




 Polipropilene Isotattico ed Ossido di Zinco: Soluzioni per Materiali Sostenibili e Antibatterici
Polipropilene Isotattico ed Ossido di Zinco: Soluzioni per Materiali Sostenibili e AntibattericiIl Futuro dei Materiali Avanzati nelle Applicazioni del Settore Medico, Alimentare ed Industriale: Polipropilene Isotattico ed Ossido di Zincodi Marco ArezioLa ricerca sui materiali polimerici con proprietà antimicrobiche sta aprendo nuove prospettive per affrontare le sfide globali legate alla sicurezza e alla sostenibilità. Tra questi materiali, i compositi di polipropilene isotattico (iPP) arricchiti con ossido di zinco (ZnO) si distinguono per la loro capacità di combinare resistenza meccanica, stabilità chimica e attività antibatterica. Questo studio ha approfondito la preparazione e la caratterizzazione di microcompositi iPP/ZnO, rivelandone il potenziale in settori chiave come la medicina, l'imballaggio alimentare e l'industria. Unione di Proprietà e Funzionalità Il polipropilene isotattico è ampiamente utilizzato per la sua leggerezza, resistenza chimica e processabilità. Tuttavia, le sue applicazioni possono essere limitate dalla scarsa resistenza ai raggi UV e dalla mancanza di proprietà antimicrobiche. L'integrazione di microparticelle di ZnO in questa matrice polimerica offre una soluzione promettente. L'ossido di zinco, noto per le sue proprietà antibatteriche e schermanti contro i raggi UV, è stato incorporato nel polimero mediante un processo di miscelazione a caldo. I compositi risultanti hanno dimostrato non solo una ridotta degradazione fotoindotta, ma anche un'efficace attività contro Escherichia coli. Principali Risultati della Ricerca Qui di seguito possiamo analizzare i risultati più significativi ottenuti dalla ricerca sui microcompositi di polipropilene isotattico e ossido di zinco (iPP/ZnO). Attraverso una combinazione di test sperimentali e analisi approfondite, sono state esplorate le caratteristiche di stabilità termica, resistenza alla fotodegradazione, attività antibatterica e proprietà meccaniche di questi materiali innovativi. I dati raccolti dimostrano il grande potenziale di questi compositi nel rispondere alle esigenze di settori strategici come il medicale, l’imballaggio alimentare e l’industria, ponendo le basi per futuri sviluppi in applicazioni reali. Di seguito, i principali aspetti della ricerca saranno dettagliatamente illustrati. Resistenza alla Fotodegradazione L'aggiunta di ZnO ha significativamente migliorato la stabilità del polipropilene sotto esposizione ai raggi UV. I test hanno dimostrato che il materiale subisce una minore ossidazione, grazie all'effetto schermante delle particelle di ZnO, che riducono l'intensità della radiazione assorbita dal polimero. Attività Antibatterica I compositi contenenti fino al 5% di ZnO hanno ridotto del 99,9% la popolazione batterica di E. coli dopo 48 ore. Questo effetto è attribuito alla capacità del ZnO di generare specie reattive dell'ossigeno, che danneggiano le membrane dei batteri, rendendo questi materiali ideali per applicazioni in ambienti sterili o altamente contaminati. Stabilità Termica e Meccanica I compositi hanno mostrato una maggiore resistenza termica rispetto al polipropilene puro, con una temperatura di degradazione più elevata. Sebbene l'aggiunta di ZnO abbia leggermente ridotto l'allungamento alla rottura, il materiale ha mantenuto una buona duttilità, essenziale per molte applicazioni industriali. Prospettive di Applicazione e Innovazione I microcompositi di polipropilene isotattico e ossido di zinco rappresentano una frontiera promettente nella ricerca sui materiali avanzati. Questi compositi uniscono proprietà meccaniche, termiche e antimicrobiche in un’unica soluzione, aprendo nuove possibilità applicative. La capacità di resistere alla fotodegradazione e di contrastare efficacemente la proliferazione batterica rende i compositi iPP/ZnO particolarmente adatti per settori fondamentali come la medicina, l’imballaggio alimentare e le applicazioni industriali. La loro efficacia contro batteri come l’Escherichia coli e la protezione dai raggi UV garantiscono prodotti più sicuri e durevoli, rispondendo così alla crescente domanda di materiali sostenibili e innovativi. Tuttavia, per sfruttarne appieno il potenziale, è necessario continuare a sviluppare metodi di ottimizzazione, in modo da migliorare le prestazioni complessive e garantire una maggiore compatibilità ambientale. Questi composti sono indicati nei seguenti settori: Settore Medico Superfici antibatteriche per dispositivi medici e imballaggi sterili potrebbero beneficiare di questi compositi, riducendo il rischio di infezioni. Imballaggi Alimentari La capacità del ZnO di proteggere dai raggi UV e dai batteri lo rende adatto per prolungare la durata degli alimenti confezionati, migliorando la sicurezza alimentare. Industria Componenti esposti a condizioni ambientali difficili, come radiazioni UV e contaminazioni microbiche, potrebbero sfruttare le proprietà combinate di resistenza e igiene offerte dai compositi iPP/ZnO. Sfide e Sviluppi Futuri Nonostante i risultati promettenti, alcuni aspetti richiedono ulteriori studi. La riduzione dell'allungamento alla rottura indica la necessità di ottimizzare la dispersione delle particelle di ZnO e l'interfaccia con la matrice polimerica. L'uso di compatibilizzanti o trattamenti superficiali potrebbe migliorare le proprietà meccaniche senza compromettere quelle funzionali. Inoltre, estendere la ricerca ad altre concentrazioni e combinazioni di nanoparticelle potrebbe portare a materiali ancora più performanti. Le collaborazioni tra università e industria saranno cruciali per tradurre questi sviluppi in soluzioni commerciali. Conclusione I compositi di polipropilene isotattico e ossido di zinco rappresentano una promettente innovazione per affrontare sfide legate alla sicurezza, sostenibilità e durata dei materiali. Grazie alle loro proprietà antibatteriche e alla resistenza ai raggi UV, possono trovare applicazione in numerosi settori, contribuendo a migliorare la qualità della vita e a ridurre l'impatto ambientale. Con ulteriori ottimizzazioni, questi materiali potrebbero diventare una soluzione chiave per molteplici esigenze industriali e sociali.© Riproduzione Vietata
SCOPRI DI PIU' Come combinare la polvere del vetro e la polvere del pet in una materia prima
Come combinare la polvere del vetro e la polvere del pet in una materia primaRiutilizzo della polvere di vetro di scarto in un’ottica di economia circolare di Marco ArezioLa polvere di vetro è uno scarto che si genera nella filiera produttiva del riciclo del vetro che, per le sue quantità e per lo scarso campo applicativo in ricette che possono generare prodotti finiti, crea un problema di smaltimento e riuso. Tra le varie sperimentazioni che si sono fatte negli anni, forse quella dell’impiego come materiale inerte nelle miscele di malte e calcestruzzi ha trovato uno sbocco che permette la realizzazione di cordoli stradali, paratie di contenimento anche in virtù di una buona inerzia chimica e della bassa porosità del composto. Un altro campo di utilizzo da citare sono le miscele cementizie adatte alla creazione di pietre artificiali d’arredo. Si sono inoltre effettuati test, presso il dipartimento di Ingegneria dell’Università di Bologna, su malte polimeriche con frazioni di polvere di vetro e rottami di vetro, con granulometrie differenti, utilizzando come legante una resina di poliestere. Le prove sono state eseguite campionando ricette composte da sabbia e resina in poliestere e da ricette composte da poveri o rottami di vetro e resina di poliestere. La comparazione dei risultati delle prove a flessione e compressione dei provini ha sottolineato che le malte polimeriche composte scarti vetrosi hanno una resistenza a compressione superiore al 10% e a flessione del 22% rispetto ai campioni composti da malte polimeriche e sabbia. La polvere di vetro viene usata anche nel campo della ceramica, nei mattoni in laterizio e nelle vetro-schiume come elemento inerte dell’impasto in sostituzione degli inerti naturali con un risparmio in termini di consumo delle risorse naturali. Le caratteristiche del rottame di vetro, dal punto di vista della stabilità chimica, delle qualità ignifughe e della resistenza meccanica, permette l’uso come stabilizzante nelle ricette di tutela di elementi pericolosi come l’eternit, le ceneri volanti degli inceneritori, nelle polveri di abbattimento fumi, nelle scorie delle acciaierie, nei fanghi di levigatura, ecc.. al fine di creare un materiale vetroso inerte. Ma in un’ottica di economia circolare il passo più importante è stato compiuto attraverso la creazione di una miscela di elementi di scarto nelle lavorazioni industriali, di cui uno di questi si può proprio definire lo scarto dello scarto. Mi riferisco alla polvere del PET che si accumula nella fase di riciclo delle bottiglie per le bevande o altri involucri. L’idea vincente di miscelare polvere di vetro e polvere di PET permettendo di creare una nuova materia prima che, per caratteristiche fisico-chimiche, è adatta a replicare, sia per forma che per caratteristiche, le pietre naturali. Inoltre la termoplasticità del PET, che permette la creazione di disegni, rilievi e si adatta facilmente ai colori, rende idoneo questo composto alla creazione di top per le cucine e per i rivestimenti interni ed esterni. L’ingegno e la genialità delle persone ci danno una fotografia di come cammina la nostra società di fronte alle sfide che l’economia circolare ci pone: troviamo persone che non conoscono ancora come si deve effettuare la separazione dei rifiuti in casa, persone che continuano a gettare rifiuti nell’ambiente, persone che spingono la classe politica a investire maggiormente nel riciclo di plastica, vetro, metalli, carta, legno e scarti elettronici e altri materiali, e infine ci sono persone che sono un passo avanti e si occupano di trovare soluzioni per l’utilizzo dei rifiuti dei rifiuti.Categoria: notizie - tecnica - plastica - riciclo - polvere di vetro - PET
SCOPRI DI PIU' Stampaggio Rotazionale: Perché è Importante la Dimensione delle Polveri?
Stampaggio Rotazionale: Perché è Importante la Dimensione delle Polveri?Molti sono i fattori che influenzano la qualità di un manufatto, uno di questi è la scelta delle polveridi Marco ArezioLo stampaggio rotazionale è un processo utilizzato frequentemente per la formazione di oggetti, tramite le resine termoplastiche, che abbiamo la necessità di essere cavi. La caratteristica principale del processo è che lo stampo ruota intorno a due assi, o mutualmente perpendicolari, inoltre, rispetto allo stampaggio ad iniezione tradizionale, la materia prima, sotto forma di polvere, viene introdotta nello stampo, per poi essere riscaldato e successivamente raffreddato. Quali sono le principali differenze con il processo di stampaggio ad iniezione? Forse la più evidente è che nello stampaggio rotazionale si utilizza la materia prima sotto forma di polvere e non di granulo, inoltre la resina polimerica si trova all’interno dello stampo chiuso, e non iniettata a pressione nello stesso. In aggiunta, lo stampo, nel processo rotazionale, lavora in base alla rotazione assiale a differenza della staticità dello stampaggio a iniezione. Infine, possiamo dire che gli stampi del processo rotazionale sono più economici in quanto non hanno da considerare la pressione di iniezione. Perché si sceglie lo stampaggio rotazionale? Quando si devono produrre oggetti con una forma cava, lo stampaggio rotazionale è particolarmente indicato per la sua facilità di adattamento a tutte le forme richieste. Inoltre, in assenza di grandi pressioni all’interno dello stampo, il manufatto tende facilmente a ritirarsi e a staccarsi dopo la sua produzione, anche se gli oggetti sono di grandi dimensioni. Infine, possiamo dire, che attraverso il processo rotazionale, è possibile realizzare elementi anche molto complessi sia dal punto di vista strutturale che di design. Caratteristiche principali degli stampi per lo stampaggio rotazionale Possiamo dire che i materiali principali che costituiscono gli stampi sono: • Cast alluminio • Nichel elettroformato • Acciaio inossidabile e non Quando saremo in presenza delle necessità di una migliore uniformità nello scambio termico all’interno dello stampo, sceglieremo il cast alluminio. Se dovessimo privilegiare una fedele riproduzione delle figure potremmo scegliere gli stampi elettroformati, mentre in presenza di forme semplici e di grandi formati, possiamo optare per gli stampi in acciaio più economici. Se parliamo di spessori degli stampi possiamo dire che, normalmente, gli stampi cast in alluminio hanno spessori di 6-8 mm., mentre quelli in acciaio solo 2-3 mm. Nella progettazione dello stampo si dovrebbe sempre tenere presente quale materia prima si utilizzerà, in quanto alcuni polimeri ritirano sufficientemente facilitando l’estrazione del pezzo, altri meno, così da rendere necessario nello stampo un lieve angolo di sformo per agevolare il distaccamento del manufatto. Le fasi dello stampaggio rotazionale Come abbiamo detto in precedenza lo stampaggio rotazionale non è che uno scambio termico all’interno di uno stampo in condizioni di movimento. Le temperature durante il processo potranno variare, entro un certo range, in modo continuo durante l’intero ciclo di produzione. Nonostante queste continue variazioni di temperatura, la qualità di un manufatto si stabilisce calcolando l’esatta permanenza dello stampo all’interno del forno. Questo tempo è chiamato tempo di induzione. Possiamo quindi dire che, nella prima fase del ciclo, il tempo di induzione è quell’intervallo di riscaldamento dello stampo in cui la resina raggiunge la temperatura di fusione, che normalmente avviene attraverso l’insufflazione di aria calda. Il tempo di induzione è caratterizzato dalle seguenti variabili: • Temperatura del forno • Velocità di scambio termico • Spessore dello stampo • Temperatura di fusione della resina • Rapporto tra superficie e volume dello stampo • Coefficiente di scambio termico del materiale dello stampoLa seconda fase del ciclo, definito tempo di fusione, è il tempo necessario per fondere completamente la resina. Il tempo di fusione è caratterizzato dalle seguenti variabili: • Spessore del pezzo • Temperatura della resina e calore di fusione • Capacità di riscaldamento dello stampo • Rapporto tra la superficie dello stampo e il suo volume • Temperatura del fornoTutte queste variabili hanno un impatto significativo sul tempo di fusione e sulla qualità del pezzo che si vuole realizzare. Tuttavia, la velocità di fusione della resina può essere, in alcuni casi, incrementata innalzando la temperatura del forno, ma è importante non eccedere in questa operazione in quanto, se da una parte aumenta la produttività, dall’altro un’eccessiva permanenza del polimero nello stampo, a temperature molto alte, può portare alla sua degradazione. Scelta della polvere da utilizzare per lo stampaggio rotazionale Come abbiamo visto il tempo di fusione della resina è un fattore cruciale per il buon rendimento dello stampo e per la qualità dei pezzi da produrre. Quindi, possiamo dire che anche la dimensione delle particelle di polimero che vengono utilizzate, può influenzare il processo. Infatti una resina dimensionalmente maggiore aumenta il tempo necessario a fondere. Questo avviene a causa della diminuzione della superficie di contatto tra le particelle e le parti calde dello stampo, ma ciò normalmente non avviene se si impiega una dimensione della materia prima inferiore ai 500 micron. Al di là dell’importante parametro dimensionale delle polveri polimeriche da utilizzare, si può dire che una buona materia prima è quella che fluisce rapidamente negli angoli acuti e nelle rientranze, aderendo allo stampo e fondendo senza bolle attraverso il contributo termico. Inoltre, per esperienza, le polveri più fini vengono utilizzate per resine con MFI più bassi, al fine di ottenere una buona riproduzione superficiale, mentre l’utilizzo di un polimero con MFI alto può considerare l’utilizzo di particelle con dimensioni maggiori. Ciclo di raffreddamento dello stampo Il raffreddamento dello stampo e del manufatto può avvenire attraverso l’utilizzo sia dell’aria che dell’acqua. Normalmente l’aria, sospinta dalle ventole di raffreddamento, va ad investire la parte esterna dello stampo, mentre l’utilizzo di getti di acqua è riservato alla parte interna. Il tempo di raffreddamento è molto importante in quanto un’accelerazione di questa fase, quindi un rapido raffreddamento, potrebbe portare ad una deformazione del pezzo con un aumento della percentuale della fase amorfa dei polimeri cristallini.Categoria: notizie - tecnica - plastica - stampaggio rotazionale
SCOPRI DI PIU' Manutenzione Predittiva e Preventiva delle Presse ad Iniezione: Decifrare i Segnali per un'Efficienza Proattiva
