






 Calcestruzzi Polimerici: Vantaggi, Svantaggi e Preparazione
Calcestruzzi Polimerici: Vantaggi, Svantaggi e PreparazioneCreare un conglomerato cementizio con prestazioni superiori a quelli tradizionali usando i polimeridi Marco ArezioQuando si parla di cemento armato, si tende ad immaginare una struttura di grandissima resistenza, dove il cemento fa da collante ad una miscela calibrata, fatta di inerti ed acqua che, con l’aiuto dei ferri di armatura, permette la costruzione di elementi di grande portanza e resistenza. Nella parola stessa, cemento armato, si esprime l’elemento principe che permette di avvolgere gli altri componenti, creando una monolitica struttura. Quindi, il cemento è il mezzo con cui si permette all’impasto di consolidarsi, realizzando gli elementi strutturali che vediamo, come muri, ponti, pavimenti, solai e molte altre cose. Cosa sono i calcestruzzi polimerici Oggi sappiamo che il cemento non è più l’unico elemento che permette un irrigidimento dell’impasto, e non è più quello che permette di raggiunge performances strutturali migliori in assoluto. Infatti nascendo, il calcestruzzo polimerico, esprime resistenze a compressione, a trazione e a flessione, rispetto al calcestruzzo ordinario, maggiori. E’ anche più resistente alla corrosione, agli attacchi chimici e all'usura, il che lo rende adatto per una varietà di applicazioni, tra cui i pavimenti industriali, i ponti, i pannelli da parete, le barriere acustiche, i prefabbricati e molti altri elementi. I calcestruzzi polimerici, noti anche come RPC (Reactive Powder Concrete), sono composti da un'alta percentuale di polveri reattive, aggregati fini, fibre e una minima quantità di acqua. Questo li rende molto più resistenti e duraturi rispetto ai calcestruzzi tradizionali. Ci sono diverse tipologie, tra cui calcestruzzi epossidici, poliestere, acrilici e altro ancora, a seconda del tipo di resina utilizzata. Se prendiamo in esame, per esempio, il calcestruzzo epossidico, possiamo dire che è un tipo di calcestruzzo polimerico in cui una resina epossidica viene utilizzata come legante al posto del tradizionale cemento Portland. Questo legante unisce gli aggregati per formare un materiale molto resistente e duraturo. La resina epossidica offre diversi vantaggi rispetto al cemento tradizionale. Innanzitutto, è estremamente resistente agli agenti chimici, il che rende il calcestruzzo epossidico un'ottima scelta per applicazioni in ambienti aggressivi, come strutture di trattamento delle acque, depositi di prodotti chimici e strutture industriali dove potrebbe esserci esposizione a sostanze chimiche corrosive. Inoltre, la resina epossidica può fornire un legante più forte e più flessibile rispetto al cemento tradizionale, in quanto può resistere a carichi di trazione e a prevenire crepe e rotture. Questo rende il calcestruzzo epossidico una scelta popolare per applicazioni come pavimentazioni industriali, riparazioni di strutture in calcestruzzo e rivestimenti di protezione. Come bilanciare gli inerti con la resina episodica nei calcestruzzi Il processo di bilanciamento degli inerti con la resina epossidica nei calcestruzzi epossidici è cruciale per ottenere le proprietà desiderate del calcestruzzo. Questo può variare in base a diversi fattori, come l'applicazione specifica, la tipologia di resina epossidica utilizzata, e le proprietà degli inerti stessi. Un modo comune per bilanciare la resina epossidica con gli inerti è attraverso un processo di prove, in cui vengono effettuati diversi campioni con diverse proporzioni di resina e inerti, fino a trovare la miscela che fornisce le proprietà desiderate. Tuttavia, ci sono anche alcune linee guida generali che possono essere seguite. Ad esempio, per un calcestruzzo epossidico standard, la quantità di resina può essere tra il 10% e il 20% in peso della miscela totale. Gli inerti, che possono includere sabbia, ghiaia e altri materiali simili, costituiranno quindi la maggior parte della miscela. È importante anche considerare le proprietà specifiche degli inerti e della resina epossidica. Ad esempio, alcuni inerti possono avere un'alta assorbenza, il che significherebbe che potrebbero richiedere più resina per assicurarsi che tutti gli elementi siano completamente ricoperti. Infine, il bilanciamento di resina e inerti può anche essere influenzato dalla tecnica di miscelazione utilizzata, e quindi potrebbe essere necessario ricalibrare le proporzioni per ottenere la consistenza desiderata, assicurandosi che il calcestruzzo possa essere lavorato correttamente. Come realizzare un impasto corretto per ottenere un calcestruzzo epossidico La preparazione di un impasto corretto per il calcestruzzo epossidico richiede attenzione e cura. La scelta della resina epossidica e degli inerti (come sabbia e ghiaia) è cruciale, infatti questi devono essere di alta qualità e adatti all'applicazione specifica. La proporzione tra la resina epossidica e gli inerti può variare in base all'applicazione specifica e alle proprietà desiderate del calcestruzzo, come abbiamo visto. Prima di tutto sarà necessario miscelare la resina epossidica con l'indurente secondo le istruzioni del produttore. Successivamente, si aggiungeranno lentamente gli inerti, assicurandoti che siano completamente ricoperti dalla resina. Si continuerà a mescolare fino a ottenere una consistenza omogenea. In questa operazione sarà importante utilizzare attrezzature appropriate per evitare l'esposizione degli operatori ai fumi della resina. Una volta miscelato, il mix di calcestruzzo epossidico dovrebbe essere collocato nell'area o nella forma desiderata il più velocemente possibile, dato che l'epossidico inizia a indurire non appena viene miscelato con l'indurente. Una volta che il calcestruzzo epossidico sarà stato collocato, dovrebbe essere lasciato a indurire il tempo necessario, che può essere variabile a seconda della specifica resina utilizzata, ma di solito richiede almeno 24 ore. Resistenza al fuoco dei calcestruzzi polimerici Come tutte le medaglie, anche il calcestruzzo polimerico ha un lato di gran qualità, come abbiamo visto, ma ha anche un lato da non sottovalutare, che si esprime nella bassa resistenza al fuoco. Infatti, il comportamento al fuoco dei calcestruzzi polimerici non è altrettanto studiato quanto quello dei calcestruzzi tradizionali. Tuttavia, i materiali polimerici in genere tendono a essere più sensibili al calore e alle fiamme rispetto ai materiali inorganici come il cemento. Uno dei problemi principali è che, a temperature elevate, i legami chimici tra le molecole di polimero possono rompersi, causando la decomposizione del materiale. Questo può portare alla formazione di gas tossici e può innescare un collasso strutturale. Sarebbe importante, quindi, eseguire ulteriori ricerche per comprendere meglio come migliorare la resistenza al fuoco dei calcestruzzi polimerici, con l'aggiunta di additivi ignifughi o l'uso di tecniche di progettazione per ridurre l'impatto del calore sul materiale.
SCOPRI DI PIU' Protocollo Tecnico per Valutare una Pressa per le Materie Plastiche Usata
Protocollo Tecnico per Valutare una Pressa per le Materie Plastiche UsataMolti fattori influenzano il valore reale e commerciale di una pressa che, se non considerati, potrebbero portare a numerose problematichedi Marco ArezioIl mercato delle presse usate è forse uno dei più floridi e attivi nel mondo tra i macchinari di produzione delle materie plastiche nel mondo. Anche nelle presse ad iniezione per le materie plastiche, l’evoluzione tecnologica ha assunto un ruolo fondamentale, non solo in termini di performance lavorative, quindi velocità, dimensioni dei pezzi stampabili, accessoristica e molte altre cose, ma anche nel campo del risparmio energetico e della riduzione dei costi di manutenzione. La vita delle presse ad iniezione è piuttosto lunga, ed è per questo che il mercato dell’usato ha assunto una dimensione importante nel settore delle materie plastiche. Per chi è intenzionato ad acquistare una pressa ad iniezione per le materie plastiche usata è importante capire lo stato qualitativo della macchina a cui è interessato, per non buttare via i soldi e, cosa non trascurabile, trovarsi con un impianto produttivo in azienda che non rispetta le aspettative richieste. Quindi, valutare la qualità e il valore di una pressa per le materie plastiche usata richiede una combinazione di controlli visivi, test meccanici e di documentazione.Come e cosa valutare in una pressa per materie plasticheCi sono alcuni passi importanti da compiere per poter valutare la qualità di una pressa che si desidera acquistare: Documentazione e Storia della Macchina - Verifica la presenza di manuali, registri di manutenzione e certificazioni - Controllare la data di costruzione e la vita operativa della macchina espresse in ore lavorate - Esaminare eventuali precedenti problemi o riparazioni Ispezione Visiva - Esaminare l'usura esterna, le crepe, la ruggine o altri segni di danno - Assicurarsi che tutti i pannelli, le coperture e le protezioni siano al loro posto e in buone condizioni - Verificare che non ci siano perdite di olio o altri fluidi. Test Funzionale - Accendere la macchina e far funzionare tutti i suoi componenti, controllando che funzioni senza intoppi o rumori strani. - Verificare la pressione, la temperatura e altre specifiche per assicurarti che siano all'interno delle gamme specificate Componenti e Accessori - Esaminare lo stato delle componenti chiave come cilindri, viti, motori e sistemi elettronici - Controllare la disponibilità e la condizione degli accessori inclusi, come i manipolatori o gli estrattori. Software e Controlli - Verificare che il software di controllo sia aggiornato e funzionante - Assicurarsi che tutti i controlli e i display funzionino correttamente. Valutazione Economica - Confrontare il prezzo richiesto con il valore di mercato attuale delle macchine simili - Considerare la domanda e l'offerta attuali nel tuo mercato locale. Verifica della Conformità - Assicurarsi che la macchina rispetti le normative e gli standard locali per la sicurezza e l'efficienza energetica. In generale, la condizione, l'età, la marca, le specifiche tecniche e la domanda nel mercato determinano il valore di una pressa per le materie plastiche usata.Quali sono le parti di una pressa ad iniezione usata di maggior costo se usurate?Le pressa ad iniezione per le materie plastiche sono macchine complesse, e alcune dei loro componenti sono particolarmente costosi da sostituire o riparare se usurati o danneggiati. Vediamo alcune delle parti di una pressa ad iniezione che, se usurate, possono comportare costi significativi: Unità di Plastificazione Vite di Iniezione. È responsabile dell'iniezione del materiale fuso nella cavità dello stampo. Una vite usata o danneggiata può influire sulla qualità del prodotto finito e sulla consistenza del processo. Cilindro (o canale) di Iniezione. Funziona in tandem con la vite. Se corroso o usato, può influire sulla qualità della plastificazione e, quindi, del prodotto. Unità di Chiusura. Se deformate o danneggiate, possono influire sulla corretta chiusura dello stampo, causando problemi come la fuoriuscita di materiale o la formazione di pezzi non conformi. Sistema Idraulico Pompe Idrauliche. Esse alimentano il movimento di molte parti della pressa ad iniezione. Se sono usate o danneggiate, possono compromettere l'intera operatività della macchina. Sistemi Elettrici Pannello di Controllo. È il cervello operativo della pressa. Se danneggiato o obsoleto, può essere costoso da sostituire, e senza di esso, la macchina potrebbe non funzionare correttamente. Assicurarsi, inoltre, che tutti gli schermi, pulsanti e leve funzionino correttamente e controlla eventuali segni di bruciature o danni.Servomotori e Azionamenti. Questi componenti sono essenziali per il movimento preciso e la funzionalità della macchina. Se si guastano, possono essere costosi da riparare o sostituire. Cavi e Connettori. Esaminare il cablaggio per eventuali segni di usura, danni o bruciature. Sensori e Trasduttori. Controllare che i sensori di temperatura, pressione e posizione funzionino correttamente e che siano calibrati.Sistemi di Raffreddamento Una unità di raffreddamento inefficiente può portare a surriscaldamenti e potenziali danni ad altre parti della macchina. La sostituzione o la riparazione del sistema di raffreddamento può essere costosa. Sistemi di Sicurezza Mentre essenziali per la sicurezza operativa, la sostituzione di sistemi di sicurezza avanzati può essere onerosa. È sempre importante tenere presente che la prevenzione attraverso una manutenzione regolare e adeguata può spesso evitare danni costosi e prolungare la durata della macchina. Se si sta considerando l'acquisto di una pressa ad iniezione usata, sarebbe saggio fare un'ispezione approfondita di queste parti critiche o avere un tecnico esperto che effettui la valutazione.
