




 Termoformatura delle Lastre di PET: Tecnologia e Sostenibilità nella Produzione di Vaschette Alimentari
Termoformatura delle Lastre di PET: Tecnologia e Sostenibilità nella Produzione di Vaschette AlimentariUn'analisi del processo di termoformatura, la struttura delle macchine e l'impiego del PET riciclato per un packaging alimentare sostenibile e di alta qualitàdi Marco ArezioLa termoformatura è una tecnica fondamentale per la produzione di vaschette alimentari, e l’uso del PET (polietilene tereftalato) rappresenta una scelta ecologica e versatile. Questo articolo esplora il funzionamento della termoformatura, descrivendo le varie fasi del processo, la struttura delle macchine coinvolte e l'importante ruolo del PET riciclato. La Struttura della Macchina di Termoformatura Le macchine per la termoformatura sono complesse e sofisticate, progettate per trasformare lastre di plastica in prodotti finiti attraverso il calore e la pressione. Una macchina di termoformatura tipica si compone di diversi componenti essenziali. Il cuore della macchina è il sistema di riscaldamento. Questo può includere riscaldatori a infrarossi, elettrici o a contatto, che portano le lastre di PET a temperature elevate, solitamente tra 140°C e 160°C, rendendole malleabili. È fondamentale che il riscaldamento sia uniforme per garantire una formatura omogenea e di alta qualità. Una volta riscaldate, le lastre passano alla stazione di formatura. Qui, il PET viene modellato utilizzando uno stampo. La formatura può avvenire tramite aspirazione, dove un vuoto tira la lastra sullo stampo, oppure attraverso la pressione, che spinge la lastra nella forma desiderata. In alcuni casi, si utilizza una combinazione di entrambi i metodi per ottenere risultati ottimali. Dopo la formatura, le vaschette devono essere separate dalla lastra residua. Questo avviene nella stazione di taglio, dove lame o sistemi laser eseguono tagli precisi per ottenere il prodotto finale. Il materiale in eccesso può essere riciclato e reintrodotto nel ciclo produttivo, riducendo al minimo gli sprechi. Infine, le vaschette formate passano attraverso un sistema di raffreddamento per solidificare la loro forma. Questo raffreddamento può avvenire ad aria o ad acqua, a seconda delle esigenze specifiche del materiale e del prodotto. Tutte queste operazioni sono gestite da un’unità di controllo centrale, che monitora e regola parametri come la temperatura, la pressione e la velocità del processo. Questo assicura che ogni vaschetta sia prodotta con precisione e consistenza, mantenendo alti standard di qualità. L'Impiego del PET Riciclato Un aspetto significativo dell'uso del PET nella termoformatura è la possibilità di impiegare materiale riciclato. Il PET è uno dei materiali plastici più riciclabili, il che lo rende ideale per un'economia circolare. Il PET riciclato proviene principalmente da bottiglie e altri contenitori usati, che vengono raccolti, puliti e macinati in piccoli frammenti. Questi frammenti vengono poi decontaminati e trasformati in granuli attraverso un processo di estrusione. I granuli ottenuti possono essere riformati in nuove lastre di PET, pronte per essere utilizzate nella termoformatura. L’uso di PET riciclato presenta numerosi vantaggi. Innanzitutto, riduce la dipendenza dalle risorse fossili e contribuisce alla riduzione delle emissioni di CO2. Inoltre, l'impiego di materiali riciclati contribuisce a ridurre i rifiuti plastici, promuovendo la sostenibilità ambientale. Grazie ai progressi tecnologici, è possibile produrre lastre di PET riciclato con caratteristiche molto simili a quelle del materiale vergine. Questo significa che le vaschette prodotte con PET riciclato possono offrire la stessa qualità e sicurezza di quelle realizzate con PET vergine, rendendole adatte per l'uso alimentare. Inoltre è possibile produrre vaschette in PET tristrato in cui utilizzare della scaglia di PET non food o non vergine nello strato centrale e i due strati esterni possono essere composti da PET food approved. Questo tipo di applicazione permette di abbattere i costi di produzione della vaschetta in PET. Conclusioni La termoformatura delle lastre di PET rappresenta una tecnica avanzata e versatile per la produzione di vaschette alimentari. La struttura sofisticata delle macchine di termoformatura e il processo ben definito permettono di ottenere prodotti di alta qualità, essenziali per l'imballaggio alimentare. L’impiego del PET riciclato, in particolare, offre significativi benefici ambientali, contribuendo alla sostenibilità e alla riduzione dell'impatto ecologico dell'industria plastica. Questo approccio non solo riduce i rifiuti ma anche promuove un'economia circolare, dove i materiali vengono continuamente riutilizzati. In un'epoca in cui la sostenibilità è diventata una priorità globale, l'adozione di tecniche come la termoformatura del PET e l'impiego di materiali riciclati rappresentano passi importanti verso un futuro più verde e responsabile.
SCOPRI DI PIU'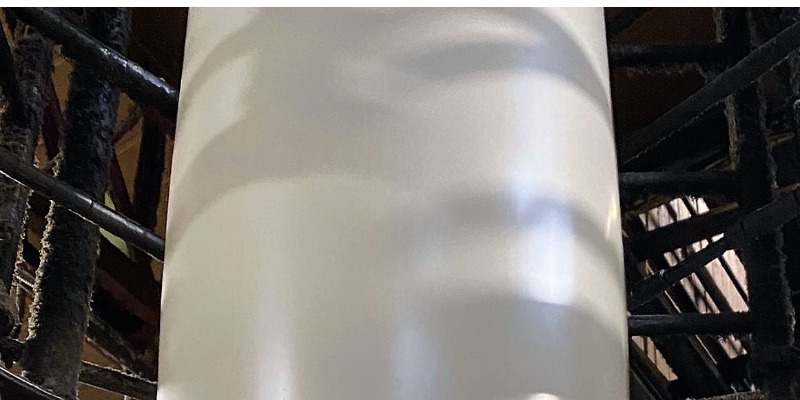 Sacchetti in LDPE Riciclato: Come Evitare Problemi Qualitativi
Sacchetti in LDPE Riciclato: Come Evitare Problemi QualitativiSacchetti in LDPE Riciclato: Come Evitare Problemi Qualitatividi Marco ArezioIl mondo dei sacchetti in LDPE riciclato è ampiamente rappresentato dalla tipologia che usiamo tutti i giorni per la raccolta differenziata che, attraverso il loro diverso colore, ci aiutano a separare in modo corretto i rifiuti.La tendenza nella produzione del sacchetto era rappresentata dalla riduzione massima dello spessore e dall’uso di materie prime sempre meno qualitative. Tutto questo rientrava in una logica di mercato in cui il sacchetto doveva costare sempre meno, creando quindi dei prodotti sempre meno performanti dal punto di vista qualitativo.Le problematiche maggiori che si riscontravano erano le seguenti:• Fragilità del sacco sotto l’effetto del peso del rifiuto introdotto con rottura delle pareti per sfondamento • Scollamento dei punti di saldatura delle labbra del sacco con apertura verticale dello stesso • Taglio del sacchetto in presenta di impurità nella parete • Irregolarità della superficie con fenomeni chiamati “occhio di pernice” • Difficoltà nella realizzazione dei colori • Odore pungente dei sacchi anche dopo molto tempo • Secchezza del sacchetto a causa dell’uso di film raccolti degradati dal sole, specialmente per lo scarto che proviene dalle serre agricole Tutti questi problemi sarebbero da analizzare singolarmente in quanto ogni punto ha una lunga storia da raccontare e un chiaro percorso per la sua risoluzione. Nell’articolo di oggi facciamo un salto, arrivando direttamente alle ricette che possono risolvere tutte queste problematiche, permettendo la produzione di sacchi qualitativamente corretti con un occhio ai costi generali di produzione. La maggior parte dei problemi elencati derivano dall’uso al 100% di un input da post consumo, da raccolta differenziata o dei teli agricoli, il cui riciclo meccanico, seppur eccellente con le nuove linee produttive, comporta molte delle problematiche citate. Sicuramente ad una maggior qualità delle linee di riciclo, intese come selezione, lavaggio, densificazione, filtrazione ed estrusione dei granuli, corrisponde una minore quantità ed importanza di problemi, ma il riciclo meccanico del rifiuto proveniente dalla raccolta differenziata o dal settore agricolo, ha comunque dei limiti qualitativi ad oggi non ancora risolti. Per questo motivo l’attenzione alla preparazione di ricette per compounds, realizzati con l’attenzione alla risoluzione di questi problemi, dà la possibilità di creare dei granuli in LDPE, provenienti dal riciclo, con qualità superiori, rimanendo nell’ottica dell’economia circolare che impone il consumo dei rifiuti che realizziamo quotidianamente. Il compound dovrebbe contenere una parte significativa di un input di film di LDPE che non provenga dalla raccolta differenziata, non necessariamente di provenienza post industriale, ma da uno scarto che non sia stato mischiato e inquinato da altre materie plastiche miste. In base alla caratteristica del prodotto finale da realizzare, si deciderà come comporre la ricetta dell’input, così da poter garantire la qualità attesa dal cliente. Gli indici qualitativi devono risolvere i problemi di cui abbiamo parlato tenendo conto di alcune indicazioni:• Permettere la produzione del sacco a partire da 20 micron • L’elasticità deve essere maggiore rispetto ad una ricetta con il 100% post consumo • La tenuta delle saldature, anche a freddo e sotto il peso del contenuto del sacco, deve essere elevata. • L’assenza di piccoli corpi estranei, che si formano a causa della degradazione di materiali differenti dall’LDPE in fase di estrusione, che incidono sul taglio longitudinale accidentale del prodotto. • Poter realizzare una superficie liscia, senza piccole corrugazioni o irregolarità. • La ricetta deve prevedere la possibilità di fare film con colori chiari e scuri, semitrasparenti negli spessori minori. • Assenza o la riduzione marcata dell’odore pungente tipico del post consumo deve poter essere perseguita. Sulla scorta di una modulazione corretta dell’input del materiale e l’attenzione alle fasi eli riciclo e granulazione, è possibile migliorare in modo notevole la qualità dei sacchetti in LDPE che si producono, con un maggiore margine di contribuzione sulla produzione e una maggiore soddisfazione del cliente finale, avendo sempre sotto controllo i costi. Categoria: notizie - tecnica - plastica - riciclo - LDPE - post consumo - sacchetti - film - qualità Articoli correlati:CHE QUALITÀ DI FILM È OTTENIBILE CON L'USO DELL' LDPE RICICLATO?LDPE RICICLATO DA POST CONSUMO: 60 TIPOLOGIE DI ODORI OSTACOLANO LA VENDITALDPE DA POST CONSUMO. COME RIDURRE LE IMPERFEZIONI. EBOOKVedi maggiori informazioni sul riciclo dell'LDPE
SCOPRI DI PIU' Tecnologia Spettroscopica per il Riciclo della Plastica: Rivoluzionare l'Economia Circolare
Tecnologia Spettroscopica per il Riciclo della Plastica: Rivoluzionare l'Economia CircolareOttimizzare il Riciclo con la Separazione Spettroscopica delle Scaglie di Plastica: Efficienza, Precisione e Sostenibilità di Marco ArezioLa separazione delle scaglie di plastica attraverso la spettroscopia è un processo tecnologico avanzato che si inserisce all'interno del più ampio contesto dell'economia circolare, mirando al recupero efficiente delle materie plastiche per il loro riutilizzo. La spettroscopia, in particolare, gioca un ruolo cruciale in questo processo grazie alla sua capacità di identificare i diversi tipi di plastiche basandosi sulle loro proprietà ottiche. Il processo può essere suddiviso in varie fasi chiave che illustrano il funzionamento tecnico di questa metodologia. Per comprendere meglio il passaggi tecnici di separazione delle scaglie di plastica tramite spettroscopia, è utile approfondire ciascuna fase, analizzando i dettagli e le metodologie specifiche impiegate. Questo processo, fondamentale nell'ambito dell'economia circolare, permette di ottimizzare il riciclo delle materie plastiche attraverso una classificazione precisa basata sulle proprietà ottiche dei materiali. Preparazione delle Scaglie Prima di procedere con la separazione spettroscopica, le scaglie di plastica devono essere preparate in modo da garantire l'accuratezza dei risultati. Questo passaggio preliminare include: Pulizia: Le scaglie vengono lavate per rimuovere sostanze estranee che potrebbero alterare l'analisi, come residui organici, oli, o altri contaminanti. Questa pulizia è cruciale per evitare interferenze durante la fase di rilevamento spettroscopico. Essiccazione: Dopo la pulizia, le scaglie vengono essiccate per rimuovere l'umidità residua, che potrebbe influenzare l'interazione della luce con il materiale plastico. Omogeneizzazione: Le dimensioni e la forma delle scaglie possono variare. In alcuni casi, è necessario uniformarle per migliorare l'efficienza della separazione nelle fasi successive. Illuminazione e Rilevamento Questa fase è centrale nel processo di separazione spettroscopica e si avvale di principi ottici per l'identificazione dei materiali: Illuminazione: Le scaglie sono esposte a sorgenti luminose che possono variare in termini di lunghezza d'onda. Questo può includere luce visibile, infrarosso (IR) o ultravioletto (UV), a seconda del tipo di plastica da identificare. Rilevamento: I sensori spettroscopici catturano la luce riflessa, trasmessa o emessa dalle scaglie. Questi dati raccolti riflettono le caratteristiche uniche di ogni tipo di plastica. Analisi Spettroscopica L'analisi dei dati raccolti è un processo complesso che richiede tecnologie avanzate.Elaborazione dei Dati: I segnali raccolti dai sensori vengono analizzati utilizzando software specializzati che confrontano le misurazioni con un database di "impronte" spettroscopiche note per ogni tipo di plastica. Identificazione: Grazie a questi confronti, il sistema è in grado di identificare con precisione il tipo di plastica di ogni scaglia, basandosi sulle sue proprietà ottiche uniche. Separazione Fisica Una volta identificate, le scaglie di plastica sono pronte per essere separate fisicamente: Tecnologie di Separazione: Possono essere impiegati sistemi automatizzati, come nastri trasportatori dotati di soffiatori d'aria o pinze meccaniche, per separare le scaglie in base al tipo identificato durante l'analisi spettroscopica. Raccolta Differenziata: Le scaglie separate vengono quindi raccolte in contenitori distinti, pronte per il trasporto agli impianti di riciclo appropriati. Raccolta e Riciclo Riciclo Specifico: Una volta separate accuratamente, le scaglie di plastica possono essere riciclate in modo più efficiente, producendo materiali di alta qualità che riducono la necessità di nuove materie prime. Contributo all'Economia Circolare: Questo processo di separazione e riciclo sottolinea l'importanza della tecnologia spettroscopica nell'ottimizzare il ciclo di vita dei materiali plastici, promuovendo pratiche sostenibili e riducendo l'impatto ambientale. Uno sguardo sulle tipologie di macchine spettroscopiche per la separazione dei macinati plastici Le macchine spettroscopiche per la separazione delle scaglie di plastica rappresentano un'avanzata tecnologia nel campo del riciclo. Questi sistemi sono progettati per identificare e separare i diversi tipi di materiali plastici con alta precisione, sfruttando le proprietà ottiche uniche di ogni tipo di plastica. Sebbene esistano varie tecnologie e configurazioni, le caratteristiche tecniche fondamentali comuni a molte di queste macchine includono: Tecnologie Spettroscopiche Impiegate Spettroscopia NIR (Near Infrared): Utilizza la regione del vicino infrarosso dello spettro elettromagnetico per identificare i diversi tipi di plastica. È particolarmente efficace per discriminare tra polimeri complessi. Spettroscopia Raman: Sfrutta la spettroscopia Raman per analizzare la struttura molecolare delle scaglie. Questa tecnica è utile per identificare plastiche con additivi o riempitivi specifici. Spettroscopia UV (Ultravioletto): Impiegata per identificare determinati tipi di plastiche che assorbono o riflettono la luce UV in modo caratteristico. Illuminazione e Rilevamento Sorgenti Luminose: Varie sorgenti di luce, inclusi LED, laser, o lampade a scarica, vengono utilizzate per illuminare le scaglie di plastica. La scelta della sorgente luminosa dipende dalla tecnologia spettroscopica impiegata. Sensori: Sensori ad alta sensibilità, come fotodiodi, array di fotodiodi o CCD (Charge-Coupled Device), rilevano la luce riflessa, trasmessa o emessa dalle scaglie per l'analisi. Analisi Dati e Software Elaborazione dei Dati: Le informazioni raccolte dai sensori vengono elaborate attraverso algoritmi avanzati per identificare il tipo di plastica in base alla sua firma spettroscopica. Interfaccia Utente: Software intuitivi consentono agli operatori di monitorare il processo, regolare le impostazioni e visualizzare i risultati dell'analisi in tempo reale. Capacità di Separazione e Velocità Alta Capacità di Processamento: Le macchine sono progettate per trattare grandi volumi di materiale, mantenendo alta efficienza e precisione. Velocità di Separazione: La velocità a cui le scaglie vengono separate può variare, ma molte macchine sono capaci di processare diversi chilogrammi di materiale al minuto, a seconda delle dimensioni e della configurazione del sistema. Versatilità e Adattabilità Adattabilità: Alcune macchine offrono la flessibilità di essere adattate per riconoscere e separare una vasta gamma di tipi di plastica, inclusi nuovi materiali o composti con specifiche caratteristiche. Configurazione Modulare: La possibilità di aggiungere o rimuovere moduli funzionali per soddisfare esigenze specifiche di separazione. Sostenibilità e Efficienza Energetica Basso Consumo Energetico: Progettate per essere energeticamente efficienti, riducendo il consumo energetico complessivo dell'impianto di riciclo. Riduzione dei Rifiuti: Migliorando l'accuratezza della separazione, queste macchine contribuiscono a ridurre i rifiuti, incrementando la quantità di materiale riciclabile recuperato. Le macchine spettroscopiche per la separazione delle scaglie di plastica rappresentano quindi un elemento chiave per l'avanzamento dell'economia circolare, offrendo soluzioni tecniche avanzate per il miglioramento del riciclo dei materiali plastici. In conclusione, la separazione delle scaglie di plastica mediante spettroscopia rappresenta un'innovazione significativa nel campo del riciclo dei materiali
SCOPRI DI PIU' Come Rendere più Brillante ed Uniforme il Colore di un Polimero Riciclato
