



 Marie Curie: La Scienziata che il Nobel Non Voleva Premiare
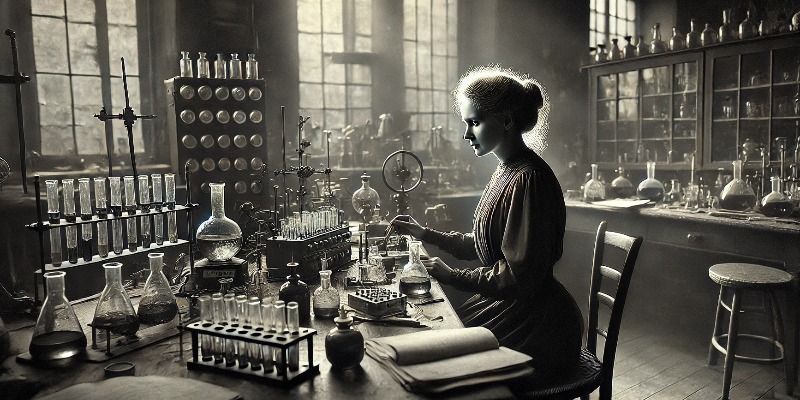
Marie Curie: La Scienziata che il Nobel Non Voleva PremiareLa vita straordinaria di Marie Curie, le sue scoperte rivoluzionarie e la lotta contro i pregiudizi di genere in un'epoca che non voleva riconoscere il valore delle donne nella scienzadi Arezio MarcoMarie Curie è uno dei nomi più celebri nella storia della scienza, simbolo non solo del progresso scientifico, ma anche della lotta delle donne per affermarsi in un mondo dominato dagli uomini. La sua storia personale è un esempio straordinario di determinazione e genialità in un'epoca in cui le donne erano costantemente marginalizzate, specialmente nel mondo accademico e scientifico. Questo articolo ripercorre la sua vita, le sue ricerche e le difficoltà che ha dovuto affrontare, comprese quelle relative alla controversia sul premio Nobel. Gli Inizi e l'Educazione Nata Maria Skłodowska il 7 novembre 1867 a Varsavia, in Polonia, Marie proveniva da una famiglia intellettualmente stimolante. Suo padre era un insegnante di matematica e fisica, e trasmise a Maria l’amore per il sapere. Tuttavia, la Polonia del XIX secolo era sotto il dominio russo, e l'accesso delle donne all'istruzione superiore era fortemente limitato. Nonostante questi ostacoli, Marie si distinse fin da giovane per la sua straordinaria intelligenza e il suo desiderio di apprendere. Non potendo frequentare le università polacche a causa del suo sesso, si trasferì a Parigi nel 1891 per proseguire gli studi alla Sorbona, una delle poche istituzioni in Europa a permettere alle donne di studiare. Lì si laureò in fisica e matematica, non senza difficoltà economiche, vivendo in condizioni di povertà estrema, spesso sacrificando il cibo e il riscaldamento per potersi permettere i libri e i materiali di studio. Il Matrimonio con Pierre Curie e le Prime Scoperte Nel 1895, Marie sposò Pierre Curie, un noto fisico francese, con il quale condivise una profonda passione per la ricerca scientifica. Insieme, formarono una delle coppie più influenti della storia della scienza. La loro collaborazione li portò a scoperte fondamentali nel campo della radioattività, un termine coniato proprio da Marie. L'interesse di Marie per la radioattività iniziò con i lavori del fisico francese Henri Becquerel, che aveva scoperto che l'uranio emetteva radiazioni. Marie, affascinata da questa scoperta, iniziò a studiare la natura di queste radiazioni misteriose, conducendo esperimenti che la portarono a isolare nuovi elementi radioattivi, come il polonio (che chiamò così in onore della sua patria, la Polonia) e il radio. Il lavoro dei Curie dimostrò che la radioattività era una proprietà intrinseca degli atomi e non il risultato di una reazione chimica, come si pensava in precedenza. Questa scoperta rivoluzionò la fisica e gettò le basi per la fisica nucleare moderna. Le Difficoltà e le Resistenze Sociali Nonostante l'incredibile valore scientifico delle sue scoperte, Marie Curie affrontò enormi resistenze da parte della comunità scientifica, in gran parte a causa del suo essere donna. La sua candidatura al premio Nobel per la fisica nel 1903 fu inizialmente rifiutata, nonostante il contributo fondamentale che aveva apportato alla scoperta della radioattività. Solo grazie all'intervento di Pierre e del matematico svizzero Charles Édouard Guillaume, che difesero il ruolo di Marie nelle ricerche, il comitato Nobel acconsentì a includere il suo nome. Così, nel 1903, Marie Curie divenne la prima donna a vincere il premio Nobel, condividendolo con Pierre Curie e Henri Becquerel. Questo episodio è emblematico della condizione delle donne nel mondo scientifico dell'epoca: anche di fronte a risultati straordinari, le loro capacità e il loro ruolo venivano spesso sminuiti o ignorati. Le donne, sia nell'istruzione che nella carriera scientifica, erano considerate inferiori agli uomini e spesso relegate a ruoli subalterni. Marie Curie dovette superare non solo la sfida di condurre ricerche pionieristiche in un campo inesplorato, ma anche quella di combattere contro il pregiudizio di genere. La Seconda Vittoria del Nobel e il Riconoscimento Universale La vita di Marie Curie fu segnata da tragedie personali, in particolare la morte improvvisa di Pierre in un incidente stradale nel 1906. Nonostante il lutto, Marie proseguì il loro lavoro e ottenne un secondo premio Nobel nel 1911, questa volta in chimica, per la scoperta del radio e del polonio e per le sue indagini sulle proprietà chimiche dei composti radioattivi. Questa seconda vittoria la rese l'unica persona nella storia ad aver vinto due premi Nobel in due campi scientifici diversi, un'impresa che ancora oggi è ammirata e celebrata. Tuttavia, anche in questa occasione, Marie dovette affrontare pregiudizi e critiche. La sua vita privata fu messa sotto esame dalla stampa, in particolare a causa della sua relazione con il fisico Paul Langevin, che scatenò uno scandalo nella società parigina. Ancora una volta, le critiche si concentrarono sul suo essere donna, piuttosto che sulla sua indiscussa genialità scientifica. L’Eredità di Marie Curie e l'Impulso per le Donne nella Scienza Marie Curie continuò a lavorare fino alla sua morte nel 1934, avvenuta a causa degli effetti dell'esposizione prolungata alle radiazioni. Nonostante i rischi, dedicò la sua vita alla scienza e alla ricerca. L'eredità che ha lasciato è incalcolabile: il suo lavoro ha aperto la strada a sviluppi fondamentali in fisica e medicina, come l'uso delle radiazioni nel trattamento del cancro. Inoltre, Marie Curie è diventata un simbolo per le donne scienziate di tutto il mondo. In un'epoca in cui le donne erano escluse dalla maggior parte delle istituzioni accademiche e scientifiche, Marie riuscì a infrangere queste barriere e a dimostrare che il genio e la dedizione non conoscono genere. La sua storia continua a ispirare generazioni di scienziate, che vedono in lei non solo una pioniera della radioattività, ma anche una pioniera della parità di genere nella scienza. Le Donne nella Scienza al Tempo di Marie Curie Il successo di Marie Curie deve essere compreso nel contesto delle condizioni sociali del tempo. Alla fine del XIX e all'inizio del XX secolo, le donne che cercavano di entrare in campi tradizionalmente maschili come la scienza, la medicina e l'ingegneria incontravano ostacoli enormi. Molte università non accettavano studentesse, e le poche che lo facevano relegavano le donne a ruoli secondari, spesso senza riconoscere i loro contributi. Le conquiste di Marie Curie dimostrarono che le donne erano in grado di eccellere in ambiti fino ad allora dominati dagli uomini. Il suo esempio spinse altre donne a intraprendere carriere scientifiche e portò a una lenta ma progressiva apertura delle istituzioni accademiche alle donne. Tuttavia, nonostante questi progressi, la disparità di genere nel campo scientifico è ancora una realtà in molte parti del mondo. Conclusione Marie Curie non è solo una figura chiave nella storia della scienza, ma anche un esempio di coraggio e perseveranza in un mondo che spesso ha cercato di escluderla a causa del suo genere. Le sue scoperte nel campo della radioattività hanno rivoluzionato la fisica e la medicina, ma la sua lotta contro il pregiudizio e la discriminazione ha avuto un impatto altrettanto significativo. Marie Curie rimane un'icona di ciò che si può ottenere attraverso il duro lavoro e la dedizione, indipendentemente dagli ostacoli. Oggi, il suo nome è sinonimo di eccellenza scientifica e di emancipazione femminile, un simbolo eterno di una donna che, contro ogni avversità, ha cambiato il mondo.© Riproduzione Vietata
SCOPRI DI PIU' Abraham Gottlob Werner: Classifica la Grafite Aprendo la Strada al Grafene
Abraham Gottlob Werner: Classifica la Grafite Aprendo la Strada al GrafeneLa lunga storia che parte dalla grafite ed arriva al moderno grafenedi Marco ArezioAbraham Gottlob Werner nasce a Wehrau, in Prussia, l’attuale Polonia, il 15 Settembre 1749 in una famiglia che era occupata nell’industria mineraria, infatti il padre lavorava in una fonderia dello stesso paese. Werner durante gli studi seguì le orme famigliari e si iscrisse all’Accademia Mineraria di Freiberg, per poi ottenere una specializzazione presso l’università di Lipsia in Paleontologia nel 1771. Il suo interesse verso le rocce si manifestò precocemente tanto che nel 1774 pubblicò un manuale descrittivo di mineralogia, che fu considerato il primo manuale moderno in materia. Nel 1775 fu nominato ispettore e docente di Mineralogia Technische Universität Bergakademie Freiberg, divenendo in seguito membro di alcune istituzioni scientifiche Europee. Il suo interesse verso la grafite fu subito spiccato e ne studiò la formazione, la nascita e la conservazione dei depositi in Europa. Scoprì che la grafite era costituita da resti vegetali e carbonio che, per via della pressione dei sedimenti (minore di quella che dà origine ai diamanti) e della temperatura tra i 1500 e i 3000 gradi centigradi, diventavano, dopo un lungo processo, grafite.Oggi sappiamo che i depositi principali di grafite si trovano nel Madagascar, in Russia, nello Sri Lanka, in Messico e, in forma minore in Slovacchia e USA. Werner, fu nella vita accompagnato sempre da una salute cagionevole e morì a Dresda il 30 Giugno del 1817.La grafite viene utilizzata per produrre matite, come materiale refrattario, come lubrificante, come colorante, nelle spazzole per macchine elettriche rotanti, in molte applicazioni elettriche e nel settore dell’energia atomica. La manipolazione della grafite ha recentemente portato a scoprire l’uso del grafene, che è costituito da fogli bidimensionali di grafite, intuendone le numerose doti racchiuse in questo prodotto. Il grafene non è solo un materiale completamente trasparente alla luce (97,7%), ma anche il materiale più sottile al mondo che conosciamo e, nonostante la sua sottigliezza, può essere stirato fino al 20% della sua lunghezza, mantenendo un carico di rottura teorico di 130 GPa. Secondo i suoi scopritori, vincitori del premio Nobel nel 2010, un singolo foglio di grafene (quindi un foglio alto 1 atomo) largo 1 metro quadro sarebbe capace di sostenere il peso di un gatto di 4 kg, pesare 0,7 mg ed essere virtualmente invisibile. Un altro aspetto interessante è che il grafene è capace di immagazzinare idrogeno: se deformato, forma delle "creste", con l'idrogeno che tende ad accumularsi sulle punte di tali creste. Per rilasciare il gas è necessario eliminare la deformazione del grafene, in modo che l'idrogeno sia espulso dalle creste. Tali risultati sono frutto del lungo lavoro messo in atto dall'Adanascelo team nell'isola di Hokkaido, in Giappone. Ma l’impiego sperimentale del grafene si è diffuso in molti settori, dall’edilizia, allo sport, ai sistemi illuminanti, agli impianti di desalinizzazione, con lo scopo di applicare i vantaggi tecnici del prodotto in sostituzione di altri materiali meno performanti. Categoria: notizie - tecnica - grafene - storia
SCOPRI DI PIU' Studio dei Process Oils da Fonti Rinnovabili e la loro Compatibilità con Gomme Sintetiche
Studio dei Process Oils da Fonti Rinnovabili e la loro Compatibilità con Gomme SinteticheUn’analisi tecnica sulle alternative sostenibili agli oli minerali nell’industria della gommadi Marco ArezioNell’industria della gomma sintetica, i process oils rappresentano un elemento invisibile ma decisivo. Questi oli non si limitano a rendere i compound più lavorabili: ne condizionano le proprietà dinamiche, la resistenza meccanica e persino la sostenibilità ambientale. Per lungo tempo, la produzione ha fatto affidamento quasi esclusivamente su derivati del petrolio, in particolare oli aromatici e paraffinici, la cui efficacia è stata comprovata da decenni di utilizzo. Tuttavia, le normative europee, unite alla crescente sensibilità ecologica, hanno spinto verso un ripensamento strutturale del settore. Da qui nasce l’interesse per i process oils di origine rinnovabile, derivati da oli vegetali o da biomasse, che promettono di unire compatibilità tecnica e responsabilità ambientale. Caratteristiche dei process oils tradizionali Gli oli minerali impiegati come plasticizzanti e fluidificanti hanno da sempre garantito un’ottima processabilità dei compound e una buona interazione con elastomeri come SBR, BR, NBR ed EPDM. Il loro ruolo consiste principalmente nel ridurre la viscosità durante la miscelazione, favorire la dispersione di filler rinforzanti e modulare le proprietà meccaniche del prodotto finale. Tuttavia, la presenza di composti policiclici aromatici (PAH), ritenuti tossici e regolamentati dalle direttive europee, ha reso urgente il ricorso a soluzioni più sicure e meno impattanti. Il passaggio da una base fossile a una bio-based non è quindi soltanto un miglioramento tecnologico, ma anche una risposta necessaria a vincoli ambientali e normativi. Origine e tipologie di process oils da fonti rinnovabili Le ricerche accademiche degli ultimi anni hanno esplorato numerose fonti per la produzione di oli alternativi. Gli oli vegetali naturali, come quelli di soia, colza, palma o girasole, costituiscono il gruppo più immediatamente disponibile. Accanto a essi, si collocano gli esteri sintetici derivati da acidi grassi, ottenuti attraverso processi di transesterificazione, capaci di garantire maggiore stabilità termica. In fase sperimentale troviamo i derivati dalla lignina o da oli pirolitici di biomassa, insieme ai plasticizzanti prodotti a partire da sottoprodotti agro-industriali come glicerolo o acido citrico. La caratteristica comune a tutti questi oli è la loro rinnovabilità e biodegradabilità, ma la sfida rimane il raggiungimento di prestazioni comparabili, in termini di durabilità e compatibilità, a quelle offerte dai corrispettivi fossili. Compatibilità con gomme sintetiche La compatibilità di un olio con un elastomero dipende in larga parte dalla polarità delle molecole e dalla capacità di interazione con la catena polimerica. Le prove di laboratorio hanno evidenziato come gli esteri a bassa polarità derivati da oli vegetali siano efficaci con gomme a base idrocarburica, come SBR e BR. Nei compound EPDM, oli idrogenati e a catena lunga hanno migliorato le prestazioni dinamiche riducendo l’isteresi. Per elastomeri più polari, come l’NBR, si sono rivelati più adatti esteri di acidi grassi funzionalizzati, in grado di interagire con i gruppi nitrilici e migliorare la resistenza all’olio. La compatibilità non è quindi uniforme, ma varia a seconda della natura chimica dell’elastomero e del grado di polarità del plasticizzante. Proprietà meccaniche e reologiche Un aspetto centrale riguarda le proprietà che i process oils trasmettono al compound. Gli oli rinnovabili riducono la viscosità Mooney in misura simile agli oli minerali, rendendo i compound processabili senza compromessi significativi. Le prove meccaniche hanno