



 Il Degrado dei Polimeri Riciclati
Il Degrado dei Polimeri RiciclatiCosa si intende per degrado dei polimeri riciclati: biologico, ossidativo, foto-degradazione e termico?di Marco ArezioNegli anni dal dopo guerra in poi, le materie plastiche hanno preso sempre più mercato andando a sostituire prodotti fatti con altre tipologie di materiali in quanto si evidenziarono subito gli innumerevoli vantaggi che questo nuovo materiale portava. Tra i vantaggi delle materie plastiche che si possono sottolineare, troviamo la leggerezza, la facilità di lavorazione, la possibilità di colorazione e il basso costo di produzione. In realtà in quegli anni ci siamo concentrati sui vantaggi indiscussi delle materie plastiche senza approfondire le questioni che ne determinavano il loro degrado. Oggi, con la grande esperienza che gli utilizzatori e i produttori di materie plastiche hanno acquisito, possiamo bilanciare vantaggi e svantaggi di un materiale così innovativo. Possiamo classificare gli svantaggi tra interni ed esterni: Svantaggi Interni modificazione chimiche e fisiche processo di produzione del polimero reattività chimica degli additivi Svantaggi Esterni variazioni termo-igrometriche esposizione ai raggi UV agenti inquinanti calore microrganismi ossigeno cause accidentali Inoltre, la degradazione può essere di tipo fisico che chimico. Nel degrado fisico si può notare un aumento della cristallinità e di conseguenza della densità, con la nascita di tensioni interne, fessurazioni e deformazioni. Quello chimico, che avviene a livello molecolare, in base all’agente degradante, va ad influenzare le catene polimeriche con una perdita di coesione e una diminuzione del peso molecolare. DEGRADO OSSIDATIVO DELLE MATERIE PLASTICHE Nonostante la degradazione dei polimeri organici e inorganici sotto l’effetto dell’ossigeno sia molto lenta, questa provoca il rilascio di sostanze chimiche che portano all’auto-catalizzazione del polimero stesso, cioè, gli agenti chimici frutto della degradazione attaccano a loro volta la catena polimerica, attivando un processo autodistruttivo. Inoltre, se questa fase viene interessata dalla formazione di radicali liberi per azione del calore o della luce, allora la reazione tra il polimero e l’ossigeno aumenta la velocità di scissione delle catene, che porta alla reticolazione e alla formazione di elementi volatili. Questo processo viene chiamato foto-ossidazione o termo-ossidazione, a seconda se il fattore scatenante sia stata la luce o il calore. Le conseguenze dirette sulla qualità del polimero si possono notare attraverso la riduzione delle proprietà meccaniche, specialmente per quanto riguarda l’elasticità e la resistenza alla rottura. DEGRADO BIOLOGICO DELLE MATERIE PLASTICHE Per degrado biologico si intende l’attacco da parte di funghi e batteri sui alcuni polimeri, specialmente quelli di derivazione naturale. Questi sono soggetti al fenomeno della Idrolisi, che può espone il polimero, in presenza di un alto tasso di umidità, alla rottura delle catene. Per bloccare il degrado si può optare per una conservazione in un ambiente privo di ossigeno, ma è necessario conoscere bene l’origine del polimero in quanto non è un trattamento universalmente valido. DEGRADO TERMICO DELLE MATERIE PLASTICHE Il fenomeno della degradazione termica è causato dalla presenza di idrogeni mobili nella catena o dall’attività radicalica che vengono innescati dal calore, causando la rottura della catena con la formazione di rotture e la produzione di elementi volatili. La mancanza di ossigeno porta alla depolimerizzazione della catena che avviene in tre fasi dissociative: iniziazione, trasferimento molecolare e propagazione. Per aumentare la resistenza chimica dei polimeri al degrado termico la soluzione migliore è l’aggiunta di additivi in fase di produzione. FOTO-DEGRADAZIONE DELLE MATERIE PLASTICHE Il fenomeno di foto-degradazione avviene quando il polimero è soggetto all’influenza dei raggi UV nel range di lunghezza d’onda tra 290 e 400 nm. A livello atomico sappiamo che le radiazioni di luce funzionano come flusso di particelle, nello specifico i fotoni, che entrando in contatto con le molecole dei materiali e, in certe condizioni, possono interagire passando da uno stato di bassa energia ad uno ad alta eccitazione energetica. Questi particolari flussi e movimenti si definiscono come Foto-fisici e/o Foto-chimici. Nel primo caso non intervengono modificazioni chimiche tra le molecole dei polimeri, mentre per il processo di Foto-chimica, esistono possibilità che le molecole alterino la loro caratteristica chimica in virtù della presenza di una abbondante energia. In alcune macromolecole sintetiche, l’energia dei fotoni contenute nelle radiazioni UV hanno la facoltà di provocare rotture dei legami covalenti.Categoria: notizie - tecnica - plastica - polimeri - degrado Vedi maggiori informazioni sulle materie plastiche
SCOPRI DI PIU' Produzione di fumi Durante la Fusione delle Plastiche Riciclate da Post Consumo
Produzione di fumi Durante la Fusione delle Plastiche Riciclate da Post ConsumoQuali possibili danni per la salute dei lavoratori e quali comportamenti da adottaredi Marco ArezioI fumi, generati durante l'estrusione o l’iniezione delle materie plastiche da post consumo, possono contenere una varietà di sostanze chimiche e particelle solide, alcune delle quali possono essere tossiche o potenzialmente dannose per la salute umana.Tipologia di inquinanti nella fusione delle materie plasticheLa tossicità dei fumi dipende dalla composizione specifica delle materie plastiche da post consumo e dalle condizioni operative del processo di estrusione. Alcuni dei potenziali rischi per la salute associati ai fumi di estrusione includono: Particelle solide: durante l'estrusione, possono essere generati fumi che contengono particelle solide sospese nell'aria. Queste particelle possono includere residui di plastica non completamente fusi o frammenti di plastica, che possono essere inalati e causare irritazione delle vie respiratorie o problemi respiratori. Emissioni gassose: i fumi possono contenere emissioni gassose derivanti dalla decomposizione o combustione incompleta dei materiali plastici. Queste emissioni possono includere sostanze chimiche tossiche o irritanti come monomeri, polimeri degradati, agenti di stabilizzazione termica o additivi chimici presenti nelle materie plastiche da post consumo. Composti organici volatili (COV): alcuni fumi possono contenere composti organici volatili, come solventi o altre sostanze organiche che si vaporizzano a temperature elevate. L'esposizione a COV può causare irritazione delle vie respiratorie, mal di testa, nausea, vertigini o effetti a lungo termine sulla salute. Additivi chimici: le materie plastiche da post consumo possono contenere additivi chimici, come plastificanti, ritardanti di fiamma o additivi antistatici. Durante l'estrusione, questi additivi possono degradarsi o essere rilasciati nei fumi, potenzialmente causando rischi per la salute umana a seconda delle sostanze chimiche coinvolte. Polveri e particelle ultrafini: l'estrusione può generare polveri e particelle ultrafini che possono essere inalate e penetrare profondamente nei polmoni. Queste particelle possono causare irritazione polmonare, infiammazione o effetti a lungo termine sulla salute respiratoria. La valutazione specifica dei rischi per la salute dei fumi di estrusione delle materie plastiche da post consumo richiede una conoscenza dettagliata della composizione chimica dei materiali utilizzati e delle condizioni operative specifiche. Fattori di insorgenza degli inquinanti I principali fattori che influenzano la pericolosità dei fumi durante la fusione delle plastiche riciclate si raggruppano in questi fattori: Composizione dei materiali riciclatiLa composizione delle plastiche riciclate può variare notevolmente a seconda delle fonti di riciclo e dei processi di riciclaggio utilizzati. Alcuni materiali riciclati possono contenere sostanze chimiche nocive o additivi che possono essere rilasciati durante l'estrusione. Temperatura di estrusioneLa fusione delle plastiche richiede temperature elevate, e il riscaldamento dei materiali riciclati può causare la generazione di fumi e vapori. Alcune sostanze chimiche presenti nelle plastiche riciclate possono decomporsi a temperature elevate, producendo composti potenzialmente pericolosi. Durata dell'esposizioneLa durata dell'esposizione ai fumi durante la fusione delle plastiche riciclate può influenzare il potenziale impatto sulla salute dei lavoratori. Effetti sulla salute dei lavoratori Gli effetti sulla salute dei lavoratori possono dipendere dalla concentrazione e dalla durata dell'esposizione ai fumi nocivi.I fumi che scaturiscono dalla fusione delle materie plastiche possono rappresentare diversi rischi per la salute dei lavoratori, tra cui: Irritazione delle vie respiratorie I fumi possono irritare le vie respiratorie, causando tosse, difficoltà respiratorie, congestione e infiammazione delle mucose. Effetti sul sistema nervoso Alcune sostanze chimiche presenti nei fumi possono avere effetti sul sistema nervoso, come mal di testa, vertigini, affaticamento o disturbi neurologici. Effetti sul sistema cardiovascolare L'esposizione a fumi nocivi può influenzare il sistema cardiovascolare, aumentando il rischio di malattie cardiovascolari. Effetti sul fegato e sui reni Alcune sostanze chimiche presenti nei fumi possono essere tossiche per il fegato e i reni, se assorbite nel corpo. Effetti cancerogeni Alcuni composti chimici presenti nei fumi possono essere cancerogeni o aumentare il rischio di sviluppare malattie tumorali. Mitigazione dei rischi sanitari nelle produzioni di materie plastiche per fusione Per mitigare i rischi per la salute dei lavoratori durante l'estrusione delle plastiche riciclate, sono necessarie misure di prevenzione e sicurezza appropriate, tra cui: Ventilazione adeguata: è importante garantire una buona ventilazione nell'area di lavoro per diluire e rimuovere i fumi generati durante l'estrusione. Uso di dispositivi di protezione individuale (DPI): i lavoratori devono utilizzare DPI appropriati, come maschere respiratorie, occhiali di protezione e guanti, per ridurre le possibili esposizioni ai fumi nocivi. Monitoraggio dell'ambiente di lavoro: è consigliabile effettuare il monitoraggio regolare dell'ambiente di lavoro per valutare la presenza di sostanze nocive nei fumi e per garantire che i livelli di esposizione siano al di sotto dei limiti di sicurezza. Formazione e sensibilizzazione dei lavoratori: è importante fornire una formazione adeguata ai lavoratori riguardo ai rischi associati all'estrusione delle plastiche riciclate, inclusi i fumi generati, e alle misure di sicurezza da adottare per proteggere la propria salute. Buone pratiche di gestione e manipolazione: adottare buone pratiche di gestione e manipolazione dei materiali riciclati, tra cui l'uso di sistemi chiusi, la riduzione dell'esposizione alla polvere e l'adozione di procedure di pulizia adeguate. Monitoraggio medico: è consigliabile effettuare un monitoraggio medico regolare dei lavoratori esposti ai fumi per identificare eventuali effetti sulla salute e intervenire tempestivamente. Tecnologie per la riduzione degli inquinanti nei reparti di fusione delle plastiche Per la filtrazione dei fumi provenienti dall'estrusione delle materie plastiche da post consumo, vengono utilizzati sistemi di filtrazione industriale, appositamente progettati per catturare e rimuovere le particelle solide e le sostanze inquinanti presenti nei fumi. Alcune delle tipologie di filtrazione industriali comunemente impiegate includono: Filtrazione a cartucce Questo tipo di filtrazione prevede l'utilizzo di cartucce filtranti che catturano le particelle solide e altre sostanze inquinanti presenti nei fumi. Le cartucce filtranti possono essere realizzate con materiali diversi, come polipropilene, poliestere o fibra di vetro, a seconda delle esigenze specifiche dell'applicazione. Filtrazione a sacchi I sistemi di filtrazione a sacchi utilizzano sacchi filtranti per trattenere le particelle solide presenti nei fumi. I sacchi filtranti sono realizzati in materiali porosi che consentono il passaggio dell'aria mentre intrappolano le particelle. Filtrazione elettrostatica La filtrazione elettrostatica sfrutta la carica elettrostatica per attirare e trattenere le particelle presenti nei fumi. I sistemi di filtrazione elettrostatica utilizzano elettrodi carichi e filtri carichi elettrostaticamente per catturare le particelle. Filtrazione a secco La filtrazione a secco prevede l'utilizzo di dispositivi, come precipitatori elettrostatici a secco o filtri a gravità, per separare e trattenere le particelle solide presenti nei fumi. Questi dispositivi possono essere efficaci nella rimozione di particelle di grandi dimensioni. Filtrazione a umido La filtrazione a umido coinvolge l'utilizzo di sistemi di scrubbing o lavaggio che rimuovono le particelle solide e i gas inquinanti dai fumi attraverso l'utilizzo di acqua o altri liquidi. È importante valutare attentamente le esigenze specifiche del processo di estrusione delle materie plastiche da post consumo per determinare la tipologia di filtrazione industriale più adatta. Le scelte dipenderanno dalle caratteristiche dei fumi generati, dalla dimensione delle particelle da rimuovere e dagli obiettivi di purificazione dell'aria.
SCOPRI DI PIU' Colorazione e Verniciatura dei Prodotti in Plastica
Colorazione e Verniciatura dei Prodotti in Plastica Colorazione e Verniciatura dei Prodotti in Plastica di Marco ArezioI prodotti realizzati in plastica, oltre alle innumerevoli doti economiche-strutturali e di circolarità ambientale, hanno anche il pregio di poter accogliere, non solo colori nella massa fusa durante la produzione dell’elemento, ma possono anche essere verniciati superficialmente per attribuire all’oggetto effetti estetici elevati.La colorazione della massa fusa plastica durante la produzione dell’oggetto, attraverso l’utilizzo dei coloranti, avviene miscelando il granulo o le polveri colorate al polimero del prodotto, usufruendo dell’azione di fusione e di miscelazione che imprime l’estrusore dentro il quale passano i componenti. Al termine della produzione da parte della macchina il pezzo sarà uniformemente colorato in massa, risultato per cui il prodotto potrebbe essere idoneo all’impiego finale oppure potrebbe essere avviato all’impianto di verniciatura per finiture particolari. E’ possibile inoltre che i pezzi che devono essere avviati alla verniciatura vengano prodotti senza alcuna colorazione nella massa. Detto questo, gli strati di verniciatura sulle materie plastiche, devono tenere in considerazione la struttura su cui aderiscono e la caratteristica del polimero con cui l’oggetto viene fatto. Infatti, la durezza, il comportamento all’allungamento e la temperatura degli strati di vernice da stendere sul prodotto, devono tenere in considerazione una possibile reazione fisico-chimica della plastica di cui è composto. Un comportamento dinamico troppo rigido di uno strato di vernice applicato ad un oggetto di plastica potrebbe influenzare negativamente la durabilità dell’elemento, come il contatto con temperature e solventi che necessitano per il lavoro di stesura del colore. Alcune tonalità applicate alle materie plastiche hanno un effetto positivo sul rischio di decomposizione fotochimica, come per esempio il colore nero, che influisce positivamente sulla protezione dai raggi UV agendo come un filtro. Le vernici possono inglobare dei composti chimici che operano in modo mirato nella produzione di alcuni elementi, come per esempio le vernici conduttive resistenti all’abrasione, impiegate nei serbatoi della benzina, oppure caricate con Ag, Ni o Cu per realizzare la schermatura ad alta frequenza di apparecchiature elettroniche. Esistono inoltre vernici trasparenti che aumentano la resistenza alla graffiatura per il Policarbonato e per il PMMA, come le acriliche, silossaniche o poliuretaniche, applicate a spruzzo o ad immersione. Nelle colorazioni delle materie plastiche si possono impiegare anche le polveri, specialmente per i polimeri PA6 e PA66, che ricevono la colorazione attraverso un processo che permette di rendere il polimero conduttore, attraverso il metallo o delle microsfere di ceramica, specialmente nel settore sanitario.Categoria: notizie - tecnica - plastica - verniciatura - colorazione - produzione
SCOPRI DI PIU' Il metallo che conduce elettricità ma non il calore
