



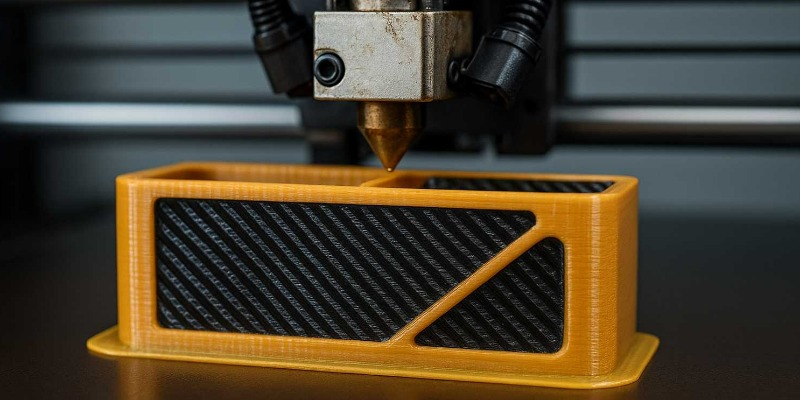
 Additive Manufacturing per Polimeri Rinforzati: la stampa 3D incontra i materiali compositi
Additive Manufacturing per Polimeri Rinforzati: la stampa 3D incontra i materiali compositiCome la stampa 3D con fibre di rinforzo sta trasformando l’industria dei materiali plastici avanzatidi Marco ArezioQuando si parla di stampa 3D, la mente corre subito al mondo dei prototipi, dei modelli rapidi, delle plastiche leggere pensate per test di forma o funzione. Ma questa immagine è ormai superata. Oggi, l’additive manufacturing è diventato uno strumento solido di produzione industriale, in grado di realizzare oggetti finiti, resistenti e altamente performanti. Una delle evoluzioni più promettenti di questa tecnologia riguarda l’impiego di polimeri rinforzati con fibre, materiali compositi capaci di coniugare leggerezza e robustezza, personalizzazione e durata. Si tratta di una trasformazione significativa, non solo dal punto di vista ingegneristico, ma anche in chiave ambientale. In un mondo che cerca con sempre più urgenza alternative sostenibili ai metodi produttivi tradizionali, la possibilità di stampare in 3D materiali rinforzati, in modo preciso, efficiente e su misura, apre scenari del tutto nuovi. Polimeri e fibre: un’alleanza per il futuro della produzione Alla base di questa rivoluzione c’è l’incontro tra due mondi: quello dei polimeri termoplastici, duttili, versatili e leggeri, e quello delle fibre ad alte prestazioni, come quelle di vetro, carbonio o aramide, che offrono proprietà meccaniche superiori. L’unione di questi materiali crea dei compositi strutturati che, rispetto alle plastiche tradizionali, vantano una maggiore resistenza alla trazione, alla flessione, all’usura e agli agenti chimici. Se in passato questi compositi erano disponibili solo in forma laminata o da stampare a compressione, oggi le cose sono cambiate. Le nuove tecnologie additive permettono di stampare in 3D direttamente questi materiali, in modalità sempre più avanzate, permettendo un controllo fino ad ora impensabile della forma, della struttura interna e della distribuzione delle fibre all’interno del pezzo. Due approcci, una stessa ambizione: migliorare le prestazioni senza rinunciare alla flessibilità Le strade per stampare materiali compositi sono principalmente due. Una prevede l’utilizzo di filamenti già caricati con fibre corte: si tratta di bobine in cui il materiale plastico è mescolato a micro-frammenti di fibra, che migliorano le proprietà meccaniche del pezzo finale senza alterarne la lavorabilità. Questo metodo, relativamente semplice e compatibile con molte stampanti FFF, rappresenta l’ingresso accessibile nel mondo dei compositi. L’altra strada, più sofisticata, è quella delle fibre continue. In questo caso, la stampante è progettata per co-estrudere, insieme al polimero, delle fibre lunghe che vengono letteralmente "tessute" all’interno del pezzo.È una tecnica più complessa, che richiede macchinari specializzati e software di slicing evoluti, ma consente di realizzare componenti realmente strutturali, con prestazioni comparabili a quelle di certi laminati industriali. In pratica, si può produrre un supporto in plastica rinforzata con fibra continua di carbonio, con un peso molto inferiore e una resistenza superiore rispetto a un equivalente in metallo.Oltre la tecnica: i vantaggi ambientali e industriali Il valore di questi materiali non si esaurisce però nei numeri delle prove di laboratorio. La possibilità di stampare solo ciò che serve, senza sprechi, riduce drasticamente l’impatto ambientale. La produzione on-demand permette di evitare lunghi trasporti, stoccaggi ingombranti e processi energivori. Si abbattono anche i costi di attrezzaggio e si riduce il time-to-market, un fattore critico in tutti i settori competitivi. Inoltre, molti produttori stanno già sperimentando filamenti bio-based o contenenti plastica riciclata, e le fibre di carbonio recuperate da scarti industriali iniziano a diventare una risorsa concreta. Tutto ciò rende l’additive manufacturing rinforzato una tecnologia pienamente compatibile con i principi dell’economia circolare, capace di unire prestazioni elevate e responsabilità ambientale. Applicazioni in crescita: dall’aerospazio all’edilizia I campi di applicazione si stanno moltiplicando. Nel settore aerospaziale, ad esempio, la stampa 3D con fibre rinforzate consente di produrre staffe leggere, condotti personalizzati e componenti resistenti alle vibrazioni, con un risparmio di peso che si traduce direttamente in risparmio energetico. In ambito automobilistico, viene utilizzata per prototipi funzionali ma anche per piccole serie di produzione, soprattutto nei veicoli elettrici o sportivi. Nel mondo della robotica e della meccatronica, i compositi stampati trovano impiego in bracci meccanici, leve e componenti strutturali leggeri ma resistenti. Anche in edilizia emergono applicazioni interessanti, come giunti modulari, staffe di connessione, o elementi architettonici che uniscono funzione e forma in un unico processo produttivo. Una sfida di competenze, qualità e materiali Naturalmente, la stampa 3D con materiali rinforzati non è esente da criticità. L’adesione tra la fibra e la matrice plastica è un aspetto delicato, che richiede ricerca sui materiali e attenzione nella scelta dei parametri di stampa. Anche il controllo dell’orientamento delle fibre è fondamentale: posizionarle nella direzione sbagliata può compromettere l’intera funzionalità del pezzo. Un altro punto cruciale è la ripetibilità del processo: se si vogliono certificare i pezzi per impieghi critici, serve garantire coerenza tra i lotti, cosa non sempre facile con le tecnologie attuali. Infine, i costi dei materiali, soprattutto quelli con fibre continue, sono ancora elevati, anche se in diminuzione man mano che la tecnologia si diffonde. Il futuro è su misura, sostenibile e digitale Guardando avanti, è facile intuire che questa tecnologia non solo crescerà, ma cambierà profondamente il modo in cui pensiamo la produzione. Le nuove frontiere riguardano l’integrazione con algoritmi di progettazione generativa, che suggeriscono forme e percorsi di rinforzo ottimali in base alle sollecitazioni attese. I materiali diventeranno sempre più ecologici, e la stampa distribuita – magari direttamente presso officine locali o centri di manutenzione – diventerà realtà. In questo contesto, l’additive manufacturing con polimeri rinforzati non è soltanto una promessa tecnologica. È uno strumento reale per realizzare prodotti più leggeri, più efficienti, più sostenibili. Una leva concreta per l’industria circolare, che punta a fare meglio con meno: meno materiale, meno energia, meno sprechi. Ma anche più innovazione, più precisione, più libertà progettuale.© Riproduzione Vietata
SCOPRI DI PIU' Acido Fluoroantimonico: Cos’è, Come si Produce e il Suo Ruolo nella Sintesi dei Polimeri Plastici
Acido Fluoroantimonico: Cos’è, Come si Produce e il Suo Ruolo nella Sintesi dei Polimeri PlasticiScopri le caratteristiche chimiche dell’acido fluoroantimonico, i rischi legati al suo impiego e perché viene utilizzato nella produzione di polimeri avanzatidi Marco ArezioNel vasto panorama della chimica industriale, pochi composti suscitano tanta soggezione quanto l’acido fluoroantimonico. Reputato uno degli acidi più forti al mondo, è un reagente che si trova spesso citato nei testi specialistici per le sue proprietà estreme, la pericolosità intrinseca e l’impiego strategico in alcuni settori avanzati dell’industria chimica, in particolare nella produzione di alcuni tipi di polimeri. Ma cosa rende così unico questo composto? E perché proprio lui è scelto per alcune delle sintesi più sofisticate della chimica dei materiali? Che cos’è l’acido fluoroantimonico? L’acido fluoroantimonico è una soluzione superacida ottenuta mescolando fluoruro di idrogeno (HF) e pentafluoruro di antimonio (SbF₅), secondo la reazione: HF + SbF₅ → [H₂F]+ [SbF₆]− Il risultato è un acido la cui forza supera di gran lunga quella dell’acido solforico puro o dell’acido cloridrico concentrato. Si tratta di una sostanza capace di protonare anche composti generalmente considerati inerti agli acidi tradizionali, come gli idrocarburi saturi (alcani). La chiave della sua forza risiede nella formazione dello ione complesso [H₂F]+, fortemente instabile e propenso a donare protoni, rendendo la soluzione capace di catalizzare reazioni quasi impossibili in altre condizioni. Come si produce l’acido fluoroantimonico La produzione dell’acido fluoroantimonico non è una procedura banale. Richiede infatti una rigorosa manipolazione in ambienti controllati, con materiali resistenti alla corrosione estrema (come recipienti in Teflon, poiché anche il vetro viene dissolto). La sintesi più comune prevede l’aggiunta graduale di pentafluoruro di antimonio a fluoruro di idrogeno liquido anidro, spesso raffreddando il sistema per controllare la reazione esotermica. La reazione è altamente pericolosa, e la minima esposizione ai reagenti o al prodotto finito comporta rischi gravissimi per l’operatore. I rischi chimici e sanitari dell’acido fluoroantimonico L’acido fluoroantimonico è una delle sostanze più pericolose che un chimico possa maneggiare, e la letteratura riporta numerosi incidenti, spesso gravi, dovuti a errori di manipolazione. I rischi principali sono: - Corrosività estrema: scioglie rapidamente pelle, tessuti biologici, vetro, metalli e la maggior parte delle plastiche comuni. - Tossicità: sia HF che SbF₅ sono tossici di per sé. L’HF, in particolare, penetra la pelle e può causare danni sistemici ai tessuti e al metabolismo del calcio. - Vapori letali: i vapori sono altamente tossici e possono causare ustioni alle vie respiratorie anche a basse concentrazioni. - Rischi ambientali: eventuali fuoriuscite richiedono procedure di neutralizzazione estremamente complesse e sono devastanti per l’ambiente circostante. - Reattività: in presenza di acqua o umidità può sviluppare reazioni violentissime, con liberazione di gas tossici. Per queste ragioni, la manipolazione avviene solo in laboratori specializzati, con strumentazione dedicata e sotto rigorosi protocolli di sicurezza. L’acido fluoroantimonico nella produzione di polimeri: perché si usa A prima vista, potrebbe sembrare assurdo impiegare un acido così pericoloso nella produzione di materie plastiche, ma in realtà la sua superacidità apre porte a reazioni di polimerizzazione impensabili con altri catalizzatori. Il suo ruolo chiave si manifesta nella catalisi della polimerizzazione cationica, un meccanismo fondamentale per la sintesi di polimeri dalle strutture complesse o dalla resistenza chimica elevata. Catalisi cationica: come funziona La polimerizzazione cationica è un processo in cui un monomero insaturo (tipicamente un idrocarburo con un doppio legame, come un olefina) viene attivato da un acido fortissimo che genera una specie cationica (un carbocatione) come centro attivo di reazione. L’acido fluoroantimonico, grazie alla sua eccezionale forza, è in grado di protonare e quindi attivare anche monomeri scarsamente reattivi, portando alla formazione di catene polimeriche molto lunghe e regolari. Quali polimeri si possono produrre L’uso dell’acido fluoroantimonico è stato studiato soprattutto nella sintesi di: - Poliisobutene e polibutene ad alto peso molecolare Questi polimeri, fondamentali nella produzione di elastomeri e gomme sintetiche, possono essere prodotti con pesi molecolari e proprietà fisico-meccaniche difficili da ottenere con catalizzatori meno potenti. - Polistirene a struttura isotattica Le strutture regolari (isotattiche) conferiscono al polimero proprietà superiori in termini di resistenza meccanica e trasparenza. L’acido fluoroantimonico consente di dirigere la polimerizzazione verso questa configurazione. - Polimeri fluorurati speciali Alcuni polimeri fluorurati utilizzati in applicazioni altamente tecnologiche (chimica fine, dispositivi elettronici) vengono sintetizzati tramite polimerizzazioni cationiche in ambiente superacido. - Resine epossidiche ad alte prestazioni Per la produzione di resine speciali resistenti a solventi aggressivi, la catalisi superacida consente di ottenere reticolazioni più fitte e stabili. Perché l’acido fluoroantimonico è preferito nella produzione delle plastiche La risposta risiede nell’efficienza e nella specificità: la superacidità dell’acido fluoroantimonico permette di avviare e controllare reazioni su substrati poco reattivi o di ottenere polimeri con una struttura molecolare molto ordinata e regolare. Nelle applicazioni più avanzate, la possibilità di sintetizzare polimeri con proprietà uniche (come l’alta resistenza chimica, la trasparenza o l’elasticità estrema) è essenziale per lo sviluppo di materiali innovativi utilizzati nell’industria automobilistica, nell’elettronica, nell’aerospaziale e nella produzione di dispositivi medicali di nuova generazione. È importante sottolineare che, a causa dell’estrema pericolosità, questi processi non sono utilizzati nella produzione di massa delle plastiche comuni (come polietilene, polipropilene o PVC), ma trovano applicazione in nicchie tecnologiche di alto valore aggiunto, dove le prestazioni dei materiali giustificano l’uso di un catalizzatore così speciale e costoso. Conclusioni L’acido fluoroantimonico è uno degli esempi più eclatanti di come la chimica avanzata sia in grado di sfruttare composti estremi per superare limiti apparentemente invalicabili nella sintesi dei materiali. La sua forza, però, si accompagna a rischi enormi, richiedendo competenza, precauzione e strutture adeguate. L’impiego nella produzione di polimeri speciali mostra come la ricerca di materiali sempre più performanti passi anche attraverso la manipolazione controllata di sostanze pericolose, aprendo la strada a plastiche innovative e a tecnologie che fino a pochi anni fa erano considerate pura fantascienza.© Riproduzione Vietata
SCOPRI DI PIU' Le cariche nel polipropilene rigenerato
Le cariche nel polipropilene rigeneratoCariche per il Polipropilene Rigenerato: Vantaggi, Svantaggi e Aggiornamenti 2026 di Marco Arezio | Pubblicato: 2020 | Aggiornato: Marzo 2026 Categorie: Tecnica | Plastica | Riciclo | Polipropilene | Economia Circolare Introduzione: perché le cariche sono fondamentali nel PP rigenerato Il polipropilene rigenerato da post-consumo (rPP) è uno dei materiali al centro della transizione verso l'economia circolare nel settore plastico. In Europa, il Piano d'Azione per l'Economia Circolare e il Regolamento UE sui Contenuti Riciclati (2024) hanno aumentato significativamente la domanda di granuli rPP di qualità, spingendo i compounder a ottimizzarne le prestazioni mediante l'uso di cariche e rinforzi minerali. Il rPP proveniente da scarti rigidi e semirigidi post-consumo porta con sé inevitabili impurità: tracce di polietilene (PE) non separate completamente nella fase di sorting, cariche minerali già presenti nell'imballaggio originale (talco, carbonato di calcio, fibre di vetro), e contaminanti organici responsabili dell'odore tipico di questi materiali. La formulazione della ricetta di compounding — ovvero la scelta e la percentuale delle cariche da aggiungere al granulo rPP — è quindi una leva tecnico-economica decisiva per ampliare le applicazioni del materiale riciclato, avvicinando le sue performance al polipropilene vergine. In questo articolo esaminiamo sistematicamente vantaggi, svantaggi e aggiornamenti al 2026 per ciascuna tipologia di carica. 