dimostrato che l’elasticità e la resistenza alla trazione rimangono comparabili, mentre alcuni esteri funzionalizzati hanno persino migliorato la resistenza alla lacerazione. In applicazioni come i pneumatici, si è osservato un effetto positivo sulla riduzione della resistenza al rotolamento, che si traduce in maggiore efficienza energetica. I dati sperimentali confermano dunque che la sostituzione di oli fossili con alternative rinnovabili non comporta necessariamente un decadimento delle prestazioni, anzi in alcuni casi porta a benefici misurabili. Stabilità termica e ossidativa Se le prestazioni reologiche e meccaniche appaiono promettenti, la stabilità rappresenta ancora un punto critico. Gli oli vegetali naturali, caratterizzati da catene insature, sono particolarmente vulnerabili all’ossidazione, fenomeno che può portare a indurimento del materiale e riduzione della vita utile del prodotto. Per ovviare a questo problema, si ricorre a modifiche chimiche mirate: idrogenazione parziale per saturare i doppi legami, epossidazione per incrementare la resistenza termica o processi di esterificazione per stabilizzare la molecola. Parallelamente, l’aggiunta di pacchetti antiossidanti specifici permette di prolungare la durata e di assicurare prestazioni costanti nel tempo. La ricerca scientifica è oggi orientata proprio a rafforzare questi aspetti, così da colmare il divario con gli oli minerali convenzionali. Implicazioni ambientali e industriali Sul piano ambientale, l’introduzione di process oils bio-based rappresenta un passo avanti significativo. La ridotta tossicità, la biodegradabilità e la possibilità di provenire da sottoprodotti industriali conferiscono a questi oli un profilo ecologico superiore rispetto ai derivati fossili. Tuttavia, l’analisi non può fermarsi al solo impatto diretto: occorre valutare il bilancio complessivo, considerando il consumo di suolo, l’uso di risorse idriche e il potenziale conflitto con la filiera alimentare. Per questo, la ricerca più avanzata guarda con interesse a oli ottenuti da colture non destinate all’alimentazione o da scarti agro-industriali, così da evitare competizioni indesiderate. Dal punto di vista industriale, l’adozione di process oils rinnovabili apre prospettive di lungo periodo: riduzione della dipendenza dalle fonti fossili, allineamento alle normative europee e possibilità di costruire catene del valore più resilienti. Conclusioni Il passaggio dai process oils di origine fossile a quelli derivati da fonti rinnovabili non è solo una tendenza, ma una necessità strategica. Le ricerche condotte in ambito accademico hanno già dimostrato la compatibilità con diversi elastomeri e l’efficacia in termini di lavorabilità e proprietà meccaniche. Rimangono aperte questioni cruciali, come la stabilità ossidativa e la standardizzazione industriale, ma le soluzioni sono in fase avanzata e promettono di rendere gli oli rinnovabili competitivi su larga scala. Nei prossimi anni, è prevedibile una crescente diffusione di queste alternative, con benefici sia per l’ambiente sia per l’industria, in un percorso che coniuga performance tecnica e sostenibilità.© Riproduzione Vietata
SCOPRI DI PIU' Leo Baekeland: dalla Povertà alla Ricchezza Inventando la Bachelite
Leo Baekeland: dalla Povertà alla Ricchezza Inventando la BacheliteLa storia della bachelite e del suo inventoredi Marco ArezioLeo Baekeland nasce in una umile famiglia in Belgio il 14 Novembre del 1863 con il padre che faceva il calzolaio.Nonostante le origini umili, Leo potette studiare e si appassionò subito alla chimica dei materiali riuscendo ad iscriversi all’università di Gand nella quale si laureerò nel 1882. Terminati gli studi si sposò e decise di trasferirsi negli Stati Uniti per inseguire il suo sogno, che era quello di lavorare nel mondo della chimica applicata ai materiali. Nel 1893 fondò la sua azienda, la Nepera Chemical Company a Yonkers, nella quale iniziò la fabbricazione del Velox, una rivoluzionaria carta fotografica che diede una svolta al mondo della fotografia. Dopo aver brevettato la sua invenzione Leo Baekeland entra in contatto con la Kodak che è interessata al suo prodotto e gli propone di rilevare il brevetto del procedimento della carta Velox. Kodak vinse le resistenze di Baekeland mettendo sul tavolo una cifra da capogiro per i valori di allora, offrendogli tre milioni di dollari Nonostante fosse diventato ricco il chimico continuò le sue ricerche e, nel tentativo di trovare un surrogato alla gommalacca, si concentrò sulle reazioni tra il fenolo e la formaldeide, ottenendo un prodotto plastico nuovo, di colore scuro che chiamò Bachelite. Il nuovo prodotto si dimostrò molto efficace nella produzione dei prodotti che l’industria americana creava per un pubblico sempre più desideroso di novità industriali da acquistare. Infatti, i vantaggi della bachelite erano dati dalla sua capacità di isolare termo-elettricamente i nuovi apparecchi elettrici che arrivarono sul mercato, come gli interruttori, le prese elettriche, ma anche i manici delle pentole, gli apparecchi radio, gli elettrodomestici e molti altri prodotti. La bachelite fu considerata per lungo tempo la prima materia plastica di larga diffusione che andò a sostituire, a livello industriale, molti altri prodotti usati nel passato di derivazione naturale. Leo Baekeland morì a Beacon il 23 Febbraio del 1944 e la rivista Time lo ha classificato fra i cento più grandi personaggi del XX secolo. Categoria: notizie - tecnica - plastica - bachelite
SCOPRI DI PIU' Flaconi in HDPE Riciclato: Come Gestire i Difetti di Superficie
Flaconi in HDPE Riciclato: Come Gestire i Difetti di SuperficieCome risolvere i problemi estetici nella produzione di flaconi in HDPE riciclatodi Marco ArezioLa produzione di flaconi per la detergenza, per i liquidi industriali ed agricoli, fino a poco tempo fa venivano prodotti con materiali vergini nonostante alcune forme e colori consentivano l’uso di un granulo in HDPE riciclato. L’impatto mediatico dell’inquinamento da plastica dispersa dall’uomo nell’ambiente, ha fatto muovere le coscienze dei consumatori mettendo sotto pressione gli stati, che si occupano della legislazione ambientale, ma anche i produttori delle sostanze contenute nei flaconi che non possono, per questioni commerciali, perdere il consenso dei propri clienti finali. La richiesta di HDPE rigenerato per soffiaggio ha avuto una forte impennata negli ultimi, trovando sicuramente, una parte dei produttori, non totalmente preparati a gestire il granulo riciclato nelle proprie macchine. Non è stata solo una questione di tipologia di granulo che può differire leggermente, dal punto di vista tecnico, dalle materie prime vergini nel comportamento in macchina, ma si sono dovute affrontare problematiche legate alla tonalità dei colori, allo stress cracking, alla tenuta delle saldature, ai micro fori e ad altre questioni minori. In articoli precedenti abbiamo affrontato la genesi dell’HDPE riciclato nel soffiaggio dei flaconi e la corretta scelta delle materie prime riciclate, mentre oggi vediamo alcuni aspetti estetici che potrebbero presentarsi usando il granulo riciclato in HDPE al 100%. Ci sono quattro aspetti, dal punto di vista estetico, che possono incidere negativamente sul buon risultato di produzione: 1) Una marcata porosità detta “buccia d’arancia” che si forma prevalentemente all’interno del flacone ma, non raramente, è visibile anche all’esterno. Si presenta come una superficie irregolare, con presenza di micro cavità continue che danno un aspetto rugoso alla superficie. Normalmente le problematiche sono da ricercare nel granulo, dove una possibile presenza eccessiva di umidità superficiale non permette una perfetta stesura della parete in HDPE in uscita dallo stampo. In questo caso il problema si può risolvere asciugando il materiale in un silos in modo che raggiunga un grado di umidità tale per cui non influirà negativamente sulle superfici. In linea generale è sempre un’operazione raccomandata quando si vuole produrre utilizzando al 100% un materiale rigenerato. 2) Le striature sul flacone sono un altro problema estetico che capita per ragioni differenti, specialmente se si utilizza un granulo già colorato. Le cause possono dipendere da una percentuale di plastica diversa all’interno del granulo in HDPE, anche in percentuali minime, tra il 2 e il 4 %, in quanto, avendo le plastiche punti di fusione differenti, il comportamento estetico sulla parete del flacone può essere leggermente diverso, andando ad influenzare il colore nell’impasto. E’ importante notare che non si devono confondere le striature di tonalità con le striature di struttura, le quali sono normalmente creare dallo stampo del flacone a causa di usura o di sporcizia che si accumula lavorando. Un altro motivo può dipendere dalla resistenza al calore del master che si usa, in quanto non è infrequente che a temperature troppo elevate, sia in fase di estrusione del granulo che di soffiaggio dell’elemento, si possa creare un fenomeno di degradazione del colore con la creazione di piccole strisciate sulle pareti del flacone. 3) Una perfetta saldabilità in un flacone è di estrema importanza in quanto un’eventuale distacco delle pareti, una volta raffreddato e riempito il flacone, comporta danni seri con costi da sostenere per la perdita dell’imballo, delle sostanze contenute e della sostituzione del materiale con costi logistici importanti. Il flacone appena prodotto normalmente non presenta il possibile difetto in quanto la temperatura d’uscita dalla macchina “nasconde” un po’ il problema, ma una volta che la bottiglia si è raffreddata, riempita e sottoposta al peso dei bancali che vengono impilati sopra di essa, un difetto di saldatura si può presentare in tutta la sua problematica. La causa di questo problema normalmente deve essere ricercata nella percentuale di polipropilene che il granulo in HDPE può contenere a causa di una selezione delle materie prime a monte della produzione del granulo non ottimale. Una scadente selezione dei flaconi tra di essi, ma soprattutto dai tappi che essi contengono, possono aumentare la quota percentuale di polipropilene nella miscela del granulo. Esistono in commercio macchine a selezione ottica del macinato lavato che aiutano a ridurre in modo sostanziale questa percentuale, potendola riportare sotto 1,5-2%. Al momento dell’acquisto del carico di HDPE riciclato è sempre buona cosa chiedere un test del DSC per controllare la composizione del granulo per la produzione. L’effetto di una percentuale di PP eccessiva ha come diretta conseguenza l’impedimento di una efficace saldatura delle superfici di contatto che formano il flacone. Oltre ad intervenire sul granulo sarebbe buona regola, se si desiderasse utilizzare al 100% la materia prima riciclata, aumentare leggermente lo spessore di sovrapposizione delle due lati del flacone per favorirne il corretto punto di saldatura. 4) La presenza di micro o macro fori in un flacone, visibili direttamente attraverso un’ispezione o, per quelli più piccoli, tramite la prova della tenuta dell’aria, possono dipendere dalla presenza di impurità all’interno del granulo, quando il lavaggio e la filtratura della materia prima non è stata fatta a regola d’arte. Un altro motivo può dipende da una scarsa pulizia della vite della macchina soffiatrice che può accumulare residui di polimero degradato e trasportarli, successivamente, all’esterno verso lo stampo. Specialmente se si usano ricette con carica minerale è possibile che si presenti il problema subito dopo il cambio della ricetta tra una senza carica a una che la contenga. L’utilizzo di ricette miste tra materiale vergine e rigenerato può mitigare alcuni di questi punti ma non risolvere totalmente gli eventuali problemi se non si ha l’accortezza di seguire la filiera della fornitura del granulo riciclatoCategoria: notizie - tecnica - plastica - riciclo - HDPE - flaconi - soffiaggio
SCOPRI DI PIU' Durabio: La Plastica Bio-based che Unisce Sostenibilità e Alte Prestazioni
Durabio: La Plastica Bio-based che Unisce Sostenibilità e Alte PrestazioniDurabio: un polimero innovativo per una rivoluzione sostenibile nei materiali plasticidi Marco ArezioNel panorama delle innovazioni tecnologiche e sostenibili, Durabio emerge come un materiale rivoluzionario. Creato da Mitsubishi Chemical, questo polimero bio-based rappresenta una risposta concreta alla crescente domanda di soluzioni che combinino alte prestazioni tecniche e un minore impatto ambientale. Derivato dall'isosorbide, un composto ottenuto da risorse rinnovabili come il mais, Durabio si pone come alternativa ai tradizionali policarbonati e polimetilmetacrilati, migliorandone molte delle proprietà principali. La Genesi di Durabio: Una Storia di Innovazione La nascita di Durabio affonda le sue radici negli anni 2000, un periodo in cui l'industria chimica iniziava a guardare con sempre maggiore interesse ai materiali sostenibili. Mitsubishi Chemical, anticipando le richieste del mercato, ha avviato un progetto di ricerca per creare una plastica che fosse non solo performante, ma anche in grado di ridurre la dipendenza dai derivati del petrolio. Dopo anni di studi sulla polimerizzazione dell’isosorbide, un monomero ricavato dalla lavorazione del glucosio, Durabio ha fatto il suo debutto, dimostrando subito di poter ridefinire il settore delle materie plastiche. Questo nuovo materiale bio-based nasce con l’obiettivo di combinare due esigenze fondamentali: ridurre l’impatto ambientale e offrire proprietà tecniche di alto livello. A differenza delle plastiche tradizionali, Durabio utilizza risorse vegetali, eliminando il controverso bisfenolo A (BPA) dalla sua composizione e riducendo le emissioni di carbonio associate alla sua produzione. Una Struttura Chimica Unica La chiave del successo di Durabio risiede nella sua composizione chimica. Alla base c’è l’isosorbide, un diolo ciclico estratto da risorse vegetali come il mais. Questo monomero conferisce al materiale una struttura rigida e altamente trasparente, caratteristiche che lo rendono unico nel suo genere. La polimerizzazione dell’isosorbide avviene attraverso processi altamente innovativi, che garantiscono un prodotto finale con un equilibrio ottimale tra rigidità, flessibilità e trasparenza. La struttura ibrida di Durabio permette di coniugare le migliori proprietà dei policarbonati e dei PMMA, superandone in molti casi le prestazioni. Non solo offre una trasparenza superiore, ma resiste anche meglio ai graffi e agli agenti atmosferici. Prestazioni Superiori e Versatilità d'Uso Durabio si distingue per una serie di caratteristiche che lo rendono estremamente versatile. La sua trasparenza è paragonabile al vetro, il che lo rende ideale per applicazioni che richiedono alta qualità ottica, come lenti o display. Inoltre, grazie alla sua durezza superficiale, resiste ai graffi senza necessità di rivestimenti aggiuntivi, riducendo i