




 Colorazione e Verniciatura dei Prodotti in Plastica
Colorazione e Verniciatura dei Prodotti in Plastica Colorazione e Verniciatura dei Prodotti in Plastica di Marco ArezioI prodotti realizzati in plastica, oltre alle innumerevoli doti economiche-strutturali e di circolarità ambientale, hanno anche il pregio di poter accogliere, non solo colori nella massa fusa durante la produzione dell’elemento, ma possono anche essere verniciati superficialmente per attribuire all’oggetto effetti estetici elevati.La colorazione della massa fusa plastica durante la produzione dell’oggetto, attraverso l’utilizzo dei coloranti, avviene miscelando il granulo o le polveri colorate al polimero del prodotto, usufruendo dell’azione di fusione e di miscelazione che imprime l’estrusore dentro il quale passano i componenti. Al termine della produzione da parte della macchina il pezzo sarà uniformemente colorato in massa, risultato per cui il prodotto potrebbe essere idoneo all’impiego finale oppure potrebbe essere avviato all’impianto di verniciatura per finiture particolari. E’ possibile inoltre che i pezzi che devono essere avviati alla verniciatura vengano prodotti senza alcuna colorazione nella massa. Detto questo, gli strati di verniciatura sulle materie plastiche, devono tenere in considerazione la struttura su cui aderiscono e la caratteristica del polimero con cui l’oggetto viene fatto. Infatti, la durezza, il comportamento all’allungamento e la temperatura degli strati di vernice da stendere sul prodotto, devono tenere in considerazione una possibile reazione fisico-chimica della plastica di cui è composto. Un comportamento dinamico troppo rigido di uno strato di vernice applicato ad un oggetto di plastica potrebbe influenzare negativamente la durabilità dell’elemento, come il contatto con temperature e solventi che necessitano per il lavoro di stesura del colore. Alcune tonalità applicate alle materie plastiche hanno un effetto positivo sul rischio di decomposizione fotochimica, come per esempio il colore nero, che influisce positivamente sulla protezione dai raggi UV agendo come un filtro. Le vernici possono inglobare dei composti chimici che operano in modo mirato nella produzione di alcuni elementi, come per esempio le vernici conduttive resistenti all’abrasione, impiegate nei serbatoi della benzina, oppure caricate con Ag, Ni o Cu per realizzare la schermatura ad alta frequenza di apparecchiature elettroniche. Esistono inoltre vernici trasparenti che aumentano la resistenza alla graffiatura per il Policarbonato e per il PMMA, come le acriliche, silossaniche o poliuretaniche, applicate a spruzzo o ad immersione. Nelle colorazioni delle materie plastiche si possono impiegare anche le polveri, specialmente per i polimeri PA6 e PA66, che ricevono la colorazione attraverso un processo che permette di rendere il polimero conduttore, attraverso il metallo o delle microsfere di ceramica, specialmente nel settore sanitario.Categoria: notizie - tecnica - plastica - verniciatura - colorazione - produzione
SCOPRI DI PIU' Miglioramento dell'Efficienza Energetica e Idrica nei Processi di Lavaggio e Decontaminazione delle Plastiche Post-Consumo
Miglioramento dell'Efficienza Energetica e Idrica nei Processi di Lavaggio e Decontaminazione delle Plastiche Post-ConsumoTecnologie Innovative (Ultrasuoni, Cavitazione, Lavaggio a Freddo Potenziato) per Ridurre i Consumi e Garantire Standard di Decontaminazione Elevati per il Packaging, Incluso l'Alimentaredi Marco ArezioL'industria del riciclo delle plastiche post-consumo si trova oggi di fronte a una sfida complessa ma entusiasmante: non solo soddisfare una domanda in continua crescita di materiali riciclati di alta qualità, ma farlo riducendo drasticamente l'impronta ambientale dei propri processi. Questa spinta deriva sia da un'acuta consapevolezza ecologica, sia da direttive normative sempre più severe che mirano a un'autentica economia circolare. La posta in gioco è alta: trasformare un problema di rifiuti in una risorsa preziosa, garantendo che i polimeri riciclati – come rPET, rHDPE, rPP, ecc. – raggiungano standard qualitativi tali da competere, e talvolta superare, le materie prime vergini. Un obiettivo particolarmente ambizioso riguarda l'applicazione di queste plastiche rigenerate in settori sensibili, primo fra tutti il packaging alimentare.Al centro di questa trasformazione ci sono le fasi di lavaggio e decontaminazione, vere e proprie colonne portanti del processo di riciclo. Tradizionalmente, questi passaggi sono stati enormemente esigenti in termini di consumo energetico e idrico, rappresentando spesso un collo di bottiglia economico e ambientale. I metodi convenzionali, infatti, si affidano pesantemente a processi termici e chimici intensivi, che comportano non solo costi operativi elevati e un'impronta carbonica significativa, ma anche la complessa gestione di grandi volumi di effluenti. Il nostro obiettivo è esplorare le tecnologie innovative che stanno rivoluzionando questi processi, rendendo possibile ottenere plastiche riciclate di alta qualità con un impatto ambientale notevolmente mitigato.Il Contesto Tecnico e i Limiti dei Sistemi ConvenzionaliI sistemi di lavaggio tradizionali per le plastiche post-consumo si articolano tipicamente in diverse fasi: un pre-lavaggio iniziale, un lavaggio principale, uno o più cicli di risciacquo e, infine, l'asciugatura. La decontaminazione, in questi schemi tradizionali, si basa principalmente su tre pilastri. L'azione meccanica, attraverso l'attrito e l'agitazione, mira a distaccare i contaminanti più grossolani come terra, sabbia e frammenti di etichette. Parallelamente, l'azione termica sfrutta l'acqua calda, spesso a temperature elevate (60-90°C), per ammorbidire adesivi resistenti, solubilizzare grassi e cere, e accelerare le reazioni chimiche dei detergenti. Infine, l'azione chimica vede l'impiego di detergenti alcalini (come l'idrossido di sodio, NaOH), tensioattivi o acidi, scelti per la loro capacità di saponificare i grassi, disperdere le particelle solide e favorire la rimozione di inchiostri e residui di colla.Sebbene questi approcci abbiano dimostrato una certa funzionalità nel tempo, presentano evidenti svantaggi che ne limitano la sostenibilità e l'efficacia nel contesto attuale. Il consumo energetico si impenna a causa del riscaldamento di ingenti volumi d'acqua, che rappresenta la voce di costo più significativa. Per dare un'idea, il riciclo di una singola tonnellata di PET può richiedere centinaia di kWh solo per questa fase termica. Di pari passo, l'elevato consumo idrico è una criticità non trascurabile. Cicli di lavaggio multipli e risciacqui intensivi possono tradursi in decine di metri cubi d'acqua per tonnellata di plastica trattata. A ciò si aggiunge la problematica della qualità dell'acqua di scarico, spesso carica di solidi sospesi, con alti valori di BOD/COD e residui chimici, richiedendo trattamenti di depurazione onerosi e complessi.Un altro limite significativo è l'inefficacia contro contaminanti "difficili". Residui alimentari fortemente aderenti ed essiccati, pigmenti da stampa profondamente incorporati o contaminanti chimici assorbiti nella matrice polimerica sfuggono spesso all'azione dei metodi convenzionali, rendendo il materiale inidoneo per le applicazioni più sensibili. Infine, non possiamo ignorare il rischio di degradazione del polimero. L'esposizione prolungata a temperature elevate e ambienti chimicamente aggressivi può innescare processi di degradazione idrolitica o ossidativa, compromettendo irrimediabilmente le proprietà meccaniche e l'aspetto visivo del materiale plastico riciclato.Tecnologie Innovative per l'Efficienza e la Decontaminazione ProfondaLa ricerca e l'innovazione tecnologica stanno tracciando nuove strade, concentrandosi sullo sviluppo di soluzioni che permettano di disgiungere l'efficacia della pulizia dall'intensità energetica, sfruttando avanzati fenomeni fisici e approcci chimici di nuova generazione.1. Lavaggio a Freddo PotenziatoIl lavaggio a freddo potenziato non è un semplice abbassamento della temperatura, ma una vera e propria riprogettazione del processo, un sistema ottimizzato dove l'energia termica viene in gran parte sostituita o integrata da altre forme di energia e da agenti chimici altamente performanti, capaci di agire efficacemente a temperature ambiente o leggermente superiori (tipicamente tra 20 e 40°C).Questo approccio si basa su diversi principi operativi sinergici. L'impiego di agenti bagnanti avanzati e tensioattivi specifici con basse temperature di Kraft e un'elevata capacità di riduzione della tensione superficiale dell'acqua permette una migliore penetrazione nei pori e una più efficiente bagnatura dei contaminanti. Tensioattivi non ionici o a basso schiumogeno sono preferiti per facilitare il risciacquo e ridurre l'impatto ambientale. A questi si aggiungono gli enzimi bio-catalitici: lipasi per i grassi, amilasi per gli amidi, cellulasi per le fibre. Questi enzimi sono in grado di idrolizzare e disgregare complessi contaminanti organici anche a basse temperature, rivelandosi particolarmente efficaci per residui alimentari e sporco biologico, riducendo la necessità di detergenti aggressivi. L'azione è supportata da coadiuvanti e agenti chelanti, come i polimeri anti-redeposizione che prevengono la rideposizione dello sporco rimosso, o gli agenti chelanti (EDTA, GLDA) che sequestrano gli ioni metallici, prevenendo incrostazioni o reazioni catalitiche indesiderate. Cruciale è l'ottimizzazione meccanica: sistemi di agitazione ad alta efficienza – come idrocicloni modificati o lavatrici a frizione ottimizzate – sono indispensabili per garantire un'efficace azione meccanica anche in assenza di calore elevato, massimizzando la rimozione fisica dei contaminanti.I vantaggi sono evidenti e tangibili: una drastica riduzione del consumo energetico (fino al 70-80% rispetto ai sistemi a caldo), minore stress termico per il polimero, che ne preserva le proprietà intrinseche, un minor consumo d'acqua grazie a cicli di risciacquo più efficienti e un profilo ambientale nettamente più favorevole, con minori emissioni e un minor carico per gli impianti di trattamento delle acque reflue.2. Ultrasuoni per la Decontaminazione ProfondaLa tecnologia a ultrasuoni sfrutta onde sonore ad alta frequenza, tipicamente nell'intervallo tra 20 kHz e 100 kHz, per indurre il fenomeno della cavitazione acustica all'interno di un mezzo liquido.Il principio di funzionamento è affascinante e potente: le onde ultrasonore, propagandosi attraverso il bagno di lavaggio, creano zone alternate di alta e bassa pressione. Nelle zone di bassa pressione, dette di rarefazione, la pressione scende al di sotto della tensione di vapore del liquido, portando alla formazione di milioni di microbolle (cavità) che contengono vapore acqueo e gas disciolti. Quando queste microbolle, nel loro processo di crescita, vengono trasportate in una zona di alta pressione (compressione), implodono violentemente. Questa implosione genera localmente condizioni estreme: temperature elevate (che possono raggiungere i 5000 K) e pressioni immense (fino a 1000 atm), oltre alla formazione di micro-getti liquidi che si muovono a velocità prossime a quelle del suono. È l'azione di pulizia scatenata da queste forze estreme: i contaminanti vengono letteralmente "spazzati via" dalle superfici, anche da pori, fessure e aree difficilmente raggiungibili. L'efficacia è puramente fisica e, sebbene possa essere amplificata da detergenti appropriati, non dipende intrinsecamente dalla temperatura o dalla chimica del bagno. Un ulteriore beneficio è l'effetto disperdente e disinfettante: gli ultrasuoni non solo favoriscono una dispersione uniforme delle particelle, ma possono anche esibire un'azione battericida e virucida, contribuendo in modo significativo alla decontaminazione microbiologica.Nel riciclo, gli ultrasuoni si dimostrano particolarmente efficaci nella rimozione di etichette adesive, residui di colla, inchiostri da stampa e contaminanti organici incrostati. Possono essere impiegati sia come pre-trattamento per allentare lo sporco più ostinato, sia come fase di lavaggio finale per garantire una pulizia profonda e mirata, elevando la qualità del macinato a livelli superiori.3. Cavitazione IdrodinamicaLa cavitazione idrodinamica si distingue dalla cavitazione acustica perché le bolle di cavitazione sono generate dal movimento intrinseco del fluido stesso, piuttosto che da onde sonore esterne, offrendo una soluzione robusta e scalabile per il trattamento di grandi volumi.Il processo si avvia facendo fluire il liquido ad alta velocità attraverso specifiche restrizioni geometriche, come orifizi, valvole Venturi o ugelli appositamente progettati, o all'interno di reattori a cavitazione a disco rotante. L'accelerazione del fluido in questi passaggi stretti provoca una drastica caduta di pressione, che, in base al principio di Bernoulli, può scendere al di sotto della tensione di vapore del liquido, innescando la formazione di bolle. Similmente agli ultrasuoni, queste bolle si formano e poi collassano rapidamente quando il fluido rientra in una zona a pressione più alta, generando onde d'urto e micro-getti. L'implosione delle bolle produce un'azione meccanica potente, analoga a quella degli ultrasuoni, che è straordinariamente efficace nella disgregazione di agglomerati di contaminanti e nella rimozione di sporco superficiale. Ma non solo: le condizioni estreme che si generano localmente durante il collasso delle bolle – alte temperature e pressioni – possono indurre la formazione di radicali liberi (come i radicali idrossilici OH•). Questi radicali sono potenti ossidanti e promuovono reazioni di ossidazione avanzata, utili per la degradazione di alcuni contaminanti organici particolarmente persistenti.La cavitazione idrodinamica è particolarmente adatta per il pre-trattamento di grandi volumi di materiale plastico, la disintegrazione di film e flaconi compattati, e la pulizia iniziale di materiali particolarmente sporchi. Offre un'alternativa energeticamente più efficiente per il trattamento di grandi volumi rispetto agli ultrasuoni, essendo intrinsecamente legata al flusso del processo e quindi facilmente integrabile nelle linee produttive esistenti.Sinergia Tecnologica e Architetture di Processo AvanzateLa vera rivoluzione nell'efficienza del riciclo delle plastiche si realizza attraverso l'integrazione sinergica di queste tecnologie innovative in architetture di processo multistadio, sfruttando i punti di forza di ciascuna per affrontare le diverse sfide di decontaminazione, creando un percorso ottimizzato dal rifiuto al prodotto finito.Un ciclo di lavaggio ottimizzato potrebbe iniziare con un pre-trattamento di cavitazione idrodinamica, ideale per la rottura iniziale di balle o agglomerati di plastica e per la rimozione massiva dei contaminanti più grossolani o semi-aderenti. Questa fase riduce significativamente il carico per i passaggi successivi. Si procede poi a un lavaggio primario a freddo potenziato con agenti enzimatici, dove le scaglie di plastica vengono sottoposte a un lavaggio intensivo a bassa temperatura. Qui, l'azione combinata di tensioattivi avanzati ed enzimi è cruciale per disgregare lo sporco organico e le colle. La fase successiva è un lavaggio secondario o di finitura con ultrasuoni. Questa fase, più mirata e solitamente alimentata con acqua riciclata e purificata, sfrutta l'azione di cavitazione ultrasonica per rimuovere i contaminanti più ostinati, incrostati o annidati in microfessure, garantendo un livello di pulizia eccezionale e preparando il materiale per gli stadi finali.Fondamentale è poi l'approccio al risciacquo efficiente e al riciclo dell'acqua. Sistemi di filtrazione avanzati, come la microfiltrazione, l'ultrafiltrazione e l'osmosi inversa, permettono di raggiungere un riciclo