Manutenzione Predittiva e Preventiva delle Presse ad Iniezione: Decifrare i Segnali per un'Efficienza ProattivaUn'analisi approfondita delle fasi manutentive e dei segnali emessi dalle presse ad iniezionedi Marco ArezioNel dinamico panorama dell'ingegneria delle materie plastiche, le presse ad iniezione rappresentano infrastrutture tecnologiche di primaria importanza. La loro capacità di trasformare polimeri grezzi in manufatti complessi e di precisione le rende elementi centrali in svariati settori industriali. Tuttavia, come ogni sistema meccanico complesso, le presse ad iniezione richiedono una gestione attenta e programmata, imperniata su strategie di manutenzione efficaci. Questo articolo si propone di esplorare le diverse sfaccettature della manutenzione delle presse ad iniezione, analizzando in dettaglio non solo le fasi operative ma, soprattutto, i segnali sottili e talvolta inequivocabili che queste macchine emettono quando necessitano di attenzione, fornendo una prospettiva avanzata sulla gestione proattiva degli impianti. Un Approccio Sistemico alla Cura delle Presse ad Iniezione: Oltre la Semplice Riparazione La manutenzione di una pressa ad iniezione non si limita alla mera riparazione di guasti. Essa costituisce un processo articolato che abbraccia diverse strategie interconnesse, ognuna con un ruolo specifico nel garantire l'efficienza e la longevità dell'impianto. In primo luogo, la manutenzione ordinaria, spesso relegata a compiti routinari, rappresenta il fondamento di una gestione efficace. Le attività quotidiane o settimanali svolte dagli operatori, come la meticolosa pulizia della macchina, la verifica dei livelli di lubrificanti e fluidi idraulici, e l'ispezione visiva alla ricerca di perdite o allentamenti, costituiscono una barriera primaria contro l'accumulo di problematiche minori che, trascurate, possono evolvere in guasti più significativi e onerosi. Salendo di livello, la manutenzione preventiva introduce una logica di programmazione e periodicità. Basandosi sulle raccomandazioni del costruttore e sull'esperienza operativa accumulata, tecnici specializzati intervengono a intervalli prestabiliti per eseguire controlli approfonditi, sostituire componenti soggetti a usura programmata (come filtri, guarnizioni e ugelli), calibrare sensori, analizzare lo stato dell'olio idraulico e verificare l'integrità dei sistemi di sicurezza. L'obiettivo primario di questa fase è anticipare i guasti, riducendo drasticamente la probabilità di interruzioni impreviste della produzione. L'avanguardia della gestione manutentiva è rappresentata dalla manutenzione predittiva. Sfruttando le potenzialità delle tecnologie di monitoraggio continuo, come sensori di vibrazione, termocamere e sistemi di analisi dell'olio in tempo reale, è possibile valutare lo stato di salute della macchina in modo dinamico. L'analisi dei dati raccolti permette di identificare anomalie incipienti e prevedere potenziali guasti con un orizzonte temporale che consente di pianificare interventi manutentivi mirati, ottimizzando l'allocazione delle risorse e minimizzando i costosi tempi di inattività non programmati. Infine, la manutenzione correttiva rappresenta la risposta all'inevitabile verificarsi di un guasto. Sebbene una gestione proattiva della manutenzione miri a contenerne la frequenza e la gravità, la capacità di intervenire rapidamente ed efficacemente per ripristinare la funzionalità della pressa rimane un aspetto cruciale. Decifrare il Linguaggio Silenzioso della Macchina: I Segnali Inequivocabili di Necessità Manutentiva Oltre alle scadenze programmate, la pressa ad iniezione stessa comunica attivamente il suo stato di salute attraverso una serie di segnali che un occhio esperto e una comprensione approfondita dei processi possono interpretare come campanelli d'allarme. Un allungamento inatteso dei tempi di ciclo non è semplicemente una variazione statistica. Un incremento graduale può sottendere un aumento dell'attrito meccanico, una progressiva inefficienza del sistema idraulico nel raggiungere le pressioni operative, o una riduzione della capacità di scambio termico nel sistema di riscaldamento o raffreddamento. Un rallentamento improvviso, d'altro canto, potrebbe indicare una perdita significativa di pressione idraulica o un blocco parziale nel sistema di raffreddamento che ostacola la solidificazione del polimero. L'inconsistenza nei tempi di ciclo tra una produzione e l'altra suggerisce un'instabilità intrinseca nel sistema, potenzialmente legata a fluttuazioni di pressione o a un controllo termico non ottimale. L'ambiente sonoro che circonda una pressa ad iniezione può rivelare molto sul suo stato di salute. Rumori anomali provenienti dalla pompa idraulica, come cigolii o pulsazioni, possono indicare usura interna o la presenza di aria nel circuito. Scricchiolii o colpi secchi dal gruppo di chiusura possono segnalare problemi di lubrificazione, usura delle guide o disallineamenti. Stridori metallici dal gruppo di iniezione potrebbero essere sintomo di usura della vite di plastificazione o del cilindro. Parallelamente, vibrazioni eccessive, generalizzate o localizzate, possono indicare squilibri meccanici, allentamenti strutturali o malfunzionamenti idraulici. L'analisi della frequenza e dell'intensità di questi suoni e vibrazioni, anche attraverso strumenti diagnostici dedicati, può fornire indicazioni preziose sulla natura del problema. La comparsa di perdite di materiale plastico fuso dall'ugello o da altre zone del gruppo di iniezione è un segnale visivo inequivocabile di un problema di tenuta, spesso dovuto all'usura di guarnizioni o al danneggiamento dei componenti. Analogamente, le perdite di olio idraulico da raccordi, tubazioni o cilindri indicano un deterioramento degli elementi di tenuta o danni strutturali che compromettono l'efficienza del sistema idraulico e rappresentano un rischio per la sicurezza. Il sistema di controllo elettronico della pressa è un sofisticato sistema di autodiagnosi. La comparsa ripetuta di allarmi e messaggi di errore non deve essere ignorata. Essi segnalano malfunzionamenti di sensori che forniscono informazioni cruciali al sistema, problemi con gli attuatori che eseguono i comandi, o anomalie nella comunicazione tra i diversi moduli elettronici. La consultazione del manuale della macchina per decifrare il significato specifico di ciascun codice di errore è un passo fondamentale per una diagnosi accurata. L'instabilità nei valori di pressione e temperatura è un altro indicatore critico. Fluttuazioni significative nella pressione idraulica possono riflettere problemi nella pompa o nelle valvole di regolazione. Variazioni anomale nella temperatura del fuso o dello stampo possono essere sintomo di malfunzionamenti nelle resistenze riscaldanti, nelle unità di termoregolazione o nei sensori di controllo. Un monitoraggio costante di questi parametri è essenziale per garantire la qualità del processo e prevenire danni all'attrezzatura. Infine, l'osservazione del movimento degli assi della pressa può rivelare anomalie. Movimenti a scatti o rallentati del gruppo di chiusura, del gruppo di iniezione o dell'espulsore suggeriscono un aumento dell'attrito dovuto a lubrificazione insufficiente o usura delle guide, o potenziali problemi con le valvole idrauliche che controllano il movimento. Una mancanza di precisione nel posizionamento indica invece possibili guasti ai sensori di posizione o al sistema di controllo del movimento. Un surriscaldamento anomalo di componenti specifici come il motore idraulico o il cilindro di plastificazione può segnalare sovraccarico, attrito eccessivo o malfunzionamenti nei sistemi di raffreddamento. Verso un Futuro di Produzione Intelligente: L'Importanza della Consapevolezza Manutentiva Comprendere le diverse fasi della manutenzione e, soprattutto, saper interpretare il linguaggio silente della pressa ad iniezione rappresenta una competenza fondamentale per i professionisti del settore plastico. Un approccio proattivo alla manutenzione, basato sull'osservazione attenta dei segnali emessi dalla macchina e sull'integrazione di strategie preventive e predittive, non solo minimizza i costosi tempi di fermo macchina e i costi di riparazione, ma contribuisce in modo significativo a garantire la qualità del prodotto finito e a prolungare la vita utile di un investimento strategico come la pressa ad iniezione. In un'era industriale sempre più orientata all'efficienza e all'ottimizzazione, la capacità di "ascoltare" la macchina e di agire tempestivamente in base ai suoi segnali diventerà un elemento distintivo per il successo nel competitivo mondo della trasformazione delle materie plastiche.© Riproduzione Vietata
SCOPRI DI PIU' Come Verificare il Contenuto Riciclato nella Plastica: la Nuova Tecnologia che Può Cambiare il Packaging Europeo
Come Verificare il Contenuto Riciclato nella Plastica: la Nuova Tecnologia che Può Cambiare il Packaging EuropeoCome si misura davvero la percentuale di plastica riciclata nei prodotti: norme ISO, standard europei, audit di filiera, mass balance e digital watermarks nel nuovo scenario UE del packagingAutore: Marco Arezio. Esperto in economia circolare, riciclo dei polimeri e processi industriali delle materie plastiche. Fondatore della piattaforma rMIX, dedicata alla valorizzazione dei materiali riciclati e allo sviluppo di filiere sostenibili.Data: 26 marzo 2026 Tempo di lettura: 16 minutiIntroduzione Dire che un imballaggio “contiene plastica riciclata” è facile. Dimostrarlo in modo serio, ripetibile e difendibile davanti a clienti, autorità, auditor e mercato è molto più difficile. E oggi questa differenza conta più di ieri, perché la plastica è al centro delle nuove politiche europee sulla circolarità: il packaging rappresenta circa il 40% della plastica utilizzata nell’Unione e, nel 2022, ogni cittadino europeo ha generato 186,5 kg di rifiuti di imballaggio. Il nuovo Regolamento europeo sugli imballaggi e rifiuti di imballaggio, il PPWR, è entrato in vigore l’11 febbraio 2025 e la sua data generale di applicazione è fissata al 12 agosto 2026; tra i suoi obiettivi ci sono l’aumento dell’uso sicuro di plastica riciclata e la riciclabilità di tutti gli imballaggi entro il 2030. La vera domanda, quindi, non è soltanto quanta plastica riciclata c’è in un prodotto, ma come lo si dimostra davvero. La risposta corretta è meno intuitiva di quanto sembri: nella maggior parte dei casi la percentuale di riciclato non si legge “a occhio” né si certifica con un singolo test di laboratorio sul manufatto finito. Si costruisce invece attraverso una combinazione di definizioni normative, bilanci di massa, tracciabilità di filiera, riconciliazione dei volumi, audit di terza parte e, sempre più spesso, strumenti digitali che migliorano la separazione e la qualificazione del rifiuto in ingresso. Cosa significa davvero “contenuto riciclato” La base tecnica parte dalla definizione. In area ISO, il contenuto riciclato è definito come la proporzione, in massa, di materiale riciclato presente in un prodotto. ISO 14021 resta oggi uno dei riferimenti chiave per le autodichiarazioni ambientali e include anche i termini collegati a “pre-consumer material” e “post-consumer material”, cioè la distinzione tra materiale recuperato prima dell’uso da parte del consumatore finale e materiale proveniente dal post-consumo. Questo punto è decisivo, perché molte ambiguità di mercato nascono qui. Un produttore può dichiarare un 30% di contenuto riciclato, ma bisogna capire se quel 30% deriva da scarti industriali interni o esterni, da post-consumo urbano, da rifiuti commerciali selezionati, oppure da una combinazione dei due. Dal punto di vista della comunicazione ambientale, la differenza non è secondaria: la qualità tecnica del materiale, il valore circolare del claim e la sua percezione sul mercato cambiano sensibilmente a seconda dell’origine del riciclato. ISO 14021 fornisce proprio questo quadro terminologico e metodologico per evitare dichiarazioni vaghe o fuorvianti. Come si calcola la percentuale di plastica riciclata Il principio di base è semplice: si tratta di un rapporto di massa. Nel caso più lineare, la percentuale di contenuto riciclato corrisponde alla massa di plastica riciclata incorporata nel prodotto divisa per la massa totale di plastica considerata nel perimetro del claim, moltiplicata per 100. Per le bottiglie in plastica monouso, la Commissione europea ha già fissato regole specifiche: l’Implementing Decision 2023/2683 stabilisce che la proporzione di plastica riciclata si calcola dividendo il peso della plastica riciclata nelle bottiglie immesse sul mercato per il peso totale delle bottiglie immesse sul mercato. Ma la formula, da sola, non basta. Occorre definire con precisione il perimetro di calcolo: lotto, linea, stabilimento, periodo annuale, categoria di prodotto, specifica famiglia di packaging. Inoltre bisogna sapere quali perdite di processo sono state considerate, quali additivi o masterbatch entrano nella formulazione e come vengono riconciliate le quantità in ingresso e in uscita. Gli schemi di audit basati su EN 15343 e le certificazioni di tracciabilità più diffuse chiedono proprio questo: evidenza documentale, identificazione dei flussi e plausibility check tra input, rese, perdite e output dichiarato. Perché il laboratorio non basta quasi mai Qui si entra nel cuore del problema. In teoria il laboratorio è fondamentale per identificare il polimero, misurare impurità, valutare contaminanti, verificare MFI, ceneri, densità, migrazione, odori o stabilità. In pratica, però, il laboratorio non è quasi mai sufficiente, da solo, a certificare la percentuale esatta di plastica riciclata contenuta in un manufatto finito. La stessa Commissione europea, nella sezione dedicata al riciclo delle plastiche destinate al contatto alimentare, spiega che la composizione della plastica riciclata non può essere facilmente sottoposta a controlli ufficiali come avviene per la plastica vergine e che, proprio per questo, i controlli si concentrano sulla produzione del materiale riciclato e sugli audit delle installazioni. Lo stesso orientamento emerge anche dalla letteratura tecnica del JRC europeo su altri settori ad alta regolazione: la verifica del contenuto di materiali riciclati viene descritta come basata esclusivamente sulla documentazione, con regole di calcolo, blending e punti di misura definiti a monte. In altre parole, il laboratorio serve a qualificare il materiale; la percentuale dichiarata, invece, si dimostra soprattutto con la catena di custodia. È una distinzione essenziale per capire perché tante dichiarazioni commerciali risultano fragili quando manca una struttura di tracciabilità robusta. La tracciabilità europea: EN 15343 come architrave Nel contesto europeo, la norma EN 15343 è la pietra angolare per la plastica riciclata. Lo standard specifica le procedure necessarie per la tracciabilità delle plastiche riciclate e fornisce la base per il calcolo del contenuto riciclato di un prodotto. Questo significa che la percentuale dichiarata non nasce da una percezione qualitativa del materiale, ma da una filiera documentata: origine del rifiuto, trasformazione, identificazione dei lotti, controlli interni, riconciliazione dei volumi e coerenza tra input e output. Gli schemi di certificazione applicati dal mercato si muovono esattamente su questa impostazione. RecyClass, per esempio, dichiara esplicitamente che la sua certificazione di tracciabilità verifica la percentuale esatta di contenuto riciclato attraverso un approccio di controlled blending, allineato a EN 15343 e ISO 22095; inoltre prevede audit di terza parte in sito e rinnovo annuale del certificato. Questo è importante perché distingue una semplice autodichiarazione commerciale da una dichiarazione auditata e difendibile. Riciclo meccanico: il caso più chiaro, ma non banale Nel riciclo meccanico la misurazione del contenuto riciclato è, in genere, più lineare rispetto ad altri scenari. Il materiale riciclato entra come macinato, flakes o granulo; viene miscelato con eventuale vergine, additivi o coloranti; poi si trasforma nel prodotto finale. In questo caso la percentuale può essere dimostrata con una combinazione di documenti d’acquisto, certificati del fornitore, schede di produzione, ricette di compound, bilanci di massa e verifiche sui quantitativi effettivamente trasformati, tenendo conto delle perdite. Gli audit di processo richiedono proprio una riconciliazione dei volumi per verificare che l’output corrisponda all’input riciclato impiegato, considerate rese, perdite e additivazioni. Tuttavia anche qui esistono rischi. Se il riciclato in ingresso non è a sua volta tracciato o se deriva da flussi eterogenei mal qualificati, la percentuale numerica può risultare corretta sulla carta ma debole sul piano sostanziale. In altri termini, un “50% recycled content” non vale sempre allo stesso modo: conta se si tratta di PCR post-consumo realmente tracciato, di scarto industriale pre-consumer, di materiale food-grade, oppure di un flusso misto con elevata incertezza qualitativa. Per questo le aziende più solide non si limitano a pesare il materiale, ma documentano l’origine e la qualità del riciclato utilizzato. Food contact: quando la prova si sposta ancora di più sul processo Nel packaging alimentare il tema si fa più rigoroso. La Commissione europea ricorda che, quando la plastica è riciclata per uso a contatto con gli alimenti, il problema non è solo quantificare il riciclato ma garantire che eventuali contaminanti chimici siano stati rimossi a livelli sicuri. Proprio perché tali contaminanti possono essere sconosciuti o variabili, il controllo ufficiale non si concentra tanto sull’analisi del prodotto finito quanto sul processo di decontaminazione, sulle buone pratiche di fabbricazione e sull’audit degli impianti. Questo è un passaggio cruciale anche per la comunicazione di marketing. Se un contenitore alimentare dichiara un certo contenuto riciclato, la credibilità della dichiarazione non dipende solo dalla percentuale numerica, ma dalla capacità di dimostrare che quel riciclato è stato ottenuto entro un processo autorizzato, monitorato e idoneo all’uso previsto. Nel food packaging, quindi, il “quanto” e il “come” non possono essere separati. Riciclo chimico e mass balance: la partita più delicata Quando si entra nel riciclo chimico, la questione diventa più complessa perché il rifiuto plastico viene trasformato in feedstock che si mescola con materie prime convenzionali in sistemi industriali complessi. In questi casi la segregazione fisica dell’atomo “riciclato” non è realisticamente praticabile lungo tutta la catena. Per questo si utilizzano modelli di mass balance, cioè modelli di catena di custodia che attribuiscono una quota di contenuto riciclato agli output sulla base di regole contabili, temporali e di allocazione, senza superare la quantità di input riciclato effettivamente entrata nel sistema. ISCC PLUS descrive questo approccio come una delle opzioni di chain of custody, accanto alla segregazione fisica e al controlled blending. Il tema è talmente centrale che ISO ha pubblicato anche ISO 22095-2:2026, dedicata proprio ai requisiti e alle linee guida per l’applicazione del modello mass balance nei sistemi di catena di custodia. È un segnale importante: il mass balance sta diventando sempre meno una prassi “di mercato” e sempre più un terreno di normalizzazione tecnica. Sul piano regolatorio europeo, il cantiere è apertissimo. Nel luglio 2025 la Commissione ha lanciato una consultazione sulle nuove regole per calcolare, verificare e rendicontare il contenuto riciclato chimicamente nelle bottiglie in plastica monouso per bevande. La metodologia proposta si basa sulla regola di allocazione fuel-use excluded, cioè esclude dal contenuto riciclato ogni quota di rifiuto destinata a combustibili o recupero energetico; inoltre prevede verifica annuale di terza parte per le fasi più complesse della filiera chimica e requisiti alleggeriti per le PMI. A febbraio 2026 la Commissione indicava ancora di essere nella fase finale di definizione di queste regole, non ancora consolidate come quadro definitivo già pienamente operativo. La nuova tecnologia che può cambiare davvero il packaging europeo Quando si parla di plastica riciclata, molti immaginano che esista una macchina capace di prendere una confezione finita, analizzarla e dire con precisione: “qui dentro c’è il 37% di plastica riciclata”. Nella realtà industriale, oggi non funziona così. La tecnologia che può davvero cambiare il packaging europeo non è un test di laboratorio capace di leggere magicamente il contenuto riciclato di ogni confezione, ma un sistema che aiuta a separare meglio i rifiuti di imballaggio prima che vengano riciclati. Questo sistema si basa sui digital watermarks, cioè piccoli codici invisibili o quasi invisibili stampati sulla confezione. Per capire bene di cosa si tratta, immaginiamo una vaschetta in plastica per alimenti, una bottiglia di detergente e un contenitore cosmetico. Oggi, quando questi imballaggi arrivano in un impianto di selezione, i sistemi automatici riescono a riconoscere abbastanza bene il tipo di plastica, per esempio PET, HDPE o PP, ma spesso fanno più fatica a distinguere l’uso originario dell’imballaggio, cioè se quella plastica proveniva da un’applicazione alimentare, cosmetica o domestica. E questa differenza è molto importante, perché plastiche apparentemente simili possono richiedere percorsi di riciclo diversi. Qui entrano in gioco i digital watermarks. In pratica, ogni confezione può portare con sé una sorta di “carta d’identità digitale” leggibile dai sistemi di selezione. Questa identità può dire all’impianto: “sono una vaschetta alimentare”, “sono una bottiglia per detersivi”, “sono un imballaggio in PP”, “appartengo a una certa categoria”. Grazie a queste informazioni, i rifiuti possono essere smistati in modo molto più preciso rispetto ai sistemi tradizionali. Questo è il vero cambiamento: non si migliora il riciclo alla fine del processo, ma all’inizio, quando il rifiuto viene separato. Se infatti si parte da un flusso più pulito, più omogeneo e meglio classificato, anche il materiale riciclato ottenuto alla fine sarà migliore. Per renderlo ancora più concreto, si può pensare alla differenza tra raccogliere tutta la frutta insieme in un grande cassone oppure