Come Rendere più Brillante ed Uniforme il Colore di un Polimero RiciclatoLa colorazione di un polimero plastico riciclato, specialmente se il suo input è lo scarto post consumo, è soggetta a molti fattori che ne influenzano il risultato finale di Marco ArezioNon basta scegliere un masterbach del colore desiderato e seguire le schede tecniche, in cui può essere indicata la percentuale da aggiungere al fuso polimerico, per aspettarsi il colore desiderato. Specialmente se il polimero che stiamo per far nascere proviene dagli scarti plastici da post consumo, il colore desiderato ha bisogno di varie considerazioni a monte, ben prima di accendere l’estrusore, addirittura dal rifiuto plastico che dobbiamo ancora selezionare. Azzardato? Esagerato? No, in quanto ogni elemento plastico che verrà selezionato, porterà con sé la sua storia, in termini di qualità, di performances, di odore e anche di influenza sul colore finale. Rendere più brillante e più uniforme il colore di un polimero riciclato può essere una vera sfida, a causa delle impurità e delle degradazioni che possono verificarsi durante il ciclo di vita del polimero. Tuttavia, ci sono diverse strategie che possono essere utilizzate per migliorare la brillantezza del colore: Pulizia approfondita Una pulizia accurata del polimero riciclato, intesa come una buona selezione, un buon lavaggio e una buona filtrazione, può rimuovere una buona parte di impurità o residui che influenzano negativamente l'aspetto del polimero. Compatibilizzanti Utilizzare dei compatibilizzanti può migliorare la miscelazione di polimeri diversi o di additivi, conducendo a una migliore uniformità e brillantezza. Additivi ottici Gli brighteners ottici (OBAs) possono essere utilizzati per rendere i polimeri riciclati più bianchi o brillanti. Funzionano assorbendo la luce ultravioletta e rilasciandola come luce visibile blu, compensando così le tonalità giallastre indesiderate. Agenti nucleanti Sono additivi che possono influenzare il processo di cristallizzazione dei polimeri semicristallini, come il polipropilene. Una cristallizzazione controllata può portare a migliori proprietà ottiche e a una migliore brillantezza del colore. Additivi di miglioramento della dispersione Questi additivi aiutano nella dispersione uniforme di pigmenti e altri additivi nel polimero, garantendo un colore uniforme. Coloranti di alta qualità Utilizzare pigmenti e coloranti di alta qualità, specifici per i polimeri riciclati, può produrre colori più vividi e brillanti nel polimero riciclato. Processo di estrusione Ottimizzare le condizioni di estrusione, come temperatura e velocità, può migliorare la brillantezza del polimero finito, evitando di stressare termicamente il materiale con ricadute negative sulla qualità delle superfici. Tecniche di finitura Dopo la lavorazione, tecniche di finitura come lucidatura o rivestimento possono essere utilizzate per migliorare la brillantezza del prodotto finale. Stabilizzatori UV L'esposizione ai raggi UV può causare la degradazione del colore nel tempo. L'uso di stabilizzatori UV può aiutare a proteggere il colore dallo sbiadimento e mantenerlo brillante. Riduzione dell'ossidazione L'ossidazione può influire sulla brillantezza del colore. Utilizzare antiossidanti può aiutare a proteggere il polimero dall'ossidazione durante la lavorazione. Blending Miscelare il polimero riciclato con una piccola quantità di polimero vergine può, in certe condizioni, migliorare la brillantezza del colore. È importante sottolineare che la strategia o la combinazione di più strategie da adottare, dipendernno dalle specifiche esigenze e dalle condizioni del polimero riciclato in questione. Potrebbe essere necessario sperimentare diverse opzioni per ottenere i risultati desiderati. Come il caco3 (carbonato di calcio) influenza i colori nei polimeri riciclati Il carbonato di calcio (CaCO₃) ha un effetto significativo sui colori dei polimeri riciclati quando viene utilizzato come filler. Vediamo come può influenzare l'aspetto estetico dei polimeri: Opacità Il CaCO₃ ha una natura biancastra e può aumentare l'opacità del polimero. Ciò significa che, quando viene aggiunto a un polimero trasparente o semitrasparente, può ridurre la sua trasparenza. Inoltre ad un aumento delle quantità percentuali utilizzate possono verificarsi cambi di colore di base verso sfumature irregolari ed opache. Luminosità L'aggiunta di CaCO₃, può aumentare la luminosità di un polimero, da non confondere con la brillantezza, a causa della sua natura bianca. Se il polimero riciclato ha un colore scuro o grigio a causa di impurità o additivi precedenti, l'aggiunta di CaCO₃ può renderlo leggermente più chiaro. Interazioni con altri additivi Se nel polimero riciclato sono presenti altri additivi o coloranti, il carbonato di calcio può interagire con questi. Il che potrebbe influenzare l'aspetto finale del polimero in termini di colore e opacità. Diffusione della luce Il CaCO₃ ha la capacità di diffondere la luce, quindi questo comportamento può influenzare l'aspetto visivo del polimero, rendendolo meno brillante o meno trasparente. È importante sottolineare che l'effetto del CaCO₃ sul colore e sull'aspetto di un polimero riciclato può variare in base alla dimensione e alla distribuzione delle particelle di questa carica minerale, così come alla quantità di filler aggiunta e alle proprietà del polimero di base. Come il talco influisce sulla qualità dei colori nei polimeri riciclati Il talco, un minerale a base di silicato di magnesio, è comunemente utilizzato come filler nei composti di plastica. Nel contesto dei polimeri riciclati, il talco può influenzare la qualità dei colori in vari modi: Opacità Come il CaCO₃, anche il talco può aumentare l'opacità del polimero. Ciò significa che l'aggiunta di talco a un polimero trasparente o semitrasparente può ridurne la trasparenza. Tonalità di colore A causa della sua natura bianco-grigia, l'aggiunta di talco può influenzare la tonalità del colore del polimero riciclato, rendendolo potenzialmente più pallido o attenuando colori brillanti. Uniformità del colore Il talco può contribuire a fornire un aspetto più uniforme al polimero, specialmente se il materiale riciclato ha inizialmente un colore non uniforme a causa di impurità o di precedenti additivi. Diffusione della luce Le particelle di talco disperse nella matrice polimerica possono diffondere la luce, influenzando l'aspetto visivo del polimero e potenzialmente rendendolo meno brillante, come succede con il carbonato di calcio. Interazioni con altri additivi Se il polimero riciclato contiene altri additivi, coloranti o stabilizzatori, il talco può interagire con questi componenti, influenzando l'aspetto finale del materiale. Effetto sulla lavorabilità Anche se non si tratta direttamente di un effetto sul colore, la presenza di talco può alterare le proprietà di flusso del polimero durante la lavorazione. Questo può avere un impatto sulle finiture superficiali dei prodotti e, di conseguenza, sulla percezione del colore e sulla brillantezza. Per massimizzare la qualità del colore in un polimero riciclato con talco, è importante controllare la quantità e la dimensione delle particelle di talco, talvolta potrebbe essere necessario bilanciare l'utilizzo del talco con altri additivi o stabilizzatori. Come sempre, la formulazione ottimale dipenderà dalle esigenze specifiche dell'applicazione e dai risultati desiderati. Come intervenire sulle fasi di riciclo dei polimeri per aumentare la qualità del granulo colorato prodottoLa qualità del granulo colorato prodotto dai polimeri riciclati può essere influenzata da vari fattori durante le fasi di riciclo. Ecco alcune strategie e interventi che possono essere implementati per migliorare la qualità: Selezione e Separazione Questa è una delle fasi più critiche e più importanti è la selezione dei rifiuti plastici. Una separazione accurata dei diversi tipi di plastica può ridurre le contaminazioni e garantire che il materiale riciclato sia il più puro possibile. Lavaggio Approfondito Dopo la separazione, la plastica dovrebbe essere lavata accuratamente per rimuovere residui, sporco, etichette adesive e altri contaminanti. Degassaggio Durante l'estrusione, è essenziale avere un efficace impianto di degassaggio per rimuovere l'umidità, gli odori e le sostanze volatili che possono compromettere la qualità del granulo e la colorazione. Ottimizzazione del Processo di Estrusione La temperatura, la velocità e le condizioni di estrusione dovrebbero essere ottimizzate per evitare la degradazione del polimero e garantire una buona miscelazione del colore. Controllo della Dimensione delle Particelle La dimensione e la forma delle particelle di pigmento o colorante possono influenzare l'aspetto del granulo. Una buona dispersione è fondamentale per ottenere una colorazione uniforme. Test e Controllo Qualità Dopo la produzione, è essenziale testare i granuli per assicurarsi che rispettino le specifiche desiderate. Questo può includere test sulla colorazione, sulla resistenza e su altre proprietà rilevanti. Stoccaggio Corretto Conservare i granuli in condizioni ottimali (al riparo dalla luce, in un ambiente asciutto) per prevenire la degradazione o variazioni di colore prima dell'utilizzo. Con quali strumenti possiamo valutare la qualità e la corrispondenza RAL di un polimero riciclato Per valutare la qualità e la corrispondenza del colore (ad esempio con la scala RAL) di un polimero riciclato, si possono utilizzare vari strumenti e tecniche: Spettrofotometri Questi strumenti misurano la riflettanza o la trasmissione di un materiale a diverse lunghezze d'onda, permettendo una precisa quantificazione del colore. Possono essere utilizzati per confrontare il colore di un campione con una norma di riferimento, come una tinta RAL. Colorimetri Simili agli spettrofotometri, i colorimetri sono meno complessi e quantificano il colore in termini di coordinate di colore come Lab*, che possono essere confrontate con un valore di riferimento. Microscopia Sotto un microscopio, si può esaminare la dispersione del pigmento o del colorante nel polimero, garantendo che non ci siano aggregati o separazioni che potrebbero influire sulla qualità del colore. Tavole di confronto RAL Queste sono carte fisiche o set di campioni che mostrano le tonalità standardizzate RAL. Anche se non sono precisi come gli strumenti elettronici, possono offrire un rapido riferimento visivo per la corrispondenza dei colori. Test di invecchiamento acceleratoQuesti test espongono il polimero a condizioni estreme (come luce UV intensa o calore) per valutare quanto velocemente il colore cambierà nel tempo. Software di gestione del colore Questi programmi possono aiutare a tradurre e confrontare le misure del colore tra diverse scale, come RAL, Pantone, e altre. Possono anche aiutare a prevedere come i cambiamenti nella formulazione influenzeranno la corrispondenza del colore. Quando si utilizzano strumenti come spettrofotometri o colorimetri, è essenziale standardizzare le condizioni di misura (ad esempio, l'angolo di misura, il tipo di illuminante, ecc.) e calibrare regolarmente lo strumento per garantire misurazioni accurate e ripetibili. Infine, mentre questi strumenti possono fornire dati quantitativi sulla corrispondenza del colore, è sempre utile avere anche una valutazione visiva da parte di esperti, poiché la percezione umana del colore può variare in base a diversi fattori. Che differenza ci sono tra un colorante per i polimeri vergini e uno per quelli riciclati La colorazione di polimeri, sia vergini che riciclati, può essere influenzata da vari fattori. Mentre molti coloranti possono essere utilizzati per i polimeri vergini, ci sono alcune differenze e considerazioni specifiche quando si tratta di colorare i polimeri riciclati: I polimeri riciclati possono contenere impurità o residui da precedenti cicli di utilizzo. Questo può influenzare la capacità del colorante di disperdersi uniformemente e può alterare l'aspetto finale del colore. A causa delle impurità o dei cambiamenti nella struttura molecolare dei polimeri riciclati, alcuni coloranti, che funzionano bene con i polimeri vergini, potrebbero non essere altrettanto efficaci con i polimeri riciclati. Poiché i polimeri riciclati possono avere colori residui o indesiderati, potrebbe essere necessario utilizzare coloranti più forti o in quantità maggiori per ottenere la tonalità desiderata. Inoltre, i polimeri riciclati potrebbero aver subito una degradazione termica in precedenti cicli di lavorazione. Questo significa che potrebbero essere più sensibili al calore durante la successiva lavorazione. I coloranti scelti per questi materiali dovrebbero avere una buona stabilità termica.
SCOPRI DI PIU' Studio dei Process Oils da Fonti Rinnovabili e la loro Compatibilità con Gomme Sintetiche
Studio dei Process Oils da Fonti Rinnovabili e la loro Compatibilità con Gomme SinteticheUn’analisi tecnica sulle alternative sostenibili agli oli minerali nell’industria della gommadi Marco ArezioNell’industria della gomma sintetica, i process oils rappresentano un elemento invisibile ma decisivo. Questi oli non si limitano a rendere i compound più lavorabili: ne condizionano le proprietà dinamiche, la resistenza meccanica e persino la sostenibilità ambientale. Per lungo tempo, la produzione ha fatto affidamento quasi esclusivamente su derivati del petrolio, in particolare oli aromatici e paraffinici, la cui efficacia è stata comprovata da decenni di utilizzo. Tuttavia, le normative europee, unite alla crescente sensibilità ecologica, hanno spinto verso un ripensamento strutturale del settore. Da qui nasce l’interesse per i process oils di origine rinnovabile, derivati da oli vegetali o da biomasse, che promettono di unire compatibilità tecnica e responsabilità ambientale. Caratteristiche dei process oils tradizionali Gli oli minerali impiegati come plasticizzanti e fluidificanti hanno da sempre garantito un’ottima processabilità dei compound e una buona interazione con elastomeri come SBR, BR, NBR ed EPDM. Il loro ruolo consiste principalmente nel ridurre la viscosità durante la miscelazione, favorire la dispersione di filler rinforzanti e modulare le proprietà meccaniche del prodotto finale. Tuttavia, la presenza di composti policiclici aromatici (PAH), ritenuti tossici e regolamentati dalle direttive europee, ha reso urgente il ricorso a soluzioni più sicure e meno impattanti. Il passaggio da una base fossile a una bio-based non è quindi soltanto un miglioramento tecnologico, ma anche una risposta necessaria a vincoli ambientali e normativi. Origine e tipologie di process oils da fonti rinnovabili Le ricerche accademiche degli ultimi anni hanno esplorato numerose fonti per la produzione di oli alternativi. Gli oli vegetali naturali, come quelli di soia, colza, palma o girasole, costituiscono il gruppo più immediatamente disponibile. Accanto a essi, si collocano gli esteri sintetici derivati da acidi grassi, ottenuti attraverso processi di transesterificazione, capaci di garantire maggiore stabilità termica. In fase sperimentale troviamo i derivati dalla lignina o da oli pirolitici di biomassa, insieme ai plasticizzanti prodotti a partire da sottoprodotti agro-industriali come glicerolo o acido citrico. La caratteristica comune a tutti questi oli è la loro rinnovabilità e biodegradabilità, ma la sfida rimane il raggiungimento di prestazioni comparabili, in termini di durabilità e compatibilità, a quelle offerte dai corrispettivi fossili. Compatibilità con gomme sintetiche La compatibilità di un olio con un elastomero dipende in larga parte dalla polarità delle molecole e dalla capacità di interazione con la catena polimerica. Le prove di laboratorio hanno evidenziato come gli esteri a bassa polarità derivati da oli vegetali siano efficaci con gomme a base idrocarburica, come SBR e BR. Nei compound EPDM, oli idrogenati e a catena lunga hanno migliorato le prestazioni dinamiche riducendo l’isteresi. Per elastomeri più polari, come l’NBR, si sono rivelati più adatti esteri di acidi grassi funzionalizzati, in grado di interagire con i gruppi nitrilici e migliorare la resistenza all’olio. La compatibilità non è quindi uniforme, ma varia a seconda della natura chimica dell’elastomero e del grado di polarità del plasticizzante. Proprietà meccaniche e reologiche Un aspetto centrale riguarda le proprietà che i process oils trasmettono al compound. Gli oli rinnovabili riducono la viscosità Mooney in misura simile agli oli minerali, rendendo i compound processabili senza compromessi significativi. Le prove meccaniche hanno dimostrato che l’elasticità e la resistenza alla trazione rimangono comparabili, mentre alcuni esteri funzionalizzati hanno persino migliorato la resistenza alla lacerazione. In applicazioni come i pneumatici, si è osservato un effetto positivo sulla riduzione della resistenza al rotolamento, che si traduce in maggiore efficienza energetica. I dati sperimentali confermano dunque che la sostituzione di oli fossili con alternative rinnovabili non comporta necessariamente un decadimento delle prestazioni, anzi in alcuni casi porta a benefici misurabili. Stabilità termica e ossidativa Se le prestazioni reologiche e meccaniche appaiono promettenti, la stabilità rappresenta ancora un punto critico. Gli oli vegetali naturali, caratterizzati da catene insature, sono particolarmente vulnerabili all’ossidazione, fenomeno che può portare a indurimento del materiale e riduzione della vita utile del prodotto. Per ovviare a questo problema, si ricorre a modifiche chimiche mirate: idrogenazione parziale per saturare i doppi legami, epossidazione per incrementare la resistenza termica o processi di esterificazione per stabilizzare la molecola. Parallelamente, l’aggiunta di pacchetti antiossidanti specifici permette di prolungare la durata e di assicurare prestazioni costanti nel tempo. La ricerca scientifica è oggi orientata proprio a rafforzare questi aspetti, così da colmare il divario con gli oli minerali convenzionali. Implicazioni ambientali e industriali Sul piano ambientale, l’introduzione di process oils bio-based rappresenta un passo avanti significativo. La ridotta tossicità, la biodegradabilità e la possibilità di provenire da sottoprodotti industriali conferiscono a questi oli un profilo ecologico superiore rispetto ai derivati fossili. Tuttavia, l’analisi non può fermarsi al solo impatto diretto: occorre valutare il bilancio complessivo, considerando il consumo di suolo, l’uso di risorse idriche e il potenziale conflitto con la filiera alimentare. Per questo, la ricerca più avanzata guarda con interesse a oli ottenuti da colture non destinate all’alimentazione o da scarti agro-industriali, così da evitare competizioni indesiderate. Dal punto di vista industriale, l’adozione di process oils rinnovabili apre prospettive di lungo periodo: riduzione della dipendenza dalle fonti fossili, allineamento alle normative europee e possibilità di costruire catene del valore più resilienti. Conclusioni Il passaggio dai process oils di origine fossile a quelli derivati da fonti rinnovabili non è solo una tendenza, ma una necessità strategica. Le ricerche condotte in ambito accademico hanno già dimostrato la compatibilità con diversi elastomeri e l’efficacia in termini di lavorabilità e proprietà meccaniche. Rimangono aperte questioni cruciali, come la stabilità ossidativa e la standardizzazione industriale, ma le soluzioni sono in fase avanzata e promettono di rendere gli oli rinnovabili competitivi su larga scala. Nei prossimi anni, è prevedibile una crescente diffusione di queste alternative, con benefici sia per l’ambiente sia per l’industria, in un percorso che coniuga performance tecnica e sostenibilità.© Riproduzione Vietata