quasi totale dell'acqua di processo, riducendo drasticamente il consumo idrico netto e la produzione di effluenti. L'acqua di risciacquo finale, opportunamente purificata, può essere reimmessa nelle fasi di lavaggio primario, chiudendo il ciclo. Infine, un'asciugatura efficiente è essenziale per ridurre i consumi energetici complessivi. Tecnologie come l'asciugatura meccanica ad alta velocità (ad esempio, con centrifughe) seguita da asciugatura ad aria a basso consumo energetico (come soffiatori ad aria compressa ottimizzati o essiccatori a letto fluido) riducono l'umidità residua con un dispendio energetico significativamente inferiore rispetto ai tradizionali essiccatori a caldo.L'intero processo può essere elevato a un livello superiore grazie al monitoraggio e controllo intelligente. L'implementazione di sensori in linea per parametri critici come pH, conducibilità, torbidità, carica organica (TOC/COD) e dimensione delle particelle, abbinata a sistemi di controllo basati sull'Intelligenza Artificiale (AI) e il Machine Learning (ML), consente un'ottimizzazione in tempo reale dei parametri operativi (temperatura, dosaggio chimico, durata dei cicli, intensità degli ultrasuoni). Ciò massimizza l'efficienza e minimizza gli sprechi, e questi sistemi intelligenti possono persino prevedere la necessità di manutenzione o adattarsi autonomamente a variazioni nella qualità del materiale in ingresso, garantendo una produzione costante e di alta qualità.Il Fattore Chiave: La Decontaminazione per il Packaging Alimentare (Food-Contact Applications)Il raggiungimento degli standard per il contatto con gli alimenti, regolamentati da organismi come l'EFSA in Europa e la FDA negli USA, rappresenta il criterio più stringente e l'apice della qualità per le plastiche riciclate. Qui, l'obiettivo va ben oltre la semplice rimozione dello sporco visibile; si tratta di eliminare o ridurre a livelli accettabili i contaminanti chimici che potrebbero potenzialmente migrare nel cibo, assicurando la totale sicurezza del prodotto finale. Questi possono includere:Contaminanti volatili: Composti organici volatili (VOCs) che la plastica può aver assorbito durante il suo ciclo di vita o nella fase di raccolta (solventi, idrocarburi, pesticidi).Contaminanti non volatili: Sostanze chimiche con basso punto di fusione o alta affinità per la plastica (plastificanti, additivi, residui di prodotti chimici).Contaminanti microbiologici: Batteri, muffe e lieviti che possono essere presenti sul materiale.Le tecnologie di lavaggio avanzate sono imprescindibili per ridurre drasticamente il carico iniziale di questi contaminanti. Tuttavia, per le applicazioni alimentari, esse sono quasi sempre propedeutiche a un processo di decontaminazione secondario, spesso definito "super-pulizia" o validato tramite "challenge test" specifici. Tra le metodologie più efficaci troviamo l'estrusione con degasaggio sottovuoto, dove durante la fusione della plastica riciclata, un sistema a più stadi sotto vuoto rimuove efficacemente i contaminanti volatili. Per il PET, i reattori a stato solido (SSP) rappresentano una soluzione robusta: in questo processo, un trattamento termico sotto vuoto o con flusso di gas inerte non solo aumenta il peso molecolare del polimero, ma rimuove simultaneamente i contaminanti volatili. In casi specifici, possono essere impiegati trattamenti chimici mirati, come l'ossidazione avanzata, per degradare contaminanti organici particolarmente persistenti.È fondamentale comprendere che le tecnologie di lavaggio innovative, migliorando radicalmente la purezza fisica del materiale e riducendo il carico contaminante a monte, rendono questi processi di decontaminazione secondaria molto più efficienti, meno energivori e di conseguenza più economici. Questo approccio a cascata è ciò che permette al polimero riciclato di superare i rigorosi "challenge test" e ottenere le certificazioni indispensabili per il contatto con gli alimenti, aprendo scenari di mercato precedentemente inaccessibili e consolidando la fiducia del consumatore.Benefici Economici e Ambientali ComplessiviL'adozione di queste tecnologie all'avanguardia non è soltanto un imperativo dettato da una coscienza ambientale, ma una strategia economica profondamente vantaggiosa, che si traduce in un ritorno sull'investimento e in un posizionamento competitivo superiore.La riduzione dei costi operativi è diretta e immediata: minori consumi energetici e idrici si traducono in bollette più leggere, in particolare per riscaldamento e trattamento delle acque, e in un significativo contenimento delle spese per i prodotti chimici aggressivi. Parallelamente, si osserva una minore gestione degli effluenti, grazie alla riduzione dei volumi di acqua di scarico e del carico di contaminanti. Questo si riflette in minori costi di depurazione, in minori oneri di smaltimento dei fanghi e, in molti casi, nella possibilità di ottenere incentivi per la sostenibilità.Un altro beneficio tangibile è il miglioramento della qualità del prodotto. Il polimero riciclato, forte di un'alta purezza e conformità, acquisisce un valore di mercato superiore, consentendone la vendita per applicazioni più lucrative e con margini più elevati. Questo si lega direttamente alla conformità normativa, che viene facilitata dal rispetto delle normative ambientali e, cruciale, di quelle per il contatto con alimenti, estendendo i mercati potenziali per il materiale riciclato e riducendo i rischi legali.Dal punto di vista ecologico, la riduzione dell'impronta di carbonio è un risultato diretto dei minori consumi energetici, contribuendo attivamente alla lotta contro il cambiamento climatico e rispondendo alle crescenti pressioni per una produzione più sostenibile. Infine, le aziende che abbracciano queste soluzioni non solo migliorano la propria operatività, ma rafforzano anche la propria immagine aziendale, posizionandosi come leader nella sostenibilità e nell'innovazione in un mercato e una società sempre più attenti alle tematiche ambientali, un fattore che può tradursi in un vantaggio competitivo significativo.Prospettive Future e Sviluppi NecessariIl percorso del riciclo delle plastiche è in continua evoluzione, e il suo futuro dipenderà da una costante innovazione nei processi di lavaggio e decontaminazione. Le aree chiave di sviluppo promettono ulteriori passi avanti verso un'efficienza senza precedenti e una qualità superiore.Tra queste, spicca lo sviluppo di materiali intelligenti per la decontaminazione, come adsorbenti o catalizzatori specifici da integrare direttamente nei processi di lavaggio. Questi materiali potrebbero consentire la rimozione selettiva di contaminanti chimici complessi, aumentando ulteriormente la purezza del riciclato. È inoltre fondamentale progredire verso processi a ciclo chiuso al 100%, con ulteriori sviluppi per il riciclo completo dell'acqua di processo e la piena valorizzazione dei fanghi di scarto, trasformandoli da un onere di smaltimento in una risorsa valorizzabile.Nel campo dell'ingegneria di processo, la modellazione e simulazione avanzata giocheranno un ruolo cruciale. L'uso di modelli computazionali sofisticati permetterà di predire e ottimizzare il comportamento dei fluidi, l'interazione delle onde ultrasonore e la propagazione della cavitazione, riducendo i tempi di sviluppo e i costi di prototipazione, consentendo una progettazione più rapida e mirata di nuovi impianti. Infine, l'armonizzazione globale degli standard di qualità e decontaminazione per le plastiche riciclate è essenziale per facilitare il commercio internazionale e promuovere un'adozione su larga scala di questi materiali, creando un mercato più trasparente e affidabile per le materie prime seconde.Conclusioni: L'Obiettivo di un Riciclo Veramente CircolareIl passaggio da processi di lavaggio e decontaminazione convenzionali a soluzioni innovative basate su lavaggio a freddo potenziato, ultrasuoni e cavitazione non è più una semplice alternativa, ma una necessità strategica ineludibile per l'industria del riciclo. Queste tecnologie rappresentano la chiave per sbloccare il pieno potenziale delle plastiche post-consumo, operando una vera e propria metamorfosi: da rifiuti a risorse di alto valore, idonee persino per le applicazioni più esigenti e regolamentate come il packaging alimentare.Investire in queste soluzioni all'avanguardia significa non solo mitigare l'impatto ambientale delle nostre attività, ma anche garantire la competitività e la sostenibilità a lungo termine di un settore cruciale per il futuro del nostro pianeta. La strada verso un'economia circolare autentica per le plastiche è un percorso intrapreso, e i suoi pilastri sono solidamente fondati su innovazione, efficienza e un rigoroso approccio tecnico. Quali saranno i prossimi passi per la vostra azienda in questa direzione?© Riproduzione Vietata
SCOPRI DI PIU' LDPE Riciclato da Post Consumo: 60 Tipologie di Odori Ostacolano la Vendita
LDPE Riciclato da Post Consumo: 60 Tipologie di Odori Ostacolano la VenditaLDPE Riciclato da Post Consumo: 60 Tipologie di Odori Ostacolano la Venditadi Marco ArezioLa raccolta differenziata degli imballi della plastica, specialmente per quelli in LDPE, è una conquista moderna che permette, attraverso il riciclo, il riutilizzo degli imballi esausti con il duplice vantaggio di ridurre l’impronta carbonica e il prelievo di risorse naturali dalla terra per creare nuovi prodotti. Molto si deve ancora fare però nel settore del riciclo in quanto la quota di plastica che viene raccolta e riutilizzata è ancora largamente inferiore a quella che viene prodotta ogni giorno. Questo scompenso quantitativo tra quanto si ricicla e quanto si produce di nuovo ha molte cause: • Limitata diffusione della raccolta differenziata nel mondo • Difficoltà nel riciclo di molti imballi plastici multistrato • Bassa qualità della materia prima riciclata • Mancanza di una cultura del riciclo Nei paesi dove la raccolta differenziata è avviata e funziona stabilmente, la produzione di materia prima riciclata soffre di un giudizio abbastanza negativo sulla qualità della stessa, causata da fattori che dipendono anche, ma non solo, dalla filiera del riciclo meccanico. Questa valutazione negativa incide in maniera rilevante sulle vendite della materia prima riciclata, relegando il suo uso solo ad alcuni settori di impiego, riducendone quindi i quantitativi vendibili e abbassando il prezzo medio per tonnellata, che comporta, a sua volta, un basso margine economico per le aziende che riciclano. Inoltre, meno granulo riciclato si vende, meno rifiuto plastico si può riciclare e più grande diventa il problema del suo smaltimento, rischiando di far finire in discarica la preziosa materia prima che potrebbe essere riutilizzata. Tra i problemi di cui soffre la materia prima riciclata, nonostante l’enorme sviluppo impiantistico del settore, quello dell’odore è tra i più sentiti dai clienti che potrebbero utilizzarla per produrre film, imballi rigidi, materiali per il settore edile, per l’automotive, giardinaggio, mobili e molti altri prodotti. Ad oggi la percezione dell’odore di una materia prima plastica proveniente dal post consumo è affidata, in modo del tutto empirico, ad una sensazione nasale di chi la produce e di chi la utilizza, che valutano in modo estremamente soggettivo sia la tipologia che l’intensità degli odori presenti nella plastica riciclata. Valutazione che poi si può scontrare con il cliente finale che comprerà il prodotto realizzato e darà un’ulteriore valutazione, personale, dell’odore. Il naso umano è sicuramente uno strumento eccellente ma ogni persona percepisce le sollecitazioni odorose in modo del tutto personale, ed è per questo che, in casi particolari, si assoldano gruppi di persone che insieme fanno valutazioni sugli odori da intercettare. Se prendiamo ad esempio la filiera del riciclo delle materie plastiche, partendo dalla raccolta differenziata, si è visto che i sacchi in LDPE e gli imballi flessibili che vanno al riciclo, portano con sé un numero elevatissimo di sostanze chimiche che generano odori nella filiera del riciclo. La rilevazione delle fonti degli odori non è stata studiata attraverso metodi sensoriali empirici, quindi attraverso il naso umano, ma attraverso un’indagine chimica svolta da uno strumento di laboratorio che consiste in un gascromatografo con uno spettrometro a mobilità ionica. Questo strumento ha analizzato i componenti chimici, all’interno di una larga campionatura di LDPE riciclato proveniente dalla raccolta differenziata, andando ad individuare 60 tipologie di sostanze chimiche che generano odori. La campionatura analizzata proveniva dal ciclo meccanico tradizionale di riciclo in cui il materiale viene selezionato, triturato e lavato con una permanenza in acqua di circa 15 minuti. Gli odori più comuni percepiti dal naso umano, di questa campionatura sono stati:• Muffe • Urina • Formaggio • Terra • Fecale • Sapone • Caffè • Sudato • Peperone Queste famiglie di odori percepite sono create da circa 60 composti chimici che si associano durante la fase di raccolta e lavorazione della plastica riciclata. Si sono individuati alcuni punti critici: Il sacco della raccolta differenziata che contengono gli imballi plastici domestici da selezionare in cui troviamo diverse tipologie di polimeri, possono contenere residui di sostanze come detersivi, cibo, oli, disinfettanti, prodotti chimici, creme e molti altri. Questo miscuglio di elementi chimici diversi si può legare alla superficie della plastica ma, in funzione del tempo di sodalizio, potrebbe anche penetrare al suo interno. La selezione tra le varie plastiche, attraverso macchine a lettori ottici, crea una certa percentuale di errore che si traduce nella possibilità di avere quantità di plastiche miste all’interno della frazione selezionata. La fase di lavaggio del macinato plastico ha la funzione di dividere ulteriormente, per densità, le plastiche immesse e ha lo scopo di pulirle dai residui di prodotti che gli imballi hanno contenuto o sono venuti in contatto. Ad eccezione del PET, gli altri polimeri provenienti dalla raccolta differenziata, vengono generalmente lavati in acqua fredda, processo che non incide in maniera rilevante nel processo di pulizia al fine di abbattere gli odori. La fase di estrusione del materiale lavato, per la formazione del granulo, potrebbe comportare un degradamento della materia prima in cui sono presenti frazioni di polimeri diversi da quella principale che quindi fonderanno a temperature diverse. Questo può causare la formazione di elementi chimici che daranno origine ad odori. Intervenire su queste fasi porterebbe a miglioramento significativo della qualità dei polimeri da post consumo prodotti, non solo attraverso un abbattimento delle tipologie e dell’intensità degli odori, ma ne migliorerebbe anche le performace tecniche. Il controllo analitico degli odori, attraverso strumenti che ne rilevino le genesi chimiche, può aiutare non solo in fase di certificazione del livello odoroso della materia prima finale in modo inequivocabile e non più empirico, ma darebbe un importante supporto anche in fase di creazione di ricette sulle tipologie di materia prima da usare durante le fasi di riciclo del rifiuto plastico, sull’individuazioni delle fonti migliori e sui risultati dei processi produttivi nello stabilimento (selezione, lavaggio ed estrusione). Ridurre gli odori e migliorare la qualità del granulo da post consumo porterebbe all’apertura di nuovi mercati nei quali si potrebbe impiegare la materia prima riciclata al posto di quella vergine con un vantaggio ambientale, economico e industriale.Categoria: notizie - tecnica - plastica - riciclo - LDPE - post consumo - odoriVedi maggiori informazioni sul riciclo dell'LDPE
SCOPRI DI PIU'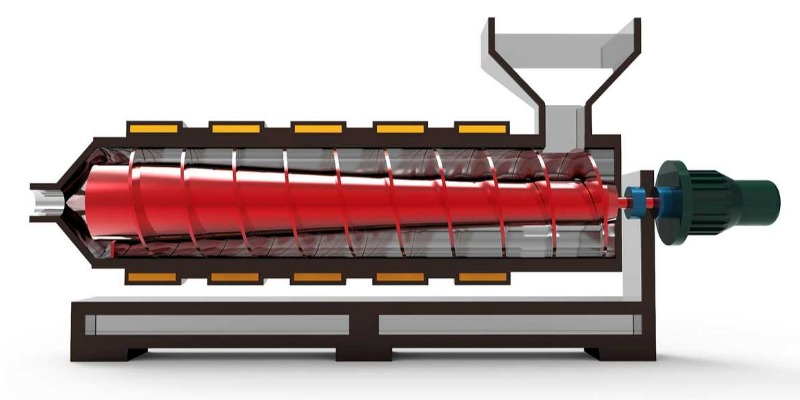 Cosa Succede all’Interno di un Estrusore per le Materie Plastiche?