SCOPRI DI PIU' Poliuretano: Produzione, Impiego, Riciclo e Storia
Poliuretano: Produzione, Impiego, Riciclo e StoriaUn materiale di grandissima diffusione in molti settori che ha una storia prestigiosa e un presente circolare complicatodi Marco ArezioIl poliuretano è un polimero conosciuto anche da chi non è addetto ai lavori, in quanto lo si identifica facilmente negli isolanti per le abitazioni, nei prodotti chimici di comune utilizzo del fai da te, negli oggetti che arredano le nostre case e in molte altre occasioni. La sua storia nasce agli albori della ricerca sulla chimica dei polimeri, con continui miglioramenti nel corso degli anni e creando nuove applicazioni facendo leva sulle molteplici qualità del composto.Cosa è il poliuretano Il poliuretano è un tipo di polimero che viene utilizzato in una vasta gamma di prodotti a causa della sua versatilità. Si tratta di un materiale che può essere flessibile o rigido e viene utilizzato in prodotti come schiume, elastomeri, adesivi, sigillanti, vernici e molti altri. Le schiume di poliuretano, ad esempio, sono spesso utilizzate in materassi, cuscini e mobili a causa della loro capacità di adattarsi e ritornare alla loro forma originale. I poliuretani possono essere formulati per avere una varietà di proprietà, rendendoli adatti a molte diverse. Come si produce il poliuretano Il poliuretano viene prodotto attraverso una reazione chimica tra due componenti principali: un isocianato e un poliolo. La natura esatta e la proporzione di questi composti determinano le proprietà finali del poliuretano prodotto. Ecco un processo base per produrre poliuretano: Preparazione dei componenti Gli isocianati ei polioli vengono prodotti separatamente attraverso vari processi chimici. Gli isocianati comuni utilizzati includono il diisocianato di toluene (TDI) e il diisocianato di metilene difenile (MDI). I polioli possono variare dalla glicerina ai polieteri. Mescolamento Una volta preparati, gli isocianati e i polioli vengono miscelati insieme in proporzioni controllate. Al mix possono essere aggiunti altri ingredienti come catalizzatori, stabilizzanti, coloranti o additivi per ottenere proprietà specifiche. Reazione Quando gli isocianati ei polioli reagiscono insieme, formano una catena di poliuretano. Questa reazione può essere esotermica (produrre calore). Formazione A seconda dell'applicazione desiderata, la miscela reagente può essere versata in stampi per produrre forme solide come blocchi o lastre, oppure può essere spruzzata o applicata su superfici. Ad esempio, la schiuma spray di poliuretano viene spruzzata sulle superfici per l'isolamento, mentre le schiume flessibili possono essere versate in stampi per produrre cuscini o materassi. Indurimento e Cura Dopo la formazione, il poliuretano richiede un periodo di "cura" durante il quale completa la sua reazione e raggiunge le proprietà desiderate. Taglio o lavorazione Una volta indurito, il poliuretano può essere tagliato, sagomato o lavorato secondo le specifiche dell'applicazione finale. A seconda del tipo e delle proprietà desiderate del poliuretano, i dettagli del processo possono variare. Ad esempio, la produzione di schiume rigide utilizzate per l'isolamento potrebbe differire da quella di elastomeri utilizzati nelle applicazioni industriali. Dove si utilizza il poliuretano Il poliuretano è un materiale estremamente versatile e si trova in una vasta gamma di prodotti grazie alle sue diverse proprietà. Ecco alcuni degli usi comuni del poliuretano: - Schiume flessibili: utilizzate in materassi, cuscini, imbottiture di mobili e sedili automobilistici. - Schiume rigide: utilizzate per l'isolamento termico di edifici, frigoriferi, congelatori e apparecchiature per il riscaldamento e il raffreddamento. - Elastomeri: trovano impiego in suole di scarpe, guarnizioni, cinghie di trasmissione, componenti automobilistici e alcuni adesivi. - Adesivi e sigillanti: utilizzati in edilizia, industria automobilistica e molte altre industriali. - Vernici e rivestimenti: offrono protezione contro l'abrasione, la corrosione ei raggi UV. Sono usati per verniciare automobili, pavimenti e altri oggetti. - Pellicole e fogli: per l'imballaggio, la laminazione e come componenti in prodotti tessili. - Spugne abrasive: usate per lavare e pulire. - Componenti automobilistici: come parafanghi, parti di interni, e componenti di sospensione. - Imballaggi: schiume protettive per l'imballaggio di elettronica e altri beni fragili. - Applicazioni mediche: come bendaggi, impianti e componenti di dispositivi medici. - Fibra di poliuretano: utilizzata in tessuti elastici e abbigliamento. Questi sono solo alcuni esempi. Grazie alla sua versatilità, il poliuretano ha trovato in quasi ogni settore industriale e continua ad essere un materiale chiave in molte innovazioni tecnologiche. Quali caratteristiche tecniche ha il poliuretano l poliuretano è un materiale estremamente versatile con una vasta gamma di proprietà che possono essere adattate in base ai requisiti specifici di un'applicazione. Le caratteristiche tecniche del poliuretano possono variare a seconda della formula specifica, dei componenti utilizzati e del processo di produzione. Tuttavia, alcune delle caratteristiche generali e dei vantaggi del poliuretano includono: - Il poliuretano è noto per la sua resistenza all'usura, al taglio e all'abrasione. - Può essere estremamente elastico e flessibile, il che lo rende ideale per suole di scarpe, guarnizioni e altri prodotti che richiedono elasticità. - Offre una buona resistenza a oli, grassi, solventi e molti altri prodotti chimici. - Il poliuretano ha eccellenti proprietà isolanti, sia termiche che acustiche, ed è spesso utilizzato come materiale isolante in edilizia e in apparecchiature refrigeranti. - Può essere prodotto in una vasta gamma di densità e rigidità, da schiume morbide e flessibili a materiali solidi e duri. - Ha una buona capacità adesiva su una vasta gamma di substrati, il che lo rende utile come adesivo e sigillante. - Il poliuretano ha una buona resistenza all'acqua e non si decompone facilmente quando esposto all'umidità. - Sebbene il poliuretano standard possa degradarsi sotto l'esposizione ai raggi UV, può essere formulato con additivi che migliorano la sua resistenza ai raggi UV. - Mentre il poliuretano non è inerentemente resistente al fuoco, può essere formulato con ritardanti di fiamma per soddisfare specifiche esigenze di resistenza al fuoco. - Ha la capacità del materiale di tornare alla sua forma originale dopo essere stato deformato. Come si ricicla il poliuretano Il riciclo del poliuretano può essere una sfida a causa della sua natura termoindurente e delle diverse forme in cui può presentarsi. Tuttavia, ci sono diverse metodologie adottate per il riciclaggio del poliuretano, a seconda del tipo e dell'applicazione. Ecco alcune delle tecniche comuni: Riutilizzo meccanico Questo metodo coinvolge la triturazione della schiuma di poliuretano in piccoli pezzi che possono essere utilizzati come riempitivi o combinati con altri materiali per produrre nuovi prodotti. Ad esempio, la schiuma triturata può essere utilizzata in cuscini, materassi o come isolamento. Riciclo chimico Glicolisi. Qui, il poliuretano viene scomposto in presenza di glicoli. Questo processo produce polioli che possono essere riutilizzati nella produzione di nuovo poliuretano. Idrogenazione. In questo metodo, il poliuretano viene esposto all'idrogeno ad alte temperature, producendo polioli che possono essere riutilizzati. Pirolisi. Il poliuretano viene scomposto termicamente in assenza di ossigeno, producendo oli che possono essere utilizzati come carburanti o materie prime per la produzione chimica. Riciclaggio energetico. Anziché cercare di recuperare il materiale, il poliuretano può essere incenerito in impianti di incenerimento di rifiuti per recuperare l'energia. Questo metodo trasforma il poliuretano in calore, che può essere utilizzato per produrre elettricità o riscaldare l'acqua. Riciclaggio mediante bonifica. Questo metodo è simile alla glicolisi, ma utilizza ammine alifatiche. Produce ammine e polioli che possono essere utilizzati nella produzione di nuovo poliuretano o altri polimeri. Mentre le tecniche di riciclaggio sono in continua evoluzione, uno dei principali ostacoli al riciclaggio su larga scala del poliuretano è la raccolta e la separazione dei rifiuti di poliuretano dalle altre correnti di rifiuti. Tuttavia, con la crescente enfasi sulla sostenibilità e la gestione dei rifiuti, sono in corso ricerche per sviluppare metodi più efficaci e sostenibili per il riciclaggio del poliuretano. Storia del poliuretano Il poliuretano è stato scoperto nel 1937 dal chimico tedesco Otto Bayer e dal suo team. La ricerca era parte degli sforzi per sviluppare nuovi materiali polimerici durante il periodo tra le due guerre mondiali, quando c'era una grande domanda di alternative ai materiali tradizionali. Otto Bayer è noto per aver sviluppato il processo di produzione di poliuretano utilizzando diisocianati e polioli, il che ha portato alla produzione commerciale di poliuretano nel 20° secolo. Il poliuretano ha una storia interessante e la sua evoluzione e diffusione in vari settori è un esempio di come i nuovi materiali possano rivoluzionare le industrie. Le tappe storiche importanti per il poliuretano sono le seguenti: - 1937. Otto Bayer e il suo team in Germania sviluppano il processo di polimerizzazione per produrre poliuretano usando diisocianati e polioli. - 1940. Durante la Seconda Guerra Mondiale, ci fu un grande bisogno di materiali alternativi a causa della scarsità di risorse come il caucciù. Questo ha portato a un interesse crescente per i poliuretani come potenziale sostituto. Alla fine degli anni '40, le schiume rigide di poliuretano iniziarono ad essere usate per isolamento. - anni '50. Le schiume flessibili di poliuretano diventano popolari come materiale per cuscini e materassi. Inizia la produzione su larga scala di elastomeri di poliuretano, che vengono utilizzati in vari settori, compresa l'industria calzaturiera. - anni '60 e '70. L'uso di schiume di poliuretano per l'isolamento termico degli edifici diventa sempre più comune. La tecnologia del poliuretano continua ad evolversi, portando allo sviluppo di adesivi, sigillanti, rivestimenti e vernici di poliuretano. - 1980. Gli elastomeri di poliuretano diventano comuni in molte industrie. La ricerca si concentra sull'ottimizzazione delle proprietà del poliuretano, come la resistenza alla fiamma e la resistenza all'abrasione. - anni '90 e 2000. Si assiste a una crescente preoccupazione per l'ambiente e la salute, il che porta a ricerche su poliuretani a base d'acqua ea basso contenuto di composti organici volatili (VOC). L'industria automobilistica adotta ampiamente il poliuretano per interni, sedili, e componenti esterni. - anni 2010. Con l'aumento dell'interesse per la sostenibilità, iniziano le ricerche per produrre poliuretani da fonti rinnovabili e biobased. L'innovazione continua con lo sviluppo dei poliuretani con proprietà migliorate, come maggiore resistenza ai raggi UV e migliore resistenza termica. Nel corso degli anni, il poliuretano ha dimostrato di essere un materiale estremamente versatile, adattandosi e rispondendo alle esigenze in continua evoluzione di molte industrie. La sua capacità di essere formulato per una vasta gamma di proprietà ha reso possibile il suo uso in una miriade di, dall'edilizia all'automobile, dai prodotti per la casa all'abbigliamento e molto altro.