dividerla subito per tipo e qualità. Se si mescola tutto, alla fine si ottiene un prodotto meno controllabile. Se invece si separa bene all’origine, il risultato finale è più pulito, più costante e più adatto a usi di qualità. Nella plastica succede la stessa cosa. Ecco perché questa tecnologia interessa così tanto il packaging europeo. Il problema principale dell’Europa, infatti, non è soltanto riciclare di più, ma riciclare meglio. Molta plastica riciclata oggi ha qualità variabile perché nasce da rifiuti troppo misti, difficili da distinguere con precisione. Se invece si riesce a migliorare la selezione, si ottiene un PCR, cioè plastica riciclata post-consumo, più puro, più stabile e più affidabile. Questo ha una conseguenza molto importante anche sul piano normativo e commerciale. Quando un’azienda dichiara che un imballaggio contiene una certa quota di plastica riciclata, deve poterlo dimostrare in modo credibile. Se il materiale riciclato proviene da una filiera più pulita, tracciata e ben separata, quella dichiarazione diventa più solida. In altre parole, i digital watermarks non servono a “misurare” direttamente il contenuto riciclato della confezione finita, ma servono a costruire una filiera del riciclo più affidabile, e quindi a rendere più credibili anche le percentuali dichiarate. Dal punto di vista pratico, il loro vantaggio è triplo. Primo: aiutano gli impianti a distinguere meglio gli imballaggi. Secondo: permettono di produrre materiale riciclato di qualità superiore. Terzo: rendono più facile collegare quel materiale riciclato a una documentazione di filiera seria, utile per audit, certificazioni e conformità alle nuove regole europee. Quindi il punto centrale è questo: la tecnologia non cambia il packaging europeo perché legge il riciclato già presente nel prodotto, ma perché rende possibile un riciclo più intelligente, più pulito e più dimostrabile. Ed è proprio questo che oggi serve all’Europa: non solo più riciclo, ma un riciclo che regga alle verifiche tecniche, alle richieste dei clienti e alle future norme del PPWR. Cosa chiede oggi davvero l’Europa Sul fronte normativo, l’Europa si sta muovendo su due livelli. Il primo è quello già attivo per le bottiglie in plastica monouso: la direttiva SUP richiede il 25% di plastica riciclata nelle bottiglie in PET dal 2025 e il 30% in tutte le bottiglie per bevande in plastica dal 2030. La Commissione europea ricorda inoltre che nel 2023 ha adottato l’Implementing Decision 2023/2683 sulle regole di calcolo, verifica e reporting del contenuto riciclato nelle bottiglie monouso. Il secondo livello è il quadro più ampio del PPWR. Le pagine ufficiali della Commissione chiariscono che il regolamento è entrato in vigore l’11 febbraio 2025, si applicherà in via generale dal 12 agosto 2026, punta a rendere tutti gli imballaggi riciclabili entro il 2030 e richiede che gli imballaggi in plastica incorporino quote crescenti di contenuto riciclato con obiettivi per il 2030 e il 2040. In altre parole, il tema della verifica del contenuto riciclato non è più una nicchia per brand sensibili alla sostenibilità: sta diventando infrastruttura di conformità per il mercato europeo. Come un’azienda dovrebbe verificare davvero il contenuto riciclato Se un produttore vuole evitare greenwashing e prepararsi al nuovo contesto europeo, non deve chiedersi soltanto “quanta plastica riciclata sto usando?”, ma “come potrò dimostrarlo davanti a un audit?”. La risposta corretta, oggi, è costruire un sistema composto da quattro elementi: definizione chiara del claim secondo standard riconosciuti; tracciabilità del materiale in ingresso; bilancio di massa con riconciliazione dei volumi; verifica indipendente di terza parte quando il mercato o il cliente lo richiedono. Questa impostazione è coerente con ISO 14021, con EN 15343, con gli schemi RecyClass e con la logica delle verifiche europee sulle bottiglie e sul food contact. In termini pratici, un claim robusto dovrebbe specificare almeno tre cose: se il riciclato è pre-consumer o post-consumer; quale modello di chain of custody è stato applicato, cioè segregazione, controlled blending o mass balance; quale soggetto indipendente ha verificato il sistema, se presente. Quando queste informazioni mancano, la percentuale dichiarata può anche essere numericamente corretta, ma resta debole sul piano probatorio. Conclusione La percentuale di plastica riciclata nei prodotti non si misura davvero con una sola macchina e non si dimostra con una formula isolata. Si verifica attraverso una architettura di prova: definizioni ISO, standard europei di tracciabilità, bilanci di massa, audit degli impianti, documenti di filiera e, nei casi più evoluti, sistemi digitali che migliorano la separazione e la qualità del riciclato già a monte. È questo il punto che molte comunicazioni commerciali tendono a semplificare troppo. La nuova tecnologia che può cambiare il packaging europeo, oggi, non è quindi un “test magico” per leggere il riciclato nel manufatto finito, ma un ecosistema tecnologico capace di rendere la filiera più intelligente. I digital watermarks sono probabilmente la frontiera più concreta in questa direzione, perché possono aumentare la qualità della selezione, creare flussi PCR più puri e rendere molto più credibili le dichiarazioni future sul contenuto riciclato. In un mercato europeo che si sta spostando dalla sostenibilità raccontata alla sostenibilità verificata, questa distinzione farà la differenza tra chi comunica e chi dimostra. FAQ Come si misura il contenuto riciclato nella plastica? Di norma si misura come proporzione in massa di materiale riciclato nel prodotto, ma la dimostrazione concreta avviene soprattutto tramite tracciabilità, bilanci di massa e audit di filiera, non con un solo test sul prodotto finito. Esiste un test di laboratorio che dice con certezza quanta plastica riciclata c’è in un imballaggio? In termini generali, no: le fonti europee mostrano che la verifica del contenuto riciclato si basa soprattutto su documentazione e controllo del processo, mentre l’analisi finale da sola non è sufficiente a stabilire sempre la quota esatta dichiarata. Qual è la differenza tra pre-consumer e post-consumer? Il pre-consumer deriva da scarti recuperati prima dell’uso da parte del consumatore finale; il post-consumer deriva invece da rifiuti generati dopo l’uso da parte di famiglie o attività commerciali. ISO 14021 distingue esplicitamente queste categorie. Cos’è il mass balance nella plastica riciclata? È un modello di chain of custody usato soprattutto quando i feedstock riciclati e convenzionali vengono miscelati in sistemi complessi, come nel riciclo chimico. In quel caso la quota riciclata viene attribuita agli output con regole contabili e verificabili. I digital watermarks misurano il contenuto riciclato? Non direttamente. Migliorano però la separazione dei rifiuti di imballaggio e la creazione di flussi più puri e meglio tracciati, condizione essenziale per produrre riciclato di qualità e rendere più solida la verifica del contenuto riciclato nei prodotti futuri. Fonti reali e verificate Commissione europea, Packaging waste e Packaging & Packaging Waste Regulation (PPWR), con dati su entrata in vigore, data di applicazione e obiettivi del regolamento. Commissione europea, Single-use plastics, con target su contenuto riciclato nelle bottiglie e cronologia degli atti attuativi. Commissione europea, Plastic Recycling / Food Safety, con chiarimenti su controlli, contaminanti e centralità degli audit di processo nel food contact. ISO, ISO 14021 e riferimenti ISO sulla chain of custody e sul mass balance. Standard europeo EN 15343, sulla tracciabilità delle plastiche riciclate e il calcolo del contenuto riciclato. Commissione europea, consultazione 2025 sulle regole per il contenuto riciclato chimicamente nelle bottiglie, con metodo fuel-use excluded e verifiche di terza parte. AIM / HolyGrail 2.0 e HolyGrail 2030, sulla tecnologia dei digital watermarks e i risultati di sorting intelligente. ISCC PLUS e RecyClass, per i modelli di chain of custody, controlled blending, mass balance e audit di tracciabilità.Immagine su licenza © Riproduzione Vietata
SCOPRI DI PIU' Microplastiche nel Cervello Umano: Scoperte sul Bioaccumulo
Microplastiche nel Cervello Umano: Scoperte sul BioaccumuloAnalisi avanzata del bioaccumulo di microplastiche nel cervello tramite tecniche scientifiche innovative come la Pirolisi-Gas Cromatografiadi Marco ArezioNegli ultimi anni, il crescente problema della contaminazione da microplastiche ha attirato l'attenzione della comunità scientifica per il suo impatto ambientale e sulla salute umana. Le microplastiche, minuscole particelle plastiche inferiori a 5 millimetri, si trovano ovunque: negli oceani, nel suolo, negli alimenti, nell'acqua potabile e persino nell'aria che respiriamo. Tuttavia, l'idea che queste particelle possano accumularsi nel nostro corpo, in particolare nel cervello, rappresenta un allarme che la scienza sta appena iniziando a comprendere. Recenti ricerche hanno dimostrato che le microplastiche non solo possono entrare nel corpo umano, ma potrebbero persino superare una delle sue difese più sofisticate: la barriera emato-encefalica (BBB), una struttura che protegge il cervello da sostanze nocive presenti nel sangue. Questa scoperta, ottenuta grazie a tecniche analitiche avanzate come la pirolisi-gas cromatografia-spettrometria di massa (Py-GC-MS), apre un nuovo capitolo nello studio dell’impatto delle microplastiche sulla salute umana. Le Microplastiche e il Cervello: Come si Studiano La rilevazione di microplastiche nel cervello umano richiede tecniche sofisticate e un approccio metodologico rigoroso. I tessuti cerebrali analizzati in questi studi sono stati prelevati da individui deceduti, con procedure che garantiscono la massima sterilità per evitare contaminazioni ambientali. Una volta ottenuti i campioni, i ricercatori hanno utilizzato la Py-GC-MS, una tecnica in grado di scomporre il materiale organico e isolare i frammenti plastici. La pirolisi riscalda i campioni a temperature estremamente elevate in assenza di ossigeno, consentendo di ottenere molecole più piccole che possono essere separate e identificate. Questo metodo permette di riconoscere i polimeri specifici, fornendo una "firma chimica" per ogni tipo di plastica. Tra i polimeri rilevati, i più comuni sono risultati essere il polietilene (PE), il polipropilene (PP) e il polietilene tereftalato (PET), materiali utilizzati in imballaggi, contenitori alimentari e tessuti sintetici. Le particelle trovate avevano dimensioni inferiori a 100 micrometri, un fattore che le rende particolarmente pericolose, poiché consentono loro di penetrare in profondità nei tessuti. Come le Microplastiche Raggiungono il Cervello La presenza di microplastiche nel cervello umano solleva interrogativi fondamentali sui meccanismi attraverso cui queste particelle possono attraversare la barriera emato-encefalica. Diverse ipotesi sono state formulate: Trasporto tramite il flusso sanguigno: Una volta ingerite o inalate, le microplastiche possono entrare nel circolo sanguigno e, grazie alle loro dimensioni ridotte, superare la barriera protettiva del cervello. Via olfattiva: Le particelle inalate attraverso il naso potrebbero raggiungere il cervello passando attraverso il nervo olfattivo, bypassando del tutto la barriera emato-encefalica. Fagocitosi mediata da cellule: Alcuni tipi di cellule immunitarie, come i macrofagi, possono inglobare le microplastiche e trasportarle verso il sistema nervoso centrale. Le Conseguenze per la Salute Umana L’accumulo di microplastiche nel cervello umano non è solo una scoperta preoccupante, ma solleva interrogativi sul loro potenziale impatto sulla salute neurologica. Gli studi suggeriscono che le microplastiche possano indurre: Infiammazione cronica: Le particelle plastiche possono attivare la microglia, le cellule immunitarie del cervello, provocando un’infiammazione persistente che danneggia i tessuti neuronali. Stress ossidativo: Le microplastiche possono generare specie reattive dell’ossigeno (ROS), molecole altamente reattive che danneggiano le membrane cellulari, le proteine e il DNA. Neurotossicità chimica: Molti polimeri plastici contengono additivi chimici come ftalati e bisfenolo A (BPA), noti per interferire con i sistemi endocrini e neuronali. Questi effetti potrebbero contribuire allo sviluppo di patologie neurodegenerative come il Parkinson o l'Alzheimer. Sebbene le prove attuali siano limitate, le similitudini con studi su modelli animali rafforzano la necessità di ulteriori ricerche. Una Nuova Frontiera di Ricerca La scoperta di microplastiche nel cervello umano rappresenta una frontiera di ricerca ancora poco esplorata. Comprendere come queste particelle interagiscano con il sistema nervoso è cruciale per valutare i rischi a lungo termine e adottare misure preventive. Le future ricerche dovrebbero concentrarsi su: Epidemiologia: Correlare l'esposizione alle microplastiche con l'incidenza di disturbi neurologici nella popolazione generale. Meccanismi biologici: Studiare il comportamento delle microplastiche nel cervello per comprendere i processi di accumulo e degradazione. Prevenzione: Sviluppare strategie per limitare l’esposizione alle microplastiche attraverso politiche ambientali più severe e tecnologie innovative. Conclusione L’accumulo di microplastiche nel cervello umano, documentato grazie a tecniche analitiche avanzate come la Py-GC-MS, rappresenta una scoperta rivoluzionaria che pone nuove sfide alla ricerca scientifica e alla sanità pubblica. Sebbene molte domande rimangano ancora senza risposta, questa nuova conoscenza evidenzia la necessità di agire per ridurre la presenza di microplastiche nell’ambiente. Solo così potremo limitare i rischi per la salute umana in un mondo sempre più segnato dalla plastica.© Riproduzione Vietata
SCOPRI DI PIU' Durabio: La Plastica Bio-based che Unisce Sostenibilità e Alte Prestazioni
Durabio: La Plastica Bio-based che Unisce Sostenibilità e Alte PrestazioniDurabio: un polimero innovativo per una rivoluzione sostenibile nei materiali plasticidi Marco ArezioNel panorama delle innovazioni tecnologiche e sostenibili, Durabio emerge come un materiale rivoluzionario. Creato da Mitsubishi Chemical, questo polimero bio-based rappresenta una risposta concreta alla crescente domanda di soluzioni che combinino alte prestazioni tecniche e un minore impatto ambientale. Derivato dall'isosorbide, un composto ottenuto da risorse rinnovabili come il mais, Durabio si pone come alternativa ai tradizionali policarbonati e polimetilmetacrilati, migliorandone molte delle proprietà principali. La Genesi di Durabio: Una Storia di Innovazione La nascita di Durabio affonda le sue radici negli anni 2000, un periodo in cui l'industria chimica iniziava a guardare con sempre maggiore interesse ai materiali sostenibili. Mitsubishi Chemical, anticipando le richieste del mercato, ha avviato un progetto di ricerca per creare una plastica che fosse non solo performante, ma anche in grado di ridurre la dipendenza dai derivati del petrolio. Dopo anni di studi sulla polimerizzazione dell’isosorbide, un monomero ricavato dalla lavorazione del glucosio, Durabio ha fatto il suo debutto, dimostrando subito di poter ridefinire il settore delle materie plastiche. Questo nuovo materiale bio-based nasce con l’obiettivo di combinare due esigenze fondamentali: ridurre l’impatto ambientale e offrire proprietà tecniche di alto livello. A differenza delle plastiche tradizionali, Durabio utilizza risorse vegetali, eliminando il controverso bisfenolo A (BPA) dalla sua composizione e riducendo le emissioni di carbonio associate alla sua produzione. Una Struttura Chimica Unica La chiave del successo di Durabio risiede nella sua composizione chimica. Alla base c’è l’isosorbide, un diolo ciclico estratto da risorse vegetali come il mais. Questo monomero conferisce al materiale una struttura rigida e altamente trasparente, caratteristiche che lo rendono unico nel suo genere. La polimerizzazione dell’isosorbide avviene attraverso processi altamente innovativi, che garantiscono un prodotto finale con un equilibrio ottimale tra rigidità, flessibilità e trasparenza. La struttura ibrida di Durabio permette di coniugare le migliori proprietà dei policarbonati e dei PMMA, superandone in molti casi le prestazioni. Non solo offre una trasparenza superiore, ma resiste anche meglio ai graffi e agli agenti atmosferici. Prestazioni Superiori e Versatilità d'Uso Durabio si distingue per una serie di caratteristiche che lo rendono estremamente versatile. La sua trasparenza è paragonabile al vetro, il che lo rende ideale per applicazioni che richiedono alta qualità ottica, come lenti o display. Inoltre, grazie alla sua durezza superficiale, resiste ai graffi senza necessità di rivestimenti aggiuntivi, riducendo i costi di lavorazione e aumentando la sostenibilità complessiva. Anche la resistenza meccanica è un punto di forza: Durabio offre una robustezza agli urti che lo rende adatto per applicazioni industriali impegnative, mantenendo al contempo la leggerezza che caratterizza le materie plastiche moderne. La stabilità chimica e la resistenza alle alte temperature completano il quadro di un materiale capace di affrontare le sfide di un’ampia gamma di settori. Applicazioni nei Settori Industriali Grazie alle sue proprietà, Durabio ha trovato applicazione in diversi ambiti, diventando un materiale indispensabile per molte industrie. Automotive Durabio è ampiamente utilizzato nell’industria automobilistica, dove viene impiegato per cruscotti, pannelli decorativi e mascherine di dispositivi. La sua combinazione di estetica, resistenza ai graffi e trasparenza lo rende perfetto per migliorare sia la funzionalità che l’aspetto estetico dei veicoli moderni. Inoltre, il suo impiego contribuisce a ridurre il peso complessivo del veicolo, migliorando l’efficienza energetica. Elettronica di Consumo Nel settore dell’elettronica, Durabio si è affermato come materiale di scelta per display, involucri di dispositivi e coperture protettive. La capacità di mantenere la trasparenza e resistere all’usura ne fa un componente ideale per smartphone, tablet e laptop. Packaging di Lusso Le sue proprietà estetiche e meccaniche lo rendono particolarmente apprezzato anche per il packaging di alta gamma, come contenitori per cosmetici o imballaggi alimentari di qualità superiore. L’utilizzo di Durabio garantisce una finitura lucida e un aspetto sofisticato, che valorizzano i prodotti contenuti. Settore Ottico La combinazione di trasparenza e stabilità chimica lo rende perfetto per lenti e componenti ottici, dove precisione e durata sono essenziali. Sostenibilità e Prospettive Future Durabio rappresenta un passo avanti verso un’economia più circolare, grazie alla sua origine rinnovabile. Tuttavia, è importante sottolineare che, pur essendo bio-based, non è biodegradabile. La gestione del fine vita di questo materiale richiede infrastrutture di riciclo specifiche, un settore ancora in evoluzione. Sul fronte delle emissioni, l’impiego di materie prime rinnovabili riduce significativamente l’impatto ambientale rispetto ai materiali plastici tradizionali. La maggiore durata dei prodotti realizzati con Durabio contribuisce inoltre a ridurre la necessità di sostituzioni frequenti, favorendo una gestione più sostenibile delle risorse. Le prospettive future vedono l’ampliamento delle applicazioni di Durabio, con potenziali sviluppi nei settori medico e aerospaziale, e l’ottimizzazione dei processi di produzione per renderlo ancora più competitivo. Conclusione Durabio non è solo un polimero, ma una vera e propria rivoluzione nel campo dei materiali plastici. Grazie alla sua combinazione unica di sostenibilità, prestazioni tecniche e versatilità, si pone come un esempio concreto di come l’industria possa evolversi verso un futuro più green senza rinunciare alla qualità. Mitsubishi Chemical, attraverso questa innovazione, ha dimostrato che è possibile unire tecnologia e rispetto per l’ambiente, gettando le basi per una nuova generazione di materie plastiche.© Riproduzione Vietata