Cosa Succede all’Interno di un Estrusore per le Materie Plastiche?Estrusori per materie plastiche: vediamo cosa succede all'interno durante il funzionamentodi Marco ArezioPer chiunque impieghi o faccia utilizzare gli estrusori per le materie plastiche, specialmente se usano polimeri riciclati, dovrebbe avere la conoscenza del comportamento del fuso all’interno del cilindro, delle fasi di trasformazione dallo stato solido a viscoso e delle implicazioni negative che possono nascere durante la lavorazione.Queste implicazioni possono generare difetti sul polimero che si sta producendo o sui manufatti che sono direttamente collegati all’estrusore. L’articolo non si dovrebbe rivolge agli addetti della produzione, che probabilmente conoscono bene i comportamenti del polimero in transito nell’estrusore, ma principalmente agli addetti alle vendite dei prodotti finiti in plastica o dei polimeri riciclati. Conoscere le fasi di produzione e la criticità che possono rappresentare, è un bagaglio culturale tecnico che permette di risolvere, più velocemente e più professionalmente possibile, i problemi con i clienti in merito alla qualità. Per fare un discorso generale possiamo prendere in considerazione gli elementi che entrano in gioco per portare a termine una fase di estrusione delle materie plastiche: • La materia prima • L’estrusore • Il filtro Materia Prima La materia prima, in base all’utilizzo che si vuole fare dell’estrusore, può essere sotto forma di macinato o di granulo. In entrambi i casi il materiale riciclato deve avere subito i corretti trattamenti di selezione, macinazione, deferrizazzione, lavaggio in vasca, lavaggio in centrifuga, asciugatura (eventuale densificazione per materiali leggeri). Più le fasi preliminari che portano il semilavorato all’estrusore sono fatte bene, migliore sarà la qualità del prodotto in uscita da esso, evitando che aumentino i problemi sui prodotti finiti da realizzare. Ogni fase preliminare non eseguita in modo corretto avrà dei risvolti negativi durante la fusione della plastica all’interno dell’estrusore, che possono essere impurità rappresentate da plastiche rigide non fondibili all’interno della massa, degradazione del materiale causata da una non corretta selezione, presenza di parti metalliche causate da un lavaggio non accurato o residui di materiali elastici non filtrabili. Maggiore sarà la qualità attesa per la fabbricazione del prodotto, maggiore saranno le attenzioni da impiegare nelle fasi di riciclo del semilavorato, minori saranno gli spessori da realizzare sul prodotto finito, per esempio un flacone, maggiore dovrà essere la pulizia e l’omogeneità della plastica. Estrusore Una linea di estrusione, per non entrare troppo nella tecnicità dell’argomento, è formata da una tramoggia di ingresso della materia prima, un cilindro di contenimento del polimero, una o più viti di movimento, un filtro (nella maggior parte dei casi) e una testa finale. Fin qui, ogni parte è visibile ed intuibile nel suo lavoro, ma cosa succede all’interno di queste parti? Partiamo dalla tramoggia di carico dei polimeri che alimenteranno l’estrusore, una sorte di grande imbuto di canalizzazione con il quale alimentare l’impianto, sia utilizzando i polimeri sotto forma di palline che di macinato o densificato. La discesa della materia prima all’interno del cilindro avviene normalmente per gravità, quindi il granulo viene attirato verso la parte bassa dell’imbuto in virtù del proprio peso, offrendo scarsa resistenza allo scivolamento. Non sempre succede la stessa cosa per il macinato e il densificato, in quando hanno forme più spigolose e per la loro natura tendono ad aggregarsi, specialmente se non sono ben asciutti, creando qualche difficoltà nella discesa. Una volta che la materia prima arriva all’imbocco del cilindro, entra in contatto con una o più viti, composte da elementi elicoidali che hanno lo scopo di trascinare la materia prima ancora solida lungo il cilindro e restituire alla testa, alla fine del percorso, la massa fusa di plastica per realizzare il prodotto o per creare i granuli plastici. La zona d’ingresso dell’estrusore è sempre raffreddata con acqua, per evitare che il calore generato dalle resistenze che riscaldano il cilindro possano portare a fusione il polimero che staziona nella zona, quando l’estrusore è fermo. Il polimero, sceso dalla tramoggia, aderisce alle pareti tra le quali si trova, quelle del filetto, del nocciolo della vite e del cilindro. A questo punto, i granuli che aderiscono alla vite ruotano con essa e quindi non possono avanzare, mentre quelli che aderiscono al cilindro vengono spinti verso l’uscita dalla cresta del filetto che sfiora e raschia la superficie del cilindro stesso. La conclusione è che tanto più i granuli tendono ad aderire al cilindro, e quindi a non ruotare con la vite, tanto maggiore è la spinta in avanti esercitata dai filetti, che trasferiscono la forza motrice del motore al polimero per spingerlo fuori dal cilindro. La velocità massima di avanzamento del polimero si avrà a contatto con il cilindro sia per i granuli, in alimentazione, sia per le molecole di polimero dopo la fusione, mentre negli strati sottostanti la velocità sarà via via minore fino a essere zero a contatto con il nocciolo della vite. Una convinzione comune rispetto al lavoro dell’estrusore è che le resistenze termiche hanno lo scopo di sciogliere la materia prima, solida, lungo il percorso di attraversamento del cilindro fino alla sua uscita in testa. Questo non è del tutto vero, in quanto le resistenze intervengono principalmente nella fase iniziale del contatto tra la materia prima in ingresso dalla tramoggia con la vite. Nella fase successiva la forza che il motore imprime alla vite, la quale ruotando crea attrito tra la materia prima e il cilindro, realizzano il calore necessario alla fusione del materiale. Il comportamento del volume della massa plastica all’interno del cilindro, in corrispondenza della vite, cambia man mano che percorre l’estrusore. Infatti da quando inizia la fusione, la quantità di solido che si trova tra i due filetti è sempre inferiore a quella che c’è tra i due filetti precedenti. L’avanzamento del fuso è quindi determinato, sia dalla spinta meccanica dei filetti della vite, ma anche per differenza di pressione che si crea all’interno del cilindro, facilitando la spinta verso l’esterno del polimero fuso in virtù di una minore pressione. La zona di trasporto del fuso può assumere ulteriore importanza quando si richiedono all’estrusore anche delle diverse prestazioni, oltre a quella di fondere, come ad esempio la miscelazione del polimero. A tal fine il tratto finale della vite può essere modificato per migliorare la miscelazione dell’estruso. Filtro Lavorando con i polimeri riciclati non sempre si conosce la qualità di preparazione dei granuli che dovrebbero entrare nell’estrusore o dei macinati o dei densificati, quindi, inserire in un estrusore un polimero riciclato senza premunirsi di effettuare un’operazione di filtraggio può essere pericoloso. Un tempo i filtri erano costituiti da un disco forato sul quale si montavano delle reti in metallo, che avevano lo scopo di filtrare ed eliminare eventuali impurità presenti nel fuso. Le reti, in numero e con diametri delle maglie variabili, erano montate alla fine del cilindro su flange e costituivano un modo per migliorare la qualità del polimero. La presenza del filtro causa però un aumento della pressione alla fine della vite, pari alla perdita di carico che serve per far passare il fuso attraverso il filtro. La variazione di pressione è dovuta al fatto che man mano che le reti si intasano aumenta la pressione in testa e, quindi, sale il riflusso nella vite. L’aumento di pressione fa sì che la vite chieda più lavoro al motore per spingere la stessa quantità di materiale fuori dalla filiera e, poiché il maggiore lavoro della vite si trasforma in calore trasferito al polimero, la temperatura del fuso in uscita sarà maggiore e la viscosità minore di quando non c’è il filtro. L’aumento della temperatura per periodi prolungati può causare la degradazione del polimero, con conseguenze negative sulla produzione di prodotto. Ed è per questo motivo che oggi esistono nuovi cambia filtri automatici che regolano questa delicata fase. Categoria: notizie - tecnica - plastica - riciclo - estrusione
SCOPRI DI PIU' Filtrazione e separazione fluidodinamica: centrifugazione, cicloni e flussi laminari
Filtrazione e separazione fluidodinamica: centrifugazione, cicloni e flussi laminariLe tecnologie industriali per la gestione dei fluidi: principi, applicazioni e soluzioni innovative per la separazione delle particelle solide e liquide nei processi produttividi Marco ArezioLa filtrazione e la separazione fluidodinamica costituiscono due tra le operazioni unitarie più importanti nei processi industriali, in quanto permettono di rimuovere impurità, recuperare materiali preziosi o garantire la qualità dei prodotti finali. In termini ingegneristici, queste tecniche sfruttano le proprietà fisiche dei fluidi e delle particelle disperse al loro interno, facendo leva su parametri quali densità, viscosità, velocità di flusso e differenze di pressione. La scelta di un sistema di separazione non dipende solo dall’efficienza desiderata, ma anche dal contesto industriale: nel settore chimico o petrolchimico la priorità è il contenimento dei costi operativi, mentre in campo farmaceutico la precisione e la purezza rappresentano i criteri fondamentali. Le forze in gioco nei sistemi di centrifugazione industriale La centrifugazione sfrutta l’accelerazione centrifuga per aumentare artificialmente la forza che agisce sulle particelle sospese in un fluido. In condizioni statiche, la sedimentazione di una particella dipende unicamente dalla gravità e dalle resistenze viscose, ma introducendo un campo centrifugo l’accelerazione apparente può essere centinaia o migliaia di volte maggiore della gravità terrestre. Questo comporta una drastica riduzione dei tempi di separazione. Nei sistemi industriali la progettazione delle centrifughe ruota attorno a parametri come il fattore g, la velocità di rotazione e il diametro del rotore. Inoltre, il bilanciamento delle masse e la scelta dei materiali resistenti alla corrosione assumono un ruolo centrale per garantire sicurezza e durata. Le centrifughe possono essere a cestello, a decanter orizzontale o a dischi empilati, ognuna con applicazioni specifiche: dalla separazione di emulsioni complesse al recupero di biomassa in sospensioni fermentative. Applicazioni industriali della centrifugazione: dal settore chimico alla farmaceutica Le applicazioni industriali della centrifugazione coprono un ampio spettro. Nel settore chimico, queste macchine vengono impiegate per la separazione di catalizzatori solidi da miscele liquide, oppure per la chiarificazione di soluzioni intermedie. Nella produzione alimentare, il latte viene scremato attraverso centrifughe dedicate, mentre nel settore farmaceutico la separazione di cellule, proteine o componenti attivi richiede centrifughe ad alta precisione e materiali sterili. La versatilità del metodo deriva dalla possibilità di modulare le condizioni operative. Ad esempio, in processi biotecnologici sensibili, si privilegia una centrifugazione dolce con ridotti valori di accelerazione per preservare la vitalità delle cellule. Viceversa, in ambito minerario si ricorre a centrifughe robuste e ad alte velocità per trattare grandi volumi di slurry con elevate concentrazioni solide. I cicloni industriali: efficienza nella separazione delle polveri e dei gas I cicloni rappresentano una soluzione semplice ed efficace per separare particolato da flussi gassosi o da miscele aria-solido. La loro azione si basa sulla forza centrifuga generata da un moto vorticoso: il gas carico di particelle entra tangenzialmente, viene indotto a ruotare e le particelle, a causa della maggiore inerzia, si spostano verso le pareti del ciclone, dove vengono raccolte. Dal punto di vista fluidodinamico, i cicloni costituiscono un compromesso tra semplicità costruttiva ed efficienza di separazione. Essi non richiedono elementi filtranti soggetti a usura o intasamento, ma la loro efficienza diminuisce con particelle di diametro inferiore al micron. Tuttavia, in combinazione con filtri secondari, rappresentano spesso il primo stadio di abbattimento delle polveri in impianti cementieri, siderurgici e nelle centrali a biomassa. Parametri progettuali e prestazionali dei cicloni separatori L’efficienza di un ciclone dipende da variabili geometriche e operative. Il diametro del corpo principale determina il tempo di permanenza del gas e la forza centrifuga generata. L’altezza del cono influenza la traiettoria delle particelle, mentre il design dell’uscita del gas condiziona le perdite di carico. Dal punto di vista industriale, l’ottimizzazione richiede un equilibrio tra efficienza di cattura, caduta di pressione e costi energetici. Un ciclone con elevata efficienza richiede maggiori consumi per la ventilazione, ma consente di ridurre le emissioni e rispettare normative ambientali sempre più stringenti. L’impiego di simulazioni CFD (Computational Fluid Dynamics) ha rivoluzionato il design moderno dei cicloni, permettendo di prevedere con precisione la distribuzione dei flussi e ottimizzare le prestazioni. Il ruolo dei flussi laminari nei sistemi di filtrazione avanzata I flussi laminari rappresentano una condizione idrodinamica in cui il moto del fluido procede in strati paralleli, con scarsa turbolenza e bassi valori di numero di Reynolds. Questa condizione è ideale nei processi di filtrazione che richiedono stabilità e prevedibilità del comportamento delle particelle. In un flusso laminare, la traiettoria delle particelle è determinata principalmente dalle forze viscose, riducendo la dispersione e consentendo separazioni più controllate. In ambito industriale, i flussi laminari vengono sfruttati in camere bianche, sistemi di filtrazione per semiconduttori e processi biotecnologici sensibili. La loro applicazione consente di ridurre contaminazioni, mantenere condizioni sterili e migliorare la qualità dei prodotti. L’ingegneria dei flussi laminari si integra spesso con membrane filtranti, in cui la riduzione della turbolenza allunga la vita utile dei materiali e abbassa i costi operativi. Integrazione dei sistemi di centrifugazione, cicloni e flussi laminari nei processi produttivi La realtà industriale raramente utilizza una singola tecnologia di separazione: più spesso, queste soluzioni vengono integrate per ottimizzare costi ed efficienza. Ad esempio, in un impianto chimico un ciclone può operare come primo stadio per rimuovere gran parte del particolato grossolano, seguito da una centrifuga per affinare la separazione di sospensioni più fini. Nei processi biotecnologici, la combinazione di centrifughe dolci e filtri a flusso laminare garantisce sia la vitalità biologica sia la purezza del prodotto. Il concetto di separazione multistadio consente di affrontare sfide complesse, come la gestione di fluidi multifase o di contaminanti con distribuzioni granulometriche molto ampie. L’integrazione delle tecnologie è supportata da un’analisi economica accurata, poiché l’investimento iniziale deve essere giustificato dal risparmio energetico, dal recupero dei materiali e dalla conformità normativa. Prospettive future e innovazioni tecnologiche nella separazione fluidodinamica Il futuro della separazione fluidodinamica è orientato verso sistemi sempre più intelligenti ed efficienti. L’introduzione di sensori in linea e tecniche di monitoraggio avanzate permette di controllare in tempo reale l’efficienza di separazione, ottimizzando automaticamente i parametri operativi. Allo stesso tempo, l’uso di nuovi materiali compositi e di rivestimenti antiusura prolunga la vita utile delle apparecchiature. Le ricerche più avanzate si concentrano sull’impiego di campi ibridi, che combinano forze centrifughe, campi elettrici o magnetici per separare particelle di natura diversa. Altre innovazioni riguardano la miniaturizzazione: micro-cicloni e micro-centrifughe trovano applicazione nella diagnostica medica e nei processi di laboratorio ad alta precisione. L’obiettivo è comune: ridurre costi, migliorare l’efficienza energetica e garantire standard qualitativi elevati in un contesto produttivo sempre più competitivo e regolamentato. © Riproduzione Vietata
SCOPRI DI PIU' Polimeri Plastici Riciclati: Essicazione o Deumidificazione?