SCOPRI DI PIU' Quando e Come Usare la Cera di Polietilene nei Polimeri Riciclati
Quando e Come Usare la Cera di Polietilene nei Polimeri RiciclatiUn additivo di grande efficacia per migliorare alcune prestazioni dei prodotti plasticidi Marco ArezioNella realizzazione di ricette polimeriche con alte prestazioni fisico-meccaniche ed estetiche, la cera di polietilene si è ricavata uno spazio di tutto rispetto. Se diventa più istintivo e facile da abbinare ad un polimero vergine, l’impiego della cera di polietilene nei polimeri riciclati ha bisogno di alcune nozioni suppletive.Cosa è la cera di polietilene La cera di polietilene è un tipo di elemento prodotto dalla polimerizzazione dell'etilene, un idrocarburo, infatti essa è spesso utilizzata in una serie di applicazioni industriali in virtù della sua resistenza, flessibilità e impermeabilità all'acqua. E’ comunemente usata in prodotti come vernici, rivestimenti, cosmetici, polimeri e prodotti per la cura dell'auto. Nei cosmetici, per esempio, può essere utilizzata come agente condizionante della pelle o per dare struttura e consistenza al prodotto. Va ricordato che, essendo un prodotto sintetico, non è biodegradabile e può avere un impatto ambientale se non gestita in maniera responsabile. Come viene usata la cera di polietilene nei polimeri riciclati La cera di polietilene viene utilizzata nei polimeri riciclati principalmente come agente di processo. Questo significa che viene aggiunta durante la fase di produzione per migliorare le proprietà del materiale finale. Uno dei principali problemi con il riciclo dei polimeri è che il processo può degradare le proprietà del materiale, rendendolo meno utile per le applicazioni future. Tuttavia, l'aggiunta di cera di polietilene può aiutare a contrastare questo problema. La cera di polietilene può migliorare quindi la lavorabilità dei polimeri riciclati, rendendoli più facili da modellare. Può anche migliorare le proprietà superficiali del prodotto in plastica riciclato, come la lucentezza e la resistenza all'abrasione. Inoltre, può agire come un lubrificante, riducendo l'attrito tra le particelle del polimero durante la lavorazione. Questo può aiutare a prevenire problemi come l'adesione eccessiva o l'agglomerazione delle masse polimeriche. In definitiva, l'uso della cera di polietilene nei polimeri riciclati può contribuire a produrre un materiale di migliore qualità che può essere utilizzato in una gamma più ampia di applicazioni. Con quali polimeri si può usare la cera di polietilene e quali vantaggi si ricavano La cera di polietilene è versatile e può essere utilizzata con una varietà di polimeri, sia sintetici che naturali. Polietilene (PE) La cera di polietilene può essere utilizzata con il polietilene stesso per migliorare la lavorabilità, la lucentezza e la resistenza all'abrasione dei prodotti. Polipropilene (PP) Quando utilizzata con il polipropilene, la cera può migliorare le proprietà di flusso del materiale, facilitandone la lavorazione. Policloruro di vinile (PVC) E’ spesso utilizzata come lubrificante interno ed esterno nella lavorazione del PVC. Come lubrificante interno, migliora il processo di fusione e miscelazione del PVC, mentre come lubrificante esterno, aiuta a prevenire l'adesione del PVC caldo agli attrezzi e alle apparecchiature di lavorazione. Polistirene (PS) e altri polimeri stirenici In questi materiali, la cera di polietilene può aiutare a migliorare le proprietà di flusso e la resistenza al calore. Poliacrilonitrile butadiene stirene (ABS) Può migliorare le proprietà di flusso del ABS durante la lavorazione, rendendo il materiale più facile da modellare e lavorare. Nell'industria dei colori e delle vernici, la cera di polietilene viene spesso utilizzata per migliorare la resistenza all'abrasione, la resistenza all'acqua, la durezza e la brillantezza dei rivestimenti. Inoltre, può essere utilizzata per modulare la viscosità di vernici e inchiostri. Come la cera di polietilene può migliorare la lucentezza della plastica Quando la plastica si raffredda e si solidifica, la cera di polietilene aiuta a produrre una superficie più liscia e lucida. Questo accade perché riempie le microscopiche irregolarità della superficie del polimero, creando una superficie più riflettente e quindi più lucente. Inoltre, la cera di polietilene può anche agire come un agente rilasciante durante l'estrusione, prevenendo l'adesione del polimero fuso all'attrezzatura di lavorazione. Questo può aiutare a produrre prodotti finiti con una superficie più liscia e uniforme, che contribuisce ad aumentare la lucentezza. Come la cera di polietilene può migliorare la resistenza all'abrasione? La resistenza all'abrasione di un materiale si riferisce alla sua capacità di resistere all'usura quando viene sfregato o graffiato. Nei polimeri, l'aggiunta di cera di polietilene può migliorare la resistenza all'abrasione in vari modi: Riduzione del coefficiente di attrito La cera di polietilene agisce come un lubrificante, riduce il coefficiente di attrito sulla superficie del polimero. Questo significa che quando un oggetto viene sfregato contro la superficie, scivola più facilmente e causa meno danni. Riempimento delle microcavità In questo caso può riempire le microscopiche irregolarità sulla superficie del polimero, creando una superficie più liscia e uniforme che è meno suscettibile all'abrasione. Aumento della durezza della superficie Quando la cera si solidifica nella matrice del polimero contribuisce ad aumentare la durezza della superficie, rendendola più resistente all'usura. Miglioramento della compatibilità dei materiali di riempimento In alcuni polimeri, il prodotto può migliorare la compatibilità tra il polimero e i materiali di riempimento utilizzati, che possono favorire la resistenza all'abrasione. Tuttavia, è importante notare che l'effetto della cera di polietilene sulla resistenza all'abrasione può variare a seconda del tipo di polimero e delle specifiche del processo di produzione. Inoltre, l'aggiunta di troppa cera di polietilene può avere l'effetto opposto e ridurre la resistenza all'abrasione, quindi è importante trovare il giusto equilibrio. Perchè unendo la cera di polietilene ai polimeri ne aumentiamo la lavorabilità? L'aggiunta di cera di polietilene ai polimeri può migliorare la loro lavorabilità attraverso vari meccanismi: La cera di polietilene funge da lubrificante durante il processo di lavorazione dei polimeri, riducendo l'attrito tra le particelle stesse. Questo può facilitare la lavorazione, riducendo l'energia necessaria per modellare o deformare il materiale. La cera di polietilene può anche migliorare le proprietà di flusso del polimero durante la fusione. Questo significa che il materiale fuso fluisce più facilmente, il che può favorire la lavorazione e ridurre il rischio di difetti nel prodotto finale. Può inoltre aiutare a ridurre l'adesione del polimero fuso all'attrezzatura di lavorazione. Questo aiuta a prevenire problemi come l'agglomerazione e facilitare la rimozione del prodotto finale dall'attrezzatura. In alcuni polimeri, la cera di polietilene può migliorare anche la compatibilità tra il polimero e i materiali di riempimento utilizzati. Questo può facilitare la lavorazione e aiutare a ottenere un prodotto finale di migliore qualità. Come dosare la cera di polietilene con i polimeri durante l'estrusione? Il dosaggio della cera di polietilene in un polimero durante il processo di estrusione può variare a seconda di vari fattori, tra cui il tipo di polimero, le specifiche del processo di estrusione, e le proprietà desiderate del prodotto finale. Tuttavia, ci sono alcuni principi generali che possono essere utilizzati come punto di partenza. In generale, la cera di polietilene è solitamente utilizzata in concentrazioni che variano dall'1% al 5% in peso rispetto al polimero. Questo significa che per ogni 100 grammi di polimero, si potrebbe utilizzare da 1 a 5 grammi di cera di polietilene. Durante il processo di estrusione, la cera di polietilene viene generalmente aggiunta al polimero mentre è in fase di fusione. Dopo l'aggiunta di questo additivo, il mix di polimero e cera viene raffreddato e solidificato per formare il prodotto finale. Durante questo processo, la cera di polietilene può aiutare a migliorare, come abbiamo detto, le proprietà del prodotto, come la lucentezza, la resistenza all'abrasione, e la lavorabilità. Come si presenta la cera di polietilene per essere additivata ai polimeri? La cera di polietilene, quando pronta per essere additivata ai polimeri, di solito si presenta in forma solida a temperatura ambiente. Può essere disponibile in diverse forme fisiche, tra cui granuli, fiocchi, polvere, o perle. La forma esatta può variare a seconda delle esigenze di produzione e delle preferenze del produttore. Le cere in forma di granuli o perle sono spesso preferite per la loro facilità di manipolazione e dosaggio. Possono essere facilmente misurate e aggiunte al polimero durante il processo di produzione.
SCOPRI DI PIU' Produzione di fumi Durante la Fusione delle Plastiche Riciclate da Post Consumo
Produzione di fumi Durante la Fusione delle Plastiche Riciclate da Post ConsumoQuali possibili danni per la salute dei lavoratori e quali comportamenti da adottaredi Marco ArezioI fumi, generati durante l'estrusione o l’iniezione delle materie plastiche da post consumo, possono contenere una varietà di sostanze chimiche e particelle solide, alcune delle quali possono essere tossiche o potenzialmente dannose per la salute umana.Tipologia di inquinanti nella fusione delle materie plasticheLa tossicità dei fumi dipende dalla composizione specifica delle materie plastiche da post consumo e dalle condizioni operative del processo di estrusione. Alcuni dei potenziali rischi per la salute associati ai fumi di estrusione includono: Particelle solide: durante l'estrusione, possono essere generati fumi che contengono particelle solide sospese nell'aria. Queste particelle possono includere residui di plastica non completamente fusi o frammenti di plastica, che possono essere inalati e causare irritazione delle vie respiratorie o problemi respiratori. Emissioni gassose: i fumi possono contenere emissioni gassose derivanti dalla decomposizione o combustione incompleta dei materiali plastici. Queste emissioni possono includere sostanze chimiche tossiche o irritanti come monomeri, polimeri degradati, agenti di stabilizzazione termica o additivi chimici presenti nelle materie plastiche da post consumo. Composti organici volatili (COV): alcuni fumi possono contenere composti organici volatili, come solventi o altre sostanze organiche che si vaporizzano a temperature elevate. L'esposizione a COV può causare irritazione delle vie respiratorie, mal di testa, nausea, vertigini o effetti a lungo termine sulla salute. Additivi chimici: le materie plastiche da post consumo possono contenere additivi chimici, come plastificanti, ritardanti di fiamma o additivi antistatici. Durante l'estrusione, questi additivi possono degradarsi o essere rilasciati nei fumi, potenzialmente causando rischi per la salute umana a seconda delle sostanze chimiche coinvolte. Polveri e particelle ultrafini: l'estrusione può generare polveri e particelle ultrafini che possono essere inalate e penetrare profondamente nei polmoni. Queste particelle possono causare irritazione polmonare, infiammazione o effetti a lungo termine sulla salute respiratoria. La valutazione specifica dei rischi per la salute dei fumi di estrusione delle materie plastiche da post consumo richiede una conoscenza dettagliata della composizione chimica dei materiali utilizzati e delle condizioni operative specifiche. Fattori di insorgenza degli inquinanti I principali fattori che influenzano la pericolosità dei fumi durante la fusione delle plastiche riciclate si raggruppano in questi fattori: Composizione dei materiali riciclatiLa composizione delle plastiche riciclate può variare notevolmente a seconda delle fonti di riciclo e dei processi di riciclaggio utilizzati. Alcuni materiali riciclati possono contenere sostanze chimiche nocive o additivi che possono essere rilasciati durante l'estrusione. Temperatura di estrusioneLa fusione delle plastiche richiede temperature elevate, e il riscaldamento dei materiali riciclati può causare la generazione di fumi e vapori. Alcune sostanze chimiche presenti nelle plastiche riciclate possono decomporsi a temperature elevate, producendo composti potenzialmente pericolosi. Durata dell'esposizioneLa durata dell'esposizione ai fumi durante la fusione delle plastiche riciclate può influenzare il potenziale impatto sulla salute dei lavoratori. Effetti sulla salute dei lavoratori Gli effetti sulla salute dei lavoratori possono dipendere dalla concentrazione e dalla durata dell'esposizione ai fumi nocivi.I fumi che scaturiscono dalla fusione delle materie plastiche possono rappresentare diversi rischi per la salute dei lavoratori, tra cui: Irritazione delle vie respiratorie I fumi possono irritare le vie respiratorie, causando tosse, difficoltà respiratorie, congestione e infiammazione delle mucose. Effetti sul sistema nervoso Alcune sostanze chimiche presenti nei fumi possono avere effetti sul sistema nervoso, come mal di testa, vertigini, affaticamento o disturbi neurologici. Effetti sul sistema cardiovascolare L'esposizione a fumi nocivi può influenzare il sistema cardiovascolare, aumentando il rischio di malattie cardiovascolari. Effetti sul fegato e sui reni Alcune sostanze chimiche presenti nei fumi possono essere tossiche per il fegato e i reni, se assorbite nel corpo. Effetti cancerogeni Alcuni composti chimici presenti nei fumi possono essere cancerogeni o aumentare il rischio di sviluppare malattie tumorali. Mitigazione dei rischi sanitari nelle produzioni di materie plastiche per fusione Per mitigare i rischi per la salute dei lavoratori durante l'estrusione delle plastiche riciclate, sono necessarie misure di prevenzione e sicurezza appropriate, tra cui: Ventilazione adeguata: è importante garantire una buona ventilazione nell'area di lavoro per diluire e rimuovere i fumi generati durante l'estrusione. Uso di dispositivi di protezione individuale (DPI): i lavoratori devono utilizzare DPI appropriati, come maschere respiratorie, occhiali di protezione e guanti, per ridurre le possibili esposizioni ai fumi nocivi. Monitoraggio dell'ambiente di lavoro: è consigliabile effettuare il monitoraggio regolare dell'ambiente di lavoro per valutare la presenza di sostanze nocive nei fumi e per garantire che i livelli di esposizione siano al di sotto dei limiti di sicurezza. Formazione e sensibilizzazione dei lavoratori: è importante fornire una formazione adeguata ai lavoratori riguardo ai rischi associati all'estrusione delle plastiche riciclate, inclusi i fumi generati, e alle misure di sicurezza da adottare per proteggere la propria salute. Buone pratiche di gestione e manipolazione: adottare buone pratiche di gestione e manipolazione dei materiali riciclati, tra cui l'uso di sistemi chiusi, la riduzione dell'esposizione alla polvere e l'adozione di procedure di pulizia adeguate. Monitoraggio medico: è consigliabile effettuare un monitoraggio medico regolare dei lavoratori esposti ai fumi per identificare eventuali effetti sulla salute e intervenire tempestivamente. Tecnologie per la riduzione degli inquinanti nei reparti di fusione delle plastiche Per la filtrazione dei fumi provenienti dall'estrusione delle materie plastiche da post consumo, vengono utilizzati sistemi di filtrazione industriale, appositamente progettati per catturare e rimuovere le particelle solide e le sostanze inquinanti presenti nei fumi. Alcune delle tipologie di filtrazione industriali comunemente impiegate includono: Filtrazione a cartucce Questo tipo di filtrazione prevede l'utilizzo di cartucce filtranti che catturano le particelle solide e altre sostanze inquinanti presenti nei fumi. Le cartucce filtranti possono essere realizzate con materiali diversi, come polipropilene, poliestere o fibra di vetro, a seconda delle esigenze specifiche dell'applicazione. Filtrazione a sacchi I sistemi di filtrazione a sacchi utilizzano sacchi filtranti per trattenere le particelle solide presenti nei fumi. I sacchi filtranti sono realizzati in materiali porosi che consentono il passaggio dell'aria mentre intrappolano le particelle. Filtrazione elettrostatica La filtrazione elettrostatica sfrutta la carica elettrostatica per attirare e trattenere le particelle presenti nei fumi. I sistemi di filtrazione elettrostatica utilizzano elettrodi carichi e filtri carichi elettrostaticamente per catturare le particelle. Filtrazione a secco La filtrazione a secco prevede l'utilizzo di dispositivi, come precipitatori elettrostatici a secco o filtri a gravità, per separare e trattenere le particelle solide presenti nei fumi. Questi dispositivi possono essere efficaci nella rimozione di particelle di grandi dimensioni. Filtrazione a umido La filtrazione a umido coinvolge l'utilizzo di sistemi di scrubbing o lavaggio che rimuovono le particelle solide e i gas inquinanti dai fumi attraverso l'utilizzo di acqua o altri liquidi. È importante valutare attentamente le esigenze specifiche del processo di estrusione delle materie plastiche da post consumo per determinare la tipologia di filtrazione industriale più adatta. Le scelte dipenderanno dalle caratteristiche dei fumi generati, dalla dimensione delle particelle da rimuovere e dagli obiettivi di purificazione dell'aria.