SCOPRI DI PIU'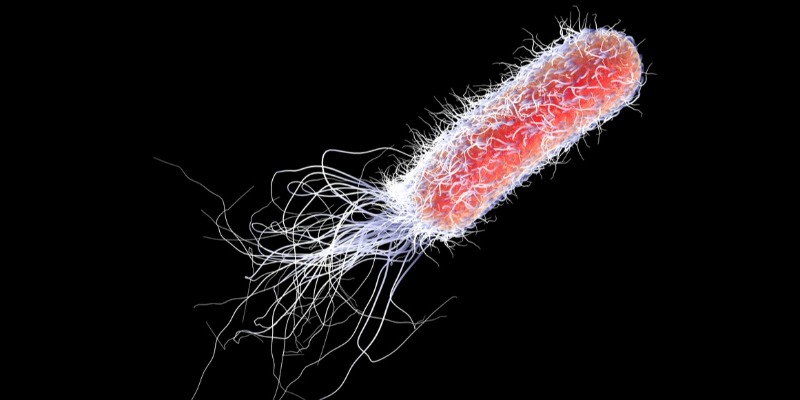 Ricerche microbiologiche per studiare un batterio che decompone il poliuretano
Ricerche microbiologiche per studiare un batterio che decompone il poliuretanoLo Pseudomonas è un batterio, che potrebbe decomporre i legami della resina termoindurente come il poliuretanodi Marco ArezioTra le varie attività di studio, sulle strade alternative nella gestione dei rifiuti, la microbiologia si sta sforzando di trovare e testare batteri per scomporre quei legami chimici definiti irreversibili, come quelli del poliuretano. Le resine termoindurenti, di cui fa parte il poliuretano, è un materiale molto rigido costituito da polimeri reticolati nei quali il moto delle catene polimeriche è fortemente limitato dall’elevato numero di reticolazioni esistenti. Durante il riscaldamento subiscono una modificazione chimica irreversibile. Le resine di questo tipo, sotto l’azione del calore nella fase iniziale, rammolliscono (diventano plastiche) e, successivamente, solidificano. Contrariamente alle resine termoplastiche, non presentano la possibilità di subire numerosi processi di formatura durante il loro utilizzo. Le resine termoindurenti, sono materiali nei quali il moto delle catene polimeriche è fortemente vincolato da un numero elevato di reticolazioni esistenti. Infatti, durante il processo di produzione, subiscono modifiche chimiche irreversibili associate alla creazione di legami covalenti trasversali tra le catene dei pre-polimeri di partenza. La densità delle interconnessioni e la natura dipendono dalle condizioni di polimerizzazione e dalla natura dei precursori: generalmente essi sono sistemi liquidi, o facilmente liquefacibili a caldo, costituiti da composti organici a basso peso molecolare, spesso multifunzionali, chimicamente reattivi, a volte in presenza di iniziatori o catalizzatori. Il poliuretano è un composto largamente usato come isolante termico, nel settore dell’edilizia, dell’industria dell’auto, negli elettrodomestici, nelle celle frigorifere, nel settore navale e ferroviario, nei mobili, nel settore calzaturiero e in molti altri settori industriali. Ogni anno, nella sola Europa, si producono circa 3,5 milioni di tonnellate di poliuretano che, alla fine del ciclo di vita, non trova una corretta destinazione nel settore del riciclo e vanno a finire normalmente in discarica. La difficoltà che oggi incontra questa tipologia di rifiuto plastico nel processo di riconversione, finchè il riciclo chimico non avrà preso piede, hanno spinto le ricerche biologiche a tracciare nuove strade. Un gruppo di ricerca Europeo chiamato P4SB sta studiando materiali provenienti dalla biologia sintetica che siano in grado, tramite dei catalizzatori batterici, di creare bio enzimi che possano depolimerizzare il poliuretano, ma anche il PET. Lo studio ha identificato un batterio, chiamato Psneudomonas, che opportunamente ingegnerizzato, sia in grado di metabolizzare i componenti del poliuretano, che verranno poi resi, all’interno della massa batterica, sotto forma di bio plastica. Questo batterio ha la capacità di sopravvivere in condizioni estreme ed è molto resistente alle sostanze tossiche, infatti è un nemico per eccellenza nel campo medico in quanto resiste facilmente agli antibiotici. Fa parte della famiglia dei batteri gram-negativi che colpisce normalmente le persone con barriere immunitarie basse o con problemi alla pelle e alle mucose. Il batterio nell’uomo scatena malattie associate alle infezioni, come i problemi respiratori, la polmonite, l’endocardite, meningiti, problemi agli occhi, alle articolazioni, gastrointestinali, dermatologici e altre forme di reazione del corpo. Questo dimostra che è un batterio da prendere sul serio e il suo utilizzo nel campo microbiologico, applicato al riciclo delle plastiche come il poliuretano, fa capire il grado di colonizzazione e decomposizione che potrebbe mettere in campo se trattato con le dovute attenzioni.Categoria: notizie - plastica - batteri - riciclo - rifiuti - poliuretano
SCOPRI DI PIU' Applicazione di Agenti Espandenti e Schiumogeni nel Settore dei Polimeri Riciclati
Applicazione di Agenti Espandenti e Schiumogeni nel Settore dei Polimeri RiciclatiAnalisi dei Processi di Produzione, Controllo delle Proprietà del Materiale e Implicazioni per la Riciclabilità e la Sostenibilità Ambientale di Marco ArezioNel campo della plastica, gli agenti schiumogeni e gli espandenti sono additivi utilizzati per modificare le proprietà dei materiali plastici, rendendoli più leggeri, isolanti o riducendo l'uso della materia prima. Questi additivi sono fondamentali in molte applicazioni, inclusi i processi di economia circolare, consentendo l'uso efficiente delle risorse e la riduzione degli impatti ambientali. Di seguito, analizzeremo in dettaglio le differenze tra agenti schiumogeni ed espandenti, esplorando le loro caratteristiche, applicazioni e impatti nell'economia circolare. Gli Agenti Schiumogeni per i Polimeri Gli agenti schiumogeni giocano un ruolo cruciale nel settore delle materie plastiche, non solo per le loro applicazioni dirette ma anche per il loro impatto sulle pratiche di economia circolare. Essi consentono la produzione di materiali più leggeri, con miglior isolamento e minor uso di risorse. Esplorando in modo più approfondito il funzionamento, i tipi e le applicazioni degli agenti schiumogeni, possiamo comprendere meglio il loro contributo all'industria delle materie plastiche e all'ambiente. Tipi di Agenti SchiumogeniAgenti Schiumogeni Chimici: Sono composti che si decompongono sotto l'effetto del calore rilasciando gas. Sono ampiamente usati per la loro capacità di produrre celle uniformi e per la loro relativa facilità di controllo nel processo di schiumatura. Esempi includono:- Azodicarbonamide (ADA)- Bicarbonato di sodio- Acido citrico in combinazione con bicarbonati- Benzenesulfonidrazide (OBSH)Agenti Schiumogeni Fisici: Sono meno impattanti sull'ambiente rispetto a quelli chimici e includono CO2, azoto, acqua o idrocarburi. Sono preferiti in applicazioni dove la tossicità e l'impatto ambientale sono di primaria importanza. Meccanismo di Azione degli Agenti Schiumogeni Il processo di schiumatura inizia quando l'agente schiumogeno viene miscelato con il polimero e successivamente riscaldato durante il processo di trasformazione. Gli agenti schiumogeni chimici si decompongono termicamente, rilasciando gas come azoto, anidride carbonica, o ammoniaca, che si diffondono nella matrice polimerica creando una struttura cellulare. Gli agenti schiumogeni fisici, invece, subiscono un cambio di stato (da liquido a gas, ad esempio) sotto l'effetto del calore, espandendo il materiale. ApplicazioniGli agenti schiumogeni trovano applicazione in una vasta gamma di prodotti e settori, tra cui: Imballaggi: La produzione di imballaggi protettivi, leggeri e con buone proprietà di assorbimento degli urti. Componenti Automobilistici: Parti interne e esterne di veicoli dove il peso ridotto contribuisce alla riduzione del consumo di carburante. Edilizia: Materiali isolanti per l'edilizia, inclusi pannelli e lastre schiumate, dove l'isolamento termico e acustico è essenziale. Articoli Sportivi: Attrezzature leggere e resistenti, come i materassini da yoga o i giubbotti di salvataggio. Vantaggi nell'Economia Circolare Riduzione delle Risorse: La produzione di materiali schiumati riduce il consumo di materie prime polimeriche e, di conseguenza, l'impatto ambientale associato all'estrazione e alla lavorazione di queste risorse. Efficienza Energetica: I materiali con buone proprietà isolanti contribuiscono significativamente alla riduzione del consumo energetico negli edifici, allineandosi ai principi dell'efficienza energetica e della sostenibilità. Riciclabilità e Riutilizzo: Anche se la presenza di agenti schiumogeni può presentare dei problemi nel riciclo dei materiali plastici, lo sviluppo di nuove tecnologie e processi sta migliorando la riciclabilità di tali materiali, favorendo l'integrazione nel ciclo di vita dei prodotti secondo i principi dell'economia circolare. In conclusione, gli agenti schiumogeni offrono numerosi vantaggi per l'industria delle materie plastiche, migliorando le proprietà dei materiali e contribuendo agli obiettivi di sostenibilità e economia circolare. La ricerca e lo sviluppo continui in questo campo sono fondamentali per superare le sfide associate alla loro applicazione, come la riciclabilità. Gli Agenti Espandenti per i Polimeri Gli agenti espandenti nelle materie plastiche svolgono un ruolo fondamentale nel modificare le proprietà fisiche dei materiali, migliorandone l'applicabilità in diversi settori industriali. A differenza degli agenti schiumogeni, che sono progettati principalmente per creare una struttura cellulare all'interno di una matrice polimerica, gli agenti espandenti mirano a incrementare il volume dei materiali attraverso l'espansione. Questo processo può o non può generare una schiuma, a seconda della natura dell'agente utilizzato e del metodo di applicazione. Esaminiamo più da vicino il ruolo, i tipi e le applicazioni degli agenti espandenti, oltre al loro impatto sull'economia circolare. Ruolo degli Agenti Espandenti Il ruolo primario degli agenti espandenti è di aumentare il volume di un polimero durante il processo di lavorazione. Questo viene realizzato attraverso la generazione di gas o attraverso l'espansione fisica di un additivo preesistente, risultando in un materiale con densità ridotta e, in alcuni casi, proprietà isolate migliorate. Questi agenti possono essere utilizzati per ottenere una distribuzione uniforme del gas all'interno del materiale, senza necessariamente cercare di formare una struttura cellulare chiusa o aperta come nel caso degli agenti schiumogeni. Tipologia di Espandenti Chimici Gli espandenti chimici producono gas attraverso reazioni chimiche quando riscaldati, espandendo il materiale plastico. Questo processo di decomposizione termica genera una pressione interna che forma celle gassose all'interno della matrice polimerica, risultando in un materiale espanso. Azodicarbonamide (ADA): È uno degli espandenti chimici più comunemente utilizzati nelle materie plastiche, specialmente in PVC, poliolefine e schiume. Si decompone termicamente, rilasciando azoto, anidride carbonica e ammoniaca, che fungono da agenti espandenti. Acido Citrico e Bicarbonato di Sodio: Questa combinazione è un esempio di sistema espandente che rilascia anidride carbonica quando riscaldato. È considerato un sistema espandente ecocompatibile, spesso utilizzato in applicazioni dove la sostenibilità è una preoccupazione. Idrazidi: Composti come l'acido benzenesulfonico idrazide (OBSH) e l'acido toluenesulfonico idrazide (TSH) sono agenti espandenti chimici che si decompongono termicamente rilasciando azoto e vapore acqueo. Sono utilizzati per ottenere schiume con celle fini e uniformi. Tipologia degli Espandenti Fisici Gli espandenti fisici sono sostanze che, sottoposte a riscaldamento, cambiano stato da liquido a gas, espandendo il materiale senza reazioni chimiche. La scelta dell'espandente fisico dipende dalla sua compatibilità con il polimero e dal processo di produzione. Idrocarburi: Composti come il butano, l'etano, il pentano o l'isobutano sono utilizzati come espandenti fisici, specialmente nelle schiume poliolefiniche. Sono scelti per la loro capacità di produrre schiume con buone proprietà meccaniche e termiche. Gas Inerti: Anidride carbonica e azoto sono gas inerti comunemente usati come agenti espandenti fisici. Sono considerati opzioni più sicure e ambientalmente sostenibili rispetto ad altri agenti espandenti, ma possono richiedere attrezzature specifiche per l'iniezione e il mantenimento delle pressioni desiderate durante il processo di schiumatura. Acqua: L'acqua è un agente espandente fisico utilizzato in alcuni processi di schiumatura per polimeri termoplastici. Quando riscaldata, si vaporizza, espandendo il materiale. Questo metodo è considerato ecologico, ma la quantità di espansione ottenibile è relativamente limitata rispetto ad altri agenti espandenti. Applicazioni Gli agenti espandenti trovano applicazione in numerosi settori, tra cui: Componenti per l'Automotive: Riduzione del peso dei componenti interni e esterni dei veicoli per migliorare l'efficienza del carburante e ridurre le emissioni. Imballaggi: Sviluppo di imballaggi protettivi leggeri che richiedono meno materiale e offrono una migliore protezione. Prodotti per la Costruzione: Materiali da costruzione leggeri e isolanti, come blocchi di cemento espanso, che contribuiscono all'isolamento termico degli edifici. Impatto sull'Economia Circolare Gli agenti espandenti contribuiscono significativamente ai principi dell'economia circolare: Efficienza delle Risorse: Riducendo la densità dei materiali, si riduce l'utilizzo delle materie prime e si aumenta l'efficienza del trasporto, riducendo così le emissioni associate. Isolamento ed Efficienza Energetica: I materiali espansi possono offrire miglioramenti nelle proprietà di isolamento, contribuendo all'efficienza energetica degli edifici e alla riduzione del consumo di energia. Riciclabilità: Sebbene la presenza di agenti espandenti possa presentare dei problemi nel processo di riciclo, la ricerca e lo sviluppo di nuovi materiali e processi stanno migliorando la riciclabilità di questi materiali. In sintesi, gli agenti espandenti svolgono un ruolo importante nell'industria delle materie plastiche, non solo per le loro applicazioni dirette ma anche per il loro contributo all'efficienza delle risorse e alla sostenibilità. L'innovazione continua in questo campo è essenziale per sviluppare materiali che siano sia funzionali sia compatibili con i principi dell'economia circolare. Come scegliere un agente espandente o uno schiumogeno per la produzione con polimeri plastici La comprensione delle caratteristiche specifiche e delle applicazioni di ciascun tipo di agente espandente è fondamentale per ottimizzare le proprietà del materiale finito e soddisfare le esigenze del progetto, mantenendo al contempo un occhio di riguardo.Obiettivi del Progetto e Proprietà del Materiale Densità del Materiale: Se l'obiettivo è ridurre significativamente la densità del prodotto finale, gli agenti schiumogeni sono generalmente preferiti perché creano una struttura cellulare all'interno del materiale, riducendone il peso. Proprietà Meccaniche: È importante considerare come l'aggiunta dell'agente influenzerà le proprietà meccaniche del materiale, come la resistenza alla trazione, l'elasticità e la resilienza. Gli agenti schiumogeni possono ridurre alcune di queste proprietà a causa della formazione di celle. Proprietà Termiche e Acustiche: Per applicazioni che richiedono miglioramenti nell'isolamento termico o acustico, gli agenti schiumogeni sono spesso preferibili poiché la struttura cellulare intrappola l'aria, migliorando l'isolamento. Compatibilità del Processo di Produzione Metodo di Lavorazione: La scelta tra agenti schiumogeni ed espandenti può dipendere dal processo di produzione utilizzato (ad esempio, estrusione, stampaggio a iniezione). Alcuni agenti possono essere più adatti a specifici processi di lavorazione. Temperatura di Decomposizione: È fondamentale che la temperatura di decomposizione dell'agente sia compatibile con le temperature del processo di produzione. Gli agenti schiumogeni chimici e gli espandenti hanno diverse temperature di attivazione che devono essere considerate. Impatto Ambientale Sostenibilità: La scelta tra agenti fisici e chimici può essere influenzata dalla loro impronta ecologica. Gli agenti fisici, come l'anidride carbonica o l'azoto, possono avere un impatto ambientale minore rispetto ad alcuni agenti chimici. Riciclabilità: La presenza di alcuni agenti schiumogeni o espandenti può influenzare la riciclabilità del prodotto finale. È importante considerare come l'agente selezionato influenzerà il ciclo di vita del materiale e la sua compatibilità con le pratiche di economia circolare. Costi Oltre all'efficacia, il costo degli agenti schiumogeni o espandenti e il loro impatto sui costi di produzione complessivi sono fattori critici. Alcuni agenti possono richiedere attrezzature speciali o modifiche al processo produttivo, influenzando il costo finale. Normative e Compliance Infine, è essenziale considerare eventuali restrizioni normative relative all'uso di determinati agenti schiumogeni o espandenti, soprattutto in settori regolamentati come l'alimentare, il medicale o l'edilizia. Conclusione La scelta tra un agente schiumogeno e uno