







Le necessità di carattere sanitario diventano presto necessità di sostentamento economicodi Marco ArezioLa raccolta dei rifiuti ha una genesi lontana, infatti, se ne parla già nel medioevo come problema che assillava i primi centri urbani nei paesi più evoluti.Ma fu a partire dai primi del XIX secolo che, all’accrescere degli agglomerati cittadini, si organizzarono, specialmente in Inghilterra, i primi centri di selezione manuale indipendenti dei rifiuti urbani. Posti malsani, dove montagne di immondizia di tutte le specie venivano divise, quasi esclusivamente da donne, cercando di recuperare ciò che poteva essere riutilizzato e rivenduto. Una condizione di lavoro, quelle delle donne della spazzatura, estremamente difficile e igienicamente pericolosa che esponeva le lavoratrici a frequenti incidenti o malattie, come ha descritto per la prima volta nel 1900 la ricercatrice Emily Hobhouse, scrivendo un articolo per il giornale l’Economic Journal, in cui raccontava le precarietà lavorative delle donne in questi cantieri lungo le sponde del Tamigi:“Un uomo spala i rifiuti appena portati nel suo setaccio, lei setaccia e poi rapidamente ordina il resto prima che venga lanciata una nuova fornitura. Raggruppati su ogni setaccio una mezza dozzina di cesti sono pronti a ricevere le cernite. Stracci, ossa, spago, sughero, stivali e carta, carbone, vetro e nocciolo duro questi ricettacoli. La polvere vola densa sul viso della donna e la permea vestiti e capelli; ma l'aria aperta è salutare e lei continua a lavorare..” Ma le osservazioni di Emily seguirono ad una diffusa contestazione dei cittadini verso questi luoghi maleodoranti, tanto che durante il 1883 non era insolito leggere, persino sul Times, lettere di cittadini illustri che chiedevano una soluzione a questo problema. Così, intorno al 1890, la rivoluzione industriale portò con sé l’invenzione dei primi inceneritori dei rifiuti che avevano un duplice scopo, quello di distruggere fisicamente i rifiuti non utilizzabili e di portare una sorta di sanificazione tramite il fuoco. A partire dal XX secolo, in Inghilterra, quasi tutte le maggiori città si dotarono di un inceneritore e, i comuni, iniziarono la raccolta dei rifiuti in modo organizzato, portando alla chiusura della maggior parte di cantieri di raccolta indipendenti. L’azione della preselezione dei rifiuti, con lo scopo di recuperare materiali riutilizzabili, divenne sempre meno evidente, in quanto la comodità della distruzione del rifiuto in entrata presso un impianto di incenerimento, creava una sorta di alibi per evitare il costoso lavoro di separazione e stoccaggio dei materiali recuperabili, spinti anche dall’industria che produceva sempre più prodotti nuovi e a costi progressivamente più bassi. A ridosso dell’inizio della prima guerra mondiale il concetto di rifiuto era espresso in un elemento di cui ci si doveva sbarazzare in modo efficiente, in quanto senza valore, ma allo scoppio delle ostilità, l’immenso sforzo bellico aveva bisogno di tutti i materiali utilizzabili o riutilizzabili. Fu così che ingenti quantità di carta, tessuti, stracci, ossa, metalli venivano richiesti dalle industrie che lavoravano per il ministero della guerra, ma l’inefficienza della raccolta a livello municipale faceva sprecare la maggior parte di queste risorse. Alla fine della prima guerra mondiale ci si rese conto dell’importanza di realizzare una raccolta organizzata, finalizzata al recupero di tutti i materiali riciclabili, come segno di aiuto all’economia del paese, creando in Inghilterra un ufficio preposto a questo scopo. Allo scoppio della seconda guerra mondiale, l’Inghilterra non fu colta di sorpresa, in quanto poteva contare su una rete di raccolta nazionale i cui centri di smistamento potevano fornire molti materiali per le necessità belliche. Sotto la guida di H.G. Judd, nel 1939, il suo ufficio impose l’obbligatorietà della raccolta differenziata con lo scopo di recuperare dai rifiuti la maggior quantità