- Stampaggio Rotazionale e Microstampaggio a Iniezione: Due Tecnologie Plastiche di Nicchia ad Alta Specializzazione
- Principio di Funzionamento dello Stampaggio Rotazionale e Architettura delle Macchine Industriali
- Macchine Rotazionali a Carosello, Swing-Arm, Shuttle e Clamshell: Differenze Costruttive e Manutentive
- Manutenzione dei Forni Rotazionali: Bruciatori, Coibentazione, Termografia e Gestione del Calore
- Bracci, Articolazioni e Sistemi di Rotazione Biassiale: Lubrificazione, Usura e Controllo dei Giochi
- Stampi per Stampaggio Rotazionale: Materiali, Pulizia, Agenti di Rilascio e Difetti di Processo
- Gestione della Polvere Plastica nel Rotazionale: Granulometria, Dosaggio, Essiccazione e Stabilità del Ciclo
- Microstampaggio a Iniezione: Precisione Dimensionale, Micro-Presse e Controllo del Volume Iniettato
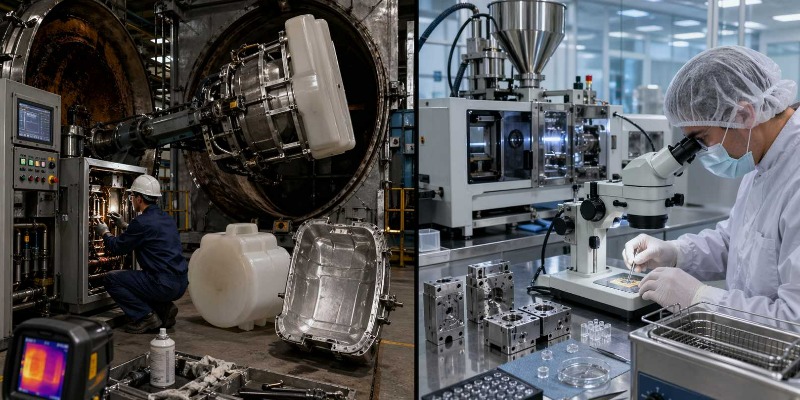
- Manutenzione degli Stampi per Microiniezione: Ultrasuoni, Microscopi, Canali Caldi e Contaminazione
- Piano di Manutenzione per Rotazionale e Microstampaggio: Ricambi Critici, Controlli Preventivi e Qualità Industriale
Dalla gestione termica dei forni rotazionali alla pulizia micrometrica degli stampi per microiniezione: strategie manutentive, criticità operative e controlli tecnici
Autore: Marco Arezio. Esperto in economia circolare, riciclo dei polimeri e processi industriali delle materie plastiche. Fondatore della piattaforma rMIX, dedicata alla valorizzazione dei materiali riciclati e allo sviluppo di filiere sostenibili.
Data di Pubblicazione: 24 aprile 2026
Questo capitolo affronta due tecnologie di trasformazione delle materie plastiche che si collocano agli estremi opposti per scala dimensionale del prodotto, ma che condividono una posizione di nicchia ad alto valore aggiunto nel panorama industriale.
Da una parte vi è lo stampaggio rotazionale, utilizzato per realizzare manufatti cavi di grande volume come serbatoi, cisterne, canoe, arredi per parchi gioco e componenti tecnici industriali. Dall’altra vi è il microstampaggio a iniezione, destinato alla produzione di particolari di dimensioni sub-millimetriche o con spessori estremamente ridotti, come dispositivi medicali, componenti microfluidici e connettori elettronici miniaturizzati.
Sono due mondi lontani sotto il profilo geometrico e produttivo, ma entrambi richiedono un’elevata specializzazione manutentiva. Nel rotazionale la criticità principale riguarda la gestione del calore, la cinematica biassiale e la conservazione dell’integrità degli stampi e del forno. Nel microstampaggio, invece, la sfida è dominata dalla precisione assoluta, dal controllo della contaminazione e dalla stabilità dimensionale di componenti e attrezzature che operano a tolleranze prossime ai pochi micron.