espandente richiede un'analisi attenta degli obiettivi del progetto, delle proprietà desiderate del materiale, della compatibilità con il processo di produzione e dell'impatto ambientale. Collaborare con fornitori di materie prime e sfruttare le conoscenze tecniche disponibili può aiutare a identificare la soluzione ottimale per le specifiche esigenze di produzione. Con quali polimeri riciclati si legano gli agenti espandenti e gli schiumogeni Gli agenti espandenti e gli schiumogeni possono essere utilizzati con una varietà di polimeri riciclati, con l'obiettivo di migliorarne le proprietà, ridurne il peso, e aumentarne l'efficienza di produzione. La compatibilità di questi agenti con specifici tipi di polimeri riciclati dipende da vari fattori, tra cui la struttura chimica del polimero, il processo di trasformazione utilizzato, e le proprietà desiderate nel prodotto finito. Di seguito, vengono esaminati alcuni dei polimeri riciclati comunemente associati con l'uso di agenti espandenti e schiumogeni. Polietilene (PE) Il PE riciclato è ampiamente utilizzato in applicazioni di packaging, contenitori, e prodotti per l'edilizia. Gli agenti schiumogeni possono essere utilizzati per produrre schiume di PE riciclato che offrono un miglior isolamento termico o riducono il peso del materiale per applicazioni come i pannelli isolanti o i prodotti di imballaggio protettivo. Polipropilene (PP) Il PP riciclato beneficia dell'uso di agenti schiumogeni o espandenti per migliorare la lavorabilità e le proprietà meccaniche dei prodotti finiti. Questi possono includere componenti automobilistici, contenitori per alimenti, e materiali da costruzione, dove la riduzione del peso e il miglioramento dell'isolamento sono vantaggi chiave. Polistirene (PS) Il PS riciclato, sia nella forma espansa (EPS) che solida, è un candidato ideale per l'applicazione di agenti schiumogeni, specialmente per produrre materiale di imballaggio o isolamento termico. Gli agenti espandenti possono essere utilizzati per aumentare ulteriormente il volume del materiale, riducendo così il consumo di risorse. Polietilentereftalato (PET) Il PET riciclato viene spesso utilizzato in fibre per tessuti, contenitori per alimenti e bevande, e in alcune applicazioni di ingegneria. L'aggiunta di agenti schiumogeni può essere sfruttata per ridurre il peso e migliorare le proprietà termiche dei prodotti in PET riciclato, come nel caso di pannelli isolanti o componenti automobilistici. PVC (Policloruro di Vinile) Il PVC riciclato può essere schiumato per produrre una varietà di prodotti con miglior isolamento, riduzione del peso e proprietà acustiche. Gli agenti espandenti e schiumogeni possono essere utilizzati per produrre profili per finestre, tubi, e pannelli per l'edilizia con PVC riciclato. Considerazioni sull'Uso di Agenti Espandenti e Schiumogeni con Polimeri Riciclati Pulizia del Materiale: La presenza di contaminanti nei polimeri riciclati può influenzare l'efficacia degli agenti schiumogeni o espandenti e le proprietà del prodotto finito. Processo di Riciclo: Il processo di riciclo può alterare le proprietà chimiche e fisiche del polimero, influenzando la sua compatibilità con specifici agenti schiumogeni o espandenti. Obiettivi di Sostenibilità: L'uso di agenti espandenti o schiumogeni con polimeri riciclati dovrebbe essere valutato anche in termini di impatto ambientale, assicurandosi che l'approccio adottato sia in linea con gli obiettivi di sostenibilità e economia circolare. In conclusione, l'integrazione di agenti espandenti e schiumogeni con polimeri riciclati offre notevoli opportunità per migliorare le prestazioni e ridurre l'impatto ambientale dei prodotti plastici. Tuttavia, è fondamentale considerare attentamente la selezione degli agenti e le condizioni di lavorazione per ottimizzare le proprietà dei materiali riciclati e realizzare prodotti di alta qualità ed ecocompatibili. Quali attenzioni bisogna considerare in produzione utilizzando gli agenti espandenti o schiumogeni L'integrazione di agenti espandenti e schiumogeni nella produzione con polimeri plastici richiede una serie di considerazioni tecniche e ambientali per garantire la qualità del prodotto, l'efficienza del processo e la sostenibilità ambientale. Qui di seguito sono riportate alcune delle principali attenzioni da tenere in considerazione: Selezione degli Agenti Compatibilità: Scegliere un agente (espandente o schiumogeno) compatibile con il tipo di polimero utilizzato, considerando la reattività chimica e le condizioni di lavorazione. Obiettivi del Prodotto: Definire gli obiettivi specifici del prodotto (ad esempio, riduzione del peso, isolamento termico, assorbimento degli urti) per selezionare l'agente più adatto che possa soddisfare tali esigenze. Processo di Produzione Controllo della Temperatura: Ottimizzare le condizioni di temperatura per garantire che l'agente si attivi al momento giusto, evitando decomposizione precoce o incompleta che può influire sulla qualità del prodotto. Distribuzione dell'Agente: Assicurarsi che l'agente sia distribuito uniformemente nel polimero per ottenere una struttura cellulare o un'espansione omogenea. Pressione e Velocità di Espansione: Monitorare la pressione e la velocità di espansione per controllare la dimensione e la densità delle celle, influenzando direttamente le proprietà fisiche del materiale finale. Salute e Sicurezza Tossicità: Verificare la tossicità degli agenti utilizzati e adottare misure di protezione adeguate per i lavoratori, inclusi dispositivi di protezione individuale e sistemi di ventilazione. Rischi di Processo: Gestire i rischi associati alla manipolazione e al riscaldamento degli agenti espandenti e schiumogeni, compresi i rischi di esplosione o incendio. Riciclabilità e Economia Circolare Riciclabilità del Prodotto Finale: Considerare come la presenza di agenti espandenti o schiumogeni influenzerà la riciclabilità del prodotto finale e esplorare opzioni per il riciclo o il riutilizzo. Economia Circolare: Integrare principi di economia circolare nella progettazione del prodotto, valutando la possibilità di utilizzare polimeri riciclati e sviluppando prodotti che possono essere facilmente riciclati o smaltiti in modo sostenibile. Prendere in considerazione queste attenzioni può aiutare a massimizzare l'efficacia dell'uso di agenti espandenti e schiumogeni nei polimeri plastici, migliorando la qualità del prodotto, ottimizzando il processo di produzione e riducendo l'impatto ambientale.
SCOPRI DI PIU' Poliuretano: Produzione, Impiego, Riciclo e Storia
Poliuretano: Produzione, Impiego, Riciclo e StoriaUn materiale di grandissima diffusione in molti settori che ha una storia prestigiosa e un presente circolare complicatodi Marco ArezioIl poliuretano è un polimero conosciuto anche da chi non è addetto ai lavori, in quanto lo si identifica facilmente negli isolanti per le abitazioni, nei prodotti chimici di comune utilizzo del fai da te, negli oggetti che arredano le nostre case e in molte altre occasioni. La sua storia nasce agli albori della ricerca sulla chimica dei polimeri, con continui miglioramenti nel corso degli anni e creando nuove applicazioni facendo leva sulle molteplici qualità del composto.Cosa è il poliuretano Il poliuretano è un tipo di polimero che viene utilizzato in una vasta gamma di prodotti a causa della sua versatilità. Si tratta di un materiale che può essere flessibile o rigido e viene utilizzato in prodotti come schiume, elastomeri, adesivi, sigillanti, vernici e molti altri. Le schiume di poliuretano, ad esempio, sono spesso utilizzate in materassi, cuscini e mobili a causa della loro capacità di adattarsi e ritornare alla loro forma originale. I poliuretani possono essere formulati per avere una varietà di proprietà, rendendoli adatti a molte diverse. Come si produce il poliuretano Il poliuretano viene prodotto attraverso una reazione chimica tra due componenti principali: un isocianato e un poliolo. La natura esatta e la proporzione di questi composti determinano le proprietà finali del poliuretano prodotto. Ecco un processo base per produrre poliuretano: Preparazione dei componenti Gli isocianati ei polioli vengono prodotti separatamente attraverso vari processi chimici. Gli isocianati comuni utilizzati includono il diisocianato di toluene (TDI) e il diisocianato di metilene difenile (MDI). I polioli possono variare dalla glicerina ai polieteri. Mescolamento Una volta preparati, gli isocianati e i polioli vengono miscelati insieme in proporzioni controllate. Al mix possono essere aggiunti altri ingredienti come catalizzatori, stabilizzanti, coloranti o additivi per ottenere proprietà specifiche. Reazione Quando gli isocianati ei polioli reagiscono insieme, formano una catena di poliuretano. Questa reazione può essere esotermica (produrre calore). Formazione A seconda dell'applicazione desiderata, la miscela reagente può essere versata in stampi per produrre forme solide come blocchi o lastre, oppure può essere spruzzata o applicata su superfici. Ad esempio, la schiuma spray di poliuretano viene spruzzata sulle superfici per l'isolamento, mentre le schiume flessibili possono essere versate in stampi per produrre cuscini o materassi. Indurimento e Cura Dopo la formazione, il poliuretano richiede un periodo di "cura" durante il quale completa la sua reazione e raggiunge le proprietà desiderate. Taglio o lavorazione Una volta indurito, il poliuretano può essere tagliato, sagomato o lavorato secondo le specifiche dell'applicazione finale. A seconda del tipo e delle proprietà desiderate del poliuretano, i dettagli del processo possono variare. Ad esempio, la produzione di schiume rigide utilizzate per l'isolamento potrebbe differire da quella di elastomeri utilizzati nelle applicazioni industriali. Dove si utilizza il poliuretano Il poliuretano è un materiale estremamente versatile e si trova in una vasta gamma di prodotti grazie alle sue diverse proprietà. Ecco alcuni degli usi comuni del poliuretano: - Schiume flessibili: utilizzate in materassi, cuscini, imbottiture di mobili e sedili automobilistici. - Schiume rigide: utilizzate per l'isolamento termico di edifici, frigoriferi, congelatori e apparecchiature per il riscaldamento e il raffreddamento. - Elastomeri: trovano impiego in suole di scarpe, guarnizioni, cinghie di trasmissione, componenti automobilistici e alcuni adesivi. - Adesivi e sigillanti: utilizzati in edilizia, industria automobilistica e molte altre industriali. - Vernici e rivestimenti: offrono protezione contro l'abrasione, la corrosione ei raggi UV. Sono usati per verniciare automobili, pavimenti e altri oggetti. - Pellicole e fogli: per l'imballaggio, la laminazione e come componenti in prodotti tessili. - Spugne abrasive: usate per lavare e pulire. - Componenti automobilistici: come parafanghi, parti di interni, e componenti di sospensione. - Imballaggi: schiume protettive per l'imballaggio di elettronica e altri beni fragili. - Applicazioni mediche: come bendaggi, impianti e componenti di dispositivi medici. - Fibra di poliuretano: utilizzata in tessuti elastici e abbigliamento. Questi sono solo alcuni esempi. Grazie alla sua versatilità, il poliuretano ha trovato in quasi ogni settore industriale e continua ad essere un materiale chiave in molte innovazioni tecnologiche. Quali caratteristiche tecniche ha il poliuretano l poliuretano è un materiale estremamente versatile con una vasta gamma di proprietà che possono essere adattate in base ai requisiti specifici di un'applicazione. Le caratteristiche tecniche del poliuretano possono variare a seconda della formula specifica, dei componenti utilizzati e del processo di produzione. Tuttavia, alcune delle caratteristiche generali e dei vantaggi del poliuretano includono: - Il poliuretano è noto per la sua resistenza all'usura, al taglio e all'abrasione. - Può essere estremamente elastico e flessibile, il che lo rende ideale per suole di scarpe, guarnizioni e altri prodotti che richiedono elasticità. - Offre una buona resistenza a oli, grassi, solventi e molti altri prodotti chimici. - Il poliuretano ha eccellenti proprietà isolanti, sia termiche che acustiche, ed è spesso utilizzato come materiale isolante in edilizia e in apparecchiature refrigeranti. - Può essere prodotto in una vasta gamma di densità e rigidità, da schiume morbide e flessibili a materiali solidi e duri. - Ha una buona capacità adesiva su una vasta gamma di substrati, il che lo rende utile come adesivo e sigillante. - Il poliuretano ha una buona resistenza all'acqua e non si decompone facilmente quando esposto all'umidità. - Sebbene il poliuretano standard possa degradarsi sotto l'esposizione ai raggi UV, può essere formulato con additivi che migliorano la sua resistenza ai raggi UV. - Mentre il poliuretano non è inerentemente resistente al fuoco, può essere formulato con ritardanti di fiamma per soddisfare specifiche esigenze di resistenza al fuoco. - Ha la capacità del materiale di tornare alla sua forma originale dopo essere stato deformato. Come si ricicla il poliuretano Il riciclo del poliuretano può essere una sfida a causa della sua natura termoindurente e delle diverse forme in cui può presentarsi. Tuttavia, ci sono diverse metodologie adottate per il riciclaggio del poliuretano, a seconda del tipo e dell'applicazione. Ecco alcune delle tecniche comuni: Riutilizzo meccanico Questo metodo coinvolge la triturazione della schiuma di poliuretano in piccoli pezzi che possono essere utilizzati come riempitivi o combinati con altri materiali per produrre nuovi prodotti. Ad esempio, la schiuma triturata può essere utilizzata in cuscini, materassi o come isolamento. Riciclo chimico Glicolisi. Qui, il poliuretano viene scomposto in presenza di glicoli. Questo processo produce polioli che possono essere riutilizzati nella produzione di nuovo poliuretano. Idrogenazione. In questo metodo, il poliuretano viene esposto all'idrogeno ad alte temperature, producendo polioli che possono essere riutilizzati. Pirolisi. Il poliuretano viene scomposto termicamente in assenza di ossigeno, producendo oli che possono essere utilizzati come carburanti o materie prime per la produzione chimica. Riciclaggio energetico. Anziché cercare di recuperare il materiale, il poliuretano può essere incenerito in impianti di incenerimento di rifiuti per recuperare l'energia. Questo metodo trasforma il poliuretano in calore, che può essere utilizzato per produrre elettricità o riscaldare l'acqua. Riciclaggio mediante bonifica. Questo metodo è simile alla glicolisi, ma utilizza ammine alifatiche. Produce ammine e polioli che possono essere utilizzati nella produzione di nuovo poliuretano o altri polimeri. Mentre le tecniche di riciclaggio sono in continua evoluzione, uno dei principali ostacoli al riciclaggio su larga scala del poliuretano è la raccolta e la separazione dei rifiuti di poliuretano dalle altre correnti di rifiuti. Tuttavia, con la crescente enfasi sulla sostenibilità e la gestione dei rifiuti, sono in corso ricerche per sviluppare metodi più efficaci e sostenibili per il riciclaggio del poliuretano. Storia del poliuretano Il poliuretano è stato scoperto nel 1937 dal chimico tedesco Otto Bayer e dal suo team. La ricerca era parte degli sforzi per sviluppare nuovi materiali polimerici durante il periodo tra le due guerre mondiali, quando c'era una grande domanda di alternative ai materiali tradizionali. Otto Bayer è noto per aver sviluppato il processo di produzione di poliuretano utilizzando diisocianati e polioli, il che ha portato alla produzione commerciale di poliuretano nel 20° secolo. Il poliuretano ha una storia interessante e la sua evoluzione e diffusione in vari settori è un esempio di come i nuovi materiali possano rivoluzionare le industrie. Le tappe storiche importanti per il poliuretano sono le seguenti: - 1937. Otto Bayer e il suo team in Germania sviluppano il processo di polimerizzazione per produrre poliuretano usando diisocianati e polioli. - 1940. Durante la Seconda Guerra Mondiale, ci fu un grande bisogno di materiali alternativi a causa della scarsità di risorse come il caucciù. Questo ha portato a un interesse crescente per i poliuretani come potenziale sostituto. Alla fine degli anni '40, le schiume rigide di poliuretano iniziarono ad essere usate per isolamento. - anni '50. Le schiume flessibili di poliuretano diventano popolari come materiale per cuscini e materassi. Inizia la produzione su larga scala di elastomeri di poliuretano, che vengono utilizzati in vari settori, compresa l'industria calzaturiera. - anni '60 e '70. L'uso di schiume di poliuretano per l'isolamento termico degli edifici diventa sempre più comune. La tecnologia del poliuretano continua ad evolversi, portando allo sviluppo di adesivi, sigillanti, rivestimenti e vernici di poliuretano. - 1980. Gli elastomeri di poliuretano diventano comuni in molte industrie. La ricerca si concentra sull'ottimizzazione delle proprietà del poliuretano, come la resistenza alla fiamma e la resistenza all'abrasione. - anni '90 e 2000. Si assiste a una crescente preoccupazione per l'ambiente e la salute, il che porta a ricerche su poliuretani a base d'acqua ea basso contenuto di composti organici volatili (VOC). L'industria automobilistica adotta ampiamente il poliuretano per interni, sedili, e componenti esterni. - anni 2010. Con l'aumento dell'interesse per la sostenibilità, iniziano le ricerche per produrre poliuretani da fonti rinnovabili e biobased. L'innovazione continua con lo sviluppo dei poliuretani con proprietà migliorate, come maggiore resistenza ai raggi UV e migliore resistenza termica. Nel corso degli anni, il poliuretano ha dimostrato di essere un materiale estremamente versatile, adattandosi e rispondendo alle esigenze in continua evoluzione di molte industrie. La sua capacità di essere formulato per una vasta gamma di proprietà ha reso possibile il suo uso in una miriade di, dall'edilizia all'automobile, dai prodotti per la casa all'abbigliamento e molto altro.