costi di lavorazione e aumentando la sostenibilità complessiva. Anche la resistenza meccanica è un punto di forza: Durabio offre una robustezza agli urti che lo rende adatto per applicazioni industriali impegnative, mantenendo al contempo la leggerezza che caratterizza le materie plastiche moderne. La stabilità chimica e la resistenza alle alte temperature completano il quadro di un materiale capace di affrontare le sfide di un’ampia gamma di settori. Applicazioni nei Settori Industriali Grazie alle sue proprietà, Durabio ha trovato applicazione in diversi ambiti, diventando un materiale indispensabile per molte industrie. Automotive Durabio è ampiamente utilizzato nell’industria automobilistica, dove viene impiegato per cruscotti, pannelli decorativi e mascherine di dispositivi. La sua combinazione di estetica, resistenza ai graffi e trasparenza lo rende perfetto per migliorare sia la funzionalità che l’aspetto estetico dei veicoli moderni. Inoltre, il suo impiego contribuisce a ridurre il peso complessivo del veicolo, migliorando l’efficienza energetica. Elettronica di Consumo Nel settore dell’elettronica, Durabio si è affermato come materiale di scelta per display, involucri di dispositivi e coperture protettive. La capacità di mantenere la trasparenza e resistere all’usura ne fa un componente ideale per smartphone, tablet e laptop. Packaging di Lusso Le sue proprietà estetiche e meccaniche lo rendono particolarmente apprezzato anche per il packaging di alta gamma, come contenitori per cosmetici o imballaggi alimentari di qualità superiore. L’utilizzo di Durabio garantisce una finitura lucida e un aspetto sofisticato, che valorizzano i prodotti contenuti. Settore Ottico La combinazione di trasparenza e stabilità chimica lo rende perfetto per lenti e componenti ottici, dove precisione e durata sono essenziali. Sostenibilità e Prospettive Future Durabio rappresenta un passo avanti verso un’economia più circolare, grazie alla sua origine rinnovabile. Tuttavia, è importante sottolineare che, pur essendo bio-based, non è biodegradabile. La gestione del fine vita di questo materiale richiede infrastrutture di riciclo specifiche, un settore ancora in evoluzione. Sul fronte delle emissioni, l’impiego di materie prime rinnovabili riduce significativamente l’impatto ambientale rispetto ai materiali plastici tradizionali. La maggiore durata dei prodotti realizzati con Durabio contribuisce inoltre a ridurre la necessità di sostituzioni frequenti, favorendo una gestione più sostenibile delle risorse. Le prospettive future vedono l’ampliamento delle applicazioni di Durabio, con potenziali sviluppi nei settori medico e aerospaziale, e l’ottimizzazione dei processi di produzione per renderlo ancora più competitivo. Conclusione Durabio non è solo un polimero, ma una vera e propria rivoluzione nel campo dei materiali plastici. Grazie alla sua combinazione unica di sostenibilità, prestazioni tecniche e versatilità, si pone come un esempio concreto di come l’industria possa evolversi verso un futuro più green senza rinunciare alla qualità. Mitsubishi Chemical, attraverso questa innovazione, ha dimostrato che è possibile unire tecnologia e rispetto per l’ambiente, gettando le basi per una nuova generazione di materie plastiche.© Riproduzione Vietata
SCOPRI DI PIU' Polipropilene Atattico vs Isotattico: Caratteristiche, Produzione e Applicazioni
Polipropilene Atattico vs Isotattico: Caratteristiche, Produzione e ApplicazioniConosciamo meglio i componenti della famiglia del Polipropilenedi Marco ArezioIl polipropilene, un polimero termoplastico ampiamente utilizzato in vari settori, esiste in diverse forme configurazionali, tra cui le più note sono l'atattico e l'isotattico. Questi termini descrivono la disposizione tattica (ordine di successione) dei gruppi metilici (-CH3) lungo la catena principale del polimero. La comprensione di queste forme e le loro proprietà è cruciale per l'industria delle materie plastiche, in quanto determina le applicazioni e i metodi di produzione del materiale. Cosa è il Polipropilene Atattico? Il polipropilene atattico (a-PP) presenta una disposizione casuale dei gruppi metilici lungo la catena polimerica. Questa configurazione atattica conferisce al materiale una flessibilità maggiore rispetto alla sua controparte isotattica, ma con una minore cristallinità e resistenza termica. L'a-PP è tipicamente amorfo, con una bassa densità e una resistenza chimica relativamente alta. La sua produzione avviene attraverso processi di polimerizzazione in fase gassosa, in soluzione o in sospensione, utilizzando catalizzatori specifici che favoriscono questa disposizione casuale. Cosa è il Polipropilene Isotattico? Il polipropilene isotattico (i-PP), al contrario, si caratterizza per la disposizione uniforme dei gruppi metilici, tutti orientati dalla stessa parte della catena polimerica. Questa configurazione conferisce al materiale un'elevata cristallinità, rendendolo più rigido e resistente al calore rispetto al polipropilene atattico. L'i-PP è prodotto mediante catalizzatori Ziegler-Natta o metalloceni, che consentono un controllo preciso sull'orientamento dei gruppi metilici. Questo tipo di polipropilene trova ampio uso in applicazioni che richiedono robustezza e resistenza termica, come l'imballaggio alimentare, i componenti automobilistici e i tessuti non tessuti. Produzione e Vantaggi sulle Miscele Plastiche La produzione di entrambe le forme di polipropilene richiede accurati processi di controllo per ottenere le proprietà desiderate. Il polipropilene isotattico, grazie alla sua cristallinità e resistenza termica, è ideale per applicazioni strutturali e di imballaggio, mentre l'atattico, con la sua flessibilità, trova applicazione come additivo per migliorare l'impatto e la lavorabilità di altre materie plastiche. I vantaggi dell'utilizzo di miscele di polipropilene includono la possibilità di ottimizzare le proprietà del materiale finale, come la resistenza agli urti, la trasparenza, e la lavorabilità, combinando le caratteristiche uniche di polimeri diversi. Ad esempio, l'aggiunta di polipropilene atattico a miscele plastiche può migliorare la loro elasticità e flessibilità, rendendole più adatte per applicazioni specifiche che richiedono tali caratteristiche. Differenze Tecniche nella Produzione di Prodotti Finiti La scelta tra polipropilene atattico e isotattico nella produzione di prodotti finiti dipende strettamente dalle proprietà fisiche richieste dall'applicazione finale. Il polipropilene isotattico, essendo più rigido e resistente, è spesso preferito per creare oggetti che devono sopportare carichi o temperature elevate. D'altra parte, l'atattico, con la sua maggiore flessibilità, è ideale per applicazioni che richiedono una certa elasticità, come film sottili o componenti che devono assorbire gli urti senza rompersi. In conclusione, la comprensione delle differenze tra polipropilene atattico e isotattico è fondamentale per l'industria delle materie plastiche. Questa conoscenza permette di scegliere il materiale più adatto in base alle esigenze specifiche di ogni applicazione, sfruttando al meglio le proprietà uniche di ciascuna forma per produrre articoli con le prestazioni desiderate. Con l'evoluzione continua dei processi produttivi e dei catalizzatori, si prevede che l'innovazione nel campo dei polimeri continuerà a offrire nuove opportunità per lo sviluppo di materiali sempre più avanzati e sostenibili.
SCOPRI DI PIU' Progettazione e Costruzione di una Linea Fognaria con Tubi in Plastica Riciclata
Progettazione e Costruzione di una Linea Fognaria con Tubi in Plastica RiciclataI tubi in plastica riciclata si sono dimostrati nel tempo affidabili, economici e duraturi di Marco ArezioLa costruzione di linee fognarie moderne deve tener conto di alcuni elementi imprescindibili, sia tecnici, come vedremo, ma anche ambientali, in modo da minimizzare l’impatto dei prodotti utilizzati per l’opera idraulica. In passato le canalizzazioni erano realizzate con tubi in metallo o in cemento, ma da quando l’industria delle materie plastiche è stata in grado di realizzare prodotti alternativi, la diffusione dei tubi corrugati in HDPE a doppia parete si è largamente diffusa. Il primo passo da compiere nella realizzazione di una linea fognaria è la sua progettazione, la quale deve tenere presente vari aspetti che influiscono sull’area di costruzione. Come si dimensiona una linea di fognatura che utilizza i tubi in plastica Come ogni buon progetto che si deve realizzare, la raccolta di informazioni, precise, dettagliate ed attendibili, sono la base del lavoro successivo. Possiamo elencare alcuni punti che entreranno nella valutazione progettuale: La stima la portata massima giornaliera che la fognatura dovrà gestire. Per far questo, sarà necessario considerare l'area di raccolta delle acque reflue, la densità abitativa, gli utilizzi industriali e altri fattori che potrebbero influenzare la quantità dei liquidi da raccogliere. Inoltre è importante determinare la pendenza disponibile o desiderata per la linea di fognatura e il suo diametro. Per queste informazioni potranno essere utili le formule idrauliche (ad es. formula di Manning) per calcolare la velocità di flusso in base al diametro del tubo in plastica riciclata, alla pendenza e alla rugosità del materiale. Sarà importante scegliere un diametro dei tubi in plastica che garantisca una velocità di flusso adeguata (ad es., tra 0,6 m/s e 3 m/s) in condizioni di flusso pieno o quasi pieno. Inoltre, sarà necessario assicurarsi che la profondità della fognatura sia sufficiente per prevenire il congelamento (in climi freddi) e per mantenere una copertura adeguata sopra il tubo in plastica riciclata. Dal punto di vista strutturale si dovrà verificare che il tubo in HDPE scelto possa sopportare i carichi esterni, come il peso del terreno sopra di esso e il traffico sovrastante (se applicabile). Si dovrà pensare agli elementi di raccordo dei tubi in plastica riciclata, verificando la corretta distanza tra i pozzetti di ispezione e che le connessioni tra i tubi e i pozzetti siano stagne. Nella progettazione della linea fognaria rientrano anche gli aspetti ambientali per cui sono da considerare e prevenire la possibilità di infiltrazioni o perdita di acque reflue della linea. Tuttavia, l’uso di tubi in HDPE, in quanto stagni, danno una buona sicurezza, considerando le giunzioni tra i vari tubi fatte a regola d’arte, anche in considerazione se nelle vicinanze si possa trovare una falda acquifera. Infine sarà necessario assicurarsi che la progettazione rispetti tutte le normative e le linee guida locali in materia di fognature. Quali caratteristiche tecniche deve avere un tubo corrugato in HDPE per fognatura I tubi corrugati in HDPE per fognatura devono soddisfare specifiche caratteristiche tecniche per garantire la loro idoneità all'uso e la loro durata nel tempo. - Il polimero riciclato con cui si costruisce il tubo corrugato deve essere di buona qualità e resistente ai raggi U.V. - Il tubo corrugato deve presentare una buona resistenza meccanica allo schiacciamento e alle deformazioni laterali sollecitate dal terreno senza che si possa rompere - Le giunzioni tra i tubi o tra tubo e raccordi devono garantire la tenuta stagna, evitando dispersioni delle acque reflue nel terreno - La parte interna dovrà essere sufficientemente liscia da permettere lo scorrimento dei liquidi così da facilitarne il deflusso - Il tubo in HDPE dovrà resistere alla corrosione da parte delle acque reflue e di altre sostanze chimiche presenti nella fognatura - Sotto l’effetto delle variazioni di temperature del terreno il tubo deve essere in grado di sopportarle senza perdere integrità strutturale Quali son i vantaggi nell’uso dei tubi corrugati in HDPE per fognatura rispetto al pvc, al cemento e al metallo I tubi corrugati in HDPE offrono diversi vantaggi, specialmente quando utilizzati in applicazioni fognarie: Durabilità e Resistenza alla Corrosione L'HDPE è intrinsecamente resistente alla corrosione, a differenza dei tubi metallici che possono arrugginirsi o corrodersi in presenza di acque reflue o terreni aggressivi, garantendone una maggiore durata. Flessibilità I tubi in HDPE sono flessibili, il che significa che possono adattarsi a movimenti del terreno, come assestamenti o sismi, senza rompersi. Un vantaggio particolarmente importante rispetto ai tubi in cemento, che sono rigidi e possono rompersi con movimenti del terreno. Leggerezza I tubi in plastica sono significativamente più leggeri rispetto a quelli in cemento o metallo. Ciò semplifica il trasporto, la movimentazione e la posa, riducendo i costi di manodopera e le esigenze di attrezzature pesanti. Saldature Stagne I tubi in HDPE possono essere saldati per creare giunzioni stagne, riducendo il rischio di perdite o infiltrazioni. Questo può essere un vantaggio rispetto ai tubi in PVC o cemento, dove le giunzioni potrebbero essere meno affidabili in termini di tenuta. Resistenza Chimica Il polimero in HDPE che costituisce i tubi, è resiste a molti agenti chimici, rendendolo ideale per applicazioni fognarie dove possono essere presenti sostanze chimiche aggressive. Costi Ridotti In molti casi, i costi complessivi di installazione dei tubi in HDPE possono essere inferiori rispetto ad altre opzioni. Ecocompatibilità L'HDPE è un materiale riciclato e riciclabile, il che può rendere i tubi in HDPE una scelta più sostenibile rispetto ad alcune alternative. Vita Utile Prolungata Con una corretta installazione e manutenzione, i tubi in HDPE possono avere una vita utile molto lunga, spesso superiore a 50 anni. Bassa Rugosità Interna La superficie interna liscia realizzata con l’impiego dell’HDPE, permette un flusso efficiente, riducendo il rischio di ostruzioni. Come si posa un tubo corrugato in HDPE per fognatura Entrando nella fase realizzativa la posa di un tubo corrugato in HDPE per fognatura segue una serie di passaggi chiave, al fine di garantire un'installazione sicura e duratura. Prima di tutto, sarà necessario scavare una trincea della profondità e larghezza adatte al tubo che si è deciso di installare, creando un fondo della trincea piatto e solido. Sul fondo di essa, si dovrebbe posizionare uno strato di sabbia o di ghiaia fine compattata per creare una base stabile per il tubo, il cui spessore dovrebbe avere uno spessore di almeno 10-15 cm. Creata la trincea e il fondo idoneo si passa alla posa del tubo corrugato HDPE, facendo attenzione a non danneggiarlo con le macchine per la posa. Assicurarsi, inoltre, che il tubo sia dritto e privo di piegature o tensioni. Una volta posato la linea di tubi, si inizierà a riempire la trincea con materiale come sabbia o ghiaia fine. Sarà necessario posizionare accuratamente il materiale di riempimento attorno al tubo per garantire una base solida e per evitare che il tubo si sposti. Dopo aver verificato che non ci siano perdite nella linea fognaria si potrà completare la trincea con il terreno scavato in precedenza, compattando il tutto dall’esterno. Come si saldano due tubi corrugati in HDPE per fognatura Molte materie plastiche, compreso l’HDPE, si prestano all’esecuzione di saldature durature ed efficaci tra tubi, pozzetti e raccordi. Ma per la saldatura due tubi corrugati in HDPE sono necessarie attrezzature speciali e una certa esperienza. Sarà necessario che le estremità dei tubi da saldare siano pulite e prive di sporco, grasso o altre impurità, per garantire una saldatura di alta qualità. Si posizioneranno poi i tubi in modo che le loro estremità siano perfettamente allineate e a contatto l'una con l'altra. A questo punto si impiegherà una macchina di saldatura per HDPE, assicurandosi che sia correttamente impostata secondo le specifiche del produttore dei tubi. La maggior parte delle saldature per l’HDPE vengono eseguite utilizzando un piatto riscaldante per portare le estremità dei tubi alla temperatura di fusione. Si inserirà il piatto riscaldante tra le estremità dei tubi e attendendo che raggiungano la temperatura adeguata. Una volta che le estremità dei tubi saranno adeguatamente riscaldate, si rimuoverà il piatto riscaldante e si avvicineranno le estremità dei tubi, permettendo loro di fondersi insieme. Si dovrà, nel contempo, mantenere una pressione uniforme durante questo processo per garantire una buona saldatura. Una volta saldati, i tubi devono essere lasciati raffreddare per un certo periodo di tempo, infatti, durante questo tempo, la saldatura si solidifica e si rinforza. Terminata la saldatura, si dovrà controllare visivamente la giunzione per assicurarti che non ci siano bolle d'aria, crepe o altri difetti. A seconda delle specifiche del progetto, potrebbe essere necessario eseguire test di pressione o altri test per verificare la qualità della saldatura. Traduzione automatica. Ci scusiamo per eventuali inesattezze. Articolo originale in italiano
