- Compression molding and transfer molding: what's the difference compared to thermoplastics?
- Thermosetting presses: structure, clamping forces and mechanical criticalities
- Heating surfaces and thermal uniformity: the heart of production stability
- Diathermic oil and steam: how to manage mold thermoregulation
- Transfer molding: pot, piston, runner and wear control
- Molds for thermosetting resins: steels, coatings and regeneration
- SMC, BMC, PTFE and EMC: how abrasion, corrosion and maintenance change
- Preventive maintenance plan for compression and transfer presses
- Safety, emissions and regulatory controls in thermosetting lines
- Because maintenance determines the quality, cost and reliability of the final piece
Technical guide to compression molding and transfer molding for thermosetting resins, SMC, BMC, PTFE, epoxy compounds and related maintenance
Author: Marco Arezio. Expert in the circular economy, polymer recycling and industrial processes for plastics. Founder of the rMIX platform, dedicated to the enhancement of recycled materials and the development of sustainable supply chains.
Updated on: April 7, 2026
Reading time: 15 minutes
Why these processes remain central in the thermoset industry
Compression molding and transfer molding still occupy a strategic position today in the processing of thermosetting materials and some special polymers with extremely high viscosity, such as PTFE. These are not “minor” technologies compared with injection molding or extrusion: they simply serve a different application range, where dimensional stability, thermal resistance, electrical performance, structural rigidity and the ability to process heavily filled or reinforced formulations are crucial.
In electrical components, SMC/BMC automotive applications, electronic encapsulation, fluoropolymer valves and precision insulating parts, these processes remain difficult to replace. The basic principle of compression molding is well known and well established in technical standards for plastic materials, while transfer molding continues to represent a key process in high-reliability epoxy applications, including microelectronics.
The real difference compared with thermoplastic processes, however, lies in the fact that, for a large share of the compounds processed on these lines, the material is not simply melted and cooled, but goes through an irreversible crosslinking reaction. It is this step that completely changes the logic of the machine, of maintenance and of quality. In a thermoset plant, it is not enough to bring the material to the correct temperature: dwell time, pressure, gas evacuation, cure progression and surface cleanliness must all be controlled uniformly. Where thermoplastics forgive a certain degree of inaccuracy, thermosets crystallize it into the part.
The process principle: simple in appearance, demanding in practice
In compression molding, the charge is placed directly into the open mold cavity in the form of powder, granules, tablets, preforms or prepreg sheets. The press closes, the material flows, occupies the useful volume and then polymerizes or sinters, depending on the system. In thermosets, control of the loaded mass is decisive: the machine is simpler than an injection press, but the process is less forgiving of overcharging, undercharging and thermal non-uniformity. Even the ASTM standard dedicated to compression reminds us that the final molding conditions must always be consistent with the material specifications, rather than established in a generic or empirical way.
For this reason, compression molding, although apparently less complex from a kinematic standpoint, requires very rigorous process discipline. Working pressure, introduced mass, platen temperature, surface parallelism and closing speed interact directly with final quality. If one of these variables moves outside the process window, the part does not simply become aesthetically worse: it may show under-curing, porosity, residual stresses, dimensional instability, local burns, color variations or deterioration of electrical properties.