SCOPRI DI PIU' Polimeri Idrofobici e Super-Idrofobici: Innovazioni nei Rivestimenti Polimerici per Superfici Impermeabili e Autopulenti
Polimeri Idrofobici e Super-Idrofobici: Innovazioni nei Rivestimenti Polimerici per Superfici Impermeabili e AutopulentiLe ultime scoperte e tecnologie nei polimeri idrofobici in grado di rendere superfici impermeabili e autopulenti, con applicazioni in svariati settori industrialidi Marco ArezioNegli ultimi anni, la ricerca sui materiali polimerici ha fatto passi da gigante, con particolare attenzione ai polimeri idrofobici e super-idrofobici. Questi materiali, grazie alle loro proprietà uniche di impermeabilità e capacità autopulente, stanno trovando applicazioni sempre più diffuse in settori come l'industria tessile e l'aerospaziale. In questo articolo analizzeremo le caratteristiche di questi polimeri, il loro principio di funzionamento, le tecnologie impiegate per svilupparli e le potenziali applicazioni industriali. Polimeri Idrofobici e Super-Idrofobici: Definizione e Principi di Funzionamento I polimeri idrofobici sono materiali che respingono l'acqua grazie alla loro particolare struttura chimica. Questa proprietà si manifesta quando le molecole di acqua, invece di aderire alla superficie del materiale, formano delle gocce sferiche che scivolano via. L'efficacia di questa repulsione è misurata dall'angolo di contatto tra la goccia d'acqua e la superficie: un angolo superiore a 90° è indicativo di un materiale idrofobico. Questo fenomeno è particolarmente importante per applicazioni in cui è essenziale mantenere le superfici asciutte e pulite, riducendo la formazione di umidità e l'adesione di particelle indesiderate. I polimeri super-idrofobici spingono questa capacità ancora più in là. Questi materiali presentano angoli di contatto superiori a 150°, il che significa che l'acqua non solo viene respinta, ma praticamente "rimbalza" sulla superficie. Questo fenomeno, spesso ispirato dalla natura (ad esempio, l'effetto loto), deriva dalla combinazione di microstrutture superficiali e specifiche caratteristiche chimiche. L'effetto loto si osserva in natura sulle foglie della pianta del loto, le quali, grazie a una combinazione di rugosità e composizione cerosa, riescono a mantenere la superficie asciutta e libera da impurità. Questo principio è stato emulato nella progettazione di materiali polimerici super-idrofobici per varie applicazioni. Tecnologie ed Innovazioni nei Rivestimenti Polimerici La produzione di rivestimenti idrofobici e super-idrofobici sfrutta diverse tecniche avanzate, tra cui: Deposizione di Film Sottile (Thin Film Deposition): Questa tecnica permette di applicare un sottile strato di polimero su una superficie. I polimeri fluorurati, come il politetrafluoroetilene (PTFE), sono comunemente usati grazie alle loro eccellenti proprietà idrofobiche. Con metodi di deposizione fisica da vapore (PVD) e deposizione chimica da vapore (CVD), è possibile ottenere strati sottili uniformi che offrono alta resistenza all'acqua. L'utilizzo di questi film sottili consente di controllare lo spessore e la composizione del rivestimento, ottenendo superfici ad alte prestazioni sia in termini di idrofobicità che di durabilità. Nano-strutturazione della Superficie: La creazione di rugosità a livello nanometrico è cruciale per ottenere un'elevata super-idrofobicità. Le nanostrutture intrappolano l'aria tra la superficie e la goccia d'acqua, riducendo il contatto e migliorando l'effetto idrofobico. Tecniche come l'incisione al laser e l'elettrospinning vengono frequentemente utilizzate per creare questa struttura superficiale. L'incisione al laser permette di creare micro e nano-pattern specifici che imitano le superfici naturali, mentre l'elettrospinning può essere usato per produrre fibre molto sottili che aumentano la rugosità superficiale. Questi metodi di nano-strutturazione sono spesso combinati per massimizzare l'effetto super-idrofobico e garantire una maggiore stabilità del rivestimento. Polimeri a Bassa Energia Superficiale: La chimica dei polimeri gioca un ruolo fondamentale nell'idrofobicità. Polimeri come il polidimetilsilossano (PDMS) hanno una bassa energia superficiale, che facilita la formazione di gocce d'acqua che scivolano facilmente dalla superficie trattata. Questo tipo di polimeri è spesso combinato con tecniche di nano-strutturazione per ottenere un effetto super-idrofobico più efficace. La bassa energia superficiale riduce la tendenza dell'acqua a diffondersi sulla superficie, il che è particolarmente utile in applicazioni dove è necessario limitare il contatto con i liquidi. Applicazioni dei Rivestimenti Idrofobici e Super-Idrofobici Le applicazioni dei rivestimenti polimerici idrofobici e super-idrofobici sono sempre più diffuse, grazie alle loro proprietà di impermeabilità e autopulizia. Questi rivestimenti non solo migliorano l'aspetto estetico delle superfici, ma offrono anche vantaggi funzionali significativi: Industria Tessile: I tessuti trattati con rivestimenti super-idrofobici respingono liquidi e sporco, rendendoli ideali per abbigliamento tecnico e sportivo. Questi tessuti non solo mantengono asciutto l'utilizzatore, ma riducono anche la necessità di lavaggi frequenti, con un impatto positivo sull'ambiente. Ad esempio, giacche impermeabili e pantaloni da trekking con rivestimenti super-idrofobici possono mantenere la loro performance in condizioni climatiche estreme, migliorando il comfort dell'utilizzatore e riducendo l'usura del tessuto stesso. Questa tecnologia ha anche implicazioni significative nel settore medico, dove materiali tessili idrofobici possono aiutare a prevenire la contaminazione e migliorare la sicurezza. Settore Costruzioni: Rivestire materiali da costruzione come cemento e vetro con rivestimenti idrofobici aiuta a proteggere le superfici dall'umidità e dal degrado. Le facciate degli edifici trattate con questi materiali mantengono un aspetto pulito nel tempo, riducendo i costi di manutenzione. Inoltre, questi rivestimenti possono prevenire la formazione di muffe e licheni, prolungando la durata delle strutture. I materiali da costruzione trattati con rivestimenti super-idrofobici possono anche migliorare la resistenza al gelo, prevenendo il danno causato dall'acqua che penetra nelle crepe e si espande durante il congelamento. In questo modo, si garantisce una maggiore durabilità degli edifici in ambienti soggetti a condizioni atmosferiche avverse. Automotive e Aerospaziale: Nell'industria automobilistica, i rivestimenti idrofobici vengono utilizzati per migliorare la visibilità dei parabrezza e per ridurre l'accumulo di fango e sporco. Nel settore aerospaziale, questi rivestimenti sono fondamentali per ridurre il rischio di formazione di ghiaccio sulle superfici esterne degli aeromobili, migliorando l'efficienza e la sicurezza. L'uso di rivestimenti super-idrofobici su droni e velivoli senza pilota è in fase di sperimentazione per ridurre il peso causato dall'accumulo di acqua e migliorare le capacità operative in condizioni meteo avverse. Anche i componenti del motore e le superfici delle ali possono beneficiare di questi rivestimenti, migliorando l'aerodinamica e riducendo la necessità di frequenti interventi di manutenzione. Dispositivi Elettronici: I rivestimenti super-idrofobici sono utilizzati anche per proteggere circuiti e componenti elettronici dall'acqua e dall'umidità, garantendo una maggiore durata e affidabilità dei dispositivi, soprattutto in ambienti difficili. Questo è particolarmente rilevante per i dispositivi elettronici indossabili e i sensori esposti alle intemperie, che necessitano di protezione contro l'umidità per garantire il corretto funzionamento. Ad esempio, sensori utilizzati nell'agricoltura di precisione o dispositivi IoT posizionati all'esterno possono beneficiare enormemente di questa tecnologia, migliorando la loro robustezza e riducendo la necessità di sostituzioni frequenti. Problematiche e Prospettive Future Nonostante i notevoli progressi tecnologici, la realizzazione di rivestimenti super-idrofobici durevoli presenta ancora alcune problematiche. La principale è la stabilità nel tempo: molti rivestimenti perdono la loro efficacia idrofobica a causa dell'usura meccanica o dell'esposizione a condizioni ambientali avverse. Questa perdita di efficacia limita la durata e l'applicabilità dei rivestimenti in molti contesti industriali. Le ricerche attuali si concentrano su metodi per migliorare la resistenza meccanica e la durata di questi rivestimenti. Una delle strategie più promettenti consiste nell'utilizzare materiali compositi e combinare polimeri con nanoparticelle inorganiche. Le nanoparticelle possono migliorare la resistenza all'abrasione e la stabilità termica, rendendo il rivestimento più durevole anche in condizioni di utilizzo intensivo. Inoltre, la ricerca ispirata dalla natura, che prende spunto da fenomeni come le ali delle farfalle o la pelle dei pesci, sta portando allo sviluppo di nuove superfici che combinano proprietà autopulenti, anti-gelo e anti-batteriche. Queste superfici multifunzionali potrebbero aprire la strada a una nuova generazione di rivestimenti intelligenti in grado di adattarsi alle condizioni ambientali e fornire una protezione su misura. Un'altra direzione di ricerca promettente riguarda l'uso di materiali eco-compatibili per la produzione di rivestimenti idrofobici. La crescente attenzione all'ambiente spinge i ricercatori a sviluppare polimeri e metodi di sintesi che siano meno dannosi per l'ecosistema, mantenendo al contempo le prestazioni desiderate. Questo potrebbe portare a soluzioni sostenibili che riducono l'impatto ambientale senza compromettere le prestazioni del materiale. Conclusioni I polimeri idrofobici e super-idrofobici rappresentano un'innovazione di grande interesse nel campo dei materiali avanzati. La capacità di rendere le superfici impermeabili e autopulenti apre nuove possibilità in numerosi settori industriali, dalla produzione tessile all'industria aerospaziale. Nonostante le sfide legate alla durata e alla resistenza dei rivestimenti, le prospettive per il futuro sono promettenti, grazie all'evoluzione continua delle tecnologie e a un approccio sempre più bioispirato. La combinazione di soluzioni innovative per migliorare la durata e la sostenibilità ambientale contribuirà a rendere questi rivestimenti sempre più accessibili e versatili, favorendo la loro adozione su larga scala. L'adozione di materiali idrofobici e super-idrofobici in ambito industriale potrebbe anche rivoluzionare la manutenzione delle superfici, riducendo la necessità di interventi periodici e migliorando l'efficienza operativa. Con il progresso continuo delle tecniche di nano-strutturazione e l'integrazione di nuovi materiali, ci aspettiamo che questi rivestimenti diventino sempre più sofisticati, offrendo non solo proprietà idrofobiche, ma anche resistenza chimica, protezione dai raggi UV e capacità di autoriparazione. Questo ampio spettro di funzionalità trasformerà il modo in cui concepiamo le superfici, rendendole sempre più adattabili e performanti.© Riproduzione Vietata Fonti Barthlott, W., & Neinhuis, C. (1997). Purity of the sacred lotus, or escape from contamination in biological surfaces. Planta, 202(1), 1-8. Marmur, A. (2004). The lotus effect: Superhydrophobicity and metastability. Langmuir, 20(9), 3517-3519. Gao, L., & McCarthy, T. J. (2006). Contact angle hysteresis explained. Langmuir, 22(14), 6234-6237. Nosonovsky, M., & Bhushan, B. (2007). Hierarchical roughness and wetting of engineering surfaces. Microsystem Technologies, 13(3-4), 357-364. Zhang, X., Shi, F., Niu, J., Jiang, Y., & Wang, Z. (2008). Superhydrophobic surfaces: From structural control to functional application. Journal of Materials Chemistry, 18(6), 621-633.
SCOPRI DI PIU' Lo Stereotipo che la Plastica sia un Materiale Artificiale. Vediamo perché No.
Lo Stereotipo che la Plastica sia un Materiale Artificiale. Vediamo perché No.Si discute su ciò che è naturale e su ciò che è artificiale, seguendo più le mode che i fattidi Marco ArezioSe guardiamo in po' indietro nella nostra storia l’uomo ha prevalentemente usato, per la fabbricazione degli oggetti, ciò che aveva pronto e disponibile, come la pietra, il legno, la pelle e le ossa. In una fase successiva, l’unione tra le materie prime disponibili, l’energia e la conoscenza, ha portato alla creazione di materiali naturali trasformati, facendo nascere il vetro, i metalli e la terracotta per citarne solo alcuni. Questi ultimi, che vengono largamente utilizzati anche al giorno d’oggi, sono comunemente ed erroneamente considerati materiali naturali, frutto di millenari utilizzi da parte dell’uomo, ma che in natura non esistono allo stato del nostro impiego, ma sono frutto della convergenza tra le materie prime naturali e l’ingegno dell’uomo. In epoca molto più recente, a partire dagli anni ’60 del secolo scorso, la proliferazione degli oggetti in plastica nel mercato mondiale, ha cambiato per sempre le abitudini di acquisto e utilizzo dei materiali, sia nell’ambito famigliare che industriale. La plastica, si sa, racchiudeva in sé una serie di vantaggi inarrivabili da parte di altri prodotti, in termini di leggerezza, resistenza, durabilità, colorabilità, economicità, isolamento elettrico, resistenza agli agenti chimici e molti altri vantaggi, che ne hanno fatto un elemento trainante dell’industria e onnipresente nella nostra vita. Durante gli ultimi 60 anni l’uso della plastica ha fatto nascere anche un risvolto di preoccupazione ambientale per la stupidità, l’ignoranza e l’inefficienza dell’uomo nel gestire, come per altri prodotti, il rifiuto che ne derivava dalla fine del suo uso. Non solo questo, ma dobbiamo anche considerare quanto sia stato sbagliato, a volte, l’approccio industriale e commerciale dell’uso della plastica, in cui si è privilegiato l’aspetto economico ad altri, creando quindi oggetti durevoli venduti come usa e getta. Il mondo del packaging, per esempio, ha incarnato perfettamente questa dicotomia, creando imballi con materiali quasi immortali, venduti per un uso di poche ore o pochi giorni. Ma la plastica è un materiale artificiale? L’opinione pubblica considera la plastica il prodotto artificiale per eccellenza, dove vede nella chimica la responsabilità della creazione di un mostro di cui non riusciamo a liberarci. In realtà, le materie prime che compongono la plastica sono naturali quanto il vetro o il metallo, infatti la sua origine è organica, composta da sale, carbone, gas e petrolio, anch’esso naturale, che proviene dalle sedimentazioni millenarie, frutto della decomposizione di animali e vegetali vissuti milioni di anni fa e possono condurre ad una lettura dei materiali plastici del tutto opposta a quella reale. L’aspetto artificiale della plastica è dato esclusivamente, come per molti altri materiali che vengono considerati “naturali”, dalla lavorazione delle materie prime naturali attraverso processi chimici e termici. Dal punto di vista comparativo, la rinnovabilità del vetro, del metallo, dei laterizi, dei legni composti, materiali consideranti antichi e naturali, è identica a quella della plastica, ma un aspetto emotivo e visibile del suo inquinamento ambientale, non causato dal prodotto ma dal suo distorto uso, ne fa un materiale avverso ai più. Quindi, molti materiali considerati naturali, hanno subito trasformazioni, artifizi, attraverso i quali non possono più tornare alla natura autonomamente e in tempi bervi, per cui è necessario che vengano riciclati per tornare in vita molte altre volte. Come abbiamo visto non stiamo solo parlando solo della plastica, ma di una gamma enorme di materiali, nati come naturali e diventati, quasi tutti, artificiali, adattati alle esigenze dell’uomo, con ingegno e sapienza. Quello che non va bene è creare discriminazioni tra elementi, frutto di lobbies, ignoranza e convenienza. Categoria: notizie - tecnica - plastica - materiale artificiale - naturale
SCOPRI DI PIU' Quali Sistemi Impiegare per il Calcolo dell’Umidità nei Polimeri?