SCOPRI DI PIU' Cosa e Quali Sono i Polimeri Conduttori di Elettricità
Cosa e Quali Sono i Polimeri Conduttori di ElettricitàI polimeri plastici non solo sono ottimi isolanti elettrici ma possono essere anche conduttoridi Marco ArezioE’ universalmente risaputo che, normalmente, gli oggetti realizzati con i polimeri plastici sono degli ottimi isolanti elettrici, tanto che in presenza di apparecchi o accessori in cui vi sia la presenza di un passaggio di elettricità, possiamo facilmente trovare un elemento in plastica. Per isolamento elettrico di un corpo in plastica si intende la sua capacità, di ridurre drasticamente o bloccare completamente il passaggio di una corrente elettrica all’interno della sua massa, evitando il pericolo alle persone o alle cose. Per questo motivo troviamo molti oggetti come gli interruttori, cavi elettrici, impianti di illuminazione e circuiti stampati in cui vi è la presenza di elementi in plastica. Per determinare il grado di isolamento elettrico o la sua capacità di inibire il passaggio della corrente, si usa un parametro chiamato CTI (Comparative Tracking Index), ottenibile attraverso uno specifico test, che fornisce una valutazione della resistenza all’isolamento elettrico di un materiale alle scariche superficiali. Di contro, può anche essere necessario che questo flusso di corrente elettrica, che normalmente viene impedito dai materiali plastici, debba passare in modo controllato, attraverso il corpo polimerico, con lo scopo, per esempio, di ridurre le cariche elettrostatiche, per schermare parti in plastica dalle onde elettromagnetiche, per produrre elettrodi, diodi luminosi e molti altri prodotti. Per fare questo è necessario affidarsi a polimeri, che per loro natura o formulazione, possano permettere il passaggio di elettricità, mantenendo invariate le altre caratteristiche chimico-fisiche tipiche delle materie plastiche. Per creare o potenziare i compound termoplastici conduttori ci si affida a specifiche cariche o degli agenti di rinforzo che conducono l’elettricità, creando appunto, un polimero conduttore. Lo studio dei polimeri conduttori ha dovuto bilanciare, nel tempo, le caratteristiche di conducibilità elettrica con quelle di lavorabilità e produttività degli elementi, fattori che a volte erano in aperto contrasto tra loro. Infatti, i primi polimeri conduttori erano insolubili e fondevano con difficoltà, portando così la ricerca a trovare il giusto equilibrio tra solubilità, caratteristiche termiche di fusione e conducibilità elettrica. Il principio della conducibilità elettrica si basa sull’inserimento, nelle miscele, di donatori o accettori di elettroni, atomi o molecole, che cedono o accettano elettroni aumentandone notevolmente la mobilità. In virtù di questa elevata mobilità, si ritrovano dei singoli elettroni liberi, cioè non legati al corpo dell’atomo, che scivolando sulle molecole trasportando la carica elettrica. Un’altra caratteristica dei polimeri conduttori è l’elettroluminescenza, intesa come la capacità di emettere luce quando viene applicata una tensione elettrica, permettendo lo sviluppo di diodi organici che emettono luce, definiti OLED (Organic Light Emitting Dios). I principali polimeri conduttori sono: - Poliacetilene (PAC)- Polifenilene - Poliparafenilvinilene (PPV) - Polieteroaromatici - Polianilina (PANI) - Polifenilenammina - Polietilendiossitiofene (PEDT) - Polietilendiossitiofene – Polistirensolfanato (PEDT – PSS) - Polifenilensolfuro (PPS) - Polifenilenbutadine (PPB) - Poliparapirridina (PPYR) - Poliparapirridinvinilene (PPYV) - Polipirrolo (PPY) - Politiofene (PT) - Polifurano (PFU) - Polietilendiossitiofene (PEDT) - Poliacene Le applicazioni più comuni sono le seguenti: - Dotazioni antistatiche - Nastri per resistenze - Fusibili - Sensori - Batterie - Condensatori elettrolitici - Strati conduttori su vetro e plastica - Strati trasparenti antistatici su pellicole fotografiche, vetro, diodi luminosi Categoria: notizie - tecnica - polimeri conduttori - luminescenza
SCOPRI DI PIU'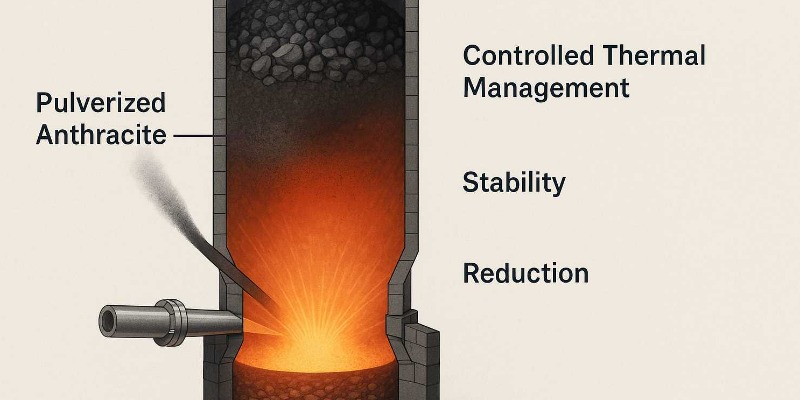 Antracite in Polvere e Prodotti Sostenibili: il Presente e il Futuro degli Altiforni
Antracite in Polvere e Prodotti Sostenibili: il Presente e il Futuro degli AltiforniDall’efficienza del carbone fossile alle nuove soluzioni ecocompatibili per la siderurgia globaledi Marco ArezioLa siderurgia moderna si trova davanti a una sfida duplice: da un lato deve garantire continuità produttiva e competitività economica, dall’altro è chiamata a ridurre drasticamente le emissioni climalteranti. Nel cuore di questo processo c’è l’altoforno, il colosso industriale che trasforma minerali di ferro in ghisa liquida attraverso un equilibrio di reazioni chimiche, combustione e temperature estreme. Tra i combustibili storicamente più utilizzati troviamo l’antracite in polvere, materiale che ha garantito affidabilità e prestazioni per decenni. Tuttavia, le pressioni ambientali e le nuove tecnologie stanno aprendo la strada a possibili sostituti sostenibili, come biomasse carbonizzate, idrogeno verde e syngas. L’integrazione di questi materiali sta dando vita a un dibattito cruciale: come coniugare efficienza e sostenibilità in un settore così energivoro? Proprietà chimico-fisiche dell’antracite in polvere L’antracite è il carbone fossile più ricco di carbonio fisso (oltre il 90%), caratterizzato da un basso contenuto di materie volatili e impurità minerali. Queste caratteristiche ne fanno un combustibile molto concentrato, con un’elevata densità energetica e una combustione stabile e controllata. Ridotta in polvere fine (sotto i 200 micron), diventa adatta all’iniezione negli altiforni. La sua purezza chimica si traduce in minori quantità di zolfo e fosforo nella ghisa prodotta, garantendo un vantaggio anche in termini di qualità metallurgica. Perché viene usata negli altiforni L’impiego dell’antracite in polvere risponde a più esigenze operative: - Ridurre il consumo di coke metallurgico, più costoso e complesso da produrre. - Apportare carbonio reattivo per la riduzione degli ossidi di ferro. - Stabilizzare il fronte di combustione, evitando picchi termici pericolosi. - Contenere i costi energetici, grazie a un combustibile facilmente reperibile. La sua funzione non è quindi solo quella di bruciare e generare calore, ma anche di mantenere un equilibrio chimico e termico essenziale per il ciclo dell’altoforno. Il PCI: la tecnologia dell’iniezione di carbone polverizzato La tecnica del PCI (Pulverized Coal Injection) rappresenta oggi lo standard negli altiforni moderni. L’antracite polverizzata viene stoccata in silos, trasportata tramite sistemi pneumatici e iniettata nelle tuyères insieme all’aria preriscaldata a 1200 °C. La combustione è immediata e genera sia calore sia gas riducenti (soprattutto monossido di carbonio), indispensabili per il processo metallurgico. Il PCI consente inoltre un controllo preciso del dosaggio e della distribuzione dell’energia, adattandosi alle variazioni della carica minerale e della produzione richiesta. Effetti sul raffreddamento e sulla stabilità del forno Il termine “raffreddamento”, quando si parla di antracite in polvere negli altiforni, non va inteso in senso letterale: l’antracite non abbassa le temperature interne, anzi contribuisce a mantenerle elevate. Quello che realmente avviene è un controllo più equilibrato della distribuzione termica, che si traduce in un funzionamento più stabile e prevedibile del forno. La combustione dell’antracite, grazie al suo basso contenuto di materie volatili, è meno esplosiva e più progressiva rispetto a carboni meno maturi o ligniti. Questo significa che l’energia rilasciata non si concentra in un unico punto, ma si distribuisce in modo uniforme lungo il fronte di fiamma. Una combustione di questo tipo riduce le probabilità di creare zone “surriscaldate” che, se localizzate, possono compromettere la durata dei mattoni refrattari che rivestono l’interno dell’altoforno. Il rivestimento refrattario è uno degli elementi più delicati dell’impianto: esso rappresenta la barriera tra il metallo liquido incandescente e la struttura portante del forno. Un suo deterioramento precoce non solo aumenta i costi di manutenzione e sostituzione, ma soprattutto può causare fermate improvvise dell’impianto, con conseguenze economiche e logistiche enormi. In questo senso, l’uso dell’antracite contribuisce in maniera indiretta ma determinante alla longevità dell’altiforno, allungando i cicli di campagna (ovvero i periodi operativi tra una manutenzione straordinaria e l’altra) e migliorando l’affidabilità complessiva. Un altro effetto positivo della stabilità termica riguarda la regolarità del processo di riduzione del minerale di ferro. Se la temperatura è ben distribuita e non si creano aree di squilibrio, il monossido di carbonio prodotto dalla combustione può reagire in maniera più omogenea con gli ossidi di ferro, migliorando l’efficienza del processo chimico. Ciò si traduce in una maggiore prevedibilità della qualità della ghisa prodotta e in una riduzione delle variazioni impreviste nella composizione chimica del metallo. Infine, un controllo termico più stabile consente anche di ottimizzare l’impiego di altri materiali iniettati nel forno. Ad esempio, se si vogliono sperimentare parziali sostituzioni dell’antracite con biomasse carbonizzate o syngas, l’equilibrio garantito dall’antracite riduce il rischio che queste aggiunte generino instabilità. In altre parole, l’antracite funge da “ammortizzatore termico”, un combustibile che assicura continuità e regolarità anche quando il sistema introduce componenti più variabili. In sintesi, parlare di raffreddamento significa in realtà riferirsi a una forma di raffreddamento dei rischi: meno usura dei refrattari, meno fermate impreviste, meno variazioni qualitative. L’antracite polverizzata diventa così una garanzia di equilibrio operativo, senza la quale la gestione dell’altoforno risulterebbe molto più complessa e costosa. Benefici economici e ambientali Dal punto di vista economico, l’antracite consente un risparmio diretto grazie alla riduzione del consumo di coke. La disponibilità in più aree geografiche e il costo inferiore ne fanno una scelta vantaggiosa. Sul piano ambientale, pur trattandosi sempre di un combustibile fossile, l’antracite ha il pregio di contenere meno impurità e di produrre emissioni relativamente più pulite rispetto ad altri carboni. Tuttavia, resta un generatore significativo di CO₂, e questo ne limita il ruolo in un contesto di transizione ecologica. Prodotti sostenibili in sostituzione dell’antracite La ricerca sta orientando la siderurgia verso alternative più rispettose del clima: - Biomasse carbonizzate (biochar): ricavate da residui agricoli e forestali, offrono un bilancio di carbonio potenzialmente neutro. Tuttavia, hanno densità energetica inferiore e approvvigionamento meno stabile. - Idrogeno verde: il più promettente riducente, capace di liberare solo vapore acqueo invece che CO₂. Le sfide restano legate ai costi e alle infrastrutture. - Syngas da rifiuti: prodotto dalla gassificazione di plastiche miste o scarti industriali, permette di recuperare materiali non riciclabili e ridurre l’uso di carbone. La sua composizione variabile è però un limite tecnico. - Carboni verdi e lignite trattata: soluzioni intermedie che cercano di avvicinarsi alle prestazioni dell’antracite, pur con minore stabilità combustiva. Confronto diretto tra antracite e soluzioni sostenibili Energia e resa chimica: l’antracite primeggia ancora sulla densità energetica, ma l’idrogeno supera tutti per efficienza nella riduzione. Emissioni: l’antracite produce molta CO₂; biochar e syngas offrono riduzioni parziali; l’idrogeno elimina quasi del tutto le emissioni climalteranti. Fattibilità attuale: l’antracite resta la scelta più accessibile e gestibile; le alternative sono ancora in fase di sviluppo o limitate da infrastrutture insufficienti. Compatibilità impiantistica: il PCI è già calibrato per l’antracite; le biomasse richiedono adattamenti, mentre l’idrogeno imporrà un ripensamento radicale degli altiforni. Visione futura: dall’antracite all’idrogeno L’antracite in polvere continua a essere una risorsa preziosa per mantenere competitiva la siderurgia, ma il suo ruolo è sempre più quello di un ponte tecnologico. Nei prossimi anni, l’evoluzione del settore dipenderà dalla capacità di sostituire progressivamente i combustibili fossili con soluzioni a basso impatto climatico. L’idrogeno verde rappresenta la meta più ambiziosa, mentre le biomasse e i carboni alternativi possono costituire tappe intermedie in questa transizione. Conclusione La storia dell’antracite in polvere è quella di un combustibile che ha garantito stabilità, efficienza e affidabilità agli altiforni per decenni. Oggi, però, il suo futuro è legato alla possibilità di convivere con soluzioni più sostenibili. Biomasse, syngas e idrogeno non sono ancora pronti a sostituirla completamente, ma rappresentano già la traccia di un percorso irreversibile: una siderurgia che deve imparare a produrre ferro e acciaio riducendo al minimo la propria impronta di carbonio.© Riproduzione Vietata
SCOPRI DI PIU' Effetti della reticolazione sulla resistenza meccanica e alla fatica degli elastomeri
Effetti della reticolazione sulla resistenza meccanica e alla fatica degli elastomeriAnalisi dei processi di crosslinking e della loro influenza sulle proprietà meccaniche e sulla durabilità a fatica dei materiali elastomericidi Marco ArezioLa scienza dei materiali polimerici, e in particolare lo studio degli elastomeri, trova uno dei suoi punti centrali nella comprensione del ruolo della reticolazione. Questo processo, che consiste nella creazione di legami chimici o fisici permanenti tra le catene polimeriche, è il fondamento stesso delle prestazioni degli elastomeri in applicazioni tecnologiche che spaziano dai pneumatici all’industria aerospaziale, passando per dispositivi biomedicali e guarnizioni industriali. La reticolazione non è un semplice fenomeno strutturale: è un meccanismo che ridefinisce profondamente la resistenza meccanica, la rigidità, la resilienza e, soprattutto, la resistenza a fatica dei materiali elastomerici. La natura della reticolazione negli elastomeri Gli elastomeri sono caratterizzati dalla loro capacità di subire grandi deformazioni elastiche e di ritornare alla forma originaria una volta rimosso lo sforzo. In assenza di reticolazione, le catene polimeriche tendono a scorrere l’una rispetto all’altra, riducendo la stabilità dimensionale e favorendo fenomeni di creep o rilassamento. La reticolazione introduce punti di ancoraggio chimici o fisici che limitano questo scorrimento, creando una rete tridimensionale capace di conferire stabilità e migliorare le proprietà meccaniche. Il grado di reticolazione è un parametro critico: una densità troppo bassa comporta un materiale eccessivamente morbido e vulnerabile all’usura, mentre un eccesso di legami incrociati può rendere il materiale fragile, riducendo l’elasticità e aumentando la probabilità di rottura sotto sollecitazioni cicliche. Proprietà meccaniche e resistenza statica La resistenza meccanica degli elastomeri dipende in larga misura dalla densità e dalla distribuzione dei punti di reticolazione. Una rete ben bilanciata garantisce una buona resistenza alla trazione, al taglio e alla compressione. L’aumento dei legami incrociati riduce la mobilità segmentale delle catene, incrementando il modulo elastico del materiale. In questo modo, l’elastomero diventa più resistente alla deformazione permanente e acquisisce una maggiore durezza superficiale. Tuttavia, esiste un compromesso tra resistenza e deformabilità. La resilienza tipica degli elastomeri, cioè la capacità di assorbire e rilasciare energia, diminuisce quando la densità di reticolazione è troppo elevata. Ciò richiede una progettazione mirata del grado di crosslinking in funzione dell’applicazione specifica, come accade nella formulazione dei compound per pneumatici ad alte prestazioni, dove si ricerca il bilanciamento tra grip, resistenza all’usura e stabilità dimensionale. Resistenza a fatica e comportamento sotto sollecitazioni cicliche La fatica rappresenta uno dei limiti più critici per gli elastomeri impiegati in applicazioni dinamiche. Durante l’esercizio, i materiali elastomerici sono soggetti a cicli ripetuti di carico e scarico che inducono microfratture localizzate, le quali, con il tempo, si propagano fino alla rottura macroscopica. La reticolazione influenza direttamente la resistenza a fatica attraverso due meccanismi principali: - Stabilizzazione delle catene polimeriche, che riduce la mobilità molecolare e limita l’accumulo di danno. - Distribuzione degli sforzi interni, che permette alla rete reticolata di dissipare l’energia applicata in maniera più uniforme. Tuttavia, un eccesso di reticolazione può avere un effetto controproducente. La rigidità indotta dai numerosi legami rende più difficile il riarrangiamento molecolare durante la deformazione ciclica, favorendo la nucleazione di microfessure. Per questo motivo, la progettazione delle formulazioni elastomeriche deve tener conto non solo delle condizioni statiche, ma soprattutto dei carichi ciclici che il materiale dovrà sostenere nel lungo periodo. Effetti microstrutturali e chimici della reticolazione Dal punto di vista chimico, la reticolazione può avvenire tramite processi di vulcanizzazione a base di zolfo, attraverso perossidi organici o per mezzo di radiazioni ionizzanti. Ciascun metodo genera morfologie di reticolazione differenti, che a loro volta influenzano le prestazioni finali. La vulcanizzazione solforica, ad esempio, produce legami polisolfurici, più flessibili ma anche più suscettibili a rottura termica e ossidativa; i perossidi, invece, formano legami carbonio-carbonio molto più stabili, ma conferiscono al materiale una maggiore rigidità. Questi aspetti si riflettono sulla resistenza a fatica: i sistemi a legami più flessibili garantiscono una migliore dissipazione delle sollecitazioni cicliche, mentre quelli più rigidi resistono meglio agli ambienti aggressivi, ma riducono la vita a fatica. L’ottimizzazione richiede quindi un compromesso tra stabilità chimica, resistenza all’invecchiamento e comportamento sotto stress ripetuto. La vita utile e la progettazione di materiali elastomerici Determinare e controllare la vita utile di un materiale elastomerico è una delle sfide più complesse nella scienza dei polimeri applicata. La vita utile non è un parametro assoluto, ma dipende da una molteplicità di fattori che vanno dalla formulazione chimica alla densità di reticolazione, dall’ambiente di esercizio alle modalità di sollecitazione. Ogni elastomero, in quanto materiale viscoelastico, combina caratteristiche elastiche tipiche dei solidi con proprietà dissipative proprie dei fluidi, e ciò implica che il suo comportamento nel tempo non è mai rigidamente prevedibile senza un’analisi dettagliata delle condizioni operative. Un pneumatico da competizione, ad esempio, è progettato per resistere a sollecitazioni cicliche estremamente intense per un arco temporale