Il metallo che conduce elettricità ma non il caloreDalla scoperta del vanadio alla fisica del biossido di vanadio VO₂: come funziona la transizione metallo-isolante, perché può condurre elettricità più del calore e quali applicazioni industriali sono oggi realistiche Autore: Marco Arezio. Esperto in economia circolare, riciclo dei polimeri e processi industriali delle materie plastiche. Fondatore della piattaforma rMIX, dedicata alla valorizzazione dei materiali riciclati e allo sviluppo di filiere sostenibili. Data di prima pubblicazione: aprile 2020 Aggiornamento editoriale: 1 aprile 2026 Tempo di lettura: 14 minuti Introduzione: aggiornare il VO2 senza semplificazioni eccessive Nel testo del 2020 il biossido di vanadio veniva descritto come un “super metallo che conduce elettricità ma non il calore”. L’intuizione era efficace, ma oggi, nel 2026, una formulazione del genere va precisata. Il VO₂ non è un metallo nel senso chimico del termine: è un ossido di vanadio che, attorno a una determinata temperatura, cambia fase cristallina ed elettronica passando da uno stato isolante a uno stato conduttivo. È proprio questa transizione, studiata ormai da decenni ma ancora ricca di aspetti controversi e affascinanti, a renderlo uno dei materiali più interessanti per la fisica della materia condensata e per alcune applicazioni industriali ad alto valore aggiunto. La ragione per cui il VO₂ continua a far parlare di sé non è soltanto teorica. Le sue proprietà permettono di immaginare rivestimenti termocromici per finestre intelligenti, interruttori elettronici ultrarapidi, dispositivi fotonici, sensori e componenti per architetture neuromorfiche a basso consumo. Tuttavia, tra la bellezza del fenomeno fisico e la produzione industriale su larga scala esiste ancora una distanza importante, fatta di costi, durabilità, temperatura di transizione troppo alta per molti usi edilizi, resa ottica non ancora ideale e sensibilità all’umidità e all’ossidazione. La storia del vanadio: dall’errore iniziale alla materia intelligente Per capire il VO₂ conviene partire dal vanadio. L’elemento fu individuato per la prima volta nel 1801 da Andrés Manuel del Río, che lavorava in Messico, ma inizialmente non venne riconosciuto in modo stabile come nuovo elemento. Nel 1830 il chimico svedese Nils Gabriel Sefström lo identificò nuovamente e gli diede il nome di vanadio, ispirandosi a Vanadis, figura della tradizione nordica legata alla bellezza, in riferimento ai colori dei suoi composti. La produzione del vanadio metallico puro arrivò solo più tardi con Henry Roscoe, nella seconda metà dell’Ottocento. Rispetto al testo del 2020, era quindi corretto richiamare del Río e Sefström, ma con maggiore precisione storica e terminologica. Il protagonista dell’articolo, però, non è il vanadio metallico, bensì il biossido di vanadio, VO₂, un ossido che ha acquisito enorme rilievo scientifico soprattutto dopo la scoperta della sua transizione metallo-isolante descritta da Morin nel 1959 e poi studiata con tecniche sempre più sofisticate. Oggi il VO₂ viene spesso trattato come materiale modello per capire il rapporto tra struttura cristallina, correlazioni elettroniche e trasporto di carica e calore. Cos’è davvero il VO2 e perché non va chiamato semplicemente “super metallo” Il VO₂ è un ossido di transizione che, nella forma più studiata, passa da una fase monoclina isolante a bassa temperatura a una fase rutilo conduttiva ad alta temperatura. La temperatura caratteristica della transizione, per il materiale bulk non modificato, è attorno a 68 °C, cioè circa 340 K. Dal punto di vista tecnico, questa transizione è accompagnata da un cambiamento forte della resistività elettrica, da modifiche ottiche rilevanti soprattutto nel vicino infrarosso e da una riorganizzazione della struttura del reticolo. Per questo motivo è più corretto dire che il VO₂ è un materiale a transizione metallo-isolante che può entrare in una fase metallica, non che sia “un metallo” tout court. Questa distinzione non è lessicale, ma scientifica. Il suo comportamento non deriva infatti da una semplice conduzione metallica classica come quella del rame o dell’alluminio, bensì da un equilibrio delicato tra correlazioni elettroniche, legami V–V, deformazioni strutturali e condizioni esterne come temperatura, tensione elettrica, strain o drogaggio. Anche dopo oltre sessant’anni di studi, la natura profonda della transizione del VO₂ resta uno dei problemi emblematici della fisica dei materiali fortemente correlati. La legge di Wiedemann-Franz e il motivo per cui il VO2 ha attirato così tanta attenzione Nei metalli ordinari, la conduzione di elettricità e quella del calore tendono ad andare insieme. Questo comportamento è descritto, in prima approssimazione, dalla legge di Wiedemann-Franz, secondo cui i portatori di carica che trasportano corrente sono anche responsabili di una quota importante del trasporto termico. Per questo, nei conduttori convenzionali, alta conducibilità elettrica e alta conducibilità termica risultano spesso accoppiate. Il caso del VO₂ ha fatto scalpore perché uno studio pubblicato su Science nel 2017 ha mostrato, nella fase metallica in prossimità della transizione, una forte violazione della legge di Wiedemann-Franz: il contributo elettronico alla conducibilità termica risultava circa dieci volte più basso di quanto previsto per un conduttore convenzionale. In altre parole, gli elettroni nel VO₂ metallico riuscivano a trasportare carica molto più efficientemente di quanto trasportassero calore. Questa non è una negazione assoluta del trasporto termico del materiale nel suo complesso, perché una parte del calore continua a essere trasportata dal reticolo cristallino tramite fononi; è però una deviazione notevolissima dal comportamento atteso per un metallo normale. Da qui nasce la formula divulgativa, diventata celebre, secondo cui il VO₂ “conduce elettricità ma non il calore”. La frase è efficace ma andrebbe sempre accompagnata da una nota tecnica: il punto non è che il materiale sia termicamente isolante in senso assoluto, bensì che il canale elettronico di trasporto del calore è insolitamente debole rispetto a quello della carica. È questa anomalia che ha spinto molti ricercatori a studiarlo come piattaforma per nuove forme di gestione del calore e per dispositivi in cui si voglia dissociare, almeno in parte, il flusso elettrico dal flusso termico. Cosa accade durante la transizione metallo-isolante del VO2 Quando il VO₂ viene riscaldato oltre la sua temperatura critica, la sua resistenza elettrica cambia in modo brusco, spesso di vari ordini di grandezza, e il materiale entra in una fase conduttiva. Le review più recenti riportano che il fenomeno è rapido, reversibile e accompagnato da isteresi termica, cioè la temperatura di passaggio in riscaldamento non coincide perfettamente con quella di ritorno in raffreddamento. Questo rende il materiale molto interessante per dispositivi di switching, ma introduce anche complessità nella progettazione di componenti affidabili e ripetibili. Sul piano fondamentale, il dibattito scientifico non è affatto chiuso. La transizione del VO₂ è stata a lungo interpretata come una combinazione di effetti elettronici di tipo Mott e di effetti strutturali di tipo Peierls. Gli studi più recenti mostrano che, in alcune architetture sottili e ibride, è possibile spingere il sistema verso transizioni più nettamente elettroniche, riducendo o separando il peso della riorganizzazione strutturale. Un lavoro pubblicato nel 2025 su Nature Communications ha mostrato, in un’eterostruttura CdS/VO₂ ultrathin, una transizione isostrutturale guidata dal drogaggio fotoindotto, aprendo prospettive per dispositivi più veloci e a più basso consumo. Questa è una delle novità più importanti rispetto al quadro del 2020: allora il VO₂ era interessante soprattutto per finestre intelligenti e per la violazione della legge di Wiedemann-Franz; oggi è sempre più studiato anche come materiale per elettronica adattiva e neuromorfica, dove velocità di risposta, reversibilità e controllo della transizione sono centrali. Smart windows: l’applicazione più intuitiva, ma non ancora perfetta L’applicazione più immediata del VO₂ resta quella delle finestre termocromiche. Il principio è semplice: a bassa temperatura il materiale lascia passare meglio la radiazione nel vicino infrarosso, mentre ad alta temperatura ne riduce la trasmissione, contribuendo a limitare il guadagno termico solare negli edifici. In parallelo, è necessario mantenere una buona trasparenza nel visibile, altrimenti il beneficio energetico verrebbe pagato con un peggioramento della qualità della luce naturale negli ambienti interni. Qui emerge però il primo grande limite pratico. La temperatura di transizione del VO₂ puro, circa 68 °C, è troppo alta per molte applicazioni edilizie ordinarie. Per questo la ricerca lavora da anni su drogaggio e micro/nano-ingegnerizzazione del materiale, per abbassare la temperatura critica e migliorare insieme trasmittanza luminosa e capacità di modulazione solare. Le review del 2024 sottolineano che l’integrazione con elementi come tungsteno o con architetture multilayer e core-shell consente di migliorare il comportamento, ma anche che le prestazioni complessive sono ancora limitate rispetto all’ideale industriale. Le limitazioni intrinseche oggi più citate sono chiare: temperatura di transizione elevata, trasmittanza luminosa spesso inferiore al 60%, modulazione solare generalmente sotto il 15% nelle configurazioni più tradizionali, stabilità limitata in ambienti umidi e tendenza all’ossidazione verso fasi meno desiderabili come V₂O₅. Inoltre, per arrivare davvero al mercato servono processi di deposizione estesi, economici, controllabili e durabili nel tempo. Proprio su questi punti la letteratura più aggiornata insiste maggiormente, segno che il collo di bottiglia non è più solo capire la fisica, ma ingegnerizzare il ciclo produttivo. Le applicazioni oltre le finestre: switching, fotonica, sensori e neuromorfismo Ridurre il VO₂ al solo tema dei serramenti sarebbe però un errore. Oggi il materiale è studiato per switch elettronici, dispositivi RF, componenti fotonici e memorie volatili, perché la brusca variazione di resistività al passaggio di fase lo rende un candidato ideale per interruttori e modulatori. Le review più recenti sottolineano che la commutazione può essere attivata non solo termicamente, ma anche elettricamente o otticamente, il che amplia notevolmente il ventaglio delle applicazioni. Il filone più avanzato è quello dei dispositivi neuromorfici, dove il VO₂ viene considerato interessante perché la sua transizione può comportare switching rapido, comportamento volatile controllabile e potenziale riduzione dei consumi rispetto a dispositivi in cui il cambiamento di stato richiede trasformazioni strutturali più lente o dissipative. Il lavoro del 2025 sulla transizione puramente elettronica in fase rutilo va letto precisamente in questa direzione: non solo comprendere il materiale, ma cercare un VO₂ più veloce, meno energivoro e più controllabile per l’elettronica del futuro. Quanto invece all’idea, citata già nel testo del 2020, di convertire calore disperso in elettricità, il discorso va reso più prudente. La violazione della legge di Wiedemann-Franz suggerisce che il VO₂ possa ispirare nuovi approcci alla gestione termo-elettrica e alla raccolta di calore di scarto, ma non significa automaticamente che esista già una filiera commerciale del VO₂ come materiale termoelettrico standard. Dal punto di vista industriale, siamo ancora in una fase in cui la promessa scientifica supera la maturità commerciale. Dal laboratorio all’industria: cosa frena davvero il VO2 Quando un materiale affascina la ricerca per vent’anni o più senza esplodere sul mercato di massa, quasi sempre il problema non è uno solo. Nel caso del VO₂, i freni sono numerosi e si rinforzano a vicenda. C’è il tema della fabbricazione di film sottili di alta qualità, con controllo accurato di stechiometria, orientazione cristallina e difetti. C’è il tema della durabilità, perché il vanadio è multivalente e il VO₂ può degradare o ossidarsi in condizioni reali. C’è poi il tema della prestazione ottica complessiva, che nelle finestre richiede un equilibrio difficile tra trasparenza visibile e modulazione dell’infrarosso. Infine c’è il tema del costo industriale, che include sia il processo di deposizione sia la stabilità operativa nel lungo periodo. Per questo, nel 2026, il modo più corretto di raccontare il VO₂ non è quello del materiale miracoloso già pronto a rivoluzionare l’industria, ma quello di una piattaforma funzionale ad altissimo potenziale, ormai matura sul piano scientifico, ma ancora in consolidamento sul piano applicativo. È una differenza importante, anche in ottica EEAT: il valore dell’articolo non sta nel promettere una rivoluzione imminente, ma nel distinguere tra ciò che è provato in laboratorio, ciò che è plausibile in prototipi e ciò che è davvero prossimo alla commercializzazione su larga scala. Vanadio, filiera industriale e riciclo: la materia prima conta C’è poi un aspetto che nel testo originario mancava quasi del tutto: la filiera del vanadio. Parlare di applicazioni avanzate senza guardare alla disponibilità della materia è oggi riduttivo. Secondo l’USGS, nel 2025 oltre il 90% del consumo di vanadio negli Stati Uniti è rimasto legato agli usi metallurgici, soprattutto come elemento di lega per acciai, mentre tra gli usi non metallurgici continuano a essere rilevanti i catalizzatori chimici. Nello stesso tempo, le vanadium redox flow batteries hanno continuato a crescere nei sistemi di accumulo stazionario di media e lunga durata, pur restando frenate dall’elevato costo iniziale e dalla disponibilità di vanadio ad alta purezza. Dal punto di vista circolare, il dato più interessante è che una quota importante della produzione secondaria di vanadio proviene da ceneri, residui e catalizzatori esausti, e che il riciclo del vanadio è associato soprattutto al reprocessing dei catalizzatori esausti. Sempre secondo l’USGS, negli Stati Uniti la produzione da fonti secondarie è cresciuta negli ultimi anni, mentre il mercato globale resta fortemente influenzato dalla siderurgia cinese e dalla concentrazione geografica della produzione. Questo significa che, se il VO₂ dovesse trovare applicazioni più ampie in edilizia o nell’elettronica, la questione della supply chain e del recupero del vanadio diventerebbe ancora più rilevante. Per chi guarda il tema con l’ottica dell’economia circolare, questo è il punto decisivo: i materiali intelligenti non sono sostenibili solo perché migliorano l’efficienza energetica in uso; devono anche dimostrare una filiera robusta, riciclabile e meno vulnerabile. Nel caso del vanadio, la presenza di flussi secondari recuperabili è un vantaggio, ma la competizione tra usi metallurgici, chimici, energetici ed elettronici può creare tensioni di mercato se la domanda crescesse rapidamente. Conclusione: perché il VO2 resta uno dei materiali più interessanti del 2026 Il VO₂ continua ad affascinare perché unisce tre dimensioni che raramente convivono con tanta forza: bellezza fisica del fenomeno, utilità tecnologica potenziale e difficoltà ingegneristica reale. Da un lato è il materiale che mette in crisi una legge fondamentale del trasporto nei metalli e che mostra come carica e calore possano, in certe condizioni, smettere di viaggiare come ci aspetteremmo. Dall’altro è un candidato concreto per finestre intelligenti, switch, sensori, componenti fotonici e dispositivi neuromorfici. In mezzo, però, restano problemi industriali non banali: temperatura di transizione, stabilità, durabilità, resa ottica, costo di fabbricazione e affidabilità nel tempo. Rispetto all’articolo del 2020, l’aggiornamento corretto è quindi questo: il biossido di vanadio non è un “super metallo” in senso semplice, ma un ossido a transizione metallo-isolante che in particolari condizioni conduce elettricità in modo molto più efficiente del calore di quanto previsto dai modelli classici. È un materiale promesso all’innovazione, ma ancora in fase di raffinazione industriale. Proprio per questo resta così importante: perché non rappresenta una promessa già compiuta, ma uno dei cantieri più vivi della scienza dei materiali contemporanea. FAQ Il VO2 è un metallo? No, il VO₂ è un ossido di vanadio. A seconda della temperatura e delle condizioni esterne può passare da una fase isolante a una fase metallica dal punto di vista elettronico. A quale temperatura avviene la transizione del VO2? Nel materiale bulk non modificato, la transizione metallo-isolante avviene intorno a 68 °C. Questa temperatura può essere abbassata con drogaggio, strain e architetture multilayer. È vero che il VO2 conduce elettricità ma non il calore? È una semplificazione giornalistica. Più precisamente, nella fase metallica vicino alla transizione il contributo elettronico al trasporto del calore è molto più basso di quanto previsto dalla legge di Wiedemann-Franz, mentre la conduzione elettrica resta elevata. Qual è oggi l’applicazione più promettente del VO2? Le smart windows restano l’applicazione più intuitiva e visibile, ma nel 2025-2026 stanno crescendo molto anche gli studi su switching elettronico, fotonica e dispositivi neuromorfici. Il VO2 è già una tecnologia di massa negli edifici? No. Le prospettive sono interessanti, ma la commercializzazione su larga scala è ancora frenata da temperatura di transizione elevata, durabilità, costo e compromessi ottici. Il vanadio si ricicla? Sì, una parte importante del vanadio secondario proviene dal recupero di catalizzatori esausti, residui e ceneri. Questo aspetto è rilevante se il vanadio dovesse crescere in importanza per batterie, catalisi e materiali avanzati. Fonti Royal Society of Chemistry, scheda sull’elemento vanadio. Encyclopaedia Britannica, voci storiche e tecniche sul vanadio. Berkeley Lab, comunicazione sul comportamento anomalo del VO₂ rispetto alla legge di Wiedemann-Franz. S. Lee et al., Science (2017), anomala bassa conducibilità termica elettronica nel VO₂ metallico. J.-P. Pouget, review critica sugli aspetti fondamentali della transizione metallo-isolante nel VO₂. C. Wen et al., review 2024 su preparazione, proprietà e applicazioni dei film sottili di VO₂. C. Jiang et al., Light: Science & Applications (2024), review sulle smart windows termocromiche basate su VO₂. S. Cheng et al., Nature Communications (2025), transizione puramente elettronica in VO₂ rutilo. USGS, Mineral Commodity Summaries 2026: Vanadium. DOE, progetti e criticità delle filiere dei materiali critici, inclusi usi del vanadio.
