




 Vetroresina: il difficile cammino verso un’economia circolare del prodotto.
Vetroresina: il difficile cammino verso un’economia circolare del prodotto.Vetroresina: storia, produzione, impiego e riciclo. Il difficile cammino verso un’economia circolare del prodottodi Marco ArezioLa vetroresina è sicuramente un prodotto che ha avuto un successo molto importante dato dalla flessibilità d’impiego, dalla relativa facilità di produzione e dalle caratteristiche tecniche dei manufatti prodotti che potevano sostituire o migliorare le prestazioni di altri materiali fino ad allora utilizzati. La vetroresina nasce negli anni 20, periodo in cui si stavano studiando materiali che avessero delle caratteristiche prestazionali simili a quelle dei metalli da costruzione (edilizia, aeronautica, navale) ma che si potesse aggiungere un vantaggio in termini di risparmio di peso. Nel corso degli anni 40 si era optato per il rinforzo del poliestere utilizzando la fibra di amianto, un materiale plastico composito con cui si costruivano, per esempio, i serbatoi supplementari per gli aerei. Durante gli anni 50 dello scorso secolo, l’incremento della produzione di fibra di vetro, ha portato ad una progressiva sostituzione della fibra di amianto, creando prodotti tecnicamente più avanzati ed ampliando il campo di applicazione. MA COS’E’ LA VETRORESINA?E’ una plastica composta rinforzata con vetro, detta anche VTR o GRP, utilizzando tessuti o feltri con fibre orientate casualmente e successivamente impregnate con resine termoindurenti, generalmente liquide, composte da poliestere o vinilestere o epossidiche, che induriscono e collegano le fibre stesse attraverso l’azione di catalizzatori ed acceleranti. Le principali caratteristiche dei prodotti realizzati in vetroresina sono: – Leggerezza – Elevate caratteristiche meccaniche – Durabilità – Resistenza alla corrosione – Resistenza agli agenti atmosferici – Ottimo isolamento elettrico – Comportamento al fuoco gestibile con specifici additivi – Buon isolamento termico – Scarsa manutenzione COME VENGONO PRODOTTI I MANUFATTI IN VETRORESINA?Premettendo che la vetroresina non è un composto plastico tradizionale che ha bisogno di calore e di una forza meccanica importante (estrusione, iniezione, soffiaggio) per realizzare i prodotti, ma si basa sul lavoro che svolge la resina polimerizzata che viene a contatto con le fibre di vetro. I processi principali di produzione sono i seguenti: “Hand Lay-Up” consiste nella spalmatura a pennello o rullo di resine, correttamente additivate con catalizzatori e acceleranti, che ne determinano la polimerizzazione anche a temperatura ambiente, su tessuti di vetro. La solidificazione delle resine permette l’inglobamento delle fibre di vetro presenti nello stampo creando l’articolo in vertroresina. “Filamnet Winding” consiste nell’applicare, su un cilindro rotante, normalmente metallico, un filo impregnato con resina catalizzata. Avvolgendo in continuo questo filo sullo stampo, che verrà poi sfilato una volta che la resina sarà indurita, si possono creare tubi o serbatoi cilindrici. “Resin Transfer Moulding” consiste nello spargere a secco, su un lato di uno stampo, una quantità stabilita di fibre di vetro, successivamente si richiude lo stampo con la sua copia e si inietta, a bassa pressione, la resina all’interno. Con questo sistema è possibile eseguire il procedimento di iniezione all’interno dello stampo anche sottovuoto. “Pultrusion” consiste in una produzione simile alla classica estrusione delle materie plastiche, adatta ai materiali compositi per la realizzazione di particolari profili. A QUALI SETTORI SONO DESTINATI E QUALI MANUFATTI IN VETRORESINA SI POSSONO REALIZZARE?Le ottime doti tecniche ed estetiche dei prodotti in vetroresina permettono di impiegarli in moltissimi campi con applicazioni molto ampie: Settore ferroviario Produzione energia Edilizia Fai da te Settore Nautico Settore delle opere sportive Mercato elettrotecnico I prodotti realizzati con la vetroresina sono veramente tanti e non è possibile citarli tutti, ma indicheremo i prodotti che, sul mercato, realizzano i volumi maggiori: Scafi e articoli per il settore nautico. Profili industriali e civili Serramenti e persiane Lucernari Lastre di copertura Pareti Rivestimenti per il settore della refrigerazione Scale e camminamenti Rivestimenti per il settore ferroviario Rivestimenti per il trasporto civile Impianti eolici IL RICICLO DELLE VETRORESINA La vetroresina, essendo un materiale composto, come abbiamo visto, sfugge dalle logiche del riciclo classico dei materiali plastici creando, quindi, varie e complesse problematiche per il suo riciclo. La prima problematica che possiamo ricordare è la presenza delle resine termoindurenti di cui è composto il manufatto, infatti, come sappiamo, la reazione di polimerizzazione è sempre irreversibile, questo significa che se trattassimo i prodotti macinati in vetroresina con il calore, come si fa in genere con altre materie plastiche, non saremmo in grado di riportare a forma liquida le resine impiegate. Il secondo problema riguarda le fibre in vetro che si utilizzano per armare la ricetta. Secondo studi epidemiologici condotti su animali in laboratorio, l’inalazione prolungata alla polvere proveniente da queste fibre, farebbe insorgere carcinomi e mesoteliomi. Nonostante non risultino riscontri sull’uomo dei tests fatti sugli animali, la Comunità Europea ha emesso una direttiva specifica, inserendo le fibre di vetro tra le sostanze pericolose soggette all’obbligo di etichettatura. Infatti le fibre di vetro utilizzate per la realizzazione di manufatti, sono considerate cancerogene di categoria 3 e devono riportare l’etichetta R40 che identifica la possibilità di effetti irreversibili sulla salute. Quindi, nell’ambito dei sistemi di riciclo dei manufatti a fine vita, possiamo riportare le principali destinazioni di smaltimento: Discarica Macinazione dei manufatti in polveri di varie dimensioni e il loro riutilizzo in settori come quello edile. Riciclo tramite pirolisi con la separazione tra fibre e resine Riciclo mediante digestione acida Tra i sistemi di smaltimento oggi impiegati, in termini di volumi, sicuramente la messa in discarica è ancora la più utilizzata, con tutti gli effetti negativi del caso. Per quanto riguarda la macinazione dei manufatti in polveri, risulta sicuramente la via più semplice, da punto di vista pratico, ma lascia aperti tutti i dubbi dal punto di vista sanitario che abbiamo sopra riportato. Mentre per quanto riguarda il riciclo tramite pirolisi o digestione acida non risulta, oggi, economicamente conveniente. E’ evidente che la strada per smaltire gli scarti dei prodotti in vetroresina, a fine vita potrebbe, essere quella del riutilizzo delle polveri macinate in miscele adatte alla produzione di prodotti finiti, ma l’operazione di riduzione volumetrica dei manufatti in vetroresina deve essere realizzata utilizzando attrezzature idonee, in camere isolate, quindi non semplici mulini di macinazione, che salvaguardino la salute dei lavoratori. Esiste inoltre sul mercato un metodo di riciclo degli scarti di vetroresina prodotti con resine ortoftaltica, isoftaltica o vinilestere definito come “recupero con trattamento termico-chimico”. Attraverso questo processo si arriverebbe a recuperare circa l’85% della resina madre, sotto forma di liquido e circa il 99% delle fibre che compongono l’armatura. Tests fatti dal produttore dimostrerebbero che la resina recuperata, che risulta carica di iodio, potrebbe essere rimessa in miscela, con la resina vergine, per la realizzazione di nuovi manufatti senza che vi siano decadimenti prestazionali. Per quanto riguarda le fibre recuperate con questo sistema, viene consigliato un trattamento di calcinazione su di esse, per eliminare i residui carboniosi presenti prima di essere riutilizzate.Categoria: notizie - tecnica - plastica - riciclo - vetroresina
SCOPRI DI PIU' Rivestimenti Nano Polimerici con Proprietà Antimicrobiche. A che Punto Siamo?
Rivestimenti Nano Polimerici con Proprietà Antimicrobiche. A che Punto Siamo?Polimeri contenenti nanoparticelle con la capacità di inibire la proliferazione di molti microrganismi, nel settore del packaging, trasporto ed ospedaliero di Marco ArezioI microorganismi che ci circondano e che possono causare fastidi, malattie e persino la morte in alcuni casi, sono invisibili all’occhio dell’uomo ma, non solo ci fanno compagnia in ogni posto in cui stiamo, ma spesso siamo noi stessi che li trasportiamo da una parte all’altra, durante la nostra vita quotidiana.La ricerca scientifica da anni sta studiando il fenomeno, non è tanto concentrata sull’intervento diretto alla disinfezione delle superfici che tocchiamo, ma quanto ad evitare il meccanismo di prolificazione dei microrganismi sulle superfici. Per superfici intendiamo tutti quegli oggetti che, in maniera diretta od indiretta, possono essere vettori di contatto con il nostro corpo e, di conseguenza, potrebbero fare insorgere delle malattie di rapida diffusione. Questo vale per il mondo del packaging, per quello ospedaliero, per mezzi di trasporto, nelle nostre case, per i luoghi di aggregazione sociale, insomma, in tutte quelle situazioni in cui i microorganismi hanno facile vita nel replicarsi. Dal punto di vista tecnico questo fenomeno può essere compreso in quello che si definisce biofouling, cioè processi di contaminazione biologica depositati sulla superficie dei materiali. Questo processo inizia con la formazione di un film primario sulla superficie del materiale in presenza di almeno due variabili, microrganismi e umidità. Tra i microrganismi predominanti ci sono batteri e diatomee, che producono una grande quantità di materia organica, ad esempio acidi polisaccaridi che formano una pellicola in superficie con molti nutrienti, che viene utilizzata per la colonizzazione di altri organismi più grandi. Per esempio, in campo sanitario, si è scoperto che si possono formare micro-pellicole, composte da microrganismi, in dispositivi medici come cateteri vascolari, protesi articolari e cateteri urinari, che risultavo, a volte, resistenti agli antibiotici. Altri ambiti sotto osservazione sono per esempio i mezzi di trasporto o gli ambiti ospedalieri, la cui lotta contro i microrganismi infettivi viene combattuta con nanoparticelle metalliche disponibili in molti tipi e quantità. In questo modo, le nanoparticelle Cu, ZnO, Se, ZrO 2, SiO, TiO 2, tra le altre, possono essere utilizzate in tutti i luoghi sociali e nostre case in presenza di elevata umidità. Il vettore per le nanoparticelle può essere un polimero, di qualsiasi tipologia, che costituisce i prodotti, per esempio, le nanoparticelle d’argento o di rame, sono materiali interessanti che possono essere utilizzati per combattere il biofouling, poiché hanno proprietà antimicrobiche ad ampio spettro e sono efficaci contro molteplici batteri, virus e funghi. Inoltre, le nanoparticelle di ossido di ferro, hanno anche caratteristiche antimicrobiche, ma il loro studio è stato meno ampio rispetto alle nanoparticelle Ag e Cu, ma è importante notare che la loro biocompatibilità è un motivo importante per implementarne l'uso nei prodotti commerciali come quelli per il packaging. Categoria: notizie - tecnica - plastica - nanopolimeri - antimicrobici
SCOPRI DI PIU'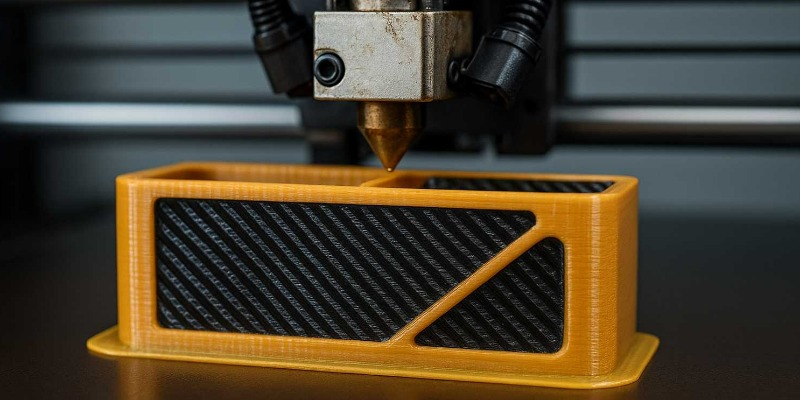 Additive Manufacturing per Polimeri Rinforzati: la stampa 3D incontra i materiali compositi
Additive Manufacturing per Polimeri Rinforzati: la stampa 3D incontra i materiali compositiCome la stampa 3D con fibre di rinforzo sta trasformando l’industria dei materiali plastici avanzatidi Marco ArezioQuando si parla di stampa 3D, la mente corre subito al mondo dei prototipi, dei modelli rapidi, delle plastiche leggere pensate per test di forma o funzione. Ma questa immagine è ormai superata. Oggi, l’additive manufacturing è diventato uno strumento solido di produzione industriale, in grado di realizzare oggetti finiti, resistenti e altamente performanti. Una delle evoluzioni più promettenti di questa tecnologia riguarda l’impiego di polimeri rinforzati con fibre, materiali compositi capaci di coniugare leggerezza e robustezza, personalizzazione e durata. Si tratta di una trasformazione significativa, non solo dal punto di vista ingegneristico, ma anche in chiave ambientale. In un mondo che cerca con sempre più urgenza alternative sostenibili ai metodi produttivi tradizionali, la possibilità di stampare in 3D materiali rinforzati, in modo preciso, efficiente e su misura, apre scenari del tutto nuovi. Polimeri e fibre: un’alleanza per il futuro della produzione Alla base di questa rivoluzione c’è l’incontro tra due mondi: quello dei polimeri termoplastici, duttili, versatili e leggeri, e quello delle fibre ad alte prestazioni, come quelle di vetro, carbonio o aramide, che offrono proprietà meccaniche superiori. L’unione di questi materiali crea dei compositi strutturati che, rispetto alle plastiche tradizionali, vantano una maggiore resistenza alla trazione, alla flessione, all’usura e agli agenti chimici. Se in passato questi compositi erano disponibili solo in forma laminata o da stampare a compressione, oggi le cose sono cambiate. Le nuove tecnologie additive permettono di stampare in 3D direttamente questi materiali, in modalità sempre più avanzate, permettendo un controllo fino ad ora impensabile della forma, della struttura interna e della distribuzione delle fibre all’interno del pezzo. Due approcci, una stessa ambizione: migliorare le prestazioni senza rinunciare alla flessibilità Le strade per stampare materiali compositi sono principalmente due. Una prevede l’utilizzo di filamenti già caricati con fibre corte: si tratta di bobine in cui il materiale plastico è mescolato a micro-frammenti di fibra, che migliorano le proprietà meccaniche del pezzo finale senza alterarne la lavorabilità. Questo metodo, relativamente semplice e compatibile con molte stampanti FFF, rappresenta l’ingresso accessibile nel mondo dei compositi. L’altra strada, più sofisticata, è quella delle fibre continue. In questo caso, la stampante è progettata per co-estrudere, insieme al polimero, delle fibre lunghe che vengono letteralmente "tessute" all’interno del pezzo.È una tecnica più complessa, che richiede macchinari specializzati e software di slicing evoluti, ma consente di realizzare componenti realmente strutturali, con prestazioni comparabili a quelle di certi laminati industriali. In pratica, si può produrre un supporto in plastica rinforzata con fibra continua di carbonio, con un peso molto inferiore e una resistenza superiore rispetto a un equivalente in metallo.Oltre la tecnica: i vantaggi ambientali e industriali Il valore di questi materiali non si esaurisce però nei numeri delle prove di laboratorio. La possibilità di stampare solo ciò che serve, senza sprechi, riduce drasticamente l’impatto ambientale. La produzione on-demand permette di evitare lunghi trasporti, stoccaggi ingombranti e processi energivori. Si abbattono anche i costi di attrezzaggio e si riduce il time-to-market, un fattore critico in tutti i settori competitivi. Inoltre, molti produttori stanno già sperimentando filamenti bio-based o contenenti plastica riciclata, e le fibre di carbonio recuperate da scarti industriali iniziano a diventare una risorsa concreta. Tutto ciò rende l’additive manufacturing rinforzato una tecnologia pienamente compatibile con i principi dell’economia circolare, capace di unire prestazioni elevate e responsabilità ambientale. Applicazioni in crescita: dall’aerospazio all’edilizia I campi di applicazione si stanno moltiplicando. Nel settore aerospaziale, ad esempio, la stampa 3D con fibre rinforzate consente di produrre staffe leggere, condotti personalizzati e componenti resistenti alle vibrazioni, con un risparmio di peso che si traduce direttamente in risparmio energetico. In ambito automobilistico, viene utilizzata per prototipi funzionali ma anche per piccole serie di produzione, soprattutto nei veicoli elettrici o sportivi. Nel mondo della robotica e della meccatronica, i compositi stampati trovano impiego in bracci meccanici, leve e componenti strutturali leggeri ma resistenti. Anche in edilizia emergono applicazioni interessanti, come giunti modulari, staffe di connessione, o elementi architettonici che uniscono funzione e forma in un unico processo produttivo. Una sfida di competenze, qualità e materiali Naturalmente, la stampa 3D con materiali rinforzati non è esente da criticità. L’adesione tra la fibra e la matrice plastica è un aspetto delicato, che richiede ricerca sui materiali e attenzione nella scelta dei parametri di stampa. Anche il controllo dell’orientamento delle fibre è fondamentale: posizionarle nella direzione sbagliata può compromettere l’intera funzionalità del pezzo. Un altro punto cruciale è la ripetibilità del processo: se si vogliono certificare i pezzi per impieghi critici, serve garantire coerenza tra i lotti, cosa non sempre facile con le tecnologie attuali. Infine, i costi dei materiali, soprattutto quelli con fibre continue, sono ancora elevati, anche se in diminuzione man mano che la tecnologia si diffonde. Il futuro è su misura, sostenibile e digitale Guardando avanti, è facile intuire che questa tecnologia non solo crescerà, ma cambierà profondamente il modo in cui pensiamo la produzione. Le nuove frontiere riguardano l’integrazione con algoritmi di progettazione generativa, che suggeriscono forme e percorsi di rinforzo ottimali in base alle sollecitazioni attese. I materiali diventeranno sempre più ecologici, e la stampa distribuita – magari direttamente presso officine locali o centri di manutenzione – diventerà realtà. In questo contesto, l’additive manufacturing con polimeri rinforzati non è soltanto una promessa tecnologica. È uno strumento reale per realizzare prodotti più leggeri, più efficienti, più sostenibili. Una leva concreta per l’industria circolare, che punta a fare meglio con meno: meno materiale, meno energia, meno sprechi. Ma anche più innovazione, più precisione, più libertà progettuale.© Riproduzione Vietata