breve, mentre un giunto di tenuta per l’industria petrolchimica deve mantenere prestazioni stabili per anni in un ambiente aggressivo e variabile. In entrambi i casi, la progettazione della reticolazione diventa un vero e proprio strumento di “taratura funzionale”: la rete tridimensionale creata dai legami incrociati deve essere calibrata per rispondere in modo selettivo agli stimoli meccanici e chimici dell’ambiente operativo. La reticolazione ottimale permette non solo di incrementare la resistenza statica, ma soprattutto di modulare il comportamento a fatica. Un materiale elastomerico sottoposto a carichi ciclici accumula inevitabilmente micro danni localizzati: piccole fratture, zone di cavitazione e microvuoti che si propagano sotto l’azione delle sollecitazioni ripetute. La densità e la natura dei legami di reticolazione stabiliscono in che misura tali difetti vengono confinati o propagati. Una rete troppo rigida ostacola i movimenti di rilassamento delle catene polimeriche, favorendo la nucleazione di microfratture; una rete troppo debole, al contrario, non riesce a contenere la deformazione plastica, generando cedimenti prematuri. In questa prospettiva, la vita utile di un elastomero non può essere intesa unicamente come tempo alla rottura, ma come capacità di mantenere prestazioni funzionali entro margini accettabili lungo tutto il ciclo di utilizzo. Gli strumenti di progettazione moderna, basati su modelli di meccanica della frattura, analisi viscoelastica e simulazioni multiscala, consentono oggi di correlare parametri microstrutturali, come la distribuzione dei legami e la loro energia di dissociazione, a proprietà macroscopiche come resistenza a fatica, resilienza e stabilità dimensionale. Un’area di ricerca particolarmente promettente riguarda la reticolazione dinamica e reversibile. In contrasto con i legami covalenti permanenti tipici degli elastomeri tradizionali, i sistemi dinamici introducono legami “labili” che possono rompersi e riformarsi sotto specifici stimoli (temperatura, pH, campi elettrici). Questa caratteristica conferisce agli elastomeri proprietà di autoriparazione: microfessure e difetti che si formano durante l’esercizio vengono progressivamente sanati dal riarrangiamento delle catene polimeriche, ritardando il collasso macroscopico del materiale. Gli elastomeri vitrimici, ad esempio, si basano su reti covalenti adattive in cui i legami chimici, pur permanendo nella loro densità complessiva, possono scambiarsi in seguito a stimoli termici. Questo consente non solo la riparazione dei danni, ma anche la possibilità di riciclare e rielaborare materiali che tradizionalmente venivano considerati non recuperabili a fine vita. Allo stesso modo, gli elastomeri a base di legami idrogeno o di interazioni ioniche reversibili offrono un bilanciamento interessante tra resistenza meccanica e capacità di auto-rigenerazione. Dal punto di vista industriale, queste innovazioni rappresentano un potenziale cambio di paradigma. Se, in passato, la progettazione degli elastomeri era orientata a massimizzare la durata “statica” attraverso un compromesso tra densità di reticolazione e stabilità chimica, oggi la ricerca si orienta verso la creazione di materiali capaci di rigenerarsi e adattarsi dinamicamente al contesto operativo. Ciò significa ridurre i costi di sostituzione, allungare la vita dei prodotti e, soprattutto, aumentare la sostenibilità complessiva dei processi industriali. Non bisogna trascurare, inoltre, l’impatto ambientale legato alla fine vita degli elastomeri. La possibilità di modulare la reticolazione in modo che sia reversibile apre prospettive concrete per il riciclo chimico e meccanico di materiali che fino ad oggi erano considerati difficili da recuperare. In questo senso, la progettazione della reticolazione non è solo una leva tecnica per migliorare le prestazioni meccaniche, ma diventa una strategia chiave per coniugare durabilità e sostenibilità, elementi sempre più richiesti in settori che spaziano dall’automotive al biomedicale, fino all’edilizia e all’energia. In conclusione, la vita utile degli elastomeri non è un dato fisso, ma una variabile che può essere modulata attraverso un design intelligente della reticolazione. Il futuro dei materiali elastomerici si muove verso un approccio dinamico, dove i legami non sono soltanto vincoli strutturali, ma strumenti attivi di adattamento e rigenerazione. Questo apre la strada a una nuova generazione di elastomeri, non solo più resistenti, ma anche più “intelligenti” e sostenibili, capaci di estendere i confini delle loro applicazioni e di rispondere alle esigenze di una società sempre più attenta all’efficienza e all’impatto ambientale. Considerazioni finali Gli effetti della reticolazione sulla resistenza meccanica e alla fatica degli elastomeri rappresentano un campo di ricerca e sviluppo strategico. Il grado e la natura dei legami incrociati determinano non solo le proprietà statiche del materiale, ma soprattutto la sua capacità di sopportare carichi ciclici nel tempo. Un equilibrio tra densità di reticolazione, stabilità chimica e resilienza meccanica è la chiave per sviluppare elastomeri ad alte prestazioni, in grado di rispondere alle sfide della mobilità, dell’industria e della sostenibilità.© Riproduzione Vietata
SCOPRI DI PIU' L'Importanza degli Agenti di Adesione nelle Materie Plastiche: Innovazione e Sostenibilità
L'Importanza degli Agenti di Adesione nelle Materie Plastiche: Innovazione e SostenibilitàCome la chimica degli agenti di adesione migliora l'efficacia dei materiali plastici e favorisce il riciclo in un'economia circolaredi Marco ArezioGli agenti di adesione sono composti fondamentali nell'industria delle materie plastiche e delle superfici composite, utilizzati per migliorare l'adesività tra materiali diversi. Questi agenti chimici, grazie alla loro capacità di formare ponti molecolari tra superfici eterogenee, rendono possibile la coesione tra materiali organici e inorganici, come plastiche, metalli, vetro o materiali polimerici. In un contesto di economia circolare, dove la riciclabilità dei materiali plastici è un obiettivo primario, l'uso di agenti di adesione gioca un ruolo chiave nell'ottimizzare la compatibilità tra diversi polimeri e additivi. Struttura Chimica e Funzionamento degli Agenti di Adesione Gli agenti di adesione operano grazie alla loro struttura chimica bifunzionale, che include un gruppo funzionale capace di legarsi a superfici inorganiche, come vetro, metalli o fibre, e un altro gruppo che può interagire con matrici polimeriche organiche. Ad esempio, i silani semi-organici e i titanati sono tra i più utilizzati per legare resine reattive rinforzate con fibre di vetro. Questi agenti agiscono creando un'interfaccia chimica che migliora la forza di adesione attraverso l'interazione tra i gruppi chimici presenti sulle superfici.L’efficacia dell'agente dipende dalla chimica superficiale del substrato e dalla natura del polimero. I gruppi funzionali devono essere scelti in base ai materiali da legare, garantendo compatibilità e reattività chimica. Per esempio, l'utilizzo di silani con gruppi idrolizzabili permette la formazione di legami covalenti tra superfici inorganiche e gruppi organici presenti nel polimero. Applicazioni degli Agenti di Adesione Gli agenti di adesione trovano vasta applicazione in vari settori industriali. Nella produzione di materiali plastici rinforzati o compositi come quelli utilizzati nei settori automobilistico e aerospaziale, essi sono cruciali per migliorare la resistenza meccanica e la durata dei componenti. Inoltre, vengono impiegati nella produzione di film multistrato per l'imballaggio, dove più strati di materiali plastici con proprietà diverse devono essere accoppiati senza che vi sia delaminazione.Inoltre, sono ampiamente utilizzati nel coating e nelle vernici, in cui è essenziale garantire una buona adesione tra il rivestimento e il substrato sottostante, sia esso metallico, plastico o composito. In molti casi, vengono utilizzati stearati come fase di pretrattamento per migliorare ulteriormente l'adesione di un additivo inorganico. In questo modo, il rivestimento non solo aderisce meglio, ma fornisce anche una protezione aggiuntiva contro la corrosione o il degrado termico. Compatibilità e Riciclo delle Materie Plastiche Una sfida rilevante nell’uso degli agenti di adesione è rappresentata dalla compatibilità tra i diversi materiali, soprattutto quando si tratta di materie plastiche miste o riciclate. In un'economia circolare, la gestione delle plastiche miste richiede una particolare attenzione per garantire che i diversi componenti non compatibili o debolmente compatibili possano essere trattati insieme senza comprometterne le prestazioni. Gli agenti di adesione possono essere utilizzati per migliorare la compatibilità tra polimeri differenti e per facilitare il riciclo delle materie plastiche, specialmente quando si ha a che fare con plastiche che normalmente non formerebbero legami forti.In questo contesto, i copolimeri VC, polimeri vinilpiridinici o polimeri acrilonitrile-acido metacrilico, vengono impiegati per migliorare la compatibilità tra plastiche miste. Questi copolimeri offrono la possibilità di creare un'interfaccia coesa tra polimeri differenti, facilitando così il riciclo e aumentando il valore del materiale riciclato. L'aggiunta di questi agenti consente di ottenere un prodotto finale con proprietà meccaniche ed estetiche ottimali, anche a partire da materiali di scarto o derivati dal riciclo. Innovazioni e Prospettive Future Con il continuo avanzamento delle tecnologie di produzione, l'uso degli agenti di adesione è destinato a crescere. Innovazioni nella chimica dei copolimeri e lo sviluppo di agenti di adesione bio-based rappresentano aree di ricerca promettenti. Questi nuovi materiali potrebbero ridurre l'impatto ambientale dei prodotti, rendendo l'intero processo più sostenibile.Inoltre, con la crescente attenzione verso il riciclo e la sostenibilità, si prevede che gli agenti di adesione continueranno a svolgere un ruolo fondamentale nel migliorare la compatibilità tra materiali, facilitando così l'integrazione di materiali riciclati all'interno di catene di produzione esistenti. Un esempio potrebbe essere l'impiego di resine epossidiche (EP) o resine fenoliche insieme a copolimeri per accoppiare materiali con proprietà chimiche molto diverse. Conclusioni Gli agenti di adesione rappresentano un elemento chiave per migliorare l'efficacia e la sostenibilità dei materiali plastici. Grazie alla loro capacità di creare legami chimici tra materiali diversi, essi migliorano la resistenza, la durabilità e la compatibilità tra i polimeri, rendendo possibile lo sviluppo di nuovi prodotti più performanti e facili da riciclare. L'innovazione in questo campo contribuirà sicuramente a una maggiore sostenibilità dei processi produttivi e all'integrazione di soluzioni più ecologiche nelle catene industriali, un aspetto cruciale per il futuro dell’economia circolare.© Riproduzione Vietata
SCOPRI DI PIU' Lavorazione dei Termoindurenti: Masse da Stampaggio, Tecnologie di Processo e Innovazioni 2025
Lavorazione dei Termoindurenti: Masse da Stampaggio, Tecnologie di Processo e Innovazioni 2025Guida tecnica alla lavorazione dei materiali termoindurenti: masse da stampaggio, stampaggio a compressione e a iniezione, tempi di indurimento e innovazioni Industry 4.0Marzo 2026 | Categoria: Tecnologie di Trasformazione Materie PlasticheAutore: Marco Arezio I materiali termoindurenti occupano una posizione strategica nell'industria delle materie plastiche grazie alla loro capacità di formare strutture reticolate tridimensionali irreversibili durante la fase di indurimento. A differenza dei termoplastici, una volta polimerizzati non possono essere rifusi: questa caratteristica, che a prima vista potrebbe sembrare un limite, si traduce in prestazioni meccaniche, termiche ed elettriche superiori in applicazioni dove i polimeri convenzionali non reggono il confronto. Questo articolo tecnico analizza in modo approfondito la filiera di lavorazione dei termoindurenti, dalla preparazione delle masse da stampaggio fino alle più recenti innovazioni legate all'Industria 4.0, ai digital twin e all'intelligenza artificiale applicata al controllo di processo. Dato di mercato: il mercato globale dello stampaggio a iniezione di termoindurenti è valutato in crescita costante, trainato dalla domanda proveniente da automotive, elettronica e costruzioni — settori che richiedono resistenza termica, stabilità dimensionale e isolamento elettrico superiori.1. Che cos'è un materiale termoindurente e perché la sua lavorazione è diversa I termoindurenti sono polimeri chimicamente reticolati: durante la fase di formatura subiscono una reazione di polimerizzazione che crea legami covalenti tra le catene macromolecolari, generando una struttura a rete tridimensionale stabile e infusibile. Questa reazione è irreversibile: il calore applicato successivamente non può sciogliere il materiale, ma può unicamente degradarlo. Le conseguenze pratiche sulla tecnologia di trasformazione sono rilevanti. Le materie prime devono già trovarsi, in buona parte, nella loro forma definitiva prima dell'ingresso nello stampo. I macchinari devono essere progettati per impedire l'attivazione prematura della reazione nel cilindro di plastificazione, mantenendo la massa a una temperatura controllata inferiore alla soglia di gelificazione, e per fornire invece al contenuto dello stampo il calore sufficiente all'indurimento completo. Classificazione delle materie prime: In base alla tecnologia di lavorazione, i semilavorati termoindurenti si suddividono in: (a) masse da stampaggio termoindurenti, masse scorrevolifluide lavorate a caldo con indurimento rapido; (b) resine per colata, tipicamente liquide o rese liquide per riscaldamento moderato, con indurimento a temperatura ambiente o mediante acceleratori; (c) sistemi poliuretanici, che richiedono una tecnologia dedicata alla miscelazione e dosaggio dei componenti reattivi immediatamente prima della formatura. 2. Le masse da stampaggio termoindurenti: composizione e preparazione 2.1 Composizione delle masse da stampaggio Le masse da stampaggio termoindurenti sono sistemi compositi formati dalla resina come legante e da cariche che conferiscono le proprietà meccaniche, termiche ed estetiche desiderate. La resina — generalmente fenolica, aminoplastica, epossidica o poliestere insatura — viene combinata con cariche polveriformi o fibrose quali farina minerale, farina di legno, fibre di vetro corte, carta, tessuti, matasse di fibre o ritagli di tessuti rinforzati. La scelta della carica determina in larga misura il profilo applicativo del compound finale. Le cariche minerali migliorano la resistenza termica e la rigidità; le fibre di vetro incrementano la resistenza meccanica e la tenacità; le fibre organiche (cellulosa, juta) abbassano la densità e il costo. Nei compound moderni, come i Bulk Moulding Compounds (BMC) e gli Sheet Moulding Compounds (SMC), le fibre di vetro corte o lunghe sono distribuite in modo da ottimizzare isotropia e resistenza. 2.2 Il processo di preparazione La preparazione delle masse da stampaggio con cariche polveriformi o fibre corte prevede una pre-miscelazione allo stato secco, seguita dalla plastificazione e omogeneizzazione in mescolatrici a cilindri o estrusori bivite. Contemporaneamente, la resina viene prepolimerizzata o precondensata per portarla alla viscosità adatta alla produzione di masse scorrevoli (stato B oppure C). I rotoli di laminazione o i chip estrusi vengono successivamente macinati e frazionati a granulometria uniforme. Per le masse con fibre grossolane o ritagli, la produzione avviene principalmente in miscelatori a pale tramite impregnazione con resine liquide solubili, seguita da essiccamento controllato. Le masse rinforzate con fibre lunghe continue vengono invece prodotte mediante impregnazione di matasse e successiva frantumazione delle strisce. La resinatura degli strati avviene in macchine impregnatrici specializzate. Nota tecnica: la qualità della miscelazione e il controllo dello stato di prepolimerizzazione della resina sono fattori critici che influenzano direttamente la scorrevolezza in stampo, il tempo di indurimento e le proprietà meccaniche del manufatto finale.3. Stampaggio a iniezione di termoindurenti: parametri e criticità3.1 Il ciclo di stampaggio a iniezione Nello stampaggio a iniezione di termoindurenti, il ciclo produttivo è governato da due variabili fondamentali che si influenzano reciprocamente: il tempo di permanenza nel cilindro e il tempo di indurimento nello stampo. Il tempo del ciclo è determinato principalmente dal secondo, poiché — a differenza dei termoplastici dove domina il raffreddamento — nel caso dei termoindurenti è la cinetica di reticolazione chimica a dettare i tempi. La massa da stampaggio viene caricata in un cilindro mantenuto a temperatura controllata (generalmente inferiore a 120 °C), dove deve restare scorrevole per un periodo di 3–6 minuti senza avviare la reticolazione. Una volta iniettata nello stampo riscaldato, la temperatura elevata dello stampo attiva rapidamente la reazione: il manufatto indurisce, viene estratto a caldo e il ciclo ricomincia. 3.2 La dipendenza del tempo di indurimento dallo spessore di parete Il parametro di progetto più critico è lo spessore massimo della parete. Come mostrato nella letteratura tecnica (Fig. 4.99 del testo di riferimento), per lo stampaggio a iniezione di termoindurenti fenoplastici il tempo di ciclo rimane sostanzialmente indipendente dallo spessore fino a circa 10 mm, grazie al fatto che le grandezze di regolazione sono governate dal tempo di indurimento e non dal raffreddamento. Per lo stampaggio a compressione senza preriscaldamento, la dipendenza è invece marcatamente lineare: per pareti di 20 mm si arrivano a richiedere 6–8 minuti di ciclo. Il preriscaldamento dielettrico ad alta frequenza (HF) o con microonde, e la preplastificazione a vite, rappresentano le tecniche più efficaci per ridurre i tempi di ciclo nello stampaggio a compressione, permettendo di avvicinarsi alle prestazioni dello stampaggio a iniezione anche per pareti spesse.4. Stampaggio a compressione: il processo fondamentale4.1 Principio di funzionamento Lo stampo a compressione è costituito da una parte inferiore e una superiore, entrambe riscaldate, montate su una pressa idraulica. L'alimentazione avviene con stampo aperto, dosando la massa da stampaggio tramite dosatori a pistone, dispositivi di riempimento volumetrici o bilance automatiche. Dopo la chiusura dello stampo, la massa riscaldata alla temperatura di scorrevolezza riempie la cavità sotto pressione, indurisce e viene estratta a caldo. La pressione di compressione varia in funzione dello stato della massa: circa 50 bar per masse umide non preriscaldate, fino a 150 bar per masse preriscaldate, con picchi fino a 400 bar per applicazioni speciali. Per le resine fenoliche e aminoplastiche, che sviluppano componenti volatili durante l'indurimento, è opportuno prevedere uno sfiato dello stampo tramite breve sollevamento del punzone, per evitare la formazione di porosità interne. 4.2 Macchine a giostra rotante Le macchine automatiche a compressione adottano quasi universalmente configurazioni a giostra rotante, con fino a 20 stampi montati su un carrello rotante. Gli stampi ruotano ciclicamente tra la stazione di alimentazione, la stazione di chiusura e indurimento, e la stazione di estrazione e pulizia. Questa architettura consente di sfruttare il lungo tempo di indurimento distribuendolo su più stazioni in parallelo, ottenendo un'elevata produttività complessiva pur con cicli unitari lunghi. 