SCOPRI DI PIU' Studio Reologico dei Polimeri nella Coestrusione: Sfide Industriali e Soluzioni Avanzate
Studio Reologico dei Polimeri nella Coestrusione: Sfide Industriali e Soluzioni AvanzateAnalisi dettagliata sul comportamento reologico dei materiali polimerici, principali problematiche e tecniche innovative per ottimizzare il processo industriale di coestrusionedi Marco ArezioLa coestrusione è una tecnica avanzata, molto diffusa nell'industria dei polimeri, che consente la realizzazione di prodotti composti da più strati, ciascuno con specifiche proprietà fisiche e chimiche. La conoscenza approfondita della reologia dei polimeri risulta determinante per garantire l'efficienza del processo produttivo e l'elevata qualità del prodotto finito. Questo articolo analizza nel dettaglio le caratteristiche reologiche implicate nel processo di coestrusione, esplorando le principali criticità riscontrate in ambito industriale e illustrando strategie tecniche mirate per affrontarle con successo. Cosa è la Coestrusione delle Materie Plastiche La coestrusione consiste nel fondere contemporaneamente diversi materiali polimerici per produrre manufatti multistrato con prestazioni migliori rispetto a quelle ottenibili dai singoli materiali. Tra le proprietà integrate in un prodotto coestruso si annoverano la resistenza meccanica, un’elevata barriera ai gas e una maggiore stabilità chimica ed estetica. Tuttavia, per ottenere risultati soddisfacenti, è indispensabile comprendere in modo approfondito il comportamento reologico dei polimeri, ovvero come essi reagiscono alle sollecitazioni termiche e meccaniche durante la lavorazione. Comportamento Reologico dei Polimeri nella Coestrusione I polimeri presentano tipicamente una natura viscoelastica, caratterizzata sia da proprietà viscose che elastiche, che influenzano direttamente il loro comportamento nel processo di lavorazione. Tra i principali fattori che determinano tale comportamento reologico troviamo la viscosità, il peso molecolare e la temperatura. La viscosità, infatti, varia notevolmente al variare del peso molecolare e della temperatura. Pertanto, un accurato controllo di questi parametri risulta cruciale per evitare instabilità durante il processo produttivo. In particolare, l’aumento del peso molecolare porta a un incremento della viscosità a causa degli intrecci molecolari (entanglements). Inoltre, molti polimeri mostrano il fenomeno di shear-thinning, ovvero una riduzione della viscosità all'aumentare della velocità di deformazione, facilitando così la lavorabilità ma aumentando il rischio di degrado termico. Problematiche Industriali nella Coestrusione Una delle sfide principali nella coestrusione è la compatibilità reologica tra i diversi polimeri utilizzati. Se esistono differenze significative nelle viscosità dei materiali coinvolti, possono verificarsi instabilità alle interfacce che portano a difetti o deformazioni nel prodotto finale. Un problema frequente è il fenomeno dell’incapsulamento, dove un materiale a viscosità più bassa tende ad inglobare quello più viscoso, compromettendo la qualità strutturale. Inoltre, una scarsa compatibilità reologica può causare un’adesione insufficiente tra gli strati, riducendo significativamente le performance complessive del prodotto finale. Tecniche Avanzate di Caratterizzazione Reologica Per fronteggiare queste criticità è necessario utilizzare tecniche avanzate di caratterizzazione reologica, come la reometria rotazionale e capillare. La reometria rotazionale permette di misurare con precisione viscosità ed elasticità del polimero in diverse condizioni operative, mentre la reometria capillare simula più accuratamente le condizioni reali dell’estrusione industriale, determinando la viscosità ad elevate velocità di deformazione tipiche dei processi produttivi. Strategie di Ottimizzazione della Coestrusione Per migliorare l'efficienza del processo e risolvere le problematiche reologiche, è possibile adottare specifiche strategie operative. Tra queste, la progettazione ottimizzata delle teste di estrusione, supportata dalla fluidodinamica computazionale (CFD), permette di definire geometrie che assicurino un flusso omogeneo e stabile. Un’altra strategia consiste nell’uso di additivi compatibilizzanti e modificatori reologici, che aumentano l’adesione e uniformano la viscosità tra i diversi materiali. Infine, l’implementazione di sistemi automatizzati con sensori integrati di pressione e temperatura consente un controllo continuo e preciso del processo produttivo, riducendo scarti e aumentando la qualità finale. Applicazioni Industriali della Coestrusione Grazie alla sua versatilità, la coestrusione trova ampia applicazione in numerosi settori industriali. Nel settore del packaging flessibile, consente di produrre film multistrato con elevate proprietà barriera, combinando materiali performanti come EVOH e polietilene. Nell’industria automobilistica, la coestrusione è impiegata per realizzare componenti con elevate prestazioni meccaniche, estetiche e di resistenza chimica. Nel settore delle costruzioni, invece, viene utilizzata per fabbricare tubazioni e pannelli isolanti altamente resistenti agli agenti atmosferici e dimensionalmente stabili. Conclusioni Un’approfondita conoscenza delle proprietà reologiche dei polimeri è essenziale per ottimizzare la coestrusione in ambito industriale. Attraverso tecniche avanzate di progettazione, caratterizzazione e controllo del processo, è possibile garantire una produzione efficiente, limitare gli sprechi e ottenere costantemente prodotti di elevata qualità.© Riproduzione Vietata
SCOPRI DI PIU' Polimeri da Fonti Rinnovabili Rinforzati con Grafene: Innovazione, Applicazioni e Sostenibilità
Polimeri da Fonti Rinnovabili Rinforzati con Grafene: Innovazione, Applicazioni e SostenibilitàScopri come la sintesi avanzata e la caratterizzazione di materiali compositi a base di grafene aprano nuove frontiere tecnologiche e sostenibilidi Marco ArezioNegli ultimi anni, l’attenzione verso materiali sostenibili derivati da fonti rinnovabili è cresciuta notevolmente. Tra questi materiali spiccano i polimeri biodegradabili come l'acido polilattico (PLA), i poliidrossialcanoati (PHA) e vari derivati della cellulosa. Questi polimeri rappresentano una valida alternativa ai materiali tradizionali derivati da fonti fossili, grazie al ridotto impatto ambientale e alla loro biodegradabilità. Tuttavia, presentano alcune limitazioni intrinseche, come la bassa resistenza meccanica, una limitata conducibilità termica ed elettrica e una scarsa stabilità termica, che ne limitano significativamente le applicazioni industriali avanzate. Grafene come Rinforzo Innovativo nei Materiali Compositi Il grafene, un materiale composto da uno strato bidimensionale di atomi di carbonio disposti in una struttura esagonale, si distingue per proprietà eccezionali di resistenza meccanica, superiore persino a quella dell'acciaio, e per elevate conducibilità termica ed elettrica. Queste proprietà lo rendono ideale per rinforzare matrici polimeriche, migliorando in maniera significativa le prestazioni dei materiali compositi derivati da fonti rinnovabili. L'integrazione del grafene consente di realizzare materiali compositi sostenibili con proprietà comparabili o superiori rispetto ai materiali convenzionali, aprendo nuove opportunità applicative. Tecniche di Sintesi dei Compositi Polimerici Rinforzati con Grafene La realizzazione di compositi polimerici rinforzati con grafene richiede tecniche di sintesi specifiche e avanzate, volte a ottenere una dispersione omogenea e stabile del rinforzo nella matrice polimerica. Tra queste tecniche si distinguono la sonificazione ultrasonica, efficace nel separare uniformemente le lamelle di grafene, la miscelazione meccanica ad alta energia, capace di miscelare fisicamente i componenti in modo uniforme, e l’utilizzo di solventi ecocompatibili, che migliorano la dispersione senza comprometterne la sostenibilità. Una dispersione efficace previene l'agglomerazione, ottimizzando le proprietà meccaniche e termiche del materiale finale. Tecniche di Caratterizzazione Avanzata dei Compositi Per garantire la qualità e l’efficacia dei compositi polimero-grafene, sono necessarie tecniche avanzate di caratterizzazione. La spettroscopia Raman consente di analizzare le interazioni molecolari tra grafene e matrice polimerica, evidenziando il grado di adesione interfaciale. La microscopia elettronica a scansione (SEM) e la microscopia a forza atomica (AFM) offrono informazioni dettagliate sulla morfologia della dispersione, identificando eventuali irregolarità o agglomerati. Infine, l'analisi termogravimetrica (TGA) valuta la stabilità termica e la resistenza del materiale composito in condizioni operative ad alta temperatura. Risultati Tecnici e Applicazioni Industriali L’impiego di grafene nei polimeri sostenibili ha mostrato miglioramenti significativi nelle proprietà meccaniche, conducendo a materiali compositi dalle performance superiori rispetto ai polimeri non rinforzati. Le applicazioni emergenti riguardano l’elettronica flessibile, con polimeri conduttivi altamente resistenti; l'industria automobilistica, dove leggerezza e proprietà avanzate sono essenziali; il packaging alimentare, che richiede proprietà barriera migliorate; e il settore biomedicale, dove la biocompatibilità si combina con le performance offerte dal grafene. Prospettive Future e Sostenibilità I polimeri rinforzati con grafene rappresentano una promettente frontiera tecnologica per la sostenibilità ambientale e l’innovazione industriale. Tuttavia, restano sfide tecniche, come la scalabilità industriale, l’ottimizzazione continua delle tecniche di dispersione e la valutazione del ciclo di vita completo del materiale. Le future ricerche dovranno focalizzarsi su metodi produttivi ancora più ecocompatibili e scalabili. L'adozione crescente di questi materiali potrebbe favorire una significativa transizione verso modelli di produzione e consumo sostenibili, contribuendo agli obiettivi globali di sostenibilità ambientale ed economica. © Riproduzione Vietata
SCOPRI DI PIU' Aggregati artificiali siderurgici nei polimeri: quando possono sostituire carbonato di calcio e talco nei compound plastici
Aggregati artificiali siderurgici nei polimeri: quando possono sostituire carbonato di calcio e talco nei compound plasticiScorie nere ferro-calciche e filler calcio-alluminati grigio chiaro: analisi tecnica, limiti di processo e applicazioni realistiche delle cariche artificiali industriali nelle miscele polimericheAutore: Marco Arezio. Esperto in economia circolare, riciclo dei polimeri e processi industriali delle materie plastiche. Fondatore della piattaforma rMIX, dedicata alla valorizzazione dei materiali riciclati e allo sviluppo di filiere sostenibili.Data: 15 aprile 2026 Tempo di lettura: 19 minuti Perché le cariche artificiali siderurgiche meritano attenzione nel compounding Nel compounding plastico, chi continua a guardare le cariche come semplici strumenti per abbassare il costo formula sta leggendo il mercato con categorie ormai superate. Oggi una carica deve essere giudicata su quattro piani insieme: disponibilità industriale, costanza qualitativa, effetto sulle prestazioni e contributo alla sostenibilità della filiera. Le scorie siderurgiche fini o micronizzate entrano in questo spazio perché mettono a disposizione una famiglia di filler a base ossidica che non deriva da escavazione primaria, ma da un processo industriale già esistente, e che può modificare in modo sensibile rigidità, durezza, comportamento reologico, massa del compound e, in alcuni casi, perfino la risposta termica del manufatto. La letteratura di revisione sugli industrial-waste-filled polymer composites conferma che questi materiali non vanno più considerati soltanto come riempitivi di ripiego, ma come possibili filler funzionali, a patto che siano stabilizzati, ben caratterizzati e progettati per la matrice in cui entrano. I vantaggi circolari e ambientali delle cariche artificiali rispetto a quelle naturali Quando confronto una carica artificiale di origine siderurgica con una carica naturale come carbonato di calcio, talco o altre farine minerali da cava, non mi fermo mai al solo tema del prezzo o della prestazione meccanica. Il punto decisivo è un altro: la carica artificiale nasce da una materia che esiste già perché è stata generata da un altro processo industriale, mentre la carica naturale richiede quasi sempre una nuova estrazione, una nuova movimentazione, una nuova macinazione e una nuova logistica dedicate. È qui che si apre il vero vantaggio circolare. Nel caso degli aggregati artificiali qui considerati, il produttore dichiara con chiarezza una logica di economia circolare basata sul recupero di materiali derivati dai processi siderurgici, trasformati in by-product concentrati e stabili, con l’obiettivo di riportare gli scarti nel ciclo economico con caratteristiche ambientali e geotecniche migliorative rispetto al prodotto naturale. Il primo vantaggio ambientale, quindi, è la riduzione del prelievo di risorse vergini. Ogni tonnellata di carica artificiale che sostituisce una quota equivalente di filler naturale riduce, almeno in linea di principio, la pressione su cave di calcare, marna, dolomia o talco. Questo aspetto non va banalizzato. L’estrazione mineraria per la produzione di filler comporta consumo di suolo, trasformazione del paesaggio, movimentazione di grandi volumi, uso di mezzi pesanti, polveri, energia per frantumazione e macinazione e, in molti casi, gestione di sterili o materiali di scarto. Quando invece si valorizza una scoria già prodotta dalla filiera metallurgica, la materia prima non viene cercata nel sottosuolo: viene recuperata, selezionata, stabilizzata e reindirizzata verso un uso ad alto valore. È esattamente questo il passaggio che rende la carica artificiale più coerente con una logica di simbiosi industriale. Lo stesso produttore afferma che questi filler, in quanto derivati da lavorazioni precedenti, non consumano risorse naturali ma valorizzano scarti di produzione. Il secondo vantaggio è la trasformazione di un residuo industriale in materia tecnica. Questo aspetto è centrale perché distingue il semplice smaltimento dalla valorizzazione vera. Una carica artificiale non è ambientalmente interessante solo perché “riciclata”, ma perché viene portata a uno stato di qualità tale da poter sostituire, in specifiche applicazioni, una materia prima primaria. Nel caso dei materiali qui analizzati, la filiera dichiarata non si limita a raccogliere una scoria: la raffredda, la seleziona, la deferrizza quando necessario, la classifica per granulometria e la propone in forme grossolane o micronizzate. Questo significa che il vantaggio ambientale non è solo nel fatto che il materiale non va in discarica, ma nel fatto che viene reinserito nel mercato come prodotto funzionale, con specifiche, impieghi e in alcuni casi certificazioni di prodotto. Dal punto di vista della circolarità industriale, questa è la differenza che conta davvero. Il terzo vantaggio è la riduzione del carico ambientale associato alla filiera dei leganti e dei filler tradizionali, soprattutto quando la carica artificiale entra in sistemi dove può ridurre il consumo di cemento, calce o altre materie ottenute con processi ad alta intensità energetica. Qui il quadro è particolarmente interessante. Il catalogo tecnico dichiara che il costo del filler è inferiore a quello di produzione del cemento, perché evita parte degli oneri connessi all’estrazione di argilla e calcare e alla loro cottura, e aggiunge che il filler può ridurre la quantità di cemento presente nel calcestruzzo o nella malta. La scheda della carica calcio-alluminata grigio chiaro afferma inoltre in modo esplicito che il materiale è impiegabile in clinkerizzazione con abbattimento delle emissioni di CO2 e che altri impieghi sono alternativi alla calce vergine quando il valore aggiunto ricercato è il ridotto impatto ambientale. Queste indicazioni riguardano in primo luogo i sistemi cementizi, ma il principio industriale è lo stesso che interessa anche il mondo dei polimeri: sostituire una quota di materia primaria con una materia seconda funzionale significa spostare il bilancio ambientale della formulazione in una direzione più favorevole. Il quarto vantaggio è la maggiore coerenza con la gerarchia europea della gestione delle risorse. Una carica naturale vergine ha una filiera lineare: si estrae, si lavora, si consuma. Una carica artificiale ottenuta da residui siderurgici ha invece una filiera che, almeno potenzialmente, prolunga il valore di una materia già entrata nel sistema economico. Questo non significa che ogni scoria sia automaticamente “verde”. Significa però che, quando il materiale è tecnicamente stabile, normativamente gestibile e industrialmente utilizzabile, il suo impiego è molto più vicino a una logica di upgrading di materia che non a una logica estrattiva lineare. Nel catalogo tecnico questo concetto è espresso senza ambiguità: i by-product vengono presentati come risorse, inserite in un circolo virtuoso che favorisce la sostenibilità in un mondo di risorse finite. È un’affermazione di taglio industriale, non retorico, e coglie il punto reale del tema. C’è poi un quinto vantaggio, spesso trascurato, che riguarda la territorialità delle filiere. Le cariche naturali non sono tutte locali. Molte formulazioni dipendono da filler che viaggiano per centinaia di chilometri, talvolta da altri Paesi, prima di arrivare all’impianto di compounding o al sito di produzione. Una carica artificiale generata e trattata in prossimità di un polo siderurgico può invece contribuire a creare filiere più corte, più integrate e più leggibili dal punto di vista ambientale. Questo aspetto non si vede in una singola scheda tecnica, ma nella logica complessiva del sistema: la materia nasce come residuo in un impianto industriale, viene qualificata nello stesso ecosistema produttivo e può essere ridestinata a mercati vicini, riducendo il peso della componente estrattiva e, in molti casi, anche quello della logistica lunga. Esiste poi un sesto vantaggio che considero molto importante: la carica artificiale spinge il mercato a valutare la materia per funzione e non per origine. Questo cambio culturale ha una ricaduta ambientale profonda. Finché il mercato ragiona solo in termini di “materiale naturale uguale qualità, materiale secondario uguale compromesso”, la circolarità resta marginale. Quando invece una scoria trattata entra in una formula perché offre rigidità, massa, durezza, colore tecnico o risposta reologica utili, il residuo smette di essere percepito come un problema e diventa una risorsa progettuale. In quel momento l’economia circolare smette di essere solo un argomento etico e diventa una pratica industriale misurabile. Nel caso specifico delle cariche qui analizzate, gli elementi per sostenere questo giudizio ci sono. La filiera è basata su rottami selezionati e riciclati, una trasformazione dei residui in by-product stabili, una prospettiva esplicita di economia circolare, la disponibilità di marcature CE, EPD e certificazioni di sistema come EMAS, ISO 14001 e ISO 9001, oltre alla possibilità di impieghi in settori che vanno dal calcestruzzo ai geopolimeri, fino alle versioni fini per applicazioni più specialistiche. Questi elementi non bastano, da soli, a concludere che ogni applicazione nei polimeri sia automaticamente sostenibile; bastano però a sostenere una tesi forte e