- How a plastic extruder works: phases and internal dynamics
- Melt behavior in the extruder: how it affects the quality of the final product
- Recycled plastics: the role of the extruder in processing and critical issues
- Extrusion phases and common problems in the processing of recycled polymers
- How the filter works in the extruder: how to avoid defects in polymers
- The importance of raw material preparation in the plastic extrusion process
- The mechanical thrust of the screw in the extruder: how it affects the melting of polymers
- The extruder for recycled polymers: how pressure and heat influence the quality of the final product
Extruders for plastics: let's see what happens inside during operation
For anyone who uses or does use extruders for plastics, especially if it uses recycled polymers, should have knowledge of the behavior of the melt inside the cylinder, of the transformation phases from solid to viscous state and of the negative implications that can arise during processing.
These implications can generate defects on the polymer that is being produced or on the manufactured articles that are directly connected to the extruder.
The article should not be aimed at production employees, who probably know well the behavior of the polymer in transit in the extruder, but mainly at the sales staff of finished products in plastic or recycled polymers.
Knowing the production phases and the critical issues they can represent, is a technical background that allows you to solve, as quickly and professionally as possible, problems with customers about quality.
To make a general discourse we can take into consideration the elements that come into play to complete a phase of extrusion of plastic materials:
• The raw material
• The extruder
• The filter
Raw material
The raw material, based on the intended use of the extruder, can be in the form of ground or granule.
In both cases, the recycled material must have undergone the correct selection treatments, grinding, iron removal, washing in the tank, spin washing, drying (possible densification for lightweight materials).
The more the preliminary stages that bring the semi-finished product to the extruder are done well, the better the quality of the product coming out of it will be, avoiding the increase in product problems finished to be made.
Any preliminary phase not performed correctly will have negative consequences during the melting of the plastic inside the extruder, which can be impurities represented by rigid plastics that are not meltable within the mass, degradation of the material caused by incorrect selection, presence of metal parts caused by careless washing or residues of non-filterable elastic materials.
The higher the quality expected for the manufacture of the product, the greater the attention to be used in the recycling phases of the semi-finished product, the lower the thicknesses to be made on the finished product , for example a bottle, the cleaner and more homogeneous the plastic must be.
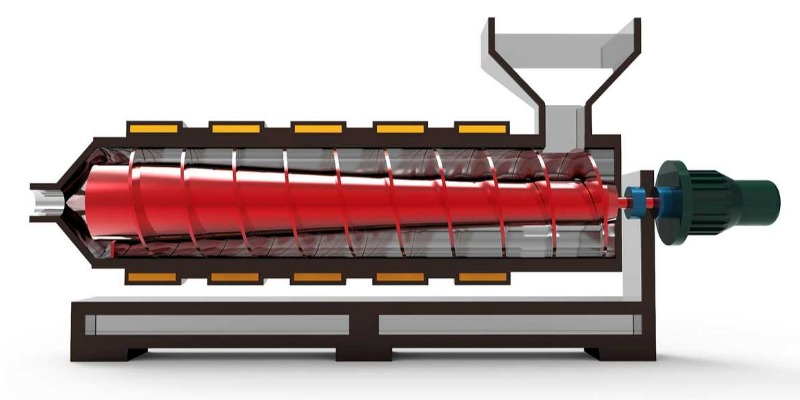
Extruder
An extrusion line, in order not to get too involved in the technicality of the subject, is made up of a raw material inlet hopper, a polymer containment cylinder, one or more movement screws, a filter (in most cases) and a final head.
So far, each part is visible and intuitive in its work, but what happens inside these parts?
We start from the loading hopper of the polymers that will feed the extruder, a sort of large funnel with which to feed the plant, both using the polymers below shape of balls that of ground or densified.
The descent of the raw material inside the cylinder normally occurs by gravity, so the granule is attracted towards the lower part of the funnel by virtue of its own weight, offering poor slip resistance.
The same thing does not always happen for ground and densified, as they have more angular shapes and by their nature they tend to aggregate, especially if they are not well dry, creating some difficulties in the descent.
Once the raw material reaches the mouth of the cylinder, it comes into contact with one or more screws, made up of helical elements which have the purpose of dragging the raw material still solid along the cylinder and return to the head, at the end of the path, the plastic melt to make the product or to create the plastic granules.
The entrance area of the extruder is always cooled with water, to prevent the heat generated by the resistances that heat the cylinder from melting the polymer that stationed in the area, when the extruder is stopped.
The polymer, dropped from the hopper, adheres to the walls between which it is located, those of the thread, the core of the screw and the cylinder.
At this point, the granules adhering to the screw rotate with it and therefore cannot advance, while those adhering to the cylinder are pushed towards the exit from the ridge of the thread that touches and scrapes the surface of the cylinder itself.
The conclusion is that the more the granules tend to adhere to the cylinder, and therefore not to rotate with the screw, the greater the forward thrust exerted by the threads , which transfer the engine's driving force to the polymer to push it out of the cylinder.
The maximum speed of advancement of the polymer will be in contact with the cylinder both for the granules, in feed, and for the polymer molecules after melting , while in the underlying layers the speed will be gradually lower until it is zero in contact with the core of the vine.
A common belief with respect to the work of the extruder is that the thermal resistances have the purpose of melting the raw material, solid, along the path through which the cylinder passes through at its exit in the head.
This is not entirely true, as the resistances mainly intervene in the initial phase of contact between the raw material entering the hopper with the screw. In the next phase, the force that the motor gives to the screw, which by rotating creates friction between the raw material and the cylinder, creates the heat necessary for the melting of the material.
The behavior of the volume of the plastic mass inside the cylinder, in correspondence with the screw, changes as it passes through the extruder. In fact, since the melting begins, the amount of solid found between the two threads is always less than that between the two previous threads.
The advancement of the spindle is therefore determined, both by the mechanical thrust of the screw threads, but also by the pressure difference created inside the cylinder, facilitating the outward thrust of the molten polymer by virtue of a lower pressure.
The melt transport area can take on further importance when the extruder is also required to perform differently, in addition to melting, such as mixing the polymer. To this end, the final section of the screw can be modified to improve the mixing of the extrudate.
Filter
Working with recycled polymers it is not always known the quality of preparation of the granules that should enter the extruder or of the ground or densified ones, therefore, insert in a extruding a recycled polymer without taking precautions to carry out a filtering operation can be dangerous.
Once the filters consisted of a perforated disk on which metal meshes were mounted, which had the purpose of filtering and eliminating any impurities present in the melt. The nets, in number and with variable mesh diameters, were mounted at the end of the cylinder on flanges and provided a way to improve the quality of the polymer.
The presence of the filter, however, causes an increase in pressure at the end of the screw, equal to the pressure drop that is needed to pass the melt through the filter.
The pressure variation is due to the fact that as the networks become clogged, the pressure in the head increases and, therefore, the ebb in the screw rises. The increase in pressure causes the screw to demand more work from the motor to push the same amount of material out of the die, and as the increased work of the screw is transformed into heat transferred to the polymer, the melt temperature at the outlet will be higher and the viscosity lower than when there is no filter.
The increase in temperature for prolonged periods can cause degradation of the polymer, with negative consequences on product production. And it is for this reason that today there are new automatic filter changers that regulate this delicate phase.
Automatic translation. We apologize for any inaccuracies. Original article in Italian.