4.3 Verniciatura con polvere nello stampo Una tecnologia di finitura sempre più diffusa per i manufatti in compressione è la verniciatura con polvere nello stampo (In-Mould Coating con polvere). Una vernice in polvere a granulometria fine (100–200 µm) viene depositata elettrostaticamente sullo stampo caldo aperto. Durante il successivo processo a compressione, la polvere forma con la resina uno strato integrale, privo di porosità, resistente all'attrito e già colorato, eliminando le operazioni di verniciatura a posteriori e riducendo gli scarti. 5. Gestione delle sostanze volatili e qualità del manufatto Uno degli aspetti più critici nella lavorazione dei termoindurenti — in particolare per lo stampaggio a compressione e transfer — è il controllo delle sostanze volatili (acqua di condensazione, solventi residui, ammoniaca nei sistemi aminoplastici) che si sviluppano durante la reazione di reticolazione. Per lo stampaggio a compressione, l'aerazione dello stampo è indispensabile: avviene aprendo leggermente il punzone per 2–3 secondi immediatamente prima di applicare la pressione definitiva. Un'aerazione difettosa o ritardata provoca la formazione di soffiature o porosità che compromettono le proprietà meccaniche e l'estetica superficiale del pezzo. Nello stampaggio a transfer e a iniezione, le sostanze volatili sfuggono principalmente attraverso la tramoggia di alimentazione e il canale distributore (che deve essere riscaldato a circa 120 °C per impedire la gelificazione prematura). I moderni sistemi di canale caldo per termoindurenti gestiscono questo bilanciamento termico con precisione, consentendo di lavorare senza materozza e riducendo gli scarti di materiale.6. Novità recenti: Industry 4.0, Digital Twin e Intelligenza Artificiale nello stampaggio di termoindurenti 6.1 Il contesto dell'innovazione Il settore dello stampaggio dei termoindurenti, tradizionalmente più conservativo rispetto a quello dei termoplastici, sta attraversando una fase di accelerazione tecnologica significativa, trainata dall'adozione delle tecnologie abilitanti dell'Industria 4.0. Le motivazioni sono chiare: riduzione degli scarti, compressione dei tempi di avviamento, ottimizzazione dei parametri di cura e tracciabilità di processo. 6.2 Digital Twin per il monitoraggio del processo di stampaggio Il digital twin di processo è un modello virtuale dinamico dell'impianto di stampaggio, alimentato in tempo reale dai dati provenienti da sensori installati su pressa, stampo e sistema di condizionamento termico. Per i termoindurenti, dove la cinetica di reticolazione dipende da temperatura, pressione e tempo in modo non lineare, il digital twin offre un vantaggio straordinario: consente di simulare il grado di avanzamento della reazione senza interrompere la produzione, e di anticipare l'insorgenza di difetti prima che si manifestino sul pezzo. Studi pubblicati nel 2024 e 2025 su processi liquidi di stampaggio compositi (RTM, VARTM) dimostrano che l'integrazione di sensori con modelli surrogati basati su reti neurali deep-learning consente di rilevare deviazioni di processo con anticipo sufficiente a correggere i parametri prima della formazione di difetti. Sistemi analoghi vengono ora applicati allo stampaggio a compressione e a iniezione di masse termoindurenti convenzionali. 6.3 Intelligenza Artificiale e ottimizzazione dei parametri I sistemi di ottimizzazione basati su machine learning, come quelli integrati in piattaforme quali Moldex3D 2025 e sistemi analoghi, permettono di definire automaticamente le finestre di processo ottimali (temperatura stampo, profilo di pressione, tempo di indurimento) a partire da un numero limitato di prove fisiche. L'AI Optimization Wizard di Moldex3D, ad esempio, gestisce obiettivi multipli simultaneamente — riduzione del tempo di ciclo, minimizzazione della distorsione, controllo della porosità — generando soluzioni di compromesso validate virtualmente prima di qualsiasi test in produzione. La manutenzione predittiva basata sull'analisi dei dati di sensori IoT permette di pianificare gli interventi sulle presse e sugli stampi prima che si verifichino guasti, riducendo i fermi non pianificati — un fattore critico in produzioni con lunghi tempi di indurimento per stampo. 6.4 Riciclabilità e circolarità dei termoindurenti: lo stato dell'arte La natura irreversibile della reticolazione dei termoindurenti ha rappresentato storicamente un ostacolo alla circolarità dei materiali. Tuttavia, le più recenti ricerche indicano progressi concreti: le cariche dei fenoplasti — le più diffuse masse da stampaggio termoindurenti — possono essere macinate in polvere e reimmesse come filler sostitutivi nella massa vergine, con perdite di proprietà minime fino a concentrazioni del 13% di rigenerato. Per il BMC applicato a coperchi valvola automotive, le specifiche OEM accettano fino al 7% di rigenerato come sostituto parziale della carica. Sul fronte dei materiali, i cosiddetti vitrimeri (vitrimer) rappresentano la frontiera più promettente: sono polimeri con legami covalenti dinamici che permettono una rifusione controllata a temperature elevate, mantenendo le prestazioni meccaniche tipiche dei termoindurenti classici ma consentendo il riciclo e la ri-formatura. Prospettiva 2025-2030: l'integrazione tra digital twin di processo, AI predittiva e nuove formulazioni di masse da stampaggio semi-riciclabili costituirà la traiettoria dominante nell'innovazione della lavorazione dei termoindurenti per l'automotive e l'elettronica di potenza.7. Applicazioni industriali: dai settori tradizionali ai nuovi mercati I termoindurenti trovano impiego in una gamma applicativa molto ampia, che va dai componenti elettrici e elettronici classici (interruttori, prese, supporti di avvolgimenti) fino a componenti strutturali per automotive e aerospace. Le caratteristiche che li rendono insostituibili includono: resistenza al calore superiore alla soglia di deformazione dei termoplastici standard, stabilità dimensionale sotto carico a lungo termine, eccellente isolamento elettrico anche ad alta temperatura, resistenza agli agenti chimici aggressivi. Nel settore aerospaziale, i compositi termoindurenti con fibra di vetro e carbonio (BMC, SMC, prepreg epossidici) vengono impiegati per pannelli di cabina, supporti di sistemi elettrici e pannelli di isolamento, grazie alla loro capacità di rispettare i severi requisiti di resistenza al fuoco, ai fumi e alla tossicità (FST). Nel settore degli elettrodomestici, lo stampaggio a iniezione di fenoplasti e aminoplasti consente di produrre manici di forni, componenti di motori e alloggiamenti di resistenze con costi e velocità di ciclo competitivi rispetto ai termoplastici ad alte prestazioni. Per le applicazioni in ambienti aggressivi — marino, petrolchimico, alimentare — la resistenza chimica dei termoindurenti (epossidici, fenolici, furani) consente di produrre isolatori per sistemi di distribuzione elettrica, supporti per piloni subacquei, sistemi di controllo fluidi e pannelli antiusura con costi del ciclo di vita significativamente inferiori a quelli dei metalli equivalenti. Domande Frequenti (FAQ) Qual è la differenza principale tra termoindurenti e termoplastici nella lavorazione? I termoplastici possono essere fusi e riformati più volte: il calore li rende plastici e il raffreddamento li solidifica senza modificarne la struttura chimica. I termoindurenti, al contrario, subiscono durante la formatura una reazione chimica irreversibile di reticolazione: una volta polimerizzati, il calore successivo non li scioglie ma li degrada. Questo implica che lo stampo deve essere riscaldato per indurire il pezzo (al contrario dei termoplastici dove lo stampo raffredda), e che l'attrezzatura deve impedire l'avvio prematuro della reazione nel cilindro di plastificazione. Cos'è il BMC e come viene processato? Il BMC (Bulk Moulding Compound) è una massa da stampaggio termoindurente costituita da resina poliestere insatura o epossidica, fibre di vetro corte (15–25%), cariche minerali e additivi. Si presenta come un impasto denso e viene processato per stampaggio a iniezione o a compressione. Trova largo impiego nell'automotive (coperchi valvola, involucri alternatori) e nell'elettrodomestico (componenti motori, ventilatori) per la sua capacità di combinare leggerezza, resistenza meccanica e stabilità termica. Perché lo stampaggio a iniezione di termoindurenti richiede macchinari speciali? Le macchine standard per termoplastici operano con cilindri a temperatura elevata per mantenere il materiale fuso. Per i termoindurenti questo approccio causerebbe la reticolazione prematura nel cilindro, con blocco dell'attrezzatura. Le presse per termoindurenti mantengono il cilindro a temperatura controllata e bassa (80–120 °C) per preservare la scorrevolezza della massa, mentre lo stampo viene riscaldato a 160–200 °C per attivare e completare la reticolazione solo nella cavità di formatura. Qual è il ruolo del digital twin nella lavorazione dei termoindurenti? Il digital twin di processo crea un modello virtuale dinamico dell'impianto, alimentato da sensori in tempo reale. Nel caso dei termoindurenti, permette di monitorare l'avanzamento della cinetica di reticolazione senza interruzioni di produzione, prevedere l'insorgenza di difetti (porosità, distorsione, riempimento incompleto) prima che si manifestino, e ottimizzare automaticamente i parametri di processo. Aziende che hanno implementato sistemi di digital twin per stampaggio riportano riduzioni del 25–35% nei tempi di avviamento e cali degli scarti superiori al 40%. I termoindurenti possono essere riciclati? La reticolazione irreversibile rende impossibile il riciclo per rifusione, come avviene per i termoplastici. Tuttavia, sono praticabili percorsi alternativi: la macinazione in polvere consente di reintrodurre il material come filler nella massa vergine (fino al 7–13% senza perdite significative di proprietà per i fenoplasti). I vitrimeri, una nuova generazione di termoindurenti con legami covalenti dinamici, permettono invece la rifusione e riformatura a temperature elevate, aprendo prospettive concrete di riciclabilità piena. Quanto influisce lo spessore della parete sui tempi di ciclo? Lo spessore della parete è il parametro dimensionale più critico. Per lo stampaggio a compressione senza preriscaldamento, il tempo di indurimento cresce linearmente con lo spessore: a 20 mm si richiedono 6–8 minuti, contro 1–2 minuti per pareti di 5 mm. Per lo stampaggio a iniezione, la dipendenza dallo spessore è molto meno marcata grazie alla migliore conduzione termica della massa iniettata sotto pressione — il tempo di ciclo rimane sostanzialmente costante fino a circa 10 mm di spessore massimo. Fonti e Riferimenti 1. Ehrenstein, G.W. – Politecnico di Monaco. Werkstoffe und Bauteile aus Kunststoffen. Testo di riferimento per i paragrafi 4.3 (Tecnologie di trasformazione, pp. 274–276). 2. MDPI – Journal of Manufacturing and Materials Processing (JMMP), 2024. "Digital Twin Modeling for Smart Injection Molding". DOI: 10.3390/jmmp8030102. 3. Moldex3D / CoreTech Systems, 2025. Molding Intelligence: AI Revolution in Injection Molding. Rapporto tecnico. 4. Plenco – Plastics Engineering Company. Processing Guide for Thermoset Phenolics. Dati su regrind e proprietà dei fenoplasti. 5. MCM Composites LLC, 2025. Thermoset Molding Technologies in Aerospace, Appliance & Electronics. Press Release, novembre 2025. 6. CompositesWorld, 2025. JEC World 2025 Highlights: Digitized Processes and New Materials. 7. ResearchGate / Fernández-León et al., 2024. Real-time monitoring and digital twin simulation of liquid-molding processes. 8. Business Research Insights, 2024. Global Injection Molding Market Report 2024–2033 (USD 365 Bn → USD 580 Bn, CAGR 4,74%). 9. Ci-Dell Thermoset Plastics, 2025. Thermoset Composites: Key Facts About Performance, Sustainability and More. 10. Tedesolutions.pl, 2025. Digital Twin for Injection Molding Machines – Simulation and Optimization.
SCOPRI DI PIU' Applicazione di Agenti Espandenti e Schiumogeni nel Settore dei Polimeri Riciclati
Applicazione di Agenti Espandenti e Schiumogeni nel Settore dei Polimeri RiciclatiAnalisi dei Processi di Produzione, Controllo delle Proprietà del Materiale e Implicazioni per la Riciclabilità e la Sostenibilità Ambientale di Marco ArezioNel campo della plastica, gli agenti schiumogeni e gli espandenti sono additivi utilizzati per modificare le proprietà dei materiali plastici, rendendoli più leggeri, isolanti o riducendo l'uso della materia prima. Questi additivi sono fondamentali in molte applicazioni, inclusi i processi di economia circolare, consentendo l'uso efficiente delle risorse e la riduzione degli impatti ambientali. Di seguito, analizzeremo in dettaglio le differenze tra agenti schiumogeni ed espandenti, esplorando le loro caratteristiche, applicazioni e impatti nell'economia circolare. Gli Agenti Schiumogeni per i Polimeri Gli agenti schiumogeni giocano un ruolo cruciale nel settore delle materie plastiche, non solo per le loro applicazioni dirette ma anche per il loro impatto sulle pratiche di economia circolare. Essi consentono la produzione di materiali più leggeri, con miglior isolamento e minor uso di risorse. Esplorando in modo più approfondito il funzionamento, i tipi e le applicazioni degli agenti schiumogeni, possiamo comprendere meglio il loro contributo all'industria delle materie plastiche e all'ambiente. Tipi di Agenti SchiumogeniAgenti Schiumogeni Chimici: Sono composti che si decompongono sotto l'effetto del calore rilasciando gas. Sono ampiamente usati per la loro capacità di produrre celle uniformi e per la loro relativa facilità di controllo nel processo di schiumatura. Esempi includono:- Azodicarbonamide (ADA)- Bicarbonato di sodio- Acido citrico in combinazione con bicarbonati- Benzenesulfonidrazide (OBSH)Agenti Schiumogeni Fisici: Sono meno impattanti sull'ambiente rispetto a quelli chimici e includono CO2, azoto, acqua o idrocarburi. Sono preferiti in applicazioni dove la tossicità e l'impatto ambientale sono di primaria importanza. Meccanismo di Azione degli Agenti Schiumogeni Il processo di schiumatura inizia quando l'agente schiumogeno viene miscelato con il polimero e successivamente riscaldato durante il processo di trasformazione. Gli agenti schiumogeni chimici si decompongono termicamente, rilasciando gas come azoto, anidride carbonica, o ammoniaca, che si diffondono nella matrice polimerica creando una struttura cellulare. Gli agenti schiumogeni fisici, invece, subiscono un cambio di stato (da liquido a gas, ad esempio) sotto l'effetto del calore, espandendo il materiale. ApplicazioniGli agenti schiumogeni trovano applicazione in una vasta gamma di prodotti e settori, tra cui: Imballaggi: La produzione di imballaggi protettivi, leggeri e con buone proprietà di assorbimento degli urti. Componenti Automobilistici: Parti interne e esterne di veicoli dove il peso ridotto contribuisce alla riduzione del consumo di carburante. Edilizia: Materiali isolanti per l'edilizia, inclusi pannelli e lastre schiumate, dove l'isolamento termico e acustico è essenziale. Articoli Sportivi: Attrezzature leggere e resistenti, come i materassini da yoga o i giubbotti di salvataggio. Vantaggi nell'Economia Circolare Riduzione delle Risorse: La produzione di materiali schiumati riduce il consumo di materie prime polimeriche e, di conseguenza, l'impatto ambientale associato all'estrazione e alla lavorazione di queste risorse. Efficienza Energetica: I materiali con buone proprietà isolanti contribuiscono significativamente alla riduzione del consumo energetico negli edifici, allineandosi ai principi dell'efficienza energetica e della sostenibilità. Riciclabilità e Riutilizzo: Anche se la presenza di agenti schiumogeni può presentare dei problemi nel riciclo dei materiali plastici, lo sviluppo di nuove tecnologie e processi sta migliorando la riciclabilità di tali materiali, favorendo l'integrazione nel ciclo di vita dei prodotti secondo i principi dell'economia circolare. In conclusione, gli agenti schiumogeni offrono numerosi vantaggi per l'industria delle materie plastiche, migliorando le proprietà dei materiali e contribuendo agli obiettivi di sostenibilità e economia circolare. La ricerca e lo sviluppo continui in questo campo sono fondamentali per superare le sfide associate alla loro applicazione, come la riciclabilità. Gli Agenti Espandenti per i Polimeri Gli agenti espandenti nelle materie plastiche svolgono un ruolo fondamentale nel modificare le proprietà fisiche dei materiali, migliorandone l'applicabilità in diversi settori industriali. A differenza degli agenti schiumogeni, che sono progettati principalmente per creare una struttura cellulare all'interno di una matrice polimerica, gli agenti espandenti mirano a incrementare il volume dei materiali attraverso l'espansione. Questo processo può o non può generare una schiuma, a seconda della natura dell'agente utilizzato e del metodo di applicazione. Esaminiamo più da vicino il ruolo, i tipi e le applicazioni degli agenti espandenti, oltre al loro impatto sull'economia circolare. Ruolo degli Agenti Espandenti Il ruolo primario degli agenti espandenti è di aumentare il volume di un polimero durante il processo di lavorazione. Questo viene realizzato attraverso la generazione di gas o attraverso l'espansione fisica di un additivo preesistente, risultando in un materiale con densità ridotta e, in alcuni casi, proprietà isolate migliorate. Questi agenti possono essere utilizzati per ottenere una distribuzione uniforme del gas all'interno del materiale, senza necessariamente cercare di formare una struttura cellulare chiusa o aperta come nel caso degli agenti schiumogeni. Tipologia di Espandenti Chimici Gli espandenti chimici producono gas attraverso reazioni chimiche quando riscaldati, espandendo il materiale plastico. Questo processo di decomposizione termica genera una pressione interna che forma celle gassose all'interno della matrice polimerica, risultando in un materiale espanso. Azodicarbonamide (ADA): È uno degli espandenti chimici più comunemente utilizzati nelle materie plastiche, specialmente in PVC, poliolefine e schiume. Si decompone termicamente, rilasciando azoto, anidride carbonica e ammoniaca, che fungono da agenti espandenti. Acido Citrico e Bicarbonato di Sodio: Questa combinazione è un esempio di sistema espandente che rilascia anidride carbonica quando riscaldato. È considerato un sistema espandente ecocompatibile, spesso utilizzato in applicazioni dove la sostenibilità è una preoccupazione. Idrazidi: Composti come l'acido benzenesulfonico idrazide (OBSH) e l'acido toluenesulfonico idrazide (TSH) sono agenti espandenti chimici che si decompongono termicamente rilasciando azoto e vapore acqueo. Sono utilizzati per ottenere schiume con celle fini e uniformi. Tipologia degli Espandenti Fisici Gli espandenti fisici sono sostanze che, sottoposte a riscaldamento, cambiano stato da liquido a gas, espandendo il materiale senza reazioni chimiche. La scelta dell'espandente fisico dipende dalla sua compatibilità con il polimero e dal processo di produzione. Idrocarburi: Composti come il butano, l'etano, il pentano o l'isobutano sono utilizzati come espandenti fisici, specialmente nelle schiume poliolefiniche. Sono scelti per la loro capacità di produrre schiume con buone proprietà meccaniche e termiche. Gas Inerti: Anidride carbonica e azoto sono gas inerti comunemente usati come agenti espandenti fisici. Sono considerati opzioni più sicure e ambientalmente