📊 Dato 2026 Secondo PlasticsEurope (Plastics — the Facts 2025), il rPP rappresenta ormai circa il 12% del mercato europeo delle poliolefine riciclate, con una crescita del 18% rispetto al 2022, trainata dal packaging rigido e dall'automotive. Cos'è il polipropilene rigenerato e perché necessita di cariche Il granulo di PP da post-consumo viene prodotto a partire da scarti eterogenei selezionati (imballaggi rigidi, contenitori, parti automotive a fine vita) attraverso le fasi di selezione, lavaggio, macinazione, estrusione e granulazione. Il materiale che ne risulta presenta, rispetto al PP vergine, alcune criticità strutturali: • Riduzione del peso molecolare medio per effetto della degradazione termica e foto-ossidativa durante la vita del prodotto • Presenza di PE e altre poliolefine non completamente separate, che abbassano la rigidità e il modulo elastico • Presenza di cariche preesistenti in quantità variabile e non controllata • Odore residuo da contaminanti organici • Variabilità del colore e della stabilità UV L'additivazione con cariche minerali e fibre durante la fase di estrusione compounding consente di compensare queste debolezze, adattando il profilo prestazionale del rPP alle specifiche richieste dell'applicazione finale. Tabella comparativa delle cariche per rPP (aggiornata 2026)Talco nel polipropilene rigenerato: vantaggi e svantaggiIl talco (Mg₃Si₄O₁₀(OH)₂) è la carica minerale più diffusa nel compounding del rPP. La sua struttura lamellare lo rende particolarmente efficace nell'orientare le catene polimeriche durante il raffreddamento, migliorando la struttura cristallina del materiale. Vantaggi del talco • Incremento del modulo elastico a flessione (fino al +40% con il 20% di talco) • Migliore stabilità dimensionale del manufatto • Aumento della temperatura di deflessione sotto carico (HDT) • Miglioramento dello scorrimento della massa fusa (MFI più elevato) • Agisce come agente nucleante, accelerando la cristallizzazione e riducendo il ciclo di stampaggio Svantaggi del talco • Riduzione della resistenza agli urti, in particolare alle basse temperature (fragility shift) • Diminuzione della saldabilità (riduzione dell'energy weld line) • Superfici opache: problema rilevante per applicazioni visive/estetiche • Aumento della densità del composto • Rischio di rilascio di polveri durante il processo (questioni di sicurezza sul lavoro) 🔬 Aggiornamento 2026 Le nuove tipologie di talco lamellare ultrafine (d50 < 1 µm) sono sempre più accessibili grazie a miglioramenti nei processi di macinazione a umido, permettono di ridurre la percentuale di utilizzo del 15–20% a parità di rigidità, limitando l'opacità superficiale. Fonte: settore compounding europeo, dati di mercato 2025. Carbonato di calcio (CaCO₃): alternativa competitiva al talco Il carbonato di calcio (CaCO₃) nella forma di calcite macinata o precipitata (PCC) è la carica minerale che ha registrato la crescita più significativa nel rPP negli ultimi 5 anni, grazie alla combinazione di prestazioni e convenienza economica. Vantaggi del carbonato di calcio • Migliore capacità di dispersione nella matrice polipropilenica rispetto al talco • Scorrimento della massa fusa superiore: favorisce processi di stampaggio più veloci • Maggiore stabilità ai raggi UV rispetto al talco non trattato • Minore usura del manufatto nel tempo • Riduzione del ciclo di stampaggio a parità di percentuale di carica rispetto al talco • Costo inferiore rispetto al talco di pari granulometria • Impatto ambientale ridotto: provenienza da rocce calcaree largamente disponibili Svantaggi del carbonato di calcio • Rinforzo meccanico meno elevato rispetto al talco per applicazioni strutturali • Sensibilità all'umidità (idrolisi superficiale in ambienti molto umidi) • Necessità di trattamento superficiale (es. acidi stearici) per buona compatibilità con il PP 🔬 Aggiornamento 2026 Il CaCO₃ trattato con agenti di accoppiamento silanoici rappresenta oggi una frontiera attiva di R&D per il rPP: permette di raggiungere livelli di compatibilità matrice/carica simili a quelli del PP vergine caricato, con percentuali del 20–30%. Diversi studi europei (2023–2025) confermano una riduzione dell'odore del 10–15% rispetto a compound rPP senza carica. Fibre di vetro nel rPP: corte, lunghe e sfere Le fibre di vetro (FdV) rappresentano il rinforzo più performante per il polipropilene rigenerato quando si richiedono elevate prestazioni meccaniche strutturali. Possono essere aggiunte come macinato o fibre tagliate, e si distinguono in base alla lunghezza. Fibre di vetro corte (short glass fibers, SGF) Le fibre corte (lunghezza media 0,2–0,5 mm dopo processing) sono le più comuni. I loro effetti principali: • Aumento significativo di rigidità e modulo elastico (fino a +80–100% con il 30% di FdV) • Miglioramento della tenacità a rottura • Contributo alla riduzione dell'odore residuo del rPP (effetto "diluizione" della matrice odorosa) • Buona lavorabilità in estrusori standard Fibre di vetro lunghe (long glass fibers, LGF) Le fibre lunghe (lunghezza > 1 mm, tipicamente 3–12 mm come granulo finale pultrudato) amplificano ulteriormente le prestazioni: • Resistenza meccanica molto elevata: tensile strength fino a +120–150% vs rPP non caricato • Eccellente resistenza di scorrimento sotto carico (creep resistance) • Applicazioni premium in automotive e industria Svantaggi delle fibre di vetro lunghe • Aumento del comportamento anisotropo per orientamento delle fibre nel flusso: rischio distorsione del manufatto • Superfici opache e con affioramento delle fibre (fiber blooming) • Usura accelerata delle viti di estrusione e degli stampi • Maggiore costo rispetto a SGF e cariche minerali Sfere di vetro (glass beads) L'aggiunta di sfere di vetro cave o piene in miscela con fibre lunghe è la soluzione tecnica raccomandata per contrastare il fenomeno della distorsione. La distribuzione isotropa delle sfere bilancia l'orientamento preferenziale delle fibre, con i seguenti benefici: • Maggiore resistenza a compressione • Incremento della rigidità senza aumento dell'anisotropia • Superficie del manufatto più regolare 🔬 Aggiornamento 2026. Il rPP con fibre di vetro lunghe è entrato nei capitolati di diversi OEM automotive europei (2024–2025) come alternativa certificata al PP vergine LGF per componentistica non strutturale (pannelli, rivestimenti interni). Il delta di prezzo rispetto al vergine si è ridotto a circa il 15–20%, rendendo il compound rPP/LGF competitivo. Fonte: dati di settore automotive plastics Europe, 2025. Altre cariche meno diffuse: mica, farina di legno, silicati e ossido di zinco Mica La mica è una carica lamellare che offre un vantaggio economico rilevante: permette di raggiungere la stessa rigidità di un rPP al 30% di fibre di vetro utilizzando il 40% di mica a un costo inferiore. La struttura in lamine contribuisce inoltre a migliorare la barriera ai gas, una proprietà interessante per packaging multistrato. Lo svantaggio principale è la tendenza alla fragilità e la limitata compatibilità superficiale senza trattamenti specifici. Farina di legno e fibre naturali La farina di legno e le fibre naturali (canapa, lino, kenaf) nel rPP sono al centro di un'attenzione crescente in ottica bio-based e sostenibilità. Oltre al miglioramento dell'isolamento acustico già noto nel 2020, i compound rPP/fibra naturale sono oggi oggetto di specifiche normative di Product Environmental Footprint (PEF) in ambito UE, che valorizzano il contenuto rinnovabile. Il limite principale resta la sensibilità all'umidità e alla temperatura di processo. Silicati di calcio I silicati di calcio (wollastonite) migliorano le proprietà elettriche e termiche del rPP, con utilizzo di nicchia nell'elettrotecnica e nei componenti per elettronica. Hanno il vantaggio di una distribuzione aciculare (aghiforme) che incrementa la rigidità con minor perdita di duttilità rispetto al talco. Ossido di zinco (ZnO) L'ossido di zinco è impiegato sia come agente antimicrobico (utile nel packaging alimentare rigenerato) sia come assorbitore UV. In formulazioni per applicazioni outdoor, ZnO nanostrutturato (ZnO-NP) ha mostrato efficacia anche a concentrazioni del 1–3%, riducendo la fotodegradazione del rPP in maniera significativa. Nota 2026: l'uso di ZnO nanometrico è soggetto a regolamentazione REACH specifica (ECHA, 2023) e deve essere valutato con attenzione nel contesto dell'economia circolare per evitare la presenza di nanomateriali nella catena del riciclo. Criteri di selezione delle cariche per il rPPLa scelta ottimale della carica dipende da più fattori che devono essere ponderati insieme: • Applicazione finale: packaging, automotive, costruzioni, elettrotecnica • Requisiti meccanici e termici del prodotto (es. HDT, modulo, impatto) • Costo target del compound finito • Impatto sulla lavorabilità (MFI, shrinkage, ciclo) • Requisiti normativi: REACH, Food Contact, ELV Directive, regolamenti contenuto riciclato • Impatto sull'odore: rilevante per packaging e automotive • Impatto ambientale/LCA: carbon footprint della carica aggiunta Tendenza 2026: il mercato si orienta verso soluzioni ibride carica minerale + compatibilizzante (es. PP-g-MA) per massimizzare l'interfaccia matrice/carica nei rPP, compensando la degradazione della matrice polimerica tipica dei materiali post-consumo. Domande frequenti (FAQ) Quale carica è più adatta per ridurre l'odore del polipropilene rigenerato? Le fibre di vetro, sia corte che lunghe, contribuiscono alla riduzione dell'odore per effetto di diluizione della matrice odorosa. Anche il carbonato di calcio trattato mostra effetti positivi. In ogni caso, l'uso di cariche va combinato con un sistema di additivazione specifico (odor scavengers, zeoliti) per ottenere risultati certificabili. È possibile usare cariche per avvicinare il rPP alle prestazioni del PP vergine? Sì, con formulazioni ottimizzate (es. rPP + 20% CaCO₃ + compatibilizzante PP-g-MA) è possibile raggiungere valori di modulo, resistenza all'impatto e stabilità termica molto prossimi al PP vergine non caricato, con un significativo vantaggio economico e ambientale. Come influisce la carica sul contenuto di riciclato dichiarabile? Le cariche minerali non sono materiale riciclato da post-consumo: la loro aggiunta riduce proporzionalmente la percentuale di contenuto riciclato dichiarabile nel prodotto finale. Questo è un punto critico nel contesto del Regolamento UE sui contenuti riciclati (2024), che richiede una documentazione precisa della composizione del compound. Quali sono i trend più rilevanti nelle cariche per rPP al 2026? I principali trend sono: (1) cariche ultrafini e nano-strutturate per minor impatto su opacità e proprietà ottiche; (2) fibre naturali in chiave bio-based e sostenibilità; (3) cariche funzionalizzate con agenti di accoppiamento silanoici per massimizzare la compatibilità con matrici rPP degradate; (4) integrazione LCA nella scelta della carica ottimale. Conclusioni L'uso di cariche minerali e fibre nel polipropilene rigenerato è oggi una pratica consolidata e in rapida evoluzione. Se nel 2020 la scelta si concentrava principalmente su talco e fibre di vetro, nel 2026 il panorama si è arricchito di nuove opzioni (nano-CaCO₃, fibre naturali funzionalizzate, ZnO-NP) e di un contesto normativo europeo che impone una valutazione più ampia, considerando non solo le prestazioni meccaniche ma anche l'impatto ambientale, il contenuto riciclato dichiarabile e la sicurezza chimica. La figura del compounder di rPP esperto diventa sempre più strategica nella catena del valore dell'economia circolare delle plastiche: la capacità di formulare ricette ottimizzate, documentate e conformi ai requisiti normativi è un vantaggio competitivo decisivo per rispondere alla crescente domanda di materiali riciclati di qualità certificata. Note sull'autore Marco Arezio Consulente internazionale in economia circolare e riciclo delle materie plastiche. Ha maturato oltre 20 anni di esperienza nel settore del riciclo di poliolefine, collaborando con aziende di selezione, riciclo meccanico, compounding e trasformazione in Europa, Asia e America Latina. Autore di numerosi articoli tecnici e manuali su polipropilene rigenerato, polietilene da post-consumo e tecnologie di compounding.Fonti e riferimenti • PlasticsEurope — Plastics, the Facts 2025 • European Chemicals Agency (ECHA) — REACH Restriction on ZnO nanomaterials, 2023 • Regolamento UE 2024 sui contenuti riciclati negli imballaggi plastici • Direttiva ELV (End-of-Life Vehicles) — revisione 2024 • Brydson, J.A. — Plastics Materials, 8th Ed. • Tadmor, Z. & Gogos, C.G. — Principles of Polymer Processing • Dati di mercato automotive plastics: associazioni di settore europee, 2024–2025
SCOPRI DI PIU' Cosa è il Polimero PVA: Produzione, Utilizzo, Riciclo e Impatto Ambientale
Cosa è il Polimero PVA: Produzione, Utilizzo, Riciclo e Impatto AmbientaleIl PVA è un polimero ormai onnipresente nella produzione di oggetti di uso comune e di rilevanza tecnica, ma con risvolti ambientali non semplici di Marco ArezioIl poliacetato di vinile (PVA) è un polimero sintetico con eccellenti proprietà di solubilità in acqua, rendendolo un materiale di scelta in diverse applicazioni industriali e commerciali. La sua versatilità deriva dalla sua capacità di formare film trasparenti, la sua resistenza a solventi organici e oli, nonché la sua atossicità, che lo rende sicuro per l'utilizzo in applicazioni mediche e alimentari. Produzione del PVA Processo di Produzione La produzione di PVA inizia con la polimerizzazione dell'acetato di vinile in presenza di un catalizzatore. Il processo può variare, ma comunemente include le fasi di iniziazione, propagazione e terminazione, che conducono alla formazione di catene polimeriche di PVA. Successivamente, il polimero viene purificato e trasformato in varie forme per la commercializzazione, come polvere, granuli o soluzioni acquose. Dati di Produzione Mondiale La produzione di PVA a livello mondiale è influenzata da diversi fattori, tra cui la domanda nei settori chiave come l'imballaggio, la tessile, l'edilizia e l'agricoltura. L'Asia è il maggiore produttore di PVA, in particolare la Cina, che da sola contribuisce significativamente alla capacità produttiva globale. Altri paesi asiatici come Giappone, Corea del Sud e India sono anche importanti produttori di PVA. Principali Paesi Produttori di PVACina: La Cina è il leader nella produzione di PVA, con una stima di produzione che varia notevolmente, ma che può superare il milione di tonnellate annue, a seconda della domanda interna e delle esportazioni. Giappone e Corea del Sud: Questi paesi sono noti per la loro alta qualità di PVA, con una produzione combinata che può raggiungere centinaia di migliaia di tonnellate all'anno. India: L'India sta emergendo come un importante centro di produzione di PVA, con una capacità produttiva in crescita, che mira a soddisfare sia il mercato interno che quello delle esportazioni. Trend di Crescita La tendenza di crescita nella produzione di PVA riflette l'aumento della domanda in vari settori applicativi. La produzione è prevista aumentare nei prossimi anni, con un tasso di crescita annuo composto (CAGR) che può variare in base a diversi fattori economici, tecnologici e ambientali. Applicazioni ed Utilizzi del PVAIl Polivinil Alcol (PVA) è un polimero versatile con una vasta gamma di applicazioni e utilizzi in diversi settori industriali, grazie alle sue proprietà uniche quali la solubilità in acqua, la biodegradabilità (sotto certe condizioni), la resistenza chimica e meccanica, e l'atossicità. Di seguito, approfondiamo le principali applicazioni e utilizzi del PVA. Industria Tessile Nel settore tessile, il PVA è impiegato come agente di addolcimento e di finitura per migliorare la resistenza e la flessibilità dei filati e dei tessuti. Serve anche come fibra di supporto che può essere facilmente rimossa dopo il processo di tessitura, migliorando così l'efficienza della produzione. Packaging Il PVA trova ampio impiego nell'industria del packaging, in particolare nella produzione di film solubili in acqua e di imballaggi biodegradabili, come le capsule di detersivo liquido. Questi imballaggi si dissolvono completamente a contatto con l'acqua, riducendo i rifiuti di plastica. Edilizia e Costruzioni Nell'edilizia, il PVA è usato come componente in malte, intonaci, e sigillanti per migliorarne le proprietà adesive, la flessibilità e la resistenza all'umidità. Viene inoltre utilizzato in pitture e rivestimenti per aumentarne la durata e la resistenza agli agenti chimici. Industria della Carta Il PVA migliora la resistenza meccanica e la lucidità della carta e del cartone, trovando applicazione nella produzione di carta per stampa di alta qualità e imballaggi alimentari. Agisce anche come agente legante in inchiostri e vernici, migliorando la qualità di stampa. Elettronica Nel campo dell'elettronica, il PVA è utilizzato in componenti di display a cristalli liquidi (LCD) e in altri dispositivi elettronici per le sue proprietà ottiche e isolanti. Serve come strato di allineamento per i cristalli liquidi, essenziale per la qualità dell'immagine. Settore Farmaceutico e Medico Il PVA trova impiego in applicazioni mediche e farmaceutiche, tra cui la fabbricazione di capsule e film solubili per il rilascio controllato di farmaci, nonché in materiali per lenti a contatto morbide e idrogeli per applicazioni biomediche, grazie alla sua compatibilità biologica e atossicità. Agricoltura Nell'agricoltura, il PVA è usato per produrre film agricoli biodegradabili che aiutano a conservare l'umidità del suolo e a ridurre l'uso di erbicidi. Questi film si degradano naturalmente, riducendo l'impatto ambientale dell'agricoltura intensiva. Prodotti per la Cura Personale Il PVA è impiegato nella produzione di prodotti per l'igiene personale, come gli shampoo e i bagnoschiuma in forma solida, che si dissolvono in acqua, offrendo una soluzione sostenibile e riducendo l'utilizzo di plastica. Riciclo del PVA Il riciclo del PVA presenta delle sfide a causa della sua solubilità in acqua, ma esistono metodi sia fisici che chimici per il suo trattamento. La ricerca è incentrata sul miglioramento delle tecniche di recupero e sullo sviluppo di processi