SCOPRI DI PIU' Additivi anti U.V. o Antiossidanti per la Plastica: Quali Differenze e Perché Usarli
Additivi anti U.V. o Antiossidanti per la Plastica: Quali Differenze e Perché UsarliNella produzione di polimeri plastici riciclati lo scarso uso dei protettivi della plastica può generare prodotti finiti scadentidi Marco ArezioIl concetto che un polimero riciclato deve essere economico e, quindi, di bassa qualità, è ancora abbastanza radicato nella mente dei produttori di materie plastiche che, purtroppo, possono andare incontro a spiacevoli contestazioni sul materiale fornito per fare i prodotti finiti.Il principio di economicità assoluta dei polimeri riciclati non si sposa con le attuali esigenze dell’uso del rifiuto plastico che la società ha, e quindi, è necessario qualificare adeguatamente i polimeri riciclati con appositi trattamenti nel riciclo e nella produzione dei nuovi granuli. Come sappiamo, il nemico numero uno della plastica è l’invecchiamento causato dagli agenti atmosferici, che ne riducono la durabilità, le caratteristiche meccaniche e fisiche, creando grossi problemi anche economici alla filiera produttiva e distributiva. Ma vediamo qual è il meccanismo dell’invecchiamento dei prodotti plasticiI prodotti plastici possono subire vari meccanismi di invecchiamento nel corso del tempo a causa di diversi fattori, tra cui l'esposizione alla luce solare, al calore, all'ossigeno, all'umidità e ad agenti chimici. Questi meccanismi di invecchiamento possono influire sulle proprietà fisiche e chimiche della plastica, portando a una perdita di resistenza, flessibilità, colore e altre caratteristiche desiderabili. Uno dei meccanismi di invecchiamento più comuni è l'ossidazione.Quando la plastica è esposta all'ossigeno presente nell'aria, possono verificarsi reazioni chimiche che portano alla formazione di gruppi ossidrilici nella struttura della plastica. Questi gruppi ossidrilici possono influire negativamente sulle proprietà meccaniche, rendendola più fragile e suscettibile alla rottura. La luce solare, in particolare la radiazione ultravioletta (UV), è un altro fattore che può causare l'invecchiamento dei prodotti plastici. La radiazione UV può degradare la struttura chimica della plastica, causando la frammentazione delle catene molecolari e la formazione di radicali liberi. Ciò può portare a una diminuzione della resistenza meccanica e alla comparsa di crepe e scolorimenti sulla superficie della plastica. Il calore è un altro fattore importante nell'invecchiamento dei prodotti plastici. L'esposizione prolungata a temperature elevate può causare una diffusione delle sostanze chimiche presenti nella plastica, portando a una perdita di flessibilità e ad un aumento della fragilità. Il calore può anche accelerare le reazioni chimiche all'interno della plastica, contribuendo alla sua degradazione. L'umidità è un fattore che può contribuire all'invecchiamento delle plastiche, in particolare di quelle sensibili all'acqua. L'assorbimento di umidità può causare la formazione di legami idrogeno nella struttura della plastica, portando a una diminuzione delle sue proprietà meccaniche. Quali sono le conseguenze dei processi di ossidazione L'ossidazione della plastica può avere diverse conseguenze indesiderate, tra cui: Perdita di resistenza meccanica: l'ossidazione può ridurre la resistenza meccanica della plastica, rendendola più fragile e suscettibile alla rottura. Variazione delle proprietà fisiche: l'ossidazione può alterare le proprietà fisiche della plastica, come la flessibilità, la durezza o la trasparenza. Cambiamento di colore: l'ossidazione può causare la comparsa di macchie o scolorimenti sulla superficie della plastica, modificando il suo aspetto estetico. Perdita di durata nel tempo: l'ossidazione può accelerare l'invecchiamento della plastica, riducendo la sua durata nel tempo e influenzando la sua longevità. Per mitigare gli effetti dell'invecchiamento dei prodotti plastici, vengono utilizzati diversi additivi durante il processo di produzione. Gli additivi come gli stabilizzatori UV, gli antiossidanti e gli agenti anti degradanti possono contribuire a proteggere la plastica dagli effetti dannosi dell'invecchiamento. Inoltre, le condizioni di conservazione a bassa temperatura e l'isolamento dalla luce solare possono aiutare a preservare le proprietà delle plastiche nel tempo. Come proteggere i prodotti plastici dall'invecchiamento Per proteggere i prodotti plastici dall'invecchiamento, è possibile adottare diverse misure preventive.Utilizzo di additivi durante il processo di produzione tra i quali possiamo citare:Gli stabilizzatori UV, ad esempio, aiutano a prevenire la degradazione causata dalla luce solare. Gli antiossidanti e gli agenti anti degradanti possono aiutare a proteggere la plastica dall'ossidazione e dalla degradazione chimica. Vernici protettive: quando il prodotto plastico è stato realizzato è possibile applicare delle specifiche vernici protettive agli UV. La scelta tra l'utilizzo di vernici protettive o additivi nell'impasto produttivo dipende da diversi fattori, tra cui l'applicazione specifica, il tipo di plastica e le preferenze del produttore. Entrambe le opzioni possono offrire una protezione contro i raggi UV, ma hanno approcci diversi e vantaggi specifici. Vernici protettive Le vernici protettive, come abbiamo detto, possono essere applicate sulla superficie della plastica per creare uno strato protettivo che blocca i raggi UV. Questo approccio offre flessibilità perché le vernici possono essere applicate dopo la produzione del prodotto plastico finito. Le vernici possono anche fornire una maggiore personalizzazione in termini di aspetto estetico e finitura. Tuttavia, richiedono un'ulteriore fase di applicazione e potrebbero richiedere manutenzione periodica per mantenere l'efficacia della protezione UV. Additivi nell'impasto produttivo Gli additivi di protezione possono essere incorporati direttamente nell'impasto plastico durante il processo di produzione. Questi additivi agiscono come stabilizzatori UV, proteggendo la plastica dall'invecchiamento causato dalla radiazione UV. L'utilizzo di additivi anti-UV durante la produzione ha il vantaggio di offrire una protezione uniforme su tutta la massa del prodotto plastico, senza richiedere ulteriori fasi di applicazione o manutenzione specifica. Inoltre, l'incorporazione degli additivi nell'impasto permette una maggiore resistenza alla degradazione UV rispetto a una semplice verniciatura esterna. La scelta tra vernici protettive e additivi nell’impasto dipenderà anche dalle esigenze specifiche del prodotto plastico e dalle preferenze del produttore. In alcune applicazioni, come nel settore edile, l'uso di additivi anti-UV nell'impasto produttivo può essere preferibile per garantire una protezione a lungo termine senza la necessità di applicazioni esterne. Tuttavia, ci possono essere casi in cui l'uso di vernici protettive è più adatto, ad esempio quando si desidera una finitura personalizzata o quando si vogliono aggiungere ulteriori strati di protezione sulla superficie.
SCOPRI DI PIU' Composti Termoplastici per WPC con Fibre o Riempimenti Vegetali
Composti Termoplastici per WPC con Fibre o Riempimenti VegetaliQuali differenze e caratteristiche hanno le cariche vegetali nei prodotti legno-plastica di Marco ArezioI polimeri termoplastici riciclati hanno una lunga storia di combinazioni con cariche e fibre, che permettono di migliorare le prestazioni fisico-meccaniche dei manufatti che sono realizzati attraverso questi compound. Le modificazioni che maggiormente possiamo notare dall’unione di un polimero termoplastico riciclato con le cariche, possono riguardare la resistenza alla flessione, alla compressione, all’urto, al taglio, all’abrasione, alla temperatura, all’invecchiamento, all’azione dei raggi U.V. e, certamente, alla riciclabilità dell’elemento. Cosa è un polimero termoplastico? Per polimero termoplastico riciclato, molto brevemente, si intende un elemento, di derivazione petrolifera, che rammollisce in presenza di una fonte di calore (estrusione, stampaggio, soffiaggio o altri metodi di lavorazione) e si solidifica raffreddandosi, avente una disposizione delle catene polimeriche lineari o ramificate. Il comportamento delle molecole e la loro forza ne determinano le caratteristiche che, a loro volta, sono influenzate dalle temperature di lavorazione od ambientali a cui il polimero viene sottoposto. Cosa è una fibra o un riempimento vegetale? Le fibre sono dei filamenti dotati di un rapporto preciso tra lunghezza e diametro, che permettono il miglioramento delle caratteristiche di un composto in cui sono inglobate, sostituendo il volume del materiale primario, così da aumentarne la tenacità e la flessibilità. Le fibre, in generale, possono essere di tre categorie: inorganiche, organiche o naturali. Le prime, tra le più comuni utilizzate nei composti polimerici, sono a base di vetro, carbonio, grafite, alluminio. Tra le fibre organiche possiamo citare le poliammidi e le poliolefiniche. Per quanto riguarda le fibre naturali possiamo dividerle in tre categorie: vegetali, animali e minerali. Lo scopo dell’utilizzo delle fibre è quello di migliorare le seguenti caratteristiche: - la resistenza meccanica - il modulo elastico - il comportamento elastico a rottura - la riduzione del peso specifico Le fibre sono poi classificate in base ad elementi fisici, come la lunghezza, lo spessore, la forma, la finitura e la distribuzione volumetrica. Per raggiungere un miglioramento delle prestazioni tecniche del composto, le superfici delle fibre dovranno aderire in modo completo con la matrice polimerica, così da creare una continuità di materiale. Tale è l’importanza di questa unione fibro-polimerica, che si sono studiati degli additivi che possano aumentare e facilitare il contatto superficiale di ogni singola fibra con la matrice polimerica. Anche la disposizione delle fibre risulta critica per le caratteristiche del composito. Le proprietà meccaniche di un composito con fibre continue ed allineate sono fortemente anisotrope. Il rinforzo e la conseguente resistenza, raggiungono il massimo valore nella direzione di allineamento ed il minimo nella direzione trasversale. Infatti, lungo questa direzione l'effetto di rinforzo delle fibre è praticamente nullo e, normalmente, si presentano delle fratture per valori di carichi di trazione relativamente bassi. Per altre orientazioni del carico, la resistenza globale del composito assume valori intermedi. Nella produzione del WPC (wood plastic composit), quindi, si utilizzano due elementi che sono rappresentati da un polimero plastico riciclato, come l’HDPE o l’LDPE o il PVC e la fibra vegetale composta dagli scarti delle lavorazioni del legno o fa fibre vegetali naturali. In base alla qualità, resistenza, colorazione e dimensioni dei manufatti da realizzare, è possibile utilizzare un semplice riempimento composto da segatura, piuttosto che farina di legno, fibra di legno o cellulosa. La scelta del polimero riciclato, invece, è influenzata anche dalle temperature di esercizio degli estrusori, che non dovranno rovinare termicamente le cariche vegetali e, nello stesso tempo, degradare il polimero che resterà il collante e la struttura portante del manufatto. La produzione del WPC avviene per estrusione o stampaggio, attraverso l’uso di un granulo plastico, che contiene la carica stabilita per la realizzazione di un determinato prodotto e nelle quantità programmate. Oltre alla fibra di legno costituita da segatura o farina di legno, è possibile realizzare compound più performanti utilizzando la fibra vegetale di canapa, normalmente disposta lungo la linea di direzione degli sforzi maggiori.Foto Gla pavimenti
SCOPRI DI PIU' Come Migliorare lo Stampaggio di Articoli Plastici Non Estetici
Come Migliorare lo Stampaggio di Articoli Plastici Non EsteticiConsiderazioni sulla produzione e l’utilizzo del granulo in PO (PP/PE)di Marco ArezioI prodotti finiti non estetici, destinati prevalentemente al mercato dell'usa e getta, erano normalmente realizzati con compound di polipropilene, formati da una miscela di PP e PE (polipropilene + polietilene) provenienti dalla granulazione dei rifiuti della raccolta differenziata. Se consideriamo i bancali in plastica o i distanziatori per i ferri di armatura o le casse per ortofrutta, per fare solo alcuni esempi, il mix tra le due famiglie di polimeri ha permesso di produrre compound la cui percentuale di PP nella miscela poteva variare dal 30-40% al 60 -70%, a seconda della ricetta prevista. L'indice di fusione a 230°/2,16 kg. variava da 3 a 6 se il prodotto non aveva cariche minerali aggiunte. Le caratteristiche del granulo prodotto e, conseguentemente del manufatto finale, esprimono una buona prestazione per quanto riguarda la resistenza alla compressione ed una meno eccellente per quanto riguarda la resistenza alla flessione. Per quanto riguarda la capacità di ricevere i colori nella fase di estrusione del granulo o durante le fasi di stampaggio del prodotto finale, si può notare che la gamma dei colori medio-scuri sia quella più appropriata, anche in virtù del fatto che la base del semilavorato da post consumo da trasformare in granulo è solitamente grigio scura. Oggi il PO, che identifica la miscela poliolefinica proveniente dalla raccolta differenziata, ha assunto una composizione diversa rispetto al passato a causa delle maggiori performance degli impianti di raccolta differenziata dei rifiuti urbani, che tendono a massimizzare il prelievo, dal mix PP/PE, della frazione di polipropilene. Questo succede perché la richiesta di polimeri sul mercato tende a privilegiare i composti singoli che siano essi di PP o di HDPE o di LDPE. La tendenza produttiva sopra descritta, comporta di dover lavorare su un mix PP/PE qualitativamente meno performante rispetto al passato, perché sono stati alterati gli equilibri tra le tre famiglie, PP, HD, e LD che costituivano il PO in passato. Inoltre, l'aumento della produzione sia del rifiuto da lavorare che della richiesta di un granulo da compound PP/PE, ha spinto alcuni impianti di trattamento rifiuti plastici ad accelerare la fase di lavaggio per recuperare produttività, diminuendo la qualità del densificato e del macinato necessari per produrre il granulo. Possiamo elencare alcune criticità della produzione dei compound PO: • aumento di LD% a scapito di HD nel mix poliolefinico • peggioramento della qualità del lavaggio in ingresso dovuto all'aumento dei volumi da trattare e alla diversa % di polimeri in ricetta • aumento della presenza di bioplastiche all'interno della frazione selezionata che dà problemi nella qualità del granulo • aumento dell'utilizzo sul mercato di imballaggi realizzati con plastiche miste che coinvolgono una percentuale maggiore di materiali multistrato, come alcune etichette, che difficilmente convivono con il PO tradizionale. Rispetto a questi cambiamenti nella composizione base del PO e della sua lavorazione, dovremo affrontare problematiche da gestire nella fase di produzione del granulo e nella fase di stampaggio, al fine di minimizzare gli impatti negativi della qualità di cui il granulo è composto. Per quanto riguarda la produzione, si dovrebbe intervenire: • sui tempi di lavaggio e di asciugatura del semilavorato • sulla dimensione delle vasche di lavaggio • sulla gestione dell'acqua (pulizia e ricambio) • sulla ricetta del composto PO per granulazione • sulla filtrazione Per quanto riguarda la fase di stampaggio, si dovrebbe intervenire: • sulle temperature della macchina • sulla fase di essiccazione del granulo • sulla verifica del raffreddamento dello stampo L'intervento tecnico su queste criticità porta ai seguenti miglioramenti: • maggiore resistenza alla flessione del prodotto finale • miglioramento delle superfici estetiche con riduzione o scomparsa delle sfiammature sul prodotto finito • miglioramento dell'omogeneità del colore • riduzione del cattivo odore del granulo e del prodotto finito • aumento della durata delle viti e dei cilindri in fase di granulazione e negli stampi ad iniezione • luoghi di lavoro più salubri durante le fasi di fusione della plastica