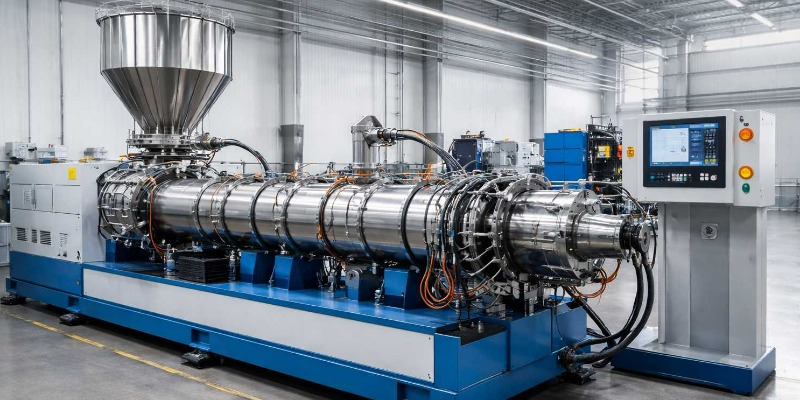
Principio del processo rotazionale e architettura della macchina
Il processo di stampaggio rotazionale si fonda su un principio semplice: una quantità predefinita di materiale plastico in polvere, generalmente LLDPE, HDPE, PP, PVC in plastisol, PA11, PA12 o talvolta PC, viene introdotta in uno stampo chiuso. Lo stampo viene poi trasferito in forno e sottoposto a rotazione biassiale, cioè attorno a due assi perpendicolari. Durante il riscaldamento, che avviene tipicamente tra 250 e 400 °C, il materiale fonde progressivamente e aderisce alle pareti interne dello stampo per effetto della gravità e del moto combinato dei due assi. In seguito, lo stampo viene raffreddato, continuando a ruotare, in modo che il materiale solidifichi mantenendo una distribuzione uniforme dello spessore. Una volta terminato il raffreddamento, lo stampo viene aperto e il pezzo estratto.
La peculiarità più importante del rotazionale è che il processo avviene sostanzialmente a pressione atmosferica. Questo consente di utilizzare stampi relativamente semplici e leggeri rispetto a quelli necessari nello stampaggio a iniezione. Lo svantaggio è rappresentato dalla lentezza del ciclo: per un serbatoio da 500 litri in LLDPE il tempo di ciclo può variare tra 25 e 45 minuti, un valore incomparabilmente più alto rispetto a quello dell’iniezione tradizionale. Per questo motivo il rotazionale trova il proprio campo ottimale nelle piccole e medie serie, quando il prodotto è grande, cavo, geometricalmente complesso e non giustifica l’investimento in stampi ad alta pressione.
Macchine rotazionali: tipologie costruttive
Le macchine per stampaggio rotazionale si distinguono soprattutto in base alla cinematica e al numero di stazioni operative. La configurazione più diffusa è quella a carosello, detta anche spider machine, nella quale tre o quattro bracci radiali ruotano attorno a un mozzo centrale e portano gli stampi da una stazione all’altra: forno, raffreddamento e carico-scarico.
Questa architettura consente una produzione quasi continua, perché mentre uno stampo è in riscaldamento un altro è in raffreddamento e un terzo viene preparato o svuotato. Sul piano manutentivo, però, la macchina a carosello presenta un punto critico nel mozzo centrale e nei suoi cuscinetti, sottoposti a carichi elevati e temperature significative. La lubrificazione ad alta temperatura non è quindi un’opzione, ma una condizione essenziale per evitare usure premature.

Una seconda tipologia è la macchina a braccio oscillante, o swing-arm.
In questa configurazione due bracci si alternano tra il forno e la zona di raffreddamento o carico-scarico. Si tratta di una soluzione più semplice e meno onerosa, adatta a pezzi grandi o relativamente semplici, come serbatoi cilindrici o canoe. La manutenzione è in generale più accessibile rispetto al carosello, ma i giunti di articolazione dei bracci diventano il punto da presidiare con maggiore attenzione, perché concentrano gran parte delle sollecitazioni meccaniche e termiche.Esiste poi la macchina shuttle, nella quale gli stampi vengono movimentati linearmente su carrelli tra le diverse stazioni. Questo schema è particolarmente adatto agli stampi di grandi dimensioni, che sarebbero difficili da gestire su un carosello tradizionale. In questo caso i binari di scorrimento devono essere mantenuti puliti e lubrificati in modo rigoroso, mentre la manutenzione della motorizzazione dei carrelli rientra in una logica più vicina a quella degli impianti di movimentazione industriale.
Infine, per produzioni particolari o per pezzi di grandi dimensioni, si impiegano macchine clamshell, nelle quali il forno si apre a conchiglia sopra lo stampo. Sono configurazioni interessanti per applicazioni dedicate, ma possono presentare maggiori perdite di calore laterali e rendono critici i meccanismi di apertura e chiusura delle porte del forno....