SCOPRI DI PIU' Come Migliorare lo Stampaggio di Articoli Plastici Non Estetici
Come Migliorare lo Stampaggio di Articoli Plastici Non EsteticiConsiderazioni sulla produzione e l’utilizzo del granulo in PO (PP/PE)di Marco ArezioI prodotti finiti non estetici, destinati prevalentemente al mercato dell'usa e getta, erano normalmente realizzati con compound di polipropilene, formati da una miscela di PP e PE (polipropilene + polietilene) provenienti dalla granulazione dei rifiuti della raccolta differenziata. Se consideriamo i bancali in plastica o i distanziatori per i ferri di armatura o le casse per ortofrutta, per fare solo alcuni esempi, il mix tra le due famiglie di polimeri ha permesso di produrre compound la cui percentuale di PP nella miscela poteva variare dal 30-40% al 60 -70%, a seconda della ricetta prevista. L'indice di fusione a 230°/2,16 kg. variava da 3 a 6 se il prodotto non aveva cariche minerali aggiunte. Le caratteristiche del granulo prodotto e, conseguentemente del manufatto finale, esprimono una buona prestazione per quanto riguarda la resistenza alla compressione ed una meno eccellente per quanto riguarda la resistenza alla flessione. Per quanto riguarda la capacità di ricevere i colori nella fase di estrusione del granulo o durante le fasi di stampaggio del prodotto finale, si può notare che la gamma dei colori medio-scuri sia quella più appropriata, anche in virtù del fatto che la base del semilavorato da post consumo da trasformare in granulo è solitamente grigio scura. Oggi il PO, che identifica la miscela poliolefinica proveniente dalla raccolta differenziata, ha assunto una composizione diversa rispetto al passato a causa delle maggiori performance degli impianti di raccolta differenziata dei rifiuti urbani, che tendono a massimizzare il prelievo, dal mix PP/PE, della frazione di polipropilene. Questo succede perché la richiesta di polimeri sul mercato tende a privilegiare i composti singoli che siano essi di PP o di HDPE o di LDPE. La tendenza produttiva sopra descritta, comporta di dover lavorare su un mix PP/PE qualitativamente meno performante rispetto al passato, perché sono stati alterati gli equilibri tra le tre famiglie, PP, HD, e LD che costituivano il PO in passato. Inoltre, l'aumento della produzione sia del rifiuto da lavorare che della richiesta di un granulo da compound PP/PE, ha spinto alcuni impianti di trattamento rifiuti plastici ad accelerare la fase di lavaggio per recuperare produttività, diminuendo la qualità del densificato e del macinato necessari per produrre il granulo. Possiamo elencare alcune criticità della produzione dei compound PO: • aumento di LD% a scapito di HD nel mix poliolefinico • peggioramento della qualità del lavaggio in ingresso dovuto all'aumento dei volumi da trattare e alla diversa % di polimeri in ricetta • aumento della presenza di bioplastiche all'interno della frazione selezionata che dà problemi nella qualità del granulo • aumento dell'utilizzo sul mercato di imballaggi realizzati con plastiche miste che coinvolgono una percentuale maggiore di materiali multistrato, come alcune etichette, che difficilmente convivono con il PO tradizionale. Rispetto a questi cambiamenti nella composizione base del PO e della sua lavorazione, dovremo affrontare problematiche da gestire nella fase di produzione del granulo e nella fase di stampaggio, al fine di minimizzare gli impatti negativi della qualità di cui il granulo è composto. Per quanto riguarda la produzione, si dovrebbe intervenire: • sui tempi di lavaggio e di asciugatura del semilavorato • sulla dimensione delle vasche di lavaggio • sulla gestione dell'acqua (pulizia e ricambio) • sulla ricetta del composto PO per granulazione • sulla filtrazione Per quanto riguarda la fase di stampaggio, si dovrebbe intervenire: • sulle temperature della macchina • sulla fase di essiccazione del granulo • sulla verifica del raffreddamento dello stampo L'intervento tecnico su queste criticità porta ai seguenti miglioramenti: • maggiore resistenza alla flessione del prodotto finale • miglioramento delle superfici estetiche con riduzione o scomparsa delle sfiammature sul prodotto finito • miglioramento dell'omogeneità del colore • riduzione del cattivo odore del granulo e del prodotto finito • aumento della durata delle viti e dei cilindri in fase di granulazione e negli stampi ad iniezione • luoghi di lavoro più salubri durante le fasi di fusione della plastica
SCOPRI DI PIU' Trinitite: Cos'è, come si forma e perché è importante il vetro nato dal primo test nucleare
Trinitite: Cos'è, come si forma e perché è importante il vetro nato dal primo test nucleareL’origine della Trinitite, il vetro radioattivo formatosi nel deserto del New Mexico dopo l’esplosione atomica del 1945di Marco ArezioNel cuore del deserto del New Mexico, una distesa di sabbia si è trasformata in vetro sotto il calore di un'esplosione senza precedenti. Era il 16 luglio 1945, il giorno in cui gli Stati Uniti testarono per la prima volta una bomba atomica, un evento che avrebbe segnato l’inizio dell’era nucleare. Il nome di quel test era Trinity, e il materiale straordinario nato dall’impatto devastante dell’esplosione è oggi conosciuto come trinitite. La trinitite non è un minerale naturale, né una semplice fusione di rocce. È una cicatrice della storia, una sostanza formatasi in pochi istanti quando l’energia dell’atomica ha liquefatto la sabbia e l’ha trasformata in un vetro verde, una reliquia silenziosa della potenza distruttiva dell’uomo. Oltre a essere un oggetto di curiosità scientifica, è anche un simbolo carico di significato, legato indissolubilmente all’inizio dell’epoca nucleare. La Nascita della Trinitite: Il Deserto Sotto il Fuoco Atomico Immaginiamo per un momento la scena: la bomba, sospesa a una torre d'acciaio, si accende in un lampo più luminoso del sole. L’onda d’urto si espande in un istante, sollevando polvere e sabbia mentre la temperatura sale a livelli inimmaginabili. La terra si vaporizza, si mescola con i materiali dell’ordigno e viene risucchiata nel fungo atomico, per poi ricadere sulla superficie in una pioggia incandescente. Nel giro di pochi secondi, il suolo del deserto si trasforma, solidificandosi in una crosta di vetro dal colore verde oliva. Quella era la trinitite. A differenza di altri materiali vetrosi terrestri, come l’ossidiana formatasi dalle eruzioni vulcaniche o le tektiti prodotte dall’impatto di meteoriti, la trinitite è il risultato diretto della scienza umana. È la prova tangibile di ciò che accade quando l’energia atomica viene liberata sulla terra. Le Caratteristiche Uniche della Trinitite A prima vista, la trinitite può sembrare un comune pezzo di vetro fuso, ma a un esame più attento rivela una storia geologica e fisica straordinaria. È composta prevalentemente da biossido di silicio (SiO₂), lo stesso elemento principale del quarzo e del vetro ordinario. Tuttavia, al suo interno si trovano anche tracce di alluminio, calcio, ferro e rame, elementi derivati dai resti metallici della bomba e dalla sabbia del deserto. Il colore più comune della trinitite è un verde chiaro, risultato della fusione della sabbia silicatica con la radiazione estrema dell’esplosione. Ma esistono anche varianti più rare: la trinitite rossa, arricchita di rame proveniente dai cavi elettrici dell’ordigno; la trinitite nera, contenente particelle di ferro e altre impurità metalliche; e la trinitite bianca, formata in aree dove la concentrazione di quarzo era più elevata. Un tempo, questo vetro era leggermente radioattivo, impregnato di isotopi instabili generati dalla detonazione nucleare. Oggi, però, la radioattività residua è così bassa da non rappresentare un rischio per la salute, sebbene la trinitite rimanga un testimone delle immense forze che l’hanno creata. Utilizzi e Significato della Trinitite Sebbene la trinitite non abbia un impiego pratico nell’industria o nella tecnologia moderna, il suo valore è inestimabile per la ricerca scientifica e la storia. È stata studiata per comprendere meglio gli effetti delle esplosioni nucleari sulla geologia terrestre e per confrontarla con materiali simili che si formano in condizioni estreme. Gli scienziati l’hanno analizzata per scoprire come la sabbia, esposta a temperature superiori agli 8.000°C, si sia trasformata in un nuovo materiale. Alcuni ricercatori hanno addirittura ipotizzato che formazioni simili potrebbero esistere su Marte o sulla Luna, dove gli impatti meteoritici hanno creato condizioni di fusione simili. Ma oltre al suo valore scientifico, la trinitite è anche un oggetto di profondo interesse storico. Frammenti di questa roccia vengono conservati nei musei della Seconda Guerra Mondiale e nei centri di ricerca sulla non proliferazione nucleare. Per alcuni collezionisti, possedere un pezzo di trinitite significa avere tra le mani un frammento dell’alba dell’era atomica, un pezzo di storia congelato nel tempo. Tuttavia, oggi la raccolta della trinitite è vietata. Negli anni successivi al test Trinity, molti visitatori si avventurarono nel sito dell’esplosione per raccogliere campioni, portando via gran parte del materiale. Attualmente, il governo degli Stati Uniti ha classificato l’area come protetta, rendendo illegale la rimozione di qualsiasi frammento. Nonostante ciò, alcuni campioni autentici di trinitite circolano ancora nel mercato collezionistico, anche se non è raro imbattersi in falsificazioni. Un Simbolo dell’Era Nucleare Più di settant’anni dopo il test Trinity, la trinitite rimane un monito silenzioso della potenza dell’energia nucleare. Non è solo una curiosità geologica, ma un simbolo della responsabilità scientifica e delle conseguenze delle scelte umane. La sua esistenza ci ricorda il momento in cui l’umanità ha aperto le porte all’era atomica, un'epoca di incredibili progressi scientifici, ma anche di devastanti possibilità distruttive. Oggi, mentre la scienza continua a studiare i materiali estremi e le loro implicazioni, la trinitite resta lì, nel deserto, incastonata nella terra come un segno indelebile di quel giorno in cui la sabbia si fuse sotto il calore della storia.© Vietata la RiproduzioneFoto: Wikimedia
SCOPRI DI PIU' Poche Regole per Migliorare la Produzione di Flaconi in HDPE da Post-Consumo
Poche Regole per Migliorare la Produzione di Flaconi in HDPE da Post-ConsumoLa collaborazione tra produttori di polimeri riciclati e soffiatori di flaconi per una migliore qualità del prodottodi Marco ArezioOggi la produzione di flaconi di HDPE, impiegando totalmente o solo in parte granuli da post consumo, è un'attività ampiamente utilizzata dai produttori, a causa dei prezzi delle materie prime, per una questione ambientale e di marketing. Ma l'utilizzo di granuli in HDPE da post consumo potrebbe causare alcuni inconvenienti produttivi, se non si rispettassero determinate regole durante la produzione e il soffiaggio dei granuli. I problemi più comuni sono: - fori sulla superficie dei flaconi - Irregolarità superficiali - Basso valore di compressione - Bassa resistenza alla saldatura - Odore di detergente del prodotto finale - Bassa resistenza alla compressione verticale - Elevato scarto durante la produzione, il soffiaggio e il test visivo Per evitare questi inconvenienti dobbiamo intervenire nella produzione dei granuli attraverso alcune fasi: - scelta del materiale in ingresso - selezione - lavaggio - selezione ottica dei granuli - corretta analisi degli odori attraverso il test della gascromatografia a mobilità ionica - corretta filtrazione in fase di estrusione - gestione termica del processo - creazioni di ricette in base alla resistenza meccanica richiesta - controllo dell’umidità durante le fasi di imballo - corretto stoccaggio del prodotto Inoltre vi sono alcune accortezze da seguire durante le fasi di soffiaggio e confezionamento: - verifica miscele polimeriche in base alla forma e alla dimensione del flacone - controllo della fase di estrusione del polimero in macchina - controllo delle temperature - tempi Parison - verifica dei punti di incollaggio ed eventualmente modifica della miscela riciclata - test sulla qualità delle superfici e identificazione dei problemi e delle cause - controllo della corrispondenza dei colori richiesti e modifica delle ricette - test sulla resistenza del flacone pieno e sotto carico ed eventuale soluzione dei problemi - controllo della trasparenza o semitrasparenza dei flaconi, se richiesto, con eventuale modifica delle ricette Come abbiamo detto, la produzione di flaconi in HDPE (polietilene ad alta densità) riciclato, derivante da materiale post-consumo, è diventata una prassi sempre più diffusa tra i produttori. Le motivazioni dietro questa scelta sono molteplici: dal risparmio economico derivante dall'uso di materie prime meno costose, agli innegabili vantaggi ambientali, fino all'impatto positivo in termini di immagine aziendale. Nonostante questi benefici, la trasformazione di HDPE riciclato in flaconi di qualità non è priva di sfide tecniche. Uno dei problemi principali riscontrati nella produzione di questi contenitori include la presenza di fori e irregolarità sulla superficie, che possono compromettere l'integrità del flacone. Questi difetti sono spesso causati da impurità non adeguatamente separate nel processo di riciclo o da una miscelazione non ottimale del materiale. Altri problemi comuni includono una bassa resistenza alla compressione e alla saldatura, problematiche che possono essere direttamente correlate alla degradazione del materiale durante le fasi di lavorazione e riciclo. Un'altra problematica importante è la gestione degli odori: i flaconi possono acquisire un odore di detergente, residuo delle sostanze chimiche utilizzate in precedenza nei contenitori, se il processo di lavaggio non è eseguito con la dovuta attenzione. Inoltre, la resistenza alla compressione verticale può risultare insufficiente, e lo scarto di produzione durante il soffiaggio e i test visivi può aumentare notevolmente se il processo non è attentamente monitorato e ottimizzato. Per affrontare questi problemi, è fondamentale un controllo rigoroso e metodico del processo di produzione. Inizia dalla selezione accurata del materiale di scarto, che deve essere il meno degradato e il più pulito possibile. Il lavaggio deve essere eseguito meticolosamente per eliminare tutte le impurità e i residui chimici, mentre la selezione ottica dei granuli consente di scartare quelli di qualità inferiore. È altrettanto importante l'analisi degli odori, per la quale si utilizza la gascromatografia a mobilità ionica, una tecnica che permette di identificare e quantificare le molecole responsabili degli odori indesiderati. Durante l'estrusione, una filtrazione efficace può rimuovere le ultime impurità, e una gestione attenta della temperatura impedisce ulteriori degradazioni del polimero. La creazione di ricette personalizzate in base alle resistenze meccaniche richieste dai diversi tipi di flaconi è un altro passo critico. La corretta gestione dell'umidità durante le fasi di imballaggio e un adeguato stoccaggio sono essenziali per mantenere la qualità del materiale fino alla sua trasformazione. Il soffiaggio e il confezionamento richiedono ulteriori accortezze: la verifica delle miscele polimeriche in base alla forma e alla dimensione del flacone è cruciale, come lo è il controllo delle temperature e dei tempi di estrusione. I test sulla qualità delle superfici e sulla resistenza del flacone pieno e sotto carico aiutano a identificare problemi e cause, permettendo interventi tempestivi. Infine, una stretta collaborazione tra i fornitori di granuli di HDPE riciclato e i produttori di flaconi è vitale. Questo rapporto consente di affinare continuamente la qualità del materiale riciclato e di anticipare problemi che potrebbero compromettere il prodotto finale. In conclusione, sebbene l'utilizzo di HDPE riciclato presenti sfide notevoli, con un attento monitoraggio e ottimizzazione dei processi, è possibile produrre flaconi non solo economicamente vantaggiosi ma anche di alta qualità, che rispondono alle esigenze del mercato e contribuiscono significativamente alla sostenibilità ambientale.