SCOPRI DI PIU' Poche Regole per Migliorare la Produzione di Flaconi in HDPE da Post-Consumo
Poche Regole per Migliorare la Produzione di Flaconi in HDPE da Post-ConsumoLa collaborazione tra produttori di polimeri riciclati e soffiatori di flaconi per una migliore qualità del prodottodi Marco ArezioOggi la produzione di flaconi di HDPE, utilizzando totalmente o solo in parte granuli da post consumo, è un'attività ampiamente utilizzata dai produttori, a causa dei prezzi delle materie prime, per una questione ambientale e di marketing. Ma l'utilizzo di granuli in HDPE da post consumo potrebbe causare alcuni inconvenienti produttivi, se non si rispettassero determinate regole durante la produzione e il soffiaggio dei granuli. I problemi più comuni sono: - fori sulla superficie dei flaconi - Irregolarità superficiali - Basso valore di compressione - Bassa resistenza alla saldatura - Odore di detergente del prodotto finale - Bassa resistenza alla compressione verticale - Elevato scarto durante la produzione, il soffiaggio e il test visivo Per evitare questi inconvenienti dobbiamo intervenire nella produzione dei granuli attraverso alcune fasi: - scelta del materiale in ingresso - selezione - lavaggio - selezione ottica dei granuli - corretta analisi degli odori attraverso il test della gascromatografia a mobilità ionica - corretta filtrazione in fase di estrusione - gestione termica del processo - creazioni di ricette in base alla resistenza meccanica richiesta - controllo dell’umidità durante le fasi di imballo - corretto stoccaggio del prodotto Inoltre vi sono alcune accortezze da seguire durante le fasi di soffiaggio e confezionamento: - verifica miscele polimeriche in base alla forma e alla dimensione del flacone - controllo della fase di estrusione del polimero in macchina - controllo delle temperature - tempi Parison - verifica dei punti di incollaggio ed eventualmente modifica della miscela riciclata - test sulla qualità delle superfici e identificazione dei problemi e delle cause - controllo della corrispondenza dei colori richiesti e modifica delle ricette - test sulla resistenza del flacone pieno e sotto carico ed eventuale soluzione dei problemi - controllo della trasparenza o semitrasparenza dei flaconi, se richiesto, con eventuale modifica delle ricette Come abbiamo detto, la produzione di flaconi in HDPE (polietilene ad alta densità) riciclato, derivante da materiale post-consumo, è diventata una prassi sempre più diffusa tra i produttori. Le motivazioni dietro questa scelta sono molteplici: dal risparmio economico derivante dall'uso di materie prime meno costose, agli innegabili vantaggi ambientali, fino all'impatto positivo in termini di immagine aziendale. Nonostante questi benefici, la trasformazione di HDPE riciclato in flaconi di qualità non è priva di sfide tecniche. Uno dei problemi principali riscontrati nella produzione di questi contenitori include la presenza di fori e irregolarità sulla superficie, che possono compromettere l'integrità del flacone. Questi difetti sono spesso causati da impurità non adeguatamente separate nel processo di riciclo o da una miscelazione non ottimale del materiale. Altri problemi comuni includono una bassa resistenza alla compressione e alla saldatura, problematiche che possono essere direttamente correlate alla degradazione del materiale durante le fasi di lavorazione e riciclo. Un'altra problematica importante è la gestione degli odori: i flaconi possono acquisire un odore di detergente, residuo delle sostanze chimiche utilizzate in precedenza nei contenitori, se il processo di lavaggio non è eseguito con la dovuta attenzione. Inoltre, la resistenza alla compressione verticale può risultare insufficiente, e lo scarto di produzione durante il soffiaggio e i test visivi può aumentare notevolmente se il processo non è attentamente monitorato e ottimizzato. Per affrontare questi problemi, è fondamentale un controllo rigoroso e metodico del processo di produzione. Inizia dalla selezione accurata del materiale di scarto, che deve essere il meno degradato e il più pulito possibile. Il lavaggio deve essere eseguito meticolosamente per eliminare tutte le impurità e i residui chimici, mentre la selezione ottica dei granuli consente di scartare quelli di qualità inferiore. È altrettanto importante l'analisi degli odori, per la quale si utilizza la gascromatografia a mobilità ionica, una tecnica che permette di identificare e quantificare le molecole responsabili degli odori indesiderati. Durante l'estrusione, una filtrazione efficace può rimuovere le ultime impurità, e una gestione attenta della temperatura impedisce ulteriori degradazioni del polimero. La creazione di ricette personalizzate in base alle resistenze meccaniche richieste dai diversi tipi di flaconi è un altro passo critico. La corretta gestione dell'umidità durante le fasi di imballaggio e un adeguato stoccaggio sono essenziali per mantenere la qualità del materiale fino alla sua trasformazione. Il soffiaggio e il confezionamento richiedono ulteriori accortezze: la verifica delle miscele polimeriche in base alla forma e alla dimensione del flacone è cruciale, come lo è il controllo delle temperature e dei tempi di estrusione. I test sulla qualità delle superfici e sulla resistenza del flacone pieno e sotto carico aiutano a identificare problemi e cause, permettendo interventi tempestivi. Infine, una stretta collaborazione tra i fornitori di granuli di HDPE riciclato e i produttori di flaconi è vitale. Questo rapporto consente di affinare continuamente la qualità del materiale riciclato e di anticipare problemi che potrebbero compromettere il prodotto finale. In conclusione, sebbene l'utilizzo di HDPE riciclato presenti sfide notevoli, con un attento monitoraggio e ottimizzazione dei processi, è possibile produrre flaconi non solo economicamente vantaggiosi ma anche di alta qualità, che rispondono alle esigenze del mercato e contribuiscono significativamente alla sostenibilità ambientale.
SCOPRI DI PIU' Le Cause della Riduzione Qualitativa del Polipropilene Durante il Riciclo Meccanico
Le Cause della Riduzione Qualitativa del Polipropilene Durante il Riciclo MeccanicoL’analisi dei flussi dei rifiuti in ingresso, la selezione, le miscele e l’impatto termico sulle prestazioni finalidi Marco ArezioIl polipropilene è una famiglia di polimeri molto utilizzata per la produzione di articoli nelle più svariate applicazioni, in quanto associa resistenza, facilità di colorazione e semplicità di impiego attraverso processi termici differenti come l’iniezione, il soffiaggio, l’estrusione e la termoformatura. È anche un polimero che si presta facilmente alle operazioni di compound, attraverso le quali si possono miscelare additivi che inducono modifiche alla struttura, incrementando così le prestazioni finali del prodotto, rendendolo più rigido o più flessibile o più performante agli sforzi di compressione, trazione o di taglio. In virtù della sua duttilità e della facilità di produzione, lo scarto che viene raccolto, per essere poi riciclato meccanicamente, presenta un’eterogeneità di composti che è importante conoscere, per poter prevenire eventuali errori qualitativi sulla materia prima seconda che si andrà a produrre. Innanzitutto vediamo come si svolge un normale processo di riciclo meccanico di un rifiuto in polipropilene.Lo scaro del polipropilene che viene avviato al riciclo si può presentare sotto forma di rifiuto rigido, per esempio le cassette dell’ortofrutta, i bancali, i paraurti, i flaconi, oppure sotto forma di rifiuto flessibile, come i sacchetti, i Big Bags, i teli e i film del settore del packaging. L’insieme di questi rifiuti dovranno preventivamente essere separati meccanicamente, in modo da creare un input di scarti dalla consistenza rigida e uno dalla consistenza flessibile, così da avviarli a processi di lavorazione differenti. Dopo avere fatto una prima sommaria cernita per macrocategorie, si cerca di separare i rifiuti in base alla tipologia di prodotto iniziale, per esempio i flaconi si separeranno dai secchi, i bancali dai prodotti farmaceutici, le cassette dell’ortofrutta dai tubi e così via. Anche per quanto riguarda i rifiuti flessibili si cercherà di separare le diverse tipologie di teli, in base alla tipologia di imballo per cui erano destinate, alle lavorazioni a cui sono state sottoposte e ai prodotti con cui sono stati in contatto. Questa seconda selezione è volta a creare una possibile omogeneità tra le famiglie di rifiuti selezionati, in modo da rendere il loro riciclo il più semplice e qualitativo possibile. Lo scarto ulteriormente selezionato verrà poi lavato, con processi a decantazione e meccanici, in modo da ridurre al minimo le contaminazioni presenti sulla scaglia, che potrebbero pregiudicarne le qualità meccaniche e l’aspetto estetico. Terminato il processo di lavaggio lo scarto rigido verrà asciugato, mentre quello flessibile passerà nel densificatore per agglomerare le parti leggere, in modo che sia maggiormente lavorabile nell’estrusione. Successivamente si utilizzerà questo semilavorato come alimentazione per gli estrusori nella preparazione delle ricette di nuovi granuli riciclati, ricreando il circolo virtuoso dell’economia circolare. Descritto brevemente il processo di riciclo meccanico del polipropilene vediamo quali possono essere i problemi più comuni da affrontare e come poterli risolvere. La prima cosa da verificare, nell’attività di riciclo meccanico del polipropilene, è la conoscenza tecnica delle differenze, nei flussi dei rifiuti in ingresso, sulle varie strutture molecolari del polimero. Infatti il peso molecolare, la sua cristallinità e la sua origine, tra omopimero e copolimero, possono influenzare le qualità fisico-meccaniche del prodotto finale. Ad esempio, i contenitori o i secchi per conservare lubrificanti o vernici sono comunemente realizzati in copolimero a blocchi, che ha un buon equilibrio tra proprietà di impatto e rigidità. Altri contenitori in polipropilene, come i flaconi per prodotti per l'igiene e la pulizia o i contenitori per latticini, possono anche essere realizzati in copolimero random o omopolimero, quindi, la differenza di temperatura di fusione varia tra omopolimeri (160-165 °C) e polipropilene copolimero (135-159 °C). Se queste differenti origini e caratteristiche del materiale venissero combinate fra loro durante il riciclo meccanico, ne scaturirebbe un granulo riciclato di qualità inferiore rispetto allo stesso prodotto attraverso una selezione del rifiuto più attenta. La seconda cosa da tenere presente è la possibile contaminazione del polipropilene con altre plastiche comuni come il PE. Tra i tanti polimeri, l’HDPE, è quello che crea più spesso una possibile contaminazione, se non separato precedentemente nel flusso di scarti in ingresso, infatti il PP e l’HDPE, entrambi della famiglia delle poliolefine, hanno una grande somiglianza nella loro struttura e hanno una densità inferiore a 1, galleggiano quindi nell’ acqua di lavaggio. Inoltre, durante le fasi di estrusione, il PP e l’HDPE hanno temperature di fusioni differenti, compresa tra 160 e 170 °C per il polipropilene e 130 °C per l’HDPE, portando quest’ultimo alla possibile degradazione termica, che si manifesta nella formazione di particelle nere che possono essere impresse sui prodotti finali, con carenze dal punto di vista estetiche. E’ quindi consigliabile limitare la presenza di HDPE sotto la soglia del 5%, per ridurre l’impatto negativo sui prodotti realizzati con la materia prima riciclata. La terza cosa da considerare, come abbiamo accennato prima, è il fatto che il PP si presta facilmente alle operazioni di compound, quindi lo scarto potrebbe contenere, cariche come il talco, il carbonato di calcio, la fibra di vetro, i metalli o colori particolarmente aggressivi. Sapendo che i vari additivi da compound hanno comportamenti fisici e meccanici diversi, sia in fase di trasformazione della materia prima che dal punto di vista estetico che prestazionale sul prodotto finito, è importante procedere all’analisi dei contenuti, con prove di laboratorio, per capire come utilizzare, durante le fasi di riciclo, lo scarto additivato. La quarta cosa che si deve tenere presente è il degrado del polimero, non solo quello di cui abbiamo accennato riguardante la fase termico-estrusiva per produrre il granulo, ma anche quella che possiamo definire foto-ossidativa, per cui un prodotto plastico esposto alla luce e al calore, genera un decadimento delle proprie prestazioni a causa dell’indebolimento e della modifica delle sue catene. Infatti, la degradazione ossidativa può essere generata non solo dalla degradazione termica, indotta dalla radiazione solare, ma anche da elevate sollecitazioni meccaniche. Quando il polimero si degrada, l'ossigeno presente nel materiale plastico disintegra le molecole e crea radicali liberi, che reagiscono rapidamente a catena con l'ossigeno. Si può quindi ricordare che il polipropilene, nell’ambito del riciclo meccanico, è un polimero con una spiccata proprietà di degradazione termica rispetto ad altre tipologie di plastica, sia durante il suo ciclo di vita (principalmente per foto-ossidazione), sia durante le fasi di lavorazione e riciclo. Il calore, le sollecitazioni meccaniche e le radiazioni ultraviolette modificano fortemente la struttura e la morfologia e, di conseguenza, le caratteristiche e le proprietà del polipropilene riciclato. Sia l'allungamento che la resistenza all'urto sono le proprietà maggiormente influenzate dal fenomeno del degrado, oltre a cedimenti di scolorimento e altri danni estetici che devono essere presi in considerazione. Come ultimo aspetto, tra molti altri che si possono illustrare, citerei la problematica dell’odore che può accompagnare i rifiuti in polipropilene da post consumo. L’odore nell’input del rifiuto può formarsi a causa della commistione tra plastiche che hanno contenuto liquidi o solidi aggressivi, o causati dalla fermentazione biologica degli scarti alimentari o dalla presenza di composti chimici, come i tensioattivi, che possono impregnare il polipropilene. Le fasi di lavaggio, anche molto accurate, generalmente possono ridurre l’impatto odorifero ma difficilmente sono risolutive del problema. Essendo la presenza dell’odore nelle plastiche riciclate da post consumo sgradevole per i prodotti finali, e non essendoci, ad oggi, un sistema di asportazione definitiva, si rende necessario dover separare i flussi di rifiuto in entrata, attraverso una verifica analitica, tra quelli che risultano contaminati da composti chimici sgradevoli. Questa operazione viene svolta velocemente, in modo preciso ed analitico, con un test sul campione di rifiuto in ingresso, impiegando la gascromatografia a mobilità ionica, che consiste nell’inserimento all’interno di una provetta di un piccolo frammento di rifiuto plastico, caricandolo poi nella macchina da laboratorio che ci darà la curva dei composti chimici odoriferi presenti nel rifiuto campionato. Così facendo, senza ombra di dubbio, avremo la piena conoscenza di quali odori e di quale intensità sarà composto il nostro granulo che andremo a produrre.