Quali Sistemi Impiegare per il Calcolo dell’Umidità nei Polimeri?Quali Sistemi Impiegare per il Calcolo dell’Umidità nei Polimeri?di Marco ArezioLa drastica riduzione dell’umidità nelle materie plastiche che devono essere usate per il processo di stampaggio di articoli destinati alla vendita, è una operazione molto importante, più importante di quanto normalmente si creda.Infatti, anche chi normalmente applica un trattamento di riduzione dell’umidità, deve assicurarsi che i livelli stessi siano sufficientemente bassi in modo da non creare difetti sul prodotto finale, variazioni di processo e guasti ai componenti delle presse. Come abbiamo trattato in altri articoli riguardanti le materie plastiche igroscopiche e non igroscopiche, l’importanza di deumidificazione del materiale, specialmente per quelle famiglie di polimeri che assorbono facilmente umidità, come il PC, il PA e il PET, è quella di preservare le catene polimeriche che, in presenza di una quantità eccessiva di acqua, sono soggette ad un degrado attraverso l’idrolisi. Infatti, in alcuni materiali plastici, la sola presenza di quantità di umidità di 200 ppm influirà negativamente sulle catene polimeriche, corte o tagliate, con la con la degradazione del peso molecolare del polimero. Ma per renderci conto della grandezza di misura di una quantità di umidità di 200 ppm consideriamo che questo valore corrisponde in percentuale allo 0,0200, quindi circa 9,1 grammi di acqua per 45.360 grammi di materiale. Una concentrazione di umidità alta nel polimero si può notare facilmente durante lo stampaggio degli articoli in seguito alla formazione di bolle sulle superfici dei prodotti, aumento della vaporizzazione in macchina e tutte le conseguenze negative sulla qualità del manufatto dal punto di vista meccanico ed estetico. Ma una quantità piccola di umidità, che interagisce comunque con le catene polimeriche, creando dei danni estetici e strutturali, non viene normalmente rilevata duranti le fasi di stampaggio ma sarà valutabile sulle caratteristiche del prodotto finale. E’ importante analizzare la resina plastica prima delle operazioni di stampaggio, asciugarla in modo completo e non cadere nella tentazione di miscelare parti di resina asciutta con parti umide, perché le caratteristiche qualitative delle parti asciutte verranno intaccate negativamente dalle parti umide. Ma quali sono i metodi per il controllo dell’umidità? Metodo della differenza di peso: il campione viene prelevato dagli imballi o dalla tramoggia e posizionato in un contenitore per il suo riscaldamento in fase di analisi. Prima del riscaldamento dei granuli viene fatta una pesata e, successivamente, si avvia il riscaldamento del materiale ad una temperatura consona alla famiglia di resina in fase di analisi. Raggiunta la temperatura ideale, la frazione di umidità uscirà dai granuli e, con lei, tutte le altre parti volatili che sono rappresentate da distaccanti, stabilizzanti, antistatici o altre sostanze chimiche che si trovavano nel polimero. Alla fine del processo si ripesa il granulo e lo si confronta con il peso precedente che rappresentava il granulo umido. Per semplicità si tenderebbe a considerare la differenza di peso come l’espressione della quantità di umidità presente nel materiale da impiegare. In realtà non è così, in quanto non si può esattamente sapere quanta umidità e quanti agenti chimici volatilizzati sono l’espressione della differenza di peso. Metodo dell’analisi dell’umidità specifica: l’operazione iniziale di analisi è comparabile con il sistema precedente, basato sulla differenza di peso, ma il processo viene realizzato in un’atmosfera di azoto secco, in cui l’umidità e i volatili verranno espulsi come nell’analisi precedente, ma la macchina calcolerà esattamente la parte di umidità presente nella materia prima senza curarsi delle parti volatili in quanto è in grado di separare i differenti composti chimici. In questo caso parleremo di umidità specifica, in quanto si valuterà precisamente il peso della stessa al netto dei volatili espulsi.Categoria: notizie - tecnica - plastica - riciclo - polimeri - umidità
SCOPRI DI PIU' Protocollo Tecnico per Valutare una Pressa per le Materie Plastiche Usata
Protocollo Tecnico per Valutare una Pressa per le Materie Plastiche UsataMolti fattori influenzano il valore reale e commerciale di una pressa che, se non considerati, potrebbero portare a numerose problematichedi Marco ArezioIl mercato delle presse usate è forse uno dei più floridi e attivi nel mondo tra i macchinari di produzione delle materie plastiche nel mondo. Anche nelle presse ad iniezione per le materie plastiche, l’evoluzione tecnologica ha assunto un ruolo fondamentale, non solo in termini di performance lavorative, quindi velocità, dimensioni dei pezzi stampabili, accessoristica e molte altre cose, ma anche nel campo del risparmio energetico e della riduzione dei costi di manutenzione. La vita delle presse ad iniezione è piuttosto lunga, ed è per questo che il mercato dell’usato ha assunto una dimensione importante nel settore delle materie plastiche. Per chi è intenzionato ad acquistare una pressa ad iniezione per le materie plastiche usata è importante capire lo stato qualitativo della macchina a cui è interessato, per non buttare via i soldi e, cosa non trascurabile, trovarsi con un impianto produttivo in azienda che non rispetta le aspettative richieste. Quindi, valutare la qualità e il valore di una pressa per le materie plastiche usata richiede una combinazione di controlli visivi, test meccanici e di documentazione.Come e cosa valutare in una pressa per materie plasticheCi sono alcuni passi importanti da compiere per poter valutare la qualità di una pressa che si desidera acquistare: Documentazione e Storia della Macchina - Verifica la presenza di manuali, registri di manutenzione e certificazioni - Controllare la data di costruzione e la vita operativa della macchina espresse in ore lavorate - Esaminare eventuali precedenti problemi o riparazioni Ispezione Visiva - Esaminare l'usura esterna, le crepe, la ruggine o altri segni di danno - Assicurarsi che tutti i pannelli, le coperture e le protezioni siano al loro posto e in buone condizioni - Verificare che non ci siano perdite di olio o altri fluidi. Test Funzionale - Accendere la macchina e far funzionare tutti i suoi componenti, controllando che funzioni senza intoppi o rumori strani. - Verificare la pressione, la temperatura e altre specifiche per assicurarti che siano all'interno delle gamme specificate Componenti e Accessori - Esaminare lo stato delle componenti chiave come cilindri, viti, motori e sistemi elettronici - Controllare la disponibilità e la condizione degli accessori inclusi, come i manipolatori o gli estrattori. Software e Controlli - Verificare che il software di controllo sia aggiornato e funzionante - Assicurarsi che tutti i controlli e i display funzionino correttamente. Valutazione Economica - Confrontare il prezzo richiesto con il valore di mercato attuale delle macchine simili - Considerare la domanda e l'offerta attuali nel tuo mercato locale. Verifica della Conformità - Assicurarsi che la macchina rispetti le normative e gli standard locali per la sicurezza e l'efficienza energetica. In generale, la condizione, l'età, la marca, le specifiche tecniche e la domanda nel mercato determinano il valore di una pressa per le materie plastiche usata.Quali sono le parti di una pressa ad iniezione usata di maggior costo se usurate?Le pressa ad iniezione per le materie plastiche sono macchine complesse, e alcune dei loro componenti sono particolarmente costosi da sostituire o riparare se usurati o danneggiati. Vediamo alcune delle parti di una pressa ad iniezione che, se usurate, possono comportare costi significativi: Unità di Plastificazione Vite di Iniezione. È responsabile dell'iniezione del materiale fuso nella cavità dello stampo. Una vite usata o danneggiata può influire sulla qualità del prodotto finito e sulla consistenza del processo. Cilindro (o canale) di Iniezione. Funziona in tandem con la vite. Se corroso o usato, può influire sulla qualità della plastificazione e, quindi, del prodotto. Unità di Chiusura. Se deformate o danneggiate, possono influire sulla corretta chiusura dello stampo, causando problemi come la fuoriuscita di materiale o la formazione di pezzi non conformi. Sistema Idraulico Pompe Idrauliche. Esse alimentano il movimento di molte parti della pressa ad iniezione. Se sono usate o danneggiate, possono compromettere l'intera operatività della macchina. Sistemi Elettrici Pannello di Controllo. È il cervello operativo della pressa. Se danneggiato o obsoleto, può essere costoso da sostituire, e senza di esso, la macchina potrebbe non funzionare correttamente. Assicurarsi, inoltre, che tutti gli schermi, pulsanti e leve funzionino correttamente e controlla eventuali segni di bruciature o danni.Servomotori e Azionamenti. Questi componenti sono essenziali per il movimento preciso e la funzionalità della macchina. Se si guastano, possono essere costosi da riparare o sostituire. Cavi e Connettori. Esaminare il cablaggio per eventuali segni di usura, danni o bruciature. Sensori e Trasduttori. Controllare che i sensori di temperatura, pressione e posizione funzionino correttamente e che siano calibrati.Sistemi di Raffreddamento Una unità di raffreddamento inefficiente può portare a surriscaldamenti e potenziali danni ad altre parti della macchina. La sostituzione o la riparazione del sistema di raffreddamento può essere costosa. Sistemi di Sicurezza Mentre essenziali per la sicurezza operativa, la sostituzione di sistemi di sicurezza avanzati può essere onerosa. È sempre importante tenere presente che la prevenzione attraverso una manutenzione regolare e adeguata può spesso evitare danni costosi e prolungare la durata della macchina. Se si sta considerando l'acquisto di una pressa ad iniezione usata, sarebbe saggio fare un'ispezione approfondita di queste parti critiche o avere un tecnico esperto che effettui la valutazione.
SCOPRI DI PIU' Le cariche nel polipropilene rigenerato
Le cariche nel polipropilene rigeneratoCariche per il Polipropilene Rigenerato: Vantaggi, Svantaggi e Aggiornamenti 2026 di Marco Arezio | Pubblicato: 2020 | Aggiornato: Marzo 2026 Categorie: Tecnica | Plastica | Riciclo | Polipropilene | Economia Circolare Introduzione: perché le cariche sono fondamentali nel PP rigenerato Il polipropilene rigenerato da post-consumo (rPP) è uno dei materiali al centro della transizione verso l'economia circolare nel settore plastico. In Europa, il Piano d'Azione per l'Economia Circolare e il Regolamento UE sui Contenuti Riciclati (2024) hanno aumentato significativamente la domanda di granuli rPP di qualità, spingendo i compounder a ottimizzarne le prestazioni mediante l'uso di cariche e rinforzi minerali. Il rPP proveniente da scarti rigidi e semirigidi post-consumo porta con sé inevitabili impurità: tracce di polietilene (PE) non separate completamente nella fase di sorting, cariche minerali già presenti nell'imballaggio originale (talco, carbonato di calcio, fibre di vetro), e contaminanti organici responsabili dell'odore tipico di questi materiali. La formulazione della ricetta di compounding — ovvero la scelta e la percentuale delle cariche da aggiungere al granulo rPP — è quindi una leva tecnico-economica decisiva per ampliare le applicazioni del materiale riciclato, avvicinando le sue performance al polipropilene vergine. In questo articolo esaminiamo sistematicamente vantaggi, svantaggi e aggiornamenti al 2026 per ciascuna tipologia di carica. 📊 Dato 2026 Secondo PlasticsEurope (Plastics — the Facts 2025), il rPP rappresenta ormai circa il 12% del mercato europeo delle poliolefine riciclate, con una crescita del 18% rispetto al 2022, trainata dal packaging rigido e dall'automotive. Cos'è il polipropilene rigenerato e perché necessita di cariche Il granulo di PP da post-consumo viene prodotto a partire da scarti eterogenei selezionati (imballaggi rigidi, contenitori, parti automotive a fine vita) attraverso le fasi di selezione, lavaggio, macinazione, estrusione e granulazione. Il materiale che ne risulta presenta, rispetto al PP vergine, alcune criticità strutturali: • Riduzione del peso molecolare medio per effetto della degradazione termica e foto-ossidativa durante la vita del prodotto • Presenza di PE e altre poliolefine non completamente separate, che abbassano la rigidità e il modulo elastico • Presenza di cariche preesistenti in quantità variabile e non controllata • Odore residuo da contaminanti organici • Variabilità del colore e della stabilità UV L'additivazione con cariche minerali e fibre durante la fase di estrusione compounding consente di compensare queste debolezze, adattando il profilo prestazionale del rPP alle specifiche richieste dell'applicazione finale. Tabella comparativa delle cariche per rPP (aggiornata 2026)Talco nel polipropilene rigenerato: vantaggi e svantaggiIl talco (Mg₃Si₄O₁₀(OH)₂) è la carica minerale più diffusa nel compounding del rPP. La sua struttura lamellare lo rende particolarmente efficace nell'orientare le catene polimeriche durante il raffreddamento, migliorando la struttura cristallina del materiale. Vantaggi del talco • Incremento del modulo elastico a flessione (fino al +40% con il 20% di talco) • Migliore stabilità dimensionale del manufatto • Aumento della temperatura di deflessione sotto carico (HDT) • Miglioramento dello scorrimento della massa fusa (MFI più elevato) • Agisce come agente nucleante, accelerando la cristallizzazione e riducendo il ciclo di stampaggio Svantaggi del talco • Riduzione della resistenza agli urti, in particolare alle basse temperature (fragility shift) • Diminuzione della saldabilità (riduzione dell'energy weld line) • Superfici opache: problema rilevante per applicazioni visive/estetiche • Aumento della densità del composto • Rischio di rilascio di polveri durante il processo (questioni di sicurezza sul lavoro) 🔬 Aggiornamento 2026 Le nuove tipologie di talco lamellare ultrafine (d50 < 1 µm) sono sempre più accessibili grazie a miglioramenti nei processi di macinazione a umido, permettono di ridurre la percentuale di utilizzo del 15–20% a parità di rigidità, limitando l'opacità superficiale. Fonte: settore compounding europeo, dati di mercato 2025. Carbonato di calcio (CaCO₃): alternativa competitiva al talco Il carbonato di calcio (CaCO₃) nella forma di calcite macinata o precipitata (PCC) è la carica minerale che ha registrato la crescita più significativa nel rPP negli ultimi 5 anni, grazie alla combinazione di prestazioni e convenienza economica. Vantaggi del carbonato di calcio • Migliore capacità di dispersione nella matrice polipropilenica rispetto al talco • Scorrimento della massa fusa superiore: favorisce processi di stampaggio più veloci • Maggiore stabilità ai raggi UV rispetto al talco non trattato • Minore usura del manufatto nel tempo • Riduzione del ciclo di stampaggio a parità di percentuale di carica rispetto al talco • Costo inferiore rispetto al talco di pari granulometria • Impatto ambientale ridotto: provenienza da rocce calcaree largamente disponibili Svantaggi del carbonato di calcio • Rinforzo meccanico meno elevato rispetto al talco per applicazioni strutturali • Sensibilità all'umidità (idrolisi superficiale in ambienti molto umidi) • Necessità di trattamento superficiale (es. acidi stearici) per buona compatibilità con il PP 🔬 Aggiornamento 2026 Il CaCO₃ trattato con agenti di accoppiamento silanoici rappresenta oggi una frontiera attiva di R&D per il rPP: permette di raggiungere livelli di compatibilità matrice/carica simili a quelli del PP vergine caricato, con percentuali del 20–30%. Diversi studi europei (2023–2025) confermano una riduzione dell'odore del 10–15% rispetto a compound rPP senza carica. Fibre di vetro nel rPP: corte, lunghe e sfere Le fibre di vetro (FdV) rappresentano il rinforzo più performante per il polipropilene rigenerato quando si richiedono elevate prestazioni meccaniche strutturali. Possono essere aggiunte come macinato o fibre tagliate, e si distinguono in base alla lunghezza. Fibre di vetro corte (short glass fibers, SGF) Le fibre corte (lunghezza media 0,2–0,5 mm dopo processing) sono le più comuni. I loro effetti principali: • Aumento significativo di rigidità e modulo elastico (fino a +80–100% con il 30% di FdV) • Miglioramento della tenacità a rottura • Contributo alla riduzione dell'odore residuo del rPP (effetto "diluizione" della matrice odorosa) • Buona lavorabilità in estrusori standard Fibre di vetro lunghe (long glass fibers, LGF) Le fibre lunghe (lunghezza > 1 mm, tipicamente 3–12 mm come granulo finale pultrudato) amplificano ulteriormente le prestazioni: • Resistenza meccanica molto elevata: tensile strength fino a +120–150% vs rPP non caricato • Eccellente resistenza di scorrimento sotto carico (creep resistance) • Applicazioni premium in automotive e industria Svantaggi delle fibre di vetro lunghe • Aumento del comportamento anisotropo per orientamento delle fibre nel flusso: rischio distorsione del manufatto • Superfici opache e con affioramento delle fibre (fiber blooming) • Usura accelerata delle viti di estrusione e degli stampi • Maggiore costo rispetto a SGF e cariche minerali Sfere di vetro (glass beads) L'aggiunta di sfere di vetro cave o piene in miscela con fibre lunghe è la soluzione tecnica raccomandata per contrastare il fenomeno della distorsione. La distribuzione isotropa delle sfere bilancia l'orientamento preferenziale delle fibre, con i seguenti benefici: • Maggiore resistenza a compressione • Incremento della rigidità senza aumento dell'anisotropia • Superficie del manufatto più regolare 🔬 Aggiornamento 2026. Il rPP con fibre di vetro lunghe è entrato nei capitolati di diversi OEM automotive europei (2024–2025) come alternativa certificata al PP vergine LGF per componentistica non strutturale (pannelli, rivestimenti interni). Il delta di prezzo rispetto al vergine si è ridotto a circa il 15–20%, rendendo il compound rPP/LGF competitivo. Fonte: dati di settore automotive plastics Europe, 2025. Altre cariche meno diffuse: mica, farina di legno, silicati e ossido di zinco Mica La mica è una carica lamellare che offre un vantaggio economico rilevante: permette di raggiungere la stessa rigidità di un rPP al 30% di fibre di vetro utilizzando il 40% di mica a un costo inferiore. La struttura in lamine contribuisce inoltre a migliorare la barriera ai gas, una proprietà interessante per packaging multistrato. Lo svantaggio principale è la tendenza alla fragilità e la limitata compatibilità superficiale senza trattamenti specifici. Farina di legno e fibre naturali La farina di legno e le fibre naturali (canapa, lino, kenaf) nel rPP sono al centro di un'attenzione crescente in ottica bio-based e sostenibilità. Oltre al miglioramento dell'isolamento acustico già noto nel 2020, i compound rPP/fibra naturale sono oggi oggetto di specifiche normative di Product Environmental Footprint (PEF) in ambito UE, che valorizzano il contenuto rinnovabile. Il limite principale resta la sensibilità all'umidità e alla temperatura di processo. Silicati di calcio I silicati di calcio (wollastonite) migliorano le proprietà elettriche e termiche del rPP, con utilizzo di nicchia nell'elettrotecnica e nei componenti per elettronica. Hanno il vantaggio di una distribuzione aciculare (aghiforme) che incrementa la rigidità con minor perdita di duttilità rispetto al talco. Ossido di