dei materiali risultanti. Inoltre, gli sforzi per ridurre i costi di produzione e aumentare la compatibilità con i sistemi industriali esistenti sono cruciali per accelerare l’adozione dei polimeri lignocellulosici su scala globale. Conclusione I polimeri derivati da biomassa lignocellulosica rappresentano una soluzione sostenibile e innovativa per la produzione di bioplastiche e combustibili rinnovabili. Pur affrontando ancora delle problematiche tecniche ed economiche, l'uso di biomassa lignocellulosica ha il potenziale di ridurre significativamente l'impatto ambientale dei materiali plastici e dei combustibili convenzionali. Con l'evoluzione delle tecnologie di conversione e il continuo impegno nella ricerca e sviluppo, i polimeri lignocellulosici potrebbero assumere un ruolo chiave nella transizione verso un'economia più sostenibile e circolare.© Riproduzione Vietata
SCOPRI DI PIU' Il Polimero POM nell’Automotive: La Sostituzione dei Metalli tra Innovazione, Sostenibilità e Prestazioni
Il Polimero POM nell’Automotive: La Sostituzione dei Metalli tra Innovazione, Sostenibilità e PrestazioniQuando e come il poliossimetilene (POM), sia vergine che riciclato, può davvero prendere il posto dei metalli nelle auto di ultima generazionedi Marco ArezioNegli ultimi decenni, l’industria automobilistica ha vissuto una trasformazione radicale nel modo di concepire materiali, design e processi produttivi. Al centro di questa rivoluzione silenziosa c’è una sfida che va ben oltre la semplice innovazione tecnica: costruire auto più leggere, efficienti e sostenibili, senza compromettere sicurezza e affidabilità. In questo scenario, il poliossimetilene (POM), nelle sue versioni vergine che riciclata, si è ritagliato un ruolo sempre più centrale come valida alternativa ai metalli tradizionalmente impiegati nella produzione automobilistica. Scegliere di sostituire acciaio e alluminio con polimeri ad alte prestazioni come il POM non è solo una scelta di leggerezza o di riduzione dei costi, ma un passo strategico che coinvolge sostenibilità, libertà progettuale e nuove modalità di pensare il ciclo di vita dei prodotti. Comprendere quando e come questo polimero possa effettivamente svolgere il compito dei metalli significa addentrarsi in un’analisi che tiene conto di proprietà chimiche e fisiche, esigenze industriali, normative e, oggi più che mai, principi di economia circolare. Perché il POM? Origine di una scelta tecnica Introdotto sul mercato negli anni Sessanta, il poliossimetilene – noto anche come acetalica o poliformaldeide – fu subito riconosciuto come una delle prime materie plastiche capaci di avvicinarsi alle prestazioni dei metalli. La sua struttura chimica, regolare e altamente cristallina, gli conferisce un insieme di qualità difficilmente riscontrabili in altri polimeri: una notevole resistenza meccanica, rigidità, stabilità dimensionale anche in ambienti umidi o a temperature variabili, oltre a un coefficiente d’attrito estremamente basso. Il risultato è un materiale che, pur mantenendo una densità decisamente inferiore rispetto a metalli come l’acciaio o l’alluminio, si presta ad applicazioni di precisione dove tradizionalmente si sarebbe optato per componenti metallici. Ma la vera rivoluzione del POM non si esaurisce nelle sue caratteristiche intrinseche. La facilità di lavorazione tramite stampaggio a iniezione consente infatti di ottenere componenti dalla geometria complessa con una sola fase produttiva, riducendo drasticamente i costi e i tempi tipici delle lavorazioni meccaniche dei metalli. Questa libertà progettuale, insieme alla possibilità di integrare più funzioni in un unico pezzo, spiega perché il POM sia diventato così interessante per l’industria automobilistica. Dalla riduzione del peso alla libertà progettuale: i vantaggi nel mondo automotive Sostituire i metalli con il POM vergine nelle auto moderne significa innanzitutto alleggerire il veicolo: ogni chilo in meno si traduce in consumi più bassi e minori emissioni, un aspetto ormai fondamentale anche per rispettare le normative ambientali sempre più stringenti. Ma l’alleggerimento è