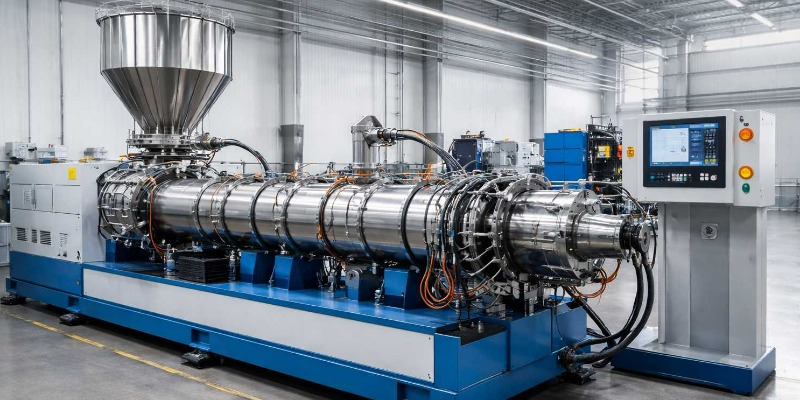
The machine park: presses that are simple only in theory
Seen from a distance, the compression press appears more straightforward than an injection press: frame, hydraulic cylinders, heated platens, mold, ejection system. In reality, its reliability depends on a few critical assemblies that must operate with near-absolute regularity. The structure must absorb high loads without significant deformation; the platens must distribute pressure and temperature with the highest possible uniformity; the hydraulic circuit must maintain constant force and positioning accuracy; the temperature control system must prevent cold spots, response delays or drift.
Above all, platen parallelism makes the difference between a “working” machine and one that is truly capable of producing quality. In compression molding, in fact, the material is not dynamically pushed as in injection molding through a flow front controlled by the screw, but is squeezed and forced to distribute itself as a result of closure. If the platens are not parallel, pressure concentrates in one area and weakens in another: on one side flash increases, on the other filling becomes inconsistent and curing is no longer homogeneous. This results in scrap that appears inexplicable but in reality almost always stems from a slow, progressive mechanical defect.
Heated platens and thermal uniformity: the most delicate point of the entire line
In thermoset processes, the parameter that most affects quality, cycle time and repeatability is mold temperature. It is not an accessory detail, but the true center of the process. Heated platens must transfer heat constantly and uniformly, because a difference of just a few degrees over the useful surface is enough to change the curing kinetics of the material and therefore the performance of the part.
From a maintenance standpoint, this means that electric cartridges, thermocouples, heat transfer oil channels, mating surfaces and platen flatness cannot be left to corrective maintenance alone. A drift in resistance, a sensor reading a few degrees off, a carbonaceous deposit inside the thermal circuit or an almost imperceptible platen deformation generate not only energy inefficiency, but process instability. In thermoset molding, the quality defect is often the industrial form through which the machine reveals a thermal problem that has not yet been recognized.
In the workshop, a good operating criterion is to consider unacceptable any persistent non-uniformity that forces the operator to compensate with longer cycle times, an increase in the overall temperature or continuous setpoint adjustments. When quality depends on the operator’s corrective actions, it means that the machine has already lost process robustness.
Heat transfer oil and steam: temperature control is not an accessory, it is a critical plant system
In thermoset lines, temperature control often operates at temperatures high enough to rule out water as a simple control medium, requiring the use of heat transfer oil or, in older plants or certain configurations, saturated steam. Here maintenance concerns not only the press, but the entire thermal ecosystem.
Heat transfer oil ensures uniformity and precision, but it degrades over time due to oxidation and thermal cracking. When viscosity shifts, TAN rises or flash point drops, the problem is not only chemical: it becomes mechanical, energetic and safety-related. Fouling in the channels reduces heat exchange, increases pressure losses, leads operators to push the generator to higher temperatures and triggers a cycle of progressive deterioration. This is why periodic analysis of the heat transfer fluid must be regarded as part of quality control and not merely as a maintenance cost.
When the line instead uses saturated steam, corrosion, water quality, condensate, water hammer, wear of rotary joints and regulatory compliance of pressure equipment all come into play. In Italy, the commissioning and operation of this equipment fall under Ministerial Decree no. 329 of December 1, 2004, alongside the safety and inspection obligations referred to by Legislative Decree 81/08 for equipment subject to periodic checks. In other words, poor temperature control management does not only compromise the part: it can expose the company to plant shutdowns, documentary non-compliance and concrete HSE risks.