SCOPRI DI PIU' Come Scegliere un HDPE Riciclato da Soffiaggio senza Odori per l’Automotive
Come Scegliere un HDPE Riciclato da Soffiaggio senza Odori per l’AutomotiveCome Scegliere un HDPE Riciclato da Soffiaggio senza Odori per l’Automotivedi Marco ArezioL’uso dell’HDPE riciclato per il soffiaggio si sta moltiplicando nelle aziende che fino a pochi anni fa rinnegavano il materiale riciclato, bollandolo come uno scarto, un rifiuto, dalle scarse qualità tecniche, estetiche e d’immagine.Per fortuna molte cose sono cambiate dentro e fuori le aziende, così che l’HDPE riciclato da soffiaggio è passato nel giro di qualche anno da reietto a prodotto di grande interesse, pratico e mediatico. Senza dubbio ci sono stati anche notevoli miglioramenti tecnici sugli impianti che caratterizzano la filiera produttiva del riciclo, tanto che molte delle problematiche classiche che si riscontravano nell’uso dell’HDPE riciclato durante la produzione di articoli soffiati, in parte sono state risolte. Molto ha fatto anche un diverso approccio sia dell’acquirente della materia prima che del consumatore finale, che hanno perso quella criticità relativa ad un articolo fatto con materiale riciclato. Ma nel campo del riciclo ci sono ancora flussi di HDPE che possono presentare problemi qualitativi, estetici e di odore. In relazione all’odore contenuto nei flaconi da riciclare, materia prima da post consumo utilizzata per la realizzazione del granulo da soffiaggio, sicuramente il più persistente è quello che deriva dai detersivi, infatti nonostante il lavaggio, anche accurato dei flaconi da riciclare, l’odore di tensioattivo rimane in modo quasi indelebile. Se nel settore del packaging la rimanenza di odore di detersivo è sempre più tollerato, ma in altri settori, come quello dell’automotive, è una forte discriminante. Nell’ottica dell’economia circolare, l’impiego di granuli in HDPE riciclato che provengano dal post consumo è diventato una vera necessità per l’ambiente, in quanto è indispensabile riutilizzare il più possibile la plastica a fine vita, per evitare che finisca in rifiuto. Sul mercato esistono dei granuli in HDPE neutri od opacizzati, che non hanno al loro interno odori di detersivo, alimentari o di altre fragranze (o puzze), rendendoli così adatti ad un uso più professionale. Per esempio i condotti dell’aria nel settore automotive, possono essere realizzati con granuli in HDPE riciclati, ma non devono attribuire all’aria che ci passa all’interno, odori sgradevoli o persistenti. L’input di questi granuli è costituito da una mono plastica (solo HDPE) che non viene a contatto con altri rifiuti e quindi non ne assorbe, durante il ciclo di immagazzinamento, trasporto nei sacchi e riciclo finale, le contaminazioni classiche che danno origine agli odori pungenti e persistenti della raccolta differenziata. Con questi materiali, neutri od opacizzati, si possono soffiare bocchettoni di aerazione, o altri parti nel settore dell’automotive, che non presentano odori sul prodotto finito, riuscendo a coniugare qualità, circolarità ed esigenze tecniche. In ogni caso, i granuli in ingresso, si possono testare attraverso una semplice analisi sull’impronta degli odori contenuti, attraverso un test di gas cromatografia a mobilità ionica, che in soli 20 minuti ci può dare una fotografia sui componenti chimici dei granuli, in relazione a possibili odori durante le fasi di soffiaggio dell’articolo o una volta posizionato nel veicolo. Questi dati rilasciati dalla prova non sono empirici, come il test fatto con il naso da un gruppo di persone, ma sono del tutto analitici, precisi ed inconfutabili.Categoria: notizie - tecnica - plastica - riciclo - HDPE - soffiaggio - post consumo - automotive - odori Vedi maggiori informazioni sul riciclo
SCOPRI DI PIU' Lo strato Interno del Tubo Corrugato
Lo strato Interno del Tubo CorrugatoCome ottenere una corretta parete interna di un tubo corrugato con un granulo rigenerato in LDPE di Marco ArezioProducendo tubi corrugati in HDPE rigenerato flessibili in rotoli o rigidi di piccolo diametro a doppia parete, la problematica di realizzare lo strato interno di buona qualità ha spinto i produttori ad utilizzare, frequentemente, polimeri vergini a causa della difficoltà di generare una parete corretta e duratura con il materiale rigenerato. In realtà lo strato interno del tubo, per le sue caratteristiche, ha bisogno di un’attenzione particolare a causa dell’esiguo spessore della parete, delle tensioni che si creano in fase di co-estrusione e dei movimenti termici differenti con la parete esterna. La scelta della materia prima normalmente ricade sull’LDPE la cui caratteristica principale richiesta è l’elasticità e la buona adesione allo strato esterno in HDPE. Se si vuole utilizzare un granulo LDPE rigenerato bisogna tenere presente e analizzare alcuni fattori produttivi importanti per poter scegliere un granulo di LDPE di qualità adatta allo scopo. Quando si parla di granulo rigenerato non è sufficiente verificare se il prodotto che ci viene proposto ha un grado “da tubo” come erroneamente a volte viene venduto in quanto la parete interna di un tubo corrugato necessità un granulo dalle caratteristiche ben definite. Come prima cosa dobbiamo accertarci della provenienza dell’input del materiale che costituisce il granulo, iniziando a capire se proviene da una filiera post industriale e dal post consumo. Queste due famiglie, vedremo più avanti, hanno caratteristiche molto diverse tra loro che andranno ad influenzare in modo differente la produzione del tubo. Come seconda cosa dobbiamo verificare da che prodotto è costituito l’input per capire la storia del materiale che viene riciclato e i possibili problemi che ha incontrato nella sua vita di riciclo. Come terza cosa è verificarne i valori tecnici, quindi il melt index, il DSC e la densità del materiale che ci farà capire esattamente come è fatto il granulo che useremo per la parete interna del tubo corrugato. Come quarta cosa è sapere il processo produttivo del granulo proposto in particolare come viene fatta la selezione del rifiuto, il lavaggio e l’estrusione per avere dati in più che ci aiutino a scegliere il prodotto più adatto. L’ultima cosa, molto importante per il granulo che proviene dal post consumo è capire il grado di umidità presente nel prodotto al momento dell’acquisto in quanto un valore alto andrà ad inficiare la qualità della parete se non si prendono opportuni provvedimenti. È ovvio che i punti sopra elencati non siano totalmente esaustivi in fase di analisi tecnica di un granulo, ma posso dire che per l’applicazione di cui parliamo oggi, sono una buona base di partenza considerando che sono dei dati di non difficile reperibilità. Se vogliamo approfondire i punti sopra esposti inizieremo a parlare delle famiglie di input che si possono usare per la produzione della parete interna del tubo corrugato. Abbiamo visto che si può produrre un granulo con materiale proveniente dalla raccolta differenziata o dagli scarti industriali. La filiera del post consumo permette di avere una fonte quantitativa di gran lunga maggiore rispetto a quella proveniente dagli scarti industriali e quindi sembrerebbe la via maestra per soddisfare le esigenze produttive, ma le caratteristiche tecniche che richiede la produzione della parete interna in LDPE di un tubo corrugato mette dei paletti al suo utilizzo. Per sua natura l’LDPE che proviene dalla raccolta differenziata, nonostante una buona selezione e lavaggio, presenta una percentuale di materiali estranei (pvc, poli-accoppiati, pp, ecc..) che hanno comportamenti in contrasto rispetto a quanto ci aspettiamo dal punto di vista qualitativo. Gli scarti che provengono invece dalla produzione di articoli in LDPE sono, normalmente, materiali vergini o Off grade, che per loro natura sono composti da mono-plastiche e quindi non contengono impurità. Di solito non c’è bisogno di lavarli e hanno caratteristiche tecniche ben precise. Esistono in commercio anche Compounds in LDPE realizzati utilizzando porzioni di post consumo e di post industriale, combinando tra loro una selezione di materiali adatti alla produzione della parete interna. Se la verifica della provenienza dell’input post industriale non comporta grande impegno, per le altre due categorie bisogna prestare più attenzione. Per il post consumo si consiglia di privilegiare materiale come il film ma che non sia venuto a contatto con la raccolta differenziata domestica, per esempio i sacchi della pattumiera o gli imballi alimentari, che si portano con se inquinanti difficili da eliminare completamente. Un’altra fonte consigliabile sono i tubi da irrigazione che però hanno bisogno di cicli di lavaggio molto accurati in quanto contengono una frazione di sabbia che ne pregiudica le qualità se non tolta integralmente. Per la realizzazione di compound misti post consumo/post industriali si utilizzano normalmente film provenienti da imballi industriali che hanno una filiera di raccolta separata dai rifiuti domestici, mantenendo caratteristiche qualitative più alte. Per quanto riguarda il controllo qualitativo del granulo prodotto ci sono alcuni tests direi irrinunciabili. Il calcolo dell’MFI ci dice se il materiale è adatto all’operazione di estrusione della nostra parete, questo valore dovrebbe stare tra lo 0,5 e l’1 a 190’/ 2,16 Kg. Il secondo test è il DSC che ci da’ la radiografia del nostro granulo, test indispensabile soprattutto se si vuole utilizzare una fonte da post consumo. Questa prova ci dice quanto LDPE in % è contenuto nella ricetta e quanti e quali altri componenti sono presenti. Il DSC, in particolar modo ci dice se un granulo può essere idoneo a creare pareti sottili, omogenee e lisce. Fatto il test del DSC è più facile intuire il risultato del valore della densità che è influenzata, rispetto al valore standard dell’LDPE, da materiali inclusi diversi da quello primario. Una buona regola per la valutazione della qualità del granulo da scegliere sarebbe conoscere la storia del riciclo che ha portato alla nascita dello stesso. Dopo avere parlato della scelta dell’input è buona regola conoscere il metodo di riciclo che il fornitore adotta. In particolare il tipo di lavaggio influenza in maniera importante la presenza di inquinanti con densità alta nello scarto, quindi, se l’operazione viene svolta in vasche corte o/e con una velocità di transito dello stesso alta, o con una concentrazione elevata di inquinanti nell’acqua di lavaggio a causa del suo basso ricambio, la probabilità di avere un elevato accumulo di gas o parti rigide all’interno del granulo è molto probabile. La seconda cosa da verificare è la qualità di filtrazione che è molto influenzata dalla qualità del lavaggio. Potremmo dire che ad un incremento dell’attenzione durante il lavaggio può corrispondere una minor esigenza di performance degli impianti di filtraggio. In realtà un corretto lavaggio in termini di dimensioni di vasche, velocità di transito dell’input e qualità dell’acqua non sono argomenti che destano una grande popolarità tra i riciclatori in quanto tutto si traduce in maggiori costi produttivi e a volte i prezzi dei granuli da post consumo sono decisamente compressi a causa anche della presenza sul mercato di un’offerta qualitativamente bassa a prezzi bassi. In ogni caso se si vuole realizzare un buon granulo per la parete interna del tubo corrugato flessibile queste attenzioni bisognerebbe rispettarle compresa l’operazione di filtraggio corretta che prevederebbe l’impiego di impianti in continuo o raschianti con filtri progressivi fino a 50 micron. Come ultima segnalazione in termini di materia prima suggerisco un’attenzione al grado di umidità presente nel big bag di LDPE che si acquista in quanto la presenza di questa comporta una micro deformazione della pellicola superficiale che compone la parete del nostro tubo e una difficoltà maggiore in termini di velocità dell’estrusore. L’umidità eccessiva crea quell’effetto buccia d’arancio sulle pareti che è una sorta di rugosità antiestetica e non funzionale. Tuttavia le conseguenze dell’umidità, per altro normalmente risolvibili durante l’estrusione del tubo, non è da confondere con il risultato negativo prodotto da un accumulo di gas all’interno del granulo, per il quale si hanno poche armi a disposizione.Categoria: notizie - tecnica - plastica - riciclo - tubi corrugati - LDPE - HDPE - strato internoVedi prodotto finito
SCOPRI DI PIU' Che Qualità di Film è Ottenibile con l'Uso dell' LDPE Riciclato?
Che Qualità di Film è Ottenibile con l'Uso dell' LDPE Riciclato?Che Qualità di Film è Ottenibile con l'Uso dell' LDPE Riciclato?di Marco ArezioMai come oggi la qualità di un granulo di LDPE riciclato è importante per la produzione di un film, in quanto le aspettative del mercato, che si sta spostando dalle materie prime vergini a quelle riciclate, sono molto alte.Non è sempre facile trasmettere al cliente, che vuole produrre con un LDPE riciclato, la necessità di conoscere la genesi del riciclo per non sbagliare ad acquistare il prodotto basandosi, magari, solo sulla convenienza economica della materia prima riciclata rispetto a quella vergine che gli viene offerta. Diciamo, in linea di principio, che anche nel campo dell’LDPE riciclato ci sono famiglie di prodotto attraverso le quali si possono produrre alcuni articoli e, di conseguenza, non se ne possono produrre altre se si vuole ottenere sempre un buon risultato tecnico ed estetico sull’articolo finito da immettere sul mercato. Le macro famiglie si possono distinguere in tre aree: • LDPE riciclato da post consumo • LDPE riciclato post consumo industriale • LDPE riciclato post industriale Il granulo in LDPE da post consumo viene prodotto attraverso il processo di riciclo dello scarto della raccolta differenziata, che viene separato, macinato, lavato, densificato ed estruso in granuli. La prima cosa da considerare dei prodotti di questa famiglia è il grado di contaminazione a cui il film lavorato viene sottoposto durante la sua vita, infatti, la raccolta differenziata comporta la mescolazione nei sacchi della raccolta domestica inquinanti, come resti di cibo, oli, grassi, poliaccoppiati di imballi alimentari e molti altri prodotti che, durante le fasi di raccolta, solidarizzano con il film da riciclare creando un problema di qualità a valle del processo. Inoltre, durante la separazione meccanica, può capitare che parti di altre plastiche rimangano all’interno del flusso dell’LDPE da riciclare creando un altro filone di contaminazione nel processo di produzione del granulo. I sistemi di riciclo meccanico contemplano il lavaggio del materiale selezionato ma, spesso, questo non è sufficiente per ridurre la presenza di plastiche diverse dall’LDPE e lo scioglimento e il distaccamento di parti non plastiche presenti sul prodotto da lavare. Queste contaminazioni possono creare diverse problematiche nella produzione del film: • Odori pungenti nel prodotto finito • Fragilità al taglio dovuta alla presenza di polipropilene • Grumi non fusi nella fase di estrusione con la conseguente puntinatura del film • Irregolarità della superficie del film dovuta alla degradazione delle impurità nella fase di estrusione • Inconsistenza del film dovuta all’eccessiva presenza di gas all’interno del granulo causata dalla degradazione del materiale estruso • Difficoltà di creare una bolla regolare a seguito della possibile degradazione del polimero in fase di soffiaggio per la presenza dei problemi sopra elencati. L’uso che normalmente si fa del granulo in LDPE da post consumo da raccolta differenziata è riservato a sacchi per la spazzatura di spessore non inferiore agli 100-120 micron, di colori scuri, in cui il possibile odore, la puntinatura del film e la possibile fragilità al taglio sono dai clienti tollerati a fronte di un prezzo competitivo. Un’altra applicazione sono i teli da copertura provvisoria, normalmente neri, con spessori da 140 a 300 micron in cui le impurità presenti nei granuli si diluiscono negli spessori generosi del film. Il granulo da post consumo industriale è un prodotto molto vicino alla categoria del post industriale che vediamo successivamente, in quanto l’input del materiale non viene dalla raccolta differenziata ma esclusivamente dalla raccolta degli imballi industriali, dei supermercati e del settore del commercio, i cui film da imballo non vengono in alcun modo contaminati da sostanze nocive per il riciclo. Una volta raccolti questi film vengono divisi per colore, macinati lavati, densificati ed estrusi in granuli adatti alla produzione di films.Quali sono i vantaggi di questo flusso:• Materiale non contaminato da rifiuti organici o liquidi industriali • Selezionato per colore • Selezionato per tipologia di plastica • Normalmente soggetto al primo riciclo • Non contiene poliaccoppiati da packaging alimentare La produzione di film con questa tipologia di materiale permette la realizzazione di spessori molto sottili, a partire da 20 micron, utilizzando al 100% il granulo riciclato. Il film rimane elastico, le saldature non si aprono in quanto non si realizza l’influenza negativa della presenza di PP come nel post consumo, non presenta odori sgradevoli, si possono realizzare film trasparenti, anche se si parte da un granulo non trasparente, o film di colorati aggiungendo del master. Esiste anche una versione adatta alla produzione di film nero, dedicato principalmente ai sacchetti per l’immondizia con spessori da 20 a 100 micron o ai teli da copertura per l’edilizia in cui è richiesto un buon grado di resistenza allo strappo. Il granulo post industriale neutro proviene normalmente da scarti di lavorazione di film neutri che vengono raccolti e divisi per colore, macinati e nuovamente estrusi in granuli per la produzione. Un’altra tipologia di LDPE post industriale è caratterizzata dall’utilizzo di scarti delle lavorazioni del polimero delle industrie petrolchimiche, che vengono compattati in blocchi o barre, per poi essere macinati o polverizzati e riutilizzati come materia prima in fase di estrusione dei granuli. Questo tipo di LDPE riciclato è molto simile ad un polimero vergine, sia per caratteristiche meccaniche che di trasparenza nella produzione del film. Non ha odori, non ha alterazioni di colore, si può miscelare con la materia prima vergine, se richiesto e conserva ottime caratteristiche meccaniche e di qualità nella superficie. Articoli correlati:LDPE RICICLATO DA POST CONSUMO: 60 TIPOLOGIE DI ODORI OSTACOLANO LA VENDITALDPE DA POST CONSUMO. COME RIDURRE LE IMPERFEZIONI. EBOOK Categoria: notizie - tecnica - plastica - riciclo - LDPE - film plastici - post consumoVedi maggiori informazioni sul riciclo dell'LDPE