SCOPRI DI PIU'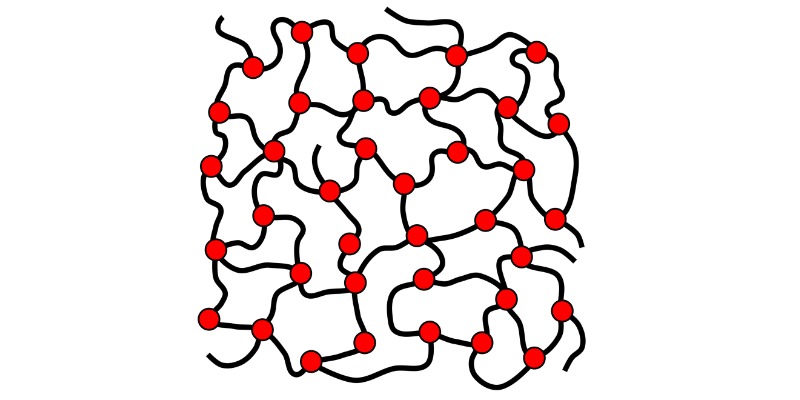 Il Comportamento Termo-Meccanico dei Polimeri Reticolati
Il Comportamento Termo-Meccanico dei Polimeri ReticolatiCome l’impatto delle temperature può influire sui valori prestazionali dei polimeri altamente reticolati di Marco ArezioNel campo dei polimeri plastici esistono quelli classificabili come reticolati e quelli definiti lineari o ramificati, i quali esprimono differenze sostanziali nella distribuzione e nel collegamento tra i punti delle molecole. Si può quindi definire un polimero “reticolato” se esistono due o più linee che collegano due punti qualsiasi della sua molecola, mentre si può definire un polimero “lineare” o “ramificato” se non esistono catene laterali intestate in due o più punti. La caratteristica delle catene reticolate è che sono unite tra loro da legami covalenti, aventi un'energia di legame pari a quella degli atomi sulle catene e non sono perciò indipendenti le une dalle altre. Per questo motivo un polimero reticolato è generalmente una plastica rigida, che a seguito di un’azione di riscaldamento, si decompone o brucia, anziché rammollirsi e fondere come un polimero lineare o ramificato. Infatti, mentre un elastomero, soggetto ad una normale temperatura ambiente esprime il punto di rammollimento, i polimeri reticolati rimangono rigidi in condizioni termiche ambientali, ma anche a temperature superiori, fino a giungere un livello termico che causa la sua degradazione. Di conseguenza, se si sottopone un polimero reticolato a temperature superiori ai 200 °C, è facile che si crei il fenomeno di degradazione che rende il polimero difficilmente utilizzabile, nello stesso tempo, si è notato che l’aggiunta di cariche migliora la resistenza termica del compound. L’influenza della temperatura agisce facilmente sui polimeri lineari, ma non trova grande riscontro su quelli reticolati, questo a causa della fitta reticolazione che caratterizza la struttura polimerica che impedisce qualunque movimento molecolare che possa coinvolgere grandi deformazioni. A temperatura elevata, i polimeri densamente reticolati possono accennare a mostrare fenomeni viscoelastici ma, allo stesso tempo si manifestano reazioni chimiche, che alterano la struttura del materiale. Il motivo per cui spesso si creano legami reticolati è che i polimeri lineari non sono abbastanza resistenti per alcune applicazioni che richiedono una speciale robustezza, o una grande elasticità. In questi casi vengono creati dei legami incrociati tra le catene per ottenere polimeri reticolati più forti, ma che non sono più rimodellabili per fusione. Per quanto riguarda i comportamenti meccanici di un polimero densamente reticolato, come può essere le resine fenoliche, questi avranno delle reazioni differenti ed opposte, per esempio, rispetto agli elastomeri. Il diagramma sforzo-deformazione a trazione dei polimeri densamente reticolati indica, quindi, sempre un comportamento fragile, con piccoli allungamenti a rottura e alti carichi a rottura. In realtà bisogna anche considerare che i polimeri densamente reticolati che sono in commercio, possono contenere anche quantità di cariche di varia tipologia, come la cellulosa, i cascami di cotone, la farina di legno, la fibra di vetro e molte altre, per cui lo studio del comportamento meccanico non è sempre di facile intuizione.
SCOPRI DI PIU' Antiossidanti per i Polimeri Riciclati: Come Migliorare le Prestazioni
Antiossidanti per i Polimeri Riciclati: Come Migliorare le PrestazioniLe azioni termo-ossidative a cui sono sottoposte le materie plastiche riciclate necessitano un miglioramento delle miscele degli antiossidantidi Marco ArezioI polimeri riciclati, specialmente se parliamo di plastiche da post consumo, sono materie prime che più di altre, per la loro storia di fusioni e raffreddamenti, cicli di vita soggetti alle condizioni ambientali e a causa delle condizioni di usura meccanica, vanno spesso incontro al degrado dei componenti. Infatti, sotto l’effetto del calore, dell’irradiazione solare, delle sollecitazioni meccaniche, come gli sforzi di taglio e molti altri fattori, si possono creare, nella materia plastica, dei radicali liberi che causano una degradazione ossidativa. Inoltre, in presenza di ossigeno, i radicali liberi generano radicali perossidici, che sottraggono atomi alla catena polimerica. I perossidi di idrogeno che si formano in questo modo, si scompongono formando altri radicali creando una reazione a catena che porta alla degradazione delle materie plastiche. Per questi motivi, l’utilizzo degli antiossidanti nelle miscele polimeriche durante le fasi di fusione, è ritenuto indispensabile per mantenere le proprietà meccaniche, reologiche, ottiche e di durabilità. Cosa sono gli antiossidanti per i polimeri riciclati Prima di tutto possiamo dire che gli antiossidanti sono degli additivi che vengono impiegati come masterbaches, al fine di migliorare le caratteristiche del prodotto plastico finale. Le famiglie possono essere classificate tra antiossidanti primari e secondari, in base alla loro funzione finale nell’impasto. Gli antiossidanti primari presentano atomi reattivi di H2 che reagiscono ai radicali liberi, come i fenoli inibiti stericamente, le ammine aromatiche e ammine inibite stericamente. Gli antiossidanti secondari hanno la funzione di scomporre i perossidi d’idrogeno, impedendo così la ramificazione della catena. A questo gruppo appartengono i fosfiti e i tioesteri. Sono in corso interessanti studi circa l’utilizzo combinato di due tipologie di antiossidanti, specialmente nel campo del PE, dove si è notato che l’azione sinergica di due elementi posa portare ad un risultato maggiore rispetto all’utilizzo dei singoli componenti impiegati separatamente. Infatti, come sappiamo, i materiali riciclati, rispetto a quelli vergini, provengono da cicli di usura e di sofferenza termica maggiori, quindi l’impiego di antiossidanti, non solo diventa consigliabile, ma lo studio delle loro miscele può portare a risultanti interessanti. Come abbiamo detto, il materiale riciclato può aver subito cicli ossidativi dati dalle condizioni meccaniche e termiche durante la sua vita, ma dobbiamo anche considerare quello che viene chiamato il processo termo-ossidativo iniziato con il contatto della plastica con l’ossigeno. La successiva fusione degli scarti plastici per creare il nuovo polimero riciclato può decisamente aggravare la qualità futura del manufatto, in quanto si riutilizzerà una materia prima già stressata. Per evitare quindi il degrado termo-ossidativo di un polimero è consigliabile utilizzare uno o più antiossidanti, miscelati tra loro, per prolungare la vita utile della materia plastica prevenendone il degrado. E’ raro notare come un solo antiossidante, che appartenga al tipo primario o secondario, possa coprire tutte le specificità, in termini di degrado ossidativo, che la plastica può presentare, quindi potrebbe essere necessario la combinazione di due tipologie di protettivi che possano migliorare il risultato, solo se combinati, ottenendo un effetto sinergico migliore dell’utilizzo dei due antiossidanti distinti. Una buona soluzione per la stabilizzazione, durante la lavorazione, è il cosiddetto fenolo-fosfito, che è la combinazione di un fenolo impedito con un fosfito organico, presentando quindi un eccellente effetto sinergico che migliora le proprietà rispetto all’effetto di ciascuno di essi impiegati separatamente. La stabilità fornita dalla miscela è in funzione della sua concentrazione. Nella la lavorazione della materia plastica riciclata, il fosfito reagisce disattivando gli idroperossidi che si formano durante l'auto-ossidazione delle poliolefine, mentre il fenolo agisce intrappolando i radicali liberi che si formano.
SCOPRI DI PIU' Plastiche riciclate per vespai areati.
Plastiche riciclate per vespai areati.Plastiche riciclate per vespai areati: quali effetti statici e dinamici si trasmettono sui vespai in plastica riciclata utilizzando miscele differenti di Marco ArezioGli antichi romani avevano già capito, nella costruzione degli edifici, l’importanza della creazione di una intercapedine areata, tra il terreno e il pavimento, al fine di evitare la risalita capillare dell’umidità e permettere un isolamento termico del piano. Il vespaio veniva costruito utilizzando muretti collegati tra loro o con anfore come base di riempimento. Con l’evoluzione delle costruzioni, il vespaio areato ha avuto molteplici usi, non solo quello di isolare dall’umidità, ma è stato possibile impiegare, nel modo migliore, lo spazio che si crea tra il terreno e il piano. Fino a pochi anni fa, prima dell’avvento della plastica nell’edilizia, la costruzione dei vespai veniva fatta attraverso i tavelloni, per le parti orizzontali, e i mattoni o blocchi in cemento per la parete verticale. Questo sistema però non garantiva totalmente l’isolamento tra un piano e l’altro. Oggi, con l’utilizzo degli elementi in plastica riciclata, si sono ampliate le possibilità d’impiego dell’intercapedine e migliorate le sue doti tecniche. Vediamo quali sono i possibili usi degli elementi di separazione in plastica riciclata: 1) La funzione classica per cui era nato è quello di creare, attraverso elementi modulari continui di plastica, una efficace separazione tra il piano abitato e il terreno di fondazione, impedendo la risalita capillare dell’umidità. Inoltre lo spazio che si viene a creare, permette agevolmente il passaggio degli impianti per le funzioni della casa. 2) L’intercapedine monolitica formata, permette l’evacuazione del gas Radon che si forma nel terreno. Questo, è un gas radioattivo, incolore e inodore, formato dal decadimento dell’uranio 238, che ha la capacità di insinuarsi nelle fessure del terreno e saturare gli scantinati o i piani a contatto con esso. Attraverso la posa degli elementi in plastica sui quali si creerà un getto di calcestruzzo continuo, si creerà una ventilazione naturale, con ingressi dell’aria a nord e uscita a sud, così da evitare i ristagni del gas. 3) La creazione di tetti ventilati, specialmente per quelli orizzontali, permette una naturale regolazione degli sbalzi termici che aiutano, insieme ad un corretto isolamento, la vivibilità degli ambienti sottostanti e il risparmio energetico. 4) Gli elementi in plastica di altezze ridotte, specialmente quelli di 5 cm., aiutano ad un corretto isolamento acustico, insieme a tappetini smorzanti, in quanto l’aria ferma all’interno delle celle, aiuta lo smorzamento delle onde sonore. 5) Un’altra funzione è quella di poter creare giardini pensili con la caratteristica di poter isolare il manto impermeabilizzante dalle radici delle piante. È noto infatti che la maggior parte dei difetti dei giardini pensili riguarda la percolazione dell’acqua meteorica, in quanto l’azione delle radici, apre varchi nei manti bituminosi impermeabili, con il possibile passaggio di acqua. Gli elementi in plastica sono estremamente resistenti all’azione di perforazione delle piante. Sicuramente ci sono molte altre funzioni che il vespaio in plastica può assolvere ma, elencando le più comuni, ho cercato di dare un’idea del suo utilizzo. Una volta deciso quale utilizzo si deve fare degli elementi separatori, è importante capire come vengono prodotti per poter scegliere gli elementi che siano idonei al nostro lavoro. Le caratteristiche principali che si chiedono ad un insieme di elementi che costituiranno la struttura portante per il nostro getto in calcestruzzo nell’estradosso sono: Flessibilità dell’elemento Resistenza a compressione verticale Resistenza alla flessione delle cupole Mantenimento dimensionale dei singoli pezzi dopo lo stampaggio per poter essere assemblati senza fatica dagli operatori e senza lasciare vuoti Assenza di fragilità durante la movimentazione Spessori corretti in funzione della materia prima utilizzata Indeformabilità sotto l’effetto del peso del calcestruzzo fresco Pedonabilità minima dell’elemento espressa nella capacità di sostenere l’addetto al getto del solaio, che non deve essere inferiore a 150 Kg. calcolata su una superficie di cm.8 x cm.8. Queste caratteristiche, fermo restando una corretta progettazione dello stampo e dell’elemento stesso, si raggiungono con una giusta scelta delle materie prime riciclate, che potranno aumentare o diminuire determinate caratteristiche. Il materiale più comunemente usato appartiene alla famiglia del polipropilene, in particolare un compound misto tra PP e PE che permette discrete performance meccaniche e un costo produttivo contenuto. In alcuni casi si produce l’elemento in HDPE, che attribuisce agli elementi migliori prestazioni tecniche a fronte di costi produttivi più alti. La ricetta di PP+PE impiegata ha delle limitazioni tecniche da tenere presente: 1) Il compound in PP+PE normalmente proviene dai componenti della raccolta differenziata, che è costituita da scarti di polipropilene rigidi e da scarti flessibili di polietilene a bassa densità. I due elementi sono di difficile manipolazione dal punto di vista termico, in fase di stampaggio, con il rischio di degradazione del materiale e la formazione di gas all’interno dell’elemento stampato. Questi micro fori possono creare un indebolimento dell’elemento. 