SCOPRI DI PIU' Ottimizzazione della Qualità Superficiale nella Lavorazione ad Alta Velocità delle Plastiche
Ottimizzazione della Qualità Superficiale nella Lavorazione ad Alta Velocità delle PlasticheStrategie Avanzate per Migliorare Precisione, Stabilità e Finitura nella Lavorazione HSMdi Marco ArezioLa lavorazione ad alta velocità (High-Speed Machining, HSM) rappresenta una tecnologia all’avanguardia per il trattamento dei materiali plastici. Ampiamente utilizzata nei settori automobilistico, aerospaziale e medicale, questa tecnica consente di raggiungere un’elevata precisione ed efficienza. Tuttavia, il successo del processo dipende dalla capacità di ottimizzare la qualità della superficie, un aspetto fondamentale sia per l’estetica che per le prestazioni funzionali del prodotto finale. Analizziamo in dettaglio i fattori principali che influenzano questo parametro critico. Le Caratteristiche dei Materiali Plastici Le plastiche offrono una straordinaria versatilità, ma la loro lavorazione presenta problematiche specifiche legate alle proprietà chimiche e fisiche. Ad esempio, i polimeri termoplastici come il polietilene (PE) e il policarbonato (PC) tendono a fondere sotto l’effetto del calore, facilitando alcune operazioni ma richiedendo un controllo rigoroso delle temperature. Al contrario, i termoindurenti, come le resine epossidiche, resistono meglio alle alte temperature ma sono meno malleabili durante il taglio. La durezza e la fragilità del materiale influiscono direttamente sul comportamento durante la lavorazione. Un materiale troppo fragile potrebbe rompersi, mentre uno troppo duro può generare un'elevata resistenza al taglio. Inoltre, la bassa conduttività termica tipica delle plastiche aumenta il rischio di deformazioni e bruciature superficiali, sottolineando l’importanza di un controllo termico avanzato. Parametri di Lavorazione Per ottenere una finitura superficiale di alta qualità, è cruciale regolare con precisione i parametri di lavorazione. La velocità di taglio, ad esempio, deve essere sufficientemente elevata da ridurre le bave, ma non così alta da provocare surriscaldamenti. Allo stesso modo, l’avanzamento e la profondità di taglio devono essere bilanciati per evitare vibrazioni e garantire uniformità. Una velocità troppo bassa compromette la produttività, mentre una profondità di taglio eccessiva può generare instabilità. La scelta di valori ottimali per ciascun parametro dipende dal tipo di plastica e dalle specifiche applicazioni richieste. L’Importanza dell’Utensile Gli utensili rivestono un ruolo centrale nella lavorazione ad alta velocità delle plastiche. La geometria e il materiale dell’utensile devono essere accuratamente progettati per ridurre l’accumulo di materiale e prevenire il surriscaldamento. Utensili in diamante policristallino (PCD) o rivestiti in nitruro di titanio (TiN) offrono prestazioni eccellenti grazie alla loro resistenza all’usura e alla durata superiore. La manutenzione regolare degli utensili è altrettanto importante: utensili affilati minimizzano i difetti superficiali come bave o striature, garantendo una finitura uniforme. Inoltre, l’uso di sistemi di monitoraggio automatico per rilevare segni di usura può migliorare significativamente l’efficienza e la qualità complessiva del processo. Fenomeni Termici Il calore generato durante la lavorazione ad alta velocità rappresenta una delle principali sfide per la qualità della superficie. Temperature elevate nella zona di taglio possono causare fusione, deformazioni o alterazioni delle proprietà meccaniche del materiale. Per gestire questi fenomeni, si utilizzano sistemi di raffreddamento avanzati, come flussi d’aria compressa o refrigeranti liquidi, che dissipano il calore in eccesso. Parallelamente, lubrificanti ad alte prestazioni riducono l’attrito e contribuiscono a mantenere stabili le condizioni operative. La scelta della tecnologia più adatta dipende dalle caratteristiche specifiche del materiale e dal tipo di lavorazione. Vibrazioni e Stabilità Le vibrazioni sono una delle principali cause di difetti superficiali nella lavorazione ad alta velocità. Possono derivare da una rigidità insufficiente della macchina, da utensili usurati o da parametri di taglio non ottimizzati. Una struttura macchina rigida e stabile è essenziale per minimizzare le oscillazioni indesiderate. Il controllo delle frequenze naturali del sistema aiuta a prevenire fenomeni di risonanza, che amplificano le vibrazioni e compromettono la finitura. Sensori avanzati e sistemi di monitoraggio in tempo reale sono strumenti utili per identificare e risolvere tempestivamente eventuali problemi. L’Ambiente di Lavoro Un ambiente di lavoro controllato contribuisce in modo significativo alla qualità della lavorazione. La pulizia riduce il rischio di contaminazioni che possono alterare l’interazione tra utensile e materiale, mentre il mantenimento di temperature e umidità stabili evita variazioni indesiderate nelle proprietà del pezzo lavorato. Esempi di Applicazione nella Lavorazione delle Plastiche Fresatura ad Alta Velocità del Policarbonato (PC) Settore di utilizzo: Componenti trasparenti per l'illuminazione e lenti ottiche. Approccio: L'uso di frese rivestite in nitruro di titanio (TiN) consente di ottenere superfici lisce e prive di striature, migliorando l’efficienza ottica. Stampaggio a Compressione con Rifinitura HSM Settore di utilizzo: Pannelli di rivestimento interni per automobili. Approccio: Rifinitura ad alta velocità con utensili diamantati per ridurre i difetti estetici e garantire una finitura uniforme. Microlavorazione di Polimeri Termoplastici per Dispositivi Medicali Settore di utilizzo: Produzione di componenti in PEEK per impianti medici. Approccio: Sistemi di raffreddamento con flussi d'aria compressa e utensili in carburo per minimizzare le deformazioni termiche. Taglio Laser di Materiali Plastici con Successiva Lavorazione HSM Settore di utilizzo: Componenti acrilici per dispositivi elettronici. Approccio: Rifinitura delle irregolarità residue del taglio laser mediante frese a bassa profondità. Lavorazione di Schiume Polimeriche (EPS o PU) Settore di utilizzo: Prototipi o modelli. Approccio: Utensili con geometrie specifiche per evitare residui e ottenere una lavorazione precisa. Rifinitura di Componenti Stampati in 3D Settore di utilizzo: Componenti in PLA o ABS per prototipi. Approccio: Fresatura HSM con lubrificazione per migliorare la finitura superficiale. Lucidatura ad Alta Velocità di Materie Plastiche Trasparenti Settore di utilizzo: Schermi in acrilico per display. Approccio: Utilizzo di frese diamantate per garantire superfici perfettamente lisce. Conclusioni La qualità della superficie nella lavorazione ad alta velocità delle plastiche dipende da un equilibrio tra molteplici fattori: le proprietà del materiale, i parametri di lavorazione, la scelta e la manutenzione degli utensili, la gestione termica e il controllo delle vibrazioni. Approfondire la conoscenza di questi aspetti consente alle aziende di migliorare la qualità dei prodotti, ridurre gli sprechi e aumentare la competitività. Investire in tecnologie avanzate e formazione è essenziale per affrontare le sfide di un mercato in continua evoluzione.© Riproduzione Vietata
SCOPRI DI PIU' Caratterizzazione dei Materiali Plastici: Come Temperatura e Velocità di Deformazione Influenzano le Proprietà Meccaniche
Caratterizzazione dei Materiali Plastici: Come Temperatura e Velocità di Deformazione Influenzano le Proprietà MeccanicheScopri i parametri chiave per comprendere il comportamento dei polimeri in condizioni variabili di sollecitazione, migliorando processi produttivi e prestazioni in eserciziodi Marco ArezioLa caratterizzazione dei materiali polimerici, comunemente definiti materiali plastici, rappresenta uno degli aspetti fondamentali nell’ambito dell’ingegneria dei materiali e della ricerca industriale. Questo tipo di analisi, specie per quanto riguarda l’influenza di temperatura e velocità di deformazione, consente di comprendere come questi parametri influiscano sul comportamento meccanico del polimero, fornendo indicazioni preziose per ottimizzare processi produttivi e garantire prestazioni affidabili in esercizio. Nella progettazione di componenti plastici, infatti, diventa essenziale conoscere e prevedere il comportamento del materiale quando sottoposto a diverse condizioni di sollecitazione. La temperatura e la velocità di deformazione sono due grandezze che, in maniera sinergica, modificano parametri chiave come resistenza, duttilità, modulo elastico, capacità di dissipazione dell’energia e modalità di rottura. La necessità di capire a fondo questi effetti è cruciale soprattutto nei settori automotive, elettronico ed elettrotecnico, nonché in svariati contesti industriali dove i materiali polimerici sono esposti a range termici e tassi di sollecitazione significativamente diversi. Proprietà dei polimeri e loro natura viscoelastica Per comprendere l’influenza di temperatura e velocità di deformazione, è utile ricordare che la maggior parte dei materiali plastici possiede una natura viscoelastica. A differenza dei metalli, i polimeri mostrano proprietà intermedie tra un solido elastico e un fluido viscoso. Questo implica che la deformazione non avviene solo per contributo elastico (che segue la legge di Hooke), ma anche per contributo viscoso, caratterizzato da scorrimento permanente o ritardato (creep, rilassamento di tensione, ecc.). Al di sopra di una certa temperatura di transizione vetrosa (T_g), il comportamento del polimero tende a essere più viscoelastico, quindi più duttile e sensibile alla temperatura. Al di sotto della T_g, invece, il materiale si comporta come un solido di natura rigida e fragile, con minore deformabilità plastica. Lo scorrimento e la deformazione dipendono anche dalla disposizione molecolare della catena polimerica e dalla presenza di eventuali cristallinità (nei polimeri semicristallini). In un materiale amorfo (ad esempio il PMMA o il PC), la transizione vetrosa rappresenta il punto critico che definisce una sostanziale variazione di proprietà. Nei polimeri semicristallini (come il PP e il PE), oltre alla T_g, esiste anche una temperatura di fusione (T_m) che ne condiziona il comportamento in esercizio. Influenza della temperatura sulle proprietà meccaniche La temperatura è uno dei parametri di maggiore impatto sulla risposta meccanica dei materiali plastici. In generale, al crescere della temperatura, un materiale plastico tende a diminuire la sua rigidezza (modulo elastico) e la sua resistenza a trazione, diventando più duttile. Al contrario, a basse temperature, il comportamento meccanico diventa più fragile, con un modulo elastico più elevato. Effetti a basse temperature Al di sotto della transizione vetrosa (o comunque in un range termico inferiore a quello di normale servizio), il polimero risulta più rigido e fragile. In tale condizione, l’assorbimento di energia prima del cedimento è ridotto, il comportamento a frattura è tipicamente di tipo fragile e la velocità di propagazione della cricca può essere molto alta. Effetti a temperature intermedie Quando la temperatura si avvicina all’area della transizione vetrosa, il polimero inizia a presentare una riduzione evidente del modulo elastico e un incremento notevole della deformazione prima della rottura. È in quest’area che la viscosità interna della matrice polimerica cala in modo significativo, permettendo un maggiore scorrimento delle catene e una deformazione macroscopica più accentuata. Effetti ad alte temperature Al di sopra della T_g (o, per i semicristallini, in prossimità del punto di fusione delle zone cristalline), il materiale diventa progressivamente più malleabile, con un significativo calo delle proprietà meccaniche “a breve termine” quali resistenza a trazione e modulo elastico. Nel caso dei polimeri semicristallini, se la temperatura supera la T_m, il polimero inizia a fondere, perdendo quasi totalmente la sua forma solida; per i polimeri amorfi, ben al di sopra di T_g la viscosità diventa talmente bassa da rendere il pezzo incapace di reggere sollecitazioni anche modeste. La definizione dei valori meccanici in funzione della temperatura passa quindi attraverso prove standard come prove di trazione a caldo, prove di creep a diverse temperature, o test dinamico-meccanici (DMA), nei quali si ricava come il modulo di conservazione (E’) e il modulo di perdita (E’’) cambino al variare della temperatura. Influenza della velocità di deformazione La velocità di deformazione rappresenta l’altro parametro fondamentale nella caratterizzazione meccanica dei materiali plastici. Le catene molecolari dei polimeri, essendo in parte mobili, hanno un certo tempo di rilassamento: se la deformazione avviene molto lentamente, il materiale ha maggior tempo per riorganizzare la sua struttura molecolare, manifestando un comportamento più viscoso e meno rigido. Al contrario, se il tasso di deformazione