possibile di materiali da inserire nuovamente nel ciclo della produzione, questo anche a causa dello stretto embargo posto dai tedeschi via mare e via aerea. Attraverso uno studio del Public Cleansing, del Novembre del 1947 possiamo vedere i materiali raccolti tramite programmi di recupero e riciclo delle autorità locali, nel periodo tra l’ottobre 1939 e il luglio 1947: Materiali in Tonnellate • Carta straccia: 2.141.779 • Metalli di scarto: 1.585.921 • Tessili: 136.193 • Ossa: 68.695 • Rifiuti domestici da cucina: 2.368.485 • Varie (carburante, cenere, vetro, ecc.): 2.546.005 Totali Ton.: 8.896.012Categoria: notizie - plastica - economia circolare - rifiuti - storia
SCOPRI DI PIU'
La sottovalutazione dei rischi connessi all’attribuzione di ruoli manageriali per familiaritàdi Marco ArezioVi potrebbe essere capitato, nella vostra attività lavorativa, durante un colloquio con il titolare dell’azienda o con un CEO appartenente alla famiglia proprietaria dell’azienda, risposte del tipo: non vorrai guadagnare più di mia figlia, non penserai di aspirare ad un ruolo manageriale più alto di mio fratello, non puoi pretendere che mia moglie prenda ordini da te e così via. Il concetto di proprietà aziendale molte volte, specialmente nelle società medio piccole, ma spesso anche in quelle di grandi dimensioni a conduzione familiare, si confonde con il concetto della sua gestione, dove le persone dovrebbero operare secondo la convenienza dell’azienda e non dei singoli soggetti. Un cortocircuito di cui non si vedono i risultati nel breve periodo, ma che sono sicuramente deleteri nel medio lungo periodo, con una serie catastrofica di conseguenze che minano la credibilità e la qualità delle risorse umanane. Come abbiamo detto il nepotismo manageriale può avere un impatto significativo sulle aziende, di cui alcuni possibili effetti: Diminuzione del morale dei dipendenti Quando i posti di leadership vengono assegnati in base alle relazioni familiari o personali anziché al merito, questo può causare una diminuzione del morale dei dipendenti, portando a una riduzione della produttività e a un aumento del turnover. Qualità della leadership scadente Se le persone sono promosse in posizioni manageriali basandosi su connessioni personali invece che sulla competenza, la qualità della leadership può soffrire. Un atteggiamento simile può portare a decisioni aziendali scadenti, perdita di opportunità di business e potenzialmente alla perdita di competitività sul mercato. Danneggiamento della reputazione aziendale Il nepotismo può causare danni alla reputazione di un'azienda se viene percepito come ingiusto o disonesto. Il comportamento di favore può rendere difficile per l'azienda attrarre talenti di alto livello o mantenere clienti e partner commerciali. Riduzione della diversità Il nepotismo può portare a una mancanza di diversità nel team di manageriale, il che può limitare la gamma di idee e prospettive nella gestione dell'azienda. Quindi, sebbene possa sembrare conveniente promuovere persone familiari o conosciute in posizioni di leadership, il nepotismo può avere conseguenze negative significative per le aziende. Quale reazione hanno i dipendenti delle aziende al nepotismo manageriale? Siamo abbastanza convinti che le imprese, a tutti i livelli e in tutti i campi, siano fatte di uomini e il loro successo dipende dalla qualità delle risorse umane che vivono all’interno delle aziende. Più i collaboratori sono motivati e ambiziosi nel raggiungere i risultati più il clima costruttivo contagia i lavoratori e attrae risorse umani nuove e capaci. Per questo motivo l’atteggiamento nepotistico all’interno dell’azienda si scontra con la crescita della stessa, creando una cattiva valutazione complessiva e una sfiducia dei lavoratori nei confronti della piramide manageriale. La reazione dei dipendenti al nepotismo manageriale può variare, ma tende ad essere negativa per i seguenti motivi:Mancanza di fiducia Se i dipendenti vedono che le