solo la punta dell’iceberg. Il POM, grazie alla sua intrinseca auto-lubrificazione e alla capacità di resistere a usura e scorrimento, viene spesso impiegato per la realizzazione di ingranaggi, ruote dentate, boccole e tutti quei componenti che nei veicoli sono soggetti a movimenti ripetitivi, attriti e piccole sollecitazioni. In questi contesti, la plastica tecnica offre un comportamento spesso superiore rispetto ai metalli, in quanto elimina il rischio di corrosione, riduce la necessità di lubrificazione esterna e contribuisce a un funzionamento più silenzioso. Un altro aspetto strategico del POM nell’automotive è legato alle sue proprietà isolanti: al contrario dei metalli, il poliossimetilene non conduce elettricità, caratteristica preziosa per la sicurezza e l’affidabilità di molti sistemi elettronici e di cablaggio di bordo. Inoltre, la resistenza chimica del POM nei confronti di molti carburanti, oli e fluidi industriali lo rende ideale per applicazioni in ambienti critici, laddove la corrosione rappresenta una minaccia costante per le leghe metalliche. Dal punto di vista produttivo, la possibilità di realizzare componenti di forma complessa senza assemblaggi successivi permette di ridurre sia il numero di pezzi necessari che i rischi di difettosità dovuti a tolleranze e giochi meccanici. Ecco perché, in molti casi, le case automobilistiche scelgono il POM per tutte quelle parti in cui la precisione geometrica, l’inerzia chimica e la stabilità dimensionale sono priorità assolute. Dove il metallo resta insostituibile Nonostante i numerosi vantaggi, ci sono contesti in cui il POM, anche nelle sue versioni più avanzate, deve cedere il passo ai metalli. Questo accade, ad esempio, in presenza di temperature molto elevate: acciaio e alluminio resistono a sollecitazioni termiche che porterebbero rapidamente il POM fuori dal suo range operativo ideale (tipicamente compreso tra -40°C e +120°C). Similmente, nei casi in cui sono richiesti elevati carichi statici, una rigidezza superiore e una risposta affidabile a cicli di fatica molto intensi, il metallo garantisce livelli di sicurezza e durata che ancora non possono essere replicati dai polimeri tecnici. Senza dimenticare che trattamenti superficiali come la saldatura, la verniciatura o la zincatura restano un punto di forza delle leghe metalliche per molte applicazioni di carrozzeria o struttura. Eppure, sebbene ci siano aree dove il metallo è imprescindibile, la gamma di componenti automotive nei quali il POM può essere impiegato si sta allargando rapidamente, spinta anche dall’evoluzione delle tecniche di rinforzo (ad esempio con fibre di vetro) e dalla costante innovazione nei processi produttivi. La frontiera del POM riciclato: tra economia circolare e affidabilità tecnica Negli ultimi anni, la sensibilità ambientale e la crescente pressione per ridurre l’impatto ecologico dell’industria automobilistica hanno portato a un incremento nell’uso di POM riciclato. Questo materiale, ottenuto principalmente dagli scarti di lavorazione e, in misura crescente, anche dal recupero post-consumo, rappresenta un tassello fondamentale nel percorso verso l’economia circolare. Utilizzare POM riciclato significa ridurre l’estrazione di materie prime fossili e abbattere la quantità di rifiuti da smaltire, senza necessariamente rinunciare alle performance. Se il processo di riciclo è ben gestito e la purezza del materiale è garantita, molte delle proprietà meccaniche e fisiche restano comparabili a quelle del POM vergine. Non a caso, nelle applicazioni meno critiche – come supporti, guide, clip, coperture, piccole leve e componenti interni – il POM riciclato viene sempre più adottato. Dal punto di vista economico, il riciclo del poliossimetilene consente alle case automobilistiche di abbattere i costi, ottimizzare le risorse e rispondere alle richieste dei mercati e delle normative, che impongono quote crescenti di materiali riciclati nei veicoli di nuova generazione. Tuttavia, è essenziale prestare attenzione alla destinazione finale del pezzo: se le sollecitazioni sono elevate o sono richieste tolleranze particolarmente