Polimeri Plastici Riciclati: Essicazione o Deumidificazione?Polimeri Plastici Riciclati: Essicazione o Deumidificazione?di Marco ArezioTutte le materie plastiche, vergini o riciclate, sotto forma di granulo o di macinato o di densificato, hanno la tendenza a trattenere l’umidità, fino a raggiungere un equilibrio con l’ambiente esterno. Questa capacità di assorbimento dipende, come precedentemente accennato in un altro articolo, dalla tipologia di polimero, dalla temperatura dell’aria e dalla sua umidità.In base alle considerazioni sopra esposte i polimeri li possiamo dividere in igroscopici e in non igroscopici. Infatti, nei materiali igroscopici, l’acqua è assorbita all’interno della struttura legandosi chimicamente con la stessa, mentre nei polimeri non igroscopici l’umidità rimane all’esterno della massa interferendo successivamente nel processo di lavorazione. I polimeri plastici, espressi nelle forme di granulo, macinato, densificato o polveri vengono avviati alla loro trasformazione in base al prodotto da realizzare e al tipo di processo stabilito. Che i materiali siano igroscopici o non igroscopici, la presenza dell’umidità durante la fase di fusione della massa polimerica crea notevoli problemi in quanto l’acqua può diventare vapore, creando striature, bolle superficiali, ritiri termici irregolari, tensioni strutturali, deformazioni o rotture. L’umidità è una delle principali cause di imperfezioni o difetti sui prodotti plastici realizzati ma, nello stesso tempo, è un problema largamente trascurato o sottovalutato dagli operatori che utilizzano soprattutto le materie plastiche riciclate. Se vogliamo elencare alcuni difetti evidenti causati dalla presenza dell’umidità nei polimeri possiamo citare: • Aspetto opaco del prodotto • Striature brune • Striature argentate • Linee di saldatura deboli • Pezzi incompleti • Sbavature • Bolle • Soffiature • Diminuzione delle proprietà meccaniche • Deformazioni dell’elemento • Degradazione del polimero • Invecchiamento irregolare • Ritiri irregolari Per ovviare a questi inconvenienti è buona regola asciugare il materiale prima del suo utilizzo attraverso getti di aria. In questo caso possiamo elencare due sistemi di intervento, simili tra loro, ma con risultati differenti, che sono rappresentati dall’essicazione e dalla deumidificazione. Per essicazione possiamo considerare un processo di insufflazione di aria aspirata in ambiente e immessa in una tramoggia in cui si trova la materia plastica da trattare, per un determinato tempo ad una temperatura stabilita. Questo sistema dipende molto dalle condizioni metereologiche in essere e dal grado di umidità dell’aria ed è consigliato solo per i materiali non igroscopici. Per i materiali igroscopici, come per esempio le poliolefine, (PP, HDPE, LDPE, PP/PE solo per citarne alcune), il sistema di essicazione ad aria forzata visto precedentemente non è sufficiente, in quanto il contenuto di umidità intrinseco nel polimero, ne rende il processo di scarsa efficacia. In questo caso è consigliabile l’essicazione dei polimeri attraverso la deumidificazione, che comporta l’insufflazione all’interno della tramoggia, non più di aria a condizioni ambientali variabili, ma di un’aria deumidificata attraverso un dryer ad una temperatura stabilita. La tramoggia dovrà essere coibentata per ridurre la dispersione di calore di processo e il materiale sarà in movimento, in modo che durante la fase di transito all’interno della tramoggia sia possibile investirlo con getti di aria calda e deumidificata. Il dryer produrrà un flusso costante di aria calda e secca che avrà la capacità di ridurre notevolmente l’umidità interna dei polimeri igroscopici.Categoria: notizie - tecnica - plastica - riciclo - polimeri - essicazione - deumidificazione
SCOPRI DI PIU' Protocollo Tecnico per Valutare una Pressa per le Materie Plastiche Usata
Protocollo Tecnico per Valutare una Pressa per le Materie Plastiche UsataMolti fattori influenzano il valore reale e commerciale di una pressa che, se non considerati, potrebbero portare a numerose problematichedi Marco ArezioIl mercato delle presse usate è forse uno dei più floridi e attivi nel mondo tra i macchinari di produzione delle materie plastiche nel mondo. Anche nelle presse ad iniezione per le materie plastiche, l’evoluzione tecnologica ha assunto un ruolo fondamentale, non solo in termini di performance lavorative, quindi velocità, dimensioni dei pezzi stampabili, accessoristica e molte altre cose, ma anche nel campo del risparmio energetico e della riduzione dei costi di manutenzione. La vita delle presse ad iniezione è piuttosto lunga, ed è per questo che il mercato dell’usato ha assunto una dimensione importante nel settore delle materie plastiche. Per chi è intenzionato ad acquistare una pressa ad iniezione per le materie plastiche usata è importante capire lo stato qualitativo della macchina a cui è interessato, per non buttare via i soldi e, cosa non trascurabile, trovarsi con un impianto produttivo in azienda che non rispetta le aspettative richieste. Quindi, valutare la qualità e il valore di una pressa per le materie plastiche usata richiede una combinazione di controlli visivi, test meccanici e di documentazione.Come e cosa valutare in una pressa per materie plasticheCi sono alcuni passi importanti da compiere per poter valutare la qualità di una pressa che si desidera acquistare: Documentazione e Storia della Macchina - Verifica la presenza di manuali, registri di manutenzione e certificazioni - Controllare la data di costruzione e la vita operativa della macchina espresse in ore lavorate - Esaminare eventuali precedenti problemi o riparazioni Ispezione Visiva - Esaminare l'usura esterna, le crepe, la ruggine o altri segni di danno - Assicurarsi che tutti i pannelli, le coperture e le protezioni siano al loro posto e in buone condizioni - Verificare che non ci siano perdite di olio o altri fluidi. Test Funzionale - Accendere la macchina e far funzionare tutti i suoi componenti, controllando che funzioni senza intoppi o rumori strani. - Verificare la pressione, la temperatura e altre specifiche per assicurarti che siano all'interno delle gamme specificate Componenti e Accessori - Esaminare lo stato delle componenti chiave come cilindri, viti, motori e sistemi elettronici - Controllare la disponibilità e la condizione degli accessori inclusi, come i manipolatori o gli estrattori. Software e Controlli - Verificare che il software di controllo sia aggiornato e funzionante - Assicurarsi che tutti i controlli e i display funzionino correttamente. Valutazione Economica - Confrontare il prezzo richiesto con il valore di mercato attuale delle macchine simili - Considerare la domanda e l'offerta attuali nel tuo mercato locale. Verifica della Conformità - Assicurarsi che la macchina rispetti le normative e gli standard locali per la sicurezza e l'efficienza energetica. In generale, la condizione, l'età, la marca, le specifiche tecniche e la domanda nel mercato determinano il valore di una pressa per le materie plastiche usata.Quali sono le parti di una pressa ad iniezione usata di maggior costo se usurate?Le pressa ad iniezione per le materie plastiche sono macchine complesse, e alcune dei loro componenti sono particolarmente costosi da sostituire o riparare se usurati o danneggiati. Vediamo alcune delle parti di una pressa ad iniezione che, se usurate, possono comportare costi significativi: Unità di Plastificazione Vite di Iniezione. È responsabile dell'iniezione del materiale fuso nella cavità dello stampo. Una vite usata o danneggiata può influire sulla qualità del prodotto finito e sulla consistenza del processo. Cilindro (o canale) di Iniezione. Funziona in tandem con la vite. Se corroso o usato, può influire sulla qualità della plastificazione e, quindi, del prodotto. Unità di Chiusura. Se deformate o danneggiate, possono influire sulla corretta chiusura dello stampo, causando problemi come la fuoriuscita di materiale o la formazione di pezzi non conformi. Sistema Idraulico Pompe Idrauliche. Esse alimentano il movimento di molte parti della pressa ad iniezione. Se sono usate o danneggiate, possono compromettere l'intera operatività della macchina. Sistemi Elettrici Pannello di Controllo. È il cervello operativo della pressa. Se danneggiato o obsoleto, può essere costoso da sostituire, e senza di esso, la macchina potrebbe non funzionare correttamente. Assicurarsi, inoltre, che tutti gli schermi, pulsanti e leve funzionino correttamente e controlla eventuali segni di bruciature o danni.Servomotori e Azionamenti. Questi componenti sono essenziali per il movimento preciso e la funzionalità della macchina. Se si guastano, possono essere costosi da riparare o sostituire. Cavi e Connettori. Esaminare il cablaggio per eventuali segni di usura, danni o bruciature. Sensori e Trasduttori. Controllare che i sensori di temperatura, pressione e posizione funzionino correttamente e che siano calibrati.Sistemi di Raffreddamento Una unità di raffreddamento inefficiente può portare a surriscaldamenti e potenziali danni ad altre parti della macchina. La sostituzione o la riparazione del sistema di raffreddamento può essere costosa. Sistemi di Sicurezza Mentre essenziali per la sicurezza operativa, la sostituzione di sistemi di sicurezza avanzati può essere onerosa. È sempre importante tenere presente che la prevenzione attraverso una manutenzione regolare e adeguata può spesso evitare danni costosi e prolungare la durata della macchina. Se si sta considerando l'acquisto di una pressa ad iniezione usata, sarebbe saggio fare un'ispezione approfondita di queste parti critiche o avere un tecnico esperto che effettui la valutazione.
SCOPRI DI PIU' Che Qualità di Film è Ottenibile con l'Uso dell' LDPE Riciclato?
Che Qualità di Film è Ottenibile con l'Uso dell' LDPE Riciclato?Che Qualità di Film è Ottenibile con l'Uso dell' LDPE Riciclato?di Marco ArezioMai come oggi la qualità di un granulo di LDPE riciclato è importante per la produzione di un film, in quanto le aspettative del mercato, che si sta spostando dalle materie prime vergini a quelle riciclate, sono molto alte.Non è sempre facile trasmettere al cliente, che vuole produrre con un LDPE riciclato, la necessità di conoscere la genesi del riciclo per non sbagliare ad acquistare il prodotto basandosi, magari, solo sulla convenienza economica della materia prima riciclata rispetto a quella vergine che gli viene offerta. Diciamo, in linea di principio, che anche nel campo dell’LDPE riciclato ci sono famiglie di prodotto attraverso le quali si possono produrre alcuni articoli e, di conseguenza, non se ne possono produrre altre se si vuole ottenere sempre un buon risultato tecnico ed estetico sull’articolo finito da immettere sul mercato. Le macro famiglie si possono distinguere in tre aree: • LDPE riciclato da post consumo • LDPE riciclato post consumo industriale • LDPE riciclato post industriale Il granulo in LDPE da post consumo viene prodotto attraverso il processo di riciclo dello scarto della raccolta differenziata, che viene separato, macinato, lavato, densificato ed estruso in granuli. La prima cosa da considerare dei prodotti di questa famiglia è il grado di contaminazione a cui il film lavorato viene sottoposto durante la sua vita, infatti, la raccolta differenziata comporta la mescolazione nei sacchi della raccolta domestica inquinanti, come resti di cibo, oli, grassi, poliaccoppiati di imballi alimentari e molti altri prodotti che, durante le fasi di raccolta, solidarizzano con il film da riciclare creando un problema di qualità a valle del processo. Inoltre, durante la separazione meccanica, può capitare che parti di altre plastiche rimangano all’interno del flusso dell’LDPE da riciclare creando un altro filone di contaminazione nel processo di produzione del granulo. I sistemi di riciclo meccanico contemplano il lavaggio del materiale selezionato ma, spesso, questo non è sufficiente per ridurre la presenza di plastiche diverse dall’LDPE e lo scioglimento e il distaccamento di parti non plastiche presenti sul prodotto da lavare. Queste contaminazioni possono creare diverse problematiche nella produzione del film: • Odori pungenti nel prodotto finito • Fragilità al taglio dovuta alla presenza di polipropilene • Grumi non fusi nella fase di estrusione con la conseguente puntinatura del film • Irregolarità della superficie del film dovuta alla degradazione delle impurità nella fase di estrusione • Inconsistenza del film dovuta all’eccessiva presenza di gas all’interno del granulo causata dalla degradazione del materiale estruso • Difficoltà di creare una bolla regolare a seguito della possibile degradazione del polimero in fase di soffiaggio per la presenza dei problemi sopra elencati. L’uso che normalmente si fa del granulo in LDPE da post consumo da raccolta differenziata è riservato a sacchi per la spazzatura di spessore non inferiore agli 100-120 micron, di colori scuri, in cui il possibile odore, la puntinatura del film e la possibile fragilità al taglio sono dai clienti tollerati a fronte di un prezzo competitivo. Un’altra applicazione sono i teli da copertura provvisoria, normalmente neri, con spessori da 140 a 300 micron in cui le impurità presenti nei granuli si diluiscono negli spessori generosi del film. Il granulo da post consumo industriale è un prodotto molto vicino alla categoria del post industriale che vediamo successivamente, in quanto l’input del materiale non viene dalla raccolta differenziata ma esclusivamente dalla raccolta degli imballi industriali, dei supermercati e del settore del commercio, i cui film da imballo non vengono in alcun modo contaminati da sostanze nocive per il riciclo. Una volta raccolti questi film vengono divisi per colore, macinati lavati, densificati ed estrusi in granuli adatti alla produzione di films.Quali sono i vantaggi di questo flusso:• Materiale non contaminato da rifiuti organici o liquidi industriali • Selezionato per colore • Selezionato per tipologia di plastica • Normalmente soggetto al primo riciclo • Non contiene poliaccoppiati da packaging alimentare La produzione di film con questa tipologia di materiale permette la realizzazione di spessori molto sottili, a partire da 20 micron, utilizzando al 100% il granulo riciclato. Il film rimane elastico, le saldature non si aprono in quanto non si realizza l’influenza negativa della presenza di PP come nel post consumo, non presenta odori sgradevoli, si possono realizzare film trasparenti, anche se si parte da un granulo non trasparente, o film di colorati aggiungendo del master. Esiste anche una versione adatta alla produzione di film nero, dedicato principalmente ai sacchetti per l’immondizia con spessori da 20 a 100 micron o ai teli da copertura per l’edilizia in cui è richiesto un buon grado di resistenza allo strappo. Il granulo post industriale neutro proviene normalmente da scarti di lavorazione di film neutri che vengono raccolti e divisi per colore, macinati e nuovamente estrusi in granuli per la produzione. Un’altra tipologia di LDPE post industriale è caratterizzata dall’utilizzo di scarti delle lavorazioni del polimero delle industrie petrolchimiche, che vengono compattati in blocchi o barre, per poi essere macinati o polverizzati e riutilizzati come materia prima in fase di estrusione dei granuli. Questo tipo di LDPE riciclato è molto simile ad un polimero vergine, sia per caratteristiche meccaniche che di trasparenza nella produzione del film. Non ha odori, non ha alterazioni di colore, si può miscelare con la materia prima vergine, se richiesto e conserva ottime caratteristiche meccaniche e di qualità nella superficie. Articoli correlati:LDPE RICICLATO DA POST CONSUMO: 60 TIPOLOGIE DI ODORI OSTACOLANO LA VENDITALDPE DA POST CONSUMO. COME RIDURRE LE IMPERFEZIONI. EBOOK Categoria: notizie - tecnica - plastica - riciclo - LDPE - film plastici - post consumoVedi maggiori informazioni sul riciclo dell'LDPE
SCOPRI DI PIU' Automazione Spinta nelle Fasi di Fine Linea: Pallettizzazione, Avvolgimento e Etichettatura Intelligente per l'Eccellenza Logistica