è elevato, la deformazione si manifesta più rapidamente di quanto le catene possano riorganizzarsi, e il materiale risponde in modo più “elastico” (o comunque meno scorrevole). Bassa velocità di deformazione Si riscontra una deformazione più ampia prima del cedimento, con un carico di rottura inferiore. Molti polimeri mostrano fenomeni di fluage (creep) già in questa fase, se la sollecitazione perdura nel tempo. Alta velocità di deformazione Il materiale subisce un aumento di rigidezza apparente e un innalzamento del carico di rottura. Tuttavia, le deformazioni plastiche e il tempo per dissipare l’energia vengono ridotti, portando in alcuni casi a una rottura più fragile. È particolarmente rilevante negli impatti (prove di Charpy o Izod) e in ambienti applicativi come l’industria automobilistica, dove un componente plastico può essere soggetto a carichi dinamici elevati in tempi brevissimi. Le leggi costitutive che descrivono il comportamento dei polimeri in funzione della velocità di deformazione derivano spesso da modelli viscoelastici e plasticità dipendente dal tasso di sforzo (strain-rate dependent models). Uno dei parametri più utilizzati è il modulo di rilassamento che varia con la frequenza di caricamento (o il tasso di deformazione). Caratterizzazione sperimentale: test e metodologie La caratterizzazione sperimentale per valutare l’influenza di temperatura e velocità di deformazione nei materiali plastici si basa su diversi metodi di prova, ognuno in grado di cogliere aspetti distinti del comportamento meccanico. Prove di trazione statiche a varie temperature Si preparano provini standard (solitamente dog-bone, secondo normative come ISO 527 o ASTM D638) e si eseguono test di trazione a diverse temperature. Questi test consentono di valutare come il modulo elastico, il carico di rottura e l’allungamento a rottura varino in funzione della temperatura. Prove di trazione a diverse velocità Seguendo procedure simili, si varia la velocità di applicazione del carico (ad esempio 1 mm/min, 10 mm/min, 100 mm/min e così via). Queste prove permettono di evidenziare l’effetto del tasso di deformazione sulle proprietà meccaniche, ricavando curve sforzo-deformazione differenziate per ogni condizione. Prove dinamico-meccaniche (DMA) Il Dynamic Mechanical Analysis misura il comportamento viscoelastico del materiale sottoposto a un carico dinamico sinusoidale, generalmente in funzione della temperatura. Il DMA consente di ottenere informazioni su modulo di conservazione (E’) e di perdita (E’’), aiutando a localizzare la temperatura di transizione vetrosa e a capire come il materiale dissipa energia interna alle diverse frequenze di carico. È particolarmente utile per comprendere la dipendenza dal tasso di deformazione, in quanto la frequenza di oscillazione del DMA è assimilabile a velocità di deformazione diverse. Prove di impatto Le prove Charpy o Izod valutano la resistenza a impatto del polimero. Sono utili per determinare la duttilità e la capacità di assorbire energia a velocità di deformazione molto elevate, evidenziando i fenomeni di fragile-ductile transition che si possono manifestare a determinate temperature. Test di creep e rilassamento di tensione Per analizzare come il polimero si deforma nel tempo sotto carichi costanti o come si riduce la tensione a deformazione imposta, questi test sono eseguiti in condizioni termiche controllate (ad esempio a 23 °C, 50 °C, 80 °C). Nel creep test, si applica un carico costante e si monitora la deformazione che evolve nel tempo; nel rilassamento di tensione, si applica una deformazione costante e si osserva il calo di sforzo nel tempo. Entrambe le prove mostrano in modo evidente la natura viscoelastica del polimero e la sua variazione con la temperatura. Analisi e implicazioni progettuali Dalla combinazione dei risultati sperimentali è possibile costruire modelli predittivi del comportamento del materiale plastico in diverse condizioni di esercizio. I dati ottenuti vengono solitamente riassunti in diagrammi e curve che mettono in relazione lo sforzo massimo con la velocità di deformazione e la temperatura. Questi diagrammi trovano applicazione pratica nella progettazione di componenti plastici soggetti a carichi statici, dinamici o d’impatto. Aspetti rilevanti ai fini progettuali Coefficiente di sicurezza Sia in ambiente industriale che nel settore automobilistico, occorre tenere conto che le resistenze calcolate a temperatura ambiente e a bassa velocità di deformazione potrebbero non essere conservative, qualora il materiale debba lavorare a alte temperature o subire urti ad alte velocità. Di conseguenza, i criteri di progetto devono prevedere fattori di sicurezza che tengano conto di queste variazioni. Selezione del polimero In fase di selezione, si deve valutare attentamente la T_g e/o la T_m del materiale, la sua stabilità termica e la sua risposta meccanica a diversi tassi di carico. Esistono poi formulazioni speciali (blend o compositi con rinforzi) per estendere l’intervallo di utilizzo del materiale a temperature più alte o per migliorarne la resistenza all’urto. Processabilità e ottimizzazione del ciclo produttivo Durante lo stampaggio a iniezione o l’estrusione, la temperatura svolge un ruolo centrale: il polimero deve essere sufficientemente fluido affinché il processo avvenga correttamente, ma non tanto da inficiare l’integrità del manufatto. Inoltre, l’adeguata comprensione della risposta meccanica a varie velocità di deformazione risulta cruciale per determinare i parametri di stampaggio (velocità d’iniezione, pressioni, tempi di raffreddamento). Comportamento in esercizio Molte applicazioni prevedono carichi d’urto (ad esempio, paraurti automobilistici) o cicli di deformazioni ripetute (componenti meccanici sottoposti a vibrazioni). In tali circostanze, la dipendenza dal tasso di deformazione richiede analisi dettagliate di fatica e resistenza a impatto, anche tenendo conto dell’effetto di variazioni di temperatura ambientale. Conclusioni L’analisi della temperatura e della velocità di deformazione rappresenta un capitolo essenziale nello studio delle proprietà meccaniche dei materiali plastici. Essendo materiali intrinsecamente viscoelastici, i polimeri subiscono profonde modifiche delle loro caratteristiche in base a come e quanto rapidamente sono sottoposti a sollecitazione, nonché a quale range termico si trovano. Da un punto di vista pratico, la corretta caratterizzazione di questi effetti permette di progettare pezzi più sicuri e di evitare fenomeni di cedimento imprevisti. Essa costituisce, allo stesso tempo, la base per lo sviluppo di nuove leghe polimeriche e compositi in grado di offrire migliori prestazioni. Inoltre, la conoscenza di tali fenomeni risulta rilevante negli ambiti produttivi dove la rapida deformazione del manufatto e la variazione di temperatura sono frequenti, come nello stampaggio a iniezione o nello stampaggio a caldo di semilavorati. Infine, l’adozione di metodologie di prova adeguate (prove di trazione, impatto, DMA, creep) riveste un ruolo cruciale per definire i dati di progetto e prevedere la risposta in esercizio del componente finito. Solo un’approfondita comprensione delle interazioni tra temperatura e velocità di deformazione fornisce al progettista la visione completa di cui ha bisogno per garantire che il polimero scelto risponda in maniera ottimale alle esigenze dell’applicazione finale. L’importanza di tali valutazioni emerge con forza anche nell’ottica dell’economia circolare e del riciclaggio dei polimeri: conoscendo a fondo la loro reologia e il loro comportamento reologico-meccanico in un’ampia gamma di condizioni, è possibile estendere la vita utile di questi materiali attraverso processi di recupero e riuso, mantenendo prestazioni adeguate e riducendo l’impatto ambientale complessivo. © Riproduzione Vietata
SCOPRI DI PIU' Additivi anti U.V. o Antiossidanti per la Plastica: Quali Differenze e Perché Usarli
Additivi anti U.V. o Antiossidanti per la Plastica: Quali Differenze e Perché UsarliNella produzione di polimeri plastici riciclati lo scarso uso dei protettivi della plastica può generare prodotti finiti scadentidi Marco ArezioIl concetto che un polimero riciclato deve essere economico e, quindi, di bassa qualità, è ancora abbastanza radicato nella mente dei produttori di materie plastiche che, purtroppo, possono andare incontro a spiacevoli contestazioni sul materiale fornito per fare i prodotti finiti.Il principio di economicità assoluta dei polimeri riciclati non si sposa con le attuali esigenze dell’uso del rifiuto plastico che la società ha, e quindi, è necessario qualificare adeguatamente i polimeri riciclati con appositi trattamenti nel riciclo e nella produzione dei nuovi granuli. Come sappiamo, il nemico numero uno della plastica è l’invecchiamento causato dagli agenti atmosferici, che ne riducono la durabilità, le caratteristiche meccaniche e fisiche, creando grossi problemi anche economici alla filiera produttiva e distributiva. Ma vediamo qual è il meccanismo dell’invecchiamento dei prodotti plasticiI prodotti plastici possono subire vari meccanismi di invecchiamento nel corso del tempo a causa di diversi fattori, tra cui l'esposizione alla luce solare, al calore, all'ossigeno, all'umidità e ad agenti chimici. Questi meccanismi di invecchiamento possono influire sulle proprietà fisiche e chimiche della plastica, portando a una perdita di resistenza, flessibilità, colore e altre caratteristiche desiderabili. Uno dei meccanismi di invecchiamento più comuni è l'ossidazione.Quando la plastica è esposta all'ossigeno presente nell'aria, possono verificarsi reazioni chimiche che portano alla formazione di gruppi ossidrilici nella struttura della plastica. Questi gruppi ossidrilici possono influire negativamente sulle proprietà meccaniche, rendendola più fragile e suscettibile alla rottura. La luce solare, in particolare la radiazione ultravioletta (UV), è un altro fattore che può causare l'invecchiamento dei prodotti plastici. La radiazione UV può degradare la struttura chimica della plastica, causando la frammentazione delle catene molecolari e la formazione di radicali liberi. Ciò può portare a una diminuzione della resistenza meccanica e alla comparsa di crepe e scolorimenti sulla superficie della plastica. Il calore è un altro fattore importante nell'invecchiamento dei prodotti plastici. L'esposizione prolungata a temperature elevate può causare una diffusione delle sostanze chimiche presenti nella plastica, portando a una perdita di flessibilità e ad un aumento della fragilità. Il calore può anche accelerare le reazioni chimiche all'interno della plastica, contribuendo alla sua degradazione. L'umidità è un fattore che può contribuire all'invecchiamento delle plastiche, in particolare di quelle sensibili all'acqua. L'assorbimento di umidità può causare la formazione di legami idrogeno nella struttura della plastica, portando a una diminuzione delle sue proprietà meccaniche. Quali sono le conseguenze dei processi di ossidazione L'ossidazione della plastica può avere diverse conseguenze indesiderate, tra cui: Perdita di resistenza meccanica: l'ossidazione può ridurre la resistenza meccanica della plastica, rendendola più fragile e suscettibile alla rottura. Variazione delle proprietà fisiche: l'ossidazione può alterare le proprietà fisiche della plastica, come la flessibilità, la durezza o la trasparenza. Cambiamento di colore: l'ossidazione può causare la comparsa di macchie o scolorimenti sulla superficie della plastica, modificando il suo aspetto estetico. Perdita di durata nel tempo: l'ossidazione può accelerare l'invecchiamento della plastica, riducendo la sua durata nel tempo e influenzando la sua longevità. Per mitigare gli effetti dell'invecchiamento dei prodotti plastici, vengono utilizzati diversi additivi durante il processo di produzione. Gli additivi come gli stabilizzatori UV, gli antiossidanti e gli agenti anti degradanti possono contribuire a proteggere la plastica dagli effetti dannosi dell'invecchiamento. Inoltre, le condizioni di conservazione a bassa temperatura e l'isolamento dalla luce solare possono aiutare a preservare le proprietà delle plastiche nel tempo. Come proteggere i prodotti plastici dall'invecchiamento Per proteggere i prodotti plastici dall'invecchiamento, è possibile adottare diverse misure preventive.Utilizzo di additivi durante il processo di produzione tra i quali possiamo citare:Gli stabilizzatori UV, ad esempio, aiutano a prevenire la degradazione causata dalla luce solare. Gli antiossidanti e gli agenti anti degradanti possono aiutare a proteggere la plastica dall'ossidazione e dalla degradazione chimica. Vernici protettive: quando il prodotto plastico è stato realizzato è possibile applicare delle specifiche vernici protettive agli UV. La scelta tra l'utilizzo di vernici protettive o additivi nell'impasto produttivo dipende da diversi fattori, tra cui l'applicazione specifica, il tipo di plastica e le preferenze del produttore. Entrambe le opzioni possono offrire una protezione contro i raggi UV, ma hanno approcci diversi e vantaggi specifici. Vernici protettive Le vernici protettive, come abbiamo detto, possono essere applicate sulla superficie della plastica per creare uno strato protettivo che blocca i raggi UV. Questo approccio offre flessibilità perché le vernici possono essere applicate dopo la produzione del prodotto plastico finito. Le vernici possono anche fornire una maggiore personalizzazione in termini di aspetto estetico e finitura. Tuttavia, richiedono un'ulteriore fase di applicazione e potrebbero richiedere manutenzione periodica per mantenere l'efficacia della protezione UV. Additivi nell'impasto produttivo Gli additivi di protezione possono essere incorporati direttamente nell'impasto plastico durante il processo di produzione. Questi additivi agiscono come stabilizzatori UV, proteggendo la plastica dall'invecchiamento causato dalla radiazione UV. L'utilizzo di additivi anti-UV durante la produzione ha il vantaggio di offrire una protezione uniforme su tutta la massa del prodotto plastico, senza richiedere ulteriori fasi di applicazione o manutenzione specifica. Inoltre, l'incorporazione degli additivi nell'impasto permette una maggiore resistenza alla degradazione UV rispetto a una semplice verniciatura esterna. La scelta tra vernici protettive e additivi nell’impasto dipenderà anche dalle esigenze specifiche del prodotto plastico e dalle preferenze del produttore. In alcune applicazioni, come nel settore edile, l'uso di additivi anti-UV nell'impasto produttivo può essere preferibile per garantire una protezione a lungo termine senza la necessità di applicazioni esterne. Tuttavia, ci possono essere casi in cui l'uso di vernici protettive è più adatto, ad esempio quando si desidera una finitura personalizzata o quando si vogliono aggiungere ulteriori strati di protezione sulla superficie.