corretta: rispetto alle cariche naturali, le cariche artificiali siderurgiche offrono un vantaggio circolare strutturale perché valorizzano una materia già esistente, riducono il ricorso all’estrazione primaria e aprono la strada a formulazioni più coerenti con una manifattura a minore consumo di risorse vergini. Per questo, nel mio giudizio tecnico, il vero vantaggio ambientale di queste cariche non è solo nel fatto che siano “riciclate”. Il vero vantaggio è che trasformano la scoria da costo ambientale potenziale a risorsa industriale utile, spostando il baricentro della formulazione dalla logica estrattiva alla logica del riuso qualificato. Ed è esattamente questo il punto in cui la circolarità smette di essere uno slogan e diventa industria. Le due famiglie che contano davvero: ferro-calciche scure e calcio-alluminate chiare Quando si parla di scorie nei polimeri, la prima cosa da fare è separare materiali che industrialmente non si comportano allo stesso modo. La variante ferro-calcica grigio scuro presenta una composizione tipica con SiO2 12-15%, CaO 30-35%, MgO 6-10%, Al2O3 7-9% e ossidi di ferro 31-36%, è dichiarata non solubile in acqua distillata a 20 °C e ha una gravità specifica nell’ordine di 3,6-3,7 t/m³. Questo profilo la colloca con chiarezza tra le cariche ossidiche pesanti, dure, adatte a compound tecnici dove contano rigidità, massa e resistenza meccanica più della resa cromatica. La variante grigio chiaro, invece, ha un profilo nettamente diverso: CaO 45-60%, Al2O3 20-25%, MgO 5-9%, SiO2 2-5%, FeO 1-2% e somma dei metalli pesanti inferiore all’1%. Questa chimica la avvicina alla famiglia dei calcio-alluminati di recupero e la rende, sul piano cromatico, molto più gestibile rispetto a una scoria nera ferrifera. Ma proprio qui sta il punto tecnico: il vantaggio di colore non la trasforma in una carica inerte equivalente a un carbonato di calcio standard. Resta un sistema più reattivo, più alcalino e più delicato sotto il profilo dell’interazione superficiale con additivi, umidità e matrice. Perché non ha senso parlare di sostituzione automatica di CaCO3 e talco Carbonato di calcio e talco sono filler con una storia industriale lunga, codificata e ripetibile. Il loro successo non dipende solo dal prezzo, ma dalla prevedibilità: granulometrie stabili, superfici trattabili, risposta nota nelle poliolefine, nel PVC, negli elastomeri e nelle formulazioni caricate. Le cariche siderurgiche artificiali appartengono a un’altra categoria. Hanno densità generalmente più elevate, cromia meno neutra, durezza spesso maggiore e una superficie chimicamente più complessa. Per questo non ha alcun senso tecnico descriverle come sostituti “diretti” del CaCO3 o del talco in modo generalizzato. Ha invece senso valutarle come filler tecnici che, in certe formule, possono prendere il posto di una quota di carica tradizionale cambiando però il profilo del compound. In pratica, quando una carica artificiale siderurgica entra in una matrice polimerica, cambiano almeno cinque cose insieme: il peso specifico del compound, la sua tonalità, l’usura potenziale dell’impianto, la reologia della massa fusa o della mescola e la qualità dell’interfaccia filler-polimero. Questo significa che la domanda corretta non è “può sostituire il carbonato di calcio?”, ma “in quale sistema formula-processo-applicazione questa carica costruisce un vantaggio tecnico o ambientale credibile rispetto al filler convenzionale?”. È una differenza di impostazione fondamentale, perché separa il linguaggio commerciale dalla formulazione seria. Cosa insegna il polipropilene sulle scorie come filler funzionali Il polipropilene è oggi la matrice che permette di leggere meglio il potenziale reale delle scorie come filler funzionali. Il lavoro di Gobetti e coautori sull’impiego di scoria EAF in diverse matrici polimeriche mostra che, nel PP, l’introduzione del filler porta a un aumento del modulo a trazione e della tensione di snervamento, mentre l’allungamento a rottura si riduce, come accade nei sistemi irrigiditi da carica minerale. Il punto più interessante non è solo l’aumento di rigidità, ma il fatto che gli autori giudicano il comportamento del filler comparabile a quello di cariche tradizionali come talco e carbonato di calcio, pur dentro una diversa identità formulativa. Inoltre, lo stesso studio richiama con forza il tema della lisciviazione e del controllo degli elementi potenzialmente indesiderati, chiarendo che il riuso serio della scoria richiede verifica ambientale oltre che meccanica. La tesi di Mostafa sulla loppa d’altoforno come filler funzionale nel PP va ancora più a fondo e, a mio avviso, coglie il punto strategico della questione. La BFS non viene presentata come una carica economica che imita il carbonato di calcio, ma come un filler che, se correttamente calibrato, può modificare in modo utile il profilo struttura-proprietà del PP. La ricerca mostra che, quando la loppa è opportunamente tailored, può influenzare reologia, proprietà termiche e prestazioni meccaniche del polipropilene ben oltre il semplice effetto riempitivo. Ancora più significativo è il dato riportato sulla BFS modificata e compoundata con bivite: la deformazione a rottura del PP supera il 350%, mentre rispetto a un compound commerciale mineral-filled per finiture interne si raggiungono livelli di duttilità molto più elevati con rigidezza e tenacità comparabili. Questo è esattamente il punto che nel dibattito industriale spesso sfugge: una scoria non è interessante solo se copia un filler tradizionale; è interessante se permette di progettare un compound diverso e utile. Gli elastomeri sono oggi il terreno più convincente Se nei termoplastici la prudenza resta necessaria, negli elastomeri il quadro è molto più concreto. L’articolo pubblicato su JOM sull’impiego della scoria EAF in NBR mostra che il filler accelera la cinetica di reticolazione, riduce il tempo ciclo, aumenta durezza e modulo a compressione e mantiene il compression set entro valori considerati accettabili per impieghi reali, pur con la normale riduzione della capacità di recupero elastico al crescere del contenuto di scoria. Un altro elemento di grande importanza è che la matrice polimerica riduce in modo significativo la lisciviazione della scoria incorporata, aspetto cruciale quando si ragiona in termini di riuso industriale sicuro. Ancora più rilevante, rispetto al confronto con il carbonato di calcio, è il lavoro del 2023 sulla white steel slag da ladle furnace in mescole NBR. Qui il confronto non è teorico ma diretto: una formulazione NBR standard caricata con CaCO3 viene messa a confronto con una formulazione contenente il 10% in volume di LF slag. La pubblicazione dichiara che il comportamento meccanico del sistema caricato con scoria è equivalente a quello del sistema con carbonato di calcio e inquadra il risultato come esempio concreto di simbiosi industriale. Questo è uno dei pochi casi in cui, senza forzature, si può parlare di vera sostituzione di una carica convenzionale da parte di una carica artificiale siderurgica in una formula definita. Il vantaggio del grigio chiaro e i suoi limiti chimici La disponibilità di una versione grigio chiaro cambia molto il discorso applicativo. Una scoria ferrifera scura, per quanto valida sul piano meccanico, resta quasi sempre confinata a compound neri, grigi, marroni scuri o pigmentati in modo coprente. Un filler calcio-alluminato chiaro apre invece la porta a formulazioni più gestibili nei toni pietra, cemento, grigio chiaro e tortora, e in generale a tutti quei compound tecnici in cui il nero non sarebbe accettabile. Questo non è un dettaglio secondario: nel compounding il colore è spesso il primo ostacolo che ferma l’adozione di un filler alternativo, prima ancora della meccanica. Detto questo, non commetterei mai l’errore di presentare una carica calcio-alluminata chiara come un equivalente del carbonato bianco. La sua composizione ricca di CaO e Al2O3 la rende molto più interessante, ma anche più delicata. La letteratura sulle ladle furnace slag e sui sistemi derivati richiama infatti la necessità di controllare reattività residua, stabilità volumetrica, umidità e maturazione delle fasi più sensibili. Per questo, se l’obiettivo è l’impiego in PP, PE, PVC o TPE, la validazione deve essere molto rigorosa: essiccazione, pH superficiale, eventuale trattamento, compatibilità con gli additivi e stabilità nel tempo non sono dettagli, ma precondizioni. Il nodo decisivo: interfaccia, granulometria e trattamento superficiale Nessuna carica industriale nuova entra davvero nel mercato dei polimeri se non supera la prova dell’interfaccia. La chimica generale conta, ma conta ancora di più il modo in cui la particella si disperde, aderisce, scorre e interagisce con la matrice. Per questo considero indispensabili almeno sette verifiche prima di prendere sul serio una carica artificiale siderurgica in un compound plastico: curva granulometrica completa con d10, d50 e d90; umidità residua e protocollo di essiccazione; analisi chimica completa con metalli in tracce; pH e alcalinità superficiale; contenuto di magnetici residui; superficie specifica e assorbimento olio; prove pilota di compounding con eventuali compatibilizzanti come PP-g-MA, silani, titanati o rivestimenti superficiali. La letteratura sul PP con BFS e quella sugli elastomeri caricati con scorie converge su un punto: quando l’interfaccia è ben progettata, la scoria smette di essere un sottoprodotto disperso male e diventa un filler funzionale. Il profilo del fornitore e la maturità industriale dell’offerta Il profilo pubblicato su rMIX aiuta a leggere il passaggio dalla teoria alla pratica industriale. L’offerta riguarda aggregati sintetici riciclati ottenuti dalla frantumazione e vagliatura della scoria da arco elettrico, destinati a sottofondi, massicciate, calcestruzzi e asfalti. La descrizione insiste su alcuni punti che considero molto rilevanti anche per chi guarda al futuro impiego nei polimeri: granulometrie differenziate, forma controllata del granulo, assenza di silice libera, certificazioni CE, schede tecniche chiare e disponibilità di consulenza tecnica per applicazioni su misura. In altre parole, il materiale non viene proposto come semplice recupero di un residuo, ma come prodotto industriale già organizzato secondo logiche di prestazione, documentazione e supporto applicativo..Dove queste cariche hanno più senso e dove invece no Le cariche artificiali siderurgiche hanno oggi il loro spazio più credibile nei compound tecnici, non in quelli generalisti o estetici. Le vedo con senso industriale in PP e PE per manufatti rigidi, pannelli, supporti, articoli da edilizia plastica, componenti per infrastrutture, basi, distanziatori, sistemi zavorrati, articoli stampati scuri o grigi, resine tecniche e, soprattutto, elastomeri dove durezza, modulo e resistenza compressiva contano più della brillantezza cromatica. In queste applicazioni la maggiore densità, il colore meno neutro e la natura ossidica della carica possono essere accettati o addirittura diventare parte del valore tecnico del prodotto finale. Le vedo invece molto meno credibili in packaging chiaro, articoli alleggeriti, manufatti ad alta estetica superficiale, compound masterbatch-friendly con forte esigenza di bianco o brillantezza e in tutte quelle formule in cui la costanza ottica e la leggerezza sono più importanti della rigidità o del messaggio circolare. In questi casi il vantaggio ambientale non basta a compensare i limiti di densità, colore e variabilità potenziale. La selezione dell’applicazione, quindi, non è un dettaglio finale: è la prima vera decisione tecnica. Conclusioni La conclusione, se si vuole scrivere con competenza e non per suggestione, è chiara. Le cariche artificiali siderurgiche non sono un rimpiazzo indistinto delle cariche minerali tradizionali. Sono una nuova famiglia di filler tecnici a base ossidica, con almeno due grandi profili industriali: quello ferro-calcico scuro, più pesante e più adatto a compound strutturali e tecnici; e quello calcio-alluminato chiaro, più favorevole sul piano cromatico ma più delicato sul piano chimico. La letteratura sostiene in modo convincente l’impiego della scoria EAF in PP, NBR ed epossidiche e sostiene in modo particolarmente forte la sostituzione del carbonato di calcio in NBR con white slag da ladle furnace. Allo stesso tempo, impone prudenza rigorosa quando si tenta di estendere questi risultati a tutti i termoplastici e a tutte le formule. Per questo, il modo corretto di presentare il tema non è dire che le scorie “possono sostituire il CaCO3”. Il modo corretto è dire che, quando sono selezionate, micronizzate, controllate e compatibilizzate con metodo, alcune cariche artificiali siderurgiche possono diventare filler funzionali credibili e industrialmente utili in specifiche matrici polimeriche. È una tesi più prudente, ma anche molto più forte, perché regge sia davanti a un tecnico di laboratorio sia davanti a un responsabile industriale. FAQ Le scorie siderurgiche possono sostituire completamente il carbonato di calcio nei polimeri? In alcune formulazioni specifiche, soprattutto elastomeriche, possono sostituirlo in parte o raggiungere prestazioni comparabili. Ma parlare di sostituzione completa e generalizzata sarebbe tecnicamente scorretto. Il filler grigio chiaro risolve il problema estetico? Lo riduce, non lo elimina. È più gestibile della scoria scura, ma non equivale a una carica bianca tradizionale e richiede comunque una strategia colore dedicata. Qual è oggi la matrice più promettente? Tra i termoplastici, il PP è la matrice più documentata. Tra gli elastomeri, l’NBR è quella con le evidenze più convincenti sia per scorie EAF sia per white slag. Qual è l’errore più grave in industrializzazione? Trattare la carica artificiale siderurgica come se fosse un carbonato standard. In realtà cambiano densità, interfaccia, colore, usura macchina, risposta reologica e verifiche ambientali. FontiGobetti, Cornacchia, Ramorino, Innovative Reuse of Electric Arc Furnace Slag as Filler for Different Polymer Matrixes, 2021. Gobetti, Cornacchia, Ramorino, White steel slag from ladle furnace as calcium carbonate replacement for nitrile butadiene rubber, 2023. Gobetti, Cornacchia, Ramorino, Reuse of Electric Arc Furnace Slag as Filler for Nitrile Butadiene Rubber, 2022. Mostafa, The Influence of Blast Furnace Slag as a Functional Filler on Polypropylene Compounds, 2017.Immagine su licenza © Riproduzione Vietata
SCOPRI DI PIU' Ottimizzazione della Qualità Superficiale nella Lavorazione ad Alta Velocità delle Plastiche
Ottimizzazione della Qualità Superficiale nella Lavorazione ad Alta Velocità delle PlasticheStrategie Avanzate per Migliorare Precisione, Stabilità e Finitura nella Lavorazione HSMdi Marco ArezioLa lavorazione ad alta velocità (High-Speed Machining, HSM) rappresenta una tecnologia all’avanguardia per il trattamento dei materiali plastici. Ampiamente utilizzata nei settori automobilistico, aerospaziale e medicale, questa tecnica consente di raggiungere un’elevata precisione ed efficienza. Tuttavia, il successo del processo dipende dalla capacità di ottimizzare la qualità della superficie, un aspetto fondamentale sia per l’estetica che per le prestazioni funzionali del prodotto finale. Analizziamo in dettaglio i fattori principali che influenzano questo parametro critico. Le Caratteristiche dei Materiali Plastici Le plastiche offrono una straordinaria versatilità, ma la loro lavorazione presenta problematiche specifiche legate alle proprietà chimiche e fisiche. Ad esempio, i polimeri termoplastici come il polietilene (PE) e il policarbonato (PC) tendono a fondere sotto l’effetto del calore, facilitando alcune operazioni ma richiedendo un controllo rigoroso delle temperature. Al contrario, i termoindurenti, come le resine epossidiche, resistono meglio alle alte temperature ma sono meno malleabili durante il taglio. La durezza e la fragilità del materiale influiscono direttamente sul comportamento durante la lavorazione. Un materiale troppo fragile potrebbe rompersi, mentre uno troppo duro può generare un'elevata resistenza al taglio. Inoltre, la bassa conduttività termica tipica delle plastiche aumenta il rischio di deformazioni e bruciature superficiali, sottolineando l’importanza di un controllo termico avanzato. Parametri di Lavorazione Per ottenere una finitura superficiale di alta qualità, è cruciale regolare con precisione i parametri di lavorazione. La velocità di taglio, ad esempio, deve essere sufficientemente elevata da ridurre le bave, ma non così alta da provocare surriscaldamenti. Allo stesso modo, l’avanzamento e la profondità di taglio devono essere bilanciati per evitare vibrazioni e garantire uniformità. Una velocità troppo bassa compromette la produttività, mentre una profondità di taglio eccessiva può generare instabilità. La scelta di valori ottimali per ciascun parametro dipende dal tipo di plastica e dalle specifiche applicazioni richieste. L’Importanza dell’Utensile Gli utensili rivestono un ruolo centrale nella lavorazione ad alta velocità delle plastiche. La geometria e il materiale dell’utensile devono essere accuratamente progettati per ridurre l’accumulo di materiale e prevenire il surriscaldamento. Utensili in diamante policristallino (PCD) o rivestiti in nitruro di titanio (TiN) offrono prestazioni eccellenti grazie alla loro resistenza all’usura e alla durata superiore. La manutenzione regolare degli utensili è altrettanto importante: utensili affilati minimizzano i difetti superficiali come bave o striature, garantendo una finitura uniforme. Inoltre, l’uso di sistemi di monitoraggio automatico per rilevare segni di usura può migliorare significativamente l’efficienza e la qualità complessiva del processo. Fenomeni Termici Il calore generato durante la lavorazione ad alta velocità rappresenta una delle principali sfide per la qualità della superficie. Temperature elevate nella zona di taglio possono causare fusione, deformazioni o alterazioni delle proprietà meccaniche del materiale. Per gestire questi fenomeni, si utilizzano sistemi di raffreddamento avanzati, come flussi d’aria compressa o refrigeranti liquidi, che dissipano il calore in eccesso. Parallelamente, lubrificanti ad alte prestazioni riducono l’attrito e contribuiscono a mantenere stabili le condizioni operative. La scelta della tecnologia più adatta dipende dalle caratteristiche specifiche del materiale e dal tipo di lavorazione. Vibrazioni e Stabilità Le vibrazioni sono una delle principali cause di difetti superficiali nella lavorazione ad alta velocità. Possono derivare da una rigidità insufficiente della macchina, da utensili usurati o da parametri di taglio non ottimizzati. Una struttura macchina rigida e stabile è essenziale per minimizzare le oscillazioni indesiderate. Il controllo delle frequenze naturali del sistema aiuta a prevenire fenomeni di risonanza, che amplificano le vibrazioni e compromettono la finitura. Sensori avanzati e sistemi di monitoraggio in tempo reale sono strumenti utili per identificare e risolvere tempestivamente eventuali problemi. L’Ambiente di Lavoro Un ambiente di lavoro controllato contribuisce in modo significativo alla qualità della lavorazione. La pulizia riduce il rischio di contaminazioni che possono alterare l’interazione tra utensile e materiale, mentre il mantenimento di temperature e umidità stabili evita variazioni indesiderate nelle proprietà del pezzo lavorato. Esempi di Applicazione nella Lavorazione delle Plastiche Fresatura ad Alta Velocità del Policarbonato (PC) Settore di utilizzo: Componenti trasparenti per l'illuminazione e lenti ottiche. Approccio: L'uso di frese rivestite in nitruro di titanio (TiN) consente di ottenere superfici lisce e prive di striature, migliorando l’efficienza ottica. Stampaggio a Compressione con Rifinitura HSM Settore di utilizzo: Pannelli di rivestimento interni per automobili. Approccio: Rifinitura ad alta velocità con utensili diamantati per ridurre i difetti estetici e garantire una finitura uniforme. Microlavorazione di Polimeri Termoplastici per Dispositivi Medicali Settore di utilizzo: Produzione di componenti in PEEK per impianti medici. Approccio: Sistemi di raffreddamento con flussi d'aria compressa e utensili in carburo per minimizzare le deformazioni termiche. Taglio Laser di Materiali Plastici con Successiva Lavorazione HSM Settore di utilizzo: Componenti acrilici per dispositivi elettronici. Approccio: Rifinitura delle irregolarità residue del taglio laser mediante frese a bassa profondità. Lavorazione di Schiume Polimeriche (EPS o PU) Settore di utilizzo: Prototipi o modelli. Approccio: Utensili con geometrie specifiche per evitare residui e ottenere una lavorazione precisa. Rifinitura di Componenti Stampati in 3D Settore di utilizzo: Componenti in PLA o ABS per prototipi. Approccio: Fresatura HSM con lubrificazione per migliorare la finitura superficiale. Lucidatura ad Alta Velocità di Materie Plastiche Trasparenti Settore di utilizzo: Schermi in acrilico per display. Approccio: Utilizzo di frese diamantate per garantire superfici perfettamente lisce. Conclusioni La qualità della superficie nella lavorazione ad alta velocità delle plastiche dipende da un equilibrio tra molteplici fattori: le proprietà del materiale, i parametri di lavorazione, la scelta e la manutenzione degli utensili, la gestione termica e il controllo delle vibrazioni. Approfondire la conoscenza di questi aspetti consente alle aziende di migliorare la qualità dei prodotti, ridurre gli sprechi e aumentare la competitività. Investire in tecnologie avanzate e formazione è essenziale per affrontare le sfide di un mercato in continua evoluzione.© Riproduzione Vietata