Transfer molding: more geometric control, more severity in wear and cleaning
Transfer molding represents the evolution of the compression process when the part requires more refined geometries, inserts, tighter tolerances and greater repeatability. The charge is not placed directly in the cavity, but introduced into a separate pot and then pushed by a piston through runners and gates. This is a logic that brings the process closer to injection molding, while preserving the thermosetting nature of the material.
In epoxy resins for electronic encapsulation, transfer molding remains an industrial benchmark precisely because it allows filling control, dimensional stability and surface quality in applications that are highly sensitive to voids, warpage and delamination. Recent technical literature on electronic packaging continues to treat it as a central point in component reliability, not as a technology of the past.
The price to be paid for this greater process finesse is more aggressive maintenance on the components that touch the material: pot, piston, runners, gates, ejector pins and shut-off surfaces. If the compound contains silica, glass fiber or hard fillers, wear is not episodic but structural. The clearance between piston and pot then becomes a real indicator of machine health. When it grows beyond the design threshold, the material flows back, effective pressure collapses, flash increases and repeatability is lost. At that moment, it is not just a mechanical component being worn out: the line’s ability to produce margin is being eroded.
Molds for thermosets: less “cold,” more vulnerable
Compression and transfer molds operate under conditions completely different from those of thermoplastic injection molds. Temperatures are higher, the working environment is often more aggressive, and residues cannot be treated like simple soft deposits. A crosslinked resin does not go backward: it adheres, encrusts, stratifies and requires specific cleaning.
For this reason, the choice of base steel and surface treatment matters enormously. Hot-work tool steels, nitriding, hard chrome plating, electroless nickel and PVD coatings are not luxuries, but direct responses to three concrete industrial problems: abrasion, corrosion and part release. When the coating ages or loses continuity, adhesion increases, cleaning times lengthen, the risk of damaging the cavity rises and the aesthetic variability of the molded article increases. Mold maintenance, therefore, cannot be reduced to “cleaning when it gets dirty”: it must include a service-life dossier, periodic measurement of critical dimensions, control of shut-off surfaces and scheduled surface regeneration.
SMC, BMC, PTFE and EMC: not all materials damage the machine in the same way
One of the most frequent mistakes in managing the mold fleet is treating all materials as if they stressed the equipment in the same way. They do not. SMC and BMC wear by abrasion because glass fiber and mineral fillers act as a dispersed abrasive. Phenolic and melamine resins add a more severe chemical profile, with emissions and by-products that require ventilation, cleaning and careful environmental control. Formaldehyde, in particular, is classified in the European Union as a Category 1B carcinogen, and the management of occupational exposure requires monitoring, containment and procedures consistent with the applicable regulatory framework.
PTFE deserves a separate discussion. It does not behave like a normal melt-processable thermoplastic: granular grades for molding are typically compacted into a preform and then sintered according to specific cycles, precisely because the material’s extremely high viscosity prevents a conventional processing route similar to that of many fusible polymers. For this reason as well, its transformation is referred to modified compression molding techniques. Furthermore, in the event of severe overheating, decomposition products become a real problem and require effective local ventilation and strict operating discipline.
Finally, there are the epoxy molding compounds used in semiconductors, where the silica content is so high that wear on pistons, pots and channels becomes extreme. Here maintenance is not simply “more frequent”: it must be metrological, traceable and preventive, because the final component has tolerances and reliability requirements incompatible with a slow, undetected drift.
Operating Thresholds a Department Should Not Ignore
For preventative maintenance to be truly useful, department experience must be transformed into verifiable operating thresholds. In a well-managed press, certain parameters must be monitored regularly, distinguishing between internal reference values, manufacturer limits, and material specifications.
Plate/mold thermal uniformity — Mapping with a thermal imaging camera or multipoint thermocouples. Warning threshold: persistent deviations greater than ±5°C, except for systems or molds requiring tighter tolerances.
Control thermocouples — Comparison with a traceable sample. Warning threshold: error greater than 3°C.