biologici per degradare il PVA in maniera più efficiente e sostenibile. Tecniche di Riciclo Riciclo Meccanico: Questo metodo implica la macinazione o la triturazione del PVA usato per riutilizzarlo direttamente nella produzione di nuovi articoli. Tuttavia, la sua efficacia è limitata dalla qualità del PVA riciclato, che può essere compromessa dalla degradazione termica o meccanica. Riciclo Chimico: Questa tecnica trasforma il PVA in monomeri o in altri composti chimici attraverso processi come l'idrolisi alcalina o l'alcolisi. Questi monomeri possono essere poi reimmessi nel ciclo produttivo. Il riciclo chimico ha il vantaggio di poter recuperare il PVA da miscele e compositi, superando alcune delle limitazioni del riciclo meccanico. Riciclo Biologico: Sfrutta microrganismi capaci di degradare il PVA in composti più semplici, come acqua e anidride carbonica, o in altri intermedi utili. La ricerca in questo campo è focalizzata sull'identificazione e l'ingegnerizzazione di ceppi batterici o enzimi specifici che possano effettuare questa trasformazione in modo efficiente. Solubilità in Acqua e Biodegradabilità La solubilità in acqua del PVA è sia una benedizione che una maledizione. Da un lato, facilita la sua rimozione da tessuti o altri materiali in processi industriali; dall'altro, rende la gestione dei rifiuti più complicata, specialmente in contesti in cui il PVA entra in ambienti acquatici. La biodegradabilità del PVA varia a seconda del suo grado di idrolisi e della composizione, con alcuni gradi di PVA che si degradano più facilmente in condizioni ambientali specifiche. Impatto Ambientale L'impatto ambientale del Polivinil Alcol (PVA) nelle acque reflue merita un'analisi approfondita, considerando sia le proprietà chimiche del PVA sia le dinamiche degli impianti di trattamento delle acque. Il PVA, nonostante sia generalmente considerato meno dannoso rispetto ad altri polimeri sintetici, presenta difficoltà specifiche una volta che entra nel sistema idrico, principalmente a causa della sua solubilità in acqua e della sua biodegradabilità variabile. Solubilità in Acqua e Trattamento delle Acque Reflue Il PVA è altamente solubile in acqua, il che significa che può facilmente disperdersi negli ecosistemi acquatici attraverso le acque reflue. Questa caratteristica, se da un lato facilita l'uso di PVA in applicazioni come capsule di detersivo solubili, dall'altro lato rende la sua rimozione dagli scarichi di acque reflue più complessa rispetto ai polimeri insolubili, che possono essere filtrati o fatti sedimentare con processi fisici standard. Biodegradabilità del PVA La biodegradabilità del PVA varia in base al grado di polimerizzazione e all'idrolisi. Alcune forme di PVA sono più facilmente degradabili da microrganismi presenti negli impianti di trattamento delle acque o negli ambienti naturali. Tuttavia, il processo di biodegradazione può essere lento e incompleto, portando all'accumulo di residui di PVA nelle acque, con potenziali effetti negativi sugli organismi acquatici. Effetti sugli Ecosistemi Acquatici La presenza di PVA nelle acque reflue e nei corpi idrici può influenzare la qualità dell'acqua e la salute degli ecosistemi acquatici in vari modi: Riduzione dell'Ossigeno: La biodegradazione del PVA da parte dei microrganismi consuma ossigeno disciolto nell'acqua, potenzialmente portando a condizioni di ipossia (basso contenuto di ossigeno) che possono danneggiare la vita acquatica. Effetti sulla Flora e Fauna Acquatica: Il PVA e i prodotti intermedi della sua degradazione possono avere effetti tossici su alcuni organismi acquatici, influenzando la crescita, la riproduzione e la sopravvivenza di pesci, invertebrati e piante acquatiche. Interferenze con i Processi di Trattamento: Alte concentrazioni di PVA nelle acque reflue possono interferire con i processi di trattamento biologico, riducendone l'efficacia e aumentando i costi operativi. Strategie di Mitigazione Per ridurre l'impatto ambientale del PVA nelle acque reflue, è necessario adottare una combinazione di approcci: Miglioramento dei Processi di Trattamento: Sviluppare e implementare tecnologie avanzate di trattamento delle acque in grado di rimuovere efficacemente il PVA e altri contaminanti organici. Innovazione nel Design dei Prodotti: Progettare prodotti che contengono PVA con una maggiore biodegradabilità o che rilasciano meno PVA nelle acque reflue. Regolamentazione e Monitoraggio: Stabilire limiti rigorosi per la concentrazione di PVA negli scarichi industriali e monitorare regolarmente le acque reflue per garantire il rispetto delle normative. Il caso delle capsule in PVA di detersivo per le lavatrici L'impatto ambientale delle capsule di detersivo in PVA (polivinil alcol) si concentra principalmente sulla loro solubilità in acqua e sulla biodegradabilità, oltre alla produzione e allo smaltimento. Questi aspetti influenzano direttamente gli ecosistemi acquatici e terrestri, la gestione dei rifiuti, e il consumo di risorse naturali. Impatto Ambientale delle Capsule di Detersivo in PVA Biodegradabilità: Sebbene il PVA sia tecnicamente biodegradabile, la velocità e l'efficienza di questo processo possono variare notevolmente a seconda delle condizioni ambientali, come la presenza di microrganismi specifici e la temperatura. Se non gestite correttamente, le capsule possono contribuire all'inquinamento da microplastiche negli ecosistemi acquatici. Solubilità in Acqua: La caratteristica principale del PVA è la sua solubilità in acqua, che permette alle capsule di detersivo di dissolversi completamente durante il ciclo di lavaggio. Tuttavia, ciò significa anche che residui di PVA possono finire nelle acque reflue, dove la loro completa biodegradazione non è sempre garantita, potenzialmente influenzando la qualità dell'acqua e la vita acquatica. Consumo di Risorse: La produzione di capsule in PVA richiede risorse naturali, inclusi petrolio e gas per la produzione del monomero di vinil acetato, e energia per i processi di polimerizzazione e confezionamento. Questo contribuisce all'impronta di carbonio del prodotto. Gestione dei Rifiuti: Anche se le capsule stesse si dissolvono, il packaging secondario può generare rifiuti aggiuntivi, specialmente se non è riciclabile o biodegradabile. Conclusioni Il PVA gioca un ruolo cruciale in molteplici industrie grazie alle sue proprietà uniche. Tuttavia, è fondamentale affrontare i problemi associati alla sua produzione, utilizzo e smaltimento per mitigare l'impatto ambientale. La promozione del riciclo e lo sviluppo di alternative sostenibili saranno vitali per garantire che l'uso del PVA rimanga sostenibile a lungo termine.
SCOPRI DI PIU' Copolimero EVA: Caratteristiche, Proprietà Tecniche, Applicazioni e Riciclo
Copolimero EVA: Caratteristiche, Proprietà Tecniche, Applicazioni e RicicloUn nome difficile, Etilene Vinil Acetato, per una materia prima plastica di grande diffusionedi Marco ArezioIl copolimero EVA è una materia prima in continua crescita nel mondo, infatti se ne è utilizzata nel 2020, nonostante gli stop produttivi dovuti alla pandemia, circa 640.000 tonnellate, con un incremento medio nell’ultimo decennio del 4,3% annuo. Il mercato asiatico è sicuramente l’area in cui si impiega maggiormente l’EVA, con in testa la Cina, che ha avuto una crescita nei consumi 2019-2020 del 2-3%, seguita dagli Stati Uniti che detengono circa il 17% dei consumi mondiali. Quali sono le caratteristiche dell’EVA? L’EVA, come abbiamo detto, è un copolimero ottenuto dalla polimerizzazione del Vinil Acetato, le differenti proporzioni di quest’ultimo nella ricetta, cambiano le caratteristiche finali del prodotto, creandogli un’affinità all’LDPE. I due valori determinanti nelle ricette dell’EVA sono la sua fluidità (MFI) e la percentuale di VA (vinil acetato), in particolare, all’aumentare del tenore del comonomero la cristallinità decresce, influenzando, di conseguenza numerose proprietà dell’EVA. Infatti, un incremento del contenuto di VA aumenta la densità, la trasparenza e la flessibilità del materiale, mentre ne riduce il punto di fusione e la durezza. Quali sono le proprietà Fisico-Meccaniche dell’EVA? L’EVA, composto dal comonomero di acetato di vinile, è un prodotto semicristalino e, rispetto alle caratteristiche dell’LDPE, diventa normalmente più trasparente e più flessibile con l’aumentare della percentuale di acetato di vinile contenuto nella ricetta. Al ridursi della resistenza del materiale si riduce anche il suo intervallo di fusione, quindi la temperatura di fusione dell’EVA è pertanto inferiore a quella dell’LDPE. Durante lo stampaggio ad iniezione, per esempio, la temperatura della massa fusa dovrebbe attestarsi tra i 175 e i 225 °C e la sua lavorazione è analoga a quella dell’LDPE. Il tenore di VAC (acetato di vinile) determina le seguenti modifiche nei prodotti finiti: • 1-10%: a confronto con un film in LDPE saranno più trasparenti, flessibili e plastici, più facili da sigillare, meno rotture, maggior ritiro a temperature basse. • 15-30%: molto flessibile e morbido, lavorabile termoplasticamente, simile alla gomma di caucciù, • 30-40%: elevato allungamento elastico, flessibilità con capacità di assorbimento della carica, buona resistenza ed alta adesività. • 40-50%: estrema elasticità, reticolabile con perossidi. • 70-95%: impiego sotto forma di lattici per coloranti in emulsione, rivestimento di carta ed adesivi. L’acetato di vinile nell’EVA è anche responsabile del caratteristico odore di aceto del materiale. L’EVA, rispetto al PVC, ha una migliore resistenza alle basse temperature, nessuna migrazione di plastificante caratterizzando una elasticità permanente, una maggior resistenza a flessione e miglior resistenza ai prodotti chimici. Inoltre ha migliori proprietà di isolamento elettrico, di contro le proprietà di barriera ai gas sono inferiori come la resistenza alla luce e all’abrasione. Possiamo raggruppare le caratteristiche fisico-chimiche dell’EVA in questo schema: Buona resistenza all’abrasione Ottima resistenza alla luce Espansa a cellule chiuse Ottima resistenza all’ozono e all’ossigeno Durezza 25/30 Shore A Buone caratteristiche antisdrucciolo Ottima memoria elastica Idrorepellente Piacevole al tatto Colorabile, con ottimi effetti estetici Buona capacità antivibrante Buona resistenza alla lacerazione Media resistenza agli oli minerali Ottima resistenza all’aria calda Quali sono le proprietà elettriche dell’EVA? Rispetto all’LDPE le proprietà isolanti, dal punto di vista elettrico, rimangono inferiori ma l’EVA è spesso richiesto, per esempio nell’industria dei cavi, per la sua facile reticolabilità e buona flessibilità. Grazie all’elevata capacità del copolimeri EVA di incorporare cariche, come il nerofumo, si utilizzano anche per la fabbricazione di mescole semiconduttrici. • Resistività di volume Ohm/cm 2,5×1016 • Costante dielettrica 2,6 – 3,2 • Fattore di dissipazione 0,03 – 0,05 Quali sono le proprietà Chimiche dell’EVA? In presenza delle radiazioni UV il copolimero EVA ha un decadimento delle proprietà fisiche, quali la tenacità, l’allungamento a rottura e il cambiamento di colore. Inoltre, alcuni agenti chimici (agenti bagnanti, sostanze polari e diversi liquidi organici), possono fessurare il prodotto internamente. Con l’aumentare del contenuto di acetato di vinile aumenta notevolmente la resistenza agli oli minerali, al contrario si vedono diminuire le caratteristiche dell’isolamento elettrico. Quali sono le proprietà termiche dell’EVA? • Temperatura di esercizio: 60 a + 80 °C • Punto di infragilimento: – 30 °C • Maxima temperatura in uso Statico: + 80 °C • Low Temperature Range: – 30 a – 50 °C Quali sono le applicazioni dell’EVA? Il copolimero EVA trova grande applicazione nel settore del packaging, come il film estensibile, in virtù degli alti coefficienti di frizione ed adesività che conferiscono al prodotto una buona caratteristica saldante. Inoltre viene impiegato nei processi di co-estrusione per la realizzazione di film multistrato, specialmente nel settore alimentare. Infine, trova larga applicazione nel settore delle calzature, come le suole o l’interno degli scarponi da sci e nel settore delle telecomunicazioni come elemento di rivestimento dei tubi e cavi. Come si ricicla l’EVA? Lo scarto dell’EVA può avere una provenienza post industriale, questo significa che durante la lavorazione per la produzione di oggetti si possono generare rifili o scarti. Se il rifiuto di lavorazione non è espanso, è possibile recuperarlo attraverso la macinazione dello stesso, avendo cura di tenere separarti gli scarti provenienti da ricette differenti. Una volta ridotto di volume è possibile impiegarlo come materia prima seconda nella produzione di nuovi prodotti. Se il materiale non espanso, invece, proviene dalla raccolta differenziata, è necessario prevedere passaggi di riciclo che possano separare eventuali materiali combinati nel prodotto da riciclare separando l’EVA. Per esempio, se abbiamo una scarpa con suola in EVA e struttura in tessuto o composta da altri materiali, si dovranno separate i vari materiali che la compongono prima delle operazioni finali di riciclo. Se, invece, i materiali di scarto sono composti da EVA espansa, questa può essere usata, dopo essere stata macinata o micronizzata, come inerte in miscele di leganti per svariati prodotti.Categoria: notizie - tecnica - plastica - riciclo - EVA
SCOPRI DI PIU' PEEK riciclato: proprietà, processi di recupero e applicazioni nei compounds ad alte prestazioni
PEEK riciclato: proprietà, processi di recupero e applicazioni nei compounds ad alte prestazioniAnalisi tecnica del polimero PEEK riciclato, dalle fonti di scarto alle miscele funzionali, fino alle metodologie di riciclo per applicazioni nei settori più avanzatidi Marco ArezioIl polyetheretherketone, conosciuto con l’acronimo PEEK, è uno dei polimeri termoplastici più performanti mai sviluppati dall’industria chimica. Appartenente alla famiglia dei poliarileterchetoni (PAEK), questo materiale deve le sue caratteristiche straordinarie a una struttura molecolare rigida e regolare, formata da anelli aromatici alternati a gruppi funzionali etere (–O–) e chetonici (–CO–). La sua sintesi avviene per reazione di policondensazione tra due monomeri aromatici: idrochinone (1,4-diidrossibenzene) e 4,4’-difluorobenzofenone. Il processo richiede condizioni severe: l’ambiente è anidro, il solvente deve resistere ad alte temperature (spesso si usa difenilsolfossido), e l’intervento di una base forte come il carbonato di sodio è indispensabile. Il risultato è una catena polimerica in cui ogni segmento conferisce resistenza chimica, stabilità termica e tenacità meccanica. Il PEEK vergine, prodotto su scala industriale a partire dalla fine degli anni ’70, è oggi considerato il materiale di riferimento nei settori ad alta tecnologia. Con un punto di fusione di circa 343 °C, un’eccellente stabilità dimensionale e una resistenza a carichi meccanici e termici prolungati, è utilizzato in componenti critici per l’industria aerospaziale, automotive, elettronica, oil & gas, biomedicale e perfino per la stampa 3D ad alte prestazioni. Tuttavia, la sua sintesi è costosa e ad alta intensità energetica. Il PEEK ha infatti un costo molto elevato (oltre i 400 €/kg) e richiede impianti specializzati per la sua produzione, che comporta anche un’impronta ambientale importante. Per questo, il riciclo del PEEK sta diventando un’opportunità sempre più interessante per coniugare sostenibilità ed efficienza industriale. Dove nascono gli scarti: origine e tipologie del PEEK da recuperare Non tutti i rifiuti plastici hanno lo stesso valore. Nel caso del PEEK, gli scarti sono spesso veri e propri residui pregiati, che derivano da tre canali principali. Il primo e più comune è rappresentato dalle lavorazioni industriali: sfridi, trucioli di tornitura, pezzi non conformi o residui di stampaggio. Si tratta di materiali tecnicamente puri, facili da identificare e da reinserire nel ciclo produttivo. Un secondo flusso proviene da componenti a fine vita, provenienti ad esempio da valvole, pompe, ingranaggi o supporti strutturali utilizzati in ambiti critici. In questo caso, la difficoltà non è solo nella raccolta, ma anche nella decontaminazione del materiale, che può aver subito stress chimici o meccanici significativi. Infine, con la crescente diffusione del PEEK nella stampa 3D, si generano scarti sotto forma di polveri esauste, supporti inutilizzati, filamenti mal formati o oggetti di test, che rappresentano una nuova frontiera del recupero in ambienti prototipali e manifattura additiva. Dallo scarto al compound: processi di lavorazione del PEEK riciclato Trasformare il PEEK da scarto a risorsa richiede un processo meticoloso. La prima fase consiste in una selezione e pulizia approfondita, volta a eliminare eventuali contaminazioni metalliche, organiche o polimeriche incompatibili. Segue poi una