decisioni vengono prese in base al nepotismo, possono perdere fiducia nei leader dell'azienda, un comportamento che può portare a una mancanza di rispetto per i manager e a una riduzione dell'efficacia della leadership.Risentimento Il nepotismo può creare tensioni e risentimenti tra i dipendenti. Quelli che non sono favoriti possono sentirsi risentiti verso quelli che sono, e questo può portare a un ambiente di lavoro tossico. Mancanza di motivazione Se i dipendenti vedono che le promozioni sono basate su relazioni personali piuttosto che sul merito, possono perdere la motivazione per lavorare duramente e migliorare le loro competenze. Come vincere il nepotismo manageriale in azienda da parte del proprietario? Combattere il nepotismo manageriale può essere difficile, specialmente se è praticato dal proprietario dell'azienda. Tuttavia, ci sono alcuni passi che possono essere intrapresi: - Implementare politiche di assunzione e promozione chiare che enfatizzano il merito anziché le relazioni personali. Queste politiche dovrebbero essere ben documentate e facilmente accessibili a tutti i dipendenti. - Fornire formazione ai manager e ai leader aziendali su come evitare il nepotismo e su come prendere decisioni imparziali. - Creare canali attraverso i quali i dipendenti possano segnalare il nepotismo senza temere ritorsioni. Questo potrebbe includere una linea diretta o una casella di posta elettronica anonima. - Considerare l'idea di avere una parte esterna, come un consulente o un avvocato del lavoro, per rivedere le decisioni di assunzione e promozione. Questo può aiutare a garantire che le decisioni siano prese in modo equo. - Comunicare apertamente con i dipendenti sui passaggi intrapresi per combattere il nepotismo. Questo può aiutare a rafforzare la fiducia e a mostrare che l'azienda prende sul serio il problema. E’ bene ricordare, tuttavia, che queste strategie potrebbero non essere efficaci se il proprietario dell'azienda non è disposto a cambiare le sue pratiche. In questo caso, potrebbe essere necessario cercare consiglio legale o considerare altre opzioni di lavoro.
SCOPRI DI PIU'
Parlare oggi di energie rinnovabili sfondiamo solo porte aperte, in quanto la transizione energetica verso una produzione più green dell’elettricità è ormai nei programmi dei governi, delle aziende e anche dei cittadini.Abbiamo conosciuto però anche i minus che il sistema di gestione della distribuzione dell’energia prodotta con le fonti rinnovabili portava con sé. Mi riferisco in particolar modo all’accumulo del surplus energetico, da impiegare nei momenti in cui gli impianti solari ed eolici non hanno una performance elevata a causa delle condizioni metereologiche o nelle ore notturne. Il collo di bottiglia della conversione energetica su larga scala stava proprio nel poter disporre di corrente in modo continuativo e senza interruzioni, anche quando la produzione era bassa rispetto alla domanda. Ci ha pensato una start up, la Magaldi Green Energy, che ha proposto una batteria, per l’accumulo dell’energia in surplus, attraverso un brevetto per una batteria a “sabbia”. Il sistema brevettato, si basa su una tecnologia di accumulo realizzato attraverso un letto di sabbia fluidizzato, che viene alimentato, a sua volta, da energie rinnovabili. La batteria a sabbia può essere caricata con energia elettrica o termica, in modo che vengano immagazzinate per un tempo variabile dalle 4 ore ad alcune settimane, senza registrare una perdita importante, per essere restituite alla rete quando ce ne fosse bisogno, soprattutto quando il sole e il vento non ne producono in modo efficiente attraverso gli impianti dedicati. I vantaggi della fluidizzazione della sabbia sono molto evidenti, secondo Letizia Magaldi, vicepresidente dell’azienda e riguardano le grandi capacità di accumulo termico, l’efficienza termica elevata, con la possibilità di migliorare la disponibilità in rete di energia e la riduzione delle emissioni di Co2 in atmosfera.