SCOPRI DI PIU' Caratterizzazione dei Materiali Plastici: Come Temperatura e Velocità di Deformazione Influenzano le Proprietà Meccaniche
Caratterizzazione dei Materiali Plastici: Come Temperatura e Velocità di Deformazione Influenzano le Proprietà MeccanicheScopri i parametri chiave per comprendere il comportamento dei polimeri in condizioni variabili di sollecitazione, migliorando processi produttivi e prestazioni in eserciziodi Marco ArezioLa caratterizzazione dei materiali polimerici, comunemente definiti materiali plastici, rappresenta uno degli aspetti fondamentali nell’ambito dell’ingegneria dei materiali e della ricerca industriale. Questo tipo di analisi, specie per quanto riguarda l’influenza di temperatura e velocità di deformazione, consente di comprendere come questi parametri influiscano sul comportamento meccanico del polimero, fornendo indicazioni preziose per ottimizzare processi produttivi e garantire prestazioni affidabili in esercizio. Nella progettazione di componenti plastici, infatti, diventa essenziale conoscere e prevedere il comportamento del materiale quando sottoposto a diverse condizioni di sollecitazione. La temperatura e la velocità di deformazione sono due grandezze che, in maniera sinergica, modificano parametri chiave come resistenza, duttilità, modulo elastico, capacità di dissipazione dell’energia e modalità di rottura. La necessità di capire a fondo questi effetti è cruciale soprattutto nei settori automotive, elettronico ed elettrotecnico, nonché in svariati contesti industriali dove i materiali polimerici sono esposti a range termici e tassi di sollecitazione significativamente diversi. Proprietà dei polimeri e loro natura viscoelastica Per comprendere l’influenza di temperatura e velocità di deformazione, è utile ricordare che la maggior parte dei materiali plastici possiede una natura viscoelastica. A differenza dei metalli, i polimeri mostrano proprietà intermedie tra un solido elastico e un fluido viscoso. Questo implica che la deformazione non avviene solo per contributo elastico (che segue la legge di Hooke), ma anche per contributo viscoso, caratterizzato da scorrimento permanente o ritardato (creep, rilassamento di tensione, ecc.). Al di sopra di una certa temperatura di transizione vetrosa (T_g), il comportamento del polimero tende a essere più viscoelastico, quindi più duttile e sensibile alla temperatura. Al di sotto della T_g, invece, il materiale si comporta come un solido di natura rigida e fragile, con minore deformabilità plastica. Lo scorrimento e la deformazione dipendono anche dalla disposizione molecolare della catena polimerica e dalla presenza di eventuali cristallinità (nei polimeri semicristallini). In un materiale amorfo (ad esempio il PMMA o il PC), la transizione vetrosa rappresenta il punto critico che definisce una sostanziale variazione di proprietà. Nei polimeri semicristallini (come il PP e il PE), oltre alla T_g, esiste anche una temperatura di fusione (T_m) che ne condiziona il comportamento in esercizio. Influenza della temperatura sulle proprietà meccaniche La temperatura è uno dei parametri di maggiore impatto sulla risposta meccanica dei materiali plastici. In generale, al crescere della temperatura, un materiale plastico tende a diminuire la sua rigidezza (modulo elastico) e la sua resistenza a trazione, diventando più duttile. Al contrario, a basse temperature, il comportamento meccanico diventa più fragile, con un modulo elastico più elevato. Effetti a basse temperature Al di sotto della transizione vetrosa (o comunque in un range termico inferiore a quello di normale servizio), il polimero risulta più rigido e fragile. In tale condizione, l’assorbimento di energia prima del cedimento è ridotto, il comportamento a frattura è tipicamente di tipo fragile e la velocità di propagazione della cricca può essere molto alta. Effetti a temperature intermedie Quando la temperatura si avvicina all’area della transizione vetrosa, il polimero inizia a presentare una riduzione evidente del modulo elastico e un incremento notevole della deformazione prima della rottura. È in quest’area che la viscosità interna della matrice polimerica cala in modo significativo, permettendo un maggiore scorrimento delle catene e una deformazione macroscopica più accentuata. Effetti ad alte temperature Al di sopra della T_g (o, per i semicristallini, in prossimità del punto di fusione delle zone cristalline), il materiale diventa progressivamente più malleabile, con un significativo calo delle proprietà meccaniche “a breve termine” quali resistenza a trazione e modulo elastico. Nel caso dei polimeri semicristallini, se la temperatura supera la T_m, il polimero inizia a fondere, perdendo quasi totalmente la sua forma solida; per i polimeri amorfi, ben al di sopra di T_g la viscosità diventa talmente bassa da rendere il pezzo incapace di reggere sollecitazioni anche modeste. La definizione dei valori meccanici in funzione della temperatura passa quindi attraverso prove standard come prove di trazione a caldo, prove di creep a diverse temperature, o test dinamico-meccanici (DMA), nei quali si ricava come il modulo di conservazione (E’) e il modulo di perdita (E’’) cambino al variare della temperatura. Influenza della velocità di deformazione La velocità di deformazione rappresenta l’altro parametro fondamentale nella caratterizzazione meccanica dei materiali plastici. Le catene molecolari dei polimeri, essendo in parte mobili, hanno un certo tempo di rilassamento: se la deformazione avviene molto lentamente, il materiale ha maggior tempo per riorganizzare la sua struttura molecolare, manifestando un comportamento più viscoso e meno rigido. Al contrario, se il tasso di deformazione è elevato, la deformazione si manifesta più rapidamente di quanto le catene possano riorganizzarsi, e il materiale risponde in modo più “elastico” (o comunque meno scorrevole). Bassa velocità di deformazione Si riscontra una deformazione più ampia prima del cedimento, con un carico di rottura inferiore. Molti polimeri mostrano fenomeni di fluage (creep) già in questa fase, se la sollecitazione perdura nel tempo. Alta velocità di deformazione Il materiale subisce un aumento di rigidezza apparente e un innalzamento del carico di rottura. Tuttavia, le deformazioni plastiche e il tempo per dissipare l’energia vengono ridotti, portando in alcuni casi a una rottura più fragile. È particolarmente rilevante negli impatti (prove di Charpy o Izod) e in ambienti applicativi come l’industria automobilistica, dove un componente plastico può essere soggetto a carichi dinamici elevati in tempi brevissimi. Le leggi costitutive che descrivono il comportamento dei polimeri in funzione della velocità di deformazione derivano spesso da modelli viscoelastici e plasticità dipendente dal tasso di sforzo (strain-rate dependent models). Uno dei parametri più utilizzati è il modulo di rilassamento che varia con la frequenza di caricamento (o il tasso di deformazione). Caratterizzazione sperimentale: test e metodologie La caratterizzazione sperimentale per valutare l’influenza di temperatura e velocità di deformazione nei materiali plastici si basa su diversi metodi di prova, ognuno in grado di cogliere aspetti distinti del comportamento meccanico. Prove di trazione statiche a varie temperature Si preparano provini standard (solitamente dog-bone, secondo normative come ISO 527 o ASTM D638) e si eseguono test di trazione a diverse temperature. Questi test consentono di valutare come il modulo elastico, il carico di rottura e l’allungamento a rottura varino in funzione della temperatura. Prove di trazione a diverse velocità Seguendo procedure simili, si varia la velocità di applicazione del carico (ad esempio 1 mm/min, 10 mm/min, 100 mm/min e così via). Queste prove permettono di evidenziare l’effetto del tasso di deformazione sulle proprietà meccaniche, ricavando curve sforzo-deformazione differenziate per ogni condizione. Prove dinamico-meccaniche (DMA) Il Dynamic Mechanical Analysis misura il comportamento viscoelastico del materiale sottoposto a un carico dinamico sinusoidale, generalmente in funzione della temperatura. Il DMA consente di ottenere informazioni su modulo di conservazione (E’) e di perdita (E’’), aiutando a localizzare la temperatura di transizione vetrosa e a capire come il materiale dissipa energia interna alle diverse frequenze di carico. È particolarmente utile per comprendere la dipendenza dal tasso di deformazione, in quanto la frequenza di oscillazione del DMA è assimilabile a velocità di deformazione diverse. Prove di impatto Le prove Charpy o Izod valutano la resistenza a impatto del polimero. Sono utili per determinare la duttilità e la capacità di assorbire energia a velocità di deformazione molto elevate, evidenziando i fenomeni di fragile-ductile transition che si possono manifestare a determinate temperature. Test di creep e rilassamento di tensione Per analizzare come il polimero si deforma nel tempo sotto carichi costanti o come si riduce la tensione a deformazione imposta, questi test sono eseguiti in condizioni termiche controllate (ad esempio a 23 °C, 50 °C, 80 °C). Nel creep test, si applica un carico costante e si monitora la deformazione che evolve nel tempo; nel rilassamento di tensione, si applica una deformazione costante e si osserva il calo di sforzo nel tempo. Entrambe le prove mostrano in modo evidente la natura viscoelastica del polimero e la sua variazione con la temperatura. Analisi e implicazioni progettuali Dalla combinazione dei risultati sperimentali è possibile costruire modelli predittivi del comportamento del materiale plastico in diverse condizioni di esercizio. I dati ottenuti vengono solitamente riassunti in diagrammi e curve che mettono in relazione lo sforzo massimo con la velocità di deformazione e la temperatura. Questi diagrammi trovano applicazione pratica nella progettazione di componenti plastici soggetti a carichi statici, dinamici o d’impatto. Aspetti rilevanti ai fini progettuali Coefficiente di sicurezza Sia in ambiente industriale che nel settore automobilistico, occorre tenere conto che le resistenze calcolate a temperatura ambiente e a bassa velocità di deformazione potrebbero non essere conservative, qualora il materiale debba lavorare a alte temperature o subire urti ad alte velocità. Di conseguenza, i criteri di progetto devono prevedere fattori di sicurezza che tengano conto di queste variazioni. Selezione del polimero In fase di selezione, si deve valutare attentamente la T_g e/o la T_m del materiale, la sua stabilità termica e la sua risposta meccanica a diversi tassi di carico. Esistono poi formulazioni speciali (blend o compositi con rinforzi) per estendere l’intervallo di utilizzo del materiale a temperature più alte o per migliorarne la resistenza all’urto. Processabilità e ottimizzazione del ciclo produttivo Durante lo stampaggio a iniezione o l’estrusione, la temperatura svolge un ruolo centrale: il polimero deve essere sufficientemente fluido affinché il processo avvenga correttamente, ma non tanto da inficiare l’integrità del manufatto. Inoltre, l’adeguata comprensione della risposta meccanica a varie velocità di deformazione risulta cruciale per determinare i parametri di stampaggio (velocità d’iniezione, pressioni, tempi di raffreddamento). Comportamento in esercizio Molte applicazioni prevedono carichi d’urto (ad esempio, paraurti automobilistici) o cicli di deformazioni ripetute (componenti meccanici sottoposti a vibrazioni). In tali circostanze, la dipendenza dal tasso di deformazione richiede analisi dettagliate di fatica e resistenza a impatto, anche tenendo conto dell’effetto di variazioni di temperatura ambientale. Conclusioni L’analisi della temperatura e della velocità di deformazione rappresenta un capitolo essenziale nello studio delle proprietà meccaniche dei materiali plastici. Essendo materiali intrinsecamente viscoelastici, i polimeri subiscono profonde modifiche delle loro caratteristiche in base a come e quanto rapidamente sono sottoposti a sollecitazione, nonché a quale range termico si trovano. Da un punto di vista pratico, la corretta caratterizzazione di questi effetti permette di progettare pezzi più sicuri e di evitare fenomeni di cedimento imprevisti. Essa costituisce, allo stesso tempo, la base per lo sviluppo di nuove leghe polimeriche e compositi in grado di offrire migliori prestazioni. Inoltre, la conoscenza di tali fenomeni risulta rilevante negli ambiti produttivi dove la rapida deformazione del manufatto e la variazione di temperatura sono frequenti, come nello stampaggio a iniezione o nello stampaggio a caldo di semilavorati. Infine, l’adozione di metodologie di prova adeguate (prove di trazione, impatto, DMA, creep) riveste un ruolo cruciale per definire i dati di progetto e prevedere la risposta in esercizio del componente finito. Solo un’approfondita comprensione delle interazioni tra temperatura e velocità di deformazione fornisce al progettista la visione completa di cui ha bisogno per garantire che il polimero scelto risponda in maniera ottimale alle esigenze dell’applicazione finale. L’importanza di tali valutazioni emerge con forza anche nell’ottica dell’economia circolare e del riciclaggio dei polimeri: conoscendo a fondo la loro reologia e il loro comportamento reologico-meccanico in un’ampia gamma di condizioni, è possibile estendere la vita utile di questi materiali attraverso processi di recupero e riuso, mantenendo prestazioni adeguate e riducendo l’impatto ambientale complessivo. © Riproduzione Vietata
SCOPRI DI PIU' Come Scegliere un HDPE Riciclato da Soffiaggio senza Odori per l’Automotive
Come Scegliere un HDPE Riciclato da Soffiaggio senza Odori per l’AutomotiveCome Scegliere un HDPE Riciclato da Soffiaggio senza Odori per l’Automotivedi Marco ArezioL’uso dell’HDPE riciclato per il soffiaggio si sta moltiplicando nelle aziende che fino a pochi anni fa rinnegavano il materiale riciclato, bollandolo come uno scarto, un rifiuto, dalle scarse qualità tecniche, estetiche e d’immagine.Per fortuna molte cose sono cambiate dentro e fuori le aziende, così che l’HDPE riciclato da soffiaggio è passato nel giro di qualche anno da reietto a prodotto di grande interesse, pratico e mediatico. Senza dubbio ci sono stati anche notevoli miglioramenti tecnici sugli impianti che caratterizzano la filiera produttiva del riciclo, tanto che molte delle problematiche classiche che si riscontravano nell’uso dell’HDPE riciclato durante la produzione di articoli soffiati, in parte sono state risolte. Molto ha fatto anche un diverso approccio sia dell’acquirente della materia prima che del consumatore finale, che hanno perso quella criticità relativa ad un articolo fatto con materiale riciclato. Ma nel campo del riciclo ci sono ancora flussi di HDPE che possono presentare problemi qualitativi, estetici e di odore. In relazione all’odore contenuto nei flaconi da riciclare, materia prima da post consumo utilizzata per la realizzazione del granulo da soffiaggio, sicuramente il più persistente è quello che deriva dai detersivi, infatti nonostante il lavaggio, anche accurato dei flaconi da riciclare, l’odore di tensioattivo rimane in modo quasi indelebile. Se nel settore del packaging la rimanenza di odore di detersivo è sempre più tollerato, ma in altri settori, come quello dell’automotive, è una forte discriminante. Nell’ottica dell’economia circolare, l’impiego di granuli in HDPE riciclato che provengano dal post consumo è diventato una vera necessità per l’ambiente, in quanto è indispensabile riutilizzare il più possibile la plastica a fine vita, per evitare che finisca in rifiuto. Sul mercato esistono dei granuli in HDPE neutri od opacizzati, che non hanno al loro interno odori di detersivo, alimentari o di altre fragranze (o puzze), rendendoli così adatti ad un uso più professionale. Per esempio i condotti dell’aria nel settore automotive, possono essere realizzati con granuli in HDPE riciclati, ma non devono attribuire all’aria che ci passa all’interno, odori sgradevoli o persistenti. L’input di questi granuli è costituito da una mono plastica (solo HDPE) che non viene a contatto con altri rifiuti e quindi non ne assorbe, durante il ciclo di immagazzinamento, trasporto nei sacchi e riciclo finale, le contaminazioni classiche che danno origine agli odori pungenti e persistenti della raccolta differenziata. Con questi materiali, neutri od opacizzati, si possono soffiare bocchettoni di aerazione, o altri parti nel settore dell’automotive, che non presentano odori sul prodotto finito, riuscendo a coniugare qualità, circolarità ed esigenze tecniche. In ogni caso, i granuli in ingresso, si possono testare attraverso una semplice analisi sull’impronta degli odori contenuti, attraverso un test di gas cromatografia a mobilità ionica, che in soli 20 minuti ci può dare una fotografia sui componenti chimici dei granuli, in relazione a possibili odori durante le fasi di soffiaggio dell’articolo o una volta posizionato nel veicolo. Questi dati rilasciati dalla prova non sono empirici, come il test fatto con il naso da un gruppo di persone, ma sono del tutto analitici, precisi ed inconfutabili.Categoria: notizie - tecnica - plastica - riciclo - HDPE - soffiaggio - post consumo - automotive - odori Vedi maggiori informazioni sul riciclo