SCOPRI DI PIU' Polimeri Flessibili e Trasparenti per Display Elettronici
Polimeri Flessibili e Trasparenti per Display ElettroniciSviluppi nell'Uso dei Polimeri in Schermi Pieghevoli e Trasparenti per Dispositivi Mobili e TVdi Marco ArezioNegli ultimi anni, l'evoluzione dei dispositivi elettronici ha subito un'accelerazione significativa grazie allo sviluppo di materiali innovativi che combinano flessibilità, trasparenza e resistenza. I polimeri flessibili e trasparenti sono diventati una componente cruciale per la nuova generazione di display elettronici, che includono schermi pieghevoli e trasparenti per dispositivi mobili e TV. Questi materiali offrono vantaggi significativi in termini di design, efficienza energetica e durabilità, consentendo la realizzazione di prodotti innovativi che fino a pochi anni fa sembravano appartenere al futuro. In questo articolo, esploreremo i recenti sviluppi tecnologici nell'uso dei polimeri per i display elettronici, concentrandoci sulle sfide tecniche e sulle applicazioni future di questi materiali avanzati. Proprietà e Tipologie di Polimeri Utilizzati nei Display Elettronici I polimeri utilizzati nei display elettronici devono soddisfare una serie di requisiti fondamentali, come elevata trasparenza ottica, flessibilità meccanica, stabilità termica e resistenza agli agenti chimici. Tra i polimeri più comunemente impiegati troviamo il polietilene tereftalato (PET), il polietilene naftalato (PEN) e il poliimmide (PI). Il PET è apprezzato per la sua buona trasparenza e flessibilità, ed è ampiamente utilizzato per la produzione di substrati flessibili per display a cristalli liquidi (LCD). Il PEN offre una migliore stabilità termica rispetto al PET, mentre il PI è spesso scelto per la sua eccellente resistenza meccanica e termica, risultando adatto per schermi più complessi, come quelli pieghevoli. I polimeri conduttivi, come i polimeri elettroattivi (EAP) e il polietilene ossido (PEO), vengono utilizzati per migliorare la capacità conduttiva dei dispositivi, contribuendo alla realizzazione di display più sottili e reattivi. Inoltre, l'introduzione di rivestimenti speciali, come ossidi metallici o nanotubi di carbonio, può incrementare ulteriormente la trasparenza e la conduttività dei polimeri, rendendoli adatti a display OLED (Organic Light Emitting Diode) e AMOLED (Active Matrix OLED). Sviluppi Recenti e Innovazioni Tecnologiche Negli ultimi anni, il progresso tecnologico ha portato alla creazione di polimeri avanzati che permettono non solo la flessibilità ma anche la capacità di essere ripiegati molteplici volte senza compromettere le prestazioni ottiche o elettroniche. Un esempio significativo è rappresentato dai poliimmidi trasparenti, modificati per ridurre la colorazione intrinseca e migliorare la trasparenza nella gamma dello spettro visibile. Questi materiali consentono la realizzazione di schermi che possono essere piegati o arrotolati senza deterioramento delle immagini visualizzate. Un'altra innovazione rilevante riguarda l'uso di strati di grafene e materiali bidimensionali, come il disolfuro di molibdeno (MoS₂), per migliorare le caratteristiche elettriche dei polimeri utilizzati nei display. Il grafene è particolarmente interessante per la sua elevata conduttività elettrica e la trasparenza, rendendolo un candidato ideale per elettrodi trasparenti in display flessibili. Combinando il grafene con polimeri flessibili, i ricercatori sono stati in grado di creare elettrodi sottili, leggeri e molto resistenti, che contribuiscono all'efficienza e alla qualità dell'immagine dei display pieghevoli. Altri sviluppi includono l'uso di polimeri con memoria di forma, che consentono al materiale di ritornare alla configurazione originale dopo essere stato piegato. Questi materiali possono migliorare la durabilità dei dispositivi, prevenendo danni strutturali che potrebbero verificarsi con l'uso ripetuto. Inoltre, l'introduzione di tecniche di rivestimento avanzate, come la deposizione di strati atomici (ALD), ha permesso di migliorare la resistenza ai graffi e la protezione contro i fattori ambientali, come l'umidità, che possono compromettere l'integrità dei display. Applicazioni nei Dispositivi Mobili e nei Televisori L'applicazione più evidente dei polimeri flessibili e trasparenti è nei dispositivi mobili pieghevoli, come smartphone e tablet. I principali produttori del settore, come Samsung, Huawei e LG, hanno già introdotto sul mercato dispositivi con display pieghevoli che sfruttano la tecnologia dei polimeri avanzati. Questi dispositivi offrono una combinazione unica di portabilità e ampia superficie di visualizzazione, migliorando l'esperienza dell'utente sia per l'intrattenimento sia per la produttività. Anche i televisori stanno beneficiando dei progressi nei polimeri flessibili. LG e altri produttori hanno presentato prototipi di TV arrotolabili, che utilizzano substrati polimerici per offrire schermi sottilissimi, capaci di essere riposti quando non in uso, riducendo l'ingombro visivo all'interno degli ambienti domestici. Questi televisori rappresentano un cambiamento radicale nel design dei dispositivi per l'intrattenimento, permettendo una maggiore integrazione dell'elettronica nell'arredamento e nella vita quotidiana. Oltre a smartphone e TV, i polimeri flessibili vengono utilizzati anche in dispositivi indossabili e schermi trasparenti per applicazioni in realtà aumentata (AR).Questi schermi consentono agli utenti di interagire con le informazioni sovrapposte al mondo reale, aprendo nuove possibilità per applicazioni industriali, mediche e di intrattenimento.Problematiche e Prospettive Future Nonostante i progressi significativi, l'uso dei polimeri flessibili nei display elettronici presenta ancora alcune problematiche. Una delle principali è la durabilità a lungo termine: la ripetuta piegatura e manipolazione dei dispositivi può portare a microfratture nei polimeri, compromettendo le prestazioni del display. La ricerca si sta concentrando sulla formulazione di polimeri con maggiore resistenza meccanica e capacità di auto-riparazione, che potrebbero risolvere questo problema. Un'altra sfida è rappresentata dalla necessità di migliorare la qualità ottica dei polimeri, in particolare riducendo la riflessione e migliorando la trasparenza. L'introduzione di nanoparticelle e strati antiriflesso potrebbe rappresentare una soluzione per migliorare le prestazioni visive dei display polimerici. In prospettiva futura, l'integrazione dei polimeri flessibili con altre tecnologie emergenti, come i display microLED, potrebbe portare a dispositivi ancora più efficienti e performanti. I microLED offrono una qualità dell'immagine superiore e una maggiore efficienza energetica rispetto agli OLED, e la loro combinazione con substrati polimerici potrebbe aprire la strada a nuove categorie di dispositivi elettronici, come schermi flessibili a bassa energia per applicazioni outdoor e dispositivi pieghevoli di lunga durata. Conclusione I polimeri flessibili e trasparenti rappresentano una delle innovazioni più promettenti nel campo dei display elettronici. Grazie alla loro capacità di combinare trasparenza ottica, flessibilità meccanica e resistenza, questi materiali stanno trasformando il modo in cui interagiamo con i dispositivi elettronici, aprendo nuove possibilità per il design e l'applicazione di smartphone, TV e altri dispositivi. Sebbene ci siano ancora problematiche significative da affrontare, i recenti progressi suggeriscono che l'uso di polimeri avanzati continuerà a crescere, contribuendo a creare dispositivi più innovativi, funzionali e in grado di migliorare la nostra esperienza quotidiana con la tecnologia.© Riproduzione Vietata
SCOPRI DI PIU' Processi di Stampaggio ad Iniezione per Compositi Termoplastici: Ottimizzazione con Fibre Naturali e Minerali
Processi di Stampaggio ad Iniezione per Compositi Termoplastici: Ottimizzazione con Fibre Naturali e MineraliEsposizione degli Effetti delle Fibre di Rinforzo sulle Proprietà Meccaniche della Plastica e Strategie di Miglioramento dei Processi Produttividi Marco ArezioL'industria dei materiali compositi sta evolvendo rapidamente verso soluzioni più sostenibili ed efficienti, unendo le innovazioni tecnologiche con l'attenzione crescente verso l'ambiente. Tra queste soluzioni, i compositi termoplastici caricati con fibre vegetali e minerali stanno guadagnando popolarità grazie alle loro proprietà meccaniche avanzate e al loro ridotto impatto ambientale. Il processo di stampaggio ad iniezione rappresenta una delle tecniche di produzione più comuni per questi materiali, grazie alla sua efficienza e versatilità. Tuttavia, ottimizzare questo processo per ottenere il massimo beneficio dalle fibre vegetali e minerali richiede una comprensione approfondita dei vari fattori che influenzano il comportamento meccanico dei compositi. Compositi Termoplastici e Fibre di Rinforzo Compositi Termoplastici I compositi termoplastici sono materiali costituiti da una matrice polimerica termoplastica rinforzata con fibre. I polimeri termoplastici, come il polipropilene (PP), il polietilene (PE) e il nylon, sono caratterizzati dalla loro capacità di essere fusi e rimodellati più volte, rendendoli ideali per processi di stampaggio ripetuti. Questi materiali offrono una buona resistenza meccanica e chimica, oltre ad essere riciclabili. Fibre di Rinforzo Le fibre di rinforzo possono essere di origine vegetale o minerale. Le fibre vegetali, come la canapa, il lino, la juta e il kenaf, sono sostenibili, rinnovabili e biodegradabili. Le fibre minerali, come il vetro e il carbonio, offrono eccellenti proprietà meccaniche ma sono meno sostenibili rispetto alle fibre vegetali. La scelta delle fibre di rinforzo dipende dalle specifiche applicazioni e dalle proprietà desiderate del composito finale. Processo di Stampaggio ad Iniezione Principi di Base Il processo di stampaggio ad iniezione consiste nel riscaldare il materiale termoplastico fino a renderlo fluido, per poi iniettarlo in uno stampo dove solidifica e prende la forma desiderata. Questo metodo è ampiamente utilizzato per la produzione di componenti complessi con alta precisione e ripetibilità.Ottimizzazione del Processo L'ottimizzazione del processo di stampaggio ad iniezione per compositi termoplastici caricati con fibre richiede la regolazione di diversi parametri: Temperatura di Iniezione: La temperatura deve essere sufficientemente alta per garantire la fluidità del materiale senza degradare le fibre di rinforzo. Pressione di Iniezione: Una pressione adeguata è necessaria per assicurare che il materiale riempia completamente lo stampo senza difetti. Velocità di Iniezione: La velocità di iniezione influisce sulla distribuzione delle fibre e sulla qualità del prodotto finale. Tempo di Raffreddamento: Un raffreddamento controllato è essenziale per evitare tensioni interne e deformazioni nel pezzo finito. Effetti delle Fibre sul Comportamento Meccanico Le fibre vegetali e minerali influenzano significativamente le proprietà meccaniche dei compositi termoplastici. I principali effetti includono: Miglioramento della Resistenza a Trazione e Compressione: Le fibre di rinforzo aumentano la resistenza a trazione e compressione del composito, rendendolo adatto per applicazioni strutturali. Incremento del Modulo Elastico: La rigidità del materiale aumenta con l'aggiunta di fibre, migliorando la sua capacità di resistere a deformazioni sotto carico. Resistenza all'Impatto: La presenza di fibre può migliorare la resistenza all'impatto, a seconda della loro natura e orientamento nel composito. Comportamento Termico: Le fibre possono influenzare le proprietà termiche del composito, come la stabilità dimensionale a temperature elevate. Studi di Caso e Applicazioni Pratiche Utilizzo di Fibre Vegetali Numerosi studi hanno dimostrato l'efficacia delle fibre vegetali nel migliorare le proprietà meccaniche dei compositi termoplastici. Ad esempio, la fibra di canapa è stata utilizzata per rinforzare il polipropilene, risultando in un materiale con maggiore resistenza a trazione e migliore modulo elastico rispetto al polipropilene non rinforzato. Applicazioni pratiche includono componenti automobilistici, come pannelli delle porte e cruscotti, dove il peso ridotto e la sostenibilità sono cruciali. Utilizzo di Fibre Minerali Le fibre di vetro sono ampiamente utilizzate per rinforzare il nylon, creando compositi con eccellenti proprietà meccaniche e termiche. Questi materiali sono comunemente utilizzati in applicazioni industriali e nell'elettronica, dove la resistenza meccanica e la stabilità termica sono fondamentali. Problemi e Soluzioni Uno dei principali problemi nell'uso di fibre vegetali è la loro compatibilità con la matrice polimerica. Trattamenti superficiali delle fibre, come la silanizzazione, possono migliorare l'adesione tra le fibre e la matrice, aumentando ulteriormente le proprietà meccaniche del composito. Inoltre, l'ottimizzazione dei parametri di processo, come la temperatura e la pressione di iniezione, è fondamentale per massimizzare i benefici delle fibre di rinforzo. Conclusioni L'ottimizzazione del processo di stampaggio ad iniezione per compositi termoplastici caricati con fibre vegetali e minerali rappresenta una strada promettente verso materiali più sostenibili e performanti. Comprendere l'effetto delle fibre sul comportamento meccanico è cruciale per progettare compositi che soddisfino le esigenze delle moderne applicazioni industriali. Con l'avanzamento delle tecnologie e delle metodologie di produzione, il potenziale dei compositi rinforzati con fibre vegetali e minerali è destinato a crescere, offrendo soluzioni innovative e ecocompatibili per un'ampia gamma di settori.