SCOPRI DI PIU'
Come ottenere una corretta parete interna di un tubo corrugato con un granulo rigenerato in LDPE di Marco ArezioProducendo tubi corrugati in HDPE rigenerato flessibili in rotoli o rigidi di piccolo diametro a doppia parete, la problematica di realizzare lo strato interno di buona qualità ha spinto i produttori ad utilizzare, frequentemente, polimeri vergini a causa della difficoltà di generare una parete corretta e duratura con il materiale rigenerato. In realtà lo strato interno del tubo, per le sue caratteristiche, ha bisogno di un’attenzione particolare a causa dell’esiguo spessore della parete, delle tensioni che si creano in fase di co-estrusione e dei movimenti termici differenti con la parete esterna. La scelta della materia prima normalmente ricade sull’LDPE la cui caratteristica principale richiesta è l’elasticità e la buona adesione allo strato esterno in HDPE. Se si vuole utilizzare un granulo LDPE rigenerato bisogna tenere presente e analizzare alcuni fattori produttivi importanti per poter scegliere un granulo di LDPE di qualità adatta allo scopo. Quando si parla di granulo rigenerato non è sufficiente verificare se il prodotto che ci viene proposto ha un grado “da tubo” come erroneamente a volte viene venduto in quanto la parete interna di un tubo corrugato necessità un granulo dalle caratteristiche ben definite. Come prima cosa dobbiamo accertarci della provenienza dell’input del materiale che costituisce il granulo, iniziando a capire se proviene da una filiera post industriale e dal post consumo. Queste due famiglie, vedremo più avanti, hanno caratteristiche molto diverse tra loro che andranno ad influenzare in modo differente la produzione del tubo. Come seconda cosa dobbiamo verificare da che prodotto è costituito l’input per capire la storia del materiale che viene riciclato e i possibili problemi che ha incontrato nella sua vita di riciclo. Come terza cosa è verificarne i valori tecnici, quindi il melt index, il DSC e la densità del materiale che ci farà capire esattamente come è fatto il granulo che useremo per la parete interna del tubo corrugato. Come quarta cosa è sapere il processo produttivo del granulo proposto in particolare come viene fatta la selezione del rifiuto, il lavaggio e l’estrusione per avere dati in più che ci aiutino a scegliere il prodotto più adatto. L’ultima cosa, molto importante per il granulo che proviene dal post consumo è capire il grado di umidità presente nel prodotto al momento dell’acquisto in quanto un valore alto andrà ad inficiare la qualità della parete se non si prendono opportuni provvedimenti. È ovvio che i punti sopra elencati non siano totalmente esaustivi in fase di analisi tecnica di un granulo, ma posso dire che per l’applicazione di cui parliamo oggi, sono una buona base di partenza considerando che sono dei dati di non difficile reperibilità. Se vogliamo approfondire i punti sopra esposti inizieremo a parlare delle famiglie di input che si possono usare per la produzione della parete interna del tubo corrugato. Abbiamo visto che si può produrre un granulo con materiale proveniente dalla raccolta differenziata o dagli scarti industriali. La filiera del post consumo permette di avere una fonte quantitativa di gran lunga maggiore rispetto a quella proveniente dagli scarti industriali e quindi sembrerebbe la via maestra per soddisfare le esigenze produttive, ma le caratteristiche tecniche che richiede la produzione della parete interna in LDPE di un tubo corrugato mette dei paletti al suo utilizzo. Per sua natura l’LDPE che proviene dalla raccolta differenziata, nonostante una buona selezione e lavaggio, presenta una percentuale di materiali estranei (pvc, poli-accoppiati, pp, ecc..) che hanno comportamenti in contrasto rispetto a quanto ci aspettiamo dal punto di vista qualitativo. Gli scarti che provengono invece dalla produzione di articoli in LDPE sono, normalmente, materiali