SCOPRI DI PIU' Cariche Minerali Naturali e Riciclate nelle Gomme: Vantaggi, Limiti nelle Mescole Elastomeriche
Cariche Minerali Naturali e Riciclate nelle Gomme: Vantaggi, Limiti nelle Mescole ElastomericheCome CaCO₃, talco e le cariche minerali riciclate influenzano prestazioni, elasticità, processabilità e sostenibilità delle mescole in gomma modernedi Marco ArezioNel mondo della formulazione delle mescole in gomma, la scelta delle cariche minerali un’importanza che va ben oltre il semplice bilanciamento del costo del compound. Ogni filler modifica profondamente la reologia della mescola, la sua elasticità, la resistenza alla deformazione dinamica, la morbidezza, l’aspetto superficiale e, soprattutto, la capacità di resistere alle sollecitazioni meccaniche nel lungo periodo. È qui che entrano in gioco le cariche minerali naturali più diffuse nel settore: il carbonato di calcio (CaCO₃) e il talco. La loro presenza nelle formulazioni rappresenta una lunga tradizione industriale, ma porta con sé vantaggi consolidati e limiti altrettanto noti. Negli ultimi anni, tuttavia, l’industria ha iniziato a sperimentare filler alternativi ad alte prestazioni derivati da processi industriali avanzati. Tra questi si distinguono le cariche minerali riciclate, a base di ossidi di ferro, calcio, silice, magnesio ed alluminio, che per semplicità chiameremo CR, come aggregato artificiale ricavato dalla lavorazione dell’acciaio, caratterizzato da estrema purezza, stabilità chimica, durezza elevata e una granulometria ultrafine che ne permette l’impiego anche nelle mescole elastomeriche. L’introduzione di queste cariche riciclate apre nuovi scenari tecnici, soprattutto laddove le carenze del CaCO₃ e del talco diventano un fattore limitante per l’elasticità e la durata del prodotto finito. Le cariche naturali: perché si usano e quali vantaggi offrono Il CaCO₃ è da sempre una delle cariche più utilizzate nella gomma grazie alla sua disponibilità, al costo contenuto e alla capacità di migliorare la lavorabilità delle mescole. La sua introduzione favorisce l’estrusione, aumenta la stabilità dimensionale e conferisce un aspetto superficiale omogeneo. È un filler particolarmente apprezzato per articoli tecnici generici, guarnizioni non strutturali, tappi elastomerici, suole e prodotti dove la resistenza estrema non è richiesta. Il talco, grazie alla sua forma lamellare, introduce una sorta di “lubrificazione interna”, riducendo l’attrito durante le fasi di calandratura o stampaggio. La sua presenza rende più agevole il flusso del compound, migliora l’aspetto estetico e favorisce una buona stabilità delle forme, soprattutto nelle gomme EPDM, NR e SBR. Dal punto di vista industriale, il vantaggio decisivo di queste cariche risiede nel costo contenuto e nella capacità di diluire la matrice elastomerica senza compromettere eccessivamente la processabilità. In applicazioni standard, queste proprietà sono più che sufficienti. I limiti strutturali delle cariche minerali naturali Tuttavia, CaCO₃ e talco hanno limiti difficilmente superabili con la sola ottimizzazione della mescola. Il primo problema riguarda l’elasticità: entrambe le cariche sono non rinforzanti e introducono nella matrice elastomerica punti rigidi che interrompono la continuità della fase polimerica. Questo effetto, nelle applicazioni dinamiche o sottoposte a sforzi intensi, porta a perdita di resilienza, abbassamento dell’allungamento a rottura e progressivo indebolimento del prodotto finito. Le particelle di CaCO₃, soprattutto se non perfettamente micronizzate, possono creare zone di stress che diventano inneschi di microfratture. Il talco, pur conferendo scorrevolezza, riduce ulteriormente la capacità della gomma di sopportare deformazioni ripetute, a causa della struttura lamellare che facilita la propagazione di micro-cricche lungo i piani di sfaldamento. Un altro limite, spesso sottovalutato, riguarda la variabilità naturale del minerale. Impurità silicee, residui metallici e differenze ricorrenti nella distribuzione granulometrica possono influire negativamente sulla costanza del processo, sulla reticolazione e sulle prestazioni dinamiche della mescola. Infine, dal punto di vista meccanico, CaCO₃ e talco non offrono alcuna vera funzione strutturale: non incrementano la resistenza alla lacerazione, non migliorano la tenuta al calore e non apportano alcun contributo alla resistenza dinamica. Per questo, nelle applicazioni più complesse, devono essere sempre affiancati da filler rinforzanti tradizionali. La svolta tecnologica: CR come soluzione avanzata In questo contesto, l’introduzione di CR, filler minerale di nuova generazione derivante dal processo controllato di macinazione di scorie nere provenienti da forni EAF, rappresenta un punto di svolta. Il prodotto presenta caratteristiche uniche: - durezza elevata (Mohs 7.5), molto superiore a CaCO₃ e talco; - composizione chimica stabile (FeO, CaO, SiO₂, MgO, Al₂O₃ in proporzioni costanti); - assenza totale di silice libera, un fattore fondamentale per la sicurezza degli operatori; - granulometria Ultrafine (
SCOPRI DI PIU'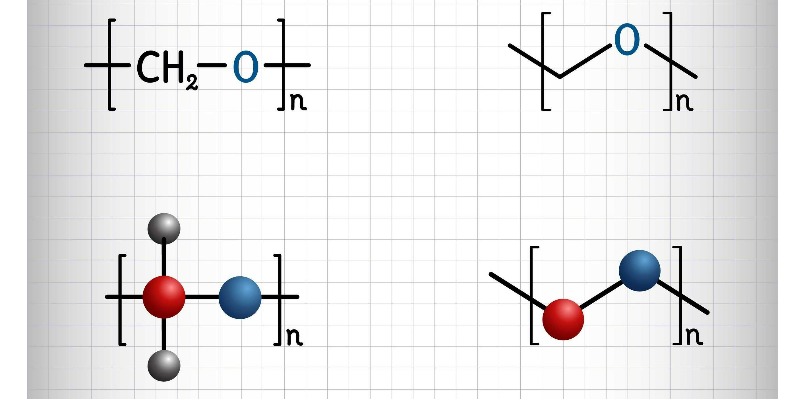 POM o Poliossimetilene Riciclato: Da Dove Viene e Cosa E’
POM o Poliossimetilene Riciclato: Da Dove Viene e Cosa E’La resina acetalica o paraformaldeide (POM) è un polimero riciclato con ottime caratteristiche tecnichedi Marco ArezioIl POM, chiamato comunemente resina alcetalica, è un polimero semicristallino che si forma durante la omo (POM – H) o copolimerizzazione (POM – R) della formaldeide. L’omopolimero POM, (CH2O)n, è tra le materie prime più rigide, anche in assenza di elementi di rinforzo, e ha un’ottima stabilità dimensionale. Il Poliossimetilene o POM, è costituito da un ponte di metilene e un atomo di ossigeno, che attribuiscono al polimero un’alta resistenza e un costo produttivo contenuto rispetto ad altri polimeri dalle simili caratteristiche meccaniche. Le caratteristiche principali del POM sono: • Buona resistenza all’abrasione • Buona resistenza alle alte temperature (fino a 150° e costanti fino a 110°) • Elevata durezza di superficie • Basso coefficiente di attrito • Buon isolamento elettrico e dielettrico • Bassa permeabilità alle sostanze organiche, ai gas e ai vapori • Bassa resistenti agli acidi forti (PH4) • Bassa resistenza agli agenti ossidanti • Bassa resistenza ai raggi UV se non additivato • Bassa igroscopicità • Non saldabile ad alta frequenza Lavorazione del POM (Poliossimetilene) Il polimero può essere normalmente trattato con i soliti sistemi di lavorazione degli altri materiali termoplastici, tuttavia lo stampaggio a iniezione è un sistema di trasformazione del POM molto usato. Le ricette polimeriche con alto peso molecolare portano, normalmente, ad una lavorazione con sistemi di estrusione, mentre quelle leggermente reticolate sono più adatte al soffiaggio. Un’accortezza durante le fasi di stampaggio è quella di preriscaldare gli stampi ad una temperatura tra i 60 e i 130 °C, in questo caso il ritiro di lavorazione si riduce da 3 all’1% con la diminuzione della temperatura dello stampo, e il post ritiro aumenta in proporzione. Campi di applicazione del POM (Poliossimetilene) In virtù delle sue caratteristiche prestazionali in merito alla tenacità e durezza, i prodotti realizzati con il polimero POM sono adatti alla sostituzione di parti metalliche di uso tecnico, come leve, cuscinetti, viti, rotismi, bobine, raccorderie di tubi, parti di macchine utensili e componenti per pompe. Compound e blend con il POM (Poliossimetilene) Il polimero si presta a miscele tecniche che possano aumentarne la resistenza e la durabilità, infatti è possibile additivarli con fibra di vetro, sferette di vetro o cariche minerali. Inoltre è possibile creare dei blend tra il POM e il gli elastomeri PUR, queste miscele permettono di aumentare la tenacità ma, nello stesso tempo, diminuire la rigidità e la resistenza, aggiungendo normalmente circa il 50% di elastomeri PUR. E’ possibile aumentare anche il comportamento all’attrito o allo scorrimento a secco aggiungendo cariche di MoS2, PFT, PE od oli di silicone. Invece, per aumentare la stabilità al calore e la conducibilità elettrica si può aggiungere al POM la polvere di alluminio o di bronzo. Come si ricicla il POM (Poliossimetilene) Gli scarti del POM possono essere di tipo industriale o da post consumo, sono comunque entrambi validi prodotti per poter essere riciclati ed impiegati in miscele tecniche. Gli scarti di tipo industriale, che godono di una pulizia maggiore in partenza, sono generalmente preselezionati e successivamente macinati, per poi essere utilizzati in miscela con il macinato da post consumo o con il POM vergine. Questo dipende sempre dal tipo di trasformazione del polimero che si deve fare e da tipo di prodotto finale, sia per quanto riguarda le caratteristiche fisico - meccaniche che per aspetto estetico. Gli scarti da post consumo, hanno bisogno di una maggiore attenzione in fase di riciclo, infatti potrebbe essere necessario, dopo la selezione, un’attenta valutazione sull’eventuale passaggio in un mulino magnetico, per togliere eventuali parti metalliche, ed un lavaggio per separare il POM da elementi non metallici. Categoria: notizie - tecnica - plastica - riciclo - POM
SCOPRI DI PIU' Come Viene Formato un Flacone in Plastica Riciclata
Come Viene Formato un Flacone in Plastica RiciclataEstrusione del polimero riciclato, formazione del parison, soffiaggio del flacone e distacco delle materozzedi Marco ArezioI flaconi dei prodotti per la pulizia della casa o per i liquidi industriali, realizzati in plastica riciclata, comprati abitualmente nei negozi, hanno avuto una grandissima diffusione negli ultimi anni, andando a sostituire progressivamente quelli in vetro e in metallo. Sono senza dubbio più leggeri, hanno un costo di produzione più basso e sono facilmente riciclabili con un impatto ambientale inferiore ad altri imballi per liquidi. Un flacone prodotto con la platica riciclata può essere prodotto, usato, riciclato e riusato per un numero elevato di volte con un consistente risparmio di materie prime naturali. Ma ci siamo mai chiesti come viene prodotto un flacone di detersivo in plastica? L’industria del riciclo ha fatto enormi passi avanti creando granuli in HDPE, il polimero principe per i flaconi dei prodotti liquidi per la pulizia della casa, sempre più performanti e puliti, che possono essere impiegati al 100% almeno fino ad un volume di 5 litri di prodotto. Questi polimeri provengono principalmente dal riciclo dei flaconi degli stessi detersivi, attraverso un attento lavoro di selezione del rifiuto raccolto e una serie di operazioni di miglioramento della materia prima seconda, che permette la creazione di un altro flacone dagli spessori di pochi micron. Per poter produrre un falcone in HDPE riciclato, oltre al polimero, dobbiamo disporre di un impianto di estrusione e soffiaggio dell’imballo. Questi impianti sono composti, in modo molto schematico, da un alimentatore in cui si metterà il polimero di HDPE in granuli, un estrusore che avrà il compito di sciogliere il granulo plastico creando un fuso modellabile, un filtro che avrà il compito, specialmente se si utilizza un HDPE riciclato da post consumo, di ridurre al massimo eventuali inquinanti presenti nel polimero ed infine uno stampo in cui avviene la formazione del flacone. Sorvolando sulla prima parte del processo di estrusione, argomento già trattato in un articolo precedente, vediamo cosa succede nel processo di produzione a valle dell’estrusione. L’HDPE fuso dall’estrusore sarà incanalato in un impianto atto alla produzione di una lingua di materiale plastico, detto parison, che costituirà la materia prima per il nostro futuro flacone. Una volta regolata la quantità di materiale che costituisce il parison, le due parti dello stampo si chiuderanno fra loro imprigionandolo. A questo punto verrà insufflata dell’aria all’interno del parison, che gonfierà il materiale sulle pareti dello stampo creando e raffreddando il flacone. La forza con cui viene immessa l’aria non è, generalmente, superiore a 10 Bar, permettendo una corretta formazione del prodotto all’interno dello stampo, ma la durata di soffiatura dipende dalla dimensione volumetrica del flacone da realizzare. Essendo questo processo il più lungo rispetto ai precedenti, è possibile ottimizzare le tempistiche utilizzando, per esempio, il ricambio dell’aria di soffiaggio per permettere una più veloce fase di raffreddamento del prodotto all’interno dello stampo. Come in tutte le operazioni di stampaggio, anche nella produzione dei flaconi è possibile che si creino delle materozze intorno al flacone grezzo, che un tempo venivano tolte a mano. Attualmente le soffiatrici dispongono di appostiti taglienti che, in modo automatico, rifilano le eccedenze di plastica presenti sui flaconi, velocizzando notevolmente il lavoro. Una volta formato il flacone, un nastro trasportatore lo indirizzerà ad un altro impianto di soffiatura automatico che avrà il compito, attraverso l’insufflazione di aria al suo interno, di verificare che non vi siano imperfezioni costruttive, come dei fori, che ne comprometterebbe la tenuta una volta riempiti di prodotto. Superata questa fase di controllo il flacone potrà essere idoneo alla successiva fase di riempimento con i detersivi o gli altri liquidi da commercializzare. Categoria: notizie - tecnica - plastica - riciclo - produzione - soffiaggio - flacone - HDPE
SCOPRI DI PIU' Poliolo OH: il cuore reattivo dei poliuretani tra produzione, applicazioni e riciclo
Poliolo OH: il cuore reattivo dei poliuretani tra produzione, applicazioni e ricicloIl ruolo centrale dei polioli OH nella chimica dei polimeri: caratteristiche, processi industriali e prospettive di sostenibilitàdi Marco ArezioTra i protagonisti della chimica dei polimeri, i polioli occupano un posto di assoluto rilievo. In particolare, i polioli OH – così chiamati per la presenza del gruppo ossidrilico (-OH) – rappresentano la base su cui si costruiscono molte delle soluzioni che oggi caratterizzano il settore dei poliuretani, dalla schiuma isolante ai rivestimenti industriali, fino a componenti automobilistici e arredi. La loro natura chimica, la capacità di reagire con isocianati e di generare materiali dalle prestazioni altamente modulabili, li rende insostituibili. Ma al tempo stesso, la crescente sensibilità verso la sostenibilità e l’economia circolare impone una riflessione: come si producono, quali sono le loro applicazioni e soprattutto come possono essere riciclati? Cosa sono i polioli OH Il poliolo OH è una molecola polimerica caratterizzata dalla presenza di più gruppi ossidrilici terminali, capaci di legarsi chimicamente con altre specie reattive, in particolare gli isocianati. Questa reattività è la base della produzione dei poliuretani, una delle famiglie polimeriche più versatili e diffuse al mondo. Non si tratta di un singolo materiale, ma di una classe di polimeri funzionalizzati, che possono essere variabili per peso molecolare, struttura (lineare, ramificata o reticolata), grado di funzionalità e natura chimica (poliesteri, polieteri, policarbonati). La scelta del tipo di poliolo influenza direttamente le proprietà finali del poliuretano: morbidezza, resistenza meccanica, flessibilità, isolamento termico o resistenza chimica. Il suffisso “OH” sottolinea proprio l’importanza dei gruppi ossidrilici, che costituiscono i siti attivi della reazione e definiscono il comportamento del polimero nella fase di sintesi e trasformazione. A cosa servono i polioli OH Il campo di applicazione dei polioli OH è estremamente ampio. La loro funzione principale è quella di precursori nella produzione di poliuretani. A seconda della composizione e del tipo di isocianato impiegato, i poliuretani derivati possono essere: Schiume rigide: impiegate come isolanti termici nell’edilizia e negli elettrodomestici (frigoriferi, pannelli sandwich). Schiume flessibili: utilizzate in materassi, sedili automobilistici e arredi. Elastomeri: componenti tecnici con elevata resistenza meccanica e resilienza. Rivestimenti e adesivi: superfici resistenti all’usura, colle industriali e sigillanti. La duttilità dei polioli OH risiede proprio nella loro modulabilità molecolare: piccole variazioni nella catena polimerica possono determinare grandi differenze nel prodotto finale. Questo spiega perché essi rappresentino una vera “materia prima chiave” per interi comparti industriali, dal settore automotive al tessile, dall’imballaggio all’edilizia sostenibile. Come si producono i polioli OH: processi industriali e controllo delle reazioni La produzione dei polioli OH rappresenta un settore chiave della chimica industriale dei polimeri, in quanto la struttura chimica di questi intermedi condiziona in modo diretto le proprietà dei poliuretani finali. Ogni tipologia di poliolo richiede un percorso sintetico specifico, che combina ingegneria chimica, catalisi e tecniche di purificazione. Al di là delle differenze molecolari, tutti i processi condividono alcuni requisiti fondamentali: il controllo rigoroso della reattività dei monomeri, la gestione delle condizioni operative (pressione, temperatura, tempo di reazione) e la purezza dei reagenti, poiché impurezze come acqua o acidi residui possono compromettere la funzionalità finale del prodotto. Polioli poliesteri La produzione dei polioli poliesteri avviene mediante reazioni di policondensazione tra acidi dicarbossilici (ad esempio acido adipico, acido ftalico o i loro anidridi) e dioli alifatici come glicole etilenico, glicole propilenico o butandiolo. La reazione procede con l’eliminazione progressiva di molecole d’acqua, in condizioni di elevata temperatura (180–250 °C) e spesso sotto vuoto per favorire la rimozione del sottoprodotto. I catalizzatori utilizzati possono essere sali metallici (come acetato di zinco o di titanio) o catalizzatori organici, capaci di accelerare l’esterificazione mantenendo sotto controllo la distribuzione dei pesi molecolari. La funzionalità (numero di gruppi OH terminali) dipende dal rapporto molare tra acidi e dioli: un eccesso di diolo porta a catene più corte con maggiore concentrazione di gruppi ossidrilici terminali. Dal punto di vista impiantistico, si utilizzano reattori agitati dotati di sistemi di distillazione per l’eliminazione continua dell’acqua. Una volta completata la policondensazione, il prodotto viene filtrato e talvolta stabilizzato con additivi antiossidanti. I polioli poliesteri si distinguono per la buona resistenza meccanica e la capacità di produrre poliuretani rigidi e duraturi; tuttavia, la presenza di legami esterei li rende sensibili all’idrolisi, fattore critico in applicazioni esposte ad alta umidità. Polioli polieteri La produzione di polioli polieteri si basa su una polimerizzazione a catena per apertura di anello di epossidi, in particolare ossido di propilene (PO) e ossido di etilene (EO). Il processo è catalizzato da basi forti (idrossido di potassio, KOH) o da catalizzatori metallici a base di ossidi dopati (ossidi di doppio metallo, DMC, come Zn-Co), che consentono di ottenere prodotti più puri e con distribuzione di peso molecolare controllata. Il meccanismo prevede l’attacco nucleofilo dell’iniziatore (un alcol polifunzionale contenente gruppi –OH, ad esempio glicerina, trimetilolpropano o pentaeritritolo) sull’epossido. L’apertura dell’anello genera un nuovo ossidrile terminale, che diventa a sua volta sito di propagazione, permettendo la crescita della catena. Il