macinazione controllata, che riduce il materiale a una granulometria adatta all’estrusione. Prima di essere fuso, il PEEK riciclato viene sottoposto a una essiccazione profonda, solitamente sotto vuoto o in atmosfera inerte, per rimuovere ogni traccia d’umidità. Anche una minima presenza di acqua, infatti, potrebbe danneggiare la struttura del polimero durante la lavorazione ad alta temperatura. Il passaggio successivo è l’estrusione, eseguita a temperature superiori ai 340 °C. Qui il materiale viene trasformato in compound, ovvero miscele polimeriche arricchite con rinforzi o additivi funzionali. Spesso viene aggiunta una percentuale di PEEK vergine per compensare eventuali perdite di prestazione dovute al primo ciclo di utilizzo. Miscele tecniche e performance elevate I compounds di PEEK riciclato possono essere progettati per rispondere a esigenze molto diverse, a seconda delle applicazioni finali. Una delle formulazioni più diffuse è quella rinforzata con fibre di vetro, che offre rigidità e stabilità dimensionale superiori, rendendola adatta per componenti strutturali in ambienti termicamente critici. Per applicazioni che richiedono leggerezza, conduttività elettrica e resistenza alla fatica, si opta per miscele caricate con fibre di carbonio, che trasformano il PEEK riciclato in un materiale d’élite per elettronica e aerospazio. Al contrario, in presenza di esigenze tribologiche (basso attrito e usura), si impiegano additivi solidi lubrificanti come PTFE o grafite. Infine, alcuni sviluppatori stanno sperimentando blend tra PEEK riciclato e altri membri della famiglia PAEK, come PEKK e PEK, per calibrare al meglio le proprietà del materiale finale in funzione della lavorabilità e del profilo prestazionale richiesto. Tecnologie e prospettive del riciclo del PEEK A oggi, il riciclo meccanico del PEEK è il metodo più diffuso e accessibile: si basa su macinazione, essiccazione, rifusione ed estrusione. Ma richiede macchinari in grado di operare in modo preciso a temperature molto elevate, e spesso prevede il lavoro in atmosfera controllata. Il riciclo chimico, che mira a riportare il PEEK ai suoi precursori monomerici, è oggetto di studi ma ancora lontano da una vera industrializzazione, a causa dell’elevata stabilità molecolare del materiale. Più promettente è invece il riutilizzo diretto: componenti poco usurati vengono rilavorati o reintrodotti nel mercato in forma rigenerata, soprattutto nei settori industriali meno sensibili alle specifiche di purezza assoluta. Un’opportunità circolare nei materiali high-tech Il valore ambientale del PEEK riciclato è evidente. La sua produzione da monomero è energivora e ad alta intensità di carbonio; per contro, la rigenerazione consente un risparmio energetico notevole, una drastica riduzione dei rifiuti tecnici e un impatto positivo sul bilancio di sostenibilità aziendale. Inoltre, l’integrazione del PEEK rigenerato nelle filiere dei materiali avanzati rappresenta un cambio di paradigma importante: la possibilità di unire alte prestazioni e responsabilità ambientale non è più un’opzione futura, ma una realtà già attiva nei laboratori e negli impianti di produzione più evoluti. Conclusione Il riciclo del PEEK dimostra che anche i polimeri più sofisticati possono entrare a pieno titolo nel modello dell’economia circolare, se sostenuti da una filiera tecnologica all’altezza. Attraverso una conoscenza profonda della sua origine chimica, delle tecniche di recupero e delle potenzialità applicative, il PEEK riciclato si afferma come una risorsa strategica per il futuro della manifattura avanzata, dove sostenibilità e prestazione non sono più in conflitto, ma parte della stessa visione industriale.Immagine simbolica© Riproduzione Vietata
SCOPRI DI PIU' Additivi per il Miglioramento ai Graffi nei Policarbonati
Additivi per il Miglioramento ai Graffi nei PolicarbonatiStrategie chimiche ed industriali per incrementare la resistenza ai graffi nei policarbonati ad alte prestazionidi Marco ArezioIl policarbonato è uno dei polimeri più utilizzati nell’industria dei materiali ad alte prestazioni grazie alla sua combinazione unica di proprietà: elevata trasparenza ottica, buona resistenza meccanica, stabilità dimensionale e processabilità. Tuttavia, una delle criticità più note riguarda la sua scarsa resistenza ai graffi superficiali. Questo limite ne condiziona l’impiego in applicazioni dove l’estetica, la trasparenza e la durata nel tempo della superficie esposta rivestono un ruolo fondamentale, come nel settore automotive, nell’elettronica di consumo e nei dispositivi ottici. Per ovviare a questo problema, la ricerca industriale e accademica ha sviluppato diverse strategie basate sull’impiego di additivi specifici, capaci di modificare la superficie del policarbonato senza comprometterne le proprietà intrinseche.Proprietà superficiali e meccanismi di graffiaturaLa graffiatura di un polimero non è soltanto il risultato di una sollecitazione meccanica locale, ma un fenomeno complesso che coinvolge deformazioni plastiche, microfratture e alterazioni superficiali. Nel caso del policarbonato, l’energia di deformazione viene assorbita in maniera non uniforme, con la conseguente formazione di microstriature visibili a occhio nudo. Questa sensibilità è legata alla natura amorfa del materiale e alla mobilità segmentale delle catene polimeriche, che tendono a deformarsi sotto sforzo.L’uso di additivi mira a limitare tale mobilità, a rafforzare la matrice e a creare una superficie più rigida, capace di distribuire meglio le sollecitazioni e ridurre la formazione del solco.Classificazione degli additiviQuando si parla di resistenza ai graffi nei policarbonati, non esiste una sola strada: le soluzioni si distribuiscono lungo una mappa di famiglie chimiche che agiscono con meccanismi complementari. L’obiettivo è sempre lo stesso — alzare il carico a cui compare il danno visibile e impedirne l’evoluzione in un solco profondo — ma per arrivarci si può agire rendendo la superficie più scorrevole, irrigidendo lo strato sub-superficiale, inserendo “punti duri” invisibili alla luce o, ancora, creando una vera e propria pelle protettiva durante il processo.Le quattro famiglie più utilizzate sono:- organici modificatori di superficie- inorganici micronizzati- nanoparticelle funzionalizzate- coating integratiQueste categorie si distinguono per natura, comportamento in lavorazione e impatto su ottica e finiture.Additivi organici modificatori di superficieLavorano su due leve decisive. Da un lato riducono l’attrito in contatto secco; dall’altro irrigidiscono la zona immediatamente sotto la pelle, così che la deformazione si distribuisca e non generi micro-solchi. Nel primo gruppo rientrano i sistemi a base silicone, come i PDMS o i copolimeri PC-silossano, progettati per arricchirsi spontaneamente in superficie durante lo stampaggio. È un “fiorire” controllato: pochi decimi di punto percentuale (tipicamente fino all’1%) bastano per costruire un film sottile a bassa energia superficiale, capace di lubrificare la scia di contatto e attenuare il micro-taglio. Se si esagera con il dosaggio, però, il beneficio si paga con opacizzazione (haze), peggior bagnabilità e difficoltà in verniciatura o stampa. Per questo si cura la “micro-architettura” del copolimero — lunghezza dei blocchi silossanici e densità di innesti — che regola quanto in fretta e quanto stabilmente la pellicola si organizza in superficie (verificabile, ad esempio, con XPS o ToF-SIMS).A fare squadra con i silicone ci sono oligomeri fluorurati e additivi “slip” ad alta temperatura. Anche loro riducono l’attrito senza lubrificanti esterni, ma per funzionare nel PC devono ancorarsi alla matrice con porzioni compatibili (blocchi aromatici o simili alla catena carbonatica), altrimenti rischiano di migrare fuori (exudazione). Alcune cere sintetiche per alte temperature (poliesteri aromatici, poliammidi a elevato punto di fusione) aiutano a controllare il “mar” senza volatilizzare nell’intervallo termico tipico del PC (circa 290–320 °C); cere generiche non progettate per tecnopolimeri tendono invece a degradarsi o affiorare.Il secondo pilastro degli organici è l’irrigidimento leggero della pelle tramite ramificazione/reticolazione molto contenuta. Piccole quantità di agenti epossidici multifunzionali, ossazoline o metacrilati reattivi interagiscono con le estremità di catena del PC o con gruppi introdotti dai compatibilizzanti, creando una rete rada o catene ramificate che aumentano modulo e durezza apparente subito sotto la superficie. Risultato: minore profondità del solco allo stesso carico. Spingersi troppo oltre, però, introduce gel, altera la trasparenza e può ingiallire il materiale.Un ruolo meno appariscente ma cruciale lo giocano gli stabilizzanti foto-termici: non rendono la superficie più dura, ma la preservano. Mantengono integra la chimica della pelle e la T_g dopo calore e UV, evitando quell’ammorbidimento che facilita la graffiatura con l’invecchiamento. Combinazioni mirate di assorbitori UV (benzotriazoli/benzofenoni) e HALS, selezionate per il PC, sono la “polizza” per la tenuta a lungo termine.Sul piano del processo, gli organici richiedono disciplina: la loro efficacia dipende da storia di taglio e tempo di permanenza in fusione. Eccessi in estrusione o stampaggio possono degradarli o favorire separazioni di fase (flow marks). L’asciugatura preventiva del PC resta imprescindibile (≤0,02% H₂O) per evitare idrolisi, calo di M_w e perdita di proprietà ottiche. Inoltre, ogni pacchetto additivo va verificato rispetto alle finiture previste (metallizzazione, incollaggio, verniciatura), perché la bassa energia superficiale può ostacolarle.Additivi inorganici micronizzatiIntroducono punti d’ancoraggio duri (silice, allumina, boehmite) che alzano la resistenza al taglio localizzato e ripartiscono lo sforzo, evitando l’accumulo plastico. L’efficacia cresce con durezza/modulo della particella e con l’adesione alla matrice. Nel PC trasparente, però, decide l’ottica: per contenere l’haze si lavora su vere dimensioni sub-50 nm (dispersione monomodale) o su un migliore matching dell’indice di rifrazione. Poiché n_PC≈1,58 e la silice è ≈1,46, la via più praticata è la nanometria reale sostenuta da trattamenti silanici (epossisilani/aminosilani) che consolidano l’interfaccia e riducono il white marking da pull-out. L’allumina, più dura, può funzionare a dosi contenute se ben funzionalizzata; particelle troppo grandi opacizzano e calano il gloss.Sul fronte formulazione/processo spesso basta 0,5–3% di carica nanometrica per un guadagno chiaro; oltre aumentano viscosità e agglomerati. Il compounding ideale usa bivite lunghe, elementi miscelanti alternati (distributivi/dissipativi) e alimentazione laterale/gravimetrica. Le polveri vanno asciugate ed esenti da acidità (acidi catalizzano l’idrolisi del carbonato). Effetti collaterali attesi: MFR in calo, scie di flusso se la reologia non è centrata, più usura stampi con Al₂O₃. La valutazione va sempre doppia: haze/clarity allo spessore target e profondità residua del graffio (profilometria 3D) a pari carico.Nanoparticelle funzionalizzateQui la leva è l’interfase: attorno alla nanoparticella si forma uno strato (decine di nm) dove la mobilità segmentale cala. È questa zona viscoelastica a innalzare il carico di comparsa del segno. La funzionalizzazione governa spessore e coesione dell’interfase. La silice colloidale con gruppi epossidici o amminici è la scelta tipica quando serve preservare la trasparenza: dispersione realmente nano (confermata da DLS/TEM) e dosi 0,3–1,5% centrano spesso l’equilibrio durezza/ottica. Allumina/boehmite nano-lamellare aggiungono durezza e stabilità termica, ma richiedono compatibilizzazione attenta per evitare flocculazioni che rovinano il gloss; convincono in ambienti abrasivi (esterno auto) se si gestisce l’estetica.I POSS (polyhedral oligomeric silsesquioxanes) sono “molecole-filler” da 1–3 nm: restano otticamente invisibili, agiscono da nano-nodi duri e possono irrigidire localmente la catena, alzando la T_g percepita nella pelle. Ideali quando servono durezza + trasparenza senza scattering. Le nanoclay esfoliate aumentano G′ e resistenza al solco, ma disturbano la trasparenza: meglio in PC opachi o in blend (PC/ABS) per interni auto. Gli ossidi ad alto indice (TiO₂, ZnO) sono durissimi ma otticamente “pesanti” (e il TiO₂ anatase è fotoattivo): si usano solo a dosi ultrasottili, rivestiti e con D320 °C, compatibilità superficiale con la matrice e profilo tossicologico/regolatorio adeguato (le polveri fini richiedono gestione rigorosa). La validazione usa strumenti “di pelle”: DMA (irrigidimento a piccole deformazioni), nanoindentazione (durezza/modulo locali), nanoscratch (transizione da segno lieve a solco).Coating protettivi integratiDue strade. La prima sfrutta additivi migranti anfifilici (segmenti PC-affini + silossanici/fluorurati) che, in stampaggio, si auto-organizzano in una pelle sottilissima (decine di nm) a bassa energia superficiale: riducono lo scorrimento abrasivo. La cinetica dipende da distanza di solubilità, M_w, T_melt e raffreddamento. Se l’ancoraggio è buono la pelle dura; se è debole affiora e si perde, con finger-marking e problemi di bagnabilità. La seconda è l’in-mold coating (IMC) o hardcoat in cella: un prepolimero (acrilato polisilossanico o ibrido organo-siliceo) viene deposto e reticolato UV/termicamente, creando una rete quasi “vetrosa”; si possono disperdere nanoparticelle (es. silice) per alzare modulo e contenere i solchi profondi. È un rivestimento “cucito” sul pezzo, ideale per lenti/fari, a patto di curare adesione al PC (primer o gruppi reattivi) e riciclabilità a fine vita.Un aspetto trasversale: i sistemi a bassissima energia superficiale proteggono bene dal graffio, ma possono ostacolare stampa a caldo, verniciatura e incollaggio. Conviene definire in anticipo la gerarchia delle prestazioni: se sono previste finiture, meglio additivi migranti ancorabili o direttamente l’IMC, che concilia resistenza e adesione degli strati successivi.L’approccio nanocomposito resta tra i più efficaci per aumentare la resistenza ai graffi mantenendo la trasparenza; la chiave è controllare concentrazione e granulometria per restare otticamente “neutri”.Compatibilità ottica e additivi trasparentiUno degli aspetti più delicati nello sviluppo di additivi per policarbonati trasparenti è la compatibilità ottica. In applicazioni come lenti, display e coperture protettive, gli additivi devono avere indice di rifrazione vicino a quello del PC o essere dispersi su scala nanometrica per evitare diffusione della luce. In quest’ottica, silice colloidale e ossidi funzionalizzati rappresentano soluzioni credibili perché aumentano la durezza senza compromettere la chiarezza.Normative e prove di laboratorioLa valutazione della scratch resistance si basa su prove normalizzate che misurano profondità e visibilità del graffio dopo sollecitazioni controllate. Strumenti come Taber Abraser e test di penetrazione progressiva/nanoscratch consentono confronti affidabili fra formulazioni. Nei settori ad alta responsabilità (automotive, elettronica) si applicano standard specifici per la caratterizzazione delle superfici plastiche.Applicazioni industrialiDove il policarbonato deve combinare resistenza meccanica, estetica e trasparenza, gli additivi per scratch resistance sono ormai uno standard. Fari automotive devono restare trasparenti malgrado l’abrasione ambientale; schermi e cover dell’elettronica di consumo chiedono superfici che non si segnino facilmente; caschi, lenti ottiche e componenti architettonici beneficiano di superfici durevoli e visivamente pulite.Prospettive futureL’evoluzione degli additivi per scratch resistance è sempre più intrecciata con sostenibilità ed economia circolare. Oltre alle prestazioni, si cercano soluzioni sicure e riciclabili: additivi bio-based, nanocariche da fonti naturali, coating autorigeneranti. La sfida è migliorare la resistenza ai graffi senza compromettere la compatibilità con i flussi di riciclo, così da mantenere il policarbonato in linea con gli obiettivi di una economia più verde.© Riproduzione Vietata
SCOPRI DI PIU' Neoprene: storia, caratteristiche, produzione e differenze con l’EPDM