SCOPRI DI PIU' Resine Furaniche: Materiali Sostenibili ad Alte Prestazioni per l'Industria Moderna
Resine Furaniche: Materiali Sostenibili ad Alte Prestazioni per l'Industria ModernaDalla produzione alla sostenibilità: caratteristiche, applicazioni e potenziale di riciclo delle resine derivate da biomassa rinnovabiledi Marco ArezioLe resine furaniche, note anche come resine a base di furano, sono materiali polimerici sintetici derivati da composti organici che contengono l'anello furanico, una struttura ciclica costituita da quattro atomi di carbonio e un atomo di ossigeno. Questo tipo di resine si caratterizza per le sue proprietà uniche, come la resistenza alle alte temperature, agli agenti chimici e all'usura, rendendole un'opzione ideale in numerosi settori industriali. Composizione e Produzione delle Resine Furaniche Le resine furaniche sono generalmente prodotte a partire da furfurale o furfuril alcol, che sono ottenuti da biomassa lignocellulosica come sottoprodotti agricoli. La produzione di furfurale, che è il precursore chiave per molte resine furaniche, inizia solitamente con la depolimerizzazione della pentosana (un polisaccaride presente nella biomassa) mediante idrolisi acida. Una volta ottenuto il furfurale, questo può essere convertito in furfuril alcol, che rappresenta uno dei monomeri principali utilizzati per la produzione delle resine furaniche. Le principali fasi di produzione delle resine furaniche comprendono: Sintesi del furfurale: Il furfurale è un liquido ottenuto dalla disidratazione degli zuccheri pentosi, spesso derivati da scarti agricoli come le pannocchie di mais, la crusca di riso e altre fonti lignocellulosiche. Questo processo coinvolge l'idrolisi acida dei materiali ricchi di pentosio, che produce furfurale attraverso una reazione di disidratazione. Polimerizzazione del furfurale: Il furfurale può essere polimerizzato mediante reazioni di condensazione con altri composti, come il fenolo o la formaldeide, oppure può essere direttamente convertito in resine mediante trattamento con acidi catalitici. Il prodotto più comune di queste reazioni è la resina furfurilica, che presenta eccellenti proprietà termoindurenti. Proprietà delle Resine Furaniche Le resine furaniche possiedono una combinazione di proprietà che le rendono uniche rispetto ad altre resine sintetiche. Tra le principali caratteristiche, si possono evidenziare: Resistenza alle alte temperature: Le resine furaniche possono mantenere la loro integrità strutturale anche a temperature elevate, tipicamente fino a 300°C, e per brevi periodi anche oltre. Resistenza chimica: Queste resine mostrano una notevole resistenza agli acidi, agli alcali e a molti solventi organici, il che le rende particolarmente adatte per applicazioni nel settore chimico. Proprietà meccaniche: Le resine furaniche hanno un'elevata durezza e rigidità, caratteristiche che migliorano ulteriormente quando sono rinforzate con materiali come la fibra di vetro. Sostenibilità: Poiché i precursori delle resine furaniche sono derivati da biomassa rinnovabile, queste resine rappresentano un'alternativa più ecologica rispetto ad altri materiali polimerici di origine petrolchimica. Applicazioni delle Resine Furaniche Le resine furaniche trovano impiego in una vasta gamma di applicazioni industriali grazie alle loro caratteristiche sopra elencate. Ecco alcune delle principali aree di utilizzo: Industria delle fonderie: Le resine furaniche vengono ampiamente utilizzate nella produzione di anime e stampi per la colata di metalli. Grazie alla loro elevata resistenza alle temperature e alla loro capacità di formare strutture rigide e stabili, sono preferite nella fusione di metalli ferrosi e non ferrosi. Materiali compositi: Queste resine sono spesso utilizzate come matrici polimeriche per materiali compositi rinforzati con fibre di vetro o carbonio. Questi compositi trovano impiego in settori come l'aeronautica, l'industria automobilistica e quella navale, dove è richiesta una combinazione di leggerezza e resistenza. Rivestimenti e adesivi: Le resine furaniche sono usate come leganti in rivestimenti resistenti alla corrosione per serbatoi di stoccaggio chimico, pavimentazioni industriali e condotte. Inoltre, la loro capacità adesiva le rende ideali per applicazioni che richiedono un legame forte e duraturo tra superfici diverse. Settore edilizio: In campo edile, le resine furaniche sono impiegate nella produzione di calcestruzzi e malte speciali, migliorando la resistenza del materiale agli agenti chimici e all'umidità. Riciclo e Sostenibilità delle Resine Furaniche Il riciclo delle resine furaniche è una sfida tecnica ma possibile grazie al loro carattere termosettante. Essendo resine termoindurenti, non possono essere semplicemente fusi e riformati come le resine termoplastiche, ma richiedono processi di riciclo più complessi. Tuttavia, negli ultimi anni sono stati sviluppati approcci innovativi per il riciclo delle resine furaniche e la loro gestione a fine vita, in linea con i principi dell'economia circolare. Riciclo chimico: Una delle tecniche più promettenti per il riciclo delle resine furaniche è il riciclo chimico, che consiste nella depolimerizzazione della resina per recuperare i monomeri di base, come il furfurale e il furfuril alcol. Questi monomeri possono essere successivamente purificati e riutilizzati per la sintesi di nuove resine. Riciclo meccanico: Un altro metodo è il riciclo meccanico, che prevede la macinazione dei manufatti in resina furanica per ottenere materiali granulari che possono essere utilizzati come riempitivi in nuove formulazioni di resine o come additivi in altri materiali compositi. Recupero energetico: In alternativa, le resine furaniche possono essere utilizzate per il recupero energetico tramite processi di combustione controllata, grazie al loro elevato contenuto energetico derivato dalla biomassa. Questo approccio permette di recuperare l'energia intrinseca del materiale, minimizzando i rifiuti. In un contesto di economia circolare, è fondamentale promuovere la riduzione dei rifiuti industriali e incentivare la rigenerazione delle risorse. Le resine furaniche, grazie alla loro origine da biomassa rinnovabile e alla possibilità di essere riciclate o valorizzate energeticamente, si inseriscono in questo quadro come una soluzione promettente e sostenibile. Considerazioni Future e Innovazioni L'interesse per le resine furaniche è in crescita, in particolare per la loro potenziale applicazione come alternativa sostenibile alle resine sintetiche a base di petrolio. Le ricerche attuali si concentrano sul miglioramento delle tecnologie di produzione e riciclo, nonché sull'ottimizzazione delle loro proprietà meccaniche e termiche per renderle competitive in un numero sempre maggiore di applicazioni. Un'area di ricerca particolarmente interessante riguarda l'ulteriore sviluppo di resine furaniche bio-based completamente prive di derivati del petrolio. Questi progressi potrebbero portare alla creazione di nuovi materiali ancora più ecologici, con un minore impatto ambientale lungo tutto il ciclo di vita. Conclusioni Le resine furaniche rappresentano una famiglia di materiali polimerici ad alte prestazioni con un vasto potenziale applicativo in numerosi settori industriali. Grazie alla loro resistenza chimica, termica e meccanica, sono una scelta privilegiata per la produzione di materiali compositi, rivestimenti e componenti per fonderie. Nonostante le sfide legate al loro riciclo, i progressi tecnologici stanno rendendo queste resine sempre più sostenibili e compatibili con i principi dell'economia circolare. In futuro, le resine furaniche potrebbero svolgere un ruolo chiave nella transizione verso materiali bio-based, contribuendo alla riduzione dell'impatto ambientale dei materiali sintetici.
SCOPRI DI PIU' Come Viene Formato un Flacone in Plastica Riciclata
Come Viene Formato un Flacone in Plastica RiciclataEstrusione del polimero riciclato, formazione del parison, soffiaggio del flacone e distacco delle materozzedi Marco ArezioI flaconi dei prodotti per la pulizia della casa o per i liquidi industriali, realizzati in plastica riciclata, comprati abitualmente nei negozi, hanno avuto una grandissima diffusione negli ultimi anni, andando a sostituire progressivamente quelli in vetro e in metallo. Sono senza dubbio più leggeri, hanno un costo di produzione più basso e sono facilmente riciclabili con un impatto ambientale inferiore ad altri imballi per liquidi. Un flacone prodotto con la platica riciclata può essere prodotto, usato, riciclato e riusato per un numero elevato di volte con un consistente risparmio di materie prime naturali. Ma ci siamo mai chiesti come viene prodotto un flacone di detersivo in plastica? L’industria del riciclo ha fatto enormi passi avanti creando granuli in HDPE, il polimero principe per i flaconi dei prodotti liquidi per la pulizia della casa, sempre più performanti e puliti, che possono essere impiegati al 100% almeno fino ad un volume di 5 litri di prodotto. Questi polimeri provengono principalmente dal riciclo dei flaconi degli stessi detersivi, attraverso un attento lavoro di selezione del rifiuto raccolto e una serie di operazioni di miglioramento della materia prima seconda, che permette la creazione di un altro flacone dagli spessori di pochi micron. Per poter produrre un falcone in HDPE riciclato, oltre al polimero, dobbiamo disporre di un impianto di estrusione e soffiaggio dell’imballo. Questi impianti sono composti, in modo molto schematico, da un alimentatore in cui si metterà il polimero di HDPE in granuli, un estrusore che avrà il compito di sciogliere il granulo plastico creando un fuso modellabile, un filtro che avrà il compito, specialmente se si utilizza un HDPE riciclato da post consumo, di ridurre al massimo eventuali inquinanti presenti nel polimero ed infine uno stampo in cui avviene la formazione del flacone. Sorvolando sulla prima parte del processo di estrusione, argomento già trattato in un articolo precedente, vediamo cosa succede nel processo di produzione a valle dell’estrusione. L’HDPE fuso dall’estrusore sarà incanalato in un impianto atto alla produzione di una lingua di materiale plastico, detto parison, che costituirà la materia prima per il nostro futuro flacone. Una volta regolata la quantità di materiale che costituisce il parison, le due parti dello stampo si chiuderanno fra loro imprigionandolo. A questo punto verrà insufflata dell’aria all’interno del parison, che gonfierà il materiale sulle pareti dello stampo creando e raffreddando il flacone. La forza con cui viene immessa l’aria non è, generalmente, superiore a 10 Bar, permettendo una corretta formazione del prodotto all’interno dello stampo, ma la durata di soffiatura dipende dalla dimensione volumetrica del flacone da realizzare. Essendo questo processo il più lungo rispetto ai precedenti, è possibile ottimizzare le tempistiche utilizzando, per esempio, il ricambio dell’aria di soffiaggio per permettere una più veloce fase di raffreddamento del prodotto all’interno dello stampo. Come in tutte le operazioni di stampaggio, anche nella produzione dei flaconi è possibile che si creino delle materozze intorno al flacone grezzo, che un tempo venivano tolte a mano. Attualmente le soffiatrici dispongono di appostiti taglienti che, in modo automatico, rifilano le eccedenze di plastica presenti sui flaconi, velocizzando notevolmente il lavoro. Una volta formato il flacone, un nastro trasportatore lo indirizzerà ad un altro impianto di soffiatura automatico che avrà il compito, attraverso l’insufflazione di aria al suo interno, di verificare che non vi siano imperfezioni costruttive, come dei fori, che ne comprometterebbe la tenuta una volta riempiti di prodotto. Superata questa fase di controllo il flacone potrà essere idoneo alla successiva fase di riempimento con i detersivi o gli altri liquidi da commercializzare. Categoria: notizie - tecnica - plastica - riciclo - produzione - soffiaggio - flacone - HDPE
SCOPRI DI PIU' Inchiostri Serigrafici Ecologici: Rivoluzione Verde nella Stampa
Inchiostri Serigrafici Ecologici: Rivoluzione Verde nella StampaGuida Completa ai Benefici Ambientali e Operativi degli Inchiostri Sostenibili di Marco ArezioLa crescente consapevolezza ambientale e le normative sempre più stringenti hanno spinto l'industria della stampa serigrafica verso l'adozione di inchiostri più sostenibili. Gli inchiostri serigrafici ecologici rappresentano una risposta innovativa e responsabile a questa esigenza, coniugando performance di stampa di alto livello con un impatto ambientale ridotto. In questo articolo, esploreremo la natura, la produzione e i vantaggi degli inchiostri serigrafici ecologici rispetto alle alternative tradizionali. Definizione e Tipologie degli Inchiostri Serigrafici Ecologici Gli inchiostri serigrafici ecologici sono formulazioni speciali progettate per ridurre al minimo l'impatto ambientale associato alla produzione, all'uso e allo smaltimento degli inchiostri utilizzati nell'industria della stampa serigrafica. Questa categoria di inchiostri si distingue per l'uso di componenti meno nocivi, sostenibili e, ove possibile, derivati da fonti rinnovabili. La definizione di "ecologico" abbraccia una gamma di attributi, inclusa la riduzione dell'uso di sostanze tossiche, la diminuzione delle emissioni di composti organici volatili (COV) e l'impiego di materiali biodegradabili o riciclabili. Tipologie di Inchiostri Serigrafici Ecologici La diversificazione degli inchiostri serigrafici ecologici permette loro di rispondere a esigenze specifiche di sostenibilità e applicazione, comprendendo principalmente: Inchiostri a Base d'Acqua Questi inchiostri utilizzano l'acqua come solvente principale, sostituendo in larga misura i solventi a base di petrolio. Sono meno volatili e tossici rispetto ai loro omologhi solventi. Sono particolarmente adatti per la stampa su tessuti, carta e cartone, dove l'assorbimento del materiale compensa la minore velocità di asciugatura rispetto agli inchiostri a solvente.Inchiostri UV Gli inchiostri UV induriscono o polimerizzano quando esposti a luce ultravioletta. Questo processo trasforma l'inchiostro da liquido a solido senza l'evaporazione di solventi, eliminando quasi completamente le emissioni di COV. Questi inchiostri trovano impiego in una vasta gamma di supporti, inclusi plastica, metallo, vetro e legno, grazie alla loro eccellente adesione e durabilità.Inchiostri a Base di Soia e Vegetali Composti principalmente da oli vegetali (come l'olio di soia), questi inchiostri sostituiscono gli oli minerali e i solventi derivati dal petrolio. Offrono una stampa di alta qualità con una minore dipendenza dalle risorse fossili. Sono ideali per la stampa su carta e cartone, offrendo una buona definizione di stampa e contribuendo a facilitare il riciclo del materiale stampato.Vantaggi Comuni Nonostante le differenze, tutte queste tipologie condividono vantaggi chiave