vergini o Off grade, che per loro natura sono composti da mono-plastiche e quindi non contengono impurità. Di solito non c’è bisogno di lavarli e hanno caratteristiche tecniche ben precise. Esistono in commercio anche Compounds in LDPE realizzati utilizzando porzioni di post consumo e di post industriale, combinando tra loro una selezione di materiali adatti alla produzione della parete interna. Se la verifica della provenienza dell’input post industriale non comporta grande impegno, per le altre due categorie bisogna prestare più attenzione. Per il post consumo si consiglia di privilegiare materiale come il film ma che non sia venuto a contatto con la raccolta differenziata domestica, per esempio i sacchi della pattumiera o gli imballi alimentari, che si portano con se inquinanti difficili da eliminare completamente. Un’altra fonte consigliabile sono i tubi da irrigazione che però hanno bisogno di cicli di lavaggio molto accurati in quanto contengono una frazione di sabbia che ne pregiudica le qualità se non tolta integralmente. Per la realizzazione di compound misti post consumo/post industriali si utilizzano normalmente film provenienti da imballi industriali che hanno una filiera di raccolta separata dai rifiuti domestici, mantenendo caratteristiche qualitative più alte. Per quanto riguarda il controllo qualitativo del granulo prodotto ci sono alcuni tests direi irrinunciabili. Il calcolo dell’MFI ci dice se il materiale è adatto all’operazione di estrusione della nostra parete, questo valore dovrebbe stare tra lo 0,5 e l’1 a 190’/ 2,16 Kg. Il secondo test è il DSC che ci da’ la radiografia del nostro granulo, test indispensabile soprattutto se si vuole utilizzare una fonte da post consumo. Questa prova ci dice quanto LDPE in % è contenuto nella ricetta e quanti e quali altri componenti sono presenti. Il DSC, in particolar modo ci dice se un granulo può essere idoneo a creare pareti sottili, omogenee e lisce. Fatto il test del DSC è più facile intuire il risultato del valore della densità che è influenzata, rispetto al valore standard dell’LDPE, da materiali inclusi diversi da quello primario. Una buona regola per la valutazione della qualità del granulo da scegliere sarebbe conoscere la storia del riciclo che ha portato alla nascita dello stesso. Dopo avere parlato della scelta dell’input è buona regola conoscere il metodo di riciclo che il fornitore adotta. In particolare il tipo di lavaggio influenza in maniera importante la presenza di inquinanti con densità alta nello scarto, quindi, se l’operazione viene svolta in vasche corte o/e con una velocità di transito dello stesso alta, o con una concentrazione elevata di inquinanti nell’acqua di lavaggio a causa del suo basso ricambio, la probabilità di avere un elevato accumulo di gas o parti rigide all’interno del granulo è molto probabile. La seconda cosa da verificare è la qualità di filtrazione che è molto influenzata dalla qualità del lavaggio. Potremmo dire che ad un incremento dell’attenzione durante il lavaggio può corrispondere una minor esigenza di performance degli impianti di filtraggio. In realtà un corretto lavaggio in termini di dimensioni di vasche, velocità di transito dell’input e qualità dell’acqua non sono argomenti che destano una grande popolarità tra i riciclatori in quanto tutto si traduce in maggiori costi produttivi e a volte i prezzi dei granuli da post consumo sono decisamente compressi a causa anche della presenza sul mercato di un’offerta qualitativamente bassa a prezzi bassi. In ogni caso se si vuole realizzare un buon granulo per la parete interna del tubo corrugato flessibile queste attenzioni bisognerebbe rispettarle compresa l’operazione di filtraggio corretta che prevederebbe l’impiego di impianti in continuo o raschianti con filtri progressivi fino a 50 micron. Come ultima segnalazione in termini di materia prima suggerisco un’attenzione al grado di umidità presente