sostenibili rispetto ad altri agenti espandenti, ma possono richiedere attrezzature specifiche per l'iniezione e il mantenimento delle pressioni desiderate durante il processo di schiumatura. Acqua: L'acqua è un agente espandente fisico utilizzato in alcuni processi di schiumatura per polimeri termoplastici. Quando riscaldata, si vaporizza, espandendo il materiale. Questo metodo è considerato ecologico, ma la quantità di espansione ottenibile è relativamente limitata rispetto ad altri agenti espandenti. Applicazioni Gli agenti espandenti trovano applicazione in numerosi settori, tra cui: Componenti per l'Automotive: Riduzione del peso dei componenti interni e esterni dei veicoli per migliorare l'efficienza del carburante e ridurre le emissioni. Imballaggi: Sviluppo di imballaggi protettivi leggeri che richiedono meno materiale e offrono una migliore protezione. Prodotti per la Costruzione: Materiali da costruzione leggeri e isolanti, come blocchi di cemento espanso, che contribuiscono all'isolamento termico degli edifici. Impatto sull'Economia Circolare Gli agenti espandenti contribuiscono significativamente ai principi dell'economia circolare: Efficienza delle Risorse: Riducendo la densità dei materiali, si riduce l'utilizzo delle materie prime e si aumenta l'efficienza del trasporto, riducendo così le emissioni associate. Isolamento ed Efficienza Energetica: I materiali espansi possono offrire miglioramenti nelle proprietà di isolamento, contribuendo all'efficienza energetica degli edifici e alla riduzione del consumo di energia. Riciclabilità: Sebbene la presenza di agenti espandenti possa presentare dei problemi nel processo di riciclo, la ricerca e lo sviluppo di nuovi materiali e processi stanno migliorando la riciclabilità di questi materiali. In sintesi, gli agenti espandenti svolgono un ruolo importante nell'industria delle materie plastiche, non solo per le loro applicazioni dirette ma anche per il loro contributo all'efficienza delle risorse e alla sostenibilità. L'innovazione continua in questo campo è essenziale per sviluppare materiali che siano sia funzionali sia compatibili con i principi dell'economia circolare. Come scegliere un agente espandente o uno schiumogeno per la produzione con polimeri plastici La comprensione delle caratteristiche specifiche e delle applicazioni di ciascun tipo di agente espandente è fondamentale per ottimizzare le proprietà del materiale finito e soddisfare le esigenze del progetto, mantenendo al contempo un occhio di riguardo.Obiettivi del Progetto e Proprietà del Materiale Densità del Materiale: Se l'obiettivo è ridurre significativamente la densità del prodotto finale, gli agenti schiumogeni sono generalmente preferiti perché creano una struttura cellulare all'interno del materiale, riducendone il peso. Proprietà Meccaniche: È importante considerare come l'aggiunta dell'agente influenzerà le proprietà meccaniche del materiale, come la resistenza alla trazione, l'elasticità e la resilienza. Gli agenti schiumogeni possono ridurre alcune di queste proprietà a causa della formazione di celle. Proprietà Termiche e Acustiche: Per applicazioni che richiedono miglioramenti nell'isolamento termico o acustico, gli agenti schiumogeni sono spesso preferibili poiché la struttura cellulare intrappola l'aria, migliorando l'isolamento. Compatibilità del Processo di Produzione Metodo di Lavorazione: La scelta tra agenti schiumogeni ed espandenti può dipendere dal processo di produzione utilizzato (ad esempio, estrusione, stampaggio a iniezione). Alcuni agenti possono essere più adatti a specifici processi di lavorazione. Temperatura di Decomposizione: È fondamentale che la temperatura di decomposizione dell'agente sia compatibile con le temperature del processo di produzione. Gli agenti schiumogeni chimici e gli espandenti hanno diverse temperature di attivazione che devono essere considerate. Impatto Ambientale Sostenibilità: La scelta tra agenti fisici e chimici può essere influenzata dalla loro impronta ecologica. Gli agenti fisici, come l'anidride carbonica o l'azoto, possono avere un impatto ambientale minore rispetto ad alcuni agenti chimici. Riciclabilità: La presenza di alcuni agenti schiumogeni o espandenti può influenzare la riciclabilità del prodotto finale. È importante considerare come l'agente selezionato influenzerà il ciclo di vita del materiale e la sua compatibilità con le pratiche di economia circolare. Costi Oltre all'efficacia, il costo degli agenti schiumogeni o espandenti e il loro impatto sui costi di produzione complessivi sono fattori critici. Alcuni agenti possono richiedere attrezzature speciali o modifiche al processo produttivo, influenzando il costo finale. Normative e Compliance Infine, è essenziale considerare eventuali restrizioni normative relative all'uso di determinati agenti schiumogeni o espandenti, soprattutto in settori regolamentati come l'alimentare, il medicale o l'edilizia. Conclusione La scelta tra un agente schiumogeno e uno espandente richiede un'analisi attenta degli obiettivi del progetto, delle proprietà desiderate del materiale, della compatibilità con il processo di produzione e dell'impatto ambientale. Collaborare con fornitori di materie prime e sfruttare le conoscenze tecniche disponibili può aiutare a identificare la soluzione ottimale per le specifiche esigenze di produzione. Con quali polimeri riciclati si legano gli agenti espandenti e gli schiumogeni Gli agenti espandenti e gli schiumogeni possono essere utilizzati con una varietà di polimeri riciclati, con l'obiettivo di migliorarne le proprietà, ridurne il peso, e aumentarne l'efficienza di produzione. La compatibilità di questi agenti con specifici tipi di polimeri riciclati dipende da vari fattori, tra cui la struttura chimica del polimero, il processo di trasformazione utilizzato, e le proprietà desiderate nel prodotto finito. Di seguito, vengono esaminati alcuni dei polimeri riciclati comunemente associati con l'uso di agenti espandenti e schiumogeni. Polietilene (PE) Il PE riciclato è ampiamente utilizzato in applicazioni di packaging, contenitori, e prodotti per l'edilizia. Gli agenti schiumogeni possono essere utilizzati per produrre schiume di PE riciclato che offrono un miglior isolamento termico o riducono il peso del materiale per applicazioni come i pannelli isolanti o i prodotti di imballaggio protettivo. Polipropilene (PP) Il PP riciclato beneficia dell'uso di agenti schiumogeni o espandenti per migliorare la lavorabilità e le proprietà meccaniche dei prodotti finiti. Questi possono includere componenti automobilistici, contenitori per alimenti, e materiali da costruzione, dove la riduzione del peso e il miglioramento dell'isolamento sono vantaggi chiave. Polistirene (PS) Il PS riciclato, sia nella forma espansa (EPS) che solida, è un candidato ideale per l'applicazione di agenti schiumogeni, specialmente per produrre materiale di imballaggio o isolamento termico. Gli agenti espandenti possono essere utilizzati per aumentare ulteriormente il volume del materiale, riducendo così il consumo di risorse. Polietilentereftalato (PET) Il PET riciclato viene spesso utilizzato in fibre per tessuti, contenitori per alimenti e bevande, e in alcune applicazioni di ingegneria. L'aggiunta di agenti schiumogeni può essere sfruttata per ridurre il peso e migliorare le proprietà termiche dei prodotti in PET riciclato, come nel caso di pannelli isolanti o componenti automobilistici. PVC (Policloruro di Vinile) Il PVC riciclato può essere schiumato per produrre una varietà di prodotti con miglior isolamento, riduzione del peso e proprietà acustiche. Gli agenti espandenti e schiumogeni possono essere utilizzati per produrre profili per finestre, tubi, e pannelli per l'edilizia con PVC riciclato. Considerazioni sull'Uso di Agenti Espandenti e Schiumogeni con Polimeri Riciclati Pulizia del Materiale: La presenza di contaminanti nei polimeri riciclati può influenzare l'efficacia degli agenti schiumogeni o espandenti e le proprietà del prodotto finito. Processo di Riciclo: Il processo di riciclo può alterare le proprietà chimiche e fisiche del polimero, influenzando la sua compatibilità con specifici agenti schiumogeni o espandenti. Obiettivi di Sostenibilità: L'uso di agenti espandenti o schiumogeni con polimeri riciclati dovrebbe essere valutato anche in termini di impatto ambientale, assicurandosi che l'approccio adottato sia in linea con gli obiettivi di sostenibilità e economia circolare. In conclusione, l'integrazione di agenti espandenti e schiumogeni con polimeri riciclati offre notevoli opportunità per migliorare le prestazioni e ridurre l'impatto ambientale dei prodotti plastici. Tuttavia, è fondamentale considerare attentamente la selezione degli agenti e le condizioni di lavorazione per ottimizzare le proprietà dei materiali riciclati e realizzare prodotti di alta qualità ed ecocompatibili. Quali attenzioni bisogna considerare in produzione utilizzando gli agenti espandenti o schiumogeni L'integrazione di agenti espandenti e schiumogeni nella produzione con polimeri plastici richiede una serie di considerazioni tecniche e ambientali per garantire la qualità del prodotto, l'efficienza del processo e la sostenibilità ambientale. Qui di seguito sono riportate alcune delle principali attenzioni da tenere in considerazione: Selezione degli Agenti Compatibilità: Scegliere un agente (espandente o schiumogeno) compatibile con il tipo di polimero utilizzato, considerando la reattività chimica e le condizioni di lavorazione. Obiettivi del Prodotto: Definire gli obiettivi specifici del prodotto (ad esempio, riduzione del peso, isolamento termico, assorbimento degli urti) per selezionare l'agente più adatto che possa soddisfare tali esigenze. Processo di Produzione Controllo della Temperatura: Ottimizzare le condizioni di temperatura per garantire che l'agente si attivi al momento giusto, evitando decomposizione precoce o incompleta che può influire sulla qualità del prodotto. Distribuzione dell'Agente: Assicurarsi che l'agente sia distribuito uniformemente nel polimero per ottenere una struttura cellulare o un'espansione omogenea. Pressione e Velocità di Espansione: Monitorare la pressione e la velocità di espansione per controllare la dimensione e la densità delle celle, influenzando direttamente le proprietà fisiche del materiale finale. Salute e Sicurezza Tossicità: Verificare la tossicità degli agenti utilizzati e adottare misure di protezione adeguate per i lavoratori, inclusi dispositivi di protezione individuale e sistemi di ventilazione. Rischi di Processo: Gestire i rischi associati alla manipolazione e al riscaldamento degli agenti espandenti e schiumogeni, compresi i rischi di esplosione o incendio. Riciclabilità e Economia Circolare Riciclabilità del Prodotto Finale: Considerare come la presenza di agenti espandenti o schiumogeni influenzerà la riciclabilità del prodotto finale e esplorare opzioni per il riciclo o il riutilizzo. Economia Circolare: Integrare principi di economia circolare nella progettazione del prodotto, valutando la possibilità di utilizzare polimeri riciclati e sviluppando prodotti che possono essere facilmente riciclati o smaltiti in modo sostenibile. Prendere in considerazione queste attenzioni può aiutare a massimizzare l'efficacia dell'uso di agenti espandenti e schiumogeni nei polimeri plastici, migliorando la qualità del prodotto, ottimizzando il processo di produzione e riducendo l'impatto ambientale.
SCOPRI DI PIU' I Cavi Sottomarini per le Telecomunicazioni: Struttura, Materiali, Produzione, Posa, Durata e Riciclo
I Cavi Sottomarini per le Telecomunicazioni: Struttura, Materiali, Produzione, Posa, Durata e RicicloDal polietilene ad alta densità al poliuretano: come sono fatti, come vengono posati e quanto durano i cavi sottomarini che mantengono il mondo connessodi Marco ArezioI cavi sottomarini per le telecomunicazioni sono la spina dorsale del traffico globale di dati, permettendo a Internet e alle reti telefoniche di collegare continenti distanti. Nonostante l'immagine spesso invisibile che abbiamo di queste infrastrutture, i cavi sottomarini sono essenziali per mantenere il mondo connesso. Ma come sono fatti? Quali materiali vengono utilizzati e come riescono a durare così a lungo negli ambienti ostili degli oceani? Esploriamo questi aspetti con un focus particolare sui polimeri utilizzati e le loro funzioni. Struttura di un Cavo Sottomarino per le Telecomunicazioni La struttura di un cavo sottomarino può sembrare semplice, ma è un concentrato di tecnologia progettato per resistere a pressioni enormi e a condizioni ambientali difficili. Al cuore del cavo troviamo le fibre ottiche, che trasportano segnali sotto forma di luce, rendendo possibile la trasmissione di grandi quantità di dati. Queste fibre sono incredibilmente sottili e fragili, quindi devono essere protette da diversi strati di materiali. Il nucleo delle fibre è circondato da un rivestimento protettivo in polimero, solitamente un polimero acrilico. Questo strato è fondamentale per mantenere l'integrità delle fibre, evitando che subiscano danni fisici o vengano a contatto con l'umidità. Tra le fibre ottiche e i successivi strati del cavo, spesso si utilizza un gel impermeabile che agisce come barriera ulteriore contro l'acqua. Man mano che si aggiungono strati di protezione, troviamo una guaina metallica, generalmente in acciaio o alluminio, per proteggere il nucleo del cavo. Questo strato di metallo è resistente alla corrosione e impedisce che il cavo venga danneggiato da pressioni esterne, colpi o persino morsi di creature marine. Il rivestimento finale del cavo è composto da materiali polimerici, i quali offrono la protezione più esterna e determinano la sua longevità nelle profondità marine. Polimeri Utilizzati nella Costruzione del Cavo Uno dei principali protagonisti della costruzione dei cavi sottomarini è il polietilene ad alta densità (HDPE). Questo polimero è largamente utilizzato grazie alle sue proprietà: è resistente all'acqua, chimicamente stabile, durevole e relativamente economico da produrre. Essendo un polimero termoplastico, l'HDPE è anche facile da modellare e lavorare in spessori sottili o più consistenti, a seconda delle esigenze strutturali del cavo. Oltre alla sua funzione di isolante, l'HDPE è fondamentale per proteggere il cavo dall'usura causata da correnti marine, sabbia e detriti sottomarini. Un altro polimero chiave è il poliuretano, utilizzato principalmente come rivestimento esterno nei cavi destinati a condizioni particolarmente estreme, come zone vulcaniche o aree a elevata attività sismica. Il poliuretano è elastico e ha un'alta resistenza all'abrasione, due caratteristiche che lo rendono ideale per proteggere il cavo da eventuali danni fisici. Oltre ai polimeri principali come HDPE e poliuretano, altri materiali polimerici, come le resine acriliche, vengono utilizzati nei rivestimenti interni che avvolgono le singole fibre ottiche, proteggendole dall'umidità e da micro urti che potrebbero comprometterne la funzionalità. Infine, in alcune applicazioni specifiche si possono utilizzare materiali come il polipropilene, che ha una resistenza chimica superiore e viene talvolta preferito nei cavi posati in acque particolarmente aggressive dal punto di vista chimico. Produzione dei Cavi Sottomarini per le Telecomunicazioni La produzione di un cavo sottomarino è un processo estremamente complesso, suddiviso in varie fasi. In primo luogo, vengono prodotte le fibre ottiche, le vere protagoniste del trasporto dei dati. Queste fibre vengono realizzate tramite un processo chiamato tiratura, in cui un preformato di vetro viene riscaldato e allungato fino a ottenere un filo sottile. Una volta pronte, le fibre vengono avvolte nei polimeri acrilici, che le proteggono dai danni fisici. Successivamente, si procede con l’aggiunta degli strati di protezione in acciaio o alluminio. Questi materiali metallici sono essenziali per proteggere il cavo dalle forze esterne e dalla corrosione. L’intero nucleo viene poi rivestito con strati multipli di HDPE o poliuretano, a seconda delle esigenze del cavo e delle condizioni a cui sarà sottoposto. Prima di essere inviati per la posa in mare, i cavi sono sottoposti a test rigorosi per assicurare che siano in grado di resistere alle enormi pressioni sottomarine e alle sollecitazioni meccaniche che incontreranno durante la loro lunga vita operativa. Posa dei Cavi Cavi Sottomarini per le Telecomunicazioni La posa di un cavo sottomarino è un'operazione che richiede una pianificazione meticolosa e un’attrezzatura altamente specializzata. Il primo passo è la mappatura dei fondali marini, un’operazione che prevede l’utilizzo di sonar e altri strumenti di rilevamento per trovare il percorso ottimale. Le navi posacavi, enormi e dotate di attrezzature avanzate, hanno il compito di rilasciare lentamente il cavo sul fondale, evitando qualsiasi danno durante il processo. In alcune zone, dove il fondale è particolarmente accidentato o dove c’è rischio di collisioni con altre infrastrutture o attività umane, vengono utilizzati aratri sottomarini che scavano una trincea in cui posare il cavo. Questa operazione consente al cavo di rimanere protetto da eventuali urti o incidenti. Una volta che il cavo raggiunge la costa, viene collegato alle infrastrutture terrestri e testato per verificare che tutto funzioni correttamente. Durata e Manutenzione dei Cavi Cavi Sottomarini per le Telecomunicazioni I cavi sottomarini sono progettati per durare tra i 25 e i 30 anni, ma la loro durata può variare in base alle condizioni ambientali. Alcuni cavi possono necessitare di manutenzione prima del termine della loro vita operativa, specialmente in aree caratterizzate da attività umane, come la pesca o il traffico marittimo. La manutenzione di un cavo sottomarino è un'operazione delicata. Se si verifica un guasto, navi specializzate vengono inviate a localizzare il punto danneggiato, sollevare il cavo dalla profondità del mare e ripararlo in superficie. Questo processo può essere molto costoso e richiede tempo, ma è essenziale per garantire la continuità delle comunicazioni globali. Riciclo dei Cavi Sottomarini per le TelecomuunicazioniUna volta che un cavo sottomarino ha terminato la sua vita utile, sorge la questione del riciclo. Tradizionalmente, molti cavi venivano lasciati sul fondo del mare, ma oggi, con l'attenzione crescente verso la sostenibilità, si cerca sempre più di recuperare e riciclare queste infrastrutture. Il processo di riciclo inizia con il recupero del cavo dal fondale, un'operazione simile a quella della posa. Una volta portato a terra, il cavo viene trasportato in impianti specializzati, dove viene separato in componenti. I metalli come il rame e l'acciaio vengono recuperati e riutilizzati in nuovi processi produttivi, mentre i polimeri possono essere riciclati o, in alcuni casi, utilizzati per il recupero energetico. Il riciclo dei cavi sottomarini è un passo importante verso la creazione di un’economia circolare e sostenibile, riducendo al minimo l'impatto ambientale delle infrastrutture telecomunicative. Conclusioni I cavi sottomarini per le telecomunicazioni sono delle vere e proprie meraviglie tecnologiche. Costruiti con materiali avanzati come l'HDPE e il poliuretano, questi cavi sono progettati per resistere per decenni nelle profondità marine, trasmettendo dati e comunicazioni vitali per l'economia globale. Nonostante la loro complessità, il futuro dei cavi sottomarini guarda sempre più verso un approccio sostenibile, puntando sul riciclo e sull'uso di materiali che possano essere recuperati e riutilizzati in modo efficace.