che le rendono preferibili in un contesto ecologico: Minore Impatto Ambientale: Riducono le emissioni nocive e l'utilizzo di risorse non rinnovabili. Sicurezza e Salute sul Lavoro: Diminuiscono l'esposizione a sostanze pericolose per gli operatori. Compatibilità con Normative Ambientali: Aiutano le aziende a rispettare standard e regolamenti ambientali sempre più rigorosi. La scelta tra queste tipologie dipende dalle specifiche esigenze di applicazione, dalla sostenibilità desiderata e dalle caratteristiche del materiale da stampare. L'evoluzione continua della tecnologia degli inchiostri serigrafici ecologici promette ulteriori miglioramenti in termini di prestazioni e impatto ambientale, spingendo l'industria verso pratiche più sostenibili. Dove e come si usano gli inchiostri serigrafici Gli inchiostri serigrafici trovano applicazione in una vasta gamma di settori e su diversi tipi di materiali, grazie alla loro versatilità e alla capacità di offrire stampe di alta qualità su superfici diverse. Di seguito, vengono esplorate alcune delle principali aree di applicazione degli inchiostri serigrafici: Tessile La serigrafia è una tecnica ampiamente utilizzata nel settore tessile per la decorazione di capi di abbigliamento, tessuti per arredamento e accessori. Gli inchiostri serigrafici a base d'acqua, in particolare, sono molto popolari per la stampa su tessuti, poiché sono meno nocivi per l'ambiente e per chi indossa i capi stampati. Carta e Cartone Gli inchiostri serigrafici vengono utilizzati per la stampa su carta e cartone in una varietà di applicazioni, inclusi imballaggi, poster, cartoline, e materiale promozionale. La serigrafia consente di ottenere effetti particolari, come finiture lucide, metallizzate o con texture, che aggiungono valore agli oggetti stampati. Elettronica Nel settore elettronico, gli inchiostri serigrafici sono impiegati per la stampa di circuiti stampati, tastiere a membrana, display e componenti elettronici vari. In questo ambito, sono spesso utilizzati inchiostri conduttivi e inchiostri UV per le loro proprietà specifiche, come la conducibilità elettrica o la resistenza a solventi e abrasioni. Vetro e Ceramica La serigrafia è utilizzata anche nella decorazione di vetro e ceramica, per esempio in bottiglie, bicchieri, piastrelle e stoviglie. Gli inchiostri utilizzati in queste applicazioni devono resistere ad alte temperature e a processi di cottura, mantenendo la brillantezza e la fedeltà dei colori. Industria Pubblicitaria e Segnaletica Gli inchiostri serigrafici sono ideali per la produzione di insegne, adesivi, striscioni, e materiale promozionale grazie alla loro durabilità esterna e alla resistenza agli agenti atmosferici. Questa applicazione sfrutta la capacità della serigrafia di stampare su materiali plastici e metallici, oltre che su supporti più tradizionali. Articoli Promozionali Oggetti promozionali come penne, chiavette USB, gadget e articoli da regalo sono spesso decorati utilizzando la serigrafia. La tecnica consente di applicare loghi e messaggi promozionali su superfici di forme e materiali diversi, con elevata precisione e qualità. Processo di Produzione degli Inchiostri Serigrafici Ecologici Il processo di produzione degli inchiostri serigrafici ecologici rappresenta un'espressione di impegno verso la sostenibilità e l'innovazione nell'industria della stampa. Questo processo si distingue per l'enfasi sulla selezione di materie prime meno impattanti sull'ambiente, l'ottimizzazione dei processi produttivi per ridurre sprechi e consumi energetici, e l'attenzione alla sicurezza e alla salute degli operatori. Vediamo in dettaglio le fasi principali: Selezione delle Materie Prime La prima fase nel processo di produzione degli inchiostri serigrafici ecologici riguarda la selezione accurata delle materie prime. Questa include: Pigmenti Ecocompatibili: Si opta per pigmenti non tossici e preferibilmente di origine naturale o meno impattanti sull'ambiente rispetto ai tradizionali pigmenti sintetici. Leganti Naturali o Biodegradabili: Gli oli vegetali (come l'olio di soia) o altre sostanze naturali vengono utilizzati come leganti al posto di quelli derivati da petrolio. Solventi a Basso Impatto Ambientale: Nei casi in cui è necessario l'utilizzo di solventi, si preferiscono quelli con bassa volatilità e minore tossicità, come l'acqua nei inchiostri a base d'acqua. Formulazione dell'Inchiostro Durante la fase di formulazione, gli ingredienti selezionati vengono miscelati secondo proporzioni precise per ottenere le caratteristiche desiderate dell'inchiostro, come viscosità, colore, e resistenza. Questo processo richiede competenze tecniche specifiche per bilanciare le proprietà ecologiche dell'inchiostro con le necessità di performance nella stampa.Produzione e Controllo Qualità Una volta formulato, l'inchiostro subisce un processo di produzione che può includere passaggi come la molatura per ridurre le dimensioni dei pigmenti e migliorare la finitura, e l'omogeneizzazione per assicurare una distribuzione uniforme dei componenti. Durante tutto il processo produttivo, vengono applicati rigidi controlli di qualità per garantire che l'inchiostro finale rispetti le specifiche tecniche e ambientali. Imballaggio e Distribuzione Gli inchiostri serigrafici ecologici vengono poi imballati in contenitori appositamente scelti per minimizzare l'impatto ambientale, preferendo materiali riciclati o riciclabili. La distribuzione è pianificata in modo da ridurre le emissioni di CO2, ad esempio raggruppando le spedizioni o utilizzando mezzi di trasporto ecocompatibili. Problematiche ed Innovazioni La produzione di inchiostri serigrafici ecologici presenta diverse problematiche, come il mantenimento delle prestazioni di stampa a livelli comparabili con quelli degli inchiostri tradizionali pur rispettando i criteri ecologici. L'innovazione costante nei materiali e nelle tecniche di produzione è fondamentale per superare questi problemi, rendendo gli inchiostri ecologici una scelta sempre più valida per l'industria della stampa. Vantaggi Ambientali e Operativi degli Inchiostri Serigrafici Ecologici Gli inchiostri serigrafici ecologici offrono una serie di vantaggi significativi rispetto ai loro omologhi tradizionali, non solo dal punto di vista ambientale ma anche in termini operativi. Questi benefici riflettono l'importanza crescente della sostenibilità nelle decisioni di produzione e acquisto, senza trascurare l'efficienza e la qualità del processo di stampa. Vantaggi Ambientali Riduzione delle Emissioni Nocive Gli inchiostri ecologici minimizzano o eliminano del tutto l'uso di solventi volatili, responsabili delle emissioni di composti organici volatili (COV) nell'atmosfera. Questo non solo riduce l'inquinamento dell'aria ma contribuisce anche a migliorare la qualità dell'ambiente di lavoro, riducendo l'esposizione dei lavoratori a sostanze potenzialmente nocive. Minor Impatto sulla Salute e Sicurezza La composizione più sicura degli inchiostri serigrafici ecologici riduce il rischio di reazioni allergiche, problemi respiratori e altri problemi di salute legati all'uso di sostanze chimiche aggressive. Ciò significa anche che possono essere necessarie meno misure di protezione individuale e di ventilazione, rendendo l'ambiente di lavoro più sicuro e piacevole. Uso Sostenibile delle Risorse L'impiego di materie prime rinnovabili, come oli vegetali, e di pigmenti meno impattanti sull'ambiente, promuove l'uso sostenibile delle risorse. Inoltre, l'elevata biodegradabilità di molti inchiostri ecologici facilita il processo di smaltimento, riducendo l'impronta ecologica del prodotto finito. Vantaggi Operativi Efficienza nella Pulizia e Manutenzione Gli inchiostri a base d'acqua e UV richiedono procedure di pulizia meno aggressive rispetto agli inchiostri a base solvente. Ciò si traduce in minori tempi di fermo macchina e riduzione dell'uso di sostanze chimiche per la pulizia, con un conseguente abbattimento dei costi operativi e un minor impatto ambientale. Versatilità e Qualità di Stampa Nonostante la loro natura ecologica, gli inchiostri serigrafici ecologici offrono un'eccellente qualità di stampa, con colori vivaci e buona resistenza nel tempo. Sono adatti a una vasta gamma di supporti, inclusi tessuti, carta, plastica e metallo, offrendo così grande versatilità agli operatori del settore. Compatibilità con Normative Ambientali L'utilizzo di inchiostri ecologici facilita il rispetto delle normative ambientali sempre più stringenti, aiutando le aziende a evitare sanzioni e a migliorare la propria immagine presso i consumatori, sempre più attenti alla sostenibilità. Confronto con Gli Inchiostri Tradizionali La transizione verso l'utilizzo di inchiostri serigrafici ecologici rappresenta una svolta significativa per l'industria della stampa, rispondendo alla crescente esigenza di sostenibilità ambientale. Per comprendere meglio il valore aggiunto degli inchiostri ecologici, è utile esaminare le differenze principali rispetto agli inchiostri serigrafici tradizionali sotto vari aspetti. Composizione Chimica Inchiostri Tradizionali: Tradizionalmente, gli inchiostri serigrafici sono formulati con una base di solventi volatili, pigmenti sintetici, e resine derivati dal petrolio, che possono emettere composti organici volatili (COV) nocivi per l'ambiente e la salute umana. Inchiostri Ecologici: Al contrario, gli inchiostri ecologici sono sviluppati con l'intento di ridurre o eliminare la presenza di tali sostanze nocive. Utilizzano solventi a base d'acqua, oli vegetali, pigmenti naturali o meno tossici, e leganti biodegradabili, risultando in emissioni significativamente ridotte di COV. Impatto Ambientale Inchiostri Tradizionali: L'uso di solventi e componenti a base di petrolio comporta un elevato impatto ambientale, dalla produzione allo smaltimento, includendo rischi di contaminazione dell'aria, dell'acqua e del suolo. Inchiostri Ecologici: Gli inchiostri serigrafici ecologici minimizzano l'impatto ambientale in tutte le fasi del loro ciclo di vita. La loro produzione, uso, e smaltimento presentano rischi ambientali molto più bassi, grazie all'utilizzo di materie prime rinnovabili e alla ridotta tossicità. Salute e Sicurezza sul Lavoro Inchiostri Tradizionali: L'esposizione a lungo termine ai solventi e ad altri componenti tossici degli inchiostri tradizionali può avere effetti negativi sulla salute degli operatori, richiedendo l'uso di dispositivi di protezione individuale e sistemi di ventilazione adeguati. Inchiostri Ecologici: La formulazione più sicura degli inchiostri ecologici riduce il rischio di problemi di salute e migliora le condizioni di lavoro, limitando la necessità di misure di protezione e ventilazione specialistiche. Prestazioni e Applicabilità Inchiostri Tradizionali: Gli inchiostri tradizionali sono noti per la loro durata, resistenza alle intemperie, e versatilità su diverse superfici. Queste caratteristiche li hanno resi la scelta prevalente in molte applicazioni industriali e commerciali. Inchiostri Ecologici: Sebbene in passato gli inchiostri ecologici potessero presentare limitazioni in termini di prestazioni rispetto agli inchiostri tradizionali, i recenti sviluppi tecnologici hanno notevolmente migliorato la loro qualità, resistenza e versatilità, rendendoli competitivi in molteplici applicazioni. Costi Inchiostri Tradizionali: Generalmente, gli inchiostri tradizionali hanno un costo inferiore rispetto alle varianti ecologiche, principalmente a causa della diffusa disponibilità e del minor costo delle materie prime a base di petrolio. Inchiostri Ecologici: Gli inchiostri ecologici possono presentare un costo iniziale più elevato, dato il prezzo più alto delle materie prime sostenibili e dei processi produttivi meno inquinanti. Tuttavia, questo costo è spesso compensato dai benefici in termini di salute, sicurezza e conformità ambientale, oltre che da un miglioramento dell'immagine aziendale.
SCOPRI DI PIU' Test di Trazione sulle Materie Plastiche Riciclate: Perchè Farlo
Test di Trazione sulle Materie Plastiche Riciclate: Perchè FarloNel controllo qualitativo delle materie plastiche riciclate, riveste grande importanza il test di laboratorio sulla trazionedi Marco ArezioQuando ci approcciamo alla produzione di un manufatto plastico, abbiamo bisogno di raccogliere una serie di informazioni per quanto riguarda la qualità e le caratteristiche della materia prima riciclata che dobbiamo utilizzare.E’ necessario acquisire dati certi sulla composizione della materia prima, attraverso tests di laboratorio come il DSC, la densità, la fluidità, la presenza di cariche, l’umidità e altre ancora, ma ci sono anche delle informazioni che riguardano la meccanica della materia prima. Queste ci aiutano a sapere come si comporterà il prodotto finito quando sarà sottoposto a sollecitazioni di tipo meccanico, come la trazione, la flessione, il taglio o la compressione. Ogni volta che applichiamo una forza ad un corpo questo tende a deformarsi, a volte anche in modo impercettibile all’occhio umano, come risposta alla sollecitazione ricevuta. Se il corpo, al termine della sollecitazione ritorna nella condizione primaria, questa deformazione viene definita elastica. In questo tipo di deformazione tutto il lavoro fatto per deformare il pezzo viene immagazzinato sotto forma di energia elastica che viene poi restituita una volta eliminata la sollecitazione. I tests di laboratorio servono per capire in anticipo, cioè prima che il prodotto venga realizzato, quale sarà in comportamento elastico del corpo e quali saranno i suoi limiti meccanici. Tuttavia bisogna tenere presente che comportamento di un materiale reale può essere diverso da quello idealmente elastico: la presenza di grandi deformazioni porta infatti a una risposta di tipo plastico del materiale. Ma come avviene in laboratorio una prova di trazione su un provino di materiale plastico riciclato? Innanzitutto è necessario creare dei provini secondo le normative vigenti, che avranno una forma tipica ad osso di cane, ed avranno dei parametri geometrici e dimensionali precisi. I campioni preparati, ottenuti dallo stampaggio a iniezione, secondo la norma UNI EN ISO 527, devono essere esenti da torsione e devono avere coppie di superfici parallele, bordi privi di incisioni, difetti, infossature superficiali o bave, con una lunghezza totale di 149 mm. e uno spessore di 4 mm. La macchina di laboratorio, rappresentata da un estensimetro, misurerà graficamente e analiticamente la deformazione del campione sottoposto ad esame e ci darà le indicazioni del futuro comportamento del prodotto che vorremmo realizzare. Questo dato, insieme agli altri indispensabili indicatori, ci fotografano in modo approfondito la tipologia di materia prima che utilizzeremo e ci aiuteranno a compiere eventuali correzioni sia sulla miscela che, eventualmente, sul processo di produzione. Categoria: notizie - tecnica - plastica - riciclo - test di trazione - qualità
SCOPRI DI PIU'