Neoprene: storia, caratteristiche, produzione e differenze con l’EPDMScopri come nasce il neoprene, quali sono le sue proprietà, come si produce e si ricicla, e perché viene spesso confuso con l’EPDMdi Marco ArezioIl neoprene è uno dei materiali sintetici più noti ed emblematici del XX secolo, frutto della ricerca chimica finalizzata alla scoperta di gomma artificiale con caratteristiche tecniche superiori a quelle naturali. Le radici della sua storia risalgono agli anni ’30 del Novecento, quando la crescente domanda di gomma, unita alle difficoltà di approvvigionamento e ai costi elevati della gomma naturale, spinse le industrie chimiche a individuare alternative sintetiche. Nel 1930, i ricercatori della DuPont, guidati dallo scienziato Julius Arthur Nieuwland e dal chimico Wallace Hume Carothers, svilupparono e brevettarono per la prima volta un composto noto come policloroprene, commercializzato poi con il nome di “DuPrene”. Solo pochi anni più tardi il nome venne modificato in “Neoprene”, destinato a diventare sinonimo di qualità e durabilità. Grazie al migliorato processo di polimerizzazione e a una crescente conoscenza delle sue potenzialità, il neoprene iniziò a essere impiegato in numerosi settori industriali, tra cui quello automobilistico, aeronautico, delle costruzioni e dell’abbigliamento tecnico. L’importanza storica del neoprene risiede anche nel suo ruolo come primo elastomero sintetico di successo industriale dopo la scoperta della gomma di butadiene. Questa scoperta trasformò radicalmente molti processi di produzione e contribuì a ridisegnare la filiera industriale di diversi settori. Oggi, il neoprene rimane un materiale indispensabile, sebbene la sua popolarità sia stata affiancata da altre gomme sintetiche, come l’EPDM o il silicone. Definizione chimica e caratteristiche principali Struttura molecolare Dal punto di vista chimico, il neoprene è un polimero sintetico di cloroprene, ovvero il 2-cloro-1,3-butadiene. Viene ottenuto attraverso un processo di polimerizzazione in emulsione, durante il quale le molecole di monomero di cloroprene si legano in lunghe catene. Questo legame molecolare conferisce alla gomma finale un’elevata resistenza chimica e meccanica. La presenza dell’atomo di cloro nella struttura molecolare del polimero contribuisce a migliorare la stabilità termica e la resistenza all’ossidazione, rendendo il neoprene più duraturo rispetto a molte altre gomme sintetiche. Inoltre, l’introduzione di reticoli all’interno della struttura polimerica (il cosiddetto cross-linking) ne aumenta ulteriormente la resistenza all’abrasione e ai fenomeni di degradazione. Proprietà fisiche e chimiche Le proprietà principali che rendono il neoprene un materiale altamente versatile sono: - Resistenza chimica: il neoprene è resistente a molti agenti chimici, tra cui oli, grassi, idrocarburi e solventi moderati. - Stabilità termica: l’intervallo di temperatura di utilizzo va in genere da -40 °C a +120 °C (a volte fino a 135 °C, a seconda della formulazione). - Buona elasticità: sebbene non al livello di altri elastomeri come il silicone, il neoprene mantiene comunque un’ottima elasticità anche a temperature relativamente basse. - Infiammabilità ridotta: rispetto ad altre gomme sintetiche, il neoprene ha una minore tendenza a bruciare rapidamente. - Proprietà meccaniche: presenta una buona resistenza alla trazione e allo strappo e un’ottima capacità di smorzare le vibrazioni. Queste caratteristiche chimico-fisiche, unite a una buona lavorabilità, hanno favorito il successo del neoprene in numerosi campi, diventando un punto di riferimento per l’industria. Processi di produzione del neoprene Il processo industriale di produzione del neoprene può essere riassunto in diverse fasi fondamentali. Pur esistendo varianti a seconda del produttore, la procedura di base resta la stessa e prevede: - Sintesi del cloroprene: il monomero base, il cloroprene (2-cloro-1,3-butadiene), viene sintetizzato partendo da butadiene e cloro. Questa reazione chimica avviene generalmente in un ambiente controllato, in presenza di catalizzatori e temperature moderate. - Polimerizzazione in emulsione: il monomero di cloroprene viene emulsionato in acqua con l’aggiunta di un tensioattivo. In presenza di un iniziatore di reazione, il cloroprene si polimerizza formando lunghe catene. - Coagulazione e separazione del polimero: una volta completata la polimerizzazione, il polimero (neoprene) viene coagulato, separato dall’acqua e dai residui di reazione, quindi essiccato per rimuovere l’umidità in eccesso. - Formulazione e compounding: nella fase successiva, il polimero grezzo viene spesso miscelato con additivi (antiossidanti, ritardanti di fiamma, agenti di vulcanizzazione, pigmenti) per migliorarne o personalizzarne le proprietà a seconda dell’applicazione finale. - Vulcanizzazione: il composto risultante viene infine sottoposto a processi di vulcanizzazione (in genere a base di zolfo o di altri agenti), che creano legami trasversali fra le catene polimeriche aumentando la stabilità e la resistenza. L’intero processo richiede rigidi controlli di qualità e conformità ambientale, soprattutto nelle fasi in cui si maneggiano agenti chimici potenzialmente pericolosi come il cloro o il butadiene. Impieghi industriali e commerciali Settore automobilistico e trasporti Il neoprene è ampiamente impiegato nel settore automobilistico, dove viene sfruttato per la realizzazione di guarnizioni, tubi flessibili, soffietti e componenti di tenuta in genere. La resistenza all’olio e al carburante, unitamente alla stabilità alle escursioni termiche, lo rende un materiale ideale per componenti soggetti a stress meccanico e agenti chimici aggressivi. Analogamente, nel settore ferroviario e aerospaziale, il neoprene trova applicazione in guarnizioni di porte, finestrini, sistemi di sospensione e altri dettagli che richiedono elevate performance e durata nel tempo. Industria delle costruzioni Nel settore edile, il neoprene viene impiegato soprattutto come materiale di giunzione e isolamento: dai giunti di dilatazione alle guarnizioni per serramenti e facciate continue. Essendo un ottimo isolante termico e acustico, è spesso utilizzato per smorzare vibrazioni e rumori, migliorando il comfort degli ambienti interni. Inoltre, la sua resistenza alle condizioni atmosferiche, come pioggia e irraggiamento solare, ne garantisce la durevolezza nel tempo. Abbigliamento tecnico e sport Uno degli usi più conosciuti del neoprene è nella realizzazione di mute da sub, tute da surf e abbigliamento per sport acquatici in generale. In questo ambito, il neoprene offre: - Isolamento termico: grazie alla presenza di microbolle d’aria incorporate nel materiale, riducendo la dispersione di calore. - Impermeabilità: la struttura a cellule chiuse impedisce l’ingresso di acqua. - Elasticità: facilita i movimenti, garantendo comfort durante le attività sportive. Oltre alle mute subacquee, il neoprene è impiegato nella produzione di ginocchiere, gomitiere e protezioni sportive per la capacità di assorbire gli urti e fornire sostegno alle articolazioni. Altri settori Il neoprene trova vasto impiego anche nella produzione di nastri trasportatori, teli protettivi, rivestimenti di cavi, componenti meccanici per macchinari industriali, calzature e accessori vari (custodie per dispositivi elettronici, cover per laptop, etc.). La versatilità di questo materiale lo rende particolarmente apprezzato in applicazioni che richiedono un mix di resistenza, stabilità, impermeabilità e flessibilità. Riciclo e sostenibilità del neoprene Come molti altri elastomeri sintetici, il neoprene presenta sfide significative in materia di riciclo e sostenibilità ambientale. La presenza del cloro rende più complesso il processo di riciclo chimico, mentre la vulcanizzazione introduce legami trasversali difficili da “rompere” e riutilizzare. Tuttavia, negli ultimi anni sono state sviluppate alcune strategie e tecnologie per contenere l’impatto ambientale: - Riciclo meccanico: uno dei metodi più comuni consiste nella macinazione o granulazione degli scarti di neoprene (ad esempio gli avanzi di produzione). Questo materiale granulato può essere parzialmente riutilizzato come carica all’interno di nuovi compound di gomma. - Riciclo chimico (devulcanizzazione): esistono processi chimici o termici volti a rompere i legami reticolari creati durante la vulcanizzazione, in modo da rigenerare parte del polimero. Tuttavia, tali processi possono risultare costosi e necessitano di elevati consumi energetici. - Riutilizzo creativo (upcycling): negli ultimi anni si è diffusa la pratica di recuperare lastre o ritagli di neoprene per realizzare nuovi prodotti, come borse, accessori moda, cuscini e rivestimenti. Questo approccio valorizza il materiale e ne prolunga il ciclo di vita, pur non trattandosi di un vero e proprio riciclo industriale. Poiché la crescente sensibilità ambientale spinge verso materiali più sostenibili, diversi produttori hanno iniziato a esplorare alternative a base biologica o processi di polimerizzazione meno impattanti. Tuttavia, al momento, il neoprene tradizionale resta largamente impiegato grazie alle sue prestazioni tecniche. Confronto tra neoprene ed EPDM: perché si possono confondere e quali sono le differenze EPDM: definizione e caratteristiche EPDM (Etilene Propilene Diene Monomero) è un elastomero sintetico composto principalmente da tre monomeri: etilene, propilene e una piccola percentuale di diene, che permette la vulcanizzazione. Le proprietà dell’EPDM includono: - Eccellente resistenza agli agenti atmosferici (ozono, UV, ossigeno). - Ottima elasticità e flessibilità a basse temperature. - Buona resistenza all’acqua e ai detergenti. - Scarsa resistenza a oli e idrocarburi (aspetto in cui il neoprene eccelle). L’EPDM è molto diffuso nell’edilizia, nei sistemi di copertura impermeabile, in componenti automotive non a contatto con carburanti (ad esempio guarnizioni per porte e finestrini). Motivi di confusione tra neoprene ed EPDM La confusione tra neoprene ed EPDM può sorgere per diversi motivi: - Somiglianza visiva e tattile: entrambi possono presentarsi come gomme nere, con aspetto opaco e una certa elasticità. - Ampio utilizzo in settori simili: neoprene ed EPDM vengono impiegati in applicazioni di guarnizionistica e isolamento, soprattutto negli ambiti dell’automotive e dell’edilizia. - Denominazioni generiche: spesso, in contesti non specializzati, ci si riferisce a entrambi come “gomma sintetica”, senza entrare nel dettaglio del tipo specifico. Differenze fondamentali Nonostante le apparenti similitudini, esistono differenze sostanziali: - Resistenza chimica: il neoprene è più resistente a oli, grassi e idrocarburi, mentre l’EPDM non tollera bene il contatto con sostanze oleose. - Struttura molecolare: il neoprene è un policloroprene, mentre l’EPDM è un copolimero di etilene, propilene e diene. La presenza del cloro nel neoprene lo rende più stabile al fuoco, ma anche più difficile da riciclare rispetto all’EPDM. - Impiegabilità in diverse temperature: entrambi hanno buone proprietà di resistenza termica, ma l’EPDM eccelle nelle temperature molto basse e ha un’ottima resistenza all’ozono e ai raggi UV, mentre il neoprene si difende meglio dal contatto con fiamme e sostanze chimiche. - Ambito di utilizzo: l’EPDM è più frequentemente usato per applicazioni di guarnizionistica in ambienti esposti agli agenti atmosferici (ad esempio, coperture di tetti, canalizzazioni per l’acqua, etc.), mentre il neoprene è preferito in ambienti che richiedono resistenza a oli, prodotti chimici o calore moderato. Conclusioni Il neoprene, scoperto negli anni ’30 come una soluzione sintetica alla gomma naturale, ha saputo conquistare un ruolo di primaria importanza in numerosi settori industriali, grazie alle sue peculiari proprietà di resistenza chimica, termica e meccanica. Questo elastomero sintetico si distingue per la versatilità d’impiego: dall’automotive all’edilizia, dall’abbigliamento sportivo alle applicazioni industriali più specifiche. La sfida ecologica legata al suo riciclo, pur rappresentando un punto critico, sta trovando nuove strade di soluzione grazie a processi meccanici, chimici e al riutilizzo creativo. Nel panorama delle gomme sintetiche, spesso si crea confusione con altri materiali come l’EPDM, ma la differenza principale risiede nella diversa composizione molecolare e, di conseguenza, nelle differenti proprietà chimiche e fisiche. In un contesto in cui l’economia circolare, la sostenibilità ambientale e la ricerca di soluzioni a minor impatto guadagnano sempre più terreno, è probabile che i processi produttivi del neoprene subiscano ulteriori miglioramenti, così come l’innovazione nelle tecnologie di riciclo. Nonostante la comparsa di nuovi polimeri e alternative a base biologica, il neoprene rimane oggi un materiale di riferimento nei settori che richiedono prestazioni elevate e affidabilità a lungo termine, confermandosi come uno dei pilastri dell’ingegneria dei materiali polimerici.© Riproduzione Vietata Bibliografia essenziale - DuPont: Sviluppi storici e brevetti originari (1930-1950). - Carothers, W.H., & Nieuwland, J.A.: Lavori pionieristici sulla sintesi del cloroprene. - Normative e standard ASTM (American Society for Testing and Materials) relative a prove e specifiche per gomme sintetiche.
SCOPRI DI PIU' Polipropilene Atattico vs Isotattico: Caratteristiche, Produzione e Applicazioni
Polipropilene Atattico vs Isotattico: Caratteristiche, Produzione e ApplicazioniConosciamo meglio i componenti della famiglia del Polipropilenedi Marco ArezioIl polipropilene, un polimero termoplastico ampiamente utilizzato in vari settori, esiste in diverse forme configurazionali, tra cui le più note sono l'atattico e l'isotattico. Questi termini descrivono la disposizione tattica (ordine di successione) dei gruppi metilici (-CH3) lungo la catena principale del polimero. La comprensione di queste forme e le loro proprietà è cruciale per l'industria delle materie plastiche, in quanto determina le applicazioni e i metodi di produzione del materiale. Cosa è il Polipropilene Atattico? Il polipropilene atattico (a-PP) presenta una disposizione casuale dei gruppi metilici lungo la catena polimerica. Questa configurazione atattica conferisce al materiale una flessibilità maggiore rispetto alla sua controparte isotattica, ma con una minore cristallinità e resistenza termica. L'a-PP è tipicamente amorfo, con una bassa densità e una resistenza chimica relativamente alta. La sua produzione avviene attraverso processi di polimerizzazione in fase gassosa, in soluzione o in sospensione, utilizzando catalizzatori specifici che favoriscono questa disposizione casuale. Cosa è il Polipropilene Isotattico? Il polipropilene isotattico (i-PP), al contrario, si caratterizza per la disposizione uniforme dei gruppi metilici, tutti orientati dalla stessa parte della catena polimerica. Questa configurazione conferisce al materiale un'elevata cristallinità, rendendolo più rigido e resistente al calore rispetto al polipropilene atattico. L'i-PP è prodotto mediante catalizzatori Ziegler-Natta o metalloceni, che consentono un controllo preciso sull'orientamento dei gruppi metilici. Questo tipo di polipropilene trova ampio uso in applicazioni che richiedono robustezza e resistenza termica, come l'imballaggio alimentare, i componenti automobilistici e i tessuti non tessuti. Produzione e Vantaggi sulle Miscele Plastiche La produzione di entrambe le forme di polipropilene richiede accurati processi di controllo per ottenere le proprietà desiderate. Il polipropilene isotattico, grazie alla sua cristallinità e resistenza termica, è ideale per applicazioni strutturali e di imballaggio, mentre l'atattico, con la sua flessibilità, trova applicazione come additivo per migliorare l'impatto e la lavorabilità di altre materie plastiche. I vantaggi dell'utilizzo di miscele di polipropilene includono la possibilità di ottimizzare le proprietà del materiale finale, come la resistenza agli urti, la trasparenza, e la lavorabilità, combinando le caratteristiche uniche di polimeri diversi. Ad esempio, l'aggiunta di polipropilene atattico a miscele plastiche può migliorare la loro elasticità e flessibilità, rendendole più adatte per applicazioni specifiche che richiedono tali caratteristiche. Differenze Tecniche nella Produzione di Prodotti Finiti La scelta tra polipropilene atattico e isotattico nella produzione di prodotti finiti dipende strettamente dalle proprietà fisiche richieste dall'applicazione finale. Il polipropilene isotattico, essendo più rigido e resistente, è spesso preferito per creare oggetti che devono sopportare carichi o temperature elevate. D'altra parte, l'atattico, con la sua maggiore flessibilità, è ideale per applicazioni che richiedono una certa elasticità, come film sottili o componenti che devono assorbire gli urti senza rompersi. In conclusione, la comprensione delle differenze tra polipropilene atattico e isotattico è fondamentale per l'industria delle materie plastiche. Questa conoscenza permette di scegliere il materiale più adatto in base alle esigenze specifiche di ogni applicazione, sfruttando al meglio le proprietà uniche di ciascuna forma per produrre articoli con le prestazioni desiderate. Con l'evoluzione continua dei processi produttivi e dei catalizzatori, si prevede che l'innovazione nel campo dei polimeri continuerà a offrire nuove opportunità per lo sviluppo di materiali sempre più avanzati e sostenibili.