SCOPRI DI PIU' I Principali Fenomeni di Degradazione del PET. Cosa è Bene Sapere
I Principali Fenomeni di Degradazione del PET. Cosa è Bene SapereSi possono verificare fenomeni di degradazione del PET, durante la lavorazione, che ne influenzano la qualitàdi Marco ArezioIl PET è uno tra i polimeri più usati in produzione, in quanto, anche riciclato, costituisce una tra le materie prime principali nel settore del packaging. Le sue caratteristiche di buona resistenza meccanica, trasparenza, economicità, inerzia termica, durabilità e riciclabilità, ne hanno fatto il polimero per eccellenza, per esempio, nella produzione di bottiglie per l’acqua e per le bibite, nel settore farmaceutico, nei prodotti per il corpo e per la produzione di fibre. Il PET, tuttavia, può facilmente degradare a causa di errati processi nelle lavorazioni termiche o ambientali, i quali possono creare una modificazione chimica della struttura del polimero, creando delle catene a basso peso molecolare che possono alterare, anche in maniera marcata, le proprietà originali. Tra le influenze ambientali negative possiamo annoverare l’umidità, infatti, il PET è un polimero igroscopico e, in presenza di condizioni di riscaldamento del materiale, la commistione tra umidità e calore potrebbe portare ad una depolimerizzazione. Proprio per questo motivo il granulo prima di qualsiasi tipo di processo dovrebbe essere essiccato, utilizzando una corrente di aria riscaldata con basso contenuto di vapore acqueo, al fine di evitare la degradazione idrolitica. Inoltre, l’acqua ha un doppio ruolo, oltre ad innescare la degradazione idrolizzando i legami dell’estere, viene assorbita dal materiale e agisce da plasticizzante. Le possibili cause di degradazioni del PET sono molteplici, ma quella relativa alla presenza di umidità è tra le più comuni nella trasformazione del polimero, che si manifesta velocemente durante il processo, con dirette conseguenze sulla proprietà del materiale. Per questo motivo, prima di essere estruso, il PET dovrebbe essere accuratamente deumidificato, riducendo il valore dell’acqua presente fino a un valore di 30 ppm. Un altro tipo di degradazione del PET, che si può manifestare durante la lavorazione del polimero, riguarda lo stress termico, cioè l’eccessiva esposizione al calore che può accadere durante la sua estrusione, creando un sottoprodotto come l’acetaldeide. Una vite di estrusione mal progettata, condizioni di processo troppo drastiche, come condotti troppo stretti e, infine, un’alta percentuale di residui di catalizzatori, possono portare a eccessivi sforzi meccanici che, legati alle alte temperature, possono causare fenomeni di degradazione. La presenza di acetaldeide, facilmente individuabile dal naso umano come odore sgradevole già in presenza di pochi ppm, può essere considerata come l’indice di degradazione del PET, infatti, è particolarmente temuto quando si producono contenitori alimentari. Non è poi solo una questione di odore fastidioso che potrebbe alterare il sapore dei cibi contenuti nelle vaschette alimentari, ma c’è da considerare che l’acetaldeide è un elemento cancerogeno del gruppo 1. Inoltre il PET può essere interessato da fenomeni di termossidazione che portano ad ingiallimento dei prodotti. Per evitare questo problema si può estrudere, sotto flusso di azoto, utilizzando anche additivi specifici per bloccare le reazioni con perossidi e/o impurità presenti dal processo di polimerizzazione.Categoria: notizie - tecnica - plastica - riciclo - degradazione - PET - produzione
SCOPRI DI PIU' Polimeri Idrofobici e Super-Idrofobici: Innovazioni nei Rivestimenti Polimerici per Superfici Impermeabili e Autopulenti
Polimeri Idrofobici e Super-Idrofobici: Innovazioni nei Rivestimenti Polimerici per Superfici Impermeabili e AutopulentiLe ultime scoperte e tecnologie nei polimeri idrofobici in grado di rendere superfici impermeabili e autopulenti, con applicazioni in svariati settori industrialidi Marco ArezioNegli ultimi anni, la ricerca sui materiali polimerici ha fatto passi da gigante, con particolare attenzione ai polimeri idrofobici e super-idrofobici. Questi materiali, grazie alle loro proprietà uniche di impermeabilità e capacità autopulente, stanno trovando applicazioni sempre più diffuse in settori come l'industria tessile e l'aerospaziale. In questo articolo analizzeremo le caratteristiche di questi polimeri, il loro principio di funzionamento, le tecnologie impiegate per svilupparli e le potenziali applicazioni industriali. Polimeri Idrofobici e Super-Idrofobici: Definizione e Principi di Funzionamento I polimeri idrofobici sono materiali che respingono l'acqua grazie alla loro particolare struttura chimica. Questa proprietà si manifesta quando le molecole di acqua, invece di aderire alla superficie del materiale, formano delle gocce sferiche che scivolano via. L'efficacia di questa repulsione è misurata dall'angolo di contatto tra la goccia d'acqua e la superficie: un angolo superiore a 90° è indicativo di un materiale idrofobico. Questo fenomeno è particolarmente importante per applicazioni in cui è essenziale mantenere le superfici asciutte e pulite, riducendo la formazione di umidità e l'adesione di particelle indesiderate. I polimeri super-idrofobici spingono questa capacità ancora più in là. Questi materiali presentano angoli di contatto superiori a 150°, il che significa che l'acqua non solo viene respinta, ma praticamente "rimbalza" sulla superficie. Questo fenomeno, spesso ispirato dalla natura (ad esempio, l'effetto loto), deriva dalla combinazione di microstrutture superficiali e specifiche caratteristiche chimiche. L'effetto loto si osserva in natura sulle foglie della pianta del loto, le quali, grazie a una combinazione di rugosità e composizione cerosa, riescono a mantenere la superficie asciutta e libera da impurità. Questo principio è stato emulato nella progettazione di materiali polimerici super-idrofobici per varie applicazioni. Tecnologie ed Innovazioni nei Rivestimenti Polimerici La produzione di rivestimenti idrofobici e super-idrofobici sfrutta diverse tecniche avanzate, tra cui: Deposizione di Film Sottile (Thin Film Deposition): Questa tecnica permette di applicare un sottile strato di polimero su una superficie. I polimeri fluorurati, come il politetrafluoroetilene (PTFE), sono comunemente usati grazie alle loro eccellenti proprietà idrofobiche. Con metodi di deposizione fisica da vapore (PVD) e deposizione chimica da vapore (CVD), è possibile ottenere strati sottili uniformi che offrono alta resistenza all'acqua. L'utilizzo di questi film sottili consente di controllare lo spessore e la composizione del rivestimento, ottenendo superfici ad alte prestazioni sia in termini di idrofobicità che di durabilità. Nano-strutturazione della Superficie: La creazione di rugosità a livello nanometrico è cruciale per ottenere un'elevata super-idrofobicità. Le nanostrutture intrappolano l'aria tra la superficie e la goccia d'acqua, riducendo il contatto e migliorando l'effetto idrofobico. Tecniche come l'incisione al laser e l'elettrospinning vengono frequentemente utilizzate per creare questa struttura superficiale. L'incisione al laser permette di creare micro e nano-pattern specifici che imitano le superfici naturali, mentre l'elettrospinning può essere usato per produrre fibre molto sottili che aumentano la rugosità superficiale. Questi metodi di nano-strutturazione sono spesso combinati per massimizzare l'effetto super-idrofobico e garantire una maggiore stabilità del rivestimento. Polimeri a Bassa Energia Superficiale: La chimica dei polimeri gioca un ruolo fondamentale nell'idrofobicità. Polimeri come il polidimetilsilossano (PDMS) hanno una bassa energia superficiale, che facilita la formazione di gocce d'acqua che scivolano facilmente dalla superficie trattata. Questo tipo di polimeri è spesso combinato con tecniche di nano-strutturazione per ottenere un effetto super-idrofobico più efficace. La bassa energia superficiale riduce la tendenza dell'acqua a diffondersi sulla superficie, il che è particolarmente utile in applicazioni dove è necessario limitare il contatto con i liquidi. Applicazioni dei Rivestimenti Idrofobici e Super-Idrofobici Le applicazioni dei rivestimenti polimerici idrofobici e super-idrofobici sono sempre più diffuse, grazie alle loro proprietà di impermeabilità e autopulizia. Questi rivestimenti non solo migliorano l'aspetto estetico delle superfici, ma offrono anche vantaggi funzionali significativi: Industria Tessile: I tessuti trattati con rivestimenti super-idrofobici respingono liquidi e sporco, rendendoli ideali per abbigliamento tecnico e sportivo. Questi tessuti non solo mantengono asciutto l'utilizzatore, ma riducono anche la necessità di lavaggi frequenti, con un impatto positivo sull'ambiente. Ad esempio, giacche impermeabili e pantaloni da trekking con rivestimenti super-idrofobici possono mantenere la loro performance in condizioni climatiche estreme, migliorando il comfort dell'utilizzatore e riducendo l'usura del tessuto stesso. Questa tecnologia ha anche implicazioni significative nel settore medico, dove materiali tessili idrofobici possono aiutare a prevenire la contaminazione e migliorare la sicurezza. Settore Costruzioni: Rivestire materiali da costruzione come cemento e vetro con rivestimenti idrofobici aiuta a proteggere le superfici dall'umidità e dal degrado. Le facciate degli edifici trattate con questi materiali mantengono un aspetto pulito nel tempo, riducendo i costi di manutenzione. Inoltre, questi rivestimenti possono prevenire la formazione di muffe e licheni, prolungando la durata delle strutture. I materiali da costruzione trattati con rivestimenti super-idrofobici possono anche migliorare la resistenza al gelo, prevenendo il danno causato dall'acqua che penetra nelle crepe e si espande durante il congelamento. In questo modo, si garantisce una maggiore durabilità degli edifici in ambienti soggetti a condizioni atmosferiche avverse. Automotive e Aerospaziale: Nell'industria automobilistica, i rivestimenti idrofobici vengono utilizzati per migliorare la visibilità dei parabrezza e per ridurre l'accumulo di fango e sporco. Nel settore aerospaziale, questi rivestimenti sono fondamentali per ridurre il rischio di formazione di ghiaccio sulle superfici esterne degli aeromobili, migliorando l'efficienza e la sicurezza. L'uso di rivestimenti super-idrofobici su droni e velivoli senza pilota è in fase di sperimentazione per ridurre il peso causato dall'accumulo di acqua e migliorare le capacità operative in condizioni meteo avverse. Anche i componenti del motore e le superfici delle ali possono beneficiare di questi rivestimenti, migliorando l'aerodinamica e riducendo la necessità di frequenti interventi di manutenzione. Dispositivi Elettronici: I rivestimenti super-idrofobici sono utilizzati anche per proteggere circuiti e componenti elettronici dall'acqua e dall'umidità, garantendo una maggiore durata e affidabilità dei dispositivi, soprattutto in ambienti difficili. Questo è particolarmente rilevante per i dispositivi elettronici indossabili e i sensori esposti alle intemperie, che necessitano di protezione contro l'umidità per garantire il corretto funzionamento. Ad esempio, sensori utilizzati nell'agricoltura di precisione o dispositivi IoT posizionati all'esterno possono beneficiare enormemente di questa tecnologia, migliorando la loro robustezza e riducendo la necessità di sostituzioni frequenti. Problematiche e Prospettive Future Nonostante i notevoli progressi tecnologici, la realizzazione di rivestimenti super-idrofobici durevoli presenta ancora alcune problematiche. La principale è la stabilità nel tempo: molti rivestimenti perdono la loro efficacia idrofobica a causa dell'usura meccanica o dell'esposizione a condizioni ambientali avverse. Questa perdita di efficacia limita la durata e l'applicabilità dei rivestimenti in molti contesti industriali. Le ricerche attuali si concentrano su metodi per migliorare la resistenza meccanica e la durata di questi rivestimenti. Una delle strategie più promettenti consiste nell'utilizzare materiali compositi e combinare polimeri con nanoparticelle inorganiche. Le nanoparticelle possono migliorare la resistenza all'abrasione e la stabilità termica, rendendo il rivestimento più durevole anche in condizioni di utilizzo intensivo. Inoltre, la ricerca ispirata dalla natura, che prende spunto da fenomeni come le ali delle farfalle o la pelle dei pesci, sta portando allo sviluppo di nuove superfici che combinano proprietà autopulenti, anti-gelo e anti-batteriche. Queste superfici multifunzionali potrebbero aprire la strada a una nuova generazione di rivestimenti intelligenti in grado di adattarsi alle condizioni ambientali e fornire una protezione su misura. Un'altra direzione di ricerca promettente riguarda l'uso di materiali eco-compatibili per la produzione di rivestimenti idrofobici. La crescente attenzione all'ambiente spinge i ricercatori a sviluppare polimeri e metodi di sintesi che siano meno dannosi per l'ecosistema, mantenendo al contempo le prestazioni desiderate. Questo potrebbe portare a soluzioni sostenibili che riducono l'impatto ambientale senza compromettere le prestazioni del materiale. Conclusioni I polimeri idrofobici e super-idrofobici rappresentano un'innovazione di grande interesse nel campo dei materiali avanzati. La capacità di rendere le superfici impermeabili e autopulenti apre nuove possibilità in numerosi settori industriali, dalla produzione tessile all'industria aerospaziale. Nonostante le sfide legate alla durata e alla resistenza dei rivestimenti, le prospettive per il futuro sono promettenti, grazie all'evoluzione continua delle tecnologie e a un approccio sempre più bioispirato. La combinazione di soluzioni innovative per migliorare la durata e la sostenibilità ambientale contribuirà a rendere questi rivestimenti sempre più accessibili e versatili, favorendo la loro adozione su larga scala. L'adozione di materiali idrofobici e super-idrofobici in ambito industriale potrebbe anche rivoluzionare la manutenzione delle superfici, riducendo la necessità di interventi periodici e migliorando l'efficienza operativa. Con il progresso continuo delle tecniche di nano-strutturazione e l'integrazione di nuovi materiali, ci aspettiamo che questi rivestimenti diventino sempre più sofisticati, offrendo non solo proprietà idrofobiche, ma anche resistenza chimica, protezione dai raggi UV e capacità di autoriparazione. Questo ampio spettro di funzionalità trasformerà il modo in cui concepiamo le superfici, rendendole sempre più adattabili e performanti.© Riproduzione Vietata Fonti Barthlott, W., & Neinhuis, C. (1997). Purity of the sacred lotus, or escape from contamination in biological surfaces. Planta, 202(1), 1-8. Marmur, A. (2004). The lotus effect: Superhydrophobicity and metastability. Langmuir, 20(9), 3517-3519. Gao, L., & McCarthy, T. J. (2006). Contact angle hysteresis explained. Langmuir, 22(14), 6234-6237. Nosonovsky, M., & Bhushan, B. (2007). Hierarchical roughness and wetting of engineering surfaces. Microsystem Technologies, 13(3-4), 357-364. Zhang, X., Shi, F., Niu, J., Jiang, Y., & Wang, Z. (2008). Superhydrophobic surfaces: From structural control to functional application. Journal of Materials Chemistry, 18(6), 621-633.
SCOPRI DI PIU' Lo Stereotipo che la Plastica sia un Materiale Artificiale. Vediamo perché No.
Lo Stereotipo che la Plastica sia un Materiale Artificiale. Vediamo perché No.Si discute su ciò che è naturale e su ciò che è artificiale, seguendo più le mode che i fattidi Marco ArezioSe guardiamo in po' indietro nella nostra storia l’uomo ha prevalentemente usato, per la fabbricazione degli oggetti, ciò che aveva pronto e disponibile, come la pietra, il legno, la pelle e le ossa. In una fase successiva, l’unione tra le materie prime disponibili, l’energia e la conoscenza, ha portato alla creazione di materiali naturali trasformati, facendo nascere il vetro, i metalli e la terracotta per citarne solo alcuni. Questi ultimi, che vengono largamente utilizzati anche al giorno d’oggi, sono comunemente ed erroneamente considerati materiali naturali, frutto di millenari utilizzi da parte dell’uomo, ma che in natura non esistono allo stato del nostro impiego, ma sono frutto della convergenza tra le materie prime naturali e l’ingegno dell’uomo. In epoca molto più recente, a partire dagli anni ’60 del secolo scorso, la proliferazione degli oggetti in plastica nel mercato mondiale, ha cambiato per sempre le abitudini di acquisto e utilizzo dei materiali, sia nell’ambito famigliare che industriale. La plastica, si sa, racchiudeva in sé una serie di vantaggi inarrivabili da parte di altri prodotti, in termini di leggerezza, resistenza, durabilità, colorabilità, economicità, isolamento elettrico, resistenza agli agenti chimici e molti altri vantaggi, che ne hanno fatto un elemento trainante dell’industria e onnipresente nella nostra vita. Durante gli ultimi 60 anni l’uso della plastica ha fatto nascere anche un risvolto di preoccupazione ambientale per la stupidità, l’ignoranza e l’inefficienza dell’uomo nel gestire, come per altri prodotti, il rifiuto che ne derivava dalla fine del suo uso. Non solo questo, ma dobbiamo anche considerare quanto sia stato sbagliato, a volte, l’approccio industriale e commerciale dell’uso della plastica, in cui si è privilegiato l’aspetto economico ad altri, creando quindi oggetti durevoli venduti come usa e getta. Il mondo del packaging, per esempio, ha incarnato perfettamente questa dicotomia, creando imballi con materiali quasi immortali, venduti per un uso di poche ore o pochi giorni. Ma la plastica è un materiale artificiale? L’opinione pubblica considera la plastica il prodotto artificiale per eccellenza, dove vede nella chimica la responsabilità della creazione di un mostro di cui non riusciamo a liberarci. In realtà, le materie prime che compongono la plastica sono naturali quanto il vetro o il metallo, infatti la sua origine è organica, composta da sale, carbone, gas e petrolio, anch’esso naturale, che proviene dalle sedimentazioni millenarie, frutto della decomposizione di animali e vegetali vissuti milioni di anni fa e possono condurre ad una lettura dei materiali plastici del tutto opposta a quella reale. L’aspetto artificiale della plastica è dato esclusivamente, come per molti altri materiali che vengono considerati “naturali”, dalla lavorazione delle materie prime naturali attraverso processi chimici e termici. Dal punto di vista comparativo, la rinnovabilità del vetro, del metallo, dei laterizi, dei legni composti, materiali consideranti antichi e naturali, è identica a quella della plastica, ma un aspetto emotivo e visibile del suo inquinamento ambientale, non causato dal prodotto ma dal suo distorto uso, ne fa un materiale avverso ai più. Quindi, molti materiali considerati naturali, hanno subito trasformazioni, artifizi, attraverso i quali non possono più tornare alla natura autonomamente e in tempi bervi, per cui è necessario che vengano riciclati per tornare in vita molte altre volte. Come abbiamo visto non stiamo solo parlando solo della plastica, ma di una gamma enorme di materiali, nati come naturali e diventati, quasi tutti, artificiali, adattati alle esigenze dell’uomo, con ingegno e sapienza. Quello che non va bene è creare discriminazioni tra elementi, frutto di lobbies, ignoranza e convenienza. Categoria: notizie - tecnica - plastica - materiale artificiale - naturale
SCOPRI DI PIU'