SCOPRI DI PIU' La Storia delle Stampanti 3D: Dalle Origini alla Rivoluzione Tecnologica e Sostenibile
La Storia delle Stampanti 3D: Dalle Origini alla Rivoluzione Tecnologica e SostenibileScopri l'evoluzione della stampa 3D, i protagonisti che l'hanno resa possibile e le innovazioni sostenibili per un futuro più greendi Marco ArezioLe stampanti 3D, oggi protagoniste di un settore in rapida espansione, hanno una storia che affonda le radici negli anni '80. Questo percorso tecnologico si è sviluppato attraverso innovazioni rivoluzionarie e il contributo di figure chiave che hanno plasmato l’evoluzione di questa tecnologia. Le Origini: Gli Anni '80 e il Brevetto della Stereolitografia La storia delle stampanti 3D inizia ufficialmente nel 1984, quando Chuck Hull, un ingegnere americano con un background in fisica e ingegneria, inventò la stereolitografia (SLA). Questa tecnica consentiva di creare oggetti tridimensionali solidi a partire da un modello digitale, utilizzando un laser per solidificare strati di resina liquida fotosensibile. L'idea nacque mentre Hull lavorava su rivestimenti fotosensibili per protezioni rigide, e si rese conto che poteva sfruttare la luce ultravioletta per creare strati solidi di materiale. Nel 1986, Hull fondò 3D Systems, una delle prime aziende dedicate alla produzione di stampanti 3D, lanciando la prima stampante SLA-1. Il suo contributo è considerato fondamentale, tanto da valergli il titolo di “padre della stampa 3D”. Nel frattempo, in Giappone, Hideo Kodama, ricercatore presso l'Istituto Municipale di Ricerca Industriale di Nagoya, stava lavorando a un sistema simile che utilizzava la polimerizzazione della resina per strati. Kodama riuscì a sviluppare una tecnica che consentiva di creare prototipi solidi tramite esposizione della resina a una sorgente luminosa, anticipando molti principi della stereolitografia. Tuttavia, il mancato deposito del brevetto a causa di ostacoli amministrativi e finanziari impedì la diffusione della sua invenzione a livello globale, lasciando il suo lavoro come una pietra miliare non sfruttata nell'evoluzione della stampa 3D. La Svolta degli Anni '90: La Prototipazione Rapida Negli anni '90, la stampa 3D si affermò principalmente come strumento per la prototipazione rapida. Carl Deckard, un ricercatore dell’Università del Texas, sviluppò la sinterizzazione laser selettiva (SLS), una tecnologia che utilizza un laser per sinterizzare polveri di materiale termoplastico, creando strati solidi. Parallelamente, Scott Crump brevettò nel 1989 il processo di modellazione a deposizione fusa (FDM), una tecnica che prevede la fusione di un filamento termoplastico depositato strato su strato per costruire l'oggetto finale. Crump sviluppò questa idea mentre cercava un modo per creare prototipi rapidi per uso personale, utilizzando un materiale economico come la plastica ABS. Insieme a sua moglie Lisa, fondò Stratasys nel 1989, che diventò presto una delle aziende leader nel settore. L'innovazione di Crump rese la stampa 3D più accessibile e versatile, ponendo le basi per applicazioni che spaziano dalla produzione industriale al settore educativo. Gli Anni 2000: La Democratizzazione della Tecnologia Con l’arrivo del nuovo millennio, le stampanti 3D iniziarono a uscire dai laboratori industriali per approdare in ambiti più accessibili. Un momento chiave fu il progetto RepRap (Replicating Rapid Prototyper) lanciato nel 2005 da Adrian Bowyer, un ingegnere britannico. RepRap era un’iniziativa open-source mirata a sviluppare stampanti 3D in grado di autoriprodursi. Questo progetto ridusse significativamente i costi della tecnologia e ispirò la nascita di numerose aziende e comunità maker. Durante questo periodo, altre tecnologie di stampa, come il jet di materiale e la fusione a fascio di elettroni (EBM), entrarono in scena, offrendo nuove opportunità nei settori industriali e di ricerca. La tecnologia EBM, sviluppata per creare componenti metallici altamente resistenti, trovò applicazioni chiave nell’aerospaziale, come la produzione di parti leggere per motori a reazione. Nel frattempo, il jet di materiale si distinse per la sua capacità di depositare strati di materiali diversi con precisione micrometrica, rendendolo ideale per protesi mediche e modelli anatomici complessi nel settore sanitario. Queste tecnologie contribuirono a trasformare la stampa 3D da strumento di prototipazione a soluzione versatile per applicazioni finali avanzate. La Rivoluzione degli Anni 2010: Dalla Fabbricazione alla Personalizzazione Gli anni 2010 segnarono una vera e propria esplosione della stampa 3D. Aziende come MakerBot, fondata nel 2009, contribuirono a rendere la tecnologia accessibile ai consumatori. MakerBot sviluppò stampanti basate sulla tecnologia FDM, rivolgendosi al mercato hobbistico e educativo. Nel 2013, Stratasys acquisì MakerBot, consolidando la propria posizione di leader nel settore. Parallelamente, la stampa 3D iniziò a rivoluzionare l’industria medica, con applicazioni che includevano la creazione di protesi personalizzate, impianti dentali e persino organi artificiali. Questa rivoluzione fu resa possibile dalla capacità unica della stampa 3D di creare strutture su misura, basate sulle specifiche anatomiche dei pazienti, riducendo i tempi e i costi di produzione rispetto ai metodi tradizionali. Organizzazioni come Organovo si distinsero per i progressi nella biostampa 3D, in particolare nella creazione di tessuti umani funzionali, come fegati e reni in miniatura, utilizzati per la ricerca farmacologica. Questi sviluppi aprirono nuove frontiere nella medicina rigenerativa, con la promessa di realizzare organi completi per trapianti nel prossimo futuro. L'Utilizzo delle Materie Prime Riciclate nella Stampa 3D Negli ultimi anni, l'attenzione verso la sostenibilità ambientale ha spinto il settore della stampa 3D a esplorare l'uso di materie prime riciclate. Questo approccio mira a ridurre l'impatto ambientale della produzione additiva, promuovendo al contempo un'economia circolare. I materiali riciclati utilizzati nella stampa 3D includono plastica derivata da rifiuti post-consumo, come bottiglie di PET, e residui industriali, come scarti di nylon. Aziende come Filamentive e Reflow hanno sviluppato filamenti per stampanti 3D prodotti interamente da materiali riciclati, garantendo prestazioni equivalenti a quelle dei materiali vergini. Un esempio significativo è l'impiego del PLA riciclato, una bioplastica derivata dall'amido di mais, che è ampiamente utilizzata nella stampa 3D grazie alla sua sostenibilità e biodegradabilità. Altri materiali, come il polipropilene e il polietilene riciclato, stanno guadagnando popolarità per applicazioni specifiche, soprattutto nel design e nella prototipazione. L'integrazione delle materie prime riciclate rappresenta una sfida tecnica, in quanto richiede processi di pulizia e omogeneizzazione per garantire una qualità costante del materiale. Tuttavia, i progressi tecnologici e la crescente domanda di soluzioni sostenibili stanno accelerando l'adozione di questi materiali nel settore. L'uso di materie prime riciclate non solo riduce i rifiuti, ma dimostra anche il potenziale della stampa 3D come strumento per affrontare le sfide ambientali globali, aprendo la strada a un futuro più sostenibile. I Protagonisti di Oggi e le Sfide Future Oggi, il panorama delle stampanti 3D è popolato da una moltitudine di attori. Aziende come Formlabs, Ultimaker e Prusa Research continuano a innovare, offrendo soluzioni sia per professionisti che per appassionati. Parallelamente, grandi nomi dell’industria, come General Electric e HP, stanno investendo massicciamente nella stampa 3D per applicazioni industriali avanzate. Le sfide del futuro includono la sostenibilità dei materiali, l’ottimizzazione dei processi di produzione e l’integrazione della stampa 3D nell’industria 4.0. Inoltre, la ricerca continua sulla stampa 3D a livello molecolare potrebbe aprire nuove possibilità per la creazione di materiali completamente nuovi. Conclusioni La storia delle stampanti 3D è un racconto di innovazione e perseveranza. Da Chuck Hull a Adrian Bowyer, passando per pionieri come Scott Crump e Carl Deckard, i protagonisti di questa rivoluzione tecnologica hanno trasformato un’idea futuristica in una realtà concreta e accessibile. Guardando al futuro, la stampa 3D promette di ridefinire il modo in cui concepiamo la produzione, aprendo infinite possibilità per la creatività e la sostenibilità.© Riproduzione Vietata
SCOPRI DI PIU' Resine termoindurenti
Resine termoindurentiProprietà chimico-fisiche, tecnologiche e relativi settori di applicazione delle resine termoindurentidi Marco ArezioGenericamente una resina può essere definita come prodotto organico, solido o semi-solido, d’origine naturale o sintetica, senza un preciso punto di fusione e, generalmente, ad alto peso molecolare. Le resine possono essere suddivise in: termoplastichetermoindurenti Le resine termoplastiche sono polimeri lineari o ramificati che possono fondere o rammollire senza subire alterazioni della composizione chimica. Possono pertanto essere forgiate in qualsiasi forma usando tecniche quali lo stampaggio ad iniezione e l’estrusione. Il processo di fusione-solidificazione del materiale può essere ripetuto senza apportare variazioni sostanziali alle prestazioni della resina. Generalmente i polimeri termoplastici sono amorfi e non cristallizzano facilmente, a seguito di un raffreddamento, poiché le catene polimeriche sono molto aggrovigliate. Anche quelli che cristallizzano non formano mai dei materiali perfettamente cristallini, bensì semi-cristallini caratterizzati da zone cristalline e zone amorfe. Le resine amorfe, e le regioni amorfe delle resine parzialmente cristalline, mostrano il fenomeno della transizione vetrosa, caratterizzato dal passaggio, a volte anche abbastanza brusco, dallo stato vetroso a quello gommoso. Questa transizione coincide con l’attivazione di alcuni movimenti a lungo raggio delle macromolecole che compongono il materiale. Al di sotto della Temperatura di transizione vetrosa (Tg), le catene polimeriche si trovano in posizioni bloccate. Sia la temperatura di fusione sia quella di transizione vetrosa aumentano all’aumentare della rigidità delle catene che compongono il materiale e all’aumentare delle forze di interazione intermolecolari. La resina termoindurente è un materiale molto rigido costituito da polimeri reticolati nei quali il moto delle catene polimeriche è fortemente limitato dall’elevato numero di reticolazioni esistenti. Durante il riscaldamento subiscono una modificazione chimica irreversibile. Le resine di questo tipo, sotto l’azione del calore nella fase iniziale, rammolliscono (diventano plastiche) e, successivamente, solidificano. Contrariamente alle resine termoplastiche, quindi, non presentano la possibilità di subire numerosi processi di formatura durante il loro utilizzo. Le resine termoindurenti, come abbiamo visto, sono materiali molto rigidi nei quali il moto delle catene polimeriche è fortemente vincolato da un numero elevato di reticolazioni esistenti. Infatti, durante il processo di produzione subiscono modifiche chimiche irreversibili associate alla creazione di legami covalenti trasversali tra le catene dei pre-polimeri di partenza. La densità delle interconnessioni e la natura dipendono dalle condizioni di polimerizzazione e dalla natura dei precursori: generalmente essi sono sistemi liquidi, o facilmente liquefacibili a caldo, costituiti da composti organici a basso peso molecolare, spesso multifunzionali, chimicamente reattivi, a volte in presenza di iniziatori o catalizzatori. Nella maggior parte dei casi essi subiscono una polimerizzazione in situ mediante reazioni di policondensazione e poliaddizione che li trasformano in termoindurenti ovvero in complesse strutture reticolate tridimensionali vetrose, insolubili nei solventi più comuni, infusibili e degradabili se riscaldate ad altissime temperature. Molte formulazioni richiedono la presenza di un comonomero, definito generalmente agente indurente, dotato di due o più gruppi funzionali reattivi, e/o di calore e/o di radiazioni elettromagnetiche per reticolare. La reazione di reticolazione o cura inizia con la formazione e la crescita lineare di catene polimeriche che presto iniziano a ramificare. Man mano che la cura procede il peso molecolare cresce rapidamente e le dimensioni molecolari aumentano perchè molte catene iniziano a legarsi covalentemente tra di loro creando un network di peso molecolare infinito. La trasformazione da un liquido viscoso ad un gel elastico, chiamata “gelificazione”, è improvvisa ed irreversibile e comporta la formazione della struttura originaria del network tridimensionale. Prima della gelificazione, in assenza di agente reticolante, le particelle di resina sono separate tra di loro o interagiscono solo in virtù di deboli forze intermolecolari reversibili, forze di van der Waals. Quindi la resina termoindurente è solubile in appropriati solventi Al progredire della reazione di reticolazione si formano legami covalenti intermolecolari, gel covalente, permanendo ancora le interazioni deboli. A differenza del gel di valenza secondaria che può essere rotto senza difficoltà, non esiste alcun solvente così energico da causare la rottura dei legami covalenti. Quindi la struttura macromolecolare creata da questa trasformazione non si scioglie completamente ma si rigonfia nel solvente perché contiene ancora tracce di monomero, libero o aggregato, e molecole ramificate solubili, presentandosi quindi sotto forma di un sistema bifasico sol-gel. E’ questa la struttura originaria del network tridimensionale termoindurito. Un altro fenomeno che può verificarsi durante la reazione di cura è la “vetrificazione”, ovvero la trasformazione di un liquido viscoso o di un gel elastico in un solido vetroso, che segna una variazione nel controllo cinetico del meccanismo di reazione passando da uno di tipo chimico ad uno di tipo diffusivo. La velocità di reazione decade rapidamente sia perchè la concentrazione di monomero reattivo è diminuita sia perchè la sua diffusione verso i siti reattivi del bulk polimerico è rallentata dalla presenza dei cross-links tra le catene. Comunque, il fatto che si riscontri un ulteriore aumento di densità, testimonia che le reazioni chimiche continuano ad avvenire ma a velocità molto più basse. Tra le varie tipologie di resine termoindurenti, si trovano quelle epossidiche, che sono sostanzialmente dei polieteri, ma mantengono questo nome sulla base del materiale di partenza utilizzato per produrle e in virtù della presenza di gruppi epossidici nel materiale immediatamente prima della reticolazione. Il principale utilizzo delle resine epossidiche è nel campo dei rivestimenti, in quanto queste resine combinano proprietà di flessibilità, adesione e resistenza chimica. Una larga varietà di resine sono formulate per soddisfare le più svariate esigenze tenendo conto dei seguenti parametri: Reattività: il gruppo epossidico reagisce con una grande varietà di reagenti chimici. Flessibilità: la distanza dei gruppi epossidici può essere variata in funzione del peso molecolare, ottenendo sistemi reticolati tridimensionali a maglie più o meno larghe e quindi prodotti più o meno flessibili ed elastici. Resistenza chimica ed adesione: i legami chimici predominanti sono carboniocarbonio e carbonio-ossigeno, legami dotati di notevole inerzia chimica. Gli ossidrili sono secondari e quindi di bassa reattività. Alla polarità delle molecole ed agli ossidrili sono da attribuire le elevate forze di adesione ai substrati metallici. Stabilità termica: strettamente legata alla densità di reticolazione. Applicazioni: i sistemi epossidici hanno assunto una grande importanza in quei settori dove si richiedono elevate prestazioni alle sollecitazioni termiche, meccaniche, chimiche ed elettriche. Vengono impiegati nell’industria automobilistica, spaziale, aeronautica, navale, elettronica, impiantistica, come componenti principali nelle vernici, adesivi, impermeabilizzanti, materiali compositi e per circuiti stampati.Categoria: notizie - tecnica - plastica - resine termoindurenti - polimeri
SCOPRI DI PIU' Densificazione del polipropilene da post consumo: quali accortezze