SCOPRI DI PIU' Studio dei Process Oils da Fonti Rinnovabili e la loro Compatibilità con Gomme Sintetiche
Studio dei Process Oils da Fonti Rinnovabili e la loro Compatibilità con Gomme SinteticheUn’analisi tecnica sulle alternative sostenibili agli oli minerali nell’industria della gommadi Marco ArezioNell’industria della gomma sintetica, i process oils rappresentano un elemento invisibile ma decisivo. Questi oli non si limitano a rendere i compound più lavorabili: ne condizionano le proprietà dinamiche, la resistenza meccanica e persino la sostenibilità ambientale. Per lungo tempo, la produzione ha fatto affidamento quasi esclusivamente su derivati del petrolio, in particolare oli aromatici e paraffinici, la cui efficacia è stata comprovata da decenni di utilizzo. Tuttavia, le normative europee, unite alla crescente sensibilità ecologica, hanno spinto verso un ripensamento strutturale del settore. Da qui nasce l’interesse per i process oils di origine rinnovabile, derivati da oli vegetali o da biomasse, che promettono di unire compatibilità tecnica e responsabilità ambientale. Caratteristiche dei process oils tradizionali Gli oli minerali impiegati come plasticizzanti e fluidificanti hanno da sempre garantito un’ottima processabilità dei compound e una buona interazione con elastomeri come SBR, BR, NBR ed EPDM. Il loro ruolo consiste principalmente nel ridurre la viscosità durante la miscelazione, favorire la dispersione di filler rinforzanti e modulare le proprietà meccaniche del prodotto finale. Tuttavia, la presenza di composti policiclici aromatici (PAH), ritenuti tossici e regolamentati dalle direttive europee, ha reso urgente il ricorso a soluzioni più sicure e meno impattanti. Il passaggio da una base fossile a una bio-based non è quindi soltanto un miglioramento tecnologico, ma anche una risposta necessaria a vincoli ambientali e normativi. Origine e tipologie di process oils da fonti rinnovabili Le ricerche accademiche degli ultimi anni hanno esplorato numerose fonti per la produzione di oli alternativi. Gli oli vegetali naturali, come quelli di soia, colza, palma o girasole, costituiscono il gruppo più immediatamente disponibile. Accanto a essi, si collocano gli esteri sintetici derivati da acidi grassi, ottenuti attraverso processi di transesterificazione, capaci di garantire maggiore stabilità termica. In fase sperimentale troviamo i derivati dalla lignina o da oli pirolitici di biomassa, insieme ai plasticizzanti prodotti a partire da sottoprodotti agro-industriali come glicerolo o acido citrico. La caratteristica comune a tutti questi oli è la loro rinnovabilità e biodegradabilità, ma la sfida rimane il raggiungimento di prestazioni comparabili, in termini di durabilità e compatibilità, a quelle offerte dai corrispettivi fossili. Compatibilità con gomme sintetiche La compatibilità di un olio con un elastomero dipende in larga parte dalla polarità delle molecole e dalla capacità di interazione con la catena polimerica. Le prove di laboratorio hanno evidenziato come gli esteri a bassa polarità derivati da oli vegetali siano efficaci con gomme a base idrocarburica, come SBR e BR. Nei compound EPDM, oli idrogenati e a catena lunga hanno migliorato le prestazioni dinamiche riducendo l’isteresi. Per elastomeri più polari, come l’NBR, si sono rivelati più adatti esteri di acidi grassi funzionalizzati, in grado di interagire con i gruppi nitrilici e migliorare la resistenza all’olio. La compatibilità non è quindi uniforme, ma varia a seconda della natura chimica dell’elastomero e del grado di polarità del plasticizzante. Proprietà meccaniche e reologiche Un aspetto centrale riguarda le proprietà che i process oils trasmettono al compound. Gli oli rinnovabili riducono la viscosità Mooney in misura simile agli oli minerali, rendendo i compound processabili senza compromessi significativi. Le prove meccaniche hanno dimostrato che l’elasticità e la resistenza alla trazione rimangono comparabili, mentre alcuni esteri funzionalizzati hanno persino migliorato la resistenza alla lacerazione. In applicazioni come i pneumatici, si è osservato un effetto positivo sulla riduzione della resistenza al rotolamento, che si traduce in maggiore efficienza energetica. I dati sperimentali confermano dunque che la sostituzione di oli fossili con alternative rinnovabili non comporta necessariamente un decadimento delle prestazioni, anzi in alcuni casi porta a benefici misurabili. Stabilità termica e ossidativa Se le prestazioni reologiche e meccaniche appaiono promettenti, la stabilità rappresenta ancora un punto critico. Gli oli vegetali naturali, caratterizzati da catene insature, sono particolarmente vulnerabili all’ossidazione, fenomeno che può portare a indurimento del materiale e riduzione della vita utile del prodotto. Per ovviare a questo problema, si ricorre a modifiche chimiche mirate: idrogenazione parziale per saturare i doppi legami, epossidazione per incrementare la resistenza termica o processi di esterificazione per stabilizzare la molecola. Parallelamente, l’aggiunta di pacchetti antiossidanti specifici permette di prolungare la durata e di assicurare prestazioni costanti nel tempo. La ricerca scientifica è oggi orientata proprio a rafforzare questi aspetti, così da colmare il divario con gli oli minerali convenzionali. Implicazioni ambientali e industriali Sul piano ambientale, l’introduzione di process oils bio-based rappresenta un passo avanti significativo. La ridotta tossicità, la biodegradabilità e la possibilità di provenire da sottoprodotti industriali conferiscono a questi oli un profilo ecologico superiore rispetto ai derivati fossili. Tuttavia, l’analisi non può fermarsi al solo impatto diretto: occorre valutare il bilancio complessivo, considerando il consumo di suolo, l’uso di risorse idriche e il potenziale conflitto con la filiera alimentare. Per questo, la ricerca più avanzata guarda con interesse a oli ottenuti da colture non destinate all’alimentazione o da scarti agro-industriali, così da evitare competizioni indesiderate. Dal punto di vista industriale, l’adozione di process oils rinnovabili apre prospettive di lungo periodo: riduzione della dipendenza dalle fonti fossili, allineamento alle normative europee e possibilità di costruire catene del valore più resilienti. Conclusioni Il passaggio dai process oils di origine fossile a quelli derivati da fonti rinnovabili non è solo una tendenza, ma una necessità strategica. Le ricerche condotte in ambito accademico hanno già dimostrato la compatibilità con diversi elastomeri e l’efficacia in termini di lavorabilità e proprietà meccaniche. Rimangono aperte questioni cruciali, come la stabilità ossidativa e la standardizzazione industriale, ma le soluzioni sono in fase avanzata e promettono di rendere gli oli rinnovabili competitivi su larga scala. Nei prossimi anni, è prevedibile una crescente diffusione di queste alternative, con benefici sia per l’ambiente sia per l’industria, in un percorso che coniuga performance tecnica e sostenibilità.© Riproduzione Vietata
SCOPRI DI PIU' Cataforesi sostenibile dei metalli: protezione ecologica e prestazioni industriali
Cataforesi sostenibile dei metalli: protezione ecologica e prestazioni industrialiDalla verniciatura anticorrosiva all'efficienza ambientale: la cataforesi sostenibile rivoluziona il trattamento dei metalli nei settori automotive, edilizia e arredodi Marco Arezio. Negli ultimi decenni, l’industria della lavorazione dei metalli ha conosciuto un’evoluzione notevole, spinta da esigenze sempre più stringenti in termini di qualità, resistenza e sostenibilità. Tra le tecnologie che hanno saputo innovarsi per rispondere a queste sfide, spicca la cataforesi, un processo di verniciatura elettrochimica che ha trovato nuove forme di applicazione in chiave ecologica. Ma cos’è la cataforesi sostenibile dei metalli, come funziona, e perché oggi rappresenta una soluzione all’avanguardia nel trattamento anticorrosivo delle superfici metalliche? Un’evoluzione naturale verso la sostenibilità Originariamente sviluppata per proteggere le superfici metalliche dalla corrosione e assicurare un’adesione ottimale alle vernici successive, la cataforesi si basa su un principio semplice ma efficace: sfruttare l’elettroforesi per applicare un rivestimento uniforme. I pezzi metallici vengono immersi in una vasca contenente una vernice a base acquosa. L’applicazione di una corrente continua fa sì che le particelle di vernice, cariche negativamente, migrino verso il metallo collegato al polo positivo. Il risultato è un deposito omogeneo anche nelle aree più nascoste o difficili da raggiungere. La versione sostenibile di questo processo mantiene intatti i principi chimico-fisici su cui si basa, ma introduce miglioramenti significativi sotto il profilo ambientale. A partire dalle vernici stesse, oggi formulate con contenuto minimo o nullo di VOC (composti organici volatili) e prive di metalli pesanti, fino all’utilizzo di sistemi di ricircolo per il recupero della vernice non aderita. Anche l’ottimizzazione dei cicli energetici e la gestione delle acque reflue seguono criteri più stringenti, riducendo l’impatto sull’ecosistema e migliorando l’efficienza complessiva dell’impianto. Come funziona il processo: dall’elettrodo alla polimerizzazione Nel dettaglio, un impianto di cataforesi sostenibile prevede diversi passaggi integrati. Dopo un’accurata fase di pretrattamento per eliminare impurità e garantire la corretta adesione del rivestimento, i manufatti metallici vengono immersi nel bagno cataforetico. L’applicazione della corrente continua provoca la migrazione elettrostatica della vernice, che si deposita in modo omogeneo sulla superficie del metallo. Una volta terminata questa fase, il pezzo viene risciacquato per eliminare eventuali eccessi di prodotto e sottoposto a un ciclo di cottura (solitamente a temperature comprese tra i 160 e i 200 °C) per completare la polimerizzazione del film. Il risultato è un rivestimento continuo, elastico, sottile ma estremamente resistente, capace di sopportare condizioni ambientali severe, urti, abrasioni e attacchi chimici. Nella versione sostenibile, tutto questo avviene con un impatto ambientale ridotto: il consumo di energia viene ottimizzato, le emissioni sono pressoché nulle, i fanghi di lavorazione ridotti e facilmente gestibili. Inoltre, l’impianto può essere concepito per massimizzare il riutilizzo di materiali e acque, seguendo una logica di economia circolare. Applicazioni: dove trova impiego la cataforesi green Le possibilità di applicazione della cataforesi sostenibile sono numerose e in espansione. Il settore automotive è sicuramente il principale utilizzatore: telai, scocche, componenti strutturali e piccoli accessori metallici vengono trattati con cataforesi per garantirne la durabilità e la resistenza alla corrosione, specialmente in ambienti umidi o salini. La cataforesi è spesso lo strato primario, su cui si applicano poi ulteriori finiture estetiche. Anche l’industria degli elettrodomestici ricorre frequentemente a questo processo, ad esempio per la protezione dei componenti interni dei forni, delle lavatrici o delle caldaie. Grazie alla resistenza chimica del rivestimento, la cataforesi trova impiego in ambienti ad alta umidità o in contatto con detergenti aggressivi. Un altro ambito interessante è l’arredamento da esterni, dove la combinazione tra estetica e protezione risulta essenziale. Le strutture metalliche di sedute, tavoli, ringhiere o pensiline possono essere trattate con cataforesi sostenibile per garantire una lunga durata anche all’aperto. Infine, l’edilizia e le costruzioni meccaniche sfruttano questa tecnologia per proteggere componenti metallici strutturali che, una volta installati, non sarebbero più accessibili per manutenzioni frequenti. Una tecnologia d’avanguardia al servizio dell’ambiente Adottare la cataforesi sostenibile significa, per molte aziende, compiere una scelta lungimirante. I vantaggi non si limitano all’ambiente, ma si estendono alla qualità del prodotto finito, alla riduzione dei costi di manutenzione e alla possibilità di offrire soluzioni tecnicamente avanzate in linea con i requisiti normativi europei ed internazionali. Inoltre, la certificazione ambientale dei cicli produttivi migliora l’immagine aziendale e apre la strada a nuovi mercati sensibili alla green economy. In conclusione, la cataforesi sostenibile dei metalli rappresenta un perfetto connubio tra efficienza industriale e responsabilità ambientale. È una risposta concreta alle esigenze dell’industria moderna, in grado di coniugare prestazioni elevate, ottimizzazione dei costi e salvaguardia dell’ecosistema. Un processo antico, rivisitato in chiave ecologica, che guarda al futuro con intelligenza e coerenza.© Riproduzione Vietata
SCOPRI DI PIU' ASTM D1693 B: La prova di stress cracking nei flaconi in HDPE riciclato
ASTM D1693 B: La prova di stress cracking nei flaconi in HDPE riciclatoUn test tecnico-scientifico essenziale per la qualità e la sostenibilità del packaging plastico di Marco ArezioNegli ultimi decenni il polietilene ad alta densità (HDPE) è diventato uno dei materiali più diffusi per la produzione di flaconi destinati a contenere detergenti, cosmetici, prodotti alimentari e sostanze chimiche di largo consumo. L’affidabilità del materiale, unita alla sua economicità e alle buone proprietà di barriera, ne ha fatto il polimero di riferimento per numerosi segmenti industriali. Oggi, con la crescente pressione normativa e sociale per ridurre l’impatto ambientale delle plastiche, l’HDPE riciclato si è imposto come alternativa credibile alla resina vergine. Tuttavia, l’uso di materiale riciclato introduce alcune criticità che devono essere monitorate attraverso prove rigorose, fra cui spicca la ASTM D1693, con particolare attenzione al metodo B, che valuta la resistenza del materiale allo stress cracking ambientale. Questa prova non è soltanto una routine di laboratorio: rappresenta uno strumento fondamentale per comprendere la durabilità dei flaconi in condizioni reali e per stabilire se l’impiego di HDPE riciclato possa garantire prestazioni equivalenti a quelle dei materiali vergini. Analizzarne il funzionamento, i risultati e il significato tecnico permette di cogliere le ragioni per cui i produttori di packaging considerano questo test uno standard imprescindibile. Lo stress cracking ambientale: un fenomeno microstrutturale complesso Il cosiddetto stress cracking ambientale (ESC, Environmental Stress Cracking) è una forma di degrado che si manifesta nei polimeri semi-cristallini come l’HDPE. Non si tratta di un fenomeno macroscopico immediatamente visibile: la rottura avviene per effetto di microfratture che si propagano lungo la matrice del polimero, senza che il materiale mostri significative deformazioni plastiche. A livello molecolare, l’ESC nasce dall’interazione tra le zone amorfe e le regioni cristalline del polimero. L’HDPE, infatti, presenta una struttura semi-cristallina in cui coesistono domini ordinati (lamelle cristalline) e aree più disordinate (fasi amorfe). Quando il materiale è sottoposto a tensioni meccaniche, le regioni amorfe diventano i punti di maggiore vulnerabilità: in presenza di agenti chimici aggressivi, come tensioattivi o solventi, queste zone si indeboliscono e le microfratture possono propagarsi rapidamente. L’HDPE riciclato, rispetto a quello vergine, presenta generalmente una cristallinità meno omogenea a causa dei processi di degradazione termica e ossidativa avvenuti durante i cicli precedenti di utilizzo e rilavorazione. Ciò significa che i confini tra le fasi amorfe e quelle cristalline risultano più irregolari e quindi più suscettibili alla nucleazione di cricche. È questo uno dei motivi per cui i flaconi prodotti con HDPE riciclato devono essere sottoposti a controlli specifici di resistenza allo stress cracking. ASTM D1693 B: come funziona la prova La ASTM D1693 è lo standard internazionale più riconosciuto per la valutazione della resistenza allo stress cracking dei polietileni. La norma prevede due approcci, il metodo A e il metodo B. Quest’ultimo è quello di maggiore interesse per i produttori di flaconi, perché impone condizioni più severe e fornisce risultati più discriminanti. Il test consiste nel preparare provini ricavati dal materiale HDPE destinato alla produzione. Questi provini vengono intagliati e piegati in modo da concentrare le tensioni su punti specifici. Successivamente, vengono immersi in una soluzione di nonilfenolo etossilato o in un tensioattivo equivalente, sostanze che hanno la funzione di accelerare il fenomeno di ESC simulando l’esposizione a prodotti chimici reali. L’immersione avviene in un bagno termostatato, di solito mantenuto a 50 °C, che favorisce la propagazione delle cricche. I provini restano immersi fino alla rottura, e il parametro di interesse è il tempo medio di rottura (F50), calcolato sul 50% dei provini testati. Questo tempo, espresso in ore, rappresenta un indicatore diretto della resistenza allo stress cracking: più è elevato, maggiore sarà l’affidabilità del materiale. Un valore basso segnala invece un rischio concreto di rottura del flacone in condizioni reali di utilizzo. Interpretazione dei risultati: cosa ci dice l’F50 Il tempo medio di rottura non va interpretato come un semplice dato numerico, ma come un indice che condensa le proprietà microstrutturali del polimero. Ad esempio: - Un F50 alto segnala una buona distribuzione della cristallinità, catene polimeriche sufficientemente