processo avviene generalmente in reattori pressurizzati (autoclavi) a temperature comprese tra 90 e 140 °C e pressioni di 3–8 bar, con alimentazione graduale dell’epossido per controllare la velocità di polimerizzazione e ridurre sottoprodotti indesiderati. Rispetto ai polioli poliesteri, i polieteri presentano catene più idrofobiche e resistenti all’idrolisi, proprietà che li rendono preferibili in applicazioni dove la stabilità all’umidità è un requisito essenziale. Inoltre, i catalizzatori DMC permettono di ottenere polioli con basso contenuto di insaturazioni, caratteristica che migliora la reattività con gli isocianati e riduce fenomeni collaterali di degradazione. Polioli policarbonati I polioli policarbonati rappresentano la fascia premium dei polioli OH, per via delle loro elevate prestazioni meccaniche e della stabilità chimica. La loro produzione si basa sulla reazione di dioli (come 1,6-esandiolo o bisfenolo A) con derivati del carbonato. I due approcci principali sono: - Transesterificazione tra un diolo e un dialchilcarbonato (ad esempio dimetilcarbonato). La reazione è catalizzata da complessi metallici o basi forti e richiede temperature comprese tra 120 e 180 °C- Carbonatazione diretta tramite reazione di dioli con diossido di carbonio in presenza di catalizzatori organometallici. Questo processo, oggetto di intensa ricerca, consente di valorizzare la CO₂ come materia prima rinnovabile, in linea con i principi della chimica verdeIl risultato è un poliolo contenente gruppi carbonato all’interno della catena polimerica, che conferiscono rigidità e resistenza a solventi e calore. Gli impianti produttivi devono garantire elevata purezza, poiché residui di catalizzatori metallici o carbonati parziali possono interferire nella successiva reazione di poliaddizione con gli isocianati. I costi di produzione rimangono superiori rispetto a quelli di polioli poliesteri e polieteri, ma le prestazioni ottenute – in termini di durabilità, resistenza all’invecchiamento e proprietà barriera – ne giustificano l’uso in settori ad alta specializzazione, come l’aerospaziale, il medicale e i rivestimenti protettivi di pregio. Aspetti impiantistici e controllo qualità In tutti i processi di sintesi dei polioli OH, l’aspetto cruciale è il controllo della funzionalità e del peso molecolare medio, poiché questi parametri determinano la densità di reticolazione e le proprietà meccaniche dei poliuretani. I reattori industriali sono progettati per garantire elevato scambio termico, prevenendo fenomeni di runaway termico nelle reazioni esotermiche (soprattutto nella polimerizzazione di ossidi epossidi). I sistemi di purificazione prevedono distillazione sotto vuoto, filtrazione e a volte trattamento con resine a scambio ionico per rimuovere residui di catalizzatori alcalini. Il controllo qualità viene effettuato attraverso tecniche analitiche come spettroscopia IR (per monitorare la presenza di gruppi OH liberi), cromatografia a permeazione di gel (GPC, per determinare la distribuzione dei pesi molecolari) e titolazione chimica della funzionalità OH. Dal punto di vista ambientale, la produzione comporta sfide non trascurabili: elevati consumi energetici, emissioni di composti organici volatili (VOC) e produzione di scarti contenenti catalizzatori metallici. Per questo motivo le innovazioni attuali puntano a ridurre le temperature operative, a sostituire catalizzatori tossici con sistemi enzimatici o organocatalitici, e a introdurre feedstock bio-based. Nuove tecnologie “green” per la produzione dei polioli OH L’industria chimica dei polioli OH, tradizionalmente fondata sull’impiego di derivati fossili (ossido di propilene, ossido di etilene, acidi dicarbossilici di origine petrolchimica), sta progressivamente evolvendo verso percorsi sintetici più sostenibili, in risposta alle pressioni normative e alle esigenze di decarbonizzazione dei processi industriali. L’obiettivo è duplice: ridurre l’impronta ambientale e diminuire la dipendenza da fonti non rinnovabili, senza compromettere le proprietà funzionali dei poliuretani finali. Polioli da oli vegetali Gli oli vegetali naturali (soia, ricino, colza, palma, lino, girasole) rappresentano una delle fonti più studiate per la produzione di polioli bio-based. La loro struttura trigliceridica, ricca di acidi grassi insaturi, consente reazioni di funzionalizzazione per introdurre gruppi ossidrilici. I principali processi sono: - Epossidazione e apertura di anello: gli acidi grassi insaturi vengono epossidati e successivamente aperti con nucleofili (acqua, glicoli, alcoli), generando polioli OH con elevata reattività- Transesterificazione: i trigliceridi vengono trasformati in esteri metilici (biodiesel), che possono poi essere ulteriormente funzionalizzati per ottenere polioli a basso peso molecolareQuesti polioli presentano il vantaggio di ridurre la quota fossile nella formulazione dei poliuretani, ma pongono sfide in termini di uniformità molecolare, odore residuo e compatibilità con i polioli convenzionali. Polioli da biomasse lignocellulosiche Un altro filone promettente è la valorizzazione delle biomasse di scarto lignocellulosiche (residui agricoli, paglia, legno). Attraverso processi di pirolisi, liquefazione idrotermale o idrogenolisi catalitica, si ottengono oli bio-polimerici che vengono successivamente modificati chimicamente per introdurre gruppi OH. L’uso di biomasse non edibili evita la competizione con la filiera alimentare e apre a un modello di bioraffineria integrata, dove la stessa materia prima può generare energia, intermedi chimici e polimeri. Tuttavia, le sfide tecnologiche riguardano la variabilità della composizione delle biomasse e la necessità di processi di purificazione ad alta efficienza. Polioli da CO₂ catturata Un capitolo particolarmente innovativo riguarda i polioli da CO₂, frutto di ricerche nel campo della catalisi sostenibile. Qui la CO₂, normalmente considerata gas serra da abbattere, viene trasformata in risorsa per la chimica dei polimeri. Il processo consiste nella catalisi di copolimerizzazione diossido di carbonio/epossido, spesso basata su catalizzatori eterogenei a base di complessi metallici (Zn, Co, Cr) o su sistemi organocatalitici. Il risultato è un poliolo policarbonato bio-based, che incorpora fino al 20–30% di CO₂ nella catena molecolare. I vantaggi sono notevoli: riduzione dell’impatto carbonico del processo, utilizzo di una materia prima abbondante e quasi gratuita, e ottenimento di prodotti dalle eccellenti proprietà meccaniche e chimiche. I limiti attuali riguardano la scalabilità industriale e la necessità di catalizzatori selettivi ed economici. Implicazioni industriali e prospettive L’introduzione di polioli “green” non implica solo una sostituzione molecolare, ma richiede anche adattamenti impiantistici (reattori resistenti a miscele reattive complesse, sistemi di separazione avanzati) e nuove strategie di compatibilità con i polioli fossili tradizionali, per poter formulare miscele con proprietà stabili e prestazioni competitive. Sul piano della sostenibilità, i polioli bio-based e da CO₂ rappresentano un tassello fondamentale verso un’economia circolare dei poliuretani, in cui la produzione, l’uso e il riciclo vengono ripensati in chiave sistemica. Nei prossimi anni, la sfida sarà combinare questi approcci con processi di riciclo chimico avanzato, creando vere e proprie filiere chiuse in grado di rigenerare continuamente materia prima da rifiuti e sottoprodotti. Il riciclo dei polioli OH Se la produzione è consolidata, il tema del riciclo dei polioli OH e dei materiali derivati rappresenta oggi la sfida principale. Essendo essenzialmente precursori dei poliuretani, il loro recupero dipende in larga misura dalle strategie adottate per la gestione di questi ultimi. Riciclo meccanico I poliuretani contenenti polioli OH possono essere macinati e reimmessi come filler in nuovi prodotti. Tuttavia, la qualità del materiale riciclato è inferiore e le applicazioni restano limitate. Riciclo chimico È la via più promettente. Tecniche come la glicolisi, idrolisi e ammonolisi consentono di rompere la rete poliuretanica, rigenerando polioli secondari. Questi possono essere reimpiegati nella produzione di nuove schiume o rivestimenti. La sfida risiede nel bilanciamento tra costi, efficienza e qualità dei polioli riciclati rispetto a quelli vergini. Tecnologie emergenti Si stanno sviluppando processi a base di enzimi e catalizzatori innovativi, con l’obiettivo di ridurre il consumo energetico e migliorare la purezza dei prodotti rigenerati. Inoltre, la ricerca sulla biochimica sta esplorando polioli di origine vegetale, capaci di sostituire parzialmente i derivati fossili e rendere la catena produttiva più sostenibile. Il riciclo non è solo un tema tecnico, ma anche economico ed etico: reinserire i polioli OH nella catena di produzione significa ridurre rifiuti, diminuire la dipendenza dalle risorse fossili e contribuire a un modello di economia circolare. Prospettive future e sostenibilità Il futuro dei polioli OH si gioca su tre fronti principali: Innovazione nella produzione: l’integrazione di materie prime bio-based, come oli vegetali e sottoprodotti agricoli, promette di ridurre l’impatto ambientale senza compromettere le prestazioni. Efficienza energetica: migliorare i processi industriali per ridurre consumi e emissioni è cruciale in un settore ad alta intensità tecnologica. Riciclo avanzato: sviluppare filiere integrate che permettano il recupero sistematico dei poliuretani e la reimmissione dei polioli rigenerati sul mercato. La strada è ancora lunga, ma il ruolo dei polioli OH è destinato a rimanere centrale in un contesto in cui la scienza dei materiali è sempre più chiamata a coniugare performance e sostenibilità.© Riproduzione Vietata
SCOPRI DI PIU' Lo scarto del pulper delle cartiere: un rifiuto o una risorsa?
Lo scarto del pulper delle cartiere: un rifiuto o una risorsa?Scarto del Pulper: Come Trasformarlo in Polimeri per lo Stampaggio nel 2026 di Marco Arezio | Aggiornato: Marzo 2026 | Lettura: ~9 min Le cartiere europee si trovano ogni anno di fronte a una sfida produttiva e ambientale crescente: gestire lo scarto del pulper, il residuo solido generato durante il riciclo della carta da recupero. Nel 2026, grazie all'evoluzione tecnologica e a un quadro normativo sempre più orientato all'economia circolare — in particolare il nuovo Regolamento Europeo sugli Imballaggi (PPWR, entrato in vigore nel 2025) — questo scarto non viene più considerato un rifiuto oneroso, ma una risorsa da valorizzare sotto forma di granulo polimerico LDPE riciclato. In questa guida aggiornata analizziamo il processo industriale, le tecnologie disponibili nel 2026, le criticità tecniche e i principali sbocchi di mercato per il polimero derivante dallo scarto del pulper. Che Cos'è lo Scarto del Pulper Il pulper è il cuore del processo di riciclo nelle cartiere: una vasca cilindrica in cui la carta da recupero viene immersa in acqua e sottoposta a intensa agitazione meccanica per separare le fibre cellulosiche dai materiali estranei. Il residuo solido che non può essere reintrodotto nel ciclo produttivo prende il nome di scarto del pulper (in inglese pulper waste o pulper rejects). Questo scarto è composto prevalentemente da alluminio e polietilene (PE) provenienti dagli imballaggi alimentari multimateriale come il Tetra Pak, i cartoni per bevande e gli imballi flessibili. Secondo i dati di settore aggiornati al 2025, circa l'8-12% in peso della carta in ingresso si trasforma in scarto del pulper, con picchi superiori nelle cartiere che trattano frazioni miste provenienti dalla raccolta differenziata urbana. A livello europeo, si stima che il settore cartario generi ogni anno oltre 4 milioni di tonnellate di pulper waste, con costi di smaltimento in discarica o incenerimento ancora molto elevati e normatively sempre meno ammissibili. Il Processo di Riciclo nelle Cartiere Europee nel 2026 Il processo industriale che porta alla formazione dello scarto del pulper si articola in fasi ben definite: • Macerazione in vasca: la carta da recupero viene introdotta nel pulper con acqua calda (40-60°C) e sottoposta ad azione meccanica rotante fino alla disgregazione delle fibre. • Filtrazione grossolana: griglie e vagli rotanti trattengono i materiali di grandi dimensioni (plastica rigida, metalli, legno). • Filtrazione fine: la fibra cellulosica in sospensione viene separata dai materiali leggeri attraverso centrifughe e screen pressurizzati. • Raccolta e disidratazione: il residuo, ancora ad alto contenuto di umidità (60-75%), viene disidratato tramite presse a vite o filtropresse prima del conferimento o della valorizzazione. Nel 2026, molte cartiere hanno integrato sistemi di pre-separazione automatica con sensori ottici NIR (Near Infrared) che incrementano la purezza del flusso polimerico già a monte del pulper, riducendo la percentuale di carta residua e aumentando la resa del granulo finale. Composizione e Caratteristiche del Pulper Waste La composizione dello scarto del pulper varia in funzione della tipologia di carta in ingresso. Una composizione media tipica (su secco) è la seguente: - Componente Percentuale media (su secco) - Polietilene (LDPE/LLDPE) 55 – 70% - Alluminio (lamina flessibile) 15 – 25% - Cellulosa residua (carta) 5 – 15% - Altri polimeri (PP, PS, ecc.) 2 – 8% - Umidità (sulla massa umida) 60 – 75%ACQUISTA IL MANUALE Tecnologie di Valorizzazione Disponibili nel 2026 Il 2026 segna un punto di maturazione tecnologica per il riciclo del pulper waste. Le principali filiere disponibili sono: 1. Granulazione del polimero LDPE (filiera principale) È la tecnologia più diffusa e consolidata. Il processo prevede: separazione meccanica e densimetrica, triturazione, lavaggio intensivo con acqua calda, essiccazione (essenziale per portare l'umidità sotto il 2%), filtrazione del fuso su reti a maglia fine e granulazione tramite testa di taglio sottoacqua (underwater pelletizing). Il granulo prodotto è classificato come LDPE riciclato con MFI compreso tra 1 e 3 g/10 min a 190°C/2,16 kg. 2. Recupero dell'alluminio tramite pirolisi (co-prodotto) Impianti avanzati di tipo Alurec o Thermovac consentono di separare l'alluminio dal PE tramite pirolisi a bassa temperatura (circa 450-500°C) in atmosfera inerte. L'alluminio viene recuperato con purezza superiore al 97%; il gas di pirolisi viene utilizzato come combustibile interno. Questa tecnologia, già in uso in Spagna, Portogallo e Brasile, si sta diffondendo in Italia e in Germania. 3. Compound e materiali tecnici Nel 2026 è in crescita la produzione di compound tecnici a partire dal granulo LDPE da pulper, miscelato con PP, HDPE o cariche minerali (CaCO3, talco) per ottenere materiali con specifiche meccaniche personalizzate. Alcuni produttori utilizzano compatibilizzanti reattivi (es. anidride maleica) per migliorare la coesione tra il PE e i residui di alluminio, incrementando la resistenza agli urti del manufatto finale. Criticità Tecnico-Produttive e Come Risolverle nel 2026 Le criticità già identificate nel 2020 restano attuali, ma nel 2026 disponiamo di soluzioni tecniche più mature ed efficaci: Criticità 1 – Elevata umidità iniziale (>60%) Problema: L'umidità elevata riduce la resa produttiva e genera difetti nel granulo. Soluzione 2026: Presse a vite ad alta pressione di ultima generazione abbattono l'umidità fino al 30-35%; sistemi di essiccazione a letto fluido o con aria calda completano l'abbattimento fino all'1-2% prima della granulazione, eliminando i problemi di degassificazione. Criticità 2 – Gas in fase di stampaggio Problema: L'umidità residua nel granulo provoca formazione di bolle e micropori nei manufatti stampati. Soluzione 2026: Estrusori bivite degassificanti con zone di ventilazione multiple abbattono la volatilità residua direttamente durante la granulazione, eliminando la necessità di una pre-essiccazione separata. Criticità 3 – Presenza di carta residua Problema: Le microparticelle di cellulosa intasano i filtri e formano micropori nel granulo. Soluzione 2026: Sistemi di filtrazione del fuso continua con cambiafiltro automatico (screen changer) a candela o a disco rotante, con maglie fino a 80-100 micron, garantiscono una filtrazione efficace senza fermate produttive. Criticità 4 – Presenza di alluminio e aspetto estetico Problema: Le lamelle di alluminio creano superfici eterogenee nel manufatto finale. Soluzione 2026: L'utilizzo di pigmenti opacizzanti a base di nero carbone o di masterbatch specifici consente di standardizzare l'estetica del prodotto. Alcuni trasformatori valorizzano l'effetto metallizzato come caratteristica estetica distintiva (effetto 'marble look'). Caratteristiche del Granulo LDPE da Pulper nel 2026 Il granulo derivante dalla valorizzazione dello scarto del pulper presenta, nel 2026, le seguenti caratteristiche tecniche standard: • Polimero base: LDPE con contenuto superiore al 90% • MFI (Melt Flow Index): 1-3 g/10 min a 190°C / 2,16 kg (ASTM D1238) • DSC: profilo regolare, temperatura di fusione 108-115°C • Contenuto di alluminio residuo: 2-8% in peso (lamelle flessibili) • Contenuto di cellulosa residua: <1% dopo filtrazione fine • Umidità: <0,5% post-essiccazione • Colore: grigio scuro / nero (con aggiunta di masterbatch) • Classificazione EWC: 19 12 04 (plastica e gomma) o 15 01 02 a seconda del regime Il granulo è normalmente commercializzato con scheda tecnica e, in alcuni casi, con dichiarazione di conformità alle linee guida RecyClass o con EPD (Environmental Product Declaration), sempre più richieste dagli acquirenti industriali europei. Applicazioni e Mercato del Granulo da Pulper nel 2026 Il granulo LDPE da scarto del pulper è indicato per applicazioni in cui la prestazione funzionale prevalga sull'estetica. Nel 2026, i principali sbocchi di mercato sono: • Bancali industriali in plastica riciclata (pallet): mercato in forte crescita grazie al PPWR, che richiede contenuto minimo di riciclato negli imballaggi industriali • Vasi, mastelli e contenitori per uso industriale e agricolo • Accessori e componenti per l'edilizia (profili, distanziatori, supporti) • Grigliati drenanti non carrabili e pavimentazioni permeabili • Tubi corrugati per drenaggio e protezione cavi • Compound con PP, HDPE o poliolefine per applicazioni meccaniche specifiche • Pannelli fonoassorbenti e antivibranti (applicazione emergente 2024-2026) Il prezzo di mercato del granulo LDPE da pulper si colloca, nel 2026, tra 200 e 400 €/t in funzione della qualità (percentuale LDPE, umidità, carta residua), con punte superiori per materiale certificato con EPD o secondo le linee guida RecyClass. Normativa Europea e Incentivi 2025-2026 Il contesto normativo europeo ha subito una trasformazione profonda tra il 2020 e il 2026: • Regolamento (UE) 2025/40 – PPWR: stabilisce obiettivi minimi di contenuto riciclato negli imballaggi (es. 35% per imballaggi in plastica rigida entro il 2030), creando domanda diretta per il granulo riciclato da pulper. • Direttiva SUP e aggiornamenti 2024: le restrizioni sulle plastiche monouso favoriscono i materiali riciclati durevoli. • CEAP 2.0 della Commissione Europea: il settore cartario è tra i settori prioritari per la simbiosi industriale. • Plastic Tax nazionale (MACSI): rende più competitivo l'uso di granulo riciclato rispetto al vergine. • Bandi PNRR per impianti di riciclo avanzato: alcune regioni italiane co-finanziano linee di valorizzazione del pulper waste. Le cartiere che implementano impianti interni di recupero possono