nel big bag di LDPE che si acquista in quanto la presenza di questa comporta una micro deformazione della pellicola superficiale che compone la parete del nostro tubo e una difficoltà maggiore in termini di velocità dell’estrusore. L’umidità eccessiva crea quell’effetto buccia d’arancio sulle pareti che è una sorta di rugosità antiestetica e non funzionale. Tuttavia le conseguenze dell’umidità, per altro normalmente risolvibili durante l’estrusione del tubo, non è da confondere con il risultato negativo prodotto da un accumulo di gas all’interno del granulo, per il quale si hanno poche armi a disposizione.Categoria: notizie - tecnica - plastica - riciclo - tubi corrugati - LDPE - HDPE - strato internoVedi prodotto finito
SCOPRI DI PIU'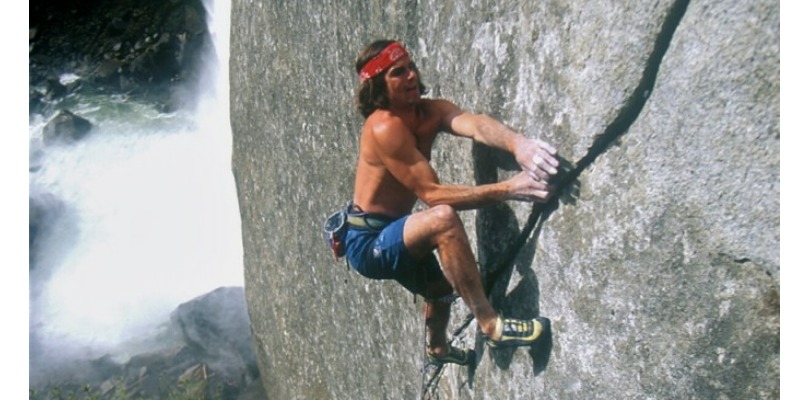
Prenditi Cura della Natura e la Natura si Prenderà Cura di Tedi Marco ArezioQuando un leggendario climber affronta le pareti con il rispetto totale per la montagna stessa e per l'ambiente in cui è inserita, quando rifiuta qualsiasi mezzo che potrebbe incidere negativamente sul rapporto con la montagna, quando l'amore per la natura lo fa sentire "roccia, vento e pioggia", allora è nato un nuovo ambientalista.Il leggendario scalatore dello Yosemite è Ron Kauk è nato a Redwood City, in California, il 23 settembre 1957. All'età di 14 anni, Ron ha partecipato a un'esperienza di backcountry di 20 giorni organizzata dalla sua scuola.Per il gusto di farlo, uno degli adulti aveva scommesso un frullato per chiunque fosse stato in grado di completare una salita difficile, che Ron vinse con successo. Trafitto dalla bellezza dell'arrampicata e incoraggiato dai modelli di comportamento nella comunità di arrampicata su roccia in Yosemite, Ron ha dovuto scegliere se continuare la sua istruzione formale o trasferirla in un luogo diverso. Scelse la via della natura e si trasferì a Yosemite all'età di 17 anni.Nel campeggio degli scalatori nella Yosemite Valley, noto come Campo 4, Ron è stato circondato da una comunità di individui che la pensano allo stesso modo in cerca di significato nelle sfide verticali delle pareti di granito, pareti scolpite dalle forze della natura.I successi di Ron nell'arrampicata sono stati molti, ma tutti hanno implicato l'espansione degli orizzonti nell'attività. Tra i risultati più iconici c'è un boulder nel mezzo del campo 4 noto come Midnight Lightning. Un'altra salita molto famosa è Astroman, che si trova sulla parete orientale della Colonna di Washington sotto il North Dome. Ancora un'altra, Magic Line , è una fessura molto sottile che si trova sul lato destro di Vernal Falls che Ron considera una delle sue salite "di successo nella vita" a causa della sua difficoltà.Ron in anni più recenti ha lavorato per esprimere il suo apprezzamento per Yosemite. Si è attivamente impegnato con la comunità dei nativi americani che ha giustamente un legame spirituale e storico con Yosemite.Ha trascorso le estati come volontario nel campeggio di Tuolumne Meadows fornendo legna da ardere per il campo dei ranger, organizzando pulizie e ricordando ai visitatori attraverso innumerevoli conversazioni la bellezza di Yosemite. Durante le estati a Tuolumne Meadows, Ron ripete le sue numerose salite e massi familiari, rinnovando il suo apprezzamento per ogni singola fessura, nodo e superficie levigata dal ghiacciaio che rappresenta le incisioni della geologia. È come uno studioso che legge antichi manoscritti, alla ricerca di riferimenti indecifrabili e significati nascosti. Annusa il vento, apprezza i temporali, il sole e il flusso dei fiumi a cascata. La nostra consapevolezza di questi elementi è la chiave per la nostra comprensione della condizione umana. La vita e la natura sono grandi insegnanti e offrono molti percorsi di intuizione, ispirazione e apprezzamento. Per Ron, è un semplice riassunto: "Prenditi cura della natura e la natura si prenderà cura di te".Info: Sacred rok
SCOPRI DI PIU'