zinco (ZnO) L'ossido di zinco è impiegato sia come agente antimicrobico (utile nel packaging alimentare rigenerato) sia come assorbitore UV. In formulazioni per applicazioni outdoor, ZnO nanostrutturato (ZnO-NP) ha mostrato efficacia anche a concentrazioni del 1–3%, riducendo la fotodegradazione del rPP in maniera significativa. Nota 2026: l'uso di ZnO nanometrico è soggetto a regolamentazione REACH specifica (ECHA, 2023) e deve essere valutato con attenzione nel contesto dell'economia circolare per evitare la presenza di nanomateriali nella catena del riciclo. Criteri di selezione delle cariche per il rPPLa scelta ottimale della carica dipende da più fattori che devono essere ponderati insieme: • Applicazione finale: packaging, automotive, costruzioni, elettrotecnica • Requisiti meccanici e termici del prodotto (es. HDT, modulo, impatto) • Costo target del compound finito • Impatto sulla lavorabilità (MFI, shrinkage, ciclo) • Requisiti normativi: REACH, Food Contact, ELV Directive, regolamenti contenuto riciclato • Impatto sull'odore: rilevante per packaging e automotive • Impatto ambientale/LCA: carbon footprint della carica aggiunta Tendenza 2026: il mercato si orienta verso soluzioni ibride carica minerale + compatibilizzante (es. PP-g-MA) per massimizzare l'interfaccia matrice/carica nei rPP, compensando la degradazione della matrice polimerica tipica dei materiali post-consumo. Domande frequenti (FAQ) Quale carica è più adatta per ridurre l'odore del polipropilene rigenerato? Le fibre di vetro, sia corte che lunghe, contribuiscono alla riduzione dell'odore per effetto di diluizione della matrice odorosa. Anche il carbonato di calcio trattato mostra effetti positivi. In ogni caso, l'uso di cariche va combinato con un sistema di additivazione specifico (odor scavengers, zeoliti) per ottenere risultati certificabili. È possibile usare cariche per avvicinare il rPP alle prestazioni del PP vergine? Sì, con formulazioni ottimizzate (es. rPP + 20% CaCO₃ + compatibilizzante PP-g-MA) è possibile raggiungere valori di modulo, resistenza all'impatto e stabilità termica molto prossimi al PP vergine non caricato, con un significativo vantaggio economico e ambientale. Come influisce la carica sul contenuto di riciclato dichiarabile? Le cariche minerali non sono materiale riciclato da post-consumo: la loro aggiunta riduce proporzionalmente la percentuale di contenuto riciclato dichiarabile nel prodotto finale. Questo è un punto critico nel contesto del Regolamento UE sui contenuti riciclati (2024), che richiede una documentazione precisa della composizione del compound. Quali sono i trend più rilevanti nelle cariche per rPP al 2026? I principali trend sono: (1) cariche ultrafini e nano-strutturate per minor impatto su opacità e proprietà ottiche; (2) fibre naturali in chiave bio-based e sostenibilità; (3) cariche funzionalizzate con agenti di accoppiamento silanoici per massimizzare la compatibilità con matrici rPP degradate; (4) integrazione LCA nella scelta della carica ottimale. Conclusioni L'uso di cariche minerali e fibre nel polipropilene rigenerato è oggi una pratica consolidata e in rapida evoluzione. Se nel 2020 la scelta si concentrava principalmente su talco e fibre di vetro, nel 2026 il panorama si è arricchito di nuove opzioni (nano-CaCO₃, fibre naturali funzionalizzate, ZnO-NP) e di un contesto normativo europeo che impone una valutazione più ampia, considerando non solo le prestazioni meccaniche ma anche l'impatto ambientale, il contenuto riciclato dichiarabile e la sicurezza chimica. La figura del compounder di rPP esperto diventa sempre più strategica nella catena del valore dell'economia circolare delle plastiche: la capacità di formulare ricette ottimizzate, documentate e conformi ai requisiti normativi è un vantaggio competitivo decisivo per rispondere alla crescente domanda di materiali riciclati di qualità certificata. Note sull'autore Marco Arezio Consulente internazionale in economia circolare e riciclo delle materie plastiche. Ha maturato oltre 20 anni di esperienza nel settore del riciclo di poliolefine, collaborando con aziende di selezione, riciclo meccanico, compounding e trasformazione in Europa, Asia e America Latina. Autore di numerosi articoli tecnici e manuali su polipropilene rigenerato, polietilene da post-consumo e tecnologie di compounding.Fonti e riferimenti • PlasticsEurope — Plastics, the Facts 2025 • European Chemicals Agency (ECHA) — REACH Restriction on ZnO nanomaterials, 2023 • Regolamento UE 2024 sui contenuti riciclati negli imballaggi plastici • Direttiva ELV (End-of-Life Vehicles) — revisione 2024 • Brydson, J.A. — Plastics Materials, 8th Ed. • Tadmor, Z. & Gogos, C.G. — Principles of Polymer Processing • Dati di mercato automotive plastics: associazioni di settore europee, 2024–2025
SCOPRI DI PIU' Durabio: La Plastica Bio-based che Unisce Sostenibilità e Alte Prestazioni
Durabio: La Plastica Bio-based che Unisce Sostenibilità e Alte PrestazioniDurabio: un polimero innovativo per una rivoluzione sostenibile nei materiali plasticidi Marco ArezioNel panorama delle innovazioni tecnologiche e sostenibili, Durabio emerge come un materiale rivoluzionario. Creato da Mitsubishi Chemical, questo polimero bio-based rappresenta una risposta concreta alla crescente domanda di soluzioni che combinino alte prestazioni tecniche e un minore impatto ambientale. Derivato dall'isosorbide, un composto ottenuto da risorse rinnovabili come il mais, Durabio si pone come alternativa ai tradizionali policarbonati e polimetilmetacrilati, migliorandone molte delle proprietà principali. La Genesi di Durabio: Una Storia di Innovazione La nascita di Durabio affonda le sue radici negli anni 2000, un periodo in cui l'industria chimica iniziava a guardare con sempre maggiore interesse ai materiali sostenibili. Mitsubishi Chemical, anticipando le richieste del mercato, ha avviato un progetto di ricerca per creare una plastica che fosse non solo performante, ma anche in grado di ridurre la dipendenza dai derivati del petrolio. Dopo anni di studi sulla polimerizzazione dell’isosorbide, un monomero ricavato dalla lavorazione del glucosio, Durabio ha fatto il suo debutto, dimostrando subito di poter ridefinire il settore delle materie plastiche. Questo nuovo materiale bio-based nasce con l’obiettivo di combinare due esigenze fondamentali: ridurre l’impatto ambientale e offrire proprietà tecniche di alto livello. A differenza delle plastiche tradizionali, Durabio utilizza risorse vegetali, eliminando il controverso bisfenolo A (BPA) dalla sua composizione e riducendo le emissioni di carbonio associate alla sua produzione. Una Struttura Chimica Unica La chiave del successo di Durabio risiede nella sua composizione chimica. Alla base c’è l’isosorbide, un diolo ciclico estratto da risorse vegetali come il mais. Questo monomero conferisce al materiale una struttura rigida e altamente trasparente, caratteristiche che lo rendono unico nel suo genere. La polimerizzazione dell’isosorbide avviene attraverso processi altamente innovativi, che garantiscono un prodotto finale con un equilibrio ottimale tra rigidità, flessibilità e trasparenza. La struttura ibrida di Durabio permette di coniugare le migliori proprietà dei policarbonati e dei PMMA, superandone in molti casi le prestazioni. Non solo offre una trasparenza superiore, ma resiste anche meglio ai graffi e agli agenti atmosferici. Prestazioni Superiori e Versatilità d'Uso Durabio si distingue per una serie di caratteristiche che lo rendono estremamente versatile. La sua trasparenza è paragonabile al vetro, il che lo rende ideale per applicazioni che richiedono alta qualità ottica, come lenti o display. Inoltre, grazie alla sua durezza superficiale, resiste ai graffi senza necessità di rivestimenti aggiuntivi, riducendo i costi di lavorazione e aumentando la sostenibilità complessiva. Anche la resistenza meccanica è un punto di forza: Durabio offre una robustezza agli urti che lo rende adatto per applicazioni industriali impegnative, mantenendo al contempo la leggerezza che caratterizza le materie plastiche moderne. La stabilità chimica e la resistenza alle alte temperature completano il quadro di un materiale capace di affrontare le sfide di un’ampia gamma di settori. Applicazioni nei Settori Industriali Grazie alle sue proprietà, Durabio ha trovato applicazione in diversi ambiti, diventando un materiale indispensabile per molte industrie. Automotive Durabio è ampiamente utilizzato nell’industria automobilistica, dove viene impiegato per cruscotti, pannelli decorativi e mascherine di dispositivi. La sua combinazione di estetica, resistenza ai graffi e trasparenza lo rende perfetto per migliorare sia la funzionalità che l’aspetto estetico dei veicoli moderni. Inoltre, il suo impiego contribuisce a ridurre il peso complessivo del veicolo, migliorando l’efficienza energetica. Elettronica di Consumo Nel settore dell’elettronica, Durabio si è affermato come materiale di scelta per display, involucri di dispositivi e coperture protettive. La capacità di mantenere la trasparenza e resistere all’usura ne fa un componente ideale per smartphone, tablet e laptop. Packaging di Lusso Le sue proprietà estetiche e meccaniche lo rendono particolarmente apprezzato anche per il packaging di alta gamma, come contenitori per cosmetici o imballaggi alimentari di qualità superiore. L’utilizzo di Durabio garantisce una finitura lucida e un aspetto sofisticato, che valorizzano i prodotti contenuti. Settore Ottico La combinazione di trasparenza e stabilità chimica lo rende perfetto per lenti e componenti ottici, dove precisione e durata sono essenziali. Sostenibilità e Prospettive Future Durabio rappresenta un passo avanti verso un’economia più circolare, grazie alla sua origine rinnovabile. Tuttavia, è importante sottolineare che, pur essendo bio-based, non è biodegradabile. La gestione del fine vita di questo materiale richiede infrastrutture di riciclo specifiche, un settore ancora in evoluzione. Sul fronte delle emissioni, l’impiego di materie prime rinnovabili riduce significativamente l’impatto ambientale rispetto ai materiali plastici tradizionali. La maggiore durata dei prodotti realizzati con Durabio contribuisce inoltre a ridurre la necessità di sostituzioni frequenti, favorendo una gestione più sostenibile delle risorse. Le prospettive future vedono l’ampliamento delle applicazioni di Durabio, con potenziali sviluppi nei settori medico e aerospaziale, e l’ottimizzazione dei processi di produzione per renderlo ancora più competitivo. Conclusione Durabio non è solo un polimero, ma una vera e propria rivoluzione nel campo dei materiali plastici. Grazie alla sua combinazione unica di sostenibilità, prestazioni tecniche e versatilità, si pone come un esempio concreto di come l’industria possa evolversi verso un futuro più green senza rinunciare alla qualità. Mitsubishi Chemical, attraverso questa innovazione, ha dimostrato che è possibile unire tecnologia e rispetto per l’ambiente, gettando le basi per una nuova generazione di materie plastiche.© Riproduzione Vietata
SCOPRI DI PIU' Vetri Antiproiettile: Tecnologia Avanzata e Sfide nel Riciclo dei Materiali Compositi
Vetri Antiproiettile: Tecnologia Avanzata e Sfide nel Riciclo dei Materiali CompositiScopri come vengono prodotti i vetri antiproiettile, i test di resistenza, le normative internazionali e le difficoltà legate al loro riciclo sostenibiledi Marco ArezioI vetri antiproiettile rappresentano una delle soluzioni più avanzate e indispensabili nel campo della sicurezza. Progettati per proteggere sia persone che beni in contesti ad alto rischio, questi materiali hanno trovato applicazione in ambiti civili, militari e industriali, diventando un pilastro per la protezione personale e infrastrutturale. La loro storia, dai primi prototipi rudimentali alle moderne tecnologie di produzione, testimonia una continua ricerca di efficienza e sostenibilità. Ma come vengono realizzati? Quali normative regolano la loro efficacia? E quali sono le sfide legate al loro riciclo? Composizione e fabbricazione dei vetri antiproiettile I vetri antiproiettile non sono un semplice strato di vetro rinforzato, ma un insieme di materiali diversi, combinati in modo tale da creare un prodotto resistente, trasparente e sicuro. Questi materiali includono principalmente il vetro temprato, il policarbonato e strati intermedi di polivinilbutirrale (PVB). Ognuno di questi elementi svolge un ruolo fondamentale: il vetro temprato garantisce rigidità e trasparenza, il policarbonato assorbe l’energia cinetica dei proiettili, mentre il PVB tiene insieme gli strati, prevenendo la frammentazione. La produzione segue processi rigorosi. Si inizia con il taglio e la sagomatura dei materiali, che vengono poi laminati insieme sotto pressione e calore, formando un legame forte e duraturo. Infine, il vetro viene trattato termicamente per aumentarne la resistenza. Questo processo, apparentemente semplice, richiede in realtà una tecnologia sofisticata e un controllo preciso per garantire standard di sicurezza elevati. Test di conformità per i vetri antiproiettile Per essere considerati efficaci, i vetri antiproiettile devono superare una serie di test balistici rigorosi, che simulano situazioni reali di impatto. L'obiettivo principale è assicurare che il vetro possa resistere a colpi diretti senza perforazioni o frammentazioni pericolose. I test utilizzano proiettili di diversi calibri e velocità, replicando l’uso di pistole, fucili e persino armi militari. Oltre a resistere al primo impatto, il vetro deve sopportare colpi multipli nello stesso punto, dimostrando una capacità di durabilità eccezionale. Per ogni categoria di arma e proiettile, esistono specifiche classi di resistenza, ognuna delle quali indica il livello di protezione garantito. Classi di protezione: quali armi possono fermare i vetri antiproiettile I vetri antiproiettile sono progettati per resistere a una vasta gamma di armi e munizioni, e il loro livello di protezione è suddiviso in classi. Le classi più basse proteggono da pistole comuni e fucili da caccia, mentre le classi superiori sono in grado di fermare fucili d'assalto come l'AK-47 o l'AR-15. A livelli ancora più avanzati, troviamo vetri che resistono a proiettili perforanti o persino a colpi di artiglieria leggera, utilizzati in contesti militari. Ogni classe è definita in base al calibro, alla velocità e al tipo di proiettile utilizzato nei test. Questa suddivisione consente di scegliere il vetro giusto in base alle esigenze specifiche, sia per applicazioni civili che militari. Normative internazionali sui vetri antiproiettile La regolamentazione dei vetri antiproiettile è gestita da standard internazionali, che garantiscono uniformità e sicurezza in tutto il mondo. In Europa, la norma EN 1063 stabilisce le classi di protezione, dalla BR1, che protegge da proiettili leggeri, alla BR7, progettata per resistere a proiettili perforanti. Negli Stati Uniti, il National Institute of Justice (NIJ) utilizza una classificazione simile, concentrandosi sulle minacce più comuni nel contesto americano. Per le applicazioni militari, lo standard STANAG 4569 della NATO definisce i requisiti per i veicoli blindati, richiedendo resistenze estreme fino ai colpi di cannoni automatici. Queste normative non solo certificano la sicurezza dei prodotti, ma facilitano anche il loro utilizzo in contesti internazionali. Storia dei vetri antiproiettile: dalle origini ai giorni nostri L’idea di vetri antiproiettile risale ai primi del Novecento, quando si cercavano soluzioni per proteggere veicoli e infrastrutture bancarie. I primi modelli, costituiti semplicemente da strati spessi di vetro, erano pesanti e poco pratici. La vera rivoluzione arrivò negli anni '60, con l’introduzione dei polimeri e della tecnologia di laminazione. Da allora, i vetri antiproiettile sono diventati più leggeri, resistenti e versatili, trovando applicazioni in settori come l’aviazione, l’edilizia governativa e persino i veicoli privati di lusso. Il problema del riciclo dei vetri antiproiettile Una delle sfide più grandi legate ai vetri antiproiettile è il loro riciclo. Essendo costituiti da materiali compositi come vetro e policarbonato, separare i vari componenti è un processo complesso e costoso. Attualmente, le tecniche disponibili includono la separazione termica, che utilizza alte temperature per dividere gli strati, e la frantumazione, che consente di recuperare parte del vetro per altri utilizzi. Un’altra opzione è il riciclo chimico, che tratta i polimeri come il policarbonato per riutilizzarli in nuovi prodotti. Tuttavia, queste soluzioni non sono ancora economicamente sostenibili su larga scala, lasciando aperto il problema dell’impatto ambientale. Conclusioni: una tecnologia in continua evoluzione I vetri antiproiettile sono un esempio straordinario di come la scienza dei materiali possa rispondere a esigenze critiche di sicurezza. Tuttavia, con l’aumento delle applicazioni, è necessario affrontare le sfide legate alla sostenibilità. La ricerca continua è fondamentale per sviluppare materiali più facili da riciclare, garantendo al contempo elevati standard di sicurezza e un minore impatto ambientale. © Riproduzione Vietata
SCOPRI DI PIU' Fibre Riciclate nella Produzione Tessile: Proprietà Meccaniche, Vantaggi Ambientali e Applicazioni Sostenibili