accedere alla qualifica di End of Waste (EoW) per il granulo prodotto — secondo il D.Lgs. 116/2020 e successive circolari MASE — trasformando il rifiuto in un prodotto commercializzabile a tutti gli effetti. FAQ – Domande Frequenti Quanto scarto del pulper produce una cartiera media? Una cartiera che lavora 100.000 t/anno di carta da riciclo genera mediamente tra 8.000 e 12.000 t/anno di scarto del pulper umido, equivalenti a circa 3.000-5.000 t/anno di secco valorizzabile. Il granulo da pulper è food-grade? No, nella quasi totalità dei casi. La presenza di alluminio, cellulosa e la variabilità della composizione rendono il granulo da pulper non idoneo al contatto diretto con alimenti. Le applicazioni rimangono prevalentemente nel settore industriale, agricolo ed edilizio. È possibile aggiungere cariche minerali al granulo da pulper? Sì. Il profilo DSC regolare lo rende compatibile con l'aggiunta di cariche minerali come il carbonato di calcio (CaCO3), che riduce la flessibilità intrinseca dell'LDPE e migliora la rigidità del manufatto finale. Sono comuni anche talco e silice per applicazioni specifiche. Qual è il payback di un impianto di recupero del pulper? In base alle analisi di settore disponibili nel 2026, un impianto di media dimensione (5.000-10.000 t/anno) ha un payback compreso tra 3 e 6 anni, in funzione del costo attuale di smaltimento, del prezzo di mercato del granulo e degli incentivi pubblici disponibili. Qual è la differenza tra LDPE vergine e LDPE da pulper? L'LDPE da pulper presenta un MFI simile al vergine ma con la presenza residuale di alluminio (2-8%) e un colore non standardizzabile senza additivazione. È adatto a tutte le applicazioni non estetiche in cui non sia richiesta la purezza del vergine né la compatibilità food-contact. Conclusioni Nel 2026, la valorizzazione dello scarto del pulper non è più una scommessa tecnologica ma una realtà industriale consolidata. Le cartiere che scelgono di investire in impianti di recupero — o di affidarsi a operatori specializzati — riducono i costi di smaltimento, generano un flusso di ricavo aggiuntivo e migliorano il profilo di sostenibilità in un contesto normativo sempre più esigente. Le sfide tecniche (umidità, alluminio, qualità estetica) esistono ancora, ma sono oggi ampiamente gestibili con le tecnologie disponibili. La chiave del successo risiede nella qualità del processo di essiccazione e filtraggio, nella corretta caratterizzazione del granulo e nell'identificazione di mercati di sbocco coerenti con le sue caratteristiche. Hai bisogno di una consulenza sul riciclo del pulper o sulla valorizzazione degli scarti di cartiera? Contatta il team di esperti in economia circolare e riciclo delle materie plastiche. Tag: scarto pulper, riciclo carta, LDPE riciclato, polimeri da cartiera, economia circolare, granulo polimerico, Tetra Pak riciclo, pulper waste, imballaggi multimateriale, normativa PPWR 2025, End of Waste cartiera Categoria: Tecnica | Carta | Riciclo | Economia Circolare | Normativa Europea
SCOPRI DI PIU' L'Importanza degli Agenti Nucleanti nelle Materie Plastiche: Miglioramento delle Prestazioni e delle Proprietà
L'Importanza degli Agenti Nucleanti nelle Materie Plastiche: Miglioramento delle Prestazioni e delle ProprietàUna panoramica tecnica sull'uso degli agenti nucleanti per ottimizzare la cristallinità, la trasparenza e le proprietà meccaniche delle materie plastiche semi-cristalline, con un focus sulle applicazioni industrialidi Marco ArezioLe materie plastiche semi-cristalline, come il polipropilene (PP) e il polietilene (PE), sono materiali ampiamente utilizzati nell'industria grazie alle loro eccellenti proprietà meccaniche, termiche e chimiche. Tuttavia, le caratteristiche finali di questi materiali sono strettamente legate alla loro struttura cristallina, che può essere influenzata durante il processo di produzione. Per migliorare la cristallinità, la trasparenza e altre proprietà delle plastiche semi-cristalline, vengono aggiunti agenti nucleanti, che svolgono un ruolo cruciale nell'ottimizzazione delle performance del materiale. Questo articolo tecnico approfondisce il funzionamento degli agenti nucleanti, le loro tipologie e i vantaggi che apportano nel processo di produzione delle materie plastiche. Cosa sono gli agenti nucleanti? Gli agenti nucleanti sono additivi utilizzati per migliorare la struttura cristallina delle materie plastiche semi-cristalline. Questi agenti promuovono la formazione di nuclei cristallini durante il raffreddamento del materiale plastico fuso, velocizzando il processo di cristallizzazione. Questo porta a una struttura più fine e controllata, con conseguente miglioramento delle proprietà meccaniche e ottiche del materiale. Funzionamento degli agenti nucleanti Il processo di cristallizzazione delle materie plastiche semi-cristalline è un fattore determinante nella loro performance finale. In assenza di agenti nucleanti, il polimero cristallizza lentamente, generando sferoliti di grandi dimensioni, che influiscono negativamente sulle proprietà ottiche e meccaniche. Gli agenti nucleanti, invece, agiscono come "germi" su cui la cristallizzazione può iniziare, accelerando il processo di formazione dei cristalli e riducendo le dimensioni degli sferoliti. L'aggiunta di agenti nucleanti porta quindi a una cristallizzazione più veloce, riducendo i tempi di ciclo di produzione, e a una struttura cristallina più fine e omogenea, che migliora la stabilità dimensionale del prodotto finale. Tipologie di agenti nucleanti Gli agenti nucleanti possono essere suddivisi in due principali categorie: agenti nucleanti insolubili e agenti nucleanti solubili. Agenti nucleanti insolubili Questi additivi, spesso costituiti da ossidi di metallo, silice, talco o nitruro di boro, rimangono dispersi nel materiale plastico fuso e agiscono come siti di nucleazione su cui possono formarsi i cristalli. Questi materiali sono particolarmente efficaci per migliorare le proprietà meccaniche e termiche delle materie plastiche, ma non sempre offrono una trasparenza ottimale. Agenti nucleanti solubili (Clarifier) I clarificanti, come quelli utilizzati nel polipropilene, si dissolvono nel polimero fuso e formano una rete tridimensionale fibrosa durante il raffreddamento, sulla quale avviene la cristallizzazione. La nucleazione così ottenuta è molto densa e uniforme, garantendo la produzione di materiali con un'elevata trasparenza e migliori proprietà ottiche. Questi additivi sono particolarmente utilizzati per migliorare l'aspetto dei prodotti plastici trasparenti. Vantaggi dell'uso degli agenti nucleanti L'impiego di agenti nucleanti offre numerosi vantaggi nella lavorazione delle materie plastiche semi-cristalline. Tra questi: Velocità di cristallizzazione: La presenza di agenti nucleanti aumenta la velocità di formazione dei cristalli, riducendo il tempo necessario per il raffreddamento e la solidificazione del pezzo plastico. Questo si traduce in una maggiore efficienza produttiva, con una riduzione dei tempi di ciclo. Miglioramento delle proprietà meccaniche: La struttura cristallina più fine ottenuta grazie agli agenti nucleanti aumenta la rigidità, la resistenza agli urti e la stabilità dimensionale del materiale plastico. Trasparenza: I clarificanti, in particolare, permettono di ottenere materiali plastici trasparenti e con ottime proprietà ottiche, essenziali per applicazioni che richiedono un'estetica di alta qualità. Riduzione dei difetti estetici: Una cristallizzazione più controllata riduce i segni di affondamento e altri difetti estetici che possono verificarsi durante il raffreddamento del materiale plastico. Applicazioni industriali degli Agenti NucleantiGli agenti nucleanti trovano impiego in una vasta gamma di settori industriali, tra cui: Imballaggi Nel settore degli imballaggi, la trasparenza è spesso un requisito fondamentale. I clarificanti sono utilizzati per migliorare la trasparenza del polipropilene, ad esempio nella produzione di contenitori per alimenti. Settore automobilistico Le plastiche semicristalline rinforzate con agenti nucleanti offrono una maggiore resistenza e stabilità dimensionale, rendendole ideali per la produzione di componenti automobilistici leggeri e resistenti. Elettronica Le proprietà migliorate delle plastiche nucleate, come la stabilità dimensionale e la resistenza al calore, le rendono adatte per componenti elettrici ed elettronici. Arredamento e prodotti di consumo I materiali plastici trasparenti e resistenti, ottenuti con l'uso di agenti nucleanti, sono ampiamente utilizzati nella produzione di articoli casalinghi, mobili in plastica e dispositivi di consumo. Conclusioni Gli agenti nucleanti sono essenziali per migliorare le prestazioni delle materie plastiche semicristalline, offrendo vantaggi significativi in termini di velocità di produzione, proprietà meccaniche, estetica e trasparenza. Con lo sviluppo continuo di nuovi additivi e tecnologie, l'uso degli agenti nucleanti continuerà a svolgere un ruolo cruciale nell'ottimizzazione delle materie plastiche per una vasta gamma di applicazioni industriali.
SCOPRI DI PIU' Rivoluzione nel Riciclo dei Polimeri: La Promessa del Riciclo Fisico
Rivoluzione nel Riciclo dei Polimeri: La Promessa del Riciclo FisicoCome la Tecnologia di Dissoluzione Sta Superando i Limiti del Riciclo Tradizionale, Migliorando Sostenibilità ed Efficienzadi Marco ArezioL'era moderna ha visto un'esponenziale crescita nell'uso dei polimeri, materiali versatili impiegati in un'ampia gamma di applicazioni, da semplici utensili domestici a componenti avanzati in settori high-tech. Tuttavia, la durabilità che rende i polimeri così preziosi è anche la causa di uno dei problemi ambientali più pressanti: l'accumulo di rifiuti plastici. Il riciclo emerge come una soluzione critica, ma i metodi tradizionali, meccanico e chimico, presentano limitazioni significative in termini di efficienza, costi e impatto ambientale. In questo contesto, il riciclo fisico si propone come un'innovativa metodologia di riciclo, promettendo di affrontare queste sfide attraverso un processo di dissoluzione che separa i polimeri da contaminanti, pigmenti e additivi, senza degradare il materiale o richiedere l'uso intensivo di energia. Il Riciclo dei Polimeri Descrizione dei PolimeriI polimeri sono macromolecole composte da unità ripetitive, note come monomeri, legate insieme da legami covalenti. Questa struttura conferisce loro proprietà uniche di resistenza, flessibilità e durabilità, rendendoli ideali per una miriade di applicazioni industriali e quotidiane. Tuttavia, queste stesse caratteristiche rendono i polimeri particolarmente resistenti alla degradazione naturale, contribuendo al problema globale dell'inquinamento da plastica. Impatto Ambientale L'impatto ambientale dei rifiuti polimerici è vasto e multidimensionale. Accumulandosi in discariche e ambienti naturali, i polimeri non solo occupano spazio fisico ma rilasciano anche sostanze tossiche durante la lenta degradazione, contaminando suolo e acqua. Inoltre, la degradazione dei polimeri in ambienti marini contribuisce alla formazione di microplastiche, particelle piccolissime che possono essere ingerite dalla fauna marina, entrando così nella catena alimentare. Metodi Tradizionali di Riciclo Il riciclo meccanico comporta processi fisici come la triturazione e la rifusione dei rifiuti di plastica per creare nuovi oggetti. Sebbene economicamente vantaggioso, questo metodo tende a degradare la qualità dei polimeri, limitando il loro riutilizzo a prodotti di qualità inferiore. Il riciclo chimico, d'altro canto, scompone chimicamente i polimeri in monomeri o altri prodotti chimici utilizzabili. Questo processo consente teoricamente di riciclare la plastica all'infinito. Tuttavia, è più costoso, richiede un elevato consumo energetico e spesso comporta l'uso di sostanze chimiche pericolose. Entrambi i metodi presentano quindi limitazioni significative in termini di sostenibilità ambientale, efficienza energetica e capacità di recupero dei materiali. Queste considerazioni pongono le basi per l'esplorazione di metodologie alternative di riciclo, come il riciclo fisico. Principi del Riciclo Fisico Il riciclo fisico rappresenta un approccio innovativo nel panorama del riciclo dei polimeri. Differisce dai metodi meccanico e chimico per la sua capacità di separare i polimeri dai vari additivi e contaminanti senza alterarne la struttura chimica. Questo processo si basa su due principi fondamentali: Concetto di Dissoluzione e Separazione Il cuore del riciclo fisico risiede nella dissoluzione selettiva dei polimeri in solventi specifici. Questi solventi sono scelti per la loro capacità di interagire con il polimero target senza influenzare gli additivi, i pigmenti o i contaminanti. Una volta dissolto il polimero, la soluzione può essere filtrata per rimuovere le impurità. Successivamente, il polimero può essere precipitato dalla soluzione attraverso la variazione di temperatura, pressione, o aggiunta di un non-solvente, permettendo così il recupero del polimero puro. Vantaggi rispetto ai Metodi Tradizionali Il principale vantaggio del riciclo fisico è la sua capacità di recuperare polimeri di alta qualità senza degradarne le proprietà meccaniche. A differenza del riciclo meccanico, che tende a compromettere la qualità del materiale riciclato, il riciclo fisico mantiene l'integrità molecolare dei polimeri. Rispetto al riciclo chimico, si distingue per il minor consumo energetico e l'assenza di processi complessi di scomposizione e sintesi, rendendolo più sostenibile ed economicamente vantaggioso. Tecnologia e Processo del Riciclo Fisico Il processo di riciclo fisico si articola in diverse fasi, ognuna delle quali svolge un ruolo cruciale nel recupero dei polimeri: Selezione e Pretrattamento: I rifiuti di plastica vengono selezionati e puliti per rimuovere grossolane impurità. Dissoluzione: Il materiale plastico viene immerso in un solvente specifico che dissolve il polimero, lasciando indietro additivi e contaminanti. Filtrazione: La soluzione viene filtrata per separare il polimero disciolto dalle impurità solide. Precipitazione e Recupero: Il polimero viene recuperato dalla soluzione mediante precipitazione, causata da variazioni di temperatura, pressione, o l'aggiunta di un non-solvente. Purificazione e Asciugatura: Il polimero precipitato viene ulteriormente purificato e asciugato per rimuovere qualsiasi traccia di solvente, rendendolo pronto per essere riutilizzato nella produzione di nuovi articoli. Questa tecnologia non solo consente il recupero di polimeri di alta qualità ma introduce anche un ciclo di riciclo più sostenibile ed efficiente dal punto di vista energetico. Vantaggi Ambientali e Economici del Riciclo FisicoIl riciclo fisico offre numerosi vantaggi sia ambientali che economici. Riducendo il consumo energetico e minimizzando la produzione di rifiuti, contribuisce significativamente alla riduzione dell'impronta ecologica dell'industria dei polimeri. Inoltre, il recupero di polimeri di alta qualità può ridurre la dipendenza dalle risorse fossili, abbassando i costi di produzione e favorendo l'adozione di pratiche più sostenibili. Il riciclo fisico, distinguendosi dai metodi tradizionali di riciclo per la sua capacità di mantenere inalterate le proprietà dei polimeri e per il suo minor impatto ambientale, offre vantaggi significativi sia dal punto di vista ambientale che economico. Riduzione dell'Impatto Ambientale Minor Consumo Energetico: Il processo di dissoluzione e separazione dei polimeri richiede meno energia rispetto alla scomposizione chimica dei polimeri in monomeri o al processo di riscaldamento e fusione nel riciclo meccanico. Riduzione dei Rifiuti: La capacità di recuperare e riutilizzare i polimeri con alta efficienza riduce la quantità di rifiuti plastici destinati alle discariche o all'incenerimento, minimizzando l'emissione di gas serra e altri inquinanti. Recupero dei Solventi: La rigenerazione e il riutilizzo dei solventi nel processo di riciclo fisico diminuiscono la necessità di produrre nuovi solventi, contribuendo ulteriormente alla riduzione dell'impatto ambientale. Vantaggi Economici Riduzione dei Costi Operativi: Il minor consumo energetico e la possibilità di riciclare i solventi riducono i costi operativi del processo di riciclo fisico rispetto ai metodi tradizionali. Valorizzazione dei Materiali Riciclati: I polimeri riciclati attraverso il processo di riciclo fisico mantengono una qualità elevata, permettendo la loro vendita a prezzi superiori rispetto ai materiali riciclati con metodi tradizionali, apportando quindi un vantaggio economico agli operatori del settore. Apertura di Nuovi Mercati: La produzione di materiali plastici di alta qualità da riciclo apre nuovi mercati, inclusi settori ad alto valore aggiunto che tradizionalmente esitano nell'utilizzare materiali riciclati a causa di preoccupazioni sulla qualità. Sfide e Prospettive Future Nonostante i numerosi vantaggi, il riciclo fisico affronta sfide sia tecniche che di mercato. La necessità di ulteriori ricerche per ottimizzare i processi di dissoluzione e separazione, l'adattamento delle infrastrutture esistenti e la creazione di normative che favoriscano l'adozione di tecnologie di riciclo innovative sono tra le principali sfide da superare. Tuttavia, le prospettive future sono promettenti, con l'aspettativa che miglioramenti tecnologici e un crescente impegno verso la sostenibilità guidino una maggiore adozione del riciclo fisico. Conclusioni Il riciclo fisico emerge come una metodologia promettente nel campo del riciclo dei polimeri, offrendo un'alternativa sostenibile ai metodi tradizionali. Con la sua capacità di produrre materiali riciclati di alta qualità, ridurre il consumo energetico e minimizzare l'impatto ambientale, il riciclo fisico ha il potenziale per svolgere un ruolo cruciale nell'economia circolare del futuro. La sua implementazione su larga scala potrebbe segnare un passo significativo verso la risoluzione della crisi globale dei rifiuti di plastica, allineando gli interessi economici con quelli ambientali. Pubblicazioni Scientifiche sul Riciclo Fisico"Advanced Recycling of Polymers through Dissolution: An Overview of the Process and its Sustainability Impact" - Questa pubblicazione fornisce un'analisi dettagliata del processo di riciclo fisico attraverso la dissoluzione, discutendo la scelta dei solventi, le tecnologie di separazione e il confronto dell'impatto ambientale rispetto al riciclo meccanico e chimico. "Solvent-based Recycling of Polyethylene Terephthalate: Towards Circular Economy" - Concentrandosi sul PET, questo studio esplora l'uso di solventi sostenibili per il riciclo fisico del materiale, valutando l'efficacia del processo in termini di qualità del polimero recuperato e sostenibilità ambientale. "Separation Techniques for Mixed Polymer Waste: Enhancing the Sustainability of Plastic Recycling" - Questo articolo esamina varie tecniche per la separazione di miscele polimeriche, con un focus particolare sul riciclo fisico. Offre un confronto con i metodi tradizionali e discute le prospettive future per il miglioramento del riciclo di plastica mista. Queste pubblicazioni rappresentano solo una frazione della ricerca in corso nel campo del riciclo fisico dei polimeri. L'interesse crescente per questa area promette ulteriori sviluppi e innovazioni, con l'obiettivo di superare le sfide attuali nel riciclo dei materiali plastici e promuovere una maggiore sostenibilità nell'industria.
SCOPRI DI PIU'