Densificazione del polipropilene da post consumo: quali accortezzeLa densificazione del polipropilene post-consumo nel 2026 richiede controllo di umidità, temperatura, pezzatura, stoccaggio e qualità del lotto. Un approfondimento tecnico e normativo completoAutore: Marco Arezio. E' imprenditore e divulgatore specializzato in economia circolare, riciclo dei polimeri, materie prime seconde e processi industriali legati alla valorizzazione dei rifiuti plastici. È fondatore della piattaforma rMIX e da anni segue l’evoluzione tecnica, commerciale e normativa delle filiere del riciclo, con particolare attenzione alla selezione, al lavaggio, alla densificazione, all’estrusione e alla compoundazione delle plastiche post-consumo e post-industriali.Data articolo: Maggio 2020Data di aggiornamento: Marzo 2026 Densificazione del polipropilene: la riduzione dell’umidità del prodotto deve tener conto delle problematiche di imballo e stoccaggio Nel 2020 la densificazione del polipropilene post-consumo poteva ancora essere descritta come una fase utile soprattutto a togliere acqua al macinato e a prepararlo alla successiva estrusione. Nel marzo 2026 questa definizione è troppo limitata. Oggi la densificazione del PP proveniente dalla raccolta differenziata è un passaggio che incide sulla qualità del lotto, sulla sicurezza dello stoccaggio, sulla continuità della trasformazione, sulla tracciabilità del riciclato e sul suo valore commerciale. Il contesto di filiera è cambiato profondamente: il sistema COREPLA ha comunicato che nel 2024 ha coinvolto 7.396 Comuni, coprendo il 97% della popolazione italiana, e ha avviato a riciclo 931.096 tonnellate di imballaggi in plastica, avvicinando con un anno di anticipo l’obiettivo europeo del 50%. In una filiera di queste dimensioni, il densificato non è più un semplice semilavorato povero, ma una materia intermedia che deve essere stabile, controllabile e negoziabile con specifiche sempre più chiare. Raccolta differenziata e selezione del polipropilene: da rifiuto urbano a frazione riciclabile La storia tecnica del densificato in PP comincia nelle nostre case, dove gli imballaggi plastici vengono separati da vetro, carta, metalli e frazione organica. Quel gesto domestico, apparentemente semplice, alimenta però una catena industriale complessa, nella quale i rifiuti da imballaggio vengono selezionati, distinti per famiglie polimeriche e trasformati in flussi commerciali con identità merceologica autonoma. Nel caso del polipropilene, la filiera italiana ha ormai consolidato specifiche categorie di selezione e di valorizzazione. COREPLA, ad esempio, identifica gli “imballaggi misti in PP” come un flusso caratterizzato da una composizione a prevalenza di polipropilene con presenza minoritaria di polietilene, ritenuta sufficientemente stabile da consentirne la commercializzazione come prodotto selezionato. Questo dato è importante, perché chiarisce un punto spesso sottovalutato: il valore del densificato dipende sì dall’acqua residua, ma ancora prima dalla qualità del flusso in ingresso, cioè dalla stabilità della composizione polimerica ottenuta a monte nella selezione. Nella pratica impiantistica, il materiale proveniente dalla raccolta differenziata viene aperto, distribuito sui nastri, sottoposto a separazioni meccaniche e ottiche e progressivamente indirizzato verso famiglie omogenee. All’interno di questo processo, gli imballaggi in PP destinati al riciclo vengono isolati dagli altri polimeri e inviati alle fasi successive di macinazione, lavaggio e purificazione. È in questo passaggio che si gioca già una parte rilevante della qualità finale del densificato: ogni errore di selezione, ogni residuo di polimero incompatibile, ogni quota eccessiva di inquinanti trascina conseguenze che la sola densificazione non può correggere interamente. Per questo, nel 2026, chi compra densificato di PP non compra soltanto un materiale “asciutto”, ma compra la qualità complessiva di una filiera che inizia molto prima dell’agglomeratore. Come funziona la densificazione del polipropilene post-consumo dopo lavaggio e centrifugazione Dopo la selezione, il polipropilene viene normalmente triturato e lavato. Il lavaggio serve a ridurre residui organici, polveri, adesivi, carta, sporco superficiale e parte delle contaminazioni che non sono state intercettate nella fase di selezione. La centrifugazione, la flottazione o altre operazioni di separazione fisica contribuiscono ulteriormente a ridurre l’acqua libera e a migliorare la purezza del materiale. Tuttavia, il fiocco lavato conserva spesso una condizione di umidità superficiale e interstiziale che lo rende poco stabile nella movimentazione e problematico in estrusione. È qui che la densificazione diventa decisiva: attraverso attrito, calore controllato e compattazione, il materiale viene trasformato da scaglia leggera e voluminosissima in un agglomerato più denso, più scorrevole e più idoneo alle fasi successive di trasformazione. I protocolli più recenti di RecyClass aiutano a capire bene il cambio di paradigma. Nelle pratiche di valutazione della riciclabilità del PP, l’asciugatura dei flakes a umidità inferiore all’1% viene considerata un parametro di processo essenziale, e l’introduzione di un passaggio di densificazione prima dell’estrusione viene formalmente contemplata come parte della metodologia di prova. In altre parole, la densificazione non è un’operazione accessoria: serve sia a ridurre l’umidità superficiale, sia a regolarizzare l’alimentazione del materiale verso vite ed estrusore, soprattutto quando il feedstock ha una bassa densità apparente. Il risultato pratico non è una “riduzione del peso al metro cubo”, come talvolta si legge impropriamente, ma l’opposto: diminuisce la massa d’acqua indesiderata e aumenta la densità apparente del materiale utile, con vantaggi logistici e di processo evidenti. Riduzione dell’umidità del PP riciclato: perché non basta asciugarlo in superficie Per capire perché la riduzione dell’umidità sia così importante, bisogna prima distinguere tra il polipropilene come polimero e il polipropilene come rifiuto riciclato. Il PP, di per sé, è noto per il suo basso assorbimento d’acqua; diverse schede tecniche lo descrivono infatti come materiale a bassa o molto bassa moisture absorption. Ma il problema del riciclo post-consumo non è la natura del polimero vergine: è la realtà industriale del fiocco lavato, che contiene acqua aderente alla superficie, acqua intrappolata nelle cavità, residui organici, contaminanti solidi e talvolta tracce di altri polimeri o frazioni fini. Per questo un materiale che “sembra asciutto” può in realtà non essere sufficientemente condizionato per una trasformazione stabile. Il nodo, quindi, non è semplicemente eliminare l’acqua visibile, ma portare il lotto a una condizione di umidità compatibile con la sua destinazione d’uso. Se il densificato viene subito estruso, il problema è prevalentemente di continuità di processo. Se invece viene venduto tal quale o stoccato in big bag per giorni o settimane, la questione cambia radicalmente: l’umidità residua può redistribuirsi nel sacco, favorire odori, peggiorare la scorrevolezza, alterare il peso commerciale della fornitura e generare difetti in fase di compoundazione o stampaggio. Anche quando non si verificano degradazioni chimiche gravi come nel PET, l’acqua residua resta una fonte concreta di instabilità del melt, di porosità, di difetti superficiali e di variabilità prestazionale. Per questo, nel 2026, la misura dell’umidità sul densificato non può essere una formalità documentale: è un parametro industriale che condiziona la qualità vendibile del materiale. Temperatura del densificato, raffreddamento e rischio di auto-riscaldamento nei Big Bags Uno dei punti più delicati, e ancora troppo spesso sottovalutati, riguarda la temperatura del densificato al momento dell’insacco. L’uscita dal densificatore può lasciare il materiale in condizioni termiche non omogenee: la superficie esterna sembra già gestibile, mentre il cuore dell’agglomerato conserva ancora calore. Se il prodotto viene immesso troppo presto in big bag di grande volume, il raffreddamento del nucleo interno può diventare lentissimo. In questo scenario non si deve immaginare un’autocombustione del polipropilene puro come se fosse un fenomeno spontaneo e immediato del polimero in sé; il rischio reale nasce piuttosto dall’insieme di calore residuo, ventilazione insufficiente, presenza di fini, sporco, frazioni combustibili e fenomeni di auto-riscaldamento tipici dei materiali stoccati in massa. Le linee guida ambientali per i piani di prevenzione incendi nei siti di rifiuti richiedono infatti un controllo del calore e della temperatura proprio per prevenire fenomeni di self-heating e self-combustion nei materiali immagazzinati. Da un punto di vista operativo, ciò significa che il raffreddamento del densificato non dovrebbe essere affidato all’improvvisazione. Un tratto di raffreddamento ad aria, una sosta tecnica prima dell’insacco, la verifica della temperatura del lotto e, nei casi più critici, controlli sul cuore del materiale diventano accorgimenti fondamentali. Questa è una delle grandi differenze tra il modo di ragionare del 2020 e quello richiesto nel 2026: non basta “fare densificato”, bisogna produrre un densificato termicamente stabilizzato. In mancanza di questa attenzione, il problema si sposta semplicemente dal densificatore al magazzino, dove poi si manifesta con sacchi deformati, materiale incollato, peggior scorrevolezza o, nei casi peggiori, con rischi di auto-riscaldamento che un impianto moderno non può permettersi di trascurare. Pezzatura del densificato in polipropilene: effetti su compoundazione, trasporto e dosaggio Nel testo del 2020 si richiamava giustamente il tema della pezzatura, suggerendo per il densificato destinato alla compoundazione una dimensione preferibilmente compresa tra 10 e 12 millimetri. Questa indicazione conserva ancora oggi una sua validità pratica, soprattutto quando il materiale deve essere miscelato con altri macinati o densificati di PP in modo regolare e senza ponti di alimentazione. Tuttavia, nel 2026 è più corretto dire che non esiste una pezzatura ideale in assoluto: esiste una pezzatura coerente con il sistema di dosaggio, con la geometria della tramoggia, con il tipo di vite, con la presenza o meno di alimentazione forzata e con il livello di uniformità richiesto nella miscela. I protocolli RecyClass più recenti confermano che la densificazione è collegata proprio all’esigenza di rendere alimentabile un materiale altrimenti troppo leggero o instabile nel flusso. Per questo, la rifilatura granulometrica del densificato va valutata in funzione della destinazione finale. Una pezzatura troppo grossolana può peggiorare il dosaggio e rendere irregolare la miscelazione; una pezzatura troppo fine può aumentare la quota di polvere, peggiorare la pulizia dell’impianto e rendere più instabile la manipolazione. La vecchia idea di rimacinare sempre il densificato per “migliorarlo” non è dunque automaticamente corretta: ogni passaggio aggiuntivo comporta consumo energetico, usura meccanica e potenziale produzione di fini. Nella logica industriale attuale, la pezzatura non si giudica in astratto, ma per la sua capacità di rendere il materiale dosabile, omogeneo e costante. Controllo qualità del densificato in PP: umidità, DSC, contaminanti e costanza del lotto Un altro aspetto che nel 2026 va approfondito rispetto al testo originario è il controllo qualità. La raccomandazione di verificare la percentuale di polipropilene mediante DSC rimane assolutamente sensata. La calorimetria differenziale a scansione è ancora uno degli strumenti più utili per leggere la composizione termica del lotto, individuare la presenza di frazioni polimeriche differenti e verificare quanto il materiale sia realmente compatibile con la destinazione prevista. Ma oggi non basta più. La nuova norma EN 15345:2025, recepita anche in ambito UNI, definisce le principali caratteristiche e i metodi di prova per la valutazione dei riciclati di polipropilene destinati a prodotti semifiniti o finiti, e chiarisce implicitamente che la qualità del PP riciclato non può essere riassunta da un solo test. Accanto alla DSC diventano rilevanti umidità residua, densità, MFI, contenuto di ceneri, presenza di contaminanti, odore, omogeneità cromatica e costanza del lotto. Nel 2026, inoltre, il controllo qualità non si ferma più al laboratorio interno. La tracciabilità del contenuto riciclato e la corretta documentazione della provenienza del materiale sono entrate nella sostanza stessa del valore commerciale del prodotto. Gli schemi RecyClass sulla traceability e sul recycling process sono sviluppati in coerenza con EN 15343:2007 e ISO 22095:2020, e servono proprio a dimostrare l’origine del rifiuto, la continuità della catena di custodia e il calcolo affidabile del contenuto riciclato in uscita. Questo significa che un densificato di PP, per essere davvero competitivo, non deve solo avere una buona umidità o una buona pezzatura: deve anche potersi inserire in una filiera documentata, auditabile e credibile verso clienti sempre più attenti a conformità e dichiarazioni ambientali. Nuove regole europee 2025-2026: riciclabilità, tracciabilità e valore industriale del polipropilene riciclato L’aggiornamento più forte rispetto al 2020 è probabilmente quello normativo. Il Regolamento (UE) 2025/40 sugli imballaggi e i rifiuti di imballaggio è ormai il riferimento centrale del nuovo quadro europeo: stabilisce requisiti di sostenibilità e di etichettatura lungo l’intero ciclo di vita del packaging e costituisce la base della disciplina che si applicherà progressivamente dal 2026 in avanti. Il suo impatto sulla densificazione del PP è meno indiretto di quanto sembri. Se l’Europa chiede imballaggi sempre più riciclabili e con quote crescenti di riciclato, il mercato pretenderà riciclati più costanti, più tracciabili e più tecnicamente affidabili. In questo scenario il densificato non è un prodotto di passaggio, ma uno degli snodi in cui si decide se il riciclato avrà davvero qualità industriale o resterà confinato a impieghi marginali. Le sintesi tecniche del nuovo quadro PPWR circolate nel 2025 e nel 2026 ribadiscono inoltre che il regolamento introduce obiettivi minimi di contenuto riciclato per varie categorie di imballaggi plastici, con target più bassi per gli imballaggi contact-sensitive non in PET e più alti per gli altri imballaggi plastici. Questo non significa che ogni densificato in PP potrà automaticamente accedere agli impieghi più sensibili; significa però che la pressione industriale verso riciclati di migliore qualità è destinata ad aumentare. Chi produce densificato dovrà quindi ragionare non soltanto in termini di resa immediata dell’impianto, ma di compatibilità futura con specifiche di mercato più severe. Va aggiunto un chiarimento essenziale: il fatto che il polipropilene riciclato sia sempre più richiesto non equivale a una sua libera utilizzabilità in contatto alimentare. La disciplina europea sul riciclo delle plastiche per food contact resta molto rigorosa. La Commissione europea spiega che il quadro normativo sui materiali plastici riciclati destinati al contatto con alimenti serve proprio a garantire la sicurezza chimica e microbiologica del materiale, richiede che i processi di riciclo siano in grado di decontaminare il flusso e prevede controllo qualità, tracciabilità, autorizzazioni e registro dei riciclatori. Il Regolamento (UE) 2025/351 ha inoltre aggiornato la disciplina generale dei materiali plastici a contatto con alimenti, mentre il Regolamento (UE) 2025/2269 ha corretto alcuni aspetti del Regolamento (UE) 2022/1616. In sostanza, nel 2026 un densificato da raccolta domestica può essere ottimo per compound, stampaggio tecnico o applicazioni non estetiche, ma non può essere equiparato automaticamente a un materiale idoneo al contatto alimentare. Applicazioni industriali del densificato in polipropilene: compound, granulo e stampaggio diretto Una volta ben selezionato, ben lavato, correttamente densificato e controllato sotto il profilo di umidità, temperatura e composizione, il PP post-consumo può trovare diversi sbocchi industriali. Il primo è la trasformazione in granulo attraverso estrusione e filtrazione. Il secondo è la produzione di compounds nei quali il densificato viene miscelato con altri polipropileni riciclati o post-industriali per raggiungere specifici obiettivi di MFI, rigidità, resistenza all’urto o costo formula. Il terzo, ancora oggi interessante in alcune nicchie, è lo stampaggio diretto di articoli non estetici o semi-tecnici, a patto che geometria del pezzo, canali di alimentazione e punti di iniezione siano compatibili con la morfologia del materiale. Anche i dati italiani sull’impiego dei riciclati confermano che i settori di sbocco non si limitano a un’unica nicchia, ma si distribuiscono tra packaging, costruzioni, igiene, arredo urbano e altri comparti industriali. Qui si comprende il senso economico della densificazione nel 2026. Densificare bene il polipropilene non significa solo prepararlo a “passare” in macchina, ma aumentare le probabilità che quel materiale possa entrare in una formula stabile, in un capitolato preciso o in una relazione commerciale duratura. Al contrario, un densificato con umidità incoerente, temperatura mal gestita, pezzatura irregolare e composizione fluttuante