strette, il materiale vergine rimane spesso la scelta obbligata. Applicazioni concrete: il POM in azione dentro l’auto Nella pratica, sono numerosi gli esempi in cui il POM, sia vergine che riciclato, ha già sostituito il metallo con successo. Tra i più noti ci sono gli ingranaggi dei motorini dei tergicristalli, le ruote dentate nei sistemi di regolazione dei sedili, le boccole dei cambi automatici, i supporti dei cavi e le staffe di fissaggio dei cruscotti. Anche nelle pompe di carburante, nei corpi dei carburatori e in molte valvole il POM rappresenta ormai lo standard, grazie alla sua resistenza agli idrocarburi e alla stabilità dimensionale anche in presenza di umidità e variazioni di temperatura. Molte leve di comando interne, manopole, pulsanti e dettagli estetici vengono oggi realizzati in poliossimetilene, non solo per la sua lavorabilità e la possibilità di ottenere superfici lisce e colori personalizzati, ma anche per la sua capacità di resistere all’usura e all’invecchiamento senza ossidarsi o scolorire. In questi casi, l’introduzione di POM riciclato consente di mantenere prestazioni elevate, riducendo al contempo l’impatto ambientale dell’intero ciclo produttivo. Quando scegliere il POM vergine e quando puntare sul riciclato La decisione tra POM vergine e riciclato è spesso guidata da un’attenta valutazione delle condizioni di impiego. Laddove le specifiche di resistenza meccanica, stabilità dimensionale e sicurezza siano particolarmente stringenti – ad esempio in ingranaggi di trasmissione, componenti strutturali o parti soggette a carichi elevati e cicli ripetuti – la versione vergine offre le migliori garanzie. Al contrario, per tutti quei componenti a basso rischio e minori sollecitazioni, il POM riciclato risulta più che adeguato, soprattutto se certificato e tracciabile lungo tutta la filiera. Sempre più spesso, le aziende automobilistiche scelgono una combinazione delle due soluzioni: utilizzano il materiale riciclato dove possibile, riservando il vergine alle applicazioni più critiche, così da massimizzare sia l’efficienza produttiva che la sostenibilità complessiva del veicolo. Prospettive future: il POM tra sostenibilità, innovazione e design for recycling Guardando al futuro, la sostituzione dei metalli con il POM rappresenta un esempio di come la transizione verso la mobilità sostenibile passi anche attraverso le scelte dei materiali. L’integrazione di quote crescenti di poliossimetilene riciclato nei veicoli di prossima generazione non è più una semplice opzione, ma una necessità dettata dal mercato, dalle normative e, soprattutto, dall’urgenza ambientale. Le prospettive più interessanti arrivano proprio dall’innovazione continua: le nuove tecniche di purificazione, i processi di separazione avanzati e la possibilità di rafforzare il POM con fibre o additivi stanno ampliando il ventaglio di applicazioni potenziali, avvicinando sempre più il polimero a prestazioni prima appannaggio esclusivo dei metalli. La sfida, oggi, è riuscire a chiudere davvero il cerchio dell’economia circolare: progettare componenti facili da riciclare, promuovere la raccolta e il recupero a fine vita, e garantire che la qualità del POM riciclato sia tale da permettere il suo riutilizzo anche in applicazioni di alto valore aggiunto. In questo modo, la sostituzione dei metalli non sarà solo un tema di leggerezza o prestazione, ma il simbolo concreto di una nuova era della progettazione industriale, in cui innovazione e sostenibilità procedono davvero di pari passo.© Riproduzione Vietata Fonti Celanese, Polyplastics, BASF – Datasheet tecnici POM “Lightweight Solutions for Automotive Industry: Metal Replacement with POM” – Automotive Plastics (2023) Plastic Europe – Polioximetilene: Technical Guide Society of Plastics Engineers (SPE) – Papers su riciclo del POM “Metal Replacement in Automotive Components Using Engineering Plastics”, Journal of Polymer Engineering (2022) Circular Economy in the Automotive Sector: State of the Art – European Commission (2021) OEM Applications for Recycled Engineering Plastics – Automotive World (2023)
SCOPRI DI PIU'