lunghe e un basso livello di contaminanti. In altre parole, il materiale, pur essendo riciclato, presenta caratteristiche vicine a quelle della resina vergine. - Un F50 basso evidenzia criticità: catene corte dovute a degradazione, presenza di inclusioni estranee, additivi incompatibili o una cattiva omogeneità di fusione. Per il produttore, questo dato diventa una guida concreta: se il valore è soddisfacente, il flacone può essere immesso sul mercato con buone garanzie di sicurezza. Se invece il risultato è deludente, occorre intervenire su più fronti: selezionare meglio il materiale riciclato, ottimizzare i parametri di processo o introdurre additivi specifici. Additivi anti-ESC e strategie di miglioramento Negli ultimi anni, per migliorare la resistenza allo stress cracking dell’HDPE riciclato, si è diffuso l’impiego di additivi anti-ESC. Si tratta di sostanze che agiscono principalmente su due livelli: stabilizzano la fase amorfa del polimero e riducono la penetrazione dei tensioattivi nelle zone vulnerabili. Fra i più utilizzati troviamo alcuni copolimeri etilenici e additivi compatibilizzanti che favoriscono una distribuzione più uniforme delle catene. Anche gli stabilizzanti antiossidanti giocano un ruolo importante, perché riducono la degradazione termica durante la lavorazione e mantengono più integra la lunghezza delle catene. Il ricorso a questi additivi deve però essere attentamente bilanciato: un eccesso può incidere negativamente sulla processabilità e sui costi. Per questo, la prova ASTM D1693 B diventa lo strumento di verifica che consente di valutare l’effettiva efficacia delle formulazioni sviluppate in laboratorio. ASTM D1693 e confronto con ISO 22088 La prova ASTM D1693 è la più diffusa a livello industriale, ma non è l’unico standard disponibile. La norma ISO 22088, ad esempio, descrive una serie di metodi per la valutazione della resistenza allo stress cracking dei materiali termoplastici. A differenza dell’ASTM D1693, che si concentra su condizioni accelerate in presenza di tensioattivi specifici, la ISO 22088 include diversi approcci, fra cui prove a carico costante, prove di trazione lenta e immersione in agenti ambientali più vari. Il confronto fra i due standard evidenzia un aspetto importante: mentre la ISO 22088 è più flessibile e adatta a studi comparativi su diversi materiali, l’ASTM D1693 B rimane il riferimento principale per i produttori di flaconi in HDPE riciclato, perché riproduce in modo efficace le condizioni di esercizio tipiche del packaging destinato a contenere detergenti e soluzioni tensioattive. Un test cruciale per i produttori di flaconi Dal punto di vista industriale, i motivi che rendono la prova ASTM D1693 B imprescindibile sono molteplici. Anzitutto, rappresenta una garanzia di affidabilità del prodotto: un flacone che resiste allo stress cracking riduce i rischi di perdite, rotture durante il trasporto e reclami da parte dei clienti. Inoltre, è spesso richiesta dai grandi brand del settore cosmetico, farmaceutico e alimentare come requisito minimo per accettare un fornitore. Infine, in un contesto in cui la sostenibilità è diventata un valore centrale, la prova costituisce un mezzo per certificare che un flacone in HDPE riciclato non solo risponde ai principi dell’economia circolare, ma è anche in grado di offrire prestazioni equivalenti a quelle dei materiali vergini. Questo consente ai produttori di differenziarsi sul mercato, valorizzando il riciclo non come un compromesso, ma come una scelta di qualità. Conclusione La prova ASTM D1693 B non è una semplice formalità tecnica: è il punto di incontro tra scienza dei materiali, sostenibilità ambientale e competitività industriale. Attraverso la valutazione del tempo medio di rottura, il test fornisce una misura oggettiva della resistenza allo stress cracking, traducendo in numeri le caratteristiche microstrutturali del polimero e la qualità del processo di riciclo. Per i produttori di flaconi in HDPE riciclato, saper leggere e interpretare questo risultato significa garantire un imballaggio sicuro, rispettare le richieste dei mercati più esigenti e dimostrare che la plastica riciclata non è un materiale di serie B, ma una risorsa affidabile per il futuro. In questo senso, l’ASTM D1693 B non rappresenta soltanto un test di laboratorio, ma un pilastro tecnico e strategico, capace di sostenere il passaggio verso un’economia più circolare e un packaging davvero sostenibile.© Riproduzione Vietata
SCOPRI DI PIU' Cromatura e Nichelatura: Tecniche Essenziali per la Durabilità e l'Estetica dei Metalli
Cromatura e Nichelatura: Tecniche Essenziali per la Durabilità e l'Estetica dei MetalliCome i Trattamenti di Superficie Migliorano le Prestazioni e l'Aspetto dei Componenti Industriali di Marco ArezioI processi di cromatura e nichelatura dei metalli sono tecniche di finitura superficiale estremamente importanti nel settore industriale odierno. Questi trattamenti consistono nell'applicazione di strati di cromo o nichel su substrati metallici, con l'obiettivo di migliorare significativamente sia le proprietà meccaniche che estetiche dei materiali trattati. Questi rivestimenti offrono una protezione efficace contro la corrosione, migliorano l'aspetto estetico e aumentano la resistenza all'usura dei materiali. La loro rilevanza è trasversale a numerosi settori industriali, poiché contribuiscono alla produzione di componenti che non solo durano nel tempo, ma mantengono anche un elevato standard estetico.Perché Utilizzare la Cromatura e la Nichelatura? Protezione dalla Corrosione Una delle principali ragioni per cui si utilizzano la cromatura e la nichelatura è la loro capacità di creare una barriera protettiva che impedisce al metallo sottostante di ossidarsi e corrodersi. Questo è particolarmente utile in ambienti aggressivi, dove la resistenza alla corrosione è cruciale per garantire la longevità e l'integrità strutturale dei componenti. Miglioramento Estetico Oltre alle proprietà funzionali, la cromatura e la nichelatura sono apprezzate per il miglioramento estetico che offrono. La finitura lucida e riflettente ottenuta con questi trattamenti rende i materiali particolarmente attraenti per applicazioni decorative e di design, conferendo un aspetto elegante e professionale ai prodotti finali. Incremento della Durezza Superficiale Un altro vantaggio significativo di questi trattamenti è l'aumento della durezza superficiale dei metalli trattati. Questo rende i materiali meno suscettibili a danni meccanici come graffi e abrasioni, prolungando la loro vita utile, soprattutto in condizioni di utilizzo intensivo.I Processi di Cromatura e Nichelatura Cromatura Il processo di cromatura si basa sull'elettrodeposizione di cromo su un substrato metallico. Questo avviene tramite l'immersione del metallo in una soluzione elettrolitica contenente cromato di sodio o potassio. L'acido solforico viene aggiunto alla soluzione per mantenere un pH ottimale e favorire la formazione di un rivestimento uniforme e aderente. Nichelatura Similmente, la nichelatura prevede l'elettrodeposizione di nichel da una soluzione contenente solfato di nichel. Questo processo è reso più efficiente grazie all'aggiunta di cloruro di nichel e acido borico, che agiscono rispettivamente come catalizzatori e stabilizzanti del pH. Fasi del Trattamento Entrambi i processi richiedono una meticolosa preparazione della superficie, che comprende pulizia e decapaggio, per assicurare l'adesione ottimale del rivestimento. Dopo l'elettrodeposizione, segue un trattamento post-deposizione per migliorare ulteriormente le caratteristiche fisiche del rivestimento, come la resistenza alla corrosione e l'aspetto estetico.Applicazioni nelle Macchine per la Produzione Industriale La cromatura e la nichelatura trovano vasta applicazione nelle macchine utilizzate per la produzione industriale, giocando un ruolo cruciale sia nella fase iniziale di produzione sia nei successivi interventi di manutenzione. Questi trattamenti migliorano le caratteristiche funzionali ed estetiche di diverse componenti meccaniche, contribuendo significativamente alla loro efficienza operativa e durata nel tempo. Componenti in Movimento Per componenti come ingranaggi, alberi e cuscinetti, la cromatura e la nichelatura sono essenziali per ridurre l'attrito e resistere all'usura causata dal movimento continuo. Questo prolunga la vita utile delle parti meccaniche, riducendo la frequenza delle sostituzioni e delle manutenzioni. Superfici di Contatto Le superfici di contatto tra strumenti e materiali lavorati, come le punte di utensili da taglio o le matrici per lo stampaggio, beneficiano notevolmente dei trattamenti di cromatura. L'aumento della durezza superficiale e la resistenza alla corrosione permettono di mantenere l'efficacia degli strumenti anche in ambienti estremamente sollecitanti. Protezione da Corrosione In ambienti industriali aggressivi, caratterizzati dalla presenza di umidità, sostanze chimiche e variazioni termiche, la cromatura e la nichelatura offrono una protezione indispensabile contro la corrosione per componenti esposte come valvole, tubature e serbatoi. Estetica e Pulizia Per macchinari destinati alla produzione di beni di consumo, l'aspetto estetico può essere un fattore rilevante. La finitura lucida garantita da questi trattamenti facilita inoltre la pulizia e il mantenimento dell'igiene, particolarmente importante in settori come l'industria alimentare e farmaceutica.Importanza nella Manutenzione Durante le operazioni di manutenzione, la cromatura e la nichelatura giocano un ruolo vitale nel ripristinare o migliorare le caratteristiche delle macchine industriali. Rinnovare i rivestimenti può estendere significativamente il ciclo di vita dei componenti, migliorando la resilienza alla corrosione e l'efficienza operativa, riducendo così i costi a lungo termine associati a fermi macchina e sostituzioni. Inoltre, l'aggiornamento dei trattamenti superficiali può essere un'opportunità per implementare le ultime innovazioni nel campo dei rivestimenti, aumentando ulteriormente le prestazioni e la sostenibilità delle macchine. In sintesi, i processi di cromatura e nichelatura sono fondamentali per migliorare le proprietà dei metalli utilizzati in numerosi ambiti industriali. Offrono protezione, migliorano l'estetica e aumentano la durata dei materiali, contribuendo a un'efficienza operativa superiore e a una riduzione dei costi di manutenzione e sostituzione.
SCOPRI DI PIU' Polimero con Talina: La Rivoluzione nella Resistenza agli Urti
Polimero con Talina: La Rivoluzione nella Resistenza agli UrtiL'integrazione della talina nei polimeri offre una nuova frontiera nei materiali ad alte prestazioni, migliorando la resistenza agli urtidi Marco ArezioNegli ultimi anni, la ricerca sui materiali ha fatto passi da gigante, portando alla scoperta di nuove tecnologie in grado di migliorare significativamente le proprietà dei polimeri. Una di queste innovazioni è rappresentata dall'integrazione della talina nei polimeri, che ha dimostrato di aumentare notevolmente la resistenza agli urti. Questo articolo esplora in profondità questa tecnologia emergente, analizzando le sue caratteristiche, le applicazioni e gli studi scientifici che ne supportano l'efficacia.La Magia della Talina La talina è un minerale naturale che appartiene al gruppo dei silicati. È noto per la sua struttura lamellare e per le sue proprietà uniche, come la resistenza al calore, la capacità lubrificante e la non reattività chimica. Queste caratteristiche hanno reso la talina un materiale di interesse in vari settori, ma è solo di recente che i ricercatori hanno iniziato a esplorare il suo potenziale nei polimeri. Proprietà della Talina La talina è principalmente composta da silicato di magnesio idrato. La sua struttura stratificata permette una facile scorrevolezza tra gli strati, conferendo al materiale un effetto lubrificante naturale. Inoltre, può resistere a temperature elevate senza degradarsi, il che la rende ideale per applicazioni che richiedono stabilità termica. La sua inerzia chimica garantisce che non reagisca con la maggior parte dei composti chimici, mantenendo intatte le proprietà del materiale composito. L'Integrazione nei Polimeri La combinazione di talina e polimeri ha dato vita a materiali con proprietà meccaniche superiori. Questo processo prevede la dispersione di particelle di talina all'interno della matrice polimerica, creando un materiale composito con caratteristiche migliorate. Tecniche di Integrazione Esistono diverse tecniche per integrare la talina nei polimeri. La miscelazione a fusione è una delle più comuni, in cui la talina viene miscelata con il polimero fuso per garantire una distribuzione uniforme delle particelle. La polimerizzazione in situ è un'altra tecnica, dove la talina viene aggiunta durante il processo di polimerizzazione, permettendo una migliore interazione tra la matrice polimerica e le particelle di talina. Infine, il compounding utilizza estrusori per combinare la talina con polimeri in forma granulare, migliorando la dispersione e l'adesione tra le componenti.Effetti sulla Resistenza agli Urti L'inclusione della talina nei polimeri ha dimostrato di aumentare significativamente la resistenza agli urti del materiale composito. Questo miglioramento è dovuto a diversi fattori, tra cui l'aumento della durezza, l'assorbimento dell'energia d'urto e il rafforzamento della matrice polimerica. Le particelle di talina aumentano la durezza complessiva del materiale, rendendolo più resistente agli impatti. La struttura lamellare della talina consente un migliore assorbimento e distribuzione dell'energia d'urto, riducendo il rischio di fratture. Inoltre, agiscono come rinforzo all'interno del polimero, migliorandone la robustezza e la durata.Applicazioni dei Polimeri con Talina Grazie alle loro migliorate proprietà meccaniche, i polimeri con talina trovano applicazione in diversi settori industriali. Industria Automobilistica Nell'industria automobilistica, la resistenza agli urti è una caratteristica cruciale per la sicurezza e la durabilità dei veicoli. I polimeri con talina sono utilizzati per la produzione di paraurti, cruscotti e altri componenti interni che devono resistere a impatti elevati senza deformarsi o rompersi. Studi recenti hanno dimostrato che l'uso di polimeri rinforzati con talina può aumentare la resistenza agli urti dei componenti automobilistici del 30% rispetto ai materiali convenzionali.Settore Aerospaziale L'industria aerospaziale richiede materiali leggeri ma resistenti, capaci di sopportare le estreme condizioni di volo. I polimeri con talina offrono una combinazione ideale di leggerezza e resistenza, risultando in componenti più sicuri e affidabili. La NASA e altre agenzie spaziali stanno attualmente conducendo ricerche sull'uso di questi materiali nei satelliti e nelle strutture dei razzi, con risultati preliminari molto promettenti. Elettronica e Dispositivi di Consumo Nel settore dell'elettronica, la resistenza agli urti è essenziale per proteggere i dispositivi durante l'uso quotidiano. I polimeri con talina vengono utilizzati in custodie per smartphone, laptop e altri dispositivi portatili, garantendo una maggiore protezione contro cadute e urti accidentali. Un recente studio pubblicato su "Journal of Applied Polymer Science" ha evidenziato che l'aggiunta di talina ai polimeri utilizzati nelle custodie per smartphone può ridurre i danni da caduta del 40%.Impatti sul Mercato e Sostenibilità L'adozione di polimeri con talina ha anche implicazioni significative per il mercato e la sostenibilità ambientale. Competitività di Mercato L'introduzione di polimeri ad alta resistenza agli urti ha aumentato la competitività delle aziende che adottano questa tecnologia. La capacità di offrire prodotti più duraturi e sicuri rappresenta un vantaggio competitivo significativo, specialmente in settori dove la resistenza agli urti è un fattore determinante per la scelta del consumatore. Aziende leader come BASF e Dow Chemical stanno investendo massicciamente in questa tecnologia, prevedendo una crescita significativa del mercato nei prossimi anni.Sostenibilità Ambientale L'integrazione della talina nei polimeri può contribuire a migliorare la sostenibilità dei prodotti. La talina è un minerale abbondante e a basso costo, e l'uso di materiali compositi più resistenti può ridurre la necessità di sostituzioni frequenti, diminuendo così l'impatto ambientale complessivo. Inoltre, i processi di produzione dei polimeri con talina possono essere ottimizzati per minimizzare gli sprechi e l'uso di energia. Uno studio del 2023 condotto dall'Università di Cambridge ha dimostrato che l'uso di talina nei polimeri può ridurre le emissioni di CO2 del 20% rispetto ai polimeri tradizionali.Problemi e Prospettive Future Nonostante i numerosi vantaggi, l'integrazione della talina nei polimeri presenta alcune problematiche tecniche e di mercato. Problemi Tecnici La dispersione uniforme della talina all'interno della matrice polimerica è cruciale per ottenere le proprietà desiderate. Questo richiede tecniche di produzione avanzate e un controllo preciso dei parametri di processo. Inoltre, l'adesione tra le particelle di talina e la matrice polimerica deve essere ottimizzata per massimizzare i benefici meccanici. La ricerca in corso presso il MIT sta esplorando nuovi metodi di dispersione della talina per migliorare ulteriormente queste proprietà. Adozione di Mercato L'adozione su larga scala dei polimeri con talina dipende dalla disponibilità di infrastrutture produttive adeguate e dalla sensibilizzazione del mercato sui benefici di questi materiali. Le aziende devono investire in ricerca e sviluppo per migliorare ulteriormente le proprietà dei polimeri con talina e ridurre i costi di produzione. Tuttavia, con il crescente interesse per materiali sostenibili e ad alte prestazioni, le prospettive per l'adozione di questi polimeri sono molto positive.Prospettive Future Il futuro dei polimeri con talina appare promettente, con potenziali applicazioni in nuovi settori e miglioramenti continui nelle tecnologie di produzione. La ricerca continua può portare a scoperte ancora più innovative, come la combinazione della talina con altri nanomateriali per creare compositi con proprietà meccaniche e funzionali senza precedenti. Gli studi in corso presso l'Università di Tokyo stanno investigando l'uso di talina in combinazione con grafene per creare materiali super resistenti e leggeri. Conclusioni Il polimero con talina rappresenta una delle innovazioni più significative nel campo dei materiali ad alta resistenza agli urti. Grazie alle sue eccezionali proprietà meccaniche e alla sua versatilità applicativa, questo materiale ha il potenziale per rivoluzionare numerosi settori industriali, dalla produzione automobilistica all'elettronica di consumo. Nonostante le sfide tecniche e di mercato, le prospettive future sono estremamente positive, con continue ricerche che promettono di svelare ulteriori miglioramenti e nuove applicazioni per i polimeri con talina.© Riproduzione Vietata