costringe il trasformatore a compensare difetti a valle, con maggiori costi di filtrazione, perdita di produttività, difetti estetici, reclami e minor fiducia nel riciclato. È per questo che la densificazione, da semplice fase di preparazione, è diventata una delle vere soglie di qualità del polipropilene post-consumo. Conclusioni La densificazione del polipropilene proveniente dalla raccolta differenziata resta, anche nel 2026, un’operazione centrale per la valorizzazione di un flusso costituito in larga misura da imballaggi alimentari e domestici. Ma rispetto al 2020 la sua interpretazione deve essere molto più ampia. Non si tratta soltanto di ridurre l’acqua presente nel macinato, bensì di portare il materiale a una condizione di stabilità fisica, termica e merceologica che ne consenta la vendita, lo stoccaggio e la trasformazione senza sorprese. L’umidità va misurata a freddo e in modo rappresentativo del lotto; la temperatura va controllata prima dell’insacco; la pezzatura va adattata alla destinazione finale; la composizione polimerica va verificata con strumenti come la DSC; la tracciabilità del riciclato va documentata; e l’intera filiera deve confrontarsi con un quadro normativo europeo che rende la qualità del riciclato sempre meno negoziabile. In questa prospettiva, il densificato in PP non è più un sottoprodotto transitorio, ma una vera materia prima seconda industriale, il cui valore dipende dalla capacità di tenere insieme processo, controllo e conformità. FAQ sulla densificazione del polipropilene post-consumo Cos’è la densificazione del polipropilene post-consumo? È un trattamento termo-meccanico che compatta il fiocco di PP lavato, ne riduce il volume apparente, migliora la regolarità di alimentazione in estrusione e contribuisce alla riduzione dell’umidità superficiale residua. Nei protocolli più recenti di riciclabilità del PP, la densificazione è contemplata come passaggio utile prima dell’estrusione quando il materiale presenta bassa densità apparente o richiede migliore alimentabilità. Perché l’umidità del densificato è così importante se il PP assorbe poca acqua? Perché il problema del post-consumo non è l’assorbimento d’acqua del PP vergine, che resta basso, ma l’acqua trattenuta dal fiocco lavato, dai contaminanti, dalle cavità e dalla morfologia irregolare del materiale. Questa umidità residua può creare instabilità di processo, difetti superficiali e variabilità nelle lavorazioni successive. Si può insaccare subito il densificato nei Big Bags? È una pratica rischiosa se il materiale è ancora caldo o termicamente non uniforme. Le linee guida di prevenzione incendi per i siti di stoccaggio rifiuti richiedono il controllo del calore e della temperatura per evitare fenomeni di auto-riscaldamento e possibili condizioni favorevoli all’autocombustione nei materiali stoccati in massa. Qual è la pezzatura migliore del densificato in PP? Non esiste una misura perfetta valida per tutti gli impianti. La storica indicazione di una pezzatura intermedia, spesso intorno ai 10-12 mm nei contesti di compoundazione, resta pratica in molti casi, ma oggi conta soprattutto la coerenza con il sistema di dosaggio, la tramoggia, la vite e la destinazione finale del materiale. I protocolli recenti insistono soprattutto sulla corretta alimentabilità del materiale densificato. Basta la DSC per controllare la qualità del densificato? No. La DSC resta molto utile per verificare la predominanza del PP e individuare eventuali contaminazioni polimeriche, ma nel 2026 il controllo qualità richiede un quadro più ampio, coerente con le logiche di caratterizzazione dei riciclati: umidità, MFI, densità, ceneri, contaminanti, costanza del lotto e documentazione di tracciabilità sono sempre più rilevanti. Il densificato in PP può essere usato automaticamente per imballaggi alimentari? No. La normativa europea sui materiali plastici riciclati destinati al contatto con alimenti richiede processi sicuri, controllo di decontaminazione, tracciabilità, registrazione degli operatori e conformità specifica. La semplice presenza prevalente di PP nel densificato non basta a qualificarlo per usi food contact. Perché la tracciabilità del riciclato è diventata così importante? Perché il mercato europeo chiede sempre più contenuto riciclato verificabile e dichiarazioni ambientali credibili. Gli schemi RecyClass sulla traceability e sul recycling process sono allineati a EN 15343 e ISO 22095 e aiutano a dimostrare l’origine del rifiuto, la continuità della catena di custodia e il contenuto riciclato effettivo nel prodotto in uscita. Cosa cambia con il nuovo regolamento europeo sugli imballaggi? Cambia il livello di severità del mercato. Il quadro PPWR spinge verso imballaggi più riciclabili, più controllati e con quote minime di contenuto riciclato in diverse categorie. Questo aumenta la domanda di riciclati di qualità e rende la stabilità del densificato un fattore sempre più strategico. Fonti COREPLA, Assemblea 2025: risultati 2024 su raccolta differenziata e riciclo degli imballaggi in plastica COREPLA, Riciclare PP COREPLA, condizioni generali e specifiche commerciali dei flussi PP/PP-PE selezionati COREPLA, dati sugli impieghi delle plastiche riciclate in Italia Regolamento (UE) 2025/40 sugli imballaggi e i rifiuti di imballaggio RecyClass, Recycled Plastics Traceability Certification RecyClass, Recycling Process Certification RecyClass, protocollo 2026 per PP films con introduzione del passaggio di densificazione RecyClass, protocolli di asciugatura del PP con umidità inferiore all’1% UNI EN 15345:2025, caratterizzazione dei riciclati di polipropilene European Commission, Plastic Recycling – Food Safety Regolamento (UE) 2025/351 sui materiali plastici a contatto con alimenti Regolamento (UE) 2025/2269 di correzione del quadro sui materiali plastici riciclati per food contact Linee guida per la prevenzione incendi e il controllo dell’auto-riscaldamento nei materiali stoccati
SCOPRI DI PIU' Poliuretano: Produzione, Impiego, Riciclo e Storia
Poliuretano: Produzione, Impiego, Riciclo e StoriaUn materiale di grandissima diffusione in molti settori che ha una storia prestigiosa e un presente circolare complicatodi Marco ArezioIl poliuretano è un polimero conosciuto anche da chi non è addetto ai lavori, in quanto lo si identifica facilmente negli isolanti per le abitazioni, nei prodotti chimici di comune utilizzo del fai da te, negli oggetti che arredano le nostre case e in molte altre occasioni. La sua storia nasce agli albori della ricerca sulla chimica dei polimeri, con continui miglioramenti nel corso degli anni e creando nuove applicazioni facendo leva sulle molteplici qualità del composto.Cosa è il poliuretano Il poliuretano è un tipo di polimero che viene utilizzato in una vasta gamma di prodotti a causa della sua versatilità. Si tratta di un materiale che può essere flessibile o rigido e viene utilizzato in prodotti come schiume, elastomeri, adesivi, sigillanti, vernici e molti altri. Le schiume di poliuretano, ad esempio, sono spesso utilizzate in materassi, cuscini e mobili a causa della loro capacità di adattarsi e ritornare alla loro forma originale. I poliuretani possono essere formulati per avere una varietà di proprietà, rendendoli adatti a molte diverse. Come si produce il poliuretano Il poliuretano viene prodotto attraverso una reazione chimica tra due componenti principali: un isocianato e un poliolo. La natura esatta e la proporzione di questi composti determinano le proprietà finali del poliuretano prodotto. Ecco un processo base per produrre poliuretano: Preparazione dei componenti Gli isocianati ei polioli vengono prodotti separatamente attraverso vari processi chimici. Gli isocianati comuni utilizzati includono il diisocianato di toluene (TDI) e il diisocianato di metilene difenile (MDI). I polioli possono variare dalla glicerina ai polieteri. Mescolamento Una volta preparati, gli isocianati e i polioli vengono miscelati insieme in proporzioni controllate. Al mix possono essere aggiunti altri ingredienti come catalizzatori, stabilizzanti, coloranti o additivi per ottenere proprietà specifiche. Reazione Quando gli isocianati ei polioli reagiscono insieme, formano una catena di poliuretano. Questa reazione può essere esotermica (produrre calore). Formazione A seconda dell'applicazione desiderata, la miscela reagente può essere versata in stampi per produrre forme solide come blocchi o lastre, oppure può essere spruzzata o applicata su superfici. Ad esempio, la schiuma spray di poliuretano viene spruzzata sulle superfici per l'isolamento, mentre le schiume flessibili possono essere versate in stampi per produrre cuscini o materassi. Indurimento e Cura Dopo la formazione, il poliuretano richiede un periodo di "cura" durante il quale completa la sua reazione e raggiunge le proprietà desiderate. Taglio o lavorazione Una volta indurito, il poliuretano può essere tagliato, sagomato o lavorato secondo le specifiche dell'applicazione finale. A seconda del tipo e delle proprietà desiderate del poliuretano, i dettagli del processo possono variare. Ad esempio, la produzione di schiume rigide utilizzate per l'isolamento potrebbe differire da quella di elastomeri utilizzati nelle applicazioni industriali. Dove si utilizza il poliuretano Il poliuretano è un materiale estremamente versatile e si trova in una vasta gamma di prodotti grazie alle sue diverse proprietà. Ecco alcuni degli usi comuni del poliuretano: - Schiume flessibili: utilizzate in materassi, cuscini, imbottiture di mobili e sedili automobilistici. - Schiume rigide: utilizzate per l'isolamento termico di edifici, frigoriferi, congelatori e apparecchiature per il riscaldamento e il raffreddamento. - Elastomeri: trovano impiego in suole di scarpe, guarnizioni, cinghie di trasmissione, componenti automobilistici e alcuni adesivi. - Adesivi e sigillanti: utilizzati in edilizia, industria automobilistica e molte altre industriali. - Vernici e rivestimenti: offrono protezione contro l'abrasione, la corrosione ei raggi UV. Sono usati per verniciare automobili, pavimenti e altri oggetti. - Pellicole e fogli: per l'imballaggio, la laminazione e come componenti in prodotti tessili. - Spugne abrasive: usate per lavare e pulire. - Componenti automobilistici: come parafanghi, parti di interni, e componenti di sospensione. - Imballaggi: schiume protettive per l'imballaggio di elettronica e altri beni fragili. - Applicazioni mediche: come bendaggi, impianti e componenti di dispositivi medici. - Fibra di poliuretano: utilizzata in tessuti elastici e abbigliamento. Questi sono solo alcuni esempi. Grazie alla sua versatilità, il poliuretano ha trovato in quasi ogni settore industriale e continua ad essere un materiale chiave in molte innovazioni tecnologiche. Quali caratteristiche tecniche ha il poliuretano l poliuretano è un materiale estremamente versatile con una vasta gamma di proprietà che possono essere adattate in base ai requisiti specifici di un'applicazione. Le caratteristiche tecniche del poliuretano possono variare a seconda della formula specifica, dei componenti utilizzati e del processo di produzione. Tuttavia, alcune delle caratteristiche generali e dei vantaggi del poliuretano includono: - Il poliuretano è noto per la sua resistenza all'usura, al taglio e all'abrasione. - Può essere estremamente elastico e flessibile, il che lo rende ideale per suole di scarpe, guarnizioni e altri prodotti che richiedono elasticità. - Offre una buona resistenza a oli, grassi, solventi e molti altri prodotti chimici. - Il poliuretano ha eccellenti proprietà isolanti, sia termiche che acustiche, ed è spesso utilizzato come materiale isolante in edilizia e in apparecchiature refrigeranti. - Può essere prodotto in una vasta gamma di densità e rigidità, da schiume morbide e flessibili a materiali solidi e duri. - Ha una buona capacità adesiva su una vasta gamma di substrati, il che lo rende utile come adesivo e sigillante. - Il poliuretano ha una buona resistenza all'acqua e non si decompone facilmente quando esposto all'umidità. - Sebbene il poliuretano standard possa degradarsi sotto l'esposizione ai raggi UV, può essere formulato con additivi che migliorano la sua resistenza ai raggi UV. - Mentre il poliuretano non è inerentemente resistente al fuoco, può essere formulato con ritardanti di fiamma per soddisfare specifiche esigenze di resistenza al fuoco. - Ha la capacità del materiale di tornare alla sua forma originale dopo essere stato deformato. Come si ricicla il poliuretano Il riciclo del poliuretano può essere una sfida a causa della sua natura termoindurente e delle diverse forme in cui può presentarsi. Tuttavia, ci sono diverse metodologie adottate per il riciclaggio del poliuretano, a seconda del tipo e dell'applicazione. Ecco alcune delle tecniche comuni: Riutilizzo meccanico Questo metodo coinvolge la triturazione della schiuma di poliuretano in piccoli pezzi che possono essere utilizzati come riempitivi o combinati con altri materiali per produrre nuovi prodotti. Ad esempio, la schiuma triturata può essere utilizzata in cuscini, materassi o come isolamento. Riciclo chimico Glicolisi. Qui, il poliuretano viene scomposto in presenza di glicoli. Questo processo produce polioli che possono essere riutilizzati nella produzione di nuovo poliuretano. Idrogenazione. In questo metodo, il poliuretano viene esposto all'idrogeno ad alte temperature, producendo polioli che possono essere riutilizzati. Pirolisi. Il poliuretano viene scomposto termicamente in assenza di ossigeno, producendo oli che possono essere utilizzati come carburanti o materie prime per la produzione chimica. Riciclaggio energetico. Anziché cercare di recuperare il materiale, il poliuretano può essere incenerito in impianti di incenerimento di rifiuti per recuperare l'energia. Questo metodo trasforma il poliuretano in calore, che può essere utilizzato per produrre elettricità o riscaldare l'acqua. Riciclaggio mediante bonifica. Questo metodo è simile alla glicolisi, ma utilizza ammine alifatiche. Produce ammine e polioli che possono essere utilizzati nella produzione di nuovo poliuretano o altri polimeri. Mentre le tecniche di riciclaggio sono in continua evoluzione, uno dei principali ostacoli al riciclaggio su larga scala del poliuretano è la raccolta e la separazione dei rifiuti di poliuretano dalle altre correnti di rifiuti. Tuttavia, con la crescente enfasi sulla sostenibilità e la gestione dei rifiuti, sono in corso ricerche per sviluppare metodi più efficaci e sostenibili per il riciclaggio del poliuretano. Storia del poliuretano Il poliuretano è stato scoperto nel 1937 dal chimico tedesco Otto Bayer e dal suo team. La ricerca era parte degli sforzi per sviluppare nuovi materiali polimerici durante il periodo tra le due guerre mondiali, quando c'era una grande domanda di alternative ai materiali tradizionali. Otto Bayer è noto per aver sviluppato il processo di produzione di poliuretano utilizzando diisocianati e polioli, il che ha portato alla produzione commerciale di poliuretano nel 20° secolo. Il poliuretano ha una storia interessante e la sua evoluzione e diffusione in vari settori è un esempio di come i nuovi materiali possano rivoluzionare le industrie. Le tappe storiche importanti per il poliuretano sono le seguenti: - 1937. Otto Bayer e il suo team in Germania sviluppano il processo di polimerizzazione per produrre poliuretano usando diisocianati e polioli. - 1940. Durante la Seconda Guerra Mondiale, ci fu un grande bisogno di materiali alternativi a causa della scarsità di risorse come il caucciù. Questo ha portato a un interesse crescente per i poliuretani come potenziale sostituto. Alla fine degli anni '40, le schiume rigide di poliuretano iniziarono ad essere usate per isolamento. - anni '50. Le schiume flessibili di poliuretano diventano popolari come materiale per cuscini e materassi. Inizia la produzione su larga scala di elastomeri di poliuretano, che vengono utilizzati in vari settori, compresa l'industria calzaturiera. - anni '60 e '70. L'uso di schiume di poliuretano per l'isolamento termico degli edifici diventa sempre più comune. La tecnologia del poliuretano continua ad evolversi, portando allo sviluppo di adesivi, sigillanti, rivestimenti e vernici di poliuretano. - 1980. Gli elastomeri di poliuretano diventano comuni in molte industrie. La ricerca si concentra sull'ottimizzazione delle proprietà del poliuretano, come la resistenza alla fiamma e la resistenza all'abrasione. - anni '90 e 2000. Si assiste a una crescente preoccupazione per l'ambiente e la salute, il che porta a ricerche su poliuretani a base d'acqua ea basso contenuto di composti organici volatili (VOC). L'industria automobilistica adotta ampiamente il poliuretano per interni, sedili, e componenti esterni. - anni 2010. Con l'aumento dell'interesse per la sostenibilità, iniziano le ricerche per produrre poliuretani da fonti rinnovabili e biobased. L'innovazione continua con lo sviluppo dei poliuretani con proprietà migliorate, come maggiore resistenza ai raggi UV e migliore resistenza termica. Nel corso degli anni, il poliuretano ha dimostrato di essere un materiale estremamente versatile, adattandosi e rispondendo alle esigenze in continua evoluzione di molte industrie. La sua capacità di essere formulato per una vasta gamma di proprietà ha reso possibile il suo uso in una miriade di, dall'edilizia all'automobile, dai prodotti per la casa all'abbigliamento e molto altro.