Fibre Riciclate nella Produzione Tessile: Proprietà Meccaniche, Vantaggi Ambientali e Applicazioni SostenibiliCome ottimizzare l’industria tessile attraverso il riciclo: caratteristiche, sfide e prospettive di sviluppodi Marco ArezioNegli ultimi anni, il settore tessile ha iniziato a compiere significativi passi avanti verso una produzione sostenibile, spinto da una consapevolezza ambientale sempre più diffusa e da una domanda crescente di prodotti eco-friendly. Tra le iniziative più promettenti si colloca l’impiego di fibre riciclate, concepite per ridurre la dipendenza da materie prime vergini e favorire una transizione verso l’economia circolare. Nel tessile, l’uso di fibre riciclate consente non soltanto di diminuire i rifiuti in discarica, ma anche di contenere i consumi di risorse naturali come acqua ed energia, generando al contempo nuove opportunità di mercato e di innovazione. Nel panorama produttivo, le fibre riciclate possono essere ottenute da diverse fonti. I materiali di scarto possono derivare tanto dalla fase post-consumo (indumenti dismessi, biancheria domestica, tessuti di arredo usurati) quanto dalla fase post-industriale (avanzi di tessuto, ritagli di confezionamento e scarti di produzione in filatura). Una volta raccolti e selezionati, tali rifiuti tessili sono avviati a processi di riciclo, che possono essere meccanici (stracciatura e trasformazione in fiocchi o filati) oppure chimici (depolimerizzazione del materiale e successiva ripolimerizzazione). Da tali tecniche, se ben progettate, possono derivare fibre che conservano proprietà fisico-meccaniche di alto livello, adeguate a una molteplicità di applicazioni nell’abbigliamento, nei tessuti per la casa e perfino in settori tecnici come l’automotive e i geotessili. Il presente articolo si propone di fornire una panoramica esaustiva sulle proprietà meccaniche delle fibre riciclate, sulle loro applicazioni di maggior rilievo all’interno dell’industria tessile e sui vantaggi che il riciclo comporta, sia dal punto di vista ambientale ed economico, sia nell’ottica di un ripensamento strategico della filiera. L’obiettivo è quello di illustrare come la produzione tessile possa integrare efficacemente le fibre riciclate, garantendo standard qualitativi elevati e, al contempo, rispondendo alle urgenze dettate dalla sostenibilità e dall’economia circolare. La nascita di un nuovo paradigma tessile: l’importanza delle fibre riciclate L’industria tessile tradizionale si fonda su un modello lineare, basato sull’estrazione di risorse naturali (cotone, lana, seta) o sull’utilizzo di materie prime di origine petrolchimica (poliestere, poliammide, acrilico). Tale sistema, sebbene abbia garantito fino a oggi un’offerta di prodotti vasta ed economicamente accessibile, comporta un impatto ecologico rilevante: grandi volumi di acqua per la coltivazione del cotone, consumo di suolo e pesticidi, emissioni di anidride carbonica dovute ai trasporti e all’impiego di fonti fossili. A fronte di tali criticità, l’idea di recuperare gli scarti tessili e trasformarli nuovamente in filati o tessuti rappresenta un cambio di paradigma. Invece di alimentare discariche e inceneritori con montagne di rifiuti, si propone una circular economy che dia una seconda vita alle risorse già esistenti. Secondo numerosi studi (Ellen MacArthur Foundation, 2020; Textile Exchange, 2021), l’impiego di fibre riciclate in sostituzione di quelle vergini può comportare benefici tangibili a livello ambientale. Fra i più rilevanti, si annoverano la riduzione delle emissioni di CO₂ e l’abbattimento dei consumi idrici. Se consideriamo, ad esempio, il cotone, si stima che la coltivazione a livello mondiale impieghi una porzione rilevante dell’acqua irrigua disponibile, con conseguenze critiche nelle zone più aride del pianeta. Il recupero e la lavorazione degli scarti di cotone permette invece di avvalersi di una materia prima già esistente, eliminando la necessità di nuove coltivazioni intensive. Una logica analoga vale per le fibre sintetiche come il poliestere, riciclate a partire da bottiglie in PET post-consumo o da scarti industriali: ogni lotto di rPET (poliestere riciclato) prodotto in modo efficiente può prevenire il dispendio di petrolio e contenere l’inquinamento generato dai processi petrolchimici. Meccanica delle fibre riciclate: quali prestazioni aspettarsi? Quando si parla di proprietà meccaniche di una fibra tessile, si fa riferimento a caratteristiche come la resistenza a trazione, l’allungamento a rottura, il modulo elastico e la tenacità. Nel contesto delle fibre riciclate, tali parametri possono risultare influenzati dalla tipologia di riciclo e dalla natura chimica del polimero di partenza. Riciclo meccanico e fibre naturali Il processo di riciclo meccanico, spesso applicato a tessuti in cotone o lana, comporta la sfilacciatura e la frantumazione del materiale di scarto. Questo passaggio può danneggiare le fibre, accorciandone la lunghezza e riducendo la regolarità del filato finale. Di conseguenza, rispetto alle fibre vergini, i prodotti riciclati meccanicamente tendono a manifestare una minore resistenza e, in alcuni casi, un allungamento più limitato. Tuttavia, miscelando fibre riciclate con una certa percentuale di fibre vergini, si possono mantenere prestazioni adatte a realizzare capi di abbigliamento di buona qualità, come t-shirt, felpe o biancheria per la casa. Riciclo chimico e fibre sintetiche Diversa è la situazione per le fibre sintetiche (poliestere, poliammide), che possono essere rigenerate attraverso processi di riciclo chimico, in cui il polimero viene depolimerizzato nei suoi monomeri costitutivi, per poi essere nuovamente polimerizzato in modo da ricreare una fibra quasi identica a quella vergine. Questo procedimento consente di preservare — o addirittura migliorare — le qualità meccaniche originarie, perché l’“età” della catena polimerica viene azzerata. Il principale limite del riciclo chimico è legato a costi operativi e investimenti tecnologici elevati, oltre a un consumo energetico che deve essere attentamente monitorato per non annullare i vantaggi in termini di sostenibilità. Ottimizzazione delle prestazioni In entrambi i casi, la messa a punto di trattamenti successivi può migliorare la stabilità delle fibre riciclate. Nel caso del poliestere riciclato (rPET), l’applicazione di processi di stiratura e termofissaggio contribuisce a incrementarne la resistenza e la stabilità dimensionale. Analogamente, nel cotone riciclato, alcune finiture superficiali o l’aggiunta di resine naturali e additivi anti-pilling possono allungare la vita utile del tessuto e migliorarne la morbidezza al tatto. Benefici tangibili: ragioni ambientali, economiche e sociali Optare per le fibre riciclate non è soltanto una scelta “etica” o d’immagine: vi sono vantaggi concreti che interessano diverse aree strategiche. Risparmio di risorse e riduzione degli sprechi Il primo beneficio consiste nel recupero di materie prime già esistenti, che altrimenti andrebbero perdute. Ciò si traduce in un risparmio idrico — di cui abbiamo già visto l’importanza nel caso del cotone — e in una sensibile riduzione del consumo di fonti fossili per le fibre sintetiche. Contestualmente, i volumi di scarto tessile destinati a discariche o inceneritori diminuiscono, contrastando la dispersione di microfibre in mare e le emissioni di sostanze nocive. Contenimento delle emissioni di CO₂ Il sistema tessile, lungo la catena di produzione e distribuzione, è responsabile di una quota significativa delle emissioni di anidride carbonica. Reimpiegare scarti tessili provenienti da circuiti locali, anziché acquisire materie prime vergini provenienti dall’altra parte del mondo, favorisce una logistica meno impattante e diminuisce le attività estrattive. In tal modo, la filiera può contribuire alla lotta al cambiamento climatico, affermandosi come settore all’avanguardia nella conversione verso modelli di business più “green”. Opportunità di mercato e innovazione Integrare le fibre riciclate permette alle aziende di differenziarsi e di sviluppare linee di prodotti con un valore aggiunto in termini di sostenibilità. La crescente attenzione dei consumatori verso i temi ambientali e sociali crea nuove nicchie di mercato, che premiano i brand in grado di comunicare in modo trasparente l’origine dei propri tessuti. Sotto il profilo tecnologico, la spinta all’innovazione nei macchinari di riciclo e nei processi di finissaggio apre la strada a partnership e investimenti, con ricadute positive sull’intera filiera. Applicazioni delle fibre riciclate: dalla moda ai geotessili La versatilità delle fibre riciclate consente di impiegarle in una gamma molto ampia di prodotti tessili. L’abbigliamento e il tessile per la casa restano i principali campi di applicazione, ma non sono gli unici: settori come l’automotive e l’ingegneria civile mostrano un interesse crescente per materiali che associno buone prestazioni tecniche a un ridotto impatto ambientale. Abbigliamento casual, sportivo e outdoor Cotone riciclato: spesso proposto in combinazione con fibre vergini per realizzare t-shirt, felpe e jeans. In questi casi, si mantiene un comfort tattile elevato e si riduce la percentuale di nuovo cotone necessario. Poliestere riciclato (rPET): è molto usato nell’abbigliamento sportivo, grazie alle sue proprietà di leggerezza e resistenza all’abrasione. La resa finale è paragonabile a quella del poliestere vergine, soprattutto quando si applicano trattamenti che ottimizzano la stabilità e la traspirabilità del tessuto. Miscele per l’outdoor: per giacche antivento, pile e tessuti tecnici è possibile adottare fibre sintetiche riciclate in combinazione con membrane impermeabili o antivento. L’uso di materiali riciclati aiuta a ridurre l’impronta di carbonio di capi ideati per ambienti estremi, pur garantendo funzionalità e lunga durata. Tessili per la casa e l’arredamento Biancheria da letto e asciugamani: impiegare cotone riciclato in lenzuola e asciugamani è una scelta ecologica che coniuga morbidezza e riduzione degli sprechi. In questi prodotti, l’importanza della lunghezza delle fibre è mitigata dall’adozione di specifiche tecniche di tessitura e finissaggio, che assicurano comfort e solidità. Tessuti d’arredo: i tessuti riciclati si prestano alla realizzazione di copridivani, tende, cuscini e tappeti. Spesso la componente sintetica (poliestere, poliammide) dona resistenza e stabilità, mentre le fibre naturali come cotone o lana contribuiscono a un’estetica e a un tatto più confortevoli. Applicazioni tecniche e industriali Geotessili: poliestere e poliammide riciclati possono costituire la base per tessuti non tessuti da impiegare in opere di ingegneria civile, come membrane per il drenaggio, barriere anti-erosione o rinforzi per terrapieni. Automotive: sempre più case automobilistiche utilizzano materiali tessili riciclati per rivestimenti interni, tappetini e altre componenti che, pur non essendo in vista, possono contribuire al comfort e all’isolamento acustico del veicolo. Abbigliamento protettivo: la ricerca sta esplorando l’integrazione di fibre riciclate con fibre ad alte prestazioni (aramidiche o in carbonio) per realizzare indumenti resistenti al taglio, al calore e altri rischi specifici. Integrazione delle fibre riciclate nella filiera tessile Per assicurare che l’uso di fibre riciclate si diffonda su larga scala e in modo duraturo, è indispensabile integrare tale pratica a tutti i livelli della catena di produzione: dalla raccolta e selezione dei rifiuti tessili, fino alla filatura, tessitura e finissaggio. Selezione e gestione dei rifiuti tessili Uno dei passaggi più critici è la fase di raccolta e cernita dei materiali post-consumo, poiché la qualità del prodotto finale dipende in buona parte dalla qualità della materia prima in ingresso. Le aziende che sanno organizzare al meglio la logistica del riciclo, instaurando collaborazioni con enti di raccolta e piattaforme specializzate, ottengono un feedstock omogeneo per composizione e colore. In questo modo, i processi di lavorazione successivi risultano più efficienti e i costi si riducono. Tecniche di filatura e tessitura A seconda del tipo di fibra, si possono adottare diverse soluzioni di filatura. Nei casi più comuni, si impiega la filatura ad anello (ring spinning) per filati di maggiore qualità, o quella open-end per le produzioni più voluminose e veloci. Le fibre riciclate necessitano spesso di una preparazione accurata che includa operazioni di apertura, cardatura e asportazione delle impurità. La tecnologia di filatura ad aria (air-jet spinning) rappresenta un’alternativa interessante, soprattutto per miscele di cotone riciclato e fibre sintetiche, in virtù della rapidità e dell’efficienza del processo. Certificazioni e standard di sostenibilità Molte aziende desiderano certificare l’impiego di fibre riciclate, sia per garantire la tracciabilità interna sia per rispondere alle richieste del mercato e delle normative. Fra le certificazioni più note troviamo: - Global Recycled Standard (GRS), promosso da Textile Exchange, che attesta la presenza di almeno il 20% di contenuto riciclato in un prodotto e verifica il rispetto di criteri ambientali e sociali lungo la filiera. - Recycled Claim Standard (RCS), anch’esso di Textile Exchange, che garantisce il contenuto minimo (5%) di fibre riciclate in un prodotto e ne assicura la tracciabilità fino al consumatore finale. - Oeko-Tex Standard 100, che pur non essendo specifico per i materiali riciclati, certifica l’assenza di sostanze chimiche nocive nel tessuto finito. Prospettive future: verso un’industria tessile veramente circolare Guardando alle sfide e alle opportunità che si profilano all’orizzonte, emerge con chiarezza come l’uso di fibre riciclate possa fungere da vero motore di innovazione per il tessile. In primo luogo, la ricerca sta elaborando nuovi processi di riciclo chimico più efficienti dal punto di vista energetico, capaci di recuperare fibre sintetiche di elevata qualità senza generare eccessivo impatto ambientale. Parallelamente, si investe nello sviluppo di macchinari di riciclo meccanico in grado di preservare la lunghezza delle fibre, limitando le rotture e migliorando la regolarità del filato. Sul piano normativo, aumentano le politiche volte a incoraggiare la responsabilità estesa del produttore, trasferendo parte dell’onere e dei costi di smaltimento agli stessi marchi che immettono sul mercato i prodotti tessili. Se ben strutturate, queste iniziative promuovono la progettazione di indumenti più facilmente riciclabili (design for recycling) e lo sviluppo di reti di raccolta post-consumo più capillari. Inoltre, la progressiva introduzione di standard ambientali e di requisiti di tracciabilità rafforza la fiducia dei consumatori, che sempre più spesso richiedono capi davvero sostenibili, non semplici operazioni di greenwashing. Un altro trend in ascesa è quello di nuovi modelli di business, fondati su noleggio, condivisione e rivendita degli abiti usati. Questi modelli possono integrarsi con il riciclo, estendendo la vita utile dei prodotti e creando un ciclo virtuoso in cui i tessuti riciclati e rinnovati circolano più a lungo prima di raggiungere la fase di fine vita. L’insieme di tali iniziative sta contribuendo a trasformare radicalmente la filiera tessile, riducendo il divario tra la produzione industriale tradizionale e i principi dell’economia circolare. Conclusioni La scelta di adottare fibre riciclate nella produzione tessile costituisce uno snodo cruciale per coniugare le esigenze di mercato con la necessità di salvaguardare l’ambiente. Sebbene vi siano sfide tecniche e logistiche da affrontare — prima fra tutte il mantenimento di adeguate proprietà meccaniche e la garanzia di un feedstock di qualità — i vantaggi risultano evidenti su più fronti: riduzione dell’impatto ambientale, risparmio di risorse naturali, contenimento dei rifiuti e creazione di nuove opportunità commerciali. Dal punto di vista tecnologico, l’innovazione sta già offrendo risposte concrete, sia sul fronte del riciclo meccanico, sempre più efficiente e meno invasivo, sia su quello del riciclo chimico, capace di restituire fibre con proprietà quasi identiche al materiale vergine. Il tutto è accompagnato dall’adozione di certificazioni ambientali che tutelano il consumatore e incentivano la trasparenza delle aziende. Infine, va sottolineato come l’impiego di fibre riciclate si inserisca in un più ampio percorso di transizione ecologica, che coinvolge i settori produttivi e la società civile nell’adozione di modelli di consumo più responsabili. Dal design dei capi alla gestione dei rifiuti, passando per la filatura e la tessitura, ogni anello della catena tessile può partecipare attivamente alla costruzione di un futuro più sostenibile e circolare. Le fibre riciclate rappresentano quindi non solo una soluzione tecnica, ma anche un simbolo di cambiamento, capace di innescare processi di trasformazione profondi in un’industria dalle forti tradizioni, ma anche in costante rinnovamento.© Riproduzione Vietata Riferimenti bibliografici Ellen MacArthur Foundation (2020). Vision of a Circular Economy for Textiles. Fontell, P., & Heikkilä, P. (2021). “Recycling and Circular Economy in Textiles and Clothing.” Textiles and Clothing Sustainability. Haslinger, S., et al. (2021). “Life Cycle Analysis of Textile Waste Management.” Resources, Conservation and Recycling, 170, 105613. Hawkins, L. et al. (2020). “Chemical Recycling of Polymers: Techniques and Future Perspectives.” Chemical Engineering Journal, 389, 124401. Langer, R., Stevens, C. & Yan, J. (2022). “Advanced Polymers and High-Performance Fibres from Recycled Sources.” Journal of Polymer Science, 60(12), 1332-1348. Sarija, S., et al. (2020). “Enhancing Mechanical Properties of Recycled PET Filaments.” Polymer Testing, 86, 106481. Shen, M., Li, G., & Chen, F. (2019). “Depolymerization and Repolymerization of Polyester: State of the Art.” Polymer Degradation and Stability, 167, 16-28. Textile Exchange (2021). Preferred Fiber & Materials Market Report.
SCOPRI DI PIU' I Principali Fenomeni di Degradazione del PET. Cosa è Bene Sapere
I Principali Fenomeni di Degradazione del PET. Cosa è Bene SapereSi possono verificare fenomeni di degradazione del PET, durante la lavorazione, che ne influenzano la qualitàdi Marco ArezioIl PET è uno tra i polimeri più usati in produzione, in quanto, anche riciclato, costituisce una tra le materie prime principali nel settore del packaging. Le sue caratteristiche di buona resistenza meccanica, trasparenza, economicità, inerzia termica, durabilità e riciclabilità, ne hanno fatto il polimero per eccellenza, per esempio, nella produzione di bottiglie per l’acqua e per le bibite, nel settore farmaceutico, nei prodotti per il corpo e per la produzione di fibre. Il PET, tuttavia, può facilmente degradare a causa di errati processi nelle lavorazioni termiche o ambientali, i quali possono creare una modificazione chimica della struttura del polimero, creando delle catene a basso peso molecolare che possono alterare, anche in maniera marcata, le proprietà originali. Tra le influenze ambientali negative possiamo annoverare l’umidità, infatti, il PET è un polimero igroscopico e, in presenza di condizioni di riscaldamento del materiale, la commistione tra umidità e calore potrebbe portare ad una depolimerizzazione. Proprio per questo motivo il granulo prima di qualsiasi tipo di processo dovrebbe essere essiccato, utilizzando una corrente di aria riscaldata con basso contenuto di vapore acqueo, al fine di evitare la degradazione idrolitica. Inoltre, l’acqua ha un doppio ruolo, oltre ad innescare la degradazione idrolizzando i legami dell’estere, viene assorbita dal materiale e agisce da plasticizzante. Le possibili cause di degradazioni del PET sono molteplici, ma quella relativa alla presenza di umidità è tra le più comuni nella trasformazione del polimero, che si manifesta velocemente durante il processo, con dirette conseguenze sulla proprietà del materiale. Per questo motivo, prima di essere estruso, il PET dovrebbe essere accuratamente deumidificato, riducendo il valore dell’acqua presente fino a un valore di 30 ppm. Un altro tipo di degradazione del PET, che si può manifestare durante la lavorazione del polimero, riguarda lo stress termico, cioè l’eccessiva esposizione al calore che può accadere durante la sua estrusione, creando un sottoprodotto come l’acetaldeide. Una vite di estrusione mal progettata, condizioni di processo troppo drastiche, come condotti troppo stretti e, infine, un’alta percentuale di residui di catalizzatori, possono portare a eccessivi sforzi meccanici che, legati alle alte temperature, possono causare fenomeni di degradazione. La presenza di acetaldeide, facilmente individuabile dal naso umano come odore sgradevole già in presenza di pochi ppm, può essere considerata come l’indice di degradazione del PET, infatti, è particolarmente temuto quando si producono contenitori alimentari. Non è poi solo una questione di odore fastidioso che potrebbe alterare il sapore dei cibi contenuti nelle vaschette alimentari, ma c’è da considerare che l’acetaldeide è un elemento cancerogeno del gruppo 1. Inoltre il PET può essere interessato da fenomeni di termossidazione che portano ad ingiallimento dei prodotti. Per evitare questo problema si può estrudere, sotto flusso di azoto, utilizzando anche additivi specifici per bloccare le reazioni con perossidi e/o impurità presenti dal processo di polimerizzazione.Categoria: notizie - tecnica - plastica - riciclo - degradazione - PET - produzione
SCOPRI DI PIU'