SCOPRI DI PIU' Plastica da Post Consumo: Raccolta, Riciclo e Riuso
Plastica da Post Consumo: Raccolta, Riciclo e RiusoPlastica da Post Consumo: Raccolta, Riciclo e Riusodi Marco ArezioLa plastica riciclata da post consumo e i polimeri in plastica riciclata che derivano dalla raccolta differenziata dei rifiuti domestici sono una conquista, relativamente recente, in un mondo che si muove verso la circolarità dei beni e delle risorse. Nell’ambito dell’economia circolare, quell’area di interesse che riguarda lo studio e l’applicazione di metodi, sistemi produttivi e legislativi, atti a riciclare i prodotti a fine vita, la plastica è sicuramente un attore primario della raccolta, lavorazione e riuso. La plastica riciclata si definisce da post consumo quando il prodotto, sotto forma di imballo o di oggetto finito, esaurisce il compito per cui viene prodotto e viene conferito, attraverso la raccolta differenziata, agli impianti di riciclo meccanici, per creare nuova materia prima in una sorta di circolarità continua. In Italia la raccolta dei rifiuti da post consumo e la loro selezione di base è affidata, prevalentemente, a consorzi nazionali, quali il Corepla per gli imballi come l’HDPE, il PP, l’LDPE, il PET e il PS, il Coripet per i soli imballi in PET e il Conip per gli imballi rigidi dal settore ortofrutticolo, solo per citarne alcuni. Ma ogni paese, in cui la raccolta differenziata è normata e organizzata, ha la propria o le proprie struttura di raccolta nazionali.Tra i prodotti più raccolti e riciclati troviamo:• LDPE, polietilene a bassa densità, che viene dalla raccolta degli imballi flessibili, come i sacchetti, i film da imballo, i teli da copertura e gli imballi rigidi come possono essere i vasi dei fiori. • HDPE, polietilene ad alta densità, che viene principalmente dalla raccolta dei flaconi dei detersivi e delle taniche per i liquidi. • PP, polipropilene, che deriva da imballi flessibili come i film per il packaging ma anche da imballi rigidi come cassette, paraurti, giochi, sedie, tavoli, prodotti per l’edilizia, come tubi, sifoni, griglie, vespai, piastrelle, secchi. • PS, Polistirolo, che proviene dagli imballi per il packaging, dai vasi e da molti articoli per l’edilizia e il settore elettrico, come prese per la corrente, quadri elettrici. • PET, polietilene tereftalato, nella plastica da post consumo è principalmente espresso dalle bottiglie dell’acqua minerale e delle bibite. La lavorazione degli imballi in plastica post consumo comporta la conoscenza approfondita della filiera della raccolta, dei sistemi di riciclo industriale del rifiuto e dell’applicazione della materia prima che ne deriva per la realizzazione di nuovi prodotti. La raccolta differenziata dei materiali plastici, ma anche degli altri prodotti raccolti, come il vetro, i metalli, il legno, la carta, la gomma contribuiscono in modo determinante alla riduzione dell’impronta carbonica, a regolare la gestione dei rifiuti in modo che non vadano dispersi nell’ambiente e a risparmiare le materie prime che diversamente dovrebbero essere estratte dal pianeta. Raccogliere i rifiuti, riciclarli, creare nuove materie prime dagli scarti, produrre nuovi prodotti attraverso la circolarità del sistema di produzione e di consumo è una delle chiavi, ma non la sola, che permette la progettazione di un mondo migliore. Una filiera di grande importanza, anche a livello economico, che contribuisce in modo attivo ai bilanci degli stati, a dare lavoro e a creare un’importante sostenibilità tra l’uomo e la natura. Una filiera che contempla non solo la produzione di materie prime ricavate dai rifiuti, ma anche l’industria della macchine e degli stampi per la produzione e il suo controllo, i produttori di oggetti finiti fatti in plastica riciclata, di società di servizi, di trasporto, gli enti di ricerca e molto altro. Categoria: notizie - tecnica - plastica - riciclo - post consumo . produzione
SCOPRI DI PIU' Rivestimenti Nano Polimerici con Proprietà Antimicrobiche. A che Punto Siamo?
Rivestimenti Nano Polimerici con Proprietà Antimicrobiche. A che Punto Siamo?Polimeri contenenti nanoparticelle con la capacità di inibire la proliferazione di molti microrganismi, nel settore del packaging, trasporto ed ospedaliero di Marco ArezioI microorganismi che ci circondano e che possono causare fastidi, malattie e persino la morte in alcuni casi, sono invisibili all’occhio dell’uomo ma, non solo ci fanno compagnia in ogni posto in cui stiamo, ma spesso siamo noi stessi che li trasportiamo da una parte all’altra, durante la nostra vita quotidiana.La ricerca scientifica da anni sta studiando il fenomeno, non è tanto concentrata sull’intervento diretto alla disinfezione delle superfici che tocchiamo, ma quanto ad evitare il meccanismo di prolificazione dei microrganismi sulle superfici. Per superfici intendiamo tutti quegli oggetti che, in maniera diretta od indiretta, possono essere vettori di contatto con il nostro corpo e, di conseguenza, potrebbero fare insorgere delle malattie di rapida diffusione. Questo vale per il mondo del packaging, per quello ospedaliero, per mezzi di trasporto, nelle nostre case, per i luoghi di aggregazione sociale, insomma, in tutte quelle situazioni in cui i microorganismi hanno facile vita nel replicarsi. Dal punto di vista tecnico questo fenomeno può essere compreso in quello che si definisce biofouling, cioè processi di contaminazione biologica depositati sulla superficie dei materiali. Questo processo inizia con la formazione di un film primario sulla superficie del materiale in presenza di almeno due variabili, microrganismi e umidità. Tra i microrganismi predominanti ci sono batteri e diatomee, che producono una grande quantità di materia organica, ad esempio acidi polisaccaridi che formano una pellicola in superficie con molti nutrienti, che viene utilizzata per la colonizzazione di altri organismi più grandi. Per esempio, in campo sanitario, si è scoperto che si possono formare micro-pellicole, composte da microrganismi, in dispositivi medici come cateteri vascolari, protesi articolari e cateteri urinari, che risultavo, a volte, resistenti agli antibiotici. Altri ambiti sotto osservazione sono per esempio i mezzi di trasporto o gli ambiti ospedalieri, la cui lotta contro i microrganismi infettivi viene combattuta con nanoparticelle metalliche disponibili in molti tipi e quantità. In questo modo, le nanoparticelle Cu, ZnO, Se, ZrO 2, SiO, TiO 2, tra le altre, possono essere utilizzate in tutti i luoghi sociali e nostre case in presenza di elevata umidità. Il vettore per le nanoparticelle può essere un polimero, di qualsiasi tipologia, che costituisce i prodotti, per esempio, le nanoparticelle d’argento o di rame, sono materiali interessanti che possono essere utilizzati per combattere il biofouling, poiché hanno proprietà antimicrobiche ad ampio spettro e sono efficaci contro molteplici batteri, virus e funghi. Inoltre, le nanoparticelle di ossido di ferro, hanno anche caratteristiche antimicrobiche, ma il loro studio è stato meno ampio rispetto alle nanoparticelle Ag e Cu, ma è importante notare che la loro biocompatibilità è un motivo importante per implementarne l'uso nei prodotti commerciali come quelli per il packaging. Categoria: notizie - tecnica - plastica - nanopolimeri - antimicrobici
SCOPRI DI PIU' Filtrazione Avanzata del Fuso per Polimeri Riciclati Altamente Contaminati: Strategie e Tecnologie per l'Efficienza Produttiva
Filtrazione Avanzata del Fuso per Polimeri Riciclati Altamente Contaminati: Strategie e Tecnologie per l'Efficienza ProduttivaScopri le soluzioni nella filtrazione del fuso per riciclati complessi: sistemi a retrolavaggio continuo, a raschiamento e laserdi Marco ArezioIl settore del riciclo dei polimeri è in costante crescita, spinto dalla crescente domanda di sostenibilità e dalla necessità di ridurre l'impatto ambientale. Tuttavia, la gestione di flussi di rifiuti plastici altamente contaminati rappresenta una delle sfide più significative. Impurità come metalli, carta, legno, fibre tessili e, in particolare, i gel (polimeri degradati o reticolati) possono compromettere seriamente la qualità del prodotto finale e l'efficienza del processo di estrusione. La filtrazione del fuso è un'operazione critica che mira a rimuovere queste impurità, garantendo un polimero riciclato di alta qualità e minimizzando le interruzioni della produzione. I sistemi di filtrazione tradizionali spesso non sono all'altezza delle esigenze dei materiali altamente contaminati, portando a frequenti fermi macchina per la pulizia o la sostituzione degli elementi filtranti. Questo articolo tecnico esplora le innovazioni più recenti nella progettazione e ottimizzazione dei sistemi di filtrazione del fuso, capaci di gestire carichi elevati di impurità e gel, migliorando significativamente l'efficienza produttiva e la sostenibilità del processo di riciclo. L'Evoluzione dei Sistemi di Filtrazione del Fuso: Oltre il Filtro a Candela I filtri a candela, sebbene efficaci per materiali con basse percentuali di contaminanti, mostrano i loro limiti con i riciclati post-consumo. La loro superficie filtrante limitata e la necessità di interruzioni frequenti per la pulizia o la sostituzione li rendono poco idonei per applicazioni ad alta contaminazione. La ricerca e lo sviluppo hanno portato all'introduzione di tecnologie più sofisticate, progettate per operare in continuo o con minimi fermi macchina, garantendo una maggiore produttività e una migliore qualità del prodotto. Filtri a Retrolavaggio Continuo: La Soluzione per l'Operatività Ininterrotta I filtri a retrolavaggio continuo rappresentano una pietra miliare nell'evoluzione della filtrazione del fuso. Il loro principio di funzionamento si basa sulla presenza di due o più elementi filtranti (schermi o cartucce) che operano in parallelo. Quando un elemento filtrante si intasa, una parte del fuso pulito viene deviata e fatta fluire in senso inverso attraverso l'elemento intasato, espellendo le impurità accumulate. Questo processo avviene automaticamente e senza interruzioni del flusso principale, permettendo una produzione continua. I sistemi più avanzati utilizzano sensori di pressione differenziale per monitorare il grado di intasamento e avviare il retrolavaggio solo quando necessario, ottimizzando l'efficienza e riducendo lo spreco di materiale. L'efficacia di questi sistemi dipende dalla corretta progettazione della geometria degli schermi e dalla gestione della pressione e della temperatura durante il retrolavaggio. Filtri a Raschiamento: Robustezza e Autopulizia per Contaminanti Abrasivi I filtri a raschiamento, noti anche come filtri a superficie raschiante, sono particolarmente adatti per la gestione di materiali con elevate quantità di impurità fibrose, abrasive o di grandi dimensioni. Questi sistemi sono dotati di un elemento filtrante cilindrico o conico, sulla cui superficie interna o esterna ruota una lama o un sistema di raschiamento. Le impurità vengono rimosse meccanicamente dalla superficie filtrante e convogliate in una camera di raccolta, da cui possono essere scaricate periodicamente senza interrompere il processo. La robustezza di questi filtri li rende ideali per applicazioni gravose, dove altri sistemi potrebbero subire danni o intasamenti rapidi. L'ottimizzazione del design delle lame e della velocità di rotazione è cruciale per massimizzare l'efficienza di pulizia e minimizzare l'usura. Tecnologie Laser per la Filtrazione: Precisione e Durata Senza Precedenti Una delle innovazioni più promettenti nel campo della filtrazione del fuso è l'applicazione della tecnologia laser. I filtri laser utilizzano una matrice di fori microscopici creati con precisione laser su un tamburo rotante o una piastra. Il fuso passa attraverso questi fori, mentre le impurità più grandi vengono trattenute sulla superficie. Un sistema di raschiamento o un getto d'aria/gas rimuove continuamente le impurità dalla superficie del tamburo. La dimensione e la forma dei fori possono essere controllate con estrema precisione, consentendo una filtrazione molto fine e una maggiore efficienza nella rimozione dei gel. La durabilità degli elementi filtranti laser è superiore rispetto agli schermi tradizionali, riducendo i costi di manutenzione e i tempi di fermo. Questa tecnologia è particolarmente vantaggiosa per la produzione di film sottili o fibre, dove la presenza di anche minime impurità può compromettere gravemente la qualità del prodotto. Gestione dei Gel e delle Micro-Impurità: Sfide e Soluzioni Integrate I gel rappresentano una sfida unica nella filtrazione del fuso. Essendo di natura polimerica, spesso hanno una densità simile al polimero fuso e possono deformarsi sotto pressione, rendendo difficile la loro rimozione meccanica. Le innovazioni nella progettazione degli elementi filtranti, come l'uso di geometrie a spirale o a "labirinto", e l'ottimizzazione delle condizioni operative (temperatura e pressione) possono migliorare l'efficienza nella cattura dei gel. Inoltre, l'integrazione di più stadi di filtrazione con diverse finezze e tipologie di filtri (ad esempio, un filtro a raschiamento per le impurità più grandi seguito da un filtro a retrolavaggio o laser per le micro-impurità e i gel) è una strategia efficace per affrontare la complessità dei riciclati altamente contaminati. Ottimizzazione del Processo: Monitoraggio, Automazione e Manutenzione Predittiva L'efficienza di un sistema di filtrazione non dipende solo dalla tecnologia del filtro, ma anche dalla sua integrazione nel processo di estrusione. Sistemi di monitoraggio avanzati, che misurano continuamente la pressione differenziale, la temperatura e la portata, consentono di rilevare in tempo reale l'intasamento degli elementi filtranti e di attivare automaticamente le procedure di pulizia o retrolavaggio. L'automazione dei sistemi di scarico delle impurità e la gestione intelligente dei cicli di pulizia riducono al minimo l'intervento umano e massimizzano l'uptime. L'implementazione di strategie di manutenzione predittiva, basate sull'analisi dei dati operativi, permette di anticipare l'usura degli elementi filtranti e di pianificare gli interventi di manutenzione, evitando fermi macchina non programmati. Impatto sulla Qualità del Prodotto Finale e Sostenibilità Economica L'adozione di sistemi di filtrazione avanzati ha un impatto diretto sulla qualità del polimero riciclato. La rimozione efficiente di impurità e gel si traduce in un prodotto con migliori proprietà meccaniche, ottiche ed estetiche, rendendolo competitivo con i polimeri vergini per un'ampia gamma di applicazioni. Questo non solo aumenta il valore del materiale riciclato, ma apre anche nuove opportunità di mercato. Dal punto di vista economico, la riduzione dei tempi di fermo macchina, l'ottimizzazione del consumo energetico (grazie a una minore pressione di filtrazione) e la diminuzione degli scarti contribuiscono a una significativa riduzione dei costi operativi e a un aumento della redditività complessiva del processo di riciclo. Prospettive Future: Intelligenza Artificiale e Materiali Autopulenti Il futuro della filtrazione del fuso per riciclati altamente contaminati si orienta verso soluzioni ancora più intelligenti e autonome. L'integrazione dell'intelligenza artificiale (AI) e del machine learning (ML) permetterà ai sistemi di filtrazione di "apprendere" dal comportamento del fuso e delle impurità, ottimizzando dinamicamente i parametri operativi per massimizzare l'efficienza e la durata degli elementi filtranti. La ricerca sui materiali autopulenti e sulle superfici con proprietà anti-adesive potrebbe rivoluzionare ulteriormente il design dei filtri, riducendo la frequenza delle operazioni di pulizia e prolungando la vita utile dei componenti. Queste innovazioni apriranno nuove frontiere per il riciclo dei polimeri, rendendolo ancora più efficiente, sostenibile ed economicamente vantaggioso.© Riproduzione Vietata
SCOPRI DI PIU'