SCOPRI DI PIU' Polimeri Idrofobici Innovativi: Rivestimenti Impermeabili per la Sostenibilità Ambientale
Polimeri Idrofobici Innovativi: Rivestimenti Impermeabili per la Sostenibilità AmbientaleScopri come i polimeri idrofobici avanzati stanno rivoluzionando i rivestimenti impermeabili, offrendo soluzioni ecocompatibili per edilizia, automotive, tessile e infrastrutturedi Marco ArezioLa crescente preoccupazione per la sostenibilità ambientale ha spinto l'industria dei materiali verso l'innovazione, in particolare nello sviluppo di polimeri idrofobici. Questi polimeri, caratterizzati dalla capacità di respingere l'acqua, sono fondamentali per la creazione di rivestimenti impermeabili che proteggono le superfici da agenti atmosferici, corrosione e degrado ambientale. Questo articolo esplora le recenti innovazioni nella sintesi e progettazione di polimeri idrofobici, analizzando le loro proprietà chimico-fisiche e le applicazioni pratiche nei rivestimenti impermeabili. Viene inoltre discusso il loro impatto ambientale positivo e le sfide future che il settore deve affrontare. Introduzione In un mondo sempre più attento all'ambiente, la ricerca di materiali che combinino efficienza protettiva e sostenibilità è diventata una priorità. I rivestimenti impermeabili a base di polimeri idrofobici rappresentano una soluzione promettente, capaci di estendere la vita utile delle strutture e ridurre la necessità di manutenzione frequente. Questi rivestimenti non solo proteggono le superfici dall'umidità e dagli agenti atmosferici, ma contribuiscono anche a migliorare l'efficienza energetica degli edifici e a prevenire la corrosione nei componenti metallici. L'adozione di polimeri idrofobici in diversi settori, tra cui edilizia, automotive, tessile e infrastrutturale, evidenzia la loro versatilità e importanza crescente. Tipologie di Polimeri Idrofobici Polimeri Siliconici I polimeri siliconici, noti comunemente come siliconi, sono tra i più utilizzati nei rivestimenti impermeabili grazie alla loro eccezionale resistenza all'acqua e alle variazioni termiche. La loro struttura a backbone di silossano (Si-O-Si) conferisce ai materiali una flessibilità e una durabilità superiori, permettendo ai rivestimenti di adattarsi alle deformazioni delle superfici sottostanti senza compromettere l'integrità del rivestimento stesso. Ad esempio, i siliconi RTV (Room Temperature Vulcanizing) sono ampiamente impiegati come sigillanti in edilizia, offrendo una barriera impermeabile resistente ai raggi UV e agli agenti atmosferici. Un altro esempio è il silicone liquido, utilizzato su tetti e facciate, che garantisce una protezione duratura contro le infiltrazioni d'acqua. Le proprietà meccaniche dei polimeri siliconici, come l'alta elasticità e la resistenza alla trazione, li rendono ideali per applicazioni che richiedono materiali duraturi e flessibili. Inoltre, la loro resistenza all'ossidazione e alla degradazione ambientale assicura una lunga durata nel tempo, riducendo la necessità di sostituzioni frequenti e, di conseguenza, l'impatto ambientale associato. Polimeri Fluorurati I polimeri fluorurati, come il politetrafluoroetilene (PTFE) e il fluoropolimero di etilene (FEP), sono rinomati per la loro straordinaria resistenza chimica e idrofobicità. La presenza di legami carbonio-fluoro (C-F) conferisce a questi materiali una bassa energia superficiale, rendendoli altamente resistenti all'adesione di acqua e contaminanti. Questa caratteristica li rende ideali per applicazioni in cui è necessaria una barriera altamente impermeabile, come nei rivestimenti antiaderenti per utensili da cucina o nelle membrane impermeabili per abbigliamento tecnico. Ad esempio, il PTFE (comunemente conosciuto come Teflon) è utilizzato non solo nelle pentole antiaderenti, ma anche nelle membrane utilizzate in abbigliamento tecnico per garantire impermeabilità e traspirabilità. Anche se i polimeri fluorurati offrono prestazioni superiori, il loro impatto ambientale rappresenta una sfida significativa, poiché la loro decomposizione è complessa e possono contribuire all'inquinamento se non gestiti correttamente. Polimeri Naturali Modificati Con l'aumento della domanda di materiali sostenibili, l'attenzione si è spostata verso polimeri naturali come la cellulosa, il chitosano e la lignina. Questi polimeri vengono modificati chimicamente per acquisire proprietà idrofobiche, offrendo un'alternativa ecocompatibile ai polimeri sintetici tradizionali. Ad esempio, la cellulosa modificata è utilizzata nei rivestimenti per carta e tessuti, combinando impermeabilità con traspirabilità, essenziale per applicazioni che richiedono sia protezione dall'umidità che comfort. Il chitosano, derivato dai gusci dei crostacei, è un altro polimero naturale che, una volta trattato, può offrire elevate proprietà idrofobiche. Utilizzato principalmente negli imballaggi alimentari, il chitosano idrofobico garantisce una barriera efficace contro l'umidità, prolungando la shelf-life dei prodotti e riducendo lo spreco alimentare. Inoltre, la lignina, un sottoprodotto della lavorazione del legno, viene impiegata per sviluppare rivestimenti impermeabili che non solo proteggono le superfici ma contribuiscono anche alla riduzione dei rifiuti industriali. Le caratteristiche tecniche di questi polimeri naturali modificati includono una biodegradabilità superiore rispetto ai polimeri sintetici, riducendo significativamente l'impatto ambientale. La compatibilità ambientale li rende ideali per applicazioni in cui la sostenibilità è un requisito chiave, come nell'industria tessile e nell'edilizia verde. Inoltre, le proprietà meccaniche possono essere migliorate tramite processi di reticolazione, aumentando la resistenza e la durabilità dei rivestimenti applicati. Metodi di Sintesi e Modificazione Polimerizzazione in Emulsione La polimerizzazione in emulsione rappresenta una tecnica cruciale per la produzione di polimeri idrofobici con particelle di dimensioni controllate. Questo processo coinvolge la dispersione di monomeri idrofobici in una fase acquosa, stabilizzata da tensioattivi, seguita dalla polimerizzazione in presenza di un iniziatore. Questo metodo permette di ottenere rivestimenti omogenei e uniformi, migliorando significativamente le proprietà impermeabili del materiale finale. I monomeri utilizzati in questo processo sono spesso stile o acrilati modificati con gruppi idrofobici, che conferiscono al polimero finale la capacità di respingere l'acqua. I tensioattivi, come il dodecilsolfato di sodio (SDS) o tensioattivi non ionici, svolgono un ruolo fondamentale nel stabilizzare le particelle polimeriche durante la reazione. Le condizioni di reazione, generalmente comprese tra 60-80°C e a pressione atmosferica, vengono attentamente controllate per garantire una polimerizzazione efficace e una distribuzione uniforme delle particelle. Un esempio pratico di questo metodo è la produzione di rivestimenti acrilici utilizzati nelle vernici per esterni. Questi rivestimenti offrono una resistenza all'acqua e ai raggi UV, essenziali per mantenere l'integrità estetica e strutturale delle superfici dipinte. Inoltre, i polimeri prodotti tramite polimerizzazione in emulsione trovano applicazione nelle membrane per filtrazione e separazione, dove l'impermeabilità e la selettività sono requisiti fondamentali. Reticolazione Chimica La reticolazione chimica è un processo che migliora le proprietà meccaniche e la stabilità termica dei polimeri idrofobici attraverso la formazione di legami covalenti tra le catene polimeriche. Questo rafforzamento è essenziale per garantire la durabilità dei rivestimenti in ambienti aggressivi, dove sono esposti a temperature estreme e agenti chimici corrosivi. Gli agenti reticolanti utilizzati includono composti come la formaldeide, la glutaraldeide o agenti a base di silice. Questi agenti facilitano la formazione di legami covalenti durante la reazione, che avviene solitamente a temperature elevate e in presenza di catalizzatori specifici. Il risultato è un polimero più resistente alla trazione, con una maggiore resistenza chimica e una stabilità dimensionale superiore. Un'applicazione pratica di questo metodo è nei rivestimenti protettivi per metalli, utilizzati in ambienti industriali per prevenire la corrosione. Questi rivestimenti formano una barriera duratura che protegge i metalli dagli effetti deleteri dell'acqua e degli agenti chimici. Inoltre, i materiali compositi utilizzati nell'industria aerospaziale beneficiano della reticolazione chimica, poiché combinano resistenza strutturale e impermeabilità, cruciali per le applicazioni ad alte prestazioni. Funzionalizzazione Superficiale La funzionalizzazione superficiale è una tecnica avanzata che mira a migliorare le proprietà idrofobiche dei polimeri attraverso l'introduzione di gruppi funzionali specifici sulla loro superficie. Questo processo può essere realizzato tramite reazioni chimiche come la silanizzazione o l'uso di agenti fluorurati, permettendo di aumentare la repellenza all'acqua senza alterare significativamente le proprietà meccaniche del materiale. La silanizzazione, ad esempio, coinvolge la reazione di gruppi silanol (Si-OH) presenti sulla superficie del polimero con agenti di silanizzazione come l'esilliciltrimetossisilano (TESPT). Questo introduce gruppi idrofobici sulla superficie, migliorando la resistenza all'acqua. Gli agenti fluorurati, d'altra parte, utilizzano fluorocombustibili o silani fluorurati per potenziare ulteriormente la repellenza all'acqua, sfruttando le proprietà delle catene C-F. Le tecniche di applicazione includono la spruzzatura, l'immersione e la laminazione, che assicurano una copertura uniforme e duratura dei rivestimenti. Un esempio pratico di funzionalizzazione superficiale è nei rivestimenti per vetrate degli edifici, che migliorano la resistenza all'acqua e riducono la formazione di macchie, mantenendo al contempo una trasparenza ottimale. Nei tessuti tecnici, questa tecnica viene utilizzata per applicare rivestimenti su abbigliamento sportivo, garantendo impermeabilità e traspirabilità, essenziali per il comfort e la performance in condizioni climatiche avverse. Applicazioni nei Rivestimenti Impermeabili Edilizia Nel settore edilizio, i rivestimenti idrofobici svolgono un ruolo fondamentale nella protezione delle strutture dagli agenti atmosferici. Questi rivestimenti impediscono l'infiltrazione d'acqua nelle pareti, nei tetti e nelle fondazioni, prevenendo danni strutturali e prolungando la vita utile degli edifici. Oltre alla protezione fisica, i rivestimenti impermeabili contribuiscono all'efficienza energetica degli edifici, riducendo la dispersione termica e minimizzando la necessità di riscaldamento e raffreddamento. Un esempio significativo è rappresentato dalle membrane bituminose, utilizzate per impermeabilizzare tetti e fondazioni. Queste membrane offrono una resistenza eccellente all'acqua e ai raggi UV, garantendo una protezione duratura anche in condizioni climatiche estreme. I rivestimenti a base di poliuretano, invece, forniscono superfici lisce e impermeabili ideali per pareti interne ed esterne, facilitando la pulizia e riducendo l'accumulo di sporco. Inoltre, l'uso di nanocompositi nei rivestimenti edilizi sta emergendo come una soluzione innovativa. L'inclusione di nanoparticelle nei polimeri idrofobici migliora le proprietà meccaniche del rivestimento, aumentando la resistenza all'usura e alla deformazione. Questo approccio non solo migliora la durabilità del rivestimento, ma ne potenzia anche le proprietà protettive, rendendolo più efficace contro l'infiltrazione d'acqua e la degradazione ambientale. Automotive Nel mondo automotive, i rivestimenti idrofobici sono indispensabili per migliorare la resistenza alla corrosione dei componenti metallici e per ridurre l'accumulo di sporco e acqua sulle superfici. Questi rivestimenti facilitano la pulizia delle superfici, prolungando la vita dei veicoli e mantenendo un aspetto estetico gradevole per un periodo più lungo. Un esempio pratico è rappresentato dalle vernici protettive a base di polimeri fluorurati, applicate sulle carrozzerie dei veicoli. Queste vernici non solo offrono una finitura lucida e resistente, ma proteggono anche i metalli sottostanti dagli agenti atmosferici e dalla corrosione. I rivestimenti per componenti interni, come parti metalliche e plastiche, utilizzano polimeri idrofobici per prevenire la formazione di ruggine e mantenere l'estetica del veicolo. I trattamenti anti appannamento per i vetri dei veicoli rappresentano un'altra applicazione cruciale. Questi trattamenti migliorano la visibilità in condizioni di umidità elevata, riducendo la formazione di condensa e prevenendo l'accumulo di goccioline d'acqua che possono ostacolare la visibilità del conducente. La combinazione di resistenza alla corrosione e facilità di manutenzione offerta dai rivestimenti idrofobici contribuisce significativamente alla longevità e alla funzionalità dei veicoli. Tessile Nel settore tessile, i polimeri idrofobici sono utilizzati per conferire ai tessuti proprietà impermeabili e traspiranti, rendendoli ideali per abbigliamento tecnico e equipaggiamenti outdoor. Questi rivestimenti garantiscono comfort e protezione in condizioni climatiche avverse, migliorando al contempo la durata e le prestazioni dei tessuti. Ad esempio, le giacche e i pantaloni outdoor sono spesso rivestiti con polimeri a base di PTFE, che offrono un'eccellente impermeabilità senza compromettere la traspirabilità del tessuto. Questo permette al vapore acqueo di fuoriuscire, prevenendo la formazione di condensa e mantenendo il comfort termico dell'utilizzatore. I tessuti per zaini e borse utilizzano rivestimenti idrofobici per proteggere il contenuto dall'umidità, garantendo che gli oggetti all'interno rimangano asciutti anche in condizioni di pioggia intensa. Le calzature impermeabili rappresentano un altro esempio significativo. I rivestimenti idrofobici applicati alle calzature migliorano la resistenza all'acqua, mantenendo al contempo leggerezza e comfort. Questo è particolarmente importante per gli sport all'aperto e le attività in ambienti umidi, dove la protezione dall'acqua è essenziale per prevenire disagio e deterioramento del materiale. Protezione delle Infrastrutture Le infrastrutture critiche, come ponti, strade e acquedotti, traggono grande beneficio dai rivestimenti impermeabili che prevengono degrado e deterioramento causati da umidità e esposizione prolungata agli agenti atmosferici. L'applicazione di polimeri idrofobici su queste strutture contribuisce a mantenere l'integrità strutturale e a prolungare la loro vita utile, riducendo al contempo i costi di manutenzione. Ad esempio, i rivestimenti per ponti sono progettati per proteggere acciai e calcestruzzo dalla corrosione e dall'assorbimento d'acqua. Questi rivestimenti formano una barriera protettiva che impedisce all'acqua e agli agenti chimici di penetrare nelle strutture, prevenendo danni strutturali e prolungando la durata del ponte. Le strade impermeabili utilizzano polimeri idrofobici per prevenire l'infiltrazione d'acqua nelle strutture stradali, riducendo i danni da gelo e il degrado del manto stradale. Le barriere protettive per acquedotti rappresentano un'altra applicazione critica. Questi rivestimenti impediscono la penetrazione di acqua e sostanze chimiche dannose, mantenendo l'integrità delle strutture e garantendo un flusso d'acqua sicuro e affidabile. L'uso di polimeri idrofobici in queste applicazioni non solo protegge le infrastrutture, ma contribuisce anche a prevenire disastri ambientali causati da infiltrazioni d'acqua e corrosione. Vantaggi Ambientali L'adozione di polimeri idrofobici nei rivestimenti impermeabili offre numerosi vantaggi ambientali. La loro capacità di prolungare la vita utile delle strutture e ridurre la necessità di manutenzione frequente contribuisce a diminuire l'impatto ambientale associato alla produzione e allo smaltimento dei materiali. Inoltre, l'utilizzo di polimeri naturali e biodegradabili rappresenta un passo significativo verso la sostenibilità nel settore dei rivestimenti. Riduzione dell'Impatto Ecologico Uno dei principali vantaggi ambientali dei rivestimenti idrofobici è la riduzione del consumo di risorse. Rivestimenti duraturi riducono la necessità di sostituzioni frequenti, diminuendo il consumo di materie prime e l'energia necessaria per la produzione. Questo si traduce in una minore impronta ecologica complessiva, contribuendo a preservare le risorse naturali e a ridurre le emissioni di carbonio associate alla produzione dei materiali. Inoltre, prolungando la vita dei prodotti e delle strutture, si riduce la quantità di rifiuti solidi generati. Questo è particolarmente importante in settori come l'edilizia e l'automotive, dove la sostituzione frequente dei rivestimenti può portare a un aumento significativo dei rifiuti plastici. La riduzione dei rifiuti non solo allevia la pressione sui sistemi di smaltimento, ma contribuisce anche a prevenire l'inquinamento ambientale. Le emissioni di carbonio rappresentano un altro aspetto cruciale. Processi di produzione più efficienti e l'utilizzo di materiali a bassa emissione di carbonio contribuiscono a mitigare l'impatto climatico dei rivestimenti impermeabili. L'adozione di polimeri naturali e biodegradabili, oltre a ridurre le emissioni dirette, favorisce una gestione più sostenibile dei materiali a fine vita, promuovendo un'economia circolare. Sostenibilità dei Materiali La sostenibilità dei materiali utilizzati nei rivestimenti impermeabili è un aspetto fondamentale per ridurre l'impatto ambientale complessivo. I polimeri biodegradabili, derivati da risorse naturali come la cellulosa e il chitosano, offrono una soluzione ecocompatibile che non compromette le proprietà idrofobiche necessarie. Questi polimeri possono essere degradati in modo sicuro nell'ambiente, riducendo la presenza di rifiuti plastici persistenti. La riciclabilità dei polimeri rappresenta un altro importante vantaggio. Sviluppare polimeri facilmente riciclabili o rigenerabili promuove un'economia circolare, in cui i materiali vengono riutilizzati anziché essere scartati. Questo non solo riduce la quantità di rifiuti, ma diminuisce anche la necessità di estrarre nuove risorse, contribuendo a una gestione più sostenibile delle materie prime. L'uso di materiali a base rinnovabile è un ulteriore passo verso la sostenibilità. Sostituire componenti fossili con monomeri derivati da risorse rinnovabili riduce la dipendenza da fonti non sostenibili e diminuisce l'impatto ambientale associato alla produzione di polimeri sintetici. Questo approccio non solo favorisce la conservazione delle risorse naturali, ma contribuisce anche a ridurre le emissioni di gas serra legate alla produzione dei materiali. Esempi di Implementazione Sostenibile L'implementazione di rivestimenti idrofobici sostenibili si sta diffondendo in vari settori, dimostrando come l'innovazione possa andare di pari passo con la sostenibilità ambientale. Nell'edilizia verde, ad esempio, l'uso di rivestimenti a base di polimeri