2) Il compound ottenuto ha, in generale, delle buone caratteristiche meccaniche verticali, in particolare per quanto riguarda la resistenza a compressione, ma, di contro, ha una limitata resistenza alla flessione e alla torsione. La conoscenza dei limiti tecnici di questo compound permette normalmente la risoluzione di questi minus con un’appropriata progettazione delle fasce di rinforzo attraverso il posizionamento di setti reticolari, nei punti più soggetti alle possibili rotture. 3) La ricerca di un’economicità esasperata potrebbe indurre i produttori a ridurre il polipropilene all’interno della miscela a vantaggio dell’LDPE, creando situazioni di debolezza strutturale che dovrebbero essere compensate con l’aggiunta di HDPE e/o cariche minerali. Lo studio di ricette così complesse è sicuramente sconsigliato nella produzione di elementi sui quali si deve camminare in sicurezza, al fine di evitare incidenti, in quanto richiedono una competenza tecnica elevata e il controllo dell’input in entrata attraverso analisi di laboratorio frequenti. In alcuni casi si utilizza una miscela di HDPE che può essere composta da granulo derivante dalla lavorazione dei tappi del settore delle bevande o con compound misti con tappi e flaconi dei detersivi. Secondo i dati raccolti possiamo indicare alcune differenze: 1) La produzione dei vespai in plastica riciclata utilizzando granuli che provengono dai tappi in HDPE comporta di dover lavorare una materia prima che ha una fluidità sicuramente più bassa rispetto al compound in PP+PE, normalmente 1,5-2 a 2,16 Kg./190° contro un MFI 5-6 a 2,16 Kg./230°. Questo significa che bisogna tener presente anche la dimensione della pressa da utilizzare in quanto il polimero in HDPE è sicuramente meno fluido. Le caratteristiche meccaniche di questo compound si possono riassumere in una buona resistenza a compressione e un’eccellente resistenza a flessione e torsione degli elementi stampati. C’è però da tener presente un fattore importante che potrebbe influenzare la scelta di questo polimero. In presenza di superfici di posa molto estese e in corrispondenza di picchi di temperature molto elevate, c’è da considerare che l’elemento in HDPE, agganciato in modo continuativo con altri moduli, all’interno del reticolo delle travi, potrebbe subire una deformazione importante dato dalla reazione al calore del sole. Il problema si può risolvere, in fase di granulazione, aggiungendo una percentuale di carica minerale che sterilizza le reazioni espansive dell’HDPE. 2) Ci sono casi in cui la resistenza del modulo sia un elemento fondamentale e, in presenza di spessori sottili delle pareti del prodotto, si può optare ad un mix formato dalla granulazione di tappi e flaconi in HDPE o dei soli flaconi. La riduzione della fluidità dell’impasto porta un aumento delle performance meccaniche degli elementi a parità di caratteristiche fisiche dell’elemento, con valori di fluidità che vanno da 0,3 a 1 a 2,16 Kg./190°.Categoria: notizie - tecnica - plastica - riciclo - vespaio in plastica - PP - edilizia
SCOPRI DI PIU' Gli Elastomeri Termoplastici Riciclati - TPE: Quali sono e Come si Utilizzano
Gli Elastomeri Termoplastici Riciclati - TPE: Quali sono e Come si UtilizzanoLe giuste ricette portano alla creazione di miscele di TPE riciclabili dalle caratteristiche sorprendentidi Marco ArezioGli elastomeri termoplastici (TPE) sono degli elementi costituiti da famiglie differenti di materiali che si associano per creare un composto con caratteristiche migliorative. Chiamati anche gomme termoplastiche, sono, appunto, l’unione tra una plastica e una gomma, questo matrimonio permette di sfruttare le caratteristiche elastiche delle gomme, che si esprimono nella capacità di essere deformate in base ad una forza applicata, sia in lunghezze che in larghezza, per poi riprendere la forma originaria quando verrà meno la forza, e dall’altra la possibilità, come tutti i polimeri termoplastici, di essere lavorati e riciclati. Gli elastomeri termoplastici, quindi, possono essere facilmente impiegati nello stampaggio ad iniezione e nell’estrusione dei manufatti. I primi TPE furono messi sul mercato negli anni ’50 del secolo scorso, attraverso la produzione del polimero poliuretanico termoplastico, per poi allargare la gamma delle miscele, nei decenni successivi, ad altre tipologie di elastomeri termoplastici. I vantaggi dei TPE - Innanzitutto le miscele di TPE possono essere riciclate attraverso il sistema di riciclo meccanico e riutilizzati come nuova materia prima- Facilità di lavorazione rispetto alle gomme vulcanizzate, quindi con tempi di processo più veloci e costi minori dei prodotti finali - Ottima resistenza agli oli anche superiore alle gomme - Saldabilità e trasparenza in alcune formulazioni - Ottima resistenze sia alle basse temperature che a quelle alte - Possibilità di realizzare prodotti finiti più leggeri rispetto alle gomme vulcanizzate Quali sono i principali TPE - Compound poliolefinici come il TPO - Compound stirenici come l’SBS e SEBS - Compound poliuretanici - Compound a base Copoliestere - Compound vulcanizzati come il TPV Dove vengono impiegati gli Elastomeri Termoplastici - Settore medicale e farmaceutico per guarnizioni, valvole, tubi e oggetti che vanno in autoclave - Settore delle calzature per la produzione di suole, tacchi, sotto tacchi e scarpe antinfortunistiche - Settore alimentare ed agricolo come i supporti per i codici a barre, tubi da irrigazione, erba sintetica, cavi di blocco, separatori per frutta e verdura, supporti di marchiatura. - Edilizia come i rivestimenti tubi in acciaio, ingredienti per la modifica di bitumi stradali, elementi fonoassorbenti e antivibranti - Articoli sportivi come il rivestimento rigido per gli scarponi da sci, punte e code degli sci, tavole da snowboard, abbigliamento sportivo e per il nuoto - Automotive come i cruscotti, alcune parti della carrozzeria e del cambio, guarnizioni, coperture delle zone degli airbags, pannelli di portiere e rivestimenti vari. Come si riciclano i TPE La maggior parte dei prodotti fatti in TPE sono riciclabili attraverso gli impianti di riciclo meccanico, quindi, le operazioni che si effettueranno riguarderanno, la selezione del materiale, dividendo le varie tipologie di elastomeri termoplastici, la macinazione, il lavaggio se necessario, e la granulazione del materiale per riutilizzarlo in produzione. Una fase importante del processo riguarda sicuramente la selezione degli scarti in quanto, a volte, è possibile trovare rifiuti di TPE sui quali rimangono quantità anche apprezzabili di altri materiali di natura diversa, come per esempio le schiume poliuretaniche o i polietileni reticolati, che possono inquinare il prodotto finale.
SCOPRI DI PIU' Cosa è il Grado di Cristallinità del PET e Come Questo Influenza il Prodotto Finito
Cosa è il Grado di Cristallinità del PET e Come Questo Influenza il Prodotto FinitoTrasparenza, resistenza meccanica, effetto barriera possono variare, modificando il grado di cristallinitàdi Marco ArezioAbbiamo affrontato, in articoli precedenti, alcuni aspetti importanti nell’utilizzo del PET per la produzione di manufatti, come la viscosità e il peso molecolare o i principali fenomeni di degradazione del PET. In questo articolo vediamo un altro aspetto centrale, che riguarda la gestione del grado di cristallinità del PET e come, il suo variare, può influenzare molti fattori strutturali, come la trasparenza dei manufatti, gli aspetti strutturali e meccanici e l’effetto barriera verso i componenti che il prodotto conterrà. Per entrare subito in argomentazioni tecniche, possiamo dire che il PET è un polimero semicristallino, questo vuol dire che la sua struttura solida è costituita da una fase amorfa, in cui le macromolecole che lo costituiscono sono disposte in gomitoli statici, e da una fase cristallina, in cui le catene si dispongono in una forma geometrica precisa. Detto questo, possiamo notare come il PET sia un polimero che possa essere sottoposto alla cristallizzazione, ma, come tutti i polimeri, non la raggiungerà mai completamente a causa della natura stessa delle macromolecole che lo compongono ed alla loro irregolarità. Le catene, infatti, tendono a disporsi verso minime distanze intermolecolari, in quanto il principio generale che regola l'aggregazione delle macromolecole per la formazione di una struttura cristallina è la creazione di interazioni inter e intra-catena, attraverso regolarità degli angoli torsionali della macromolecola. Il rapporto tra le due fasi dipende da molti fattori, come le caratteristiche intrinseche del materiale e i processi termici che ha subito. Durante la fase di cristallizzazione del PET le macromolecole formano una struttura lamellare, in cui le catene si ripiegano su sé stesse in modo ordinato, ma, nello stesso tempo si verifica la creazione di zone esterne disordinate. Il PET, essendo formato da queste due fasi, si dispone e si organizza in domini, in cui le due fasi coesistono, creando un limite massimo di cristallizzazione termica del 50-60% e, in certi casi, occorre utilizzare degli agenti nucleanti per raggiungere il valore limite.Ricordando che la cristallizzazione non ottimale dei polimeri può portare ad una certa opacità dei manufatti, possiamo dire che il PET ha una bassa velocità di cristallizzazione e, per questo, unite ad altre proprietà, ha avuto una rapida diffusione del mondo del packaging. Durante la lavorazione del PET, il picco di cristallizzazione si può raggiungere ad una temperatura di circa 160 - 170 °C, ma esiste anche una altro sistema per raggiungere questa fase, che è quella meccanica. Infatti, con le operazioni di stiro meccaniche ad una certa temperatura, si crea una cristallizzazione indotta, che consiste in una orientazione forzata delle macromolecole nella direzione dello stiro. Nell’orientazione uniassiale, in cui lo sforzo è applicato in un’unica direzione, si formano strutture dette fibrille, in quella biassiale, in cui lo sforzo ha due componenti perpendicolari tra loro, si formano cristalli larghi e piatti (plates).Questo fenomeno è influenzato da quattro fattori principali: - L’entità dello stiro - La velocità dello stiro - La temperatura - Il peso molecolare La combinazione di queste quattro entità determinano le caratteristiche del PET e, di conseguenza la qualità dello stesso, così, per definire un parametro che possa caratterizzare il prodotto in seguito a queste combinazioni, viene utilizzato un indicatore definito in ”grado di cristallinità”, con cui si vuole indicare la percentuale di materiale che si trova in fase cristallina rispetto alla quantità totale presa in considerazione. In particolare, un aumento del grado di cristallinità comporta un maggiore impaccamento e, grazie alla presenza dei domini cristallini che fungono da nodi fisici del reticolo, vi è un miglioramento delle proprietà meccaniche.Nello stesso tempo, come abbiamo già avuto modo di dire, un aumento della cristallinità del prodotto, può portare ad una certa opacità dello stesso, a causa dei diversi indici di rifrazione, infatti, questo deve essere preso in seria considerazione se si vogliono produrre delle bottiglie trasparenti. Ma dobbiamo anche prestare attenzione alla dimensione dei cristalli, infatti, due contenitori con lo stesso grado di cristallizzazione possono avere trasparenze od opacità differenti, così, più grandi saranno i cristalli, maggiori possibilità si avranno di produrre flaconi opachi. Alla cristallizzazione per stiro è legato il fenomeno di strain hardening, che comporta un aumento delle proprietà meccaniche, termiche e della resistenza a barriera del polietilentereftalato, determinando il successo nella produzione di contenitori.Il punto che individua l’inizio di tale fenomeno è definito Natural Stretch Ratio (NSR). Di conseguenza, quando si soffia una preforma, si deve raggiungere un grado di deformazione (rapporto di stiro) uguale o di poco superiore al NSR, per poter avere l’aumento delle proprietà necessarie per ottenere un prodotto leggero e conformante.Un altro fattore importante da tenere in considerazione durante il soffiaggio delle preforme, che incide sulla cristallizzazione del materiale, è la presenza di acqua. Infatti, se il contenuto di acqua nel PET può teoricamente arrivare all’1% del suo peso, bisogna considerare che la sua presenza può variare le proprietà fisiche, meccaniche e di barriera. Questo si verifica perché l’acqua è un plasticizzante che ha effetto sull’orientamento del materiale, sulla stabilità termica e, quindi, anche sulla cristallizzazione indotta per stiro, creando una situazione di scorrimento tra le macromolecole, riproducendo una similitudine con un polimero di viscosità inferiore. La percentuale di acqua influisce anche sul natural stretch ratio e, quindi, sulle proprietà del manufatto finito, a parità di stiro assiale e radiale, una preforma contenente acqua avrà proprietà inferiori, come se fosse soffiata a una temperatura più alta. Traduzione automatica. Ci scusiamo per eventuali inesattezze. Articolo originale in Italiano.