Thermal oil — Monitoring of TAN, viscosity, water content, and flash point. Warning threshold: TAN out of trend or outside of supplier specifications; viscosity variation greater than ±15% compared to the reference.
Plate parallelism — Measurement at the four corners. Warning threshold: greater than 0.10 mm on large plates; Tighter tolerances on precision molds.
Pot/piston clearance in the transfer — Periodic metrological check. Indicative values to be confirmed with the manufacturer: caution above 0.25 mm; replacement above 0.40 mm.
Parting lines and vents — Visual and functional inspection. Critical signs: repetitive flashing, trapped gas, scoring, edge wear, clogged or deteriorated vents.
These values do not replace the manufacturer's specifications, the mold drawing, or the material process sheet, but help build predictive maintenance consistent with actual defects observed in production.
Process safety
In lines with formaldehyde-based resins or products that release formaldehyde, control of ventilation, extraction points and environmental monitoring is an integral part of plant management. In the case of PTFE, by contrast, the problem arises when the material exceeds safe thermal windows and develops decomposition fumes that cannot be treated as a simple odor nuisance. In the case of pressurized thermal systems, maintenance must interface with the technical file, inspections and the employer’s responsibility for the equipment. All of this makes one essential point clear: in these technologies, maintenance is not the department that comes afterward, but the condition that makes it possible to produce well, safely and continuously.
Conclusions: the machine does not merely shape the part, it shapes industrial stability
Compression molding and transfer molding are not primitive processes compared with injection molding, but rather more demanding processes from another standpoint: less kinematics, more thermal management; less plasticizing, more chemistry; less apparent speed, more cumulative precision. The industrial value of these technologies depends on the ability to keep machine, mold, heat transfer fluid, material, safety and metrology together.
Those who manage a compression or transfer molding line well do not simply obtain fewer breakdowns. They achieve more stable cycle times, cleaner surface quality, lower dimensional scatter, lower energy consumption, fewer unexpected shutdowns and longer mold service life. In an industrial context where margins are shrinking and technical requirements are becoming more severe, it is precisely this invisible stability that makes the difference between a department that chases problems and one that truly governs the process.
FAQ
What is the main difference between compression molding and transfer molding?
In compression molding, the material is placed directly into the cavity of the open mold; in transfer molding, it is first loaded into a pot and then pushed into the cavities through a piston, runners and gates. The second system offers greater geometric control and better adaptability to complex parts.
Why is mold temperature so critical in thermosets?
Because it does not regulate only the flow of the material, but also the speed and uniformity of curing. A non-uniform thermal distribution alters mechanical properties, color, dimensional stability and cycle time.
What is the main problem with heat transfer oil?
Thermal degradation. If acidity increases, viscosity changes too much or heat exchange performance declines, the circuit loses efficiency, the channels become dirty and plant risk also increases.
When do the pot and piston in transfer molding become critical?
When they process highly abrasive compounds, such as silica-filled epoxies or glass-fiber formulations. In these cases, clearance grows progressively and compromises pressure, repeatability and part quality.
Is PTFE processed like a normal thermoplastic?
No. For many grades, PTFE follows compaction and sintering logics typical of compression molding precisely because of its extremely high viscosity and its particular processing temperature window.
Why do thermoset molds require specific surface treatments?
Because crosslinked materials adhere easily, generate hard residues and often process abrasive fillers or aggressive by-products. Coatings and treatments help limit wear, corrosion and cleaning times.
Sources and technical references
ASTM, technical practice on compression molding of thermoplastic materials and preparation of specimens.
Technical process guides on PTFE for compression molding and sintering.
Recent technical literature on transfer molding and epoxy molding compounds for electronic packaging.
Normattiva and INAIL on the Italian framework for pressure equipment and periodic inspections.
ECHA and OSHA on the classification of formaldehyde and the management of occupational exposure.
Safety data sheets and technical databases on the hazards of PTFE decomposition products at high temperature.
Licensed image
© Reproduction Prohibited