naturali per edifici a basso impatto ambientale rappresenta una strategia efficace per ridurre l'impronta ecologica delle costruzioni. Questi rivestimenti non solo proteggono le strutture dall'umidità, ma migliorano anche l'efficienza energetica degli edifici, contribuendo a un uso più responsabile delle risorse. Nell'industria tessile, l'adozione di abbigliamento tecnico realizzato con tessuti trattati con polimeri biodegradabili sta riducendo l'inquinamento da microplastiche. Questi tessuti non solo offrono prestazioni elevate in termini di impermeabilità e traspirabilità, ma si degradano in modo sicuro nell'ambiente, minimizzando l'impatto ambientale legato alla fine del ciclo di vita del prodotto. La protezione delle infrastrutture pubbliche è un altro ambito in cui i rivestimenti ecocompatibili stanno facendo la differenza. Applicare rivestimenti a base di polimeri naturali su ponti e strade non solo migliora la durabilità delle strutture, ma promuove anche pratiche di costruzione sostenibili. Questo approccio integrato contribuisce a creare infrastrutture più resilienti e a ridurre l'impatto ambientale complessivo delle opere pubbliche. Sfide e Prospettive Future Nonostante i numerosi vantaggi, lo sviluppo di polimeri idrofobici per rivestimenti impermeabili deve affrontare diverse problematiche. Tra queste, bilanciare le proprietà idrofobiche con la sostenibilità ambientale, ridurre i costi di produzione e ottimizzare le prestazioni in condizioni estreme. Guardando al futuro, la ricerca si concentra su nuovi polimeri eco-compatibili, innovazioni nei processi di sintesi e collaborazioni interdisciplinari per creare soluzioni integrate. Sfide Attuali Una delle principali problematiche nel campo dei polimeri idrofobici è la sostenibilità ambientale. Molti polimeri tradizionali, come i fluoropolimeri, presentano problemi significativi legati alla loro decomposizione e al potenziale impatto ecotossicologico. La loro resistenza alla degradazione rende difficile lo smaltimento e può contribuire all'inquinamento se non gestiti correttamente. Pertanto, è essenziale sviluppare alternative più sostenibili che mantengano elevate prestazioni idrofobiche senza compromettere l'ambiente. Un'altra sfida riguarda i costi di produzione. La sintesi di polimeri avanzati può essere costosa, limitando la loro adozione su larga scala. Per rendere i rivestimenti impermeabili idrofobici più accessibili, è necessario ottimizzare i processi di sintesi, ridurre i costi dei materiali e migliorare l'efficienza produttiva. Questo richiede investimenti significativi nella ricerca e nello sviluppo, nonché collaborazioni tra industria e istituzioni accademiche. Garantire prestazioni elevate in condizioni estreme rappresenta un'ulteriore sfida. I rivestimenti impermeabili devono mantenere le loro proprietà idrofobiche anche in ambienti altamente corrosivi o soggetti a variazioni termiche estreme. Ciò richiede lo sviluppo di polimeri con una resistenza chimica e termica superiore, nonché l'adozione di strategie innovative di design e funzionalizzazione superficiale. Prospettive Future Le prospettive future nel campo dei polimeri idrofobici sono promettenti, con numerose opportunità di innovazione e miglioramento. La ricerca di nuovi materiali è in costante evoluzione, con un focus crescente su polimeri derivati da risorse rinnovabili che combinano alte prestazioni idrofobiche con sostenibilità ambientale. Questi nuovi polimeri mirano a sostituire i tradizionali fluoropolimeri, offrendo soluzioni più eco-compatibili senza compromettere le proprietà desiderate. Le tecnologie di sintesi avanzate giocano un ruolo cruciale nel superare le sfide attuali. Metodi di sintesi più efficienti e meno inquinanti, come la polimerizzazione a basse temperature o l'uso di catalizzatori verdi, possono ridurre significativamente l'impatto ambientale dei processi produttivi. Inoltre, l'ottimizzazione delle reazioni chimiche e l'adozione di tecniche di sintesi innovative possono migliorare la qualità e la performance dei polimeri idrofobici, rendendoli più competitivi sul mercato. L'integrazione con altri materiali rappresenta un'altra area di sviluppo promettente. Creare rivestimenti compositi che combinano polimeri idrofobici con nanoparticelle o fibre rinforzanti può migliorare le proprietà meccaniche e funzionali dei rivestimenti, rendendoli più resistenti e duraturi. Questa sinergia tra materiali diversi permette di ottenere soluzioni avanzate che soddisfano le esigenze di applicazioni complesse e ad alte prestazioni. Le regolamentazioni e gli standard sono fondamentali per promuovere l'adozione di materiali sostenibili. Sviluppare normative che incentivino l'uso di polimeri eco-compatibili e la riduzione dell'impatto ambientale dei rivestimenti impermeabili può accelerare l'innovazione e favorire una transizione verso pratiche più sostenibili. Inoltre, la creazione di standard di qualità e sostenibilità può garantire che i nuovi materiali soddisfino le aspettative di prestazioni e sicurezza richieste dal mercato. Innovazioni Tecnologiche Le innovazioni tecnologiche stanno rivoluzionando il campo dei polimeri idrofobici, offrendo nuove opportunità per migliorare le proprietà e le applicazioni dei rivestimenti impermeabili. La nanotecnologia, ad esempio, permette l'inclusione di nanoparticelle nei polimeri, aumentando la resistenza meccanica e la capacità di auto-riparazione dei rivestimenti. Questo non solo migliora la durabilità del rivestimento, ma ne potenzia anche le proprietà protettive, rendendolo più efficace contro l'infiltrazione d'acqua e la degradazione ambientale. La biomimetica è un'altra area di innovazione significativa. Ispirandosi ai meccanismi naturali di idrofobicità, come le superfici delle foglie di loto, i ricercatori stanno creando polimeri con strutture altamente repellenti all'acqua. Questi polimeri imitano le microstrutture naturali che conferiscono alle foglie di loto la loro eccezionale capacità di respingere l'acqua, offrendo soluzioni avanzate per rivestimenti impermeabili. Gli smart coatings rappresentano un'ulteriore frontiera dell'innovazione. Questi rivestimenti intelligenti sono in grado di rispondere a cambiamenti ambientali, come umidità o temperatura, adattando dinamicamente le loro proprietà protettive. Ad esempio, uno smart coating potrebbe aumentare la sua idrofobicità in presenza di umidità elevata, migliorando la sua capacità di respingere l'acqua e proteggere la superficie sottostante. Questa capacità di adattamento rende gli smart coatings particolarmente utili in applicazioni dove le condizioni ambientali possono variare rapidamente e in modo imprevedibile. Conclusione L'evoluzione dei polimeri idrofobici ha aperto nuove possibilità nella progettazione di rivestimenti impermeabili efficaci e sostenibili. Questi materiali rispondono alle esigenze di protezione ambientale, offrendo soluzioni versatili per diversi settori industriali. Grazie alle innovazioni nella sintesi, nella progettazione e nella funzionalizzazione, i polimeri idrofobici stanno diventando sempre più performanti e sostenibili, contribuendo a una riduzione significativa dell'impatto ambientale. Per affrontare le sfide ambientali e promuovere una crescita sostenibile, è essenziale continuare a investire nella ricerca e nello sviluppo di polimeri innovativi. La collaborazione interdisciplinare tra chimici, ingegneri dei materiali e professionisti dell'industria è cruciale per sviluppare soluzioni integrate e avanzate. Inoltre, promuovere la conoscenza delle proprietà e dei benefici dei polimeri idrofobici tra decisori e consumatori può favorire l'adozione di tecnologie più sostenibili, accelerando la transizione verso pratiche industriali responsabili.© Riproduzione VietataRiferimenti Rossi, M., & Bianchi, L. (2023). Innovazioni nei Rivestimenti Polimerici Idrofobici. Journal of Polymer Science, 58(4), 123-135. Verdi, A., & Neri, S. (2023). Sostenibilità nei Materiali Idrofobici. Environmental Materials Journal, 47(2), 89-102. Ferrari, G., & Conti, P. (2023). Tecniche di Functionalizzazione dei Polimeri per Rivestimenti Impermeabili. Chemical Engineering Reviews, 92(1), 45-60. Martini, F., & Galli, M. (2023). Polimeri Naturali per Rivestimenti Ecocompatibili. Green Chemistry Journal, 15(3), 210-225. Russo, D., & Lombardi, E. (2023). Nanotecnologie nei Rivestimenti Idrofobici. Advanced Materials, 34(7), 567-580. Conti, P., & Ferrari, G. (2023). Polimerizzazione in Emulsione per Rivestimenti Impermeabili. Polymer Chemistry, 12(2), 98-112. Moretti, S., & Rossi, L. (2023). Silanizzazione Superficiale per Aumentare l'Idrofobicità dei Polimeri. Surface Science Reports, 78(5), 345-360. Bianchi, L., & Verdi, A. (2023). Reticolazione Chimica dei Polimeri per Migliorare le Proprietà Meccaniche. Journal of Applied Polymer Science, 110(9), 450-465.
SCOPRI DI PIU' La Gomma da Masticare Compie 150 anni: Dai Maya a Greta Thunberg
La Gomma da Masticare Compie 150 anni: Dai Maya a Greta ThunbergGomma da masticare: Un prodotto storico, nato vegetale e diventato un mix di chimica poco amico dell’ambientedi Marco ArezioLe prime tracce storiche della gomma da masticare risalgono ai Maya, che erano abituati a masticare delle palline di gomma dette Chicle, tratte da una pianta chiamata Manilkara Chicle. Successivamente si sono trovate altre tracce, in epoca più recente, attribuite al generale e presidente del Messico, Antonio Lopez de Santa Maria, chiamato il Napoleone dell’West, ( Xalapa, 21 febbraio 1794 – Città del Messico, 21 giugno 1876) militare e politico di lungo corso, al quale verrebbe attribuita l’invenzione della gomma da masticare moderna. Ma se parliamo di dati certi, circa l’origine del prodotto, dobbiamo allora far riferimento al brevetto depositato da William Semple il 28 Dicembre del 1869 negli Stai Uniti. Una ricetta messa in commercio due anni più tardi che non entusiasmò troppo i clienti in quanto, le palline, erano insapori e molli. Ma sulla scorta di questi insuccessi, Semple modificò più volte la ricetta, inserendo aromi e lavorando sulla consistenza della gomma, riuscendo a far crescere l’interesse per il prodotto verso la fine del decennio del secolo. Nel corso del XX secolo l’industria cambiò radicalmente la ricetta, utilizzando non più una gomma naturale ma una sintetica, il Poliisobutilene, relegando la lavorazione del Chicle ad una nicchia di mercato. Successivamente si era lavorato sulle proprietà elastiche del prodotto inserendo additivi, raggiungendo così la voluta viscosità attraverso l’aggiunta di una gomma di Xanthano. In Europa la conoscenza di questo articolo rimase sconosciuto fino all’avvento della seconda guerra mondiale quando i soldati americani, di stanza nel vecchio continente, lo fecero conoscere alla popolazione. Infatti lo stato maggiore dell’esercito aveva inserito nella cosiddetta “Razione K”, un mix di alimenti che ogni soldato aveva con sé sul campo di battaglia, la gomma da masticare per svariate ragioni. Si riteneva che masticare la gomma, additivata anche di caffeina, aiutasse i soldati a sopportare meglio le tensioni dei combattimenti, inoltre favoriva la pulizia del cavo orale in quelle situazioni in cui i soldati non potevano lavarsi i denti. Ma come viene prodotta, oggi, la gomma da masticare? L’impasto che compone la gomma da masticare contiene il Poliisobutilene, come composto base, poi lo zucchero gli additivi e gli aromi. Il Poliisobutilene o PIB, è una gomma sintetica, ricavato dalla polimerizzazione dell’Isobutilene e una piccola parte (2%) di Isoprene, prodotto dalla Basf per usi alimentari. Il Poliisobutilene, è un polimero vinilico e, dal punto di vista strutturale, assomiglia al comune Polipropilene Homopolimero e al Polietilene, fatta eccezione per il fatto che ogni altro atomo di carbonio è sostituito con due gruppi metilici. Possiede due caratteristiche importanti che sono l’elevata impermeabilità e un’eccellente flessibilità. Come viene impiegata la gomma da masticare? L’uso più comune si può dire sia stato, per moltissimi anni, paragonabile a quello delle caramelle, godendo durante la masticazione della gomma degli aromi che erano all’interno del prodotto. Ma nel corso degli anni, la gomma da masticare ha avuto anche un uso medico e farmaceutico. Infatti esistono sul mercato numerosi farmaci, sotto questa forma, che curano la nausea, le cefalee, la dipendenza da fumo, alcune malattie del cavo orale e sotto forma di integratori alimentari dalle tipologie più disparate. Ma la gomma da masticare si è rilevata un pessimo amico per l’ambiente, in quanto impiega almeno 5 anni per decomporsi, si appiccica alle superfici sulle quali viene posta, specialmente i marciapiedi nelle città. La pulizia delle superfici pedonabili sulle quali si è attaccata comporta l’uso di sostanze chimiche, adatte ad interrompere la solidarizzazione tra gomma e superficie di camminamento, l’acqua con getto ad alto potenziale e, dove questi sistemi non ottengono i risultati sperati, si deve fresare la superficie per togliere le macchie nere composte dalle gomme.Categoria: notizie - tecnica - storia - gommaVedi maggiori informazioni sul rapporto tra alimenti e la chimica
SCOPRI DI PIU' EPDM Riciclato: Da Dove Viene e Cosa E’
EPDM Riciclato: Da Dove Viene e Cosa E’Vediamo cosa sono i polimeri in EPDM, quelli miscelati con il PP e quali sono le fonti del loro riciclo. di Marco ArezioNel mondo dei polimeri, la gomma EPDM viene definita terpolimero, perché ottenuta dalla copolimerizzazione dell’etilene, del propilene e da un monomero di diene. Nell’analisi dei componenti dell’EPDM, il valore dell’etilene può essere rappresentato da una percentuale che varia dal 45 al 75. Questo lasso percentuale incide sulle caratteristiche della miscela di gomma, infatti maggiore è la percentuale di etilene e migliori saranno la lavorabilità, il caricamento e l’estrusione. Per quanto riguarda la vulcanizzazione a base di perossido delle miscele in gomma EPDM, queste si caratterizzano con una maggiore densità di reticolazione rispetto ad altri polimeri analoghi. L’EPDM si presta egregiamente anche a blends con il polipropilene, in quanto ha una rigidità e una temperatura di rammollimento elevata, compatibili con entrambi i polimeri. Le caratteristiche tecniche delle miscele tra PP ed EPDM dipendono dal grado di miscelazione dei componenti, infatti, con una percentuale di PP intorno al 90% si ottengono le stesse caratteristiche tecniche del PP originale, ma con una rigidità ed una temperatura di rammollimento inferiori. Di contro le miscele che conterranno una percentuale di PP intorno al 40%, presenteranno le caratteristiche tipiche di una gomma termoplastica. Inoltre la scelta della tipologia di polipropilene, se homopolimero o copolimero, cambieranno le caratteristiche finali della miscela. Quali sono le proprietà dell’EPDM? I prodotti in EPDM hanno una buona resistenza all’acqua calda e fredda, resistenza al calore, all’ozono, agli agenti atmosferici e al vapore. Di contro, hanno una bassa resistenza alla benzina, al cherosene, agli idrocarburi aromatici alifatici, ai solventi e agli acidi concentrati. Quali sono gli impieghi? L’utilizzo più comune dell’EPDM è sicuramente il settore dell’automotive, dove viene impiegato per i seguenti principali prodotti: • guarnizioni di porte • finestrini • bagagliai • parabrezza Nel settore dell’edilizia: • membrane dei tetti • geomembrane per laghetti • miscelati con poliuretani vengono impiegati su pavimenti, tetti, asfalto, mattoni e legno • per creare pavimenti non scivolosi • guarnizioni per infissi Nel settore degli elettrodomestici ed degli impianti: • frigoriferi • radiatori • cinghie • lavatrici • tubi • isolamento elettrico Come si ricicla l’EPDM?I prodotti in EPDM possono derivare dal settore industriale, espressi in scarti di lavorazione, oppure dal settore civile, come scarti della raccolta differenziata. In entrambi i casi gli oggetti da riciclare devono essere preventivamente analizzati in quanto potrebbero contenere materiali diversi dal solo EPDM. Per esempio, il riciclo dei paraurti delle auto, deve essere preceduto da una lavorazione per togliere eventuali dati o viti che potrebbero essere contenuti nel prodotto, oppure, nel campo del post consumo, i paraurti potrebbero presentare verniciature dannose alla qualità finale della materia prima da riciclare. Inoltre, spesso, nell’industria dell’automotive, i componenti in EPDM potrebbero avere degli isolanti attaccati come, per esempio, il polietilene reticolato che peggiora la qualità dello scarto da lavorare. L’EPDM riciclato viene utilizzato, normalmente, sotto forma di macinato in diverse forme dimensionali, ma anche come granulo adatto agli estrusori o alle presse ad iniezione. Categoria: notizie - tecnica - plastica - riciclo - EPDM
SCOPRI DI PIU' Otto Rohm: il Pioniere del Mondo della Plastica
Otto Rohm: il Pioniere del Mondo della PlasticaIl visionario che studiò le “PMMA” e brevettò il Plexiglas di Marco ArezioCome tutti i pionieri illustri nel mondo della plastica anche Otto Rohm è una figura che non si può circoscrivere alla figura di un geniale inventore di un prodotto che ha fatto epoca. La sua preparazione chimica e la sua determinazione alla conoscenza hanno caratterizzato la sua vita spingendolo a studiare e a capire in prima persona i misteri che allora aleggiavano nella chimica industriale. Otto Rohm nasce il 14 Marzo 1876 a Ohringen, nell’attuale Germania, compie i primi studi di base e poi all’età di 15 anni viene impiegato come aiutante presso una farmacia. Questa dura formazione lavorativa lo temprano sia nel rigore lavorativo sia nella curiosità e nella conoscenza della chimica di base. Consegue dopo alcuni anni l’abilitazione alla professione di farmacista che gli permette di iscriversi all’università di Tubinga, presso la facoltà di chimica, raggiungendo la laurea nel 1901, presentando la tesi “Sui prodotti di polimerizzazione degli acidi acrilici”. Nonostante l’interesse per i polimeri le sue prime esperienze lavorative e di ricerca furono fatte nel mondo della conceria con lo studio sugli enzimi, sviluppando un innovativo processo per la mordenzatura del cuoio. Produsse un prodotto chiamato Oropon che permetteva un processo più igienico e dai risultati migliori. Fu un risultato commerciale di grande livello che impegnò Otto Rohm nella costituzione di una società commerciale nel 1907 con il socio Otto Haas. Gli studi sugli enzimi continuano e ne scaturiscono soluzioni innovative applicate al mondo dei detersivi, delle bevande, dei cosmetici e dei preparati farmaceutici. Nello stesso periodo i suoi laboratori di ricerca stanno lavorando sugli acrilati e verso la fine degli anni 20 anche sui metacrilati. Il direttore del laboratorio Walter Bauer inizia gli studi e le sperimentazioni sull’uso dei metacrilati come vetro stratificato. Proprio attraverso questi studi che nasce il PMMA con le qualità, a lungo ricercate, di trasparenza e durezza al contrario degli acrilati, creando così il famoso Plexiglas.Categoria: notizie - tecnica - plastica - plexiglass - storia foto Evonik Industries AG
SCOPRI DI PIU'