SCOPRI DI PIU' La Classificazione Tecnica dei Materiali Polimerici
La Classificazione Tecnica dei Materiali PolimericiI polimeri nel corso dei decenni hanno subito denominazioni differenti creando a volte confusionedi Marco ArezioCome tutti i materiali di grandissima diffusione, sia storica che geografica, anche i polimeri portano con loro approcci linguistici differenti, che si sono, nel tempo, sempre più allontanati da una corretta classificazione od attribuzione di significato tecnico preciso.Ci sono poi generalizzazioni dei termini o confusione su di essi, che non stanno ad indicare un polimero specifico ma una famiglia di prodotti, apparentemente tutti uguali, ma differenti da altri tipi di materiali non plastici. Se avete sentito parlare persone che hanno vissuto il lancio e l’industrializzazione delle materie plastiche negli anni ‘60 del secolo scorso, attraverso la commercializzazione di prodotti per la casa di uso comune ad esempio, avrete sentito citare le parole bachelite o moplen, che non erano altro che il modo di indicare un articolo fatto con la nuova materia prima, la plastica, di qualità apparentemente inferiore ai tradizionali materiali rigidi come l’alluminio, il rame, l’ottone, la ghisa o il legno. Un articolo fatto in bachelite era leggero, bello da vedersi, impermeabile e, soprattutto, economico, adatto al quella ampia fascia di popolazione che stava riempendo le proprie case di articoli per la vita quotidiana ma che era molto attenta alle spese. Se entriamo più in un approccio tecnico al problema, la classificazione dei materiali polimerici è resa difficile dalla imprecisione di certe denominazioni, che si sono affermate in sede tecnologica, e che si sono introdotte nell’uso comune prima che vi fossero idee esatte sulla struttura e sulle proprietà dei polimeri. I polimeri che si possono distinguere relativamente alle condizioni delle loro applicazioni pratiche, in elastomeri e plastomeri, le cui denominazioni hanno un fondamento meccanico: I primi polimeri hanno la tendenza (a temperatura ordinaria) ad elevatissime deformazioni elastiche, con bassi moduli elastici medi. I secondi polimeri hanno, invece, sempre a temperatura ambiente, deformazioni elastiche piuttosto modeste, con moduli relativamente alti e, in genere, un intervallo di scorrimenti plastici fino alla rottura. Gli elastomeri, con opportune tecnologie, tra cui ha importanza fondamentale la vulcanizzazione, si trasformano in manufatti di gomma elastica (“vulcanizzati”). La vulcanizzazione introduce nell’elastomero un numero limitato di legami trasversali che, mentre non producono grossi ostacoli al meccanismo di distensione e riaccartocciamento delle catene polimeriche (sotto l’azione di un carico esterno), blocca gli scorrimenti viscosi. In alcuni casi, la vulcanizzazione non è operazione essenziale per l’ottenimento di manufatti elastici (elastomeri non vulcanizzabili). I plastomeri, chiamati spesso anche resine, si possono a loro volta dividere in due categorie: La prima, più diffusa, è quella dei materiali formabili in manufatti per azione di pressione e di temperatura (resine da stampaggio), con reversibilità della formabilità rispetto alla temperatura (resine termoplastiche o termoplasti). La seconda con irreversibilità per intervento di processi chimici che modificano la struttura (resine termoindurenti). E’ proprio la caratteristica della formabilità che ha dato origine alla denominazione “materie plastiche”. Operazioni tecnologiche tipiche per la trasformazione di elastomeri formabili in manufatti di materia plastica sono lo stampaggio, l’estrusione, la pressatura, ecc. Le resine termoindurenti sono, quindi, polimeri che durante la formatura, eseguita normalmente per stampaggio a caldo, si trasformano da prodotti polimerici essenzialmente lineari a polimeri reticolati. La reticolazione viene prodotta per reazione chimica ad alta temperatura tra la resina base e un agente di “cura”, oppure per reazione, favorite dalle temperature elevate, tra gruppi funzionali ancora liberi presenti nelle catene polimeriche della resina base. Polimeri a struttura reticolata si possono ottenere anche per reazione chimica a freddo tra una resina base, generalmente liquida e un agente di cura detto “indurente”: questa categoria di prodotti prende il nome di “resine da colata reticolate” e ad essa appartengono ad esempio le resine poliestere insature. Meno frequentemente, in resine, che risultano per questo più pregiate, si rileva la capacità di formare, dallo stato fuso di soluzione, filamenti o lamine molto sottile (film) che, con opportune operazioni di stiro allo stato solido, subiscono un notevole rinforzo meccanico. È da questi polimeri fibrogeni o filmogeni che si ottengono, con adatte tecnologie, le più pregiate fibre sintetiche (o monofilamenti diversi come setole e crini) oppure anche gran parte dei film trasparenti o translucidi, largamente diffusi nel settore dell’imballaggio o altre applicazioni. Nello schema di classificazione sotto riportato, la doppia freccia tratteggiata orizzontale sta ad indicare la possibilità tecnologia di trasformare un materiale plastomerico in uno elastomerico (caso ad esempio della plastificazione di resine rigide) e viceversa (caso ad esempio della trasformazione della gomma naturale in ebanite per vulcanizzazione spinta). La trasformazione nel primo senso è di grande importanza economica, poiché consente di utilizzare resine di per se limitatamente utili in manufatti largamente richiesti. Fonte: Angelo Montebruni
SCOPRI DI PIU' EPS (Polistirolo Espanso) Riciclato: Da Dove Viene e Cosa E’
EPS (Polistirolo Espanso) Riciclato: Da Dove Viene e Cosa E’Come riciclare un materiale dai molteplici impieghi proveniente dai settori del packaging, edilizia e fooddi Marco ArezioL’EPS o più comunemente chiamato polistirolo espanso, è ottenuto dal polistirene per mezzo di un processo di polimerizzazione che si realizza attraverso una reazione chimica dello stirene. In fase di polimerizzazione, al polistirene vengono aggiunti degli additivi espandenti come il pentano, favorendo la nascita dell’EPS, che si presenta in piccole palline dall’aspetto vetroso e di granulometria differente. Portando poi le palline ad una temperatura di circa 90 °C attraverso l’uso del vapore, il gas in esse contenuto, innesca la loro espansione volumetrica pari a 20 - 50 volte il volume delle stesse. Terminata la fase espansiva si passa alla sinterizzazione delle palline, che consiste, sempre attraverso l’impiego di vapore a 110 - 120 °C, nella capacità di agglomerarsi tra loro, con la possibilità di creare blocchi monolitici. L’EPS così prodotto viene impiegato in molteplici settori, quali quelli degli isolanti in edilizia, per la protezione degli oggetti durante le fasi di imballo, e nel settore alimentare per la produzione di contenitori di varie tipologie. Questo larghissimo impiego multisettoriale, porta alla creazione di una grande quantità di rifiuti che devono essere correttamente gestiti, avviandoli al riciclo, in quanto l’EPS può essere un prodotto circolare.Come si ricicla l’EPS con il sistema meccanico La prima criticità che si incontra parlando di riciclo dell’EPS è il suo volume in rapporto con il suo peso, due elementi che determinano costi per il deposito degli scarti e per il loro trasporto. Infatti è un materiale molto leggero, circa 15-25 Kg. /m3 e molto voluminoso. Per questi motivi la prima fase del riciclo dell’EPS risiede nella sua riduzione volumetrica, attraverso la frantumazione degli scarti per via meccanica, in modo da ricavare pezzi irregolari con dimensioni da 2 a 10 cm. Terminata la fase della frantumazione si passa a quella della macinazione, che consiste nell’impiegare mulini a martelli o mulini a coltelli con alberi controrotanti, che hanno la capacità di ridurre l’EPS alle dimensioni desiderate. In alternativa alla macinazione, gli scarti di EPS frantumati possono essere compattati con presse specifiche, così da ridurne in modo monolitico il volume, portando il peso specifico tra i 300 e gli 800 Kg/m3. Se si opta per la macinazione degli scarti si ottiene una materia prima che può essere utilizzata per le fasi di estrusione, creando poi un polimero cristallo granulare con una fluidità alta, intorno a 14-18, utilizzabile per lo stampaggio ad iniezione. Per estrudere l’EPS è necessario dotarsi di un impianto di alimentazione forzata in quanto il materiale è molto leggero, inoltre è consigliabile dotarsi di un impianto di degasaggio per togliere i gas presenti all’interno della struttura cellulare. Se gli scarti macinati o compattati provengono dalla raccolta differenziata, quindi post consumo, sul nastro trasportatore è consigliabile inserire un magnete che possa intercettare eventuali elementi metallici presenti nel macinato. Inoltre è sempre opportuno setacciare il macinato in modo da eliminare eventuali impurità costituite da legno, carta, elementi non ferrosi che non vengono intercettati dai magneti. Ci sono altri sistemi di riciclo non meccanici per l’EPS che possono essere elencati qui di seguito: • Sistema del cracking molecolare per via termomeccanica • Sistema a microonde e infrarossi che genera un processo pirolitico controllato • Sistema di dissoluzione liquida che permette il recupero dell’EPS non contaminato
SCOPRI DI PIU' Cosa è il PLA Riciclato (Acido Polilattico) e da Dove Viene
Cosa è il PLA Riciclato (Acido Polilattico) e da Dove VieneBiodegradabile, stampabile, adatto per la realizzazione di film plastici, il PLA è un polimero sorprendente di Marco ArezioIl polimero PLA, o più tecnicamente chiamato acido polilattico, è un poliestere biodegradabile che non troviamo in natura, ma che viene realizzato sinterizzando lo zucchero attraverso procedure industriali. Infatti, facendo fermentare lo zucchero, avviene una fase di trasformazione della materia prima in acido lattico e, nella fase intermedia del processo, si esegue la polimerizzato in PLA. Il polimero così ottenuto è trasparente, cristallino, rigido e presenta un’ottima resistenza meccanica, rendendolo adatto alla produzione di molti oggetti. Inoltre, il PLA è uno dei polimeri più utilizzati per la realizzazione di prodotti attraverso l’uso di stampanti 3D, utili non solo alla produzione in serie di oggetti identici, ma anche per i processi di prototipazione rapida in molti campi ingegneristici. Come avvengono le fasi produttive del PLA Per realizzare il polimero biodegradabile PLA sono necessarie le seguenti fasi di lavoro della materia prima, composta principalmente da zucchero, melasse e siero di latte e, in alternativa, utilizzando Bacillus Coagulans: - Lavorazione dell’amido attraverso la separazione delle fibre e del glutine - Saccarificazione e liquefazione dell’amido - Fermentazione della parte proteica dell’amido - Trattamento delle soluzioni di sale dell’acido lattico - Polimerizzazione Il polimero così ottenuto ha una densità di 1,25 g./c3, con una resistenza a trazione pari a 70 Mpa e un modulo elastico pari a 3600 Mpa. Quali sono le caratteristiche principali del polimero in PLA Le caratteristiche principali del polimero si possono riassumere in reologiche, meccaniche e di biodegradabilità. Le caratteristiche reologiche si esprimono in una elasticità del fuso inferiore a quella delle olefine. Le caratteristiche meccaniche sono comprese tra quelle di un polimero amorfo e uno semicristallino e, in particolare, si avvicinano a quelle comprese tra un PET e un Polistirene. Se parliamo di temperatura di transizione vetrose del PLA possiamo dire che è maggiore della temperatura ambiente. Permettendo di ottenere composti trasparenti. Per quanto riguarda la biodegradabilità è necessario fare attenzione al significato della parola “biodegradabile”, in quanto è importante sapere che, nonostante il PLA sia definito un polimero biodegradabile, esso non lo è se non si verificano alcune fondamentali condizioni. La biodegradabilità si innesca se il PLA è sottoposto a idrolisi, in presenza di temperature superiori a 60 °C e con un tasso di umidità maggiore del 20%. I tempi di biodegradazione sono molto variabili a seconda delle condizioni ambientali in cui l’oggetto prodotto con PLA si trova, in ogni caso possiamo indicarle in un tempo tra 1 e 4 anni, che, confrontato con la plastica tradizionale che impiega, in base alle condizioni in cui si trova, da 100 anni in su, è ritenuto breve. Quali sono i vantaggi del polimero in PLA? - Se venisse bruciato non rilascia fumi dannosi come gas tossici o metalli pesanti - Se disperso in mare in modo accidentale, la combinazione del sole, dell’acqua e del vento lo riducono in microplastiche. Queste non risulteranno tossiche né per i pesci né per l’uomo attraverso la catena alimentare - Riduce la dipendenza dal petrolio Quali sono gli svantaggi del polimero in PLA? - Contrariamente a quanto esprime la parola “biodegradabile” non può essere usato per fare il compost domestico, in quanto come citato in precedenza, ha bisogno di subire un processo industriale di biodegradazione. - Se buttato in una discarica miscelato ad altri rifiuti, non accelera i processi di decomposizione rispetto alla plastica tradizionale, in quanto non è supportato dalla luce solare, impiegando nella decomposizione gli stessi tempi delle altre tipologie di plastiche. - Non può essere mischiata con altre plastiche nelle fasi di riciclo, cosa molto importante durante la separazione dei rifiuti nella raccolta differenziata. Una piccola quantità di PLA può contaminare un flusso di rifiuti composte da plastiche tradizionali, compromettendo il loro riciclo. - Dal punto di vista ambientale, per produrre la materia prima del PLA, è necessario impiegare terreni che potrebbero essere sottratti alle coltivazioni per la catena alimentare o, peggio, si potrebbe incrementare la deforestazione per carcare di avere maggiori disponibilità di terre da coltivare. Come si ricicla il PLA Come abbiamo visto, il PLA è un polimero riciclabile, ma deve essere separato alla fonte dagli altri rifiuti plastici per questioni di incompatibilità dei materiali. Una volta creato il corretto flusso di scarti in PLA, il materiale segue le stesse attività operative di un rifiuto plastico che proviene dal post consumo, quindi dalla raccolta differenziata. Infatti, dopo un’attenta selezione, in cui siamo certi di trattare solo PLA, viene macinato, lavato in vasche di decantazione a lento flusso, asciugato e successivamente insaccato, se venduto come macinato, oppure passerà alla fase di estrusione se si volesse realizzare un PLA in granuli.
SCOPRI DI PIU'