Automazione Spinta nelle Fasi di Fine Linea: Pallettizzazione, Avvolgimento e Etichettatura Intelligente per l'Eccellenza LogisticaOttimizza la fine linea con soluzioni integrate di pallettizzazione, avvolgimento e etichettatura smart per l'efficienza logistica e la riduzione dei costidi Marco ArezioNel panorama manifatturiero e logistico odierno, l'efficienza operativa non è più solo un obiettivo, ma un imperativo categorico per sostenere la competitività e garantire la redditività. Mentre l'automazione ha ormai permeato gran parte della catena di produzione, le fasi di fine linea – che includono la pallettizzazione, l'avvolgimento e l'etichettatura – rappresentano ancora un'area con un potenziale significativo di ottimizzazione. Qui, l'implementazione di soluzioni integrate e intelligenti può fare la differenza. Questo articolo si propone di esplorare le più recenti innovazioni in questo ambito, fornendo spunti tecnici e suggerimenti concreti per operatori esperti del settore, offrendo una visione approfondita su come trasformare queste fasi critiche in veri e propri centri di valore aggiunto. Il Valore Trasformativo dell'Automazione Spinta nella Fine Linea Tradizionalmente, le operazioni di fine linea sono state caratterizzate da un'alta intensità di manodopera, rendendole intrinsecamente soggette a errori umani e, troppo spesso, colli di bottiglia che impattano negativamente sulla velocità di throughput e sull'integrità del prodotto. L'automazione spinta in queste fasi non si limita a sostituire il lavoro manuale; essa introduce un livello di precisione, ripetibilità e tracciabilità ineguagliabile. Le soluzioni integrate, in particolare, garantiscono un flusso continuo e armonizzato dal momento in cui il prodotto lascia la linea di produzione fino alla sua preparazione per la spedizione, minimizzando i tempi morti e massimizzando l'efficienza complessiva del processo. Questa sinergia tra le diverse fasi non è un semplice miglioramento incrementale, ma una vera e propria riorganizzazione del paradigma operativo. La Pallettizzazione Robotizzata: Oltre il Semplice Spostamento L'evoluzione della pallettizzazione robotizzata ha superato di gran lunga la semplice movimentazione di carichi. I moderni sistemi di pallettizzazione sono veri e propri centri di intelligenza operativa, equipaggiati con sistemi di visione artificiale 2D e 3D che consentono il riconoscimento in tempo reale di forme e dimensioni eterogenee. Questa capacità permette la creazione dinamica di schemi di pallettizzazione ottimizzati, non solo per la stabilità del carico ma anche per la massimizzazione dello spazio di carico su pallet e mezzi di trasporto. L'integrazione con il sistema MES (Manufacturing Execution System) o ERP (Enterprise Resource Planning) è a questo punto cruciale, in quanto abilita una gestione dinamica degli SKU (Stock Keeping Unit) e un adattamento flessibile alle diverse esigenze di produzione e alle mutevoli richieste del mercato. Per un operatore esperto, le considerazioni tecniche chiave nell'adozione di tali sistemi includono: Algoritmi di ottimizzazione avanzati: Non si tratta solo di impilare, ma di utilizzare algoritmi sofisticati per il pattern generation che tengano conto di variabili complesse come il centro di gravità del carico, la resistenza alla compressione dei materiali di imballaggio e i requisiti di trasporto specifici (che siano camion, container o spedizioni intermodali). Questo approccio garantisce la massima stabilità e l'efficienza volumetrica. Collaborazione Uomo-Robot (Co-bot): Laddove la flessibilità è fondamentale o l'interazione umana è ancora necessaria, l'utilizzo di robot collaborativi (co-bot) sta diventando una prassi consolidata. Questi sistemi lavorano fianco a fianco con gli operatori, garantendo al contempo la sicurezza e mantenendo elevati standard di efficienza e produttività. Sistemi di presa intelligenti e adattivi: La ricerca e lo sviluppo si concentrano sulla selezione e implementazione di pinze multiuso o facilmente riconfigurabili. La loro capacità di gestire un'ampia varietà di prodotti, dai sacchi alle scatole di diverse dimensioni e pesi, con estrema precisione e delicatezza, è fondamentale per evitare danni e garantire l'integrità del prodotto. L'Avvolgimento Intelligente: Protezione Ottimizzata e Consumo Sostenibile L'avvolgimento del pallet con film estensibile è una fase critica per la protezione del prodotto durante il trasporto e lo stoccaggio, un'assicurazione contro danni e spostamenti. Le macchine avvolgitrici intelligenti di nuova generazione vanno ben oltre il semplice avvolgimento meccanico. Sono equipaggiate con sensori avanzati e controlli PLC (Programmable Logic Controller) sofisticati che permettono di: Regolare dinamicamente la pre-stiro e la forza di avvolgimento: Questa capacità di adattamento è rivoluzionaria. La macchina è in grado di calibrare l'avvolgimento in base alla tipologia del carico, al suo peso specifico e alle sue dimensioni, ottimizzando in modo significativo il consumo di film e garantendo al contempo una stabilità ottimale del pallet. Il risultato diretto è una drastica riduzione dei costi del materiale e un minore impatto ambientale, rispondendo anche alle crescenti esigenze di sostenibilità. Monitoraggio in tempo reale del consumo di film: L'integrazione con sistemi SCADA (Supervisory Control and Data Acquisition) consente un'analisi dettagliata e granulare del consumo di film, permettendo di prevenire sprechi e identificare aree di ulteriore ottimizzazione. Funzionalità di avvolgimento selettivo: Questi sistemi sono in grado di applicare strati extra di film solo nei punti critici del carico per una maggiore protezione, o di lasciare finestre strategiche per la scansione di codici a barre post-avvolgimento, mantenendo l'accessibilità delle informazioni. Per i professionisti del settore, è ormai imprescindibile considerare l'adozione di sistemi che supportano la diagnostica predittiva per la manutenzione delle macchine avvolgitrici. Questo approccio proattivo permette di minimizzare i tempi di inattività non pianificati, un fattore critico per il mantenimento dell'efficienza operativa. Etichettatura Intelligente: La Chiave per una Tracciabilità Avanzata e Infallibile L'etichettatura è la spina dorsale della tracciabilità e dell'identificazione dei prodotti lungo l'intera supply chain. Le soluzioni di etichettatura intelligente integrate nella fine linea non si limitano alla semplice stampa e applicazione; esse offrono funzionalità che amplificano in modo esponenziale la capacità di gestione e controllo. Parliamo di: Sistemi di stampa e applicazione "Print & Apply" on-demand: La capacità di generare e applicare etichette con dati variabili (come numero di lotto, data di scadenza, codici seriali univoci) in tempo reale è un punto di svolta. Questa funzionalità elimina la necessità di pre-stampa, riducendo drasticamente gli errori e la gestione di stock di etichette, oltre a garantire la massima attualità delle informazioni. Integrazione profonda con sistemi WMS (Warehouse Management System): La sincronizzazione automatica dei dati delle etichette con le informazioni di magazzino è fondamentale per una gestione accurata delle scorte, un picking efficiente e spedizioni senza errori. Questo livello di integrazione rende il magazzino un'entità dinamica e reattiva. Etichette RFID (Radio-Frequency Identification) e codici 2D (QR, Data Matrix): L'implementazione di queste tecnologie avanzate permette una maggiore densità di informazioni e una scansione più rapida e affidabile. Ciò abilita una tracciabilità granulare, dal singolo articolo fino al pallet completo, fornendo una visione end-to-end della catena di fornitura. Verifica automatica delle etichette: Sistemi di visione sofisticati leggono e validano le etichette appena applicate, assicurando la leggibilità e la correttezza dei dati prima che il prodotto lasci la linea. Questo elimina a monte potenziali problemi di non conformità o di spedizioni errate. L'adozione di queste tecnologie consente di migliorare drasticamente la conformità normativa, ridurre i costi associati ai richiami di prodotti e ottimizzare in modo significativo i processi di inventario. L'Imperativo dell'Integrazione e della Connettività La vera forza delle soluzioni di automazione spinta nelle fasi di fine linea risiede nella loro integrazione sistemica. Pallettizzatori, avvolgitori ed etichettatrici devono comunicare e operare come un unico sistema coerente, non come isole separate di automazione. Questo richiede un'architettura tecnologica robusta e ben pianificata: Protocolli di comunicazione standardizzati e aperti: L'utilizzo di standard industriali come Profinet, EtherNet/IP o OPC UA è essenziale per garantire una comunicazione fluida e senza interruzioni tra le diverse macchine e i sistemi di livello superiore (MES, ERP, WMS). Questi protocolli sono il linguaggio comune che permette ai vari componenti di lavorare in armonia. Software di orchestrazione e controllo centralizzato: Piattaforme software avanzate che gestiscono e monitorano l'intero processo di fine linea sono cruciali. Queste piattaforme non solo forniscono dati in tempo reale sulle prestazioni e sulla diagnostica, ma anche sul consumo di materiali, permettendo una gestione proattiva e informata. Analisi dei dati (Big Data Analytics) e Intelligenza Artificiale: La raccolta e l'analisi dei dati generati da queste macchine intelligenti sono una miniera d'oro. Permettono di identificare tendenze, prevedere guasti prima che si verifichino (manutenzione predittiva), ottimizzare i cicli di lavoro e migliorare continuamente l'efficienza operativa attraverso insight basati sui dati. Considerazioni Strategiche per un'Implementazione di Successo Per i managers e gli operatori esperti, l'implementazione di queste soluzioni non è solo un acquisto di macchinari, ma un vero e proprio progetto strategico che va ben oltre l'investimento iniziale. È fondamentale adottare un approccio olistico e considerare attentamente i seguenti aspetti: Analisi ROI (Return On Investment) dettagliata e multifattoriale: Valutare i benefici non solo in termini di risparmi sulla manodopera, ma anche e soprattutto i vantaggi derivanti dalla riduzione degli sprechi, dall'aumento della qualità del prodotto finito, dalla diminuzione dei danni durante il trasporto e dall'accelerazione complessiva dei tempi di ciclo. Il ROI va calcolato su un orizzonte temporale ampio, includendo anche i benefici intangibili legati alla reputazione e alla soddisfazione del cliente. Investimento nella formazione del personale: L'introduzione di tecnologie avanzate richiede un pari investimento nella crescita delle competenze del personale. La formazione degli operatori per la gestione quotidiana, la manutenzione preventiva e predittiva e la programmazione dei nuovi sistemi automatizzati è un fattore critico di successo. Scalabilità e flessibilità architetturale: La scelta di soluzioni deve essere lungimirante. È cruciale optare per sistemi che possano adattarsi a futuri aumenti di volume della produzione o a cambiamenti nelle tipologie di prodotto, garantendo un investimento a prova di futuro e proteggendo il capitale investito. Sicurezza come priorità assoluta: Assicurare che tutti i sistemi automatizzati siano progettati e implementati in stretta conformità con le più rigorose normative di sicurezza vigenti (ad esempio, le direttive macchine e le norme ISO pertinenti). La protezione del personale e delle attrezzature è un prerequisito non negoziabile. Conclusione L'automazione spinta nelle fasi di fine linea non è più un'opzione discutibile, ma una necessità impellente per le aziende che aspirano all'eccellenza logistica e intendono mantenere un vantaggio competitivo nel mercato globale. L'integrazione intelligente di sistemi di pallettizzazione robotizzata avanzata, avvolgimento ottimizzato ed etichettatura smart rappresenta un passo fondamentale verso una produzione intrinsecamente più efficiente, più sicura e significativamente più sostenibile. Adottando un approccio proattivo e investendo strategicamente in queste tecnologie all'avanguardia, gli operatori del settore non solo possono ottimizzare le proprie operazioni in modo radicale, ma anche posizionarsi strategicamente per affrontare e vincere le sfide future di un mercato in continua evoluzione. Quali sono le prossime sfide che la vostra organizzazione intende affrontare nell'ottimizzazione e automazione delle fasi di fine linea per elevare ulteriormente l'efficienza logistica?© Riproduzione Vietata
SCOPRI DI PIU' Lubrificazione Industriale: Fondamenti, Applicazioni e Confronto tra Prodotti
Lubrificazione Industriale: Fondamenti, Applicazioni e Confronto tra ProdottiCome la scelta del giusto lubrificante può ottimizzare l'efficienza delle macchine, prolungarne la vita utile e ridurre i costi operatividi Marco ArezioLa lubrificazione industriale rappresenta un aspetto cruciale per il buon funzionamento e la longevità delle macchine e degli impianti industriali. L'uso corretto dei lubrificanti non solo riduce l'attrito e l'usura, ma contribuisce anche al miglioramento dell'efficienza energetica e alla prevenzione dei guasti. Questo articolo illustrerà le caratteristiche dei lubrificanti industriali, i loro usi nelle diverse macchine, l'efficacia dei prodotti disponibili sul mercato e offrirà un confronto tra diverse tipologie di lubrificanti. Caratteristiche dei Lubrificanti Industriali I lubrificanti industriali sono formulati per rispondere a specifiche esigenze operative, includendo una serie di caratteristiche chiave: Viscosità: La viscosità è una misura della resistenza del fluido allo scorrimento. È fondamentale scegliere un lubrificante con la giusta viscosità per garantire una pellicola protettiva adeguata tra le superfici in movimento. Stabilità Termica: I lubrificanti devono mantenere le loro proprietà anche a temperature elevate per evitare la degradazione e garantire una lubrificazione costante. Resistenza all'Ossidazione: La capacità di resistere all'ossidazione è cruciale per prevenire la formazione di depositi e acidi che possono danneggiare le superfici metalliche. Protezione dalla Corrosione: I lubrificanti devono proteggere le superfici metalliche dalla corrosione causata da umidità e altri agenti corrosivi. Proprietà Antiusura: La presenza di additivi antiusura riduce il contatto diretto tra le superfici metalliche, prolungando la vita delle componenti meccaniche. Compatibilità con i Materiali: È essenziale che il lubrificante sia compatibile con i materiali di guarnizioni e tenute per evitare perdite e malfunzionamenti. Usi dei Lubrificanti nelle Diverse Macchine Macchine Utensili Le macchine utensili come torni, fresatrici e trapani richiedono lubrificanti specifici per garantire precisione e durata. I lubrificanti per macchine utensili devono possedere elevate proprietà antiusura e antiattrito, oltre a una buona stabilità termica e resistenza all'ossidazione. Sistemi Idraulici I lubrificanti utilizzati nei sistemi idraulici devono garantire un'efficienza operativa ottimale e prevenire la formazione di depositi. È fondamentale che abbiano un'elevata resistenza all'ossidazione e proprietà anti-schiuma per assicurare una trasmissione della potenza fluida senza interruzioni. Compressori I compressori necessitano di lubrificanti che possano operare efficacemente in condizioni di alta pressione e temperatura. Devono avere eccellenti proprietà antiusura e capacità di dissipazione del calore, oltre a mantenere la pulizia interna per prevenire la formazione di depositi. Cuscinetti La lubrificazione dei cuscinetti è essenziale per ridurre l'attrito e l'usura. I lubrificanti per cuscinetti devono offrire una pellicola protettiva stabile, resistenza all'acqua e alle sostanze chimiche, oltre a proprietà antiusura e antiattrito. Sistemi di Trasmissione I lubrificanti per sistemi di trasmissione, come ingranaggi e trasmissioni a catena, devono avere elevate proprietà di carico e resistenza alla pressione estrema. Devono anche fornire protezione dalla corrosione e resistenza all'ossidazione. Efficacia dei Prodotti L'efficacia dei lubrificanti industriali dipende da diversi fattori, tra cui la qualità degli additivi utilizzati, la compatibilità con le condizioni operative specifiche e la manutenzione regolare del sistema di lubrificazione. I prodotti di alta qualità offrono una protezione superiore contro l'usura e la corrosione, migliorano l'efficienza energetica e riducono i tempi di inattività dovuti a guasti meccanici. Confronto tra Diverse Tipologie di Lubrificanti Oli Minerali Gli oli minerali sono tra i lubrificanti più comunemente utilizzati grazie alla loro disponibilità e costo relativamente basso. Tuttavia, possono avere limitazioni in termini di stabilità termica e resistenza all'ossidazione rispetto ad altri tipi di lubrificanti. Oli Sintetici Gli oli sintetici offrono una serie di vantaggi rispetto agli oli minerali, tra cui una migliore stabilità termica, resistenza all'ossidazione e capacità di operare in un ampio intervallo di temperature. Sono ideali per applicazioni in cui le condizioni operative sono particolarmente gravose. Lubrificanti Biodegradabili I lubrificanti biodegradabili sono formulati per ridurre l'impatto ambientale. Sono particolarmente indicati per applicazioni in cui c'è il rischio di fuoriuscite nell'ambiente. Sebbene possano avere un costo superiore rispetto ai lubrificanti convenzionali, offrono vantaggi significativi in termini di sostenibilità ambientale. Grassi Lubrificanti I grassi lubrificanti sono utilizzati in applicazioni in cui è necessario un lubrificante che rimanga in posizione e fornisca una protezione a lungo termine. Sono particolarmente utili per cuscinetti e altre componenti che operano in condizioni di carico elevato e basse velocità. Conclusione La scelta del lubrificante giusto è fondamentale per garantire l'efficienza e la longevità delle macchine industriali. Ogni tipo di lubrificante ha le proprie caratteristiche e vantaggi, e la selezione dovrebbe essere basata sulle specifiche esigenze operative. La corretta manutenzione dei sistemi di lubrificazione, unita all'uso di prodotti di alta qualità, può portare a significativi risparmi in termini di costi di manutenzione e tempi di inattività, migliorando al contempo la sostenibilità operativa.
SCOPRI DI PIU' Come Viene Formato un Flacone in Plastica Riciclata
Come Viene Formato un Flacone in Plastica RiciclataEstrusione del polimero riciclato, formazione del parison, soffiaggio del flacone e distacco delle materozzedi Marco ArezioI flaconi dei prodotti per la pulizia della casa o per i liquidi industriali, realizzati in plastica riciclata, comprati abitualmente nei negozi, hanno avuto una grandissima diffusione negli ultimi anni, andando a sostituire progressivamente quelli in vetro e in metallo. Sono senza dubbio più leggeri, hanno un costo di produzione più basso e sono facilmente riciclabili con un impatto ambientale inferiore ad altri imballi per liquidi. Un flacone prodotto con la platica riciclata può essere prodotto, usato, riciclato e riusato per un numero elevato di volte con un consistente risparmio di materie prime naturali. Ma ci siamo mai chiesti come viene prodotto un flacone di detersivo in plastica? L’industria del riciclo ha fatto enormi passi avanti creando granuli in HDPE, il polimero principe per i flaconi dei prodotti liquidi per la pulizia della casa, sempre più performanti e puliti, che possono essere impiegati al 100% almeno fino ad un volume di 5 litri di prodotto. Questi polimeri provengono principalmente dal riciclo dei flaconi degli stessi detersivi, attraverso un attento lavoro di selezione del rifiuto raccolto e una serie di operazioni di miglioramento della materia prima seconda, che permette la creazione di un altro flacone dagli spessori di pochi micron. Per poter produrre un falcone in HDPE riciclato, oltre al polimero, dobbiamo disporre di un impianto di estrusione e soffiaggio dell’imballo. Questi impianti sono composti, in modo molto schematico, da un alimentatore in cui si metterà il polimero di HDPE in granuli, un estrusore che avrà il compito di sciogliere il granulo plastico creando un fuso modellabile, un filtro che avrà il compito, specialmente se si utilizza un HDPE riciclato da post consumo, di ridurre al massimo eventuali inquinanti presenti nel polimero ed infine uno stampo in cui avviene la formazione del flacone. Sorvolando sulla prima parte del processo di estrusione, argomento già trattato in un articolo precedente, vediamo cosa succede nel processo di produzione a valle dell’estrusione. L’HDPE fuso dall’estrusore sarà incanalato in un impianto atto alla produzione di una lingua di materiale plastico, detto parison, che costituirà la materia prima per il nostro futuro flacone. Una volta regolata la quantità di materiale che costituisce il parison, le due parti dello stampo si chiuderanno fra loro imprigionandolo. A questo punto verrà insufflata dell’aria all’interno del parison, che gonfierà il materiale sulle pareti dello stampo creando e raffreddando il flacone. La forza con cui viene immessa l’aria non è, generalmente, superiore a 10 Bar, permettendo una corretta formazione del prodotto all’interno dello stampo, ma la durata di soffiatura dipende dalla dimensione volumetrica del flacone da realizzare. Essendo questo processo il più lungo rispetto ai precedenti, è possibile ottimizzare le tempistiche utilizzando, per esempio, il ricambio dell’aria di soffiaggio per permettere una più veloce fase di raffreddamento del prodotto all’interno dello stampo. Come in tutte le operazioni di stampaggio, anche nella produzione dei flaconi è possibile che si creino delle materozze intorno al flacone grezzo, che un tempo venivano tolte a mano. Attualmente le soffiatrici dispongono di appostiti taglienti che, in modo automatico, rifilano le eccedenze di plastica presenti sui flaconi, velocizzando notevolmente il lavoro. Una volta formato il flacone, un nastro trasportatore lo indirizzerà ad un altro impianto di soffiatura automatico che avrà il compito, attraverso l’insufflazione di aria al suo interno, di verificare che non vi siano imperfezioni costruttive, come dei fori, che ne comprometterebbe la tenuta una volta riempiti di prodotto. Superata questa fase di controllo il flacone potrà essere idoneo alla successiva fase di riempimento con i detersivi o gli altri liquidi da commercializzare. Categoria: notizie - tecnica - plastica - riciclo - produzione - soffiaggio - flacone - HDPE
SCOPRI DI PIU' Analisi Spettrale delle Vibrazioni: Diagnostica dei Cuscinetti e degli Ingranaggi per i Trituratori per Metalli e RAEE
Analisi Spettrale delle Vibrazioni: Diagnostica dei Cuscinetti e degli Ingranaggi per i Trituratori per Metalli e RAEEIdentifica difetti specifici (pista, elemento volvente, dente rotto) in componenti critici con l'interpretazione avanzata degli spettri di frequenza I trituratori per metalli e RAEE (Rifiuti da Apparecchiature Elettriche ed Elettroniche) sono autentiche bestie da soma dell'industria moderna. Progettati per demolire materiali tenaci, operano in condizioni estreme, gestendo carichi d'urto elevati e un ambiente intrinsecamente abrasivo. In questo scenario così impegnativo, l'affidabilità di componenti cruciali come cuscinetti e ingranaggi non è semplicemente desiderabile: è fondamentale. Un loro guasto improvviso può tradursi in fermi macchina prolungati, perdite di produzione ingenti e costi di riparazione esorbitanti. È qui che l'analisi spettrale delle vibrazioni non è solo un'opzione, ma uno strumento diagnostico insostituibile, capace di svelare lo stato di salute di queste componenti critiche ben prima che un cedimento catastrofico diventi realtà. Le Fondamenta dell'Analisi Spettrale delle Vibrazioni Ogni componente meccanico in movimento emette una "firma" vibratoria unica, un'impronta digitale sonora che ne riflette lo stato operativo. Quando un difetto inizia a insinuarsi e a progredire, questa impronta subisce alterazioni specifiche e, cosa più importante, prevedibili. La spettroscopia di frequenza, il cuore dell'analisi vibrazionale, è la tecnica che ci permette di decifrare questi cambiamenti. Essa scompone il segnale vibratorio grezzo e complesso – un misto di frequenze e ampiezze – in componenti discrete, rivelando l'intensità (ampiezza) della vibrazione a ciascuna frequenza specifica. Questo processo è paragonabile a scomporre un accordo musicale nelle sue singole note: ogni nota rappresenta una frequenza, e la sua "forza" l'ampiezza. Questa capacità di isolare le frequenze ci consente di associare picchi specifici nello spettro a componenti meccaniche precise e, di conseguenza, a potenziali problemi. Nel contesto dei trituratori, l'ambiente operativo è un vero e proprio "inferno" acustico e vibratorio. Le elevate forze d'impatto generate dalla triturazione stessa, unite a un'ampia gamma di frequenze derivanti dal processo, creano un rumore di fondo significativo. Questo rende la distinzione tra i segnali di guasto "veri" e il rumore operativo una sfida notevole. È proprio in questa complessità che l'interpretazione approfondita degli spettri diventa un'arte e una scienza cruciale. Non basta identificare un picco; è necessario capirne il contesto, le relazioni con altre frequenze e la sua evoluzione nel tempo. Decifrare i Segnali: Identificazione dei Difetti Specifici nei Cuscinetti I cuscinetti volventi, con le loro complesse geometrie di piste ed elementi volventi, sono suscettibili a diverse modalità di guasto. Ognuna di esse genera frequenze di guasto caratteristiche quando si sviluppano difetti. Queste frequenze non sono casuali; sono calcolabili con precisione, basandosi sulla geometria specifica del cuscinetto (numero di elementi volventi, diametri delle piste, angolo di contatto) e sulla velocità di rotazione. Danno sulla Pista Esterna (BPFO - Ball Pass Frequency Outer Race): Un difetto sulla pista esterna – la parte stazionaria del cuscinetto, solitamente – si manifesta tipicamente come un picco pronunciato a una frequenza calcolabile, spesso accompagnato da armoniche. Poiché la pista esterna non ruota, ogni volta che un elemento volvente (sfera o rullo) passa sopra il difetto, si genera un impulso vibratorio. Nello spettro, vedremo quindi questa frequenza fondamentale e le sue moltiplicazioni (armoniche). La stabilità di questo picco è un indicatore chiave. Danno sulla Pista Interna (BPFI - Ball Pass Frequency Inner Race): Un difetto sulla pista interna, che ruota con l'albero, produce un'impronta spettrale più complessa. La frequenza fondamentale è calcolabile in modo simile al BPFO. Tuttavia, poiché la pista interna ruota, il punto di contatto tra il difetto e il carico varia continuamente. Questo porta a una modulazione dell'ampiezza del segnale, che si traduce nello spettro in bande laterali (sidebands) attorno alla frequenza BPFI e alle sue armoniche. La spaziatura di queste bande laterali corrisponde alla frequenza di rotazione dell'albero su cui è montato il cuscinetto. La loro presenza è un forte indicatore di un problema sulla pista interna. Danno sull'Elemento Volvente (BSF - Ball Spin Frequency): Un difetto su una singola sfera o un rullo genera una frequenza specifica che può essere più sfuggente da rilevare. Il segnale può apparire e scomparire nello spettro a seconda della posizione dell'elemento danneggiato all'interno del cuscinetto e della sua rotazione. La sua identificazione richiede spesso tecniche di elaborazione avanzate, poiché il segnale è modulato sia dalla rotazione dell'albero che dalla rotazione dell'elemento stesso. La sfida qui è la natura "mobile" del difetto. Danno sulla Gabbia (FTF - Fundamental Train Frequency o Cage Frequency): Un problema alla gabbia, che ha il compito cruciale di mantenere gli elementi volventi equidistanti e impedire il loro attrito reciproco, si manifesta a una frequenza significativamente più bassa rispetto alle altre. Questa frequenza è tipicamente legata alla velocità di rotazione della gabbia stessa. I guasti alla gabbia possono essere particolarmente critici, poiché possono portare rapidamente a un guasto catastrofico del cuscinetto. L'identificazione di questi difetti specifici va ben oltre il semplice calcolo delle frequenze caratteristiche. Richiede un'attenta analisi delle armoniche, delle bande laterali e della forma generale dello spettro. Ad esempio, la presenza di numerose armoniche ad alta ampiezza non solo conferma l'esistenza di un difetto, ma può anche suggerire che il difetto è avanzato o che vi sono problemi concomitanti, come un disallineamento, che stanno esacerbando il danno. L'analisi dell'inviluppo (Envelope Analysis) è una tecnica particolarmente potente per i cuscinetti. Essa si concentra sugli impulsi ad alta frequenza generati dagli impatti dei difetti, demodulandoli per rivelare le frequenze di guasto caratteristiche che altrimenti sarebbero mascherate dal rumore di fondo. Questo è fondamentale nei trituratori, dove le vibrazioni ad alta energia possono rendere difficile la rilevazione diretta dei segnali di difetto. Diagnostica degli Ingranaggi: Svelare la Rottura del Dente Gli ingranaggi nei trituratori sopportano carichi di torsione immensi e sono, di conseguenza, altamente suscettibili a una varietà di difetti, tra cui rotture di denti, pitting (corrosione da fatica), usura generalizzata e problemi di allineamento. L'analisi spettrale si dimostra particolarmente efficace nell'individuare difetti localizzati come la rottura di un dente o la sua grave incrinatura, che altrimenti passerebbero inosservati fino al punto di non ritorno. Frequenze di Ingaggio Denti (GMF - Gear Mesh Frequency): La GMF è la frequenza fondamentale generata dal normale ingranamento dei denti. È il prodotto del numero di denti di un ingranaggio per la sua velocità di rotazione. Ingranaggi sani presentano un picco predominante alla GMF e alle sue armoniche, indicando un ingranamento regolare e uniforme. Difetti dei Denti: Quando un dente è rotto, scheggiato o gravemente danneggiato, l'impatto ripetitivo tra i denti sani dell'ingranaggio accoppiato e il dente danneggiato genera un segnale vibratorio distintivo. Questo si manifesta nello spettro come la comparsa di bande laterali (sidebands) ben definite attorno alla GMF e alle sue armoniche. La chiave per la diagnostica risiede nella spaziatura di queste bande laterali: essa corrisponde esattamente alla velocità di rotazione dell'ingranaggio che presenta il difetto. Ad esempio, se la spaziatura delle bande laterali corrisponde alla frequenza di rotazione dell'ingranaggio condotto, allora il difetto è su quell'ingranaggio. La rottura di un dente può anche indurre un aumento dell'ampiezza a frequenze sub-armoniche della GMF e un aumento significativo dell'energia a bassa frequenza, a causa degli impatti e degli shock che si generano. L'interpretazione accurata richiede l'analisi non solo delle armoniche della GMF e l'identificazione delle bande laterali, ma anche l'osservazione di anomalie nel rumore di fondo o la presenza di frequenze armoniche non correlate alla GMF. La presenza di modulazioni complesse o l'aumento dell'energia vibratoria in bande di frequenza non direttamente associate alla GMF possono indicare problemi più diffusi, come un disallineamento significativo tra gli ingranaggi o un'usura generalizzata delle superfici dei denti. Tecniche avanzate di analisi del segnale, come l'analisi dello spettro di inviluppo per ingranaggi o la demodulazione di fase, possono migliorare drasticamente la capacità di rilevare difetti sui denti anche in presenza di forte rumore. Queste tecniche permettono di isolare i segnali di impatto generati dal difetto, rendendoli più evidenti nello spettro. Oltre lo Spettro: Sfide e Strategie Pratiche per i Trituratori L'ambiente operativo dei trituratori, per sua natura, presenta sfide significative che possono compromettere l'efficacia dell'analisi delle vibrazioni. Il rumore di fondo elevato, le frequenze d'impatto intense generate dal processo di triturazione e la variabilità dei carichi possono facilmente mascherare i segnali deboli ma critici dei difetti nascenti. Per superare questi ostacoli e massimizzare l'efficacia diagnostica, è fondamentale adottare un approccio metodico e sofisticato: Acquisizione Dati di Qualità Superiore: Non si può fare buona analisi con dati scadenti. È imperativo utilizzare accelerometri robusti, con un'ampia banda passante e un'elevata sensibilità, progettati per operare in ambienti industriali severi. Il loro posizionamento è altrettanto critico: devono essere fissati saldamente il più vicino possibile alla componente sotto monitoraggio (ad esempio, sul supporto del cuscinetto o sulla carcassa del riduttore), preferibilmente in più direzioni (verticale, orizzontale, assiale) per catturare tutte le modalità vibratorie. Una frequenza di campionamento adeguata è essenziale per assicurarsi di catturare tutte le frequenze rilevanti, in particolare quelle ad alta frequenza associate ai cuscinetti. La regola di Nyquist, che richiede una frequenza di campionamento almeno doppia rispetto alla frequenza massima di interesse, è un punto di partenza. Tecniche di Elaborazione del Segnale Avanzate: La semplice Trasformata di Fourier Veloce (FFT) potrebbe non essere sufficiente in ambienti così complessi. Come accennato, l'Envelope Analysis è una pietra angolare per la diagnosi dei cuscinetti, permettendo di rivelare gli impulsi ripetitivi che indicano un danno. Per gli ingranaggi, oltre alla ricerca delle bande laterali, tecniche come la analisi del Cepstrum possono essere utili per identificare armoniche ripetitive o "echi" nel segnale, che spesso indicano problemi specifici di ingranamento. La filtratura dinamica e l'uso di finestre di acquisizione appropriate (es. Hanning, Flattop) sono pratiche standard per ridurre il rumore e migliorare la risoluzione dei segnali. Monitoraggio di Tendenza e Baseline: L'analisi di un singolo spettro è come scattare una fotografia: può dare un'idea, ma non racconta una storia. Il vero potere predittivo dell'analisi delle vibrazioni risiede nel monitoraggio di tendenza. Acquisire dati regolarmente e tracciare l'evoluzione delle ampiezze delle frequenze caratteristiche nel tempo permette di identificare un deterioramento progressivo. Un aumento graduale dell'ampiezza a una frequenza specifica è un chiaro indicatore di un difetto in progressione, fornendo il tempo necessario per pianificare un intervento di manutenzione prima che il guasto diventi critico. La creazione di una baseline ("firma" di vibrazione quando la macchina è in condizioni ottimali) è un prerequisito fondamentale per un monitoraggio efficace. Conoscenza Approfondita del Sistema e Contesto Operativo: L'analisi vibrazionale non è un'operazione "plug-and-play". Richiede una comprensione approfondita della cinematica del trituratore, ovvero come si muovono le sue parti, le velocità di rotazione di tutte le componenti (alberi, cuscinetti, ingranaggi), il numero di denti di ogni ingranaggio e le frequenze di risonanza della struttura. Senza queste informazioni, l'interpretazione dello spettro può essere fuorviante. Ad esempio, un picco a una certa frequenza potrebbe essere un difetto di un cuscinetto o semplicemente la frequenza di risonanza di un supporto strutturale. La correlazione dei dati vibrazionali con altre variabili operative, come il carico del motore o il tipo di materiale triturato, può fornire ulteriori indizi sullo stato della macchina. In definitiva, l'analisi spettrale delle vibrazioni, quando eseguita con rigore scientifico, competenza tecnica e supportata da una profonda comprensione delle dinamiche dei macchinari e delle tecniche di elaborazione del segnale, si eleva a strumento diagnostico di valore inestimabile per la manutenzione predittiva nei trituratori per metalli e RAEE. La sua capacità di intercettare i difetti su cuscinetti e ingranaggi nelle loro fasi iniziali – quando sono ancora "piccoli" e gestibili – trasforma costosi e imprevedibili fermi macchina non pianificati in interventi di manutenzione programmata, con benefici tangibili in termini di efficienza operativa, sicurezza e una drastica riduzione dei costi di gestione. È un investimento che ripaga ampiamente, trasformando la diagnostica da reattiva a proattiva.© Riproduzione Vietata
SCOPRI DI PIU' Ottimizzazione dell'Estrusione di un Film Multistrato
Ottimizzazione dell'Estrusione di un Film MultistratoStrategie e Parametri per Migliorare Efficienza e Qualità nella Produzione di Film anche con Polimeri Riciclatidi Marco ArezioLa produzione di film multistrato tramite estrusione soffiata è una tecnologia chiave nel settore degli imballaggi, utilizzata per creare materiali ad alte prestazioni con caratteristiche uniche come barriera, resistenza meccanica e trasparenza. L’ottimizzazione dei parametri di processo è fondamentale per migliorare la qualità del prodotto finito, ridurre gli sprechi e massimizzare l'efficienza produttiva. Questo articolo esplora i metodi più avanzati per ottimizzare l’estrusione di film multistrato, basandosi su ricerche e pratiche industriali attuali. Comprendere la Dinamica del Processo di Estrusione Il processo di estrusione di film multistrato prevede la fusione di polimeri diversi, anche riciclati, che vengono combinati per formare strati distinti. Ogni strato è progettato per svolgere una funzione specifica, come protezione dagli agenti esterni o miglioramento della resistenza. La qualità del prodotto finale dipende dalla corretta regolazione dei parametri chiave, tra cui: Temperatura del cilindro: Influisce sulla fusione e sull’omogeneità del materiale. Velocità di estrusione: Determina lo spessore dei vari strati. Rapporto di soffiaggio (BUR, Blow-Up Ratio): Influisce sulla stabilità del film e sulle sue proprietà meccaniche. Un controllo preciso di questi parametri è essenziale per evitare difetti come la delaminazione, le bolle d’aria o uno spessore irregolare. Scelta dei Materiali Polimerici La selezione dei polimeri è un aspetto critico nell'estrusione di film multistrato. Materiali come il polietilene (PE), il polipropilene (PP) e l’etilene vinil alcol (EVOH) vengono spesso combinati per ottenere un equilibrio ottimale tra costo, lavorabilità e prestazioni. La compatibilità tra i polimeri è cruciale per garantire una buona adesione tra gli strati. Additivi e agenti compatibilizzanti possono essere utilizzati per migliorare l'interfaccia tra materiali non compatibili. Ottimizzazione della Testa di Estrusione La testa di estrusione è il cuore del sistema di estrusione soffiata. Il design della testa influisce direttamente sulla distribuzione dello spessore del film e sulla qualità degli strati. Le tecnologie moderne offrono teste di estrusione con controllo automatico dello spessore, che utilizzano sensori per monitorare continuamente il processo e apportare regolazioni in tempo reale. Controllo della Stabilità del Film Il mantenimento della stabilità del film durante il processo di raffreddamento è essenziale per garantire uniformità e ridurre i difetti. La stabilità può essere migliorata ottimizzando: Flusso d’aria del sistema di raffreddamento: Per garantire un raffreddamento uniforme. Tensionamento del film: Per evitare deformazioni durante l’avvolgimento. Geometria della bolla: Per prevenire il collasso o le pieghe. Estrusione con PE o PP Riciclato da Scarti Post Consumo L’uso di polietilene (PE) o polipropilene (PP) riciclato da scarti post consumo presenta specifiche sfide tecniche che richiedono attenzioni particolari durante l’estrusione di un film in bolla. Tra i principali aspetti da considerare: Qualità del materiale riciclato: Assicurarsi che il materiale sia adeguatamente pulito e decontaminato per evitare difetti nel film. Proprietà del materiale: Il materiale riciclato può presentare una variabilità nelle proprietà meccaniche e termiche, che devono essere attentamente monitorate e compensate durante il processo. Impostazioni della temperatura: La fusione del materiale riciclato richiede temperature controllate con precisione per evitare degrado termico o formazione di gel. Additivi: L’aggiunta di stabilizzanti termici o modificatori di processo può migliorare la lavorabilità e le proprietà del film finito. Compatibilità: In caso di miscele di materiali riciclati, è fondamentale garantire una buona compatibilità tra le componenti per evitare problemi di adesione o uniformità. Test di qualità: Monitorare costantemente lo spessore, la trasparenza e la resistenza meccanica del film prodotto per garantire conformità agli standard richiesti. Monitoraggio e Automazione I sistemi di automazione e monitoraggio avanzati stanno rivoluzionando l'industria dell'estrusione. L’utilizzo di sensori e software per il controllo del processo consente di rilevare rapidamente le anomalie e ottimizzare i parametri in tempo reale. Questi sistemi migliorano non solo la qualità del film ma anche l'efficienza complessiva, riducendo al minimo i tempi di inattività e gli scarti. Manutenzione Preventiva La manutenzione regolare delle apparecchiature è essenziale per mantenere prestazioni ottimali. Gli operatori dovrebbero ispezionare periodicamente componenti critici come la vite, il cilindro e la testa di estrusione per prevenire problemi legati all'usura o all'accumulo di materiali. Tra le attività consigliabili: Pulizia della vite e del cilindro: Per evitare accumuli di residui. Controllo delle resistenze: Per garantire una distribuzione uniforme del calore. Lubrificazione: Per ridurre l’usura delle parti mobili. Ispezione della testa di estrusione: Per verificare l’assenza di blocchi o danni. Sostituzione dei filtri: Per assicurare un flusso costante del materiale. Conclusione L'ottimizzazione dell'estrusione di film multistrato richiede una combinazione di conoscenza tecnica, tecnologia avanzata e una gestione accurata dei materiali e dei processi. Le aziende che investono in attrezzature moderne e nella formazione del personale possono beneficiare di una maggiore efficienza produttiva, di una qualità superiore del prodotto e di una riduzione dei costi operativi.© Riproduzione Vietatafoto wikimedia
SCOPRI DI PIU' Elettricità Statica dei Polimeri: Dove si Forma e Come Prevenirla
Elettricità Statica dei Polimeri: Dove si Forma e Come PrevenirlaNella lavorazione dei polimeri riciclati ci siamo spesso imbattuti nel problema della formazione dell’elettricità staticadi Marco ArezioLa formazione di questa carica, durante le fasi di riciclo dei polimeri plastici, può causare un cattivo funzionamento della miscelazione tra la materia prima e gli additivi o coloranti, oppure un pericolo per i lavoratori che si avvicinano ai miscelatori, tramogge, nastri trasportatori ed essiccatori. Il movimento del polimero, in condizioni ambientali in cui vi sia una bassa percentuale di umidità, uno scorrimento e contatto dei granuli tra loro e lungo le pareti delle macchine che li contengono, possono generare elettricità statica, di intensità diversa in base al percorso che il polimero ha condotto e alle ambientali condizioni esterne. La presenza di cariche statiche può portare ad una miscelazione dei componenti anomala, infatti può succedere che si verifichino delle separazioni tra i granuli di polimero e quelli colorati, questo a causa della diversa carica elettrostatica che assorbono. Questa separazione indotta potrebbe aumentare la presenza dei granuli, che assorbono la stessa carica, verso le pareti delle tramogge o dei tubi di alimentazione o delle bocche di scarico. Il fenomeno si accentua quando abbiamo un granulo correttamente essiccato o la presenza di un’umidità dell’aria contenuta, infatti, con una maggiore umidità, l'acqua, che è polare, dissipa la carica. Un classico esempio nella nostra vista lo puoi vedere in casa, quando generi elettricità statica camminando su un tappeto in presenza di una bassa umidità dell’aria. Gli umidificatori aggiungono acqua all'aria e riducono al minimo l'accumulo di elettricità statica. La soluzione del problema vede due fattori concomitanti: • Assicurarsi che le macchine che trasportano, lavorano ed essiccano il polimero abbiano un corretto impianto di dispersione delle cariche elettriche.• Per quanto riguarda il polimero in produzione è consigliabile utilizzare un additivo antistatico, che ha la funzione di interrompere l’accumulo di elettro-staticità tra i diversi granuli, permettendo un trasporto e una miscelazione senza problemi. Sul mercato sono presenti numerosi additivi che risolvono il problema in modo facile, economico ed efficiente, senza influenzare le proprietà dei polimeri. Ad per esempio il Polietilenglicole 400 da miscelare in quantità molto ridotta (0,010%), ha un costo economico e una resa soddisfacente. Categoria: notizie - tecnica - plastica - riciclo - elettricità statica - produzione - polimeri
SCOPRI DI PIU' La Corretta Manutenzione di un Dosatore Gravimetrico
La Corretta Manutenzione di un Dosatore GravimetricoIl controllo e gli interventi programmati possono mantenere in efficienza il dosatore per le materie plastichedi Marco ArezioIl dosatore gravimetrico è una macchina estremamente utile nella lavorazione delle materie plastiche in quanto, in modo automatico, dosa e rilascia la quantità prestabilita di materiale all’interno degli estrusori o delle presse ad iniezione. I dosatori gravimetrici possono lavorare sia con i granuli, che con i macinati che con le polveri, permettendo un preciso comportamento all’interno del compound che si vuole preparare. Ma, essendo un impianto meccanico, è soggetto ad una normale usura e, quindi, è necessario programmare in modo preciso gli intervalli di manutenzione e controllo delle sue parti, per evitare rotture o pesature errate, che comporterebbero un dispendio economico elevato se il prodotto finale risultasse non conforme. Inoltre, un miscelatore gravimetrico mal funzionante può comportare un dispendioso uso e consumo di additivi senza ragione. In linea generale possiamo dire che gli intervalli di manutenzione dovrebbero essere scadenzati al massimo ad un anno di distanza tra loro, anche se la macchina risulta funzionante in modo corretto. Quali sono gli interventi di controllo principali? Cominciamo dalle valvole e dalle serrande di dosaggio che permettono l’erogazione dei materiali da miscelare, controllando il sincronismo corretto impostato, la corsa che non deve avere ostacoli e la velocità di movimento. È necessario inoltre controllare i binari delle serrande scorrevoli, la posizione del cilindro e la corretta chiusura delle porte. Il movimento di chiusura dovrebbe essere rapido e non deve essere sottoposto a sforzi, inoltre il limite di chiusura non deve oltrepassare il bordo più lontano per non creare la possibilità di incepparsi con il materiale. È inoltre consigliabile verificare il perno che collega il cilindro pneumatico che non sia usurato, rotto o mal funzionante. La verifica della corretta pressione dell’aria, il serraggio delle chiusure e che i tubi di alimentazioni siano integri e perfettamente funzionanti, sono tests importanti. Per quanto riguarda le celle di carico è consigliabile l’ispezione per rimuovere eventuali residui di materiali, accumulati nel tempo, attraverso l’uso dell’aria compressa. In base all'esposizione alla polvere dei materiali normalmente lavorati, la contaminazione della cella di carico può essere un problema permanente per il miscelatore, e potrebbe essere necessaria una chiusura della cella di carico più raffinata. Per quanto riguarda i contenitori del materiale da pesare, bisogna controllare il funzionamento delle valvole di scarico e degli sportelli di aperura e chiusura, avendo cura di controllare che i punti di rotazione dei meccanismi siano sempre essere liberi ed efficienti. Il meccanismo della valvola deve accogliere l'accumulo statico di pellet senza interferire con l'arresto del flusso di materiale. Esaminare inoltre attentamente tutte le parti del piatto di pesatura e la relativa staffa di supporto, per assicurarsi che nulla tocchi alcuna parte fissa del miscelatore, e che il suo peso sia completamente supportato dalle celle di carico, come previsto. Una leggera pressione sul contenitore dovrebbe mostrare un cambiamento nella lettura del peso sul display. La rimozione di quella pressione dovrebbe riportare lo schermo esattamente allo stesso numero, più o meno 1 o 1/10 grammi. Per quanto riguarda la camera di miscelazione bisogna controllare le lame metalliche che miscelano il materiale, in modo da verificare che non siano piegate od usurate a causa dell’abrasione dei prodotti utilizzati. Infatti utilizzare lavorare con le lame usurate potrebbe aumentare il rischio che queste si possano staccare danneggiando la vite.
SCOPRI DI PIU' Il Lavaggio dei Rifiuti Plastici da Post Consumo si Fa in Tre
Il Lavaggio dei Rifiuti Plastici da Post Consumo si Fa in TreIl Lavaggio dei Rifiuti Plastici da Post Consumo si Fa in Tredi Marco ArezioI rifiuti plastici da post consumo sono, in termini quantitativi, tra le maggiori voci che compongono il paniere degli scarti che la nostra società produce.Se fino a pochi anni fa non veniva applicato un riciclo meccanico intensivo ma si cercava di separare ed estrarre solo plastiche nobili, oggi la consapevolezza ambientale e la necessità di ridurre il conferimento di rifiuti nelle discariche, ha imposto un uso sempre più massiccio dei polimeri da post consumo riciclati per la creazione di nuovi prodotti finiti, realizzando il più possibile la circolarità della filiera. Non è stata una svolta improvvisa, c’è voluto tempo per sovvertire il preconcetto culturale che un prodotto fatto con i polimeri riciclati fosse di seconda categoria rispetto ad uno fatto con materia prima vergine. Quando l’opinione pubblica ha sdoganato l’uso delle materie prime riciclate come elemento necessario e insostituibile della nostra vita, la domanda è cresciuta in modo esponenziale. Non c’è dubbio che, dal punto di vista industriale, il trattamento dei rifiuti plastici da post consumo per la creazione di una materia prima, che assume una nuova nobiltà estetica e strutturale nei prodotti, ha bisogno, oggi, di un approccio al riciclo decisamente più professionale e qualitativo rispetto al passato. Infatti, nel ciclo di lavoro dello scarto plastico da post consumo, che contempla la raccolta, la selezione, la macinazione, la separazione, il lavaggio e la granulazione, è interessante soffermarci sulla fase del lavaggio per capire meglio alcuni aspetti. Il concetto di lavaggio deve prevedere tre passaggi fondamentali a cui non ci si può sottrarre, se si vuole realizzare una materia prima adatta ad una produzione di un buon granulo plastico. I tre passaggi dell’attività di lavaggio sono qui riassumibili:• Lavaggio degli scarti attraverso una macchina con lavaggio forzato, che permette, attraverso l’azione dell’acqua e della rotazione centrifuga del cestello di contenimento della plastica, un distaccamento di parti inquinanti, come residui organici alimentari, sabbia, terra o altro, che altrimenti non avverrebbe in una vasca tradizionale con acqua. • Utilizzo di una vasca di decantazione in cui i materiali, che sono usciti dalla fase di lavaggio forzato, fanno un percorso studiato, in termini di velocità di movimento e di lunghezza, nella quale avviene una separazione degli scarti plastici per peso specifico. Infatti, i materiali con peso specifico più leggero come l’HDPE, LDPE, il PS e il PP, che costituiscono le famiglie di maggiore presenza nei rifiuti da post consumo, rimangono a galla, mentre quelli con il peso specifico maggiore come i materiali caricati, il PVC e altri elementi affondano. • Ultimo impianto indispensabile per concludere un buon ciclo di lavaggio delle materie plastiche da post consumo è la centrifuga. Infatti una volta lavato con energia gli scarti, averli separati da plastiche con peso specifico diverso, è assolutamente necessario, prima della produzione della materia prima finale, ridurne la concentrazione dell’umidità. Attraverso il passaggio degli scarti stessi nella centrifuga è possibile abbattere percentuali di umidità elevate che causano molti problemi, quali il degrado del polimero, la creazione di difetti estetici sul prodotto finito ed una sostanziale riduzione delle prestazioni meccaniche.La fase di lavaggio, nelle attività di riciclo dei materiali da post consumo, ha visto spesso affermarsi una sbagliata teoria definibile della “sciacquatura”, dove il processo prevedeva l’immersione del macinato plastico in vasche con una bassa qualità dell’acqua, una elevata velocità di flottazione degli scarti e una lunghezza della vasca non adeguata. Tutto questo si rifletteva in un deciso risparmio economico, un aumento della produzione oraria del reparto ma con una bassa o bassissima qualità del futuro polimero. Se, a parziale difesa di questo approccio, possiamo ricordare che nel passato i polimeri che derivavano dagli scarti da post consumo erano impiegati solo per prodotti di bassa qualità, dobbiamo però ricordare che oggi, ci si aspetta una qualità più alta da questa famiglia di polimeri in quanto è aumentata la platea di utilizzo. Un basso livello qualitativo di processo in fase di lavaggio, separazione ed asciugatura, porta inevitabilmente con sé anche il problema degli odori delle plastiche da post consumo. Se abbiamo parlato in precedenza di aspetti negativi legati alla meccanica e all’estetica dei prodotti, risparmiare tempo e tecnologia nelle 3 fasi che costituiscono il lavaggio, incrementa in modo considerevole l’odore sgradevole nei prodotti finiti realizzati con polimeri che hanno subito un processo di lavaggio scadente. La presenza di odori pungenti e persistenti nei prodotti finiti, comporta non solo la riduzione delle vendite in termini quantitativi, ma porta anche al deprezzamento dell’articolo stesso, con una riduzione dei margini di contribuzione dell’azienda.Categoria: notizie - tecnica - plastica - riciclo - post consumo - lavaggio
SCOPRI DI PIU' Produzione di fumi Durante la Fusione delle Plastiche Riciclate da Post Consumo
Produzione di fumi Durante la Fusione delle Plastiche Riciclate da Post ConsumoQuali possibili danni per la salute dei lavoratori e quali comportamenti da adottaredi Marco ArezioI fumi, generati durante l'estrusione o l’iniezione delle materie plastiche da post consumo, possono contenere una varietà di sostanze chimiche e particelle solide, alcune delle quali possono essere tossiche o potenzialmente dannose per la salute umana.Tipologia di inquinanti nella fusione delle materie plasticheLa tossicità dei fumi dipende dalla composizione specifica delle materie plastiche da post consumo e dalle condizioni operative del processo di estrusione. Alcuni dei potenziali rischi per la salute associati ai fumi di estrusione includono: Particelle solide: durante l'estrusione, possono essere generati fumi che contengono particelle solide sospese nell'aria. Queste particelle possono includere residui di plastica non completamente fusi o frammenti di plastica, che possono essere inalati e causare irritazione delle vie respiratorie o problemi respiratori. Emissioni gassose: i fumi possono contenere emissioni gassose derivanti dalla decomposizione o combustione incompleta dei materiali plastici. Queste emissioni possono includere sostanze chimiche tossiche o irritanti come monomeri, polimeri degradati, agenti di stabilizzazione termica o additivi chimici presenti nelle materie plastiche da post consumo. Composti organici volatili (COV): alcuni fumi possono contenere composti organici volatili, come solventi o altre sostanze organiche che si vaporizzano a temperature elevate. L'esposizione a COV può causare irritazione delle vie respiratorie, mal di testa, nausea, vertigini o effetti a lungo termine sulla salute. Additivi chimici: le materie plastiche da post consumo possono contenere additivi chimici, come plastificanti, ritardanti di fiamma o additivi antistatici. Durante l'estrusione, questi additivi possono degradarsi o essere rilasciati nei fumi, potenzialmente causando rischi per la salute umana a seconda delle sostanze chimiche coinvolte. Polveri e particelle ultrafini: l'estrusione può generare polveri e particelle ultrafini che possono essere inalate e penetrare profondamente nei polmoni. Queste particelle possono causare irritazione polmonare, infiammazione o effetti a lungo termine sulla salute respiratoria. La valutazione specifica dei rischi per la salute dei fumi di estrusione delle materie plastiche da post consumo richiede una conoscenza dettagliata della composizione chimica dei materiali utilizzati e delle condizioni operative specifiche. Fattori di insorgenza degli inquinanti I principali fattori che influenzano la pericolosità dei fumi durante la fusione delle plastiche riciclate si raggruppano in questi fattori: Composizione dei materiali riciclatiLa composizione delle plastiche riciclate può variare notevolmente a seconda delle fonti di riciclo e dei processi di riciclaggio utilizzati. Alcuni materiali riciclati possono contenere sostanze chimiche nocive o additivi che possono essere rilasciati durante l'estrusione. Temperatura di estrusioneLa fusione delle plastiche richiede temperature elevate, e il riscaldamento dei materiali riciclati può causare la generazione di fumi e vapori. Alcune sostanze chimiche presenti nelle plastiche riciclate possono decomporsi a temperature elevate, producendo composti potenzialmente pericolosi. Durata dell'esposizioneLa durata dell'esposizione ai fumi durante la fusione delle plastiche riciclate può influenzare il potenziale impatto sulla salute dei lavoratori. Effetti sulla salute dei lavoratori Gli effetti sulla salute dei lavoratori possono dipendere dalla concentrazione e dalla durata dell'esposizione ai fumi nocivi.I fumi che scaturiscono dalla fusione delle materie plastiche possono rappresentare diversi rischi per la salute dei lavoratori, tra cui: Irritazione delle vie respiratorie I fumi possono irritare le vie respiratorie, causando tosse, difficoltà respiratorie, congestione e infiammazione delle mucose. Effetti sul sistema nervoso Alcune sostanze chimiche presenti nei fumi possono avere effetti sul sistema nervoso, come mal di testa, vertigini, affaticamento o disturbi neurologici. Effetti sul sistema cardiovascolare L'esposizione a fumi nocivi può influenzare il sistema cardiovascolare, aumentando il rischio di malattie cardiovascolari. Effetti sul fegato e sui reni Alcune sostanze chimiche presenti nei fumi possono essere tossiche per il fegato e i reni, se assorbite nel corpo. Effetti cancerogeni Alcuni composti chimici presenti nei fumi possono essere cancerogeni o aumentare il rischio di sviluppare malattie tumorali. Mitigazione dei rischi sanitari nelle produzioni di materie plastiche per fusione Per mitigare i rischi per la salute dei lavoratori durante l'estrusione delle plastiche riciclate, sono necessarie misure di prevenzione e sicurezza appropriate, tra cui: Ventilazione adeguata: è importante garantire una buona ventilazione nell'area di lavoro per diluire e rimuovere i fumi generati durante l'estrusione. Uso di dispositivi di protezione individuale (DPI): i lavoratori devono utilizzare DPI appropriati, come maschere respiratorie, occhiali di protezione e guanti, per ridurre le possibili esposizioni ai fumi nocivi. Monitoraggio dell'ambiente di lavoro: è consigliabile effettuare il monitoraggio regolare dell'ambiente di lavoro per valutare la presenza di sostanze nocive nei fumi e per garantire che i livelli di esposizione siano al di sotto dei limiti di sicurezza. Formazione e sensibilizzazione dei lavoratori: è importante fornire una formazione adeguata ai lavoratori riguardo ai rischi associati all'estrusione delle plastiche riciclate, inclusi i fumi generati, e alle misure di sicurezza da adottare per proteggere la propria salute. Buone pratiche di gestione e manipolazione: adottare buone pratiche di gestione e manipolazione dei materiali riciclati, tra cui l'uso di sistemi chiusi, la riduzione dell'esposizione alla polvere e l'adozione di procedure di pulizia adeguate. Monitoraggio medico: è consigliabile effettuare un monitoraggio medico regolare dei lavoratori esposti ai fumi per identificare eventuali effetti sulla salute e intervenire tempestivamente. Tecnologie per la riduzione degli inquinanti nei reparti di fusione delle plastiche Per la filtrazione dei fumi provenienti dall'estrusione delle materie plastiche da post consumo, vengono utilizzati sistemi di filtrazione industriale, appositamente progettati per catturare e rimuovere le particelle solide e le sostanze inquinanti presenti nei fumi. Alcune delle tipologie di filtrazione industriali comunemente impiegate includono: Filtrazione a cartucce Questo tipo di filtrazione prevede l'utilizzo di cartucce filtranti che catturano le particelle solide e altre sostanze inquinanti presenti nei fumi. Le cartucce filtranti possono essere realizzate con materiali diversi, come polipropilene, poliestere o fibra di vetro, a seconda delle esigenze specifiche dell'applicazione. Filtrazione a sacchi I sistemi di filtrazione a sacchi utilizzano sacchi filtranti per trattenere le particelle solide presenti nei fumi. I sacchi filtranti sono realizzati in materiali porosi che consentono il passaggio dell'aria mentre intrappolano le particelle. Filtrazione elettrostatica La filtrazione elettrostatica sfrutta la carica elettrostatica per attirare e trattenere le particelle presenti nei fumi. I sistemi di filtrazione elettrostatica utilizzano elettrodi carichi e filtri carichi elettrostaticamente per catturare le particelle. Filtrazione a secco La filtrazione a secco prevede l'utilizzo di dispositivi, come precipitatori elettrostatici a secco o filtri a gravità, per separare e trattenere le particelle solide presenti nei fumi. Questi dispositivi possono essere efficaci nella rimozione di particelle di grandi dimensioni. Filtrazione a umido La filtrazione a umido coinvolge l'utilizzo di sistemi di scrubbing o lavaggio che rimuovono le particelle solide e i gas inquinanti dai fumi attraverso l'utilizzo di acqua o altri liquidi. È importante valutare attentamente le esigenze specifiche del processo di estrusione delle materie plastiche da post consumo per determinare la tipologia di filtrazione industriale più adatta. Le scelte dipenderanno dalle caratteristiche dei fumi generati, dalla dimensione delle particelle da rimuovere